Embed Size (px)
Citation preview

i
Experimental Study and Theoretical Modelling of Pipeline Girth Welding
By
Krzysztof Borkowski
B. Eng.
A thesis submitted for the degree of Master of Philosophy at the
School of Mechanical Engineering
The University of Adelaide
Australia
Submitted: December 2014

ii

iii
Abstract
The thermal field induced by arc welding has been the subject of numerous
experimental, analytical and numerical studies in the past. However, few studies have
focused on the effects of the local geometry and pipeline welding procedure on the transient
thermal field at or near the vicinity of the weldline. The local geometry and welding
procedures are often simplified in computational or analytical studies and normally
disregarded in quantitative assessments. The objective of this thesis is to evaluate the
significance of these effects in order to understand their possible influence on the weld
quality, pipeline integrity and weldability. In this thesis, simplified analytical models are
developed, compared against outcomes from previous investigations, and validated with data
obtained from a full-scale experimental study completed by the candidate. The conducted
research indicates that the effects of the weld preparatory geometry (which is within the
industry acceptable variations) and pipeline welding procedures might have a significant
impact on the thermal history, specifically at low heat inputs and no preheats, which are
characteristic for pipeline girth welding. Therefore, the account of these effects is very
important for the adequate evaluation of the weld quality and, potentially, the pipe integrity.
The results presented in this thesis can be utilised in the quality control, advanced modelling
procedures and other activities directed towards the further improvement of pipeline
construction procedures.

iv

v
Thesis Declaration
I certify that this work contains no material which has been accepted for the award of
any other degree or diploma in my name, in any university or other tertiary institution and, to
the best of my knowledge and belief, contains no material previously published or written by
another person, except where due reference has been made in the text. In addition, I certify
that no part of this work will, in the future, be used in a submission in my name, for any other
degree or diploma in any university or other tertiary institution without the prior approval of
the University of Adelaide and where applicable, any partner institution responsible for the
joint-award of this degree. I give consent to this copy of my thesis, when deposited in the
University Library, being made available for loan and photocopying, subject to the provisions
of the Copyright Act 1968. I also give permission for the digital version of my thesis to be
made available on the web, via the University’s digital research repository, the Library
Search and also through web search engines, unless permission has been granted by the
University to restrict access for a period of time.
Krzysztof Borkowski,
9th
December 2014

vi

vii
Acknowledgements
I would like to thank A/Prof. Kotousov and A/Prof. Ghomashchi for their support and
guidance with this research project. Many thanks to Pascal Symons and Scott Letton from the
workshop for their fabrication and welding expertise as well as Alison-Jane Hunter for her
help with the editing of this thesis.
This research project was funded by the Energy Pipeline CRC and supported through
the Australian Government Cooperative Research Centre Program. The cash and In-kind
support from the APIA-RSC is gratefully acknowledged. I would also like to thank EPCRC
CEO, Prof. Valerie Linton and our industry advisors, Frank Barbaro, Leigh Fletcher, Chris
Jones, John Piper and Cameron Dinnis.

viii

ix
Nomenclature
T - Temperature [°C]
V - Voltage [V]
I - Current [A]
η - Arc efficiency
Q - Power Input [W]
v - Weld travel speed [m s-1
]
h - Plate thickness [m]
λ - Thermal conductivity of steel [W m-1
K-1
]
κ - Thermal diffusivity of steel [m2
s-1
]
cp - Specific heat [J kg-1
°K-1
]
ρ - Density [kg m-3
]
b - Dimensionless heat transfer factor
T0 - Initial temperature [°C]
T∞ - Ambient temperature [°C]
Tph - Preheat temperature [°C]
𝑥 and 𝑦 - Rectangular coordinates [m]
r - Radial coordinate in polar coordinate system, r = √x2 + y2 [m]
w - Coordinate along the weld direction, w = x − vt [m]
ξ - Moving radial coordinate in polar coordinate system, ξ = √w2 + y2 [m]
rz - Radial coordinate in cylindrical coordinate system, rz = √w2 + y2 + z2 [m]
rn - Function, rn = √w2 + y2 + (2nh − z)2 [m]
rn′ - Function, rn
′ = √w2 + y2 + (2nh + z)2 [m]
Uw - Heat transfer coefficient of weld surface [W m-2
K-1
]

x
Up - Heat transfer coefficient of plate surface [W m-2
K-1
]
d - Heat transfer/conductivity coefficient [m-1
]
dw - Heat transfer/conductivity coefficient of weld, dw = Uw λ⁄ [m-1
]
dp - Heat transfer/conductivity coefficient of plate, dp = Up λ⁄ [m-1
]
uwn - Eigenvalues satisfying characteristic equation,
tan(uwn) = 2hduwn (uwn2 + h2dw
2 )⁄
upn - Eigenvalues satisfying characteristic equation,
tan(upn) = 2hdupn (upn2 + h2dp
2)⁄
Awn - Coefficients of Fourier series, Awn = uwn2 (uwn
2 + h2dw2 + 2hdw)⁄
Apn - Coefficients of Fourier series, Apn = upn2 (upn
2 + h2dp2 + 2hdp)⁄
qp - Dimensionless plate heat reflection rate
R - Pipe radius [m]
t8/5 - Time it takes for the weld seam and adjacent heat-affected zone to cool from
800 °C to 500 °C
t100 - Time it takes for weld seam and adjacent heat-affected zone to reach 100 °C

List of Figures
xi
List of Figures
Figure 1: V-groove preparatory joints as specified in (a) AWS D10.11M.D10.11:2007 and (b)
AS2885.2-2007 standards. ......................................................................................................... 2
Figure 2: A simplified illustration of field pipeline girth welding procedure............................ 4
Figure 3: Pipe-line girth welding in field conditions (Miller Welding Equipment, 2014). ....... 5
Figure 4: SMA welding process. ............................................................................................... 8
Figure 5: Root, Hot, Filling and Capping passes in a pipe weld joint. ...................................... 9
Figure 6: Pipeline construction (The Joyce Road Neighbourhood, 2012)............................... 10
Figure 7: Pipeline construction procedure (Dunstone, 2004). ................................................. 11
Figure 8: Typical temperature history of a weld and characteristic cooling times .................. 13
Figure 9: Prediction of dominant microstructure from temperature histories (solid lines) using
a CCT diagram for X70 (Onsoien et al., 2009). TH 1 leads to a Martensite microstructure
with VH 340 and TH 2 facilitates a Bainitic microstructure, which is less brittle (VH 212). . 14
Figure 10: Diffusion constant of hydrogen in Ferritic steels versus temperature (Coe and
Chano, 1975). The Figure clearly demonstrates that there is a sharp drop in diffusivity of
hydrogen when the temperature drops below 100 °C. ............................................................. 15
Figure 11: Heat loses and heat transfer in SMAW. ................................................................. 17
Figure 12: An example of the numerical modelling of the transient thermal field of a welded
pipe (Feli et al., 2011). ............................................................................................................. 21

List of Figures
xii
Figure 13: An example of numerical modelling of stress field of a welded pipe (Feli et al.,
2011). ....................................................................................................................................... 22
Figure 14: Heat conduction and convective heat transfer from surface resulting from a
moving heat source on the plate surface. ................................................................................. 26
Figure 15: 1D Gaussian heat source. ....................................................................................... 30
Figure 16: 2D Gaussian heat source. ....................................................................................... 31
Figure 17: Goldak et al.’s 3D heat source................................................................................ 32
Figure 18: Application of the method of Mirror Images to the fundamental solution (7). ...... 36
Figure 19: Thermocouple diagram........................................................................................... 38
Figure 20: Various types of thermocouple enclosure options. ................................................ 40
Figure 21: K-type thermocouple setup to record the thermal history of the welded plate
(Attarha and Sattari-Far, 2011). ............................................................................................... 40
Figure 22: Example of a plunged thermocouple in a weld seam (Moore, 2003). .................... 41
Figure 23: Components of the temperature measurement and recording system. .................. 42
Figure 24: Signal “Hockey Puck” Transmitter, a) and Signal Isolators, b)
(Ocean Controls, 2014; RS Australia, 2014). .......................................................................... 43
Figure 25: Wavelength sections within the Electromagnetic Spectrum (Heaviside, 2011). ... 44
Figure 26: Microbolometer Pixel. ............................................................................................ 45

List of Figures
xiii
Figure 27: Typical examples of ZnSe (a) and Ge (b) optical windows (Knight Optical, 2014).
.................................................................................................................................................. 46
Figure 28: Typical transmissivity percentages of a variety of window materials against
wavelengths absorbed for SW and LW thermal cameras (Robinson, 2014). .......................... 47
Figure 29: Geometrical equivalence of the V groove and bead on plate welds with regard to
thermal distribution. ................................................................................................................. 52
Figure 30: Pipeline girth welding procedure. .......................................................................... 53
Figure 31: Schematic diagram to illustrate the mirror image method for pipes. ..................... 54
Figure 32: Representation of a pipe model (Equation (30)) which incorporates heat loss at the
free boundary surface. .............................................................................................................. 56
Figure 33: Lincoln Electric Invertec 415V, 3 Phase welding machine (WESS, 2014). .......... 60
Figure 34: Head Mount Signal “Hockey Puck” Transmitter (from PR Electronics 5331)
(RS Australia, 2014). ............................................................................................................... 60
Figure 35: Equipment setup for recording thermal history with thermocouples. .................... 61
Figure 36: Fitted ZnSe window to rubber manifold. ............................................................... 63
Figure 37: Transmissivity vs spectral range. ........................................................................... 63
Figure 38: Infrared Camera fitted with ZnSe window manifold. ............................................ 64
Figure 39: Infrared camera affixed to tripod............................................................................ 64
Figure 40: Plate test sample specifications. The R-type thermocouple is shown to illustrate
the temperature data acquisition technique. ............................................................................. 65

List of Figures
xiv
Figure 41: Top view of plate test sample with run on/run off tabs. ......................................... 66
Figure 42: Plate sample with tabs mounted on welding jig. .................................................... 67
Figure 43: Complete plate test setup with data acquisition equipment. .................................. 68
Figure 44: Local joint geometry specification of pipe test sample. ......................................... 71
Figure 45: Axial locations of K-type thermocouples. .............................................................. 71
Figure 46: Setup and data acquisition equipment for the pipe test. ......................................... 72
Figures 47(a) and (b): Experimental setup of the pipe test sample.......................................... 73
Figure 48: Infrared camera and pipe test sample setup. ........................................................... 74
Figure 49: Typical thermal histories acquired with the K and R-type thermocouples from the
plate test. .................................................................................................................................. 76
Figure 50: Thermal history of point B30°, see Fig. 45. The pipe is welded with the weld start
angle, ϕ30°, Tph = 25 °C and h = 6 mm. ................................................................................... 76
Figure 51: Typical thermal images captured during welding (left image) and cooling (right
image) of the pipe test sample. ................................................................................................ 77
Figure 52: Thermal history of thermal image sequence generated with IRBIS 3.0 of point
B90° on pipe welded with weld start angle, ϕ90°, Tph = 25 °C and h = 6 mm. .......................... 78
Figure 53: Example of weld metal thermal history. Symbols represent experimental
measurements and the solid line is the theoretical prediction utilising Equations (13) and (26).
.................................................................................................................................................. 80

List of Figures
xv
Figure 54: Calculated t8/5 cooling times with correction for local geometry (filled symbols)
and without (un-filled symbols) plotted against measured t8/5 cooling times of V groove
welding tests............................................................................................................................. 81
Figure 55: Calculated t8/5 cooling times with the equivalent thickness approach and variable
arc efficiency (filled symbols) and without (un-filled symbols) plotted against measured t8/5
cooling times of previous V groove welding tests performed with various root gaps. ........... 83
Figure 56: Comparison of thermocouple measurements and modelling predictions for 220
OD pipe welded with pipeline welding procedure ϕ30° and ϕ90° at B30° (a) and B90° (b)
respectively. Tph = 25 °C and h = 6 mm. ................................................................................ 86
Figure 57: Comparison of thermocouple readings and modelled predictions for 220 mm OD
pipe welded with pipeline welding procedure ϕ90°, h = 12.5 mm for Tph = 25 °C (a) 70 °C (b)
and 100 °C, respectively (c). .................................................................................................... 87
Figure 58: Comparison of thermocouple and infrared camera data thermal histories for pipe
welding procedure using weld start angle ϕ90° at B90°. Tph = 25 °C and h = 6 mm. ............... 89
Figure 59: Cooling time t100 along the pipe circumference for ϕ30° and h = 12.5 mm. .......... 91
Figure 60: Cooling time t100 along the pipe circumference for ϕ90° and h =12.5 mm. ........... 91
Figure 61: Cooling time t100 along the pipe circumference for ϕ30° and h = 6 mm. ............... 92
Figure 62: Cooling time t100 along the pipe circumference for ϕ90° and h = 6 mm. ............... 92
Figure 63: Cooling time t100 along the pipe circumference for ϕ30° and heat input of 0. 8 kJ
mm-1
. ........................................................................................................................................ 93

List of Figures
xvi
Figure 64: Cooling time t100 along the pipe circumference for ϕ90° and heat input of 0.4 kJ
mm-1
. ........................................................................................................................................ 93

List of Figures
xvii
List of Tables
Table 1: Arc efficiencies of various welding processes, η. ..................................................... 18
Table 2: Classification of Analytical Thermal Field Models................................................... 23
Table 3: Joint characteristics of the plate test samples. ........................................................... 69
Table 4: Welding parameters applied to each sample in the plate test. ................................... 69
Table 5: Dimensions of pipe test samples................................................................................ 74
Table 6: Welding parameters applied to the pipe test samples in Table 5. .............................. 75
Table 7: General high temperature region thermal properties of most steels. ......................... 79
Table 8: Geometry factors for various test piece thicknesses used in V groove welding tests.
.................................................................................................................................................. 82
Table 9: Determined weld arc efficiencies for V groove welds of various nominal thicknesses
and root gap.............................................................................................................................. 82

xviii

Table of Contents
xix
Table of Contents
Chapter 1: Introduction .......................................................................................................... 1
Chapter 2: Literature Review................................................................................................. 7
2.1 Welding ....................................................................................................................... 7
2.1.1 Pipeline construction ............................................................................................ 9
2.1.2 Effect of Temperature History on Weld Quality ............................................... 12
2.2 Thermal efficiency of welds ...................................................................................... 17
2.2.1 Comments on Numerical Approaches ............................................................... 20
2.3 Analytical Modelling of Thermal History ................................................................. 23
2.3.1 Point Heat Source Models ................................................................................. 24
2.3.2 Line heat source models..................................................................................... 28
2.3.3 Advanced heat source models ............................................................................ 29
2.4 Summary and Research Gap ..................................................................................... 33
Chapter 3: Research Methodology ...................................................................................... 35
3.1 Mathematical Modelling ........................................................................................... 35
3.2 Summary of Experimental Techniques ..................................................................... 37
3.2.2 Principles of thermal imaging ............................................................................ 44

Table of Contents
xx
Chapter 4: Development of Thermal Field Models for Pipeline Girth Welding ................. 49
4.1 Incorporation of the local preparatory joint geometry into a modelling approach ... 49
4.1.1 Thermal field model ........................................................................................... 50
4.1.2 Account for shape of V groove joint geometry: Equivalent thickness approach ..
............................................................................................................................ 52
4.2 Incorporation of pipeline girth welding procedure into modelling approach ........... 53
4.2.1 Development of thermal field model ................................................................. 54
4.3 Chapter Summary ...................................................................................................... 58
Chapter 5: Experimental studies .......................................................................................... 59
5.1 Experimental Equipment ........................................................................................... 59
5.1.1 Welding machine and consumables ................................................................... 59
5.1.2 Setup of temperature data recording equipment ................................................ 60
5.1.3 Software ............................................................................................................. 61
5.1.4 Thermocouple Calibration ................................................................................. 61
5.1.5 Temperature data acquisition with Infrared Camera ......................................... 62
5.2 Plate Tests ................................................................................................................. 65
5.3 Pipe Tests .................................................................................................................. 70
5.4 Selected examples of the recorded temperature history ............................................ 75

Table of Contents
xxi
5.5 Chapter Summary ...................................................................................................... 78
Chapter 6: Thermal Field Model for Pipeline Girth Welding ............................................. 79
6.1 Evaluation of Thermal Arc Efficiency during Pipeline Girth Welding .................... 79
Chapter 7: Effect of Welding Procedure on Thermal History ............................................. 85
7.1 Validation of pipeline welding procedure model with temperature data .................. 85
7.1.1 Comparison of thermal histories obtained with different data acquisition
techniques ......................................................................................................................... 88
7.2 Temperature Variation across the Pipe Circumference ............................................. 89
7.3 Chapter Summary ...................................................................................................... 94
Chapter 8: Overall Conclusion ............................................................................................ 95
8.1 Publications from current research ............................................................................ 97
References……………………………………………………………………………………………………………...…99

Table of Contents
xxii

Chapter 1: Introduction
1
Chapter 1: Introduction
There have been a large number of analytical, numerical and experimental studies
focussed on the investigation of the transient thermal field associated with the welding of
pipes (Alam et al., 1999; Nguyen, 2004; Deng and Murakawa, 2006; Akbari and Sattari-Far,
2009; Lee et al., 2013). One of the main objectives of these studies was the establishment of a
link between welding parameters (such as heat input and weld travel speed) and geometry
(plate or pipe wall thickness) from one side, and the generated transient thermal field from
the other side. This transient thermal field (or temperature history) is often described by
various cooling times, such as t8/5 or t100. The former is the time it takes for the weld seam
and adjacent heat-affected zone to cool from 800 °C to 500 °C and the latter is the time taken
to reach 100 °C. Both cooling times are widely accepted by the international and Australian
pipeline industries to analyse and characterise the weld quality as well as the susceptibility of
the weldment to hydrogen assisted cold cracking (HACC). These characteristic times for
many practical situations can be obtained from numerous simplified engineering procedures,
standards and codes available in the literature (Yurioka et al., 1986).
Despite significant progress made over the past century in predicting the thermal history
of weldments, the existing simplified analytical procedures, as well as very sophisticated
numerical approaches, usually disregard the actual local joint geometry, which, in accordance
with industrial standards can vary quite significantly from one weld to another, and the
particular way the weld is deposited. For example, the same pipeline weld run can be
completed with different start and stop positions, or completed by a different number of
welders.
There are various joint geometries used in pipeline welding such as bevel, square, single-
J, double-J, single-V, double-V, single-U and double-U groove joints (Lamit, 1981; Nayyar,

Chapter 1: Introduction
2
1992). However, single V-groove joints are most commonly used for pipe sections of small to
medium diameter (< 610 mm) pipes (Lamit, 1981) and are recommended by relevant
industrial standards (AWS, 2007; Standards Australia, 2007). For this reason this
investigation will solely focus on weld joints with V-groove geometry. Typical examples of
the industry acceptable preparatory geometries are presented in Fig. 1.
Figure 1: V-groove preparatory joints as specified in (a) AWS D10.11M.D10.11:2007 and (b)
AS2885.2-2007 standards.
Pipeline welding standards normally specify three controllable sizes of the local
geometry: root face, root gap (RG) and groove (or bevel) angle, (the maximum offset is a fit
up tolerance and not considered to be a joint design characteristic). In accordance with Fig. 1,
the actual size of the root gap is industry acceptable if it is (a) less or greater than the

Chapter 1: Introduction
3
diameter of the filler metal used for a particular welding method (AWS, 2007) or (b) it lies
within 1.4 ± 0.6 mm (Standards Australia, 2007). However, such a large variation of root gap
sizes in practice can significantly vary the arc efficiency, and, subsequently, the thermal
energy transferred to, or dissipated into, the different pipe joints welded with the same
welding parameters. With the wider gap, the arc efficiency normally decreases as more
energy escapes and dissipates in the environment through the wider gap. Other characteristic
dimensions (such as root face and bevel angle) are expected to have a much lesser influence
on the thermal losses; and this will be elaborated further in the literature review section of
this thesis.
The thermal energy dissipated in the joint generates transient temperature and stress
fields, and leads to radical changes of material properties and microstructure in the vicinity of
the weld. Therefore, it is important to know the actual arc efficiency of a welding process in
order to utilize the appropriate heat f1ow models, analytical or numerical techniques, and
provide a reliable assessment of the material properties, thermally-induced and residual
stresses in the weldment. It is well known that all these factors (various stresses and material
properties) have a significant impact on the integrity and durability of the welded structure.
One of the objectives of the current thesis is to investigate the effect of the root gap size on
arc efficiency within the typical geometry variations, which are tolerated by industrial
standards.
From the Australian pipeline industry perspective, thin walled (< 12 mm) and small
diameter (< 500 mm) pipes are usually considered for gas and oil transmission, in contrast
with Europe and America, where pipes are generally thicker and larger in diameter (Alam et
al., 1999). In the case of 400 OD pipe, normally two welders deposit the girth weld
simultaneously (Fletcher, 2011) to support a high rate of pipeline construction and ease the
stress conditions imposed by the pipe joining procedure (clamp release, lifting, etc.)

Chapter 1: Introduction
4
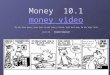
(McAlister, 1998; Dunstone, 2004). The typical welding procedure is shown schematically in
Fig. 2.
Figure 2: A simplified illustration of field pipeline girth welding procedure.
In accordance with this procedure, the first welder (Welder 1) starts to deposit the
weld seam from location A at the top of the pipe to location C at the bottom. At the same
time, the second welder (Welder 2) begins their weld run at location B, which is not clearly
specified in the welding procedure, and continues depositing the weld seam down to the
bottom location (C). Before the first welder reaches the bottom location (C), Welder 2 re-
starts welding at location A and completes the weld deposition of the right half-circle of the
pipe. Fig. 3 shows two welders completing the root pass in field conditions.
B
A
C
Pipe
Start location
End location
Welder 1
Welder 2
Start/End location Symbols

Chapter 1: Introduction
5
Figure 3: Pipe-line girth welding in field conditions (Miller Welding Equipment, 2014).
However, there exist many different pipe welding procedures that can vary from the
one described above and illustrated in Figures 2 and 3 (North et al., 1982; McAlister, 1998;
Sacks and Bohnart, 2005). These pipeline welding procedures depend on the pipe diameter
and may involve three or four welders working simultaneously (North et al., 1982; McAlister,
1998). In practice, specifically for larger diameters of pipes (> 220 mm), there may be several
interruptions in the continuous welding associated with the replacement of electrodes. For
example, in the described procedure, Fig. 2, the left side run (A-C) could not be completed
with a single electrode, so there may well be another stop/start location along this weld run.
Usually, these interruptions are disregarded in modelling investigations of pipeline welding.
However, these aspects of welding procedures can significantly affect the transient thermal
field, specifically in the close vicinity of stop/start locations. Therefore a different weld metal
and HAZ properties at these locations can be expected, affecting the weld quality, residual
stress profile as well as the susceptibility to cracking defects. In many practical situations,
manual welding is more preferable than the use of automatic welding machines as the manual

Chapter 1: Introduction
6
welding with two or more welders working simultaneously can support a much higher speed
of pipeline construction. For example, the girth weld for a 400 mm pipe can be completed in
approximately 90 seconds (Fletcher, 2011).
As stated above, the main objective of this thesis is to evaluate the significance and
effect of the actual geometry of the preparatory joint and specifics of the pipeline welding
procedure on the thermal history in order to understand their possible influence on the weld
quality, pipeline integrity and weldability. To address this objective, two simplified analytical
models will be developed and validated by comparing the theoretical predictions against
outcomes of previous investigations, and data obtained from full-scale experimental tests.
Chapter 2 will provide a broad introduction into the research area. In particular, various
analytical models for welding operations will be described in an historical context. Chapter 2
will also re-state the research gaps to be addressed in this thesis. Chapter 3 will present the
research methodology adopted in this project. In Chapter 4, the existing analytical models
will be evaluated critically and extended to simulate the previously stated aspects of pipeline
girth welding. These models will be further validated in Chapter 6 with the outcomes of
experimental studies including full-scale pipe tests described in Chapter 5. A case study will
be conducted in Chapter 7, based on the previously validated pipe model, in order to provide
answers to the pipeline welding issues posed earlier on in this chapter. The thesis will be
concluded with an overall summary, which will highlight the main outcomes of this project,
potential utilisation of these outcomes, as well as ideas for future research, which will address
some shortcomings of the present study.

Chapter 2: Literature Review
7
Chapter 2: Literature Review
The literature review will first introduce the field of welding and, after that; it will
focus on several research topics, which are important for the current study. These topics
include the effect of the thermal history on the weld quality, evaluation of major factors
influencing the arc efficiency, experimental measurement techniques of transient thermal
field generated by welding and the development of theoretical modelling approaches for
evaluation of temperature history. A gap statement briefly described in the Introduction will
be further elaborated in this section of the thesis.
2.1 Welding
Welding is a fabrication process used to join materials securely together. This is usually
accomplished by melting the joining parts and adding a filler material or consumable to form
a molten weld pool that cools and solidifies to form a strong joint. Welding is widely used in
the manufacturing of airplanes, heavy machinery, general machinery parts and pipeline
construction. Various energy sources can be used for welding such as a gas flame, electric
arc, laser, electron beam, friction, and ultrasound. The most popular arc welding processes
which utilise an electric arc, including Shielded Metal Arc Welding (SMAW), Gas Tungsten
Arc Welding (GTAW), Gas Metal Arc Welding (GMAW), Flux-Cored Arc Welding
(FCAW) and Submerged Arc Welding (SAW). All these processes use different
consumables, methods of deposition and weld shielding techniques. However, SMAW has
been the most popular welding process used to construct pipelines in Australia for the past
several decades, and is still being widely used today (Fletcher and Piper, 2012). Therefore, in
this thesis the main focus will be on Shielded Metal Arc Welding or SMAW only.

Chapter 2: Literature Review
8
SMAW is a manual arc welding process that uses a consumable electrode coated in
flux to lay the weld, see Fig. 4. An electric current, which can be either an alternating current
or a direct current supplied from a power source, generates an electric arc between the
electrode tip and the metal parts to be joined. The flux coating of the electrode melts down as
the weld is deposited, producing vapours that serve as a shielding gas and providing a layer
of slag, both of which protect the weld area from atmospheric contamination.
Figure 4: SMA welding process.
The process is very versatile, relatively simple and does not require sophisticated
equipment or highly trained personnel. Therefore, SMAW is one of the world's most popular
fabrication processes and joining methods, commonly used in construction industries,
maintenance procedure repertoires as well as the repair of structural components. The
SMAW process is primarily used to weld iron and steels (including stainless steel), however,
aluminium, nickel and copper alloys can also be welded with this process (Cary and Helzer,
2005). The SMAW process is illustrated schematically in Fig. 4.
Weld Pool Heat Affected Zone (HAZ)
Electrode
Weld Arc
Flux
Parent Metal

Chapter 2: Literature Review
9
2.1.1 Pipeline construction
Time is a major constraint in pipeline construction. A faster rate of construction can
lead to a significant reduction in the overall cost of the pipeline, which can reach billions of
dollars. For example, in 2010 the Australian pipeline industry association (APIA) reported on
plans to improve the gas transmission infrastructure needed for the expansion of
Queensland’s coal seam gas (CSG) production industry. The APIA estimated that $10 billion
would be spent between 2010 and 2020 on the development and upgrading of the pipeline
infrastructure (APIA, 2010).
One particular factor significantly affecting the construction rate of the weldments is
the deposition speed of the first and second weld runs, known as root and hot passes,
respectively (see, Fig.5).
Figure 5: Root, Hot, Filling and Capping passes in a pipe weld joint.
The speed at which the root and hot passes are deposited by the front-end welding
team is termed the front-end speed. The filling and capping passes (see Fig. 5) can be
completed later by the second or multiple welding teams. Therefore the rate of productivity
of pipeline construction is largely limited by the front-end speed. To improve productivity,
construction management emphasises that the front-end welding team complete the root and
Filling passes
Capping passes
Root pass
Hot pass

Chapter 2: Literature Review
10
hot passes as fast as possible by welding the pipe joint with extremely high rates of
deposition and subsequently low heat inputs. This managerial approach can challenge the
integrity and safety of the pipeline. Fig. 6 shows a photograph of the front-end pipeline
construction.
Figure 6: Pipeline construction (The Joyce Road Neighbourhood, 2012).
The typical procedure of pipeline construction has been outlined by Smart and Bilston (1995)
and is illustrated in Fig. 7. This procedure is highly optimised to avoid any delays and
interruptions.

Chapter 2: Literature Review
11
Skids are used to support the pipeline above
the ground, so that the welding procedure can
be executed.
The line-up clamp is positioned at the front
edge of the leading pipe and clamped to that
leading edge.
A crane is used to carry and insert the next
pipe over the line up clamp. Wedges are used
to correct the root gap between the edges of
both pipes. The pipes are also restrained with
exterior clamps
The pipeline welding procedure is
commenced with the root pass welded
typically with cellulosic electrodes.
The front end of the pipeline is lifted by the
crane, while a support skid is placed beneath
the front end of the leading pipe.
The front-end team moves to the next weld.
Figure 7: Pipeline construction procedure (Dunstone, 2004).
Fig. 7 illustrates a typical pipeline construction procedure, which also demonstrates
that the speed of the pipeline assembling is largely determined by the production speed of the
front-end welding team. In addition to the increase of the welding speed to complete the root
and hot passes, Henderson et al. (1996) suggested that the removal of the line-up clamps and
earlier lowering of the pipe on the leading skid, (after only 50% of the root pass is
completed), can reduce the production time per pipe weld joint by 25%, or from 6 to 4.5
Extract line-up clamp
Conduct root welding
Insert pipe onto line up
clamp using crane
Crane lifts pipe
Crane lowers pipe onto skid

Chapter 2: Literature Review
12
minutes. However, constructing pipelines with procedures based on Henderson et al.’s
suggestions could further compromise the integrity of the pipeline as the removal of the line-
up clamps and earlier lowering of the pipe on the leading skid can significantly aggravate the
stress conditions during welding and increase the risk of generation of critical welding
defects.
2.1.2 Effect of Temperature History on Weld Quality
The literature review indicates that the quality of a joint welded with the SMAW process
is influenced by (i) parent material and electrode composition; (ii) joint type; (iii) restraint
and (iv) environmental conditions as well as (v) temperature history (Radaj, 1992; Nguyen,
2004). As stated in the Introduction, one of the main goals of this research is to interpret the
transient thermal field generated by a weld in terms of welding parameters. Therefore, the
present study will focus on the last factor (v): the temperature history of the weld and HAZ as
a function of welding parameters, local geometry and welding procedures.
A typical temperature history of the weld metal is shown in Fig. 8. However, it is not
practical to calculate, evaluate or measure the entire temperature history for each individual
weld and welding conditions. Therefore, the transient thermal field (or temperature history) is
often characterised by cooling times, such as t8/5 or t100 (Yurioka et al., 1986; Kasuya and
Yurioka, 1993). In accordance with Fig. 8, t8/5 is the time it takes for the weld seam and
adjacent heat-affected zone to cool from 800 °C to 500 °C and t100 is the time to reach 100
°C from a liquid state (weld pool) (Terasaki et al., 1988; Radaj, 1992; Kasuya et al., 1995;
Nguyen, 2004).

Chapter 2: Literature Review
13
Figure 8: Typical temperature history of a weld and characteristic cooling times
(t8/5 and t100).
The t8/5 is an important characteristic because the microstructure of the WM and the HAZ in
steel pipelines is largely determined by the cooling time from 800 to 500 °C, which is also
known as the transformation temperature range (Nguyen, 2004). For example, cooling times
longer than 7s (t8/5 > 7s) normally lead to the formation of a bainitic dominant
microstructure. While shorter cooling times of less than 3s, depending on the chemical
composition, (t8/5 < 3s) facilitate a martensitic microstructure, which is quite hard, brittle and
highly susceptible to cracking (Kasuya et al., 1995; Keehan et al., 2010).
The microstructure realisation in the WM and HAZ can be evaluated via a Continuous
Cooling Transformation (CCT) diagram (Karkhin et al., 2006; Onsoien et al., 2009), which is
shown in Fig. 9. It displays two temperature histories: Temperature History 1 (TH 1) has a
relatively short t8/5 cooling time, normally resulting in a hard and brittle martensitic
microstructure. TH 2 has a longer t8/5 cooling time, leading to more favourable bainitic
Welding Parameters:
Heat Input, HI = 1.7 kJ mm-1
Weld speed, v = 2.5 mm s-1
Plate thickness, h = 9 mm
0 200 400 600
500
1000
1500
Tem
per
ature
, [°
C]
time, [s]
t8/5
0
t100
800
100

Chapter 2: Literature Review
14
microstructure, which is more ductile (Onsoien et al., 2009; Keehan et al., 2010). In welding,
it is normally imperative to avoid the formation of martensite in the weld metal and the HAZ
(Kasuya et al., 1995).
Figure 9: Prediction of dominant microstructure from temperature histories (solid lines) using
a CCT diagram for X70 (Onsoien et al., 2009). TH 1 leads to a Martensite microstructure
with VH 340 and TH 2 facilitates a Bainitic microstructure, which is less brittle (VH 212).
The t100 cooling time is another important characteristic because it determines the
amount of hydrogen, which can be defused from the weld during its cooling to ambient
temperature (Bailey et al., 1973; Yurioka and Suzuki, 1990; Nevasmaa, 2003). The residual
hydrogen, which stays trapped in the weld and HAZ, imposes a serious risk of hydrogen
assisted cold cracking (HACC). This phenomenon (HACC) can compromise the quality of
the weld and the overall integrity of the pipeline. Therefore, various methods are often
utilised in welding procedures to extend the t100 cooling time, such as preheating or wind
shields, in situations or in climate conditions where there is a risk of HACC formation. One
such situation is pipeline girth welding, which is completed at low heat inputs and with a high
weld travel speed. This situation is the focus of the current thesis.
0
Martensite 200
400
600
800
1000
Tem
per
ature
, [°
C]
10 100 1000 0
Time, [s]
t8/5
Austenite
Bainite
t8/5
Thermal History VH t8/5
TH1 340 1.7s
TH2 212 23.5s

Chapter 2: Literature Review
15
It is well known from the literature that the diffusion rate of hydrogen in steel is a
function of temperature that decreases significantly when the temperature drops, see Fig. 10.
Figure 10: Diffusion constant of hydrogen in Ferritic steels versus temperature (Coe and
Chano, 1975). The Figure clearly demonstrates that there is a sharp drop in diffusivity of
hydrogen when the temperature drops below 100 °C.
The rate of hydrogen diffusion is very slow and almost negligible when the temperature
of the weld metal or HAZ drops below 100 °C (Bailey et al., 1973; Coe and Chano, 1975).
This explains the selection of 100 °C as the threshold temperature and the cooling time t100
as an important characteristic affecting the weld quality. However, the most representative
parameter influencing the weld quality is the residual hydrogen content. Nevertheless, direct
measuring of the hydrogen content is a complex and lengthy task that requires rather
sophisticated equipment (Yurioka and Suzuki, 1990). Therefore, many industrial standards
10 50 100 200 500
Temperature [°C]
10-8
10-7
10-6
10-5
10-4
10-9
Dif
fusi
on
co
nst
ant
[cm
2 s-1
]
Diffusion rate decreases
substantially when weld
temperature drops below
100 °C
10-3
Upper limit
Lower limit

Chapter 2: Literature Review
16
and procedures utilise t100 cooling time, which can be measured with a simple temperature
probe, rather than the residual hydrogen content.
To facilitate the speed of pipeline construction in Australia, the root pass is often
deposited with cellulosic electrodes, which are covered by a cellulosic-enriched flux that can
absorb moisture from the environment (Dunstone, 2004). Cellulosic electrodes are used for
their superior penetration qualities and ability to support a high welding speed. However, the
use of cellulosic electrodes has a drawback: the weld metal becomes significantly
contaminated with hydrogen, which makes the weldment more susceptible to hydrogen
cracking (Yurioka et al., 1986; Yurioka and Suzuki, 1990). The phenomenon of hydrogen
assisted cold cracking (HACC) is largely impacted by microstructure, hydrogen content and
stresses. Therefore, both characteristic cooling times, t8/5 and t100, have a direct impact on
the quality and susceptibility of the weldment to HACC. The first characteristic, t8/5, largely
determines the microstructure realisation, as explained above, and the second one, t100,
governs the hydrogen diffusion (Bailey et al., 1973; Nevasmaa, 2003).
It is not surprising that there are many models and empirical relationships which predict
or relate the risk of the occurrence of HACC with these two characteristic cooling times
(Yurioka et al., 1986; Kasuya and Yurioka, 1993). Subsequently, many simplified models
and empirical formulas have been developed to predict t8/5 (Terasaki et al., 1988; Karkhin et
al., 2006) and t100 (Bailey et al., 1973; Nevasmaa, 2003) from the welding parameters and
the thickness of the weldment. However, all these models normally disregard the effects of
the pipeline welding procedures and local joint geometry on these characteristic cooling
times. Therefore, the objective of this thesis is to address this shortcoming.

Chapter 2: Literature Review
17
2.2 Thermal efficiency of welds
The thermal efficiency of the weld is dependent on the efficiency of the weld arc (arc
efficiency). Arc efficiency, η, is a quantitative measure of the fraction of total energy, Etotal,
dissipated in the weldment, or:
η =Ew
Etotal , (1)
where Ew represents the total energy transferred to, or dissipated in, the work piece. The total
energy, Etotal, represents the welding arc energy generated at the electrode. The total energy
is normally distributed in two ways: a portion is lost to the environment (Etotal − Ew); and
the remainder, Ew, is transferred to the weldment (Fig. 11) (DuPont and Marder, 1995;
Nguyen, 2004).
Figure 11: Heat loses and heat transfer in SMAW.
The rate of energy (or power) generated by the arc is given simply by the product of the, arc
voltage, V, and the current, I. The heat input, q, is a more commonly used characteristic of the
welding process:
Losses (Etotal − Ew) Losses (Etotal − Ew)
Heat Affected
Zone (HAZ)
Electrode
Weld Arc
Etotal
Ew

Chapter 2: Literature Review
18
q =ηVI
v. (2)
This heat input represents the quantity of energy generated by the arc per unit length of weld
(Rosenthal, 1946; Radaj, 1992). The appropriate values of the heat input are necessary for
analytical or numerical heat transfer models to predict the temperature history, mechanical
properties and stress field in the weldments with sufficient accuracy, as well as the overall
weld quality. The processes governing the arc efficiency are too complex to model and its
values are usually extracted from experimental data. For example, DuPont and Marder (1995)
conducted measurements of arc efficiency using a Seebeck arc welding calorimeter, which
were first described in Giedt et al. (1987). Yurioka et al. (1986) provided some typical values
of the arc efficiency for various types of welding processes. Table 1 summarises the typical
values for arc efficiency from various studies.
Table 1: Arc efficiencies of various welding processes, η.
Welding
Process
Sources of various arc heat efficiencies, η
Yurioka et
al. (1986)
Radaj (1992) Nguyen
(2004)
Christensen
et al. (1965)
Svensson
(1994)
SMAW
(Rutile)
0.9 0.8 0.66-0.85 0.66-0.85 0.85-2.50
SMAW (low
hydrogen)
0.8 0.8 0.66-0.85 0.66-0.85 0.85-2.50
Many analytical, numerical and experimental studies (North et al., 1982; Sawhill et
al., 1986; Noble and Pargeter, 1988; Alam et al., 1999) that focused on the investigation of
thermal, mechanical and micro-structural parameters of welds and heat-affected zones,
utilised empirical values of the arc efficiency. However, as is shown in Table 1, these values
vary considerably, which essentially negates the theoretical efforts (analytical or numerical)

Chapter 2: Literature Review
19
to predict the transient thermal history of the weld and HAZ. Therefore, the scattering has to
be narrowed down in order to improve the predictive capabilities of all the previously
developed analytical, empirical and numerical models, which is one of the main objectives of
the current study.
It is known that the arc efficiency is only slightly affected by the welding parameters,
such as heat input and welding speed, for any given welding procedure (DuPont and Marder,
1995). In contrast, the actual local geometry of the preparatory joint can significantly affect
the portion of the total energy dissipated in the weldment (Nguyen, 2004). The local
geometry of pipeline girth welding can be characterised by three parameters: root height, root
gap and groove angle, as is shown in Fig. 1. The root height and groove angle do not
significantly influence the arc efficiency. For example, Terasaki et al. (1988) conducted a
study on the effect of the groove angle on the thermal history. The outcomes of this study
suggest that the weld arc efficiency has quite a low sensitivity to the changes of the groove
angle. A notable effect on the cooling time, t8/5 can only be observed when the variations of
the groove angle exceed 55°. The industry acceptable welds are unlikely to have such large
variations in the local geometry, see Fig.1 (AWS, 2007; Standards Australia, 2007).
The effect of root gap on arc efficiency is expected to be quite large as the heat losses
to the environment can substantially increase through the wider gap. This conclusion also
follows from experimental studies on the thermal field, which utilised different root gaps and
plate thicknesses (Noble and Pargeter, 1988; Alam et al., 1999; Suppiah, 1999). The current
thesis will utilise the outcomes of these studies, and will focus on the development of the
appropriate relationship between the root gap (as a main influential factor) and arc efficiency.
Another feature of the SMAW process is slag formation. The SMAW process
normally produces a layer of slag on top of the weld metal (Surhone et al., 2010). All
previous theoretical studies (Eagar and Tsai, 1983; Yurioka et al., 1986) and texts (Radaj,

Chapter 2: Literature Review
20
1992; Nguyen, 2004) do not consider the effect of slag on the thermal field as the
temperature history near the weld is mainly affected by the heat dissipation into the
surrounding material due to a much higher conductivity of the steel in comparison with the
slag material. For this reason the effect of the slag layer will also not be considered in the
present study.
2.2.1 Comments on Numerical Approaches
Over the past twenty years, a significant effort has been made to develop a new area
in welding research called “Computational Welding Mechanics” (CWM) (Lindgren, 2007).
Very sophisticated models have been developed to simulate the transient thermal field:
thermally induced stresses, residual stresses, deformations and predictions of the
microstructure (Deng and Murakawa, 2006; Anca et al., 2011; Lee et al., 2013). The CWM
approach has many benefits in comparison with simplified analytical models, including
accounting for:
(i) Specific local geometry;
(ii) Temperature dependent material properties;
(iii) Nonlinear deformations;
(iv) Phase transformations in WM and HAZ during heating and cooling;
(v) Other effects.
In numerical approaches, the governing equations apply to finite elements, which are
assembled into a global matrix equation (Lindgren, 2006). This matrix equation is solved
using efficient computer programs. The thermal and mechanical analyses are normally
considered uncoupled. In other words, the thermal analysis serves as input data for the
solution of the mechanical problem.

Chapter 2: Literature Review
21
The thermal analysis normally utilises a thermal energy conservation equation, which
can be written in a highly simplified form as:
MH = Text − Tint , (3)
where M representes the mass vector, Text is the thermal load vector and Tint is the internal
flux vector. H is the enthalpy matrix. Typical outcomes of the thermal analysis of welding are
shown in Fig. 12.
Figure 12: An example of the numerical modelling of the transient thermal field of a welded
pipe (Feli et al., 2011).
The mechanical analysis is based on Newton’s second law, which can be written as
MU = Fext − Fint , (4)
where Fext is a vector that represents the external loads and Fint is a vector that represents the
internal forces caused by stresses, both residual and thermally induced. The matrix U
represents the displacements, and MU the inertia term. In welding problems, MU ≈ 0 and is
usually disregarded for all practical purposes. A typical example of stress analysis is shown
in Fig. 13.
Temperature (°C)
2014
1535
1409
1283
1156
1030
651
399
146
20

Chapter 2: Literature Review
22
Figure 13: An example of numerical modelling of stress field of a welded pipe (Feli et al.,
2011).
However, the numerical approaches have the same issue as the simplified analytical
models: all welding models have to assume a designated value of arc efficiency. The
calculation of arc efficiency is very complex as it has to utilise multi-physics modelling
(plasma, electric, gas, fluid, thermal, etc.), which incorporates coupled and highly non-linear
equations of Plasma Physics describing the behaviour of the weld arc (Lindgren, 2001a).
Despite the advantages of the numerical approaches, the accuracy can be greatly affected by
uncertainties associated with arc efficiency values. Therefore the current work is as
significant for analytical as well as numerical approaches. The current approach will utilise
the analytical modelling approach rather than the numerical approach because analytical
modelling offers a simplified and robust method of calculation to predict the thermal field,
whereas numerical modelling is complex, time consuming and impractical for a parametric
analysis (Lindgren 2001a). For this reason, this study will utilise the analytical modelling
approach to simulate the thermal field. Data obtained from a limited number of experimental
studies is used to validate the analytical models. Furthermore, these models will be utilised to
Axial Stress (MPa)
+418
+353
+222
+157
-39
-105
-170
-301
-366

Chapter 2: Literature Review
23
obtain an empirical relationship between arc efficiency and the root gap, as well as to
investigate the effect of welding procedures on the transient thermal history of the weldment.
2.3 Analytical Modelling of Thermal History
Analytical models are simpler in form and less cumbersome to apply than numerical
models, as highlighted earlier. Analytical models can be classified in terms of the:
(i) Dimensionality of the governing equations,
(ii) Representation of the heat source and,
(iii) Incorporation of different boundary conditions.
A summary of past and current most popular analytical models of welding processes is
presented in Table 2.
Table 2: Classification of Analytical Thermal Field Models.
Number of dimensions of the undersigning heat equation
Heat Source 1D + t 2D + t 3D + t
Point heat source Rosenthal (1946), Rykalin
(1957)
Rykalin (1957), Nunes (1983)
Radaj (1992), Yurioka et al.
(1986), Terasaki et al. (1988)*,
Kasuya and Yurioka (1993)*
Line heat source, Nguyen
(2004)
Rosenthal (1946), Radaj
(1992)*, Zhang (1989)*,
Nguyen (2004)
Heat intensity
uniformly distributed
over an area
Radaj (1992) Carslaw and Jaeger (1947) Carslaw and Jaeger (1947),
Darmadi et al. (2011)
Gaussian heat
distribution
Fassani and Trevisan
(2003)
Eagar and Tsai (1983), Boo and
Cho (1990)
Double ellipsoid
heat distribution
Nguyen et al. (2004), Winczek
(2010)
* Taking into account convection at free boundary surfaces.

Chapter 2: Literature Review
24
All analytical models are based on the general governing heat conduction equation
(5), representing the Fourier law (Rosenthal, 1946; Carslaw and Jaeger, 1947):
D1
∂2T
∂x2+ D2
∂2T
∂y2+ D3
∂2T
∂z2=
1
κ
∂T
∂t, (5)
where Di = 1 or 0, depending on the dimensionality of the model; κ represents the thermal
diffusivity of the material and κ = λ ρcp⁄ , where λ is the thermal conductivity, ρ is the
density and cp is the specific heat of the material. In analytical models, all material properties
are normally considered as constants.
2.3.1 Point Heat Source Models
As mentioned above, analytical models can utilise various representations of the heat
source or heat flux distribution. The heat flux associated with welding is often written as:
Q = ηVI , (6)
where V and I are the welding voltage and current, and η is the arc efficiency, which is one of
the main foci of this research.
All 2D thermal field models in Table 2 utilise the fundamental 2D solution for
instantaneous heat source release:
T(x, y, t) − T0 =Q
4πλtexp (−
r2
4κt), (7)
where T0 is the initial temperature of the plate, r is the distance from the source to the
observation point (r = √x2 + y2), and t is time calculated from the instance of the heat
release.

Chapter 2: Literature Review
25
The thermal field caused by moving heat sources can be found as a superposition of
the instantaneous heat sources. In the coordinate system, located at the heat source moving
with the constant speed, v, the temperature distribution is given by Rosenthal (1946) as:
T(x, y, t) − T0 = ∫Q
4πλtexp (−
(x − vt)2 + y2
4κt) dt
0
−∞
=q
2πλexp (−
vx
2κ) K0 (
vr
2κ), (8)
where q = Q v⁄ and K0 is the modified zero order Bessel function of the second kind, x is the
distance along the weldline. Studies by Eagar and Tsai (1983), Fassani and Trevisan (2003)
and many others have demonstrated that equation (8) satisfactorily describes the thermal field
away from the heat source. However, this model produces large errors in temperature
estimates in the vicinity of the heat source, where the temperature is predicted to be infinite in
accordance with this idealisation.
Several researchers have developed point heat source based models that incorporate
convection effects at free surfaces in order to improve the predictive capabilities of
Rosental’s solution (Yurioka et al., 1986; Terasaki et al., 1988; Kasuya and Yurioka, 1993).
The models are still based on the governing heat conduction equation (5), but also utilise
convection boundary conditions at free surfaces, which are normally based on Newton’s Law
of Cooling (Kasuya and Yurioka, 1993):
λ∂T
∂n= −U(T − T∞), (9)
where ∂T ∂n⁄ is the gradient of temperature normal to the free surface, T∞ is the ambient
temperature. The heat transfer and convection coefficients, U and λ, respectively are
considered to be constants in analytical models. One such model was developed by Yurioka
et al. (1986). The solution is obtained through a Fourier series and can be written as:

Chapter 2: Literature Review
26
T(x, y, z, t) =
T∞ +Q
πλhexp (−
vw
2κ) ∑ Awn (cos
uwnz
h+
hdw
uwnsin
uwnz
h) ×
∞
n=0
K0 (rz
h√uwn
2 + (vh
2κ)
2
)
+ 2(Tph − T∞) ∑ Apn (cosupnz
h+
hdp
upnsin
upnz
h)
∞
𝑛=0
exp (−upn
2
h2t)
× (sin(upn)
upn−
hdP(cos(upn) − 1)
upn2
),
where w = x − vt, is the moving co-ordinate in the welding direction, rz = √w2 + y2 + z2,
which is the distance from the moving heat source in Fig. 14.
Figure 14: Heat conduction and convective heat transfer from surface resulting from a
moving heat source on the plate surface.
The model takes into account the convective heat transfer at the surface of the weld,
Uw, and plate, Up. The heat transfer/conduction coefficients at the weld and plate are
dw = Uw λ⁄ and dp = Up λ⁄ , respectively.
Eigenvalues uwnand uPn satisfy the following characteristic equations:
tan(uwn) = 2hduwn (uwn2 + h2dw
2 )⁄ , (11a)
(10)
z y
x
v
h
T∞
Tph Up
Uw Up
λ, κ

Chapter 2: Literature Review
27
and
tan(upn) = 2hdupn (upn2 + h2dp
2)⁄ . (11b)
The Fourier coefficients are:
Awn = uwn2 (uwn
2 + h2dw2 + 2hdw)⁄ , (12a)
and
Apn = upn2 (upn
2 + h2dp2 + 2hdp)⁄ . (12b)
The described above thermal model is a superposition of the thermal field, generated
by the point source with intensity, Q, and the thermal field induced by preheat temperature,
Tph. This model was used to generate the characteristic cooling times, t8/5 and t100 for a
wide range of welding parameters, Yurioka et al. (1986). This model is often utilised in the
welding industry for prediction of the thermal history or in the evaluation of the susceptibility
of a weldment to HACC.
Later, Yurioka and Kasuya (2004) presented an interesting model, which, strictly
speaking, is mathematically incorrect since the heat reflection rate, qP, is contained. The
empirical heat reflection rate was introduced to improve the correlation of the theoretical
predictions with measured values of the temperature field. The model was obtained using a
method of mirror images and the superposition principle. It can be written in the following
form,
T(x, y, z, t) = T∞ + Tw(x, y, z, t) × exp (−2tUw
ρcph) + (Tph − T∞) × exp (−
2tUp
ρcph),
(13)
where:

Chapter 2: Literature Review
28
Tw(x, y, z, t) = Q
2πλexp (−
vw
2κ) (
exp (−vrz
2κ )
rz+ ∑ q
Pn (
exp (−vrn
2κ )
rn+
exp (−vrn
′
2κ)
rn′
)
∞
n=1
).
The only parameters, which are not described above are rn and rn′ , which can be
found as:
rn = √w2 + y2 + (2nh − z)2, (14a)
and
rn′ = √w2 + y2 + (2nh + z)2. (14b)
The empirical heat reflection rate, qP, is different for various welding processes and for
SMAW, qP = 0.8. This model was also extensively validated in various experimental studies
by a number of researchers (Terasaki et al., 1988; Yurioka and Kojima, 2004) and it was also
applied to predict various temperature characteristics of welding (Yurioka, 2004; IQSim,
2010).
2.3.2 Line heat source models
At low welding speeds, the integration of the point heat source solution over time can
provide an adequate estimate of the thermal field or temperature history; see Equations (10)
to (14). Conversely, when the speed of the weld (heat) source is sufficiently large, another
representation of the heat source could be adequate to model the welding process. This
representation utilises a continuous line heat source. This representation can lead to the
generation of both 1D as well as 2D models, as is highlighted in Table 2. An example of 2D
modelling was first introduced by Rosenthal (1946), and can be written as:

Chapter 2: Literature Review
29
T(x, y, t) − T0 =q
2πλh√vξexp (−
v(w + ξ)
2κ) √πκ , (15)
where:
w = x − vt, and ξ = √w2 + y2.
Zhang (1989) modified Equation (8) to represent thermal flow as constant through the
finite thickness, h, of the thin plate. However, the model was also modified to represent the
thermal field for a finite time of welding, t, and includes heat losses due to convection and
radiation. The modified equation can now be written as,
T(x, y, t) − T0 = ∫Q
4πλh(t − t′)exp (−
(x − vt′)2 + (y − y′)2
4κ(t − t′)− bt′) dt′
t
0
, (16)
where:
b =2(αc + αr)
cpρh.
Parameters αc and αr represent the respective heat transfer coefficients for the convection and
radiation mechanisms of cooling. As with point source models, the line heat source models
also predict infinite temperature at the heat source.
2.3.3 Advanced heat source models
As mentioned above, the point and line heat source models can reliably predict the
thermal history at some distances away from the source. However, the accuracy of analytical
models can be significantly improved, specifically, in the high temperature region, with the
representation of the welding heat input with Gaussian 1D, 2D or 3D volumetric distribution.
The power of the Gaussian heat source can be written as:

Chapter 2: Literature Review
30
Q = ∫ q(y)dy
∞
−∞
, (17)
where, Q is the total power of the heat and q(y) is the power per unit length (Fassani and
Trevisan, 2003). In the 1D case, the Gaussian heat distribution is applied equally along the y
direction from the heat source centre, 0, see Fig. 15 (Radaj, 1992).
Figure 15: 1D Gaussian heat source.
The power per unit length q(y) can be written as:
q(y) = Qmaxexp(−Ay2), (18)
where Qmax is the maximum value of q(y), and A is the coefficient of arc concentration.
Coefficient A is determined with regard to the distance, yb, which corresponds to the distance
from the distribution centre C, where the power is reduced to 5% of its maximum value.
Coefficient A is written as:
A =3
yb2 . (19)
As yb increases, coefficient A and therefore q(y) decreases. As yb → 0, the Gaussian
distribution essentially reduces to a point heat idealisation.
q(y)
−y𝑏
Qmax
y y𝑏
0
2.5% 2.5%

Chapter 2: Literature Review
31
The 2D Gaussian heat source was first introduced by Pavelic et al. (1969). The 2D
distribution is presented in Fig. 16 and can be written as (20):
Figure 16: 2D Gaussian heat source.
q(x, y) = Qmax exp(−kr2) =Qk
πexp(−kr2), (20)
where k (noted as 1 2σ2⁄ ) is the coefficient of arc concentration, also known as the
distribution parameter (higher values of k narrow the distribution and make it approach to a
point source idealisation). At r = 0, the heat density is equal to Qmax, therefore the Gaussian
heat source representation will predict a finite temperature in the vicinity of the heat source,
which better corresponds to the modelling expectations.
Goldak et al. (1984) further updated the Gaussian heat source by developing the most
seemingly appropriate heat source to represent a weld on a plate. Unlike the point, line and
Gaussian heat sources, Goldak et al.’s heat source considers the depth of the weld bead,
which represents the penetrative qualities of the weld bead itself (Fig. 17).
Qmaxexp (−1
2)
Qmax
σ
r
q(x, y)
x
y

Chapter 2: Literature Review
32
Figure 17: Goldak et al.’s 3D heat source.
Goldak et al.’s heat source consists of two different elliptical parts, each representing the
front and back of the weld bead (Equations (21a) and (21b)).
q(x, y, z) =6√3ffQ
abcfπ√πexp (−
3x2
a2−
3y2
b2−
3z2
cf2
),
q(x, y, z) =6√3fbQ
abcbπ√πexp (−
3x2
a2−
3y2
b2−
3z2
cb2
),
(21a)
(21b)
where:
ff + fb = 2. (21c)
The resultant temperature fields for T(x, y, t), as well as T(x, y, z, t), due to the
respective instantaneous distributed temperature heat sources or moving heat sources q(y),
q(x, y) (Gaussian) and q(x, y, z) (Goldak et al.), can be found by using the principle of
superposition or, technically, by integration over the heat source area. The final equations are
quite lengthy and cumbersome (Eagar and Tsai, 1983; Nguyen, 2004; Nguyen et al., 2004),
and are not given in this thesis as they can be found elsewhere. As with the point and line
heat source thermal field models, the resultant thermal fields, based on Gaussian and Goldak
y
x
z cb
cf
b
a
q(x, y, z)

Chapter 2: Literature Review
33
et al.’s heat sources, have also been validated by numerous studies (Eagar and Tsai, 1983;
Boo and Cho, 1990; Radaj, 1992; Fassani and Trevisan, 2003; Nguyen, 2004).
The point heat source models are much simpler than the relevant line or Gaussian heat
source representations of welding. The latter models require extensive experimental studies in
order to specify all parameters of these models. The utilisation of the simple point heat source
model in conjunction with experimental data from the relevant and limited experimental
studies can provide a very accurate evaluation of the thermal field (Eagar and Tsai, 1983;
Radaj, 1992). Therefore, it will be utilised in the current study to investigate the effects (i) the
V-groove local geometry and (ii) the pipeline welding procedure on the transient history field
of weld.
2.4 Summary and Research Gap
From the literature review provided above, it is demonstrated that there are a large
number of studies (analytical, numerical and experimental) that have investigated the
temperature field during welding. These investigations address the industry’s need for a
reliable evaluation of microstructure, thermally induced stresses and deformations, as well as
weld quality. However, there is little research on the effect of the local geometry of the weld
joint and procedures in pipeline welding on the thermal history of WM and HAZ. Moreover,
many sophisticated analytical and numerical thermal weld models utilise empirical values of
arc heat efficiency (Table 1), which can vary in a wide diapason. Therefore, the accuracy of
these models is significantly affected by the adopted values of the arc efficiency. However,
the selection of the appropriate values is totally at the discretion of the researcher or welding
engineer. The current work is directed to narrow this diapason and establish a link between
the arc efficiency and the most influential geometrical features of the local joint geometry
utilised in pipeline girth welding.

Chapter 2: Literature Review
34
Another important aspect of modelling is the effect of the welding procedures adopted
in the pipeline industry on the thermal field in WM and HAZ. There are few (if any) research
papers, which have focused on the evaluation of the thermal field in actual pipeline welding.
Previous papers have usually disregarded the method by which the pipe is welded. The
method is expected to disturb the transient thermal field specifically at the location associated
with the start and end of the weld runs. There exist many different pipe welding procedures
(McAlister, 1998; Sacks and Bohnart, 2005) that can differ from the one described above and
they are illustrated in Fig. 2 (Fletcher and Yurioka, 1999; Fletcher and Piper, 2012). In many
practical situations, particularly for larger diameter pipes, the welding electrode is expected to
be consumed before the completion of the corresponding weld segments. This will interrupt
the continuous welding process and will influence the transient temperature field. The
previous studies largely ignored this aspect of welding practice. In the current work, a
mathematical model incorporating the realistic features of pipeline girth welding procedures
will be developed and the influence of these procedures on the transient thermal field will be
investigated. The current work will address this gap by evaluating the possible deviations in
the thermal history by using simplified analytical modelling. The analysis and conclusions
from the simulations can be used to improve quality of welding and to identify the critical
and high-risk locations for non-destructive defect evaluation inspections.

Chapter 3: Research Methodology
35
Chapter 3: Research Methodology
This research will address the gaps described in the previous chapter, namely the effect
of local geometry and pipeline welding procedures on the transient thermal field by
conducting theoretical and experimental studies. The underlying concepts of methodology
and research approach are summarised below.
3.1 Mathematical Modelling
A review of the mathematical models for simulating the transient thermal field was
presented in Section 2.3. Two main parameters of temperature history affecting the weld
quality, t8/5 and t100 cooling times, were identified in Section 2.1.2. In particular, t8/5 is the
time it takes for the weld seam and adjacent heat-affected zone to cool from 800 °C to 500 °C
and t100 is the time to reach 100 °C from a liquid state (weld pool). For the purpose of
predicting these cooling time characteristics, a simplified analytical modelling approach was
selected. Additionally, since the accurate prediction of the temperature field near the weld
pool is not a focus of the current thesis; the point heat source thermal models were selected
for the analysis of the effect of the local geometry and welding procedure on the transient
thermal field.
A 2D non-steady state point heat source analytical model is utilised to investigate the
effect that varying welding procedures has on the transient thermal field and characterise
cooling times in pipes. In order to model the thermal field in pipes, mirror images will be
utilised and are described below.
The method of mirror images is often applied to problems with finite geometries.
Examples of the application of this method can be found in Boo and Cho (1990), Nguyen

Chapter 3: Research Methodology
36
(2004) and Yurioka and Kojima (2004). In this study, the method of mirror images will be
used to develop the transient thermal field model for pipes, using the fundamental heat source
solution for an infinite plate (7). As an example, Fig. 18 illustrates the application of this
method and the fundamental solution for an infinite plate to derive the thermal field in a half-
plate.
Figure 18: Application of the method of Mirror Images to the fundamental solution (7).
The summation of the thermal field from the real and imaginary heat sources leads to
zero flux through the boundary. Equation (7) represents the thermal field due to an
instantaneous release of heat for the fundamental solution (which is given below, for the
reader’s convenience):
T(x, y, t) − To =Q
4πλtexp (−
r2
4κt). (7)
= Isolated boundary (no heat flux)
y
x
d
Real source Q at (0,+d)
r Observation Point
(xP, yP)
Original Problem
Equivalent Representation of the
Original Problem
y - mirror plane
y
x
d
d
Real source +Q at (0,+d)
Imaginary source −Q at (0,−d)
r′
Observation Point
(xP, yP)
r2
r1
No heat flux due to symmetry

Chapter 3: Research Methodology
37
The application of the method of images to the fundamental solution (7) and can be written
as:
T(x, y, t) − To =Q
4πλtexp (−
r12
4κt) +
Q
4πλtexp (−
r22
4κt), (22)
where:
r1 = √xP2 + (yP − d)2,
and,
r2 = √xP2 + (yP + d)2.
The thermal field in pipes can be modelled as a superposition of an infinite number of
imaginary heat sources producing no heat flow through the line of symmetry corresponding
to the current position of the heat source. This procedure will be described in Section 4.2.
3.2 Summary of Experimental Techniques
In this thesis, the experimental studies will be focusing on the investigation of the arc
efficiency and pipeline girth welding procedure. The experimental studies will generate data
to validate the selected, developed thermal field models for plates and pipes. In this study the
temperature data will be acquired using:
K-type thermocouples, an
R-type thermocouple and an
Infrared thermal camera.
The physical principles of temperature measurements and associated measurement techniques
will be described briefly in the following sections.

Chapter 3: Research Methodology
38
The majority of experimental studies in the area of welding have utilised
thermocouples for the evaluation of temperature history (Alam et al., 1999; Nguyen, 2004;
Attarha and Sattari-Far, 2011). Several studies have also applied infrared cameras to
investigate the thermal field during welding (Al Karawi and Schmidt, 2002; Camilleri et al.,
2004). A description of the operating principles of thermocouples will be presented next,
followed by a description of thermal imaging principles.
3.2.1.1 Operating Principles of Thermocouples
Large varieties of thermocouples are currently on the market and utilised for
measuring the temperature of solid and molten substances. Thermocouples usually consist of
a pair of dissimilar metal alloy conductors, housed in a ceramic insulator and fused at the tip,
as illustrated in Fig. 19.
Figure 19: Thermocouple diagram.
The principle of operation of thermocouples utilises a physical phenomenon known as
the Seebeck effect. The Seebeck effect relates to the following situation: when metal is
+ ve
- ve
Ceramic insulator Thermocouple tip
(junction)
Thermocouple tip
(junction) Ceramic insulator
+ ve
- ve
Dissimilar metal
alloy conductors

Chapter 3: Research Methodology
39
subjected to a thermal gradient, ∆T, there will be a voltage reading, ∆V, which can be written
as,
∆V = −S(T)∆T, (23)
where S(T) is a material property of the conducting metal, which, in general, is temperature
dependent.
The use of a pair of conductors with the same electro-thermal properties (S+ve(T) =
S−ve(T)) will produce an equal voltage difference of opposite polarity, which cancels out the
reading. For this reason, dissimilar conductors are used in thermocouples (S(T)+ve ≠
S(T)−ve) such that a non-zero voltage reading can be obtained. The induced voltage due to
the temperature gradient between the tip of the thermocouple and a reference location can be
written as:
V = ∫ (S+ve(T) − S−ve(T))dT
Ttip
Tref
, (24)
where Ttip is the temperature at the thermocouple tip and Tref is the temperature at the
reference location of both conductors. The thermocouple tip must have firm contact with a
solid or molten substance in order to measure its temperature. The thermocouple must also be
calibrated using a special procedure to convert the non-zero voltage reading to a temperature
reading.
The ceramic insulator of the thermocouple is usually covered in a stainless steel
sheath for a variety of enclosure options, as illustrated in Fig. 20. These different enclosures
are used for measurements of the temperature of the solid surface or liquids, including molten
metals.

Chapter 3: Research Methodology
40
Figure 20: Various types of thermocouple enclosure options.
3.2.1.2 Utilisation of thermocouples for the measurement of the temperature field during
welding
Figure 21: K-type thermocouple setup to record the thermal history of the welded plate
(Attarha and Sattari-Far, 2011).
As mentioned above, many previous experimental studies have utilised thermocouples
to measure the thermal field generated by welding (Alam et al., 1999; Nguyen, 2004; Attarha
and Sattari-Far, 2011). For temperature measurements, small diameter holes (typically less
than 1.5mm, and to a desired depth) are drilled at specified distances from the weld-line. The
Exposed tip Grounded tip Ungrounded tip
Ceramic
insulator
Stainless
steel sheath
Thermocouples
Weld

Chapter 3: Research Methodology
41
thermocouples are then inserted into these holes, making firm contact with the surface of the
bottom of the drilled hole. Thus, the temperature of the bottom of the hole is actually
measured during welding. Fig. 21 presents a typical setup of thermocouples used to record
temperature data.
Certain types of thermocouples, specifically R-types, can be used to measure the
temperature history of the weld metal from its molten stage. This is normally accomplished
by plunging the thermocouple behind the weld arc into the molten weld pool. The molten
pool solidifies around the thermocouple as it cools, see Fig.22. This technique is called
“harpooning” (Smith, 1974; Moore, 2003) and, in particular, allows for the measurement of
t8/5 cooling times. As described in Chapter 1, t8/5 cooling times are linked to the weld
microstructure and impact the quality and susceptibility to HACC of the weldment. This
technique requires a well-trained technician to perform the task. The success rate of plunging
is strongly dependent on the skills and experience of the technician or researcher.
Figure 22: Example of a plunged thermocouple in a weld seam (Moore, 2003).
In this research, both K and R-type thermocouples are used to record the thermal
history as a result of welding. The first type represents an inexpensive and versatile option.
K-type thermocouples consist of a pair of chromel and alumel conductors and can be used in

Chapter 3: Research Methodology
42
temperature ranges of -200 °C to 1350 °C. However, these types of thermocouples cannot be
used near the molten pool, where the temperature reaches 1500 °C to 1600 °C. R-type
thermocouples are normally manufactured from a platinum-rhodium alloy with a platinum
conductor pair. R-type thermocouples are quite expensive; however this type of thermocouple
can provide temperature measurements near or in the welded pool and withstand temperature
up to 1600 °C.
3.2.1.3 Isolation
Experimental equipment, which is necessary to measure and record temperature,
generally consists of the following components: a thermocouple, DAQ, PC and monitor, as
illustrated in Fig. 23.
Figure 23: Components of the temperature measurement and recording system.
The use of thermocouples has the potential to damage the recording equipment
permanently by exceeding the maximum allowable voltage limit of the DAQ. In welding
applications, the thermocouple (inserted in the plate, see Fig. 21) would also be exposed to
the welding current and voltage, which can result in a short circuit. To prevent electrical
damage to the temperature measurement system due to these mechanisms, the thermocouple
voltage has to be conditioned. Signal conditioning can be performed with a signal transmitter
or signal isolator. Typical examples of both devices are shown in Fig.24.
Thermocouple
DAQ
PC Monitor

Chapter 3: Research Methodology
43
Figure 24: Signal “Hockey Puck” Transmitter, a) and Signal Isolators, b)
(Ocean Controls, 2014; RS Australia, 2014).
Signal transmitters and isolators are generally affixed within some type of physical
housing (i.e. an “Isolation box”). Customised “Data Loggers” have also been developed
specifically to acquire temperatures for welding applications safely (CWT Inc., 2014; Hürner,
2014). These “Data Loggers” normally incorporate a DAQ, which is protected from any
excessive voltage.
Thus, there exist two options that can be applied to record the temperature history during
welding safely. These options are as follows:
1) Thermocouple → ”Isolation Box” → DAQ → PC → Monitor
2) Thermocouple → “Data Logger” → PC → Monitor
The second option is relatively expensive. The experimental study conducted as a part
of this thesis utilised the first option or “Isolation Box” to protect the DAQ from the
excessive voltage and short circuit damage.
a) b)

Chapter 3: Research Methodology
44
3.2.2 Principles of thermal imaging
Another method widely utilized for recording temperature history is thermal imaging,
which will be briefly discussed in this section. The electromagnetic spectrum includes
radiation from gamma rays, x-rays, ultra-violet (UV) light, a thin region of visible light,
infrared (IR) light, terahertz waves, microwaves and radio waves. All of these waves and rays
are characterised by the length of their wave (or wavelength), as illustrated in Fig. 25.
Figure 25: Wavelength sections within the Electromagnetic Spectrum (Heaviside, 2011).
Infrared waves reside in a small section within the electromagnetic spectrum (see Fig.
25). These waves carry the energy of the infrared spectrum, which is emitted by the object
under investigation through radiation. All objects with non-zero temperature (K) emit
radiation in the infra-red spectrum. The power of this radiation can be described by Stefan-
Boltzmann’s law (Camilleri et al., 2004), which can be written as,
P = εσ0A(T4 − T∞4 ), (25)
where σ0 = 5.6703 × 10−8 [W m-2
K-4
] is Stefan Boltzmann’s constant, P is the power
radiating from the area A. The percentage of radiation is termed as the emissivity ε and is

Chapter 3: Research Methodology
45
expressed as a fraction between 0 (for radiation emitted from an ideal white body) and 1 (for
radiation emitted from an ideal black body). Therefore, according to Equation (25), the ideal
black body emits the greatest amount of infrared radiation at a defined temperature. This
radiation can be detected with an infrared camera, similar to the way in which visible light is
detected with a photographic camera. The infrared camera can even work in pitch black
darkness as its operation is not dependent on ambient light, making the camera particularly
useful for night time rescue and underground operations.
3.2.2.1 Infrared radiation detection method
The intensity of the IR radiation is detected by an uncooled thermal sensor called a
microbolometer, which consists of an array of pixels (Orzanowski and Madura, 2010). A
single microbolometer pixel is presented in Fig. 26.
Figure 26: Microbolometer Pixel.
The surface of the pixel can be formed from a number of different absorbing
materials. The base of the pixel is usually made out of a silicon substrate and a readout
integrated circuit (ROIC), which can readily transmit electrical signals (Orzanowski and
Madura, 2010).
IR Wave IR absorbing
material
Reflective
layer
Electrode
leg
Read out circuit /
substrate
25μm
0.5μm 2μm

Chapter 3: Research Methodology
46
There are two types of thermal cameras; short wave (SW) and long wave (LW),
which absorb IR waves at the short and long wavelength section of the infrared region of the
electromagnetic spectrum, respectively. Typically, SW cameras absorb IR waves measuring
2.5 to 5×10-6
m, while LW cameras absorb IR waves measuring 7 to 14×10-6
m.
3.2.2.2 Safe image acquisition with windows (radiation filters)
The weld arc emits ultra-violet (UV), visible light and IR rays of length waves
between 0.26×10-6
m to 1×10-6
m (Extruflex, 2014), which can potentially damage the thin
absorbing material in the microbolometer. Therefore, to prevent damage to the
microbolometer, the thermal camera should only be operated behind an optical window (or
filter) with an anti-reflective (AR) coating (Al Karawi and Schmidt, 2002).
The optical window is usually fabricated from various types of elemental compounds
which absorb the smaller wavelengths emitted by the intensely bright arc flashes during
welding, thereby protecting the microbolometer from damage (Robinson, 2014). Windows
used for the protection of thermal cameras are normally made from Zinc Selenide (ZnSe)
(Fig. 27(a)), Germanium (Ge) (Fig. 27(b)), Potassium Bromide (KBr), Calcium Fluoride
(CaF2), Aluminium Oxide (Al203) and Barium Fluoride (BaF2).
Figure 27: Typical examples of ZnSe (a) and Ge (b) optical windows (Knight Optical, 2014).
(a) (b)

Chapter 3: Research Methodology
47
Fig. 28 presents transmissivity percentages of a variety of window materials against
wavelengths absorbed for SW and LW thermal cameras.
Figure 28: Typical transmissivity percentages of a variety of window materials against
wavelengths absorbed for SW and LW thermal cameras (Robinson, 2014).
According to Fig. 28, CaF2, BaF2 and Al2O3 windows are the best for SW thermal cameras,
whereas ZnSe and Ge windows are most appropriate for LW thermal cameras.
3.2.2.3 Thermal camera calibration technique
To ensure accurate data acquisition, calibration of the thermal camera is required
(Camilleri et al., 2004). Calibration is generally performed by comparing the thermal history
of a particular point (or points) obtained with a thermocouple(s) against the thermal history of
the same point(s) obtained with the infrared camera.
100
90
80
70
60
50
40
30
20
10
0
1 2 3 5 6 7 8 9 10 12 15 20
CaF2
Al2O3
Ge
ZnSe
BaF2 % T
ran
smis
sivit
y
Wavelength ×10-6
[m]
SW LW

Chapter 3: Research Methodology
48

Chapter 4: Development of Thermal Field Models for Pipeline Girth Welding
49
Chapter 4: Development of Thermal Field Models for Pipeline Girth
Welding
In this thesis the development of thermal field models for pipeline girth welding is
focused on two aspects of the problem: the effects of (1) local joint geometry and (2) pipeline
welding procedures on the transient thermal field. In this Chapter, two approaches are utilised
to develop the simplified predictive models, addressing each aspect, respectively, the:
I. Equivalent thickness approach, first introduced by Radaj, (1992) and further
developed by Yurioka (2004) and IQSim (2010), and
II. Mirror image method, described in the previous Chapter, which will be applied to
extend the known point heat source fundamental solutions for infinite plates to
pipe geometry as well as to different welding procedures.
This Chapter will briefly outline the above approaches and will present the development
of two analytical thermal field models. These models will be further utilised (1) to analyse the
transient thermal field during pipeline girth welding, (2) determine the arc efficiency for
various configurations of preparatory joints and (3) effect of welding procedures on the
transient thermal field during pipeline girth welding.
4.1 Incorporation of the local preparatory joint geometry into a modelling
approach
As described in Chapter 2 (Literature Review), the pipeline welding standards specify
the local geometry of the preparatory joint, which typically represents a V-groove shape for a
pipeline welded with the SMAW process, see Fig. 1. Due to cost-efficiency reasons, the
characteristic dimensions of the joint normally have a relatively wide range of tolerances to

Chapter 4: Development of Thermal Field Models for Pipeline Girth Welding
50
avoid any delays associated with the preparation of pipe joints for welding and support the
high rate of pipeline construction. However, these tolerances can significantly affect the
welding conditions, in particular the arc efficiency, and, therefore, the transient thermal field.
In this chapter, analytical thermal models will be developed to assist with investigations of
the effects of arc efficiency and welding procedures on the temperature history, which are the
main objectives of the current thesis.
In the beginning, an effective thickness approach (Radaj, 1992; Yurioka, 2004) is
applied to incorporate the effect of the local geometry (V-shaped groove) on the transient
temperature field. The effective thickness for particular geometry dimensions will be derived
from the comparison of the experimental and analytical results, in particular, the cooling rate
from 800 °C to 500 °C (or t8/5). This is because the t8/5 parameter is widely adopted by the
industry to characterise the temperature history, as described in the literature review
(Terasaki et al., 1988; Radaj, 1992; British Standards, 2001; Nguyen, 2004; Yurioka, 2004).
In addition, this parameter (t8/5) is not significantly affected by other factors, such as weather
conditions and surface heat conductance, which are often unknown or unspecified in welding
tests (Kasuya and Yurioka, 1993). Furthermore, the same model will be applied to evaluate
the arc efficiency from the temperature history reported in the literature. Finally, an empirical
equation will be suggested to link the arc efficiency with the root gap size, which is
considered to have the largest effect on the arc efficiency.
4.1.1 Thermal field model
A number of simplified analytical models have been developed in the past to predict
the transient thermal field during various welding operations (Yurioka et al., 1986; Terasaki
et al., 1988; Kasuya and Yurioka, 1993; Trevisan and Fals, 1999; Yurioka and Kojima,
2004). Some of these models were briefly summarised in Chapter 2. Analytical thermal

Chapter 4: Development of Thermal Field Models for Pipeline Girth Welding
51
models of welding processes are normally based on various assumptions and simplifications,
which are needed in order to derive a closed-form solution suitable for practical applications.
For the purpose of this investigation, Yurioka and Kojima’s thermal field model (Yurioka and
Kojima, 2004) (Equation (13), repeated for easy reference) has been selected to correlate the
experimental results and theoretical approach predictions. This model is based on the exact
solution to the problem of a point heat source moving with a constant velocity on the surface
of a plate of finite thickness. Strictly speaking, the model can only be applied to bead-on-
plate welding problems. However, by implementing the equivalent thickness approach
suggested by a number of authors (Radaj, 1992; Yurioka, 2004), and to be described later in
this section, this model can be extended to describe the temperature history for more
complicated geometries and welding conditions.
T(x, y, z, t) = T∞ + Tw(x, y, z, t) × exp (−2tUw
ρcph) + (Tph − T∞) exp (−
2tUP
ρcph), (13)
where:
Tw(x, y, z, t) = Q
2πλexp (−
vw
2κ)
× [exp (−
vrz
2κ )
rz+ ∑ rn (
exp (−vrn
2κ )
rn+
exp (−vrn
′
2κ)
rn′
)
∞
n=1
].
The selected analytical model was extensively validated by many researchers and is
often applied to predict various transient temperature characteristics of welding processes,
such as t8/5 cooling time (Kasuya and Yurioka, 1993; Yurioka, 2004; Yurioka and Kojima,
2004). This thermal characteristic is often used to evaluate the microstructure, hardness of the
weld metal and HAZ (Karkhin et al., 2006). The model (Eq. 13) represents the thermal field
for a plate. However, it can still be applied to pipe geometry in the high temperature range to

Chapter 4: Development of Thermal Field Models for Pipeline Girth Welding
52
evaluate, for example, t8/5. This is due to the fact that the curvature of the pipe has a minimal
effect on the t8/5 cooling time of the weld metal. In other words, the radius of the curvature
is normally much larger than the characteristic size of the temperature affected zone in the
interval between 800 and 500 °C, which is typically limited by several millimetres from the
weldline.
4.1.2 Account for shape of V groove joint geometry: Equivalent thickness approach
As mentioned in Chapter 2, the relatively complex geometry of the V-groove joint
does not allow modelling of the thermal field with analytical approaches. The heat transfer in
V-grooves and flat plates are essentially different. Radaj (1992) has suggested, the effective
thickness approach, which can be applied to avoid this difference, and simplified analytical
models, such as (13), can still be used to predict the thermal field. The equivalent thickness in
this approach is defined as:
heq = h × f, (26)
where f is the geometry factor and heq is the effective thickness. Fig. 29 provides a
simplified illustration of the equivalent thickness approach.
Figure 29: Geometrical equivalence of the V groove and bead on plate welds with regard to
thermal distribution.
Essentially, the employment of the equivalent thickness, heq, in the analytical model is
intended to replicate the thermal conditions in the vicinity of the weld root for the real V-
heq
Q Q h Q Q

Chapter 4: Development of Thermal Field Models for Pipeline Girth Welding
53
groove geometry at the same welding parameters such as heat input and welding speed as
would be performed on a bead on plate weld. The geometry factor, f, is different for different
V-groove geometries and has to be identified from a correlation with either the experimental
results or 3D numerical simulations (Radaj, 1992). The latter is a less reliable approach as it
attempts to theoretically model extremely complex non-linear and coupled phenomena
accompanying welding operations. Many of these phenomena are very difficult to formalize
and describe, even with contemporary numerical approaches and theoretical models.
Moreover, these approaches always require many material constants and functions, only
obtainable from experiments, which largely devalue the theoretical efforts.
4.2 Incorporation of pipeline girth welding procedure into modelling approach
A typical pipeline girth welding procedure was presented and generally described in the
Introduction (Ch. 1, Fig. 2) and shown in Fig. 30 for the reader’s convenience.
Figure 30: Pipeline girth welding procedure.
B
A
C
Pipe
Start location
End location
Welder 1
Welder 2
ϕ
Run 1 (A-C)
Run 2a (B-C)
Run 2b (A-B)
Start/End location Symbols
Runs in welding procedure

Chapter 4: Development of Thermal Field Models for Pipeline Girth Welding
54
In Fig. 30, ϕ is the angle corresponding to the start/stop point B. The development of the
thermal model describing the transient temperature history corresponding to the specific
welding procedure will be presented in the following section.
4.2.1 Development of thermal field model
Figure 31: Schematic diagram to illustrate the mirror image method for pipes.
Most of the analytical models reviewed in Chapter 2 rely on the two-dimensional
simplification (2D + t) of the actual three-dimensional transient temperature field (3D + t)
(Eagar and Tsai, 1983; Boo and Cho, 1990; Fassani and Trevisan, 2003). However, some
researchers advocated the need for full three-dimensional considerations (Goldak et al., 1984;
Nguyen et al., 2004; Dong and Wei, 2006). Since the welding process involves very complex
physical phenomena, it is impossible to establish a single and generally accepted model or
analytical modelling approach. It is the intention of this investigation to develop and utilise a
model that represents a compromise between simplicity and accuracy. The accuracy of the
developed model can be evaluated by comparing the theoretical predictions with
y
x v
2πR 2R
2πR
2πR Imaginary source
Imaginary source
r y
x
Actual pipe geometry
Equivalent plate problem

Chapter 4: Development of Thermal Field Models for Pipeline Girth Welding
55
experimental data. This model will be applied to evaluate the characteristics of the
temperature history at low temperatures or longer times, such as t100. At these conditions, the
effect of the local geometry is not significant and can be disregarded.
To take into account the pipe geometry, the thermal field due to a point heat source
can be obtained using the mirror image method; the fundamental point heat source solution
for infinite plate geometry. This is illustrated in Fig. 31, and represented mathematically in
Equation (27):
T(x, y, t) − T∞ =Q
4πλht∑ exp (−
x2 + (y + n2πR)2
4κt)
∞
n=−∞
, (27)
where R is the averaged pipe radius and n is the number of the imaginary heat source. The
transient temperature field due to a propagating heat source in a circumferential direction at
constant speed v, is given by the following equation:
T(x, y, t) − T∞ = ∫Q
4πλh(t − t′)∑ exp (−
x2 + (y − vt′ + n2πR)2
4κ(t − t′))
∞
n=−∞
dt′
t
0
. (28)
Equation (28) does not consider the possible pre-heat or heat losses through the pipe surface,
see Fig. 32.
The pipe surface temperature due to pre-heat, Tph, applied to a sufficiently large area
of the pipe can be expressed as (29):
T(t) = T∞ + (Tph − T∞) exp(−βpt). (29)
The pre-heat contribution to the pipe temperature history (29) and the heat losses through the
pipe surface can be incorporated into Equation (28), similar to Yurioka et al (1986) and
Yurioka and Kojima’s (2004) solutions. The combined transient temperature model for pipe

Chapter 4: Development of Thermal Field Models for Pipeline Girth Welding
56
welding incorporating the pre-heat temperature, Tph, and heat convection at free surfaces can
be written as:
T(x, y, t) = T∞ + ∫Q
4πλh(t − t′)
t
0
∑ exp (−x2 + (y − vt′ + n2πR)2
4κ(t − t′)− βwt) dt′
∞
n=−∞
+ (Tph − T∞) exp(−βpt), (30)
where the constants βp and βw are the convection coefficients for the pipe and the weld, and
can be represented (Yurioka and Kojima, 2004) as:
βp =2Up
ρcph, (31a)
βw =2Uw
ρcph. (31b)
The developed Equation (30) is represented in Fig. 32. In particular cases, Equation (30) can
be reduced to the earlier derived temperature history models, such as Zhang (1989), Yurioka
et al (1986) and Yurioka and Kojima (2004).
Figure 32: Representation of a pipe model (Equation (30)) which incorporates heat loss at the
free boundary surface.
h
(0,0)
y
x
T0 = Tph
Up
T∞ Uw
v
R

Chapter 4: Development of Thermal Field Models for Pipeline Girth Welding
57
In order to incorporate the effect of the welding procedure (see Fig. 30) on the
transient temperature field, the thermal fields from two heat sources Q1 and Q2 (two welders
each welding at respective speeds v1 and v2) are superimposed. Also, during the field pipe
welding, Welder 2 often experiences a short time delay between the completion of the first
run 2a to point C and the striking of the second run 2b at point A (see Fig. 30). This delay is
represented in the model by the delay time, td. The final transient temperature distribution,
taking into account the actual welding procedure, is presented in Equation (32).
T(x, y, t)
= ∫Q1
4πλh(t − t′)∑ exp (−
x2 + (y − v1t′ + n2πR)2
4κ(t − t′)− βwt)
∞
n=−∞
dt′
t
0
+ ∫Q2
4πλh(t − t′)∑ exp (−
x2 + (2πR − ϕR − y − v2t′ + n2πR)2
4κ(t − t′)− βwt)
∞
n=−∞
dt′
t
0
+ θ (t −πR − ϕR
v2− td) ∫
Q2
4πλh(t − t′)
t−td
πR−ϕR v2
× ∑ exp(
−x2 + (2πR − y − v2 (t′ −
πR − ϕR v2
) + n2πR )2
4κ(t − t′)− βwt
)dt′
∞
n=−∞
+ T∞ + (Tph − T∞) exp(−βpt),
(32)
where ϕ is the initial location of the weld deposition (point B) by Welder 2 (see Fig. 30).
Symbol θ represents the standard Heaviside step function. The circumferential linear
coordinate is, y, whereas, x is the distance from the weld centre line in an axial direction. It is
clear that the temperature field is symmetric with respect to y.

Chapter 4: Development of Thermal Field Models for Pipeline Girth Welding
58
4.3 Chapter Summary
Two predictive models have been developed and presented in Sections 4.2 and 4.3 to
simulate the transient temperature field due to pipeline welding. The first model incorporates
the local geometry of the preparatory joint by utilising the equivalent thickness approach
suggested by Radaj (1992). This model is based on the solution presented by Yurioka and
Kojima (2004). The model will be applied to evaluate the effect of the geometry of the
preparatory joint on the arc efficiency. This will be accomplished by correlating the
modelling predictions with the experimental data obtained for various root gaps.
The second model is an extension of Zhang’s (1989) temperature model as well as,
Yurioka et al (1986) and Yurioka and Kojima’s (2004) approaches to incorporate the pre-heat
temperature and heat losses at the pipe’s free surface. The new model was obtained by using
the standard method of mirror images. This model accounts for a specific welding procedure
and will be applied later on to find the effect of the welding procedure on long cooling times,
such as t100. These cooling times are largely responsible for the weld quality and, therefore,
it is important to identify the possible critical locations with shorter cooling times, which
might compromise the integrity of the pipeline.

Chapter 5: Experimental studies
59
Chapter 5: Experimental studies
The experimental techniques used in the current study have been presented in Chapter 3
of this thesis. The current tests have been conducted to:
a) Validate the developed models,
b) Identify the effective thickness, heq, for V-groove joints (see Section 4.1.2) and
develop an empirical relationship between the root gap and arc efficiency.
This chapter will present the details of the experimental studies, selected examples of the
temperature history and will provide a summary of the main outcomes.
5.1 Experimental Equipment
The following sections describe the details of the equipment utilised in the
experimental study.
5.1.1 Welding machine and consumables
The welding of the plates and pipes was conducted with a Lincoln Electric Invertec
415V, 3 Phase welding machine (Fig. 33) and Lincoln Electric 5P+ Pipeliner E6010
cellulosic electrodes.

Chapter 5: Experimental studies
60
Figure 33: Lincoln Electric Invertec 415V, 3 Phase welding machine (WESS, 2014).
5.1.2 Setup of temperature data recording equipment
The “Insulation box” and DAQ setup (see Section 3.2.1.3) was utilised to acquire
temperature data through the use of thermocouples. The “Insulation box” housed 8 × Head
Mount Signal “Hockey Puck” Transmitters (PR Electronics 5331) (Fig. 34). The
thermocouples were wired to the “Isolation box”, which was connected to the NDC cable box
and integrated into the DAQ and PC, see Fig. 35.
Figure 34: Head Mount Signal “Hockey Puck” Transmitter (from PR Electronics 5331)
(RS Australia, 2014).

Chapter 5: Experimental studies
61
Figure 35: Equipment setup for recording thermal history with thermocouples.
The DAQ used in the experimental studies was a National Industries (NI) cDAQ 9188, which
housed 1 × analog input voltage module (NI 9215), with 4 channel inputs and 2 × analog
input universal modules (NI 9219), with 8 channel inputs (combined).
5.1.3 Software
To process and interpret the temperature data, a computer program was developed
using a LabVIEW v.10 environment for measuring and recording the temperature data. The
current experimental study also utilised the capabilities of LabVIEW v.10 to calibrate the K
and R-type thermocouples used in the tests.
5.1.4 Thermocouple Calibration
To ensure correct recording of the temperature history, all the thermocouples were
calibrated prior to use. During the calibration process, the thermocouples were exposed to a
range of temperature environments (within their specified operating range). A heated oven,
ambient air and a cup of cold water were used to create these temperature environments. The
Thermocouple “Isolation Box”
NDC Cable Box
DAQ
PC Monitor

Chapter 5: Experimental studies
62
Voltage (V) versus Temperature (T) relationship was recorded in each of these temperature
environments. The calibration demonstrated that this relationship is linear. The voltage-
temperature relationships for K and R-type thermocouples were:
For K-type thermocouples:
T(°C) = 298V + 298. (33a)
For R-type thermocouples:
T(°C) = 439V + 425. (33b)
Effectively, this calibration procedure has allowed for the transferral of the voltage
signal from the thermocouples into the temperature readings close to the thermocouple tip.
The sampling frequency for the K and R-types was set at 10 Hz.
5.1.5 Temperature data acquisition with Infrared Camera
The thermal imaging technique was used to collect the temperature history in the pipe
tests independently (see Section 3.2.2.3). Important aspects concerning the accuracy and safe
performance of the infrared camera were:
(a) Specifications and manual settings,
(b) Window (filter) selection,
(c) Transmissivity of the selected window,
(d) General camera setup.
The InfraTec VarioCAM hr has a sampling frequency of 1 Hz (InfraTec, 2010),
which means that the camera is able to capture thermal image sequences at 1 second
intervals. These thermal image sequences were processed later, using the camera software to

Chapter 5: Experimental studies
63
generate the thermal history of the weld metal and surrounding area. The camera has few
temperature range settings. In all tests it was set to capture thermal images in the 600 °C to
100 °C temperature range, in order to have an opportunity to evaluate two important
characteristics of the weld thermal history, t8/5 and t100 independently from the
thermocouples.
A Zinc Selenide (ZnSe) window (Fig. 36) with an Anti-Reflective (AR) coating was
selected to protect the thermal camera from the intense radiation exposure due to welding.
Figure 36: Fitted ZnSe window to rubber
manifold.
Figure 37: Transmissivity vs spectral range.
The AR coated ZnSe window (Fig. 36) was supplied by the manufacturer, Crystran
Ltd. UK. The window is designed to transmit radiation in a particular spectral range (7.5 to
14 μm). All other high intensity damaging IR and UV emissions that the weld arc produces
are not transmitted through this window. The average transmissivity versus the spectral range
of the AR coated ZnSe window was provided by the manufacturer and presented in Fig. 37.
The ZnSe window manifold was attached to the camera lens housing to protect the
camera’s IR detector (microbolometer) from the intense light and high temperature of the
10
9
8
7
6
5
4
3
2
1
0
7 14 Wavelength [μm]
Tra
nsm
issi
vit
y %
Average Transmissivity > 93%

Chapter 5: Experimental studies
64
weld arc (Fig. 38). The thermal camera was then affixed to the pivoting head of a tripod
stand, see Fig. 39.
Figure 38: Infrared Camera fitted with ZnSe window manifold.
Figure 39: Infrared camera affixed to tripod.

Chapter 5: Experimental studies
65
5.2 Plate Tests
The purpose of the plate test was to obtain temperature history, specifically, t8/5,
during the welding of a V-groove joint. The temperature data was acquired with K and R type
thermocouples.
The overall geometry of the test sample is shown in Fig. 40.
A mild steel plate is used to make the plate test sample (Fig. 40). The plate test sample has
the following details: (i) a bevelled groove angle of 60 degrees, commonly used in previous
studies (Sawhill et al., 1986; Noble and Pargeter, 1988; Alam et al., 1999), (ii) a root gap and
root height of 0.8mm, which corresponds to the minimum extreme in AS2885.2-2007. It is
known that smaller root gaps and root heights facilitate a faster weld travel speed, which is
important for pipeline construction cost. (iii) Diagonally drilled holes, parallel with the bevel
Figure 40: Plate test sample specifications. The R-type thermocouple is shown to illustrate
the temperature data acquisition technique.
Root Gap:
0.8 mm
Root Height:
0.8 mm
Nominal
thickness: h
Groove angle: 60°
Thermocouple hole
depth: h-1 mm
K-type Thermocouple
hole diameter: 1.2 mm
Thermocouple distance
from weldline
6 mm 3 mm 3 mm
R-type Thermocouple
30°

Chapter 5: Experimental studies
66
angle, at selected lengths of 6 mm, 9 mm and 12 mm from the centre line, are drilled in the
test samples to house K-type thermocouples.
During preliminary tests it was found to be very challenging for manual welding to
ensure a constant weld travel speed with very short lengths (the specimen’s width is only 50
mm). To achieve this speed, the effective length of the weld run was increased by tacking
mild steel run on and run off tabs of 80 mm each onto the weld sample, as illustrated in Fig.
41. After the addition of the run on and run off tabs, the total length of the plate test sample
was increased from 50 mm to 210 mm.
Figure 41: Top view of plate test sample with run on/run off tabs.
A vertical welding angle closely resembles the actual welding angles encountered in
pipeline welding (Coniglio et al., 2010). For this reason, the plate sample with tabs (Fig. 41)
was welded vertically. The plate sample with tabs was tacked onto a 20 mm thick mild steel
strongback (T joint). The strongback was placed onto a mount (100 mm mild steel angled
section), which was bolted to the jig. The strongback is held to the mount with a G-clamp.
Sample weld
length: 50 mm
Run on/Run off
tab length: 80 mm
Sample width: 150 mm Root Gap: 0.8 mm
Array of Thermocouple holes
Plate sample
(from Fig. 40)
Run off tab
Run on tab
Tack

Chapter 5: Experimental studies
67
The jig can move the plate sample up and down on a vertical axis at a constant speed v. The
setup of the plate test sample on the jig is presented in Fig. 42.
Figure 42: Plate sample with tabs mounted on welding jig.
The K-type thermocouples were inserted into the holes of the plate test sample and
connected to the “Isolation box”, which is part of the data acquisition equipment, as described
above. The R-type thermocouple was also connected to the “Isolation Box”. The schematic
picture of the plate test sample mounted on the jig (Fig. 42) is presented in Fig. 43.
G-clamp
Mount
Bolt
Jig
Strongback
Tack
Plate Sample with tabs
(from Fig. 41)

Chapter 5: Experimental studies
68
Figure 43: Complete plate test setup with data acquisition equipment.
In order to identify the geometry factor, f, and evaluate the equivalent thickness, heq,
a number of weld tests were conducted with V-shaped joints of varying nominal thicknesses,
h. Weld tests were conducted on the plate test sample setup, schematically shown in Fig. 43.
Also, as stated in Section 2.2, the root height and groove angle are unlikely to have an effect
on the thermal field history and therefore, these parameters were the same in all plate tests.
The characteristic dimensions of each plate test sample are given in Table 3.
“Isolation Box”
NDC Cable Box
DAQ
PC Monitor
K-type Thermocouples
R-type
Thermocouple

Chapter 5: Experimental studies
69
Table 3: Joint characteristics of the plate test samples.
Sample #1 Sample #2 Sample #3
Root Gap [mm] 0.8 0.8 0.8
Root Height [mm] 0.8 0.8 0.8
Nominal thickness, h [mm] 10 16 20
Root Angle 60° 60° 60°
The plate test samples in Table 3 were welded with the welding parameters presented in
Table 4.
Table 4: Welding parameters applied to each sample in the plate test.
Sample # (h [mm]) Weld speed, v [mm s-1
] Heat Input, HI [kJ mm-1
]
#1 (10 mm) 5.86 0.52
#1 (10 mm) 6.22 0.47
#1 (10 mm) 5.82 0.77
#1 (10 mm) 5.93 0.76
#2 (16 mm) 7.37 0.63
#2 (16 mm) 7.13 0.42
#2 (16 mm) 9.93 0.47
#2 (16 mm) 7.51 0.39
#3 (20 mm) 7.10 0.59
#3 (20 mm) 6.83 0.61
#3 (20 mm) 6.05 0.43
#3 (20 mm) 5.41 0.51
#3 (20 mm) 5.63 0.59
#3 (20 mm) 6.05 0.66
#3 (20 mm) 4.46 1.05
#3 (20 mm) 5.50 0.49
#3 (20 mm) 6.81 0.69
#3 (20 mm) 6.48 0.64
#3 (20 mm) 5.09 0.57

Chapter 5: Experimental studies
70
5.3 Pipe Tests
One of the key aims of the pipe tests was to experimentally evaluate the effect of the
welding procedure on the transient temperature history, as well as to validate the theoretical
predictions. For this purpose, the start angle, ϕ (see Fig. 30) pipe wall thickness, h, and pre-
heat temperature, Tph, were varied in these tests.
Figure 30: Pipeline girth welding procedure for model development (reproduced for easy
reference).
The temperature measurements in the pipe tests were collected at the critical locations
(the stop/start weld run locations at points A, B and C, see Fig. 30).
The welding electrodes used in the pipe tests were Lincoln Electric Pipeliner 5P+.
These electrodes are 350 mm in length and generally deposit a weld seam of approximately
350 mm in length. The pipe test samples were selected to have an outer diameter (OD) of
approximately 220 mm with circumferential length of π × OD = 691 mm, which is twice
the length of the weld seam deposited with a single electrode. Sufficiently long specimens,
each of 220 mm in length, were cut from bulk pipes with three different wall thicknesses of 6,
B
A
C
Pipe
Start location
End location
Welder 1
Welder 2
ϕ
Run 1 (A-C)
Run 2a (B-C)
Run 2b (A-B)
Start/End location Symbols
Runs in welding procedure

Chapter 5: Experimental studies
71
8.6 and 12.5 mm. The selected length of the specimens (220 mm) avoids the effect of the
final geometry of the specimen on the transient temperature history.
Figure 44: Local joint geometry specification of pipe test sample.
Figure 45: Axial locations of K-type thermocouples.
The weld run starts at point B and the thermocouples are located at A, B, C and D, as
specified in Fig. 45.
Thermocouple locations at
A - 0,
C - πR/2,
D - 3πR 2⁄
Thermocouple locations and
weld run start at
B30° - πR 6⁄ ,
B90° - πR 2⁄ ,
B90°
B30°
A
C
ϕ30°
ϕ90° D
y
R
Thermocouple
Root Gap: 0.8 mm
Root Height: 0.8 mm
Pipe wall thickness: h
Groove angle: 60°
Thermocouple hole depth: h-1 mm
Thermocouple hole diameter: 1.2 mm
Thermocouple distance from
weldline: 8 mm

Chapter 5: Experimental studies
72
Figure 46: Setup and data acquisition equipment for the pipe test.
“Isolation Box”
NDC Cable Box
DAQ
PC Monitor
K-type Thermocouples
Table stand Pipe test sample
Tripod
positioning
angle
Tripod
Infrared camera

Chapter 5: Experimental studies
73
The preparatory joint geometry of the pipe test samples was fabricated in accordance
with AS2885.2-2007 and had the following parameters: a groove angle of 60 degrees and
root gap and root height of 0.8 mm (as in the plate tests). Holes of 1.2 mm to house K-type
thermocouples were drilled straight down to a depth of 1 mm from the inner wall surface, 8
mm away from the weldline. A schematic picture of the local joint geometry of the pipe tests
sample is presented in Fig. 44. The locations of the drilled holes and thermocouples are
summarised in Fig. 45. The schematic diagram of the pipe tests is shown in Fig. 46.
Figures 47a and b show the experimental samples equipped with thermocouples and
Fig. 48 shows the overall view of the test samples and the location of the infrared camera.
Figures 47(a) and (b): Experimental setup of the pipe test sample.
(a)
(b)

Chapter 5: Experimental studies
74
Figure 48: Infrared camera and pipe test sample setup.
The dimensions of pipe test samples used in the pipe test are presented in Table 5.
Table 5: Dimensions of pipe test samples.
Sample #1P Sample #2P Sample #3P
Root Gap [mm] 0.8 0.8 0.8
Root Height [mm] 0.8 0.8 0.8
Nominal thickness, h [mm] 6 8.6 12.5
Root Angle 60° 60° 60°
Pipe outer diameter, OD [mm] 220 220 220
The pipe test samples were welded according to the pipeline welding procedure
(Chapter 1) for a variety of start/stop locations B (see Fig. 45), pre heat temperatures, Tph and

Chapter 5: Experimental studies
75
welding parameter combinations. The welding parameters applied to each pipe test sample
are presented in Table 6.
Table 6: Welding parameters applied to the pipe test samples in Table 5.
Pre-heat
Temperature
Weld speed, v of
welders 1 and 2
Heat Input, HI provided
by welders 1 and 2
Sample #
(h [mm]) B Tph [°C]
v1
[mm s-1
]
v2
[mm s-1
]
HI1
[kJ mm-1
]
HI2
[kJ mm-1
]
#1P (6 mm) B90° 25 6.4 7.02 0.56 0.46
#1P (6 mm) B90° 70 4.94 5.68 0.74 0.51
#1P (6 mm) B90° 100 5.37 6.91 0.6 0.48
#1P (6 mm) B30° 25 7.66 7.29 0.49 0.48
#2P (8.6 mm) B90° 25 5.28 6.65 0.69 0.5
#2P (8.6 mm) B90° 70 6.22 7.07 0.54 0.52
#2P (8.6 mm) B90° 100 6.03 6.83 0.69 0.54
#2P (8.6 mm) B30° 25 7.5 7.77 0.49 0.49
#3P (12.5 mm) B90° 25 6.78 7.82 0.61 0.49
#3P (12.5 mm) B90° 70 5.92 6.72 0.62 0.56
#3P (12.5 mm) B90° 100 4.85 6.76 0.73 0.56
#3P (12.5 mm) B30° 25 7.56 7.55 0.43 0.49
5.4 Selected examples of the recorded temperature history
In the plate test (Section 5.2), the temperature data history was collected with K-type
and R-type thermocouples. Fig. 49 shows the typical thermal history of the plate at locations
6mm and 9mm away from the weld centreline. It is seen from Fig. 50 that the thermal
histories of the K-type thermocouples in the near vicinity of the weld (6 mm and 9 mm away

Chapter 5: Experimental studies
76
from the weld centreline) correlate very well with the temperature data collected with the R-
type thermocouple plunged into the weld pool, especially below 300 °C.
Figure 49: Typical thermal histories acquired with the K and R-type thermocouples from the
plate test.
Figure 50: Thermal history of point B30°, see Fig. 45. The pipe is welded with the weld start
angle, ϕ30°, Tph = 25 °C and h = 6 mm.
0
300
600
900
1200
1500
0 50 100 150 200 250 300 350
Tem
per
atu
re [
°C]
time [s]
R-Type
K-Type (6mm away)
K-Type (9mm away)
0
100
200
300
400
0 100 200 300 400
Tem
per
ature
[°C
]
time [s]
Welding Parameters:
Heat Input, HI = 0.7 kJ mm-1
Weld speed, v = 5.5 mm s-1
Plate thickness, h =6 mm
Welding Parameters:
Heat Input, HI = 0.65 kJ mm-1
Weld speed, v = 6.4 mm s-1
Plate thickness, h = 10 mm
R-type
K-type, (6 mm away)
K-type, (9 mm away)

Chapter 5: Experimental studies
77
This provides extra confidence in the experimental approach and indicates, for example, that
only the K-type thermocouples need to be used to obtain the temperature characteristics in
low temperature ranges, such as the t100 cooling time. Fig. 50 shows a typical temperature
history for the pipe sample.
The infrared camera was used to capture thermal images of the pipe during welding
and cooling for the purpose of generating independent measurements of temperature history,
which were used for the validation/support of data obtained with the thermocouples. These
images were processed with IRBIS 3.0 software and are presented in Fig. 51, for welding
(left image) and cooling (right image) stages of the pipe test, respectively.
Figure 51: Typical thermal images captured during welding (left image) and cooling (right
image) of the pipe test sample.
The thermal images captured during the welding and cooling of the pipe test sample
were compiled to create a thermal image sequence. The thermal image sequence was also
processed with IRBIS 3.0 software to generate the thermal history of a particular point of
interest. For example, Fig. 52 shows the thermal history at point B90. A careful comparison
between thermal histories obtained with thermal image sequences and K-type thermocouples
will be presented in Chapter 6.

Chapter 5: Experimental studies
78
Figure 52: Thermal history of thermal image sequence generated with IRBIS 3.0 of point
B90° on pipe welded with weld start angle, ϕ90°, Tph = 25 °C and h = 6 mm.
5.5 Chapter Summary
Experimental equipment, specimens and techniques used in the experimental study were
described in this chapter. Two types of specimens were successfully tested: plate and pipe
specimens. The objectives of the experimental study were (1) the validation of temperature
models developed in Chapter 4 as well as (2) an investigation of the size of the root gap of
the preparatory joint and (3) the welding procedure on the transient temperature field due to
pipeline girth welding. The welding parameters and the specimen geometries were selected to
reflect the actual conditions and geometries typically adopted in field pipeline welding. The
thermal histories for different specimens were recorded with K- and R-type thermocouples as
well as with an infrared camera. The recorded temperature histories with different techniques
demonstrated a high level of consistency, which provided confidence in the experimental
measurements. The outcomes of the experimental study will be utilised in the next two
chapters.
0
100
200
300
400
0 100 200 300 400
Tem
per
atu
re [
°C]
time [s]
Welding Parameters:
Heat Input, HI = 0.68 kJ mm-1
Weld speed, v = 5.9 mm s-1
Plate thickness, h = 6 mm

Chapter 6: Thermal Field Model for Pipeline Girth Welding
79
Chapter 6: Thermal Field Model for Pipeline Girth Welding
In this chapter the outcomes of this experimental study, as well as previous studies, will
be applied to investigate the effect of the variations in the sizes of the preparatory joint on arc
efficiency. This will be accomplished by correlating the temperature history as obtained from
mathematical modelling with the corresponding experimental data generated at various root
gaps in a high temperature range.
6.1 Evaluation of Thermal Arc Efficiency during Pipeline Girth Welding
The present approach to the evaluation of the arc efficiency is based on the analysis of
the experimental results at elevated temperatures, therefore, the averaged thermal parameters
corresponding to this temperature diapason are utilised in the theoretical modelling and the
thermal model described above. Table 7 specifies these parameters, which also have been
widely utilised in previous studies (Yurioka et al., 1986).
Table 7: General high temperature region thermal properties of most steels.
Thermal Properties
Thermal conductivity, λ [W m-1
K-1
] 25.13
Thermal Diffusivity, κ [m2
s-1
] 4.2 × 10-6
Density × Specific Heat, ρcp [J m-3
K-1
] 5.976 × 106
Overall heat transfer coefficients, Uw
and UP [W m-2
K-1
]
41.8
The thermal history as well as t8/5 cooling times obtained from the plate test (Section
5.2) were compared with Yurioka and Kojima’s modelled prediction (Equation (13) using

Chapter 6: Thermal Field Model for Pipeline Girth Welding
80
thermal properties in Table 7) for corresponding welding parameters, to identify the geometry
factors, f, for a range of specimen thicknesses detailed in Table 3. The best fit method for the
identification of the geometry factor, f, in accordance with the equivalent thickness approach,
was implemented with MathCAD software. The nominal thermal efficiency (η) for the
minimum root gap of 0.8 mm was set at 0.8, which corresponds to the averaged values of arc
efficiency for SMAW used in the previous studies (Nguyen, 2004).
Figure 53: Example of weld metal thermal history. Symbols represent experimental
measurements and the solid line is the theoretical prediction utilising Equations (13) and (26).
Fig. 53 shows a typical outcome of the utilisation of Equations (13) and (26)
(equivalent thickness approach) to best fit the experimental data. The summary of the
theoretical analysis is presented in Fig. 54, where the calculated values of t8/5 cooling times
are plotted against those experimentally measured with R-type thermocouples.

Chapter 6: Thermal Field Model for Pipeline Girth Welding
81
Figure 54: Calculated t8/5 cooling times with correction for local geometry (filled symbols)
and without (un-filled symbols) plotted against measured t8/5 cooling times of V groove
welding tests.
Fig. 54 shows two sets of results: the theoretical predictions (1) based on the equivalent
thickness approach (filled symbols) and (2) the predictions without taking into account the
local geometry (un-filled symbols). For the former approach, the correlation is much closer
and can be considered as very good, as the range of scattering is quite typical for this type of
experimental study (Chen and Wang, 2008).
The geometry factors, f and equivalent thicknesses, heq were determined for each
thickness, h. The results are presented in Table 8. Simple empirical relationships between the
equivalent and nominal thickness and the geometry factor are given in Equations (34) and
(35). It is important to highlight that these equations are only valid in the specified range of
nominal thicknesses, i.e. from 6.3 to 20 mm.
0
2
4
6
8
10
0 2 4 6 8 10
t 8/5
(ca
lcula
ted)
[s]
t8/5 (measured) [s]
Equivalent thickness approach
without Equivalent thickness approach
Correction for local geometry
Disregarding local geometry

Chapter 6: Thermal Field Model for Pipeline Girth Welding
82
Table 8: Geometry factors for various test piece thicknesses used in V groove welding tests.
Test piece thickness, h [mm] Geometry factor, f heq [mm]
20 0.35 7.00
16 0.42 6.72
10 0.65 6.50
heq = 0.048 × exp(0.132h) + 6.318, for 6.3 mm ≤ h ≤ 20 mm, (34)
f =0.048 × exp(0.132h) + 6.318
h,
(35)
where all dimensions in equations (34) and (35) are in millimetres.
To further validate the approach and empirical Equations (34) and (35), the outcomes
of a number of previous experimental studies, including Noble & Pargeter (1988) and Alam
et al. (1999), were analysed. Table 9 summarises the selected experiments conducted for
various nominal thicknesses and root gaps in the past.
Table 9: Determined weld arc efficiencies for V groove welds of various nominal thicknesses
and root gap.
Test Nominal thickness
h [mm]
Root gap RG [mm] Arc efficiency
η
Selected datum N/A 0.8 0.80
Noble & Pargeter (1988) 9.5 1.7 0.60
Noble & Pargeter (1988) 15.5 2.0 0.51
Alam et al. (1999) 8.6 1.5 0.68

Chapter 6: Thermal Field Model for Pipeline Girth Welding
83
Fig. 55 shows two sets of data: the theoretical predictions (1) based on the equivalent
thickness approach (filled symbols) and (2) the predictions without taking into account the
local geometry (un-filled symbols). Again, a much better correlation between the theoretical
and experimental results can be obtained if one implements the geometry factor, f, for
calculation of the temperature field in the high temperature range, which is significantly
affected by the local geometry.
Figure 55: Calculated t8/5 cooling times with the equivalent thickness approach and variable
arc efficiency (filled symbols) and without (un-filled symbols) plotted against measured t8/5
cooling times of previous V groove welding tests performed with various root gaps.
To achieve this correlation, the arc efficiency was evaluated using the best-fit method
for different root gap sizes. The empirical equation linking the size of the root gap, RG, and
arc efficiency, η, was found to be,
0
2
4
6
8
10
12
14
0 2 4 6 8 10 12 14
t 8/5
(ca
lcula
ted)
[s]
t8/5 (measured) [s]
0.8
1.5
1.7
2
0.8
1.5
1.7
2
RG [mm]

Chapter 6: Thermal Field Model for Pipeline Girth Welding
84
η = −(0.066)RG2.332 + 0.841, for 0.8 mm ≤ RG ≤ 2.0 mm. (36)
Thus, the equivalent thickness approach proposed by Radaj (1992) and Yurioka (2004)
was utilised to take into account the local V-shaped geometry of the preparatory joint. This
approach allowed for the investigation of the effect of the root gap on the arc efficiency, see
Equation (36). It can be seen from Equation (36) that the arc efficiency decreases as the root
gap length increases because a greater amount of heat from the arc is lost through a larger
root gap. The developed Equations (34) – (36) can be used to evaluate the t8/5 cooling time
using the analytical approach, which is much more versatile and much less expensive than the
experimental or numerical approaches. The steps in this analytical approach are:
Step 1: Calculation of the equivalent thickness, heq, based on the nominal plate thickness –
Equation (34)
Step 2: Calculation of the arc efficiency, η, based on the root gap size – Equation (36)
Step 3: Analytical analysis of thermal history using the calculated heq and η, using, Equation
(13).
It is important to highlight that the empirical relationships cannot be applied beyond the
specified limits. In this particular study the limits are: nominal plate thickness range 6.3 – 20
mm and root gap size variations from 0.8 – 2.0 mm.

Chapter 7: Effect of Welding Procedure on Thermal History
85
Chapter 7: Effect of Welding Procedure on Thermal History
In this chapter the effect of the welding procedure on the transient thermal field will be
investigated. A particular focus will be placed on t100 cooling time, which is an important
factor in the HACC mechanism, as explained in Chapter 2. The calculations will be based on
the model developed in Chapter 4, which will first be validated against the results of
experimental study (Chapter 5).
7.1 Validation of pipeline welding procedure model with temperature data
Figure 45: Axial locations of K-type thermocouples (reproduced for convenience).
The modelling predictions for pipes utilised the equivalent thickness approach
(described in Section 6.1) to take into account the local weld preparatory geometry. Then, the
thermal pipe model (Equation (32) was used to generate the thermal history for selected
points on each pipe’s circumference. The modelled predictions were compared with the
B90°
B30°
A
C
ϕ30°
ϕ90° D
y
R
Thermocouple hole
Fixed Thermocouple locations
A - 0,
C - πR/2,
D - 3Rπ 2⁄
Thermocouple locations and
weld run start angle, ϕ
B30° - πR 6⁄ ,
B90° - πR 2⁄ ,
where,
ϕ30° - π 6⁄ ,
ϕ90° - π 2⁄

Chapter 7: Effect of Welding Procedure on Thermal History
86
temperature data obtained from the pipe test (Section 5.3). The modelling predictions were
conducted for two weld start locations, ϕ30° or ϕ90° (see Fig. 45).
Fig. 56 shows the typical comparisons between the modelled predictions and the actual
experimental data from the pipe tests, described in Chapter 5, when the start location, ϕ is
changed from 30° to 90°.
Figure 56: Comparison of thermocouple measurements and modelling predictions for 220 OD
pipe welded with pipeline welding procedure ϕ30° and ϕ90° at B30° (a) and B90° (b)
respectively. Tph = 25 °C and h = 6 mm.
Fig. 57 presents a comparison of the modelling predictions and experimental results with
the weld start location at ϕ90° and the pipe wall thickness h = 12.5 mm. In this series of
predictions, the pre-heat, Tph is changed from 25 °C (Fig. 57(a)) to 70 °C (Fig. 57(b)) and
100 °C (Fig. 57(c)), respectively.
0
100
200
300
400
0 100 200 300 400
Tem
per
atu
re [
°C]
time [s]
Thermocouple data
Modelled prediction
0
100
200
300
400
0 100 200 300 400
Tem
per
atu
re [
°C]
time [s]
Thermocouple data
Modelled prediction
(a) (b)

Chapter 7: Effect of Welding Procedure on Thermal History
87
Figure 57: Comparison of thermocouple readings and modelled predictions for 220 mm OD
pipe welded with pipeline welding procedure ϕ90°, h = 12.5 mm for Tph = 25 °C (a) 70 °C (b)
and 100 °C, respectively (c).
Figures 56 and 57 show a good agreement with the thermocouple data in the low
temperature range, i.e. below 200 °C. However, there are some discrepancies between the
theoretical predictions and measurements of the peak temperature near the weld-line. This
can be explained by various inconsistences in the welding speed and by difficulties of
depositing the weld along the centre line. In other words, in practice, there are always some
deviations of the weld deposition from the straight line, which could significantly affect the
temperature history in a high temperature range or at comparatively short times.
Another reason is that the two-dimensional thermal model utilised in this study is not
capable of capturing the temperature variations across the thickness, which can be significant
0
100
200
300
400
0 100 200 300 400
Tem
per
atu
re [
°C]
time [s]
Thermocouple data
Modelled prediction
0
100
200
300
400
0 100 200 300 400
Tem
per
atu
re [
°C]
time [s]
Thermocouple data
Modelled prediction
0
100
200
300
400
0 100 200 300 400
Tem
per
atu
re [
°C]
time [s]
Thermocouple data
Modelled prediction
(a) (b)
(c)

Chapter 7: Effect of Welding Procedure on Thermal History
88
in short time intervals straight after the deposition. However, many previous experimental
and numerical results have demonstrated that these variations disappear at relatively low
temperatures due to conduction mechanisms.
The equivalent thickness is identified with the best fit method, as described in Chapter
6, and for pipe welding is described by the following equation:
heqII = 2.043 ln(h) + 2.362, 6 mm ≤ h ≤ 12.5 mm, 25 °C ≤ Tph ≤ 100 °C,
RG = 0.8 mm, D = 2R = 220 mm.
(37)
The calculation procedure of the transient temperature field for pipes is the same as for plates,
and it is outlined in Section 6.1.
7.1.1 Comparison of thermal histories obtained with different data acquisition techniques
The infrared camera was also used to capture thermal images of the pipe temperature
during welding and cooling with the purpose of providing (1) independent temperature
measurements, and (2) validation/support of the thermocouple readings. The thermal images
recorded every second were processed with IRBIS 3.0 software and are presented in Fig. 51,
for the welding and cooling stages of the pipe test, respectively.
The same software IRBIS 3.0 was applied to extract the temperature profile versus
time at the locations of interest (see Fig. 52). Fig. 58 presents a comparison of the thermal
history obtained with thermocouples and an infrared camera.

Chapter 7: Effect of Welding Procedure on Thermal History
89
Figure 58: Comparison of thermocouple and infrared camera data thermal histories for pipe
welding procedure using weld start angle ϕ90° at B90°. Tph = 25 °C and h = 6 mm.
It can be seen from Fig. 58 that the infrared camera results agree quite well with the
thermocouple measurements, particularly in the low temperature region. However, there are
some differences at high temperatures. The reasons behind the inconsistencies can be
attributed to the temperature variations across the pipe wall thickness as the thermocouples
measure the temperature inside the pipe and the infrared camera captures the temperature
images at the surface of the pipe. At low temperatures, the through-the-thickness temperature
variations become negligible and both methods produce the same values for the temperature.
7.2 Temperature Variation across the Pipe Circumference
In this section, the variation of t100, which represents one of the important characteristics of
the temperature history, is investigated with the developed pipe model. Pre heat was not
applied to the pipe (i.e. Tph = 25 °C). Figures 59 and 60 show the t100 cooling time for a
range of heat inputs corresponding to pipeline girth welding specifications but with two
different weld run start points: at 30° and 90° (see Fig. 30). The nominal pipe thickness in
both simulations was set at 12.5 mm. The part of the pipe affected by the welding procedure
is greater (from A to C) when the weld starts at 90° (see Fig. 60), however, the intensity of
0
100
200
300
400
0 100 200 300 400
Tem
per
atu
re [
°C]
time [s]
Thermocouple data
Thermal camera data

Chapter 7: Effect of Welding Procedure on Thermal History
90
these variations is slightly lesser for the case of 30°. In both cases, the variations of the
cooling times are quite significant and cannot be disregarded. These two graphs also identify
the higher risk locations with lower t100 along the pipe circumference, which can potentially
lead to structural defects, such as HACC.
In Figures 61 and 62 the same parameters were used to generate the results for 6 mm
pipes. The cooling time for 6 mm pipes is much longer and the relative variations are less
pronounced. This is consistent with HACC observations and empirical criteria, which
indicate that thicker pipes are much more susceptible to HACC than thin pipes welded with
the same welding parameters.
The effect of the thickness on the cooling time, t100, is summarised in Figures 63 and
64. Heat input is another parameter which significantly affects the cooling time. At high heat
inputs (0.8 kJ mm-1
), the relative variations in the temperature history are small; with a
decrease of heat input to lower values (0.4 kJ mm-1
) the relative variations of the t100
increase significantly (up to 400%), which can lead to a high level of quality variation of the
circumferential weld seam. The minimum cooling time in all the simulations was found
between points A and B, see Fig. 45. This part of the pipe can be considered as being
subjected to a higher risk of the presence of structural defects.

Chapter 7: Effect of Welding Procedure on Thermal History
91
Figure 59: Cooling time t100 along the pipe circumference for ϕ30° and h = 12.5 mm.
Figure 60: Cooling time t100 along the pipe circumference for ϕ90° and h =12.5 mm.
0
100
200
300
400
500
0 90 180 270 360
0
100
200
300
400
500
0 90 180 270 360
Heat input
increasing
t100[sec]
ϕ30°
A C B A
Φ
Heat input
increasing
t100[sec]
ϕ90°
A C B A
Φ
Heat Input [kJ mm-1
]
0.4
0.6
0.8
Heat Input [kJ mm-1
]
0.4
0.6
0.8

Chapter 7: Effect of Welding Procedure on Thermal History
92
Figure 61: Cooling time t100 along the pipe circumference for ϕ30° and h = 6 mm.
Figure 62: Cooling time t100 along the pipe circumference for ϕ90° and h = 6 mm.
0
100
200
300
400
500
600
700
0 90 180 270 360
0
100
200
300
400
500
600
700
0 90 180 270 360
Heat input
increasing
t100[sec]
ϕ30°
A C B A
Φ
Heat input
increasing
t100[sec]
ϕ90°
A C B A
Φ
Heat Input [kJ mm-1
]
0.4
0.6
0.8
Heat Input [kJ mm-1
]
0.4
0.6
0.8

Chapter 7: Effect of Welding Procedure on Thermal History
93
Figure 63: Cooling time t100 along the pipe circumference for ϕ30° and heat input of 0. 8 kJ
mm-1
.
Figure 64: Cooling time t100 along the pipe circumference for ϕ90° and heat input of 0.4 kJ
mm-1
.
0
100
200
300
400
500
600
700
0 90 180 270 360
0
100
200
0 90 180 270 360
Pipe wall
thickness
increasing
t100[sec]
ϕ30°
A C B A
Φ
Pipe wall
thickness
increasing
t100[sec]
ϕ90°
A C B A
Φ
Pipe wall thickness [mm]
6
8.6
12.5
Pipe wall thickness [mm]
6
8.6
12.5

Chapter 7: Effect of Welding Procedure on Thermal History
94
7.3 Chapter Summary
To investigate the effect of welding procedures on the transient temperature field, the
analytical model developed in Chapter 4 was extensively validated using the outcomes of the
experimental study outlined in Chapter 5. Despite the fact that the developed prediction
model for pipes produces some discrepancies in the high temperature range, it quite
accurately describes the variation of the temperature at low temperatures i.e. below 200 °C.
This affirmed that the analytical predictions will reflect the actual temperature variations
which often challenge pipeline integrity in pipes during girth pipeline welding,
A range of results were generated with the developed simplified analytical model for
typical welding parameters corresponding to the pipeline girth welding procedure: HI = 0.4 –
0.8 kJ mm-1
; Tph = 25 °C – 100 °C and pipe wall thickness from 6 to 12.5 mm. All modelling
results are consistent with the experimentally obtained tendencies. For example, the higher
pipe thickness, lower preheat temperatures and lower heat inputs significantly shorten the
t100 cooling time. The new results have indicated that the welding procedure has a significant
impact on relative variations of this characteristic time, specifically at low heat inputs, high
plate thicknesses and low pre-heat temperatures. The modelling results demonstrated that
there is a section of a pipe (specifically between points A and B), which is subjected to a
higher risk of the presence of structural defects due to HACC mechanisms. The practical
implementation of this particular result can result in directing Non-Destructive Testing
Technologies (NDTT) to focus on this pipe section at the specified parameters of the welding
procedure as well as pipe geometry. The specifics of these parameters and geometry could be
the subject of further investigations, which can be coupled with procedures and criteria for
the evaluation of the susceptibility to HACC.

Chapter 8: Overall Conclusion
95
Chapter 8: Overall Conclusion
The research presented in this thesis was focused on the investigations and prediction of
the effects of the local preparatory geometry and welding procedures on the transient thermal
field. The temperature history of the weldment has a significant impact on defect formation,
integrity and durability of the whole structure. The current research utilised both
experimental and theoretical methods to investigate these effects.
The careful literature review conducted in Chapter 2 allowed for an appropriate selection
of simplified analytical temperature models to address the purposes of the current study.
These models were extended to incorporate the effects of the V-shaped geometry of the
preparatory joint as well as the welding procedure on the transient thermal field due to girth
welding.
The first model was utilised to evaluate the effect of the root gap on the arc efficiency.
The outcomes of the modelling investigation were correlated with experimental data obtained
with flat plates as well as with the outcomes of the previous studies. The best-fit technique
provided an empirical relationship between the root gap and the weld arc efficiency. This
relationship can be used in analytical and numerical techniques for the theoretical evaluation
of the temperature history or thermal stresses. It was also shown that the variations of the arc
efficiency within the industry acceptable range of root gaps is significant and can be
responsible for the variations in the weld quality. It is recommended that large variations in
the root gap between the joints be avoided to achieve consistency and equally strong weld
joints.
The second model was used to evaluate the impact of the welding procedures on the
transient temperature field in pipes during pipeline girth welding. The temperature variations

Chapter 8: Overall Conclusion
96
are quite small for high heat inputs, relatively thin pipes and in the case of pre-heat, and,
probably, can be disregarded in most cases. However, in pipeline girth welding at no-preheat
and heat inputs of ~ 0.5 kJ mm-1
(which are typical for Australian conditions) the welding
procedure can have a significant impact on the temperature history. It was demonstrated in
the current thesis that for 12.5 mm pipes, the variation in the cooling time, t100, along the
pipe circumference could reach up to 30%. This large difference in cooling times, t100, is
caused by a much faster heat dissipation rate in thick pipes in comparison with thin pipes.
Essentially, the pipe thickness changes the geometry of the heat flow from 2D (relatively thin
pipes) to 3D (thick pipes), see Fig. 29. In addition, there is a pipe segment (section A to B)
which has a consistently shorter cooling time than the rest of the pipe. This implicates that the
non-destructive procedures should focus on this area, and consider this segment as having a
greater risk of containing critical structural defects. The analytical simulations were further
compared with full scale tests, specifically designed to investigate this problem
experimentally. Some discrepancies at high temperatures were found, which were attributed
to various reasons, such as the temperature gradient through the thickness, small deflections
of the weld from a straight line, travel speed variations, etc. The temperature field in pipes
was investigated with thermocouples and an infrared camera, which supported the
thermocouple data and provided greater confidence in the outcomes of the experimental
investigations.
From a practical point of view, it is recommended that the measurements of the
temperature history have to be made in the critical segment of the pipe. Some additional
measures could be undertaken to extend the cooling time in this segment such as shielding
from the wind, thermal isolation, etc.
Future work can incorporate the developed temperature models with various empirical
criteria or theoretical techniques, which have been developed previously for the evaluation of

Chapter 8: Overall Conclusion
97
weldability and the quality of the weld. The range of the pipe diameters and plate thicknesses
can be also extended to derive more comprehensive relationships between the local
preparatory geometry and arc efficiency. Currently, these relationships include only the size
of the root gap. It is argued that the development of such relationships will significantly
improve the predictive capabilities of analytical and numerical models.
One important step, which has not been completed in this thesis and could be a subject
for future research, is the validation of the theoretical predictions with the field measurements
obtained during pipeline construction. Unfortunately, there were no opportunities to complete
such measurements in the field. Any adaptation of the theoretical conclusions obtained with
the developed models by the pipeline industry has the potential to produce significant
outcomes in the future. It is believed that the outcomes of the current study will stimulate
further research into the evaluation of various effects and parameters, which are often
disregarded or ignored in theoretical calculations and modelling approaches. This includes,
but is not limited to, an investigation into the effects of the preparatory geometry and the way
the welding run is completed on the transient temperature field.
8.1 Publications from current research
The research approaches and findings presented in this thesis were also used to produce
the following publications;
1) Kotousov, A., Borkowski, K., Fletcher, L. and Ghomashchi, R. (2012). A model
of hydrogen assisted cold cracking in weld metal, 9th
International Pipeline
Conference, 24-28 September 2012, Calgary, Alberta, Canada.
2) Borkowski, K., Kotousov, A., Kurji, R. and Ghomashchi, R. Modelling the arc
efficiency of pipeline girth welding, (awaiting journal selection).

Overall Conclusion
98

References
99
References
Akbari, D. and Sattari-Far, I. (2009) Effect of the welding heat input on residual stresses in
butt-welds of dissimilar pipe joints, Int. J. Pressure Vessels and Piping, vol.86, no.11, pp.769-
776.
Al Karawi, J. and Schmidt, J. (2002) Application of Infrared thermography to the Analysis of
Welding processes, Institute of Fluid Dynamics and Thermodynamics.
Alam, N., Dunne, D. and Barbaro, F. (1999) Weld metal crack testing for high strength
cellulosic electrodes, First International Conference on Weld metal Hydrogen Cracking in
Pipeline Girth Welds. WTIA. Wollongong, Australia.
Anca, A., Cardona, A., Risso, J. and Fachinotti, V. D. (2011) Finite Element modelling of
welding processes, Applied Mathematical Modelling, vol.35, no.2, pp.688-707.
APIA (2010) Pipeline industry set for new multi-billion dollar Australian developments,
viewed 15 September 2014, from <http://www.apia.net.au/blog/2010/09/12/pipeline-
industry-set-for-new-multi-billion-dollar-australian-developments-apia-media-release-12-
september-2010/ >.
Attarha, M. J. and Sattari-Far, I. (2011) Study on welding temperature distribution in thin
welded plates through experimental measurements and finite element simulation, Journal of
Materials Processing Technology, vol.211, no.4, pp.688-694.
AWS (2007) AWS D10.11M/D10.11:2007: Guide for Root Pass Welding of Pipe Without
Backing.

References
100
Bailey, N., Coe, F. R., Gooch, T. G., Hart, P. H. M., Jenkins, N. and Pargeter, R. J. (1973)
Welding steels without hydrogen cracking, Abington Publishing.
Boo, K. S. and Cho, H. S. (1990) Transient temperature distribution in arc welding of finite
thickness plates, Proceedings of the Institution of Mechanical Engineers, vol.204, no.B3,
pp.175-183.
British Standards (2001) Welding - Recommendations for welding of metallic materials, BS
EN1011-2:2001, Part 2: Arc welding of ferritic steels.
Camilleri, D., Gray, T. and Comlekci, T. (2004) Use of thermography to calibrate fusion
welding procedures in virtual fabrication applications, Proceedings of Inframation 2004
Conference, pp.121-131.
Carslaw, H. S. and Jaeger, J. C. (1947) Conduction of Heat in Solids, Oxford, Clarendon
Press.
Cary, H. B. and Helzer, S. C. (2005) Modern Welding Technology, Upper Saddle River, New
Jersey, Pearson Education.
Chen, Y. and Wang, Y. Y. (2008) Thermal modeling of gas metal arc girth weld with narrow
groove, 8th International Conference on Trends in Welding Research. Pine Mountain,
Georgia, USA.
Christensen, N., Davies, V. and Gjermundsen, K. (1965) The distribution of temperature in
arc welding, British Welding Journal, vol.12, no.2, pp.54-75.
Coe, F. R. and Chano, Z. (1975), Welding Research International, vol.5, no.1, pp.33-90.

References
101
Coniglio, N., Linton, V. and Gamboa, E. (2010) Coating composition, weld parameter and
consumable conditioning effects on weld metal composition in shielded metal arc welding,
Science and Technology of Welding and Joining, vol.15, no.5, pp.361-368.
CWT Inc. (2014) WDL II Weld Data Logger, viewed 10 October 2014, from
<http://www.cweldtech.com/product-WDL2.html >.
Darmadi, D. B., Norrish, J. and Teiu, A. K. (2011) Analytic and finite element solutions for
temperature profiles in welding using varied heat source models, World Academy of
Science, Engineering and Technology, vol.81, no., pp.154-162.
Deng, D. and Murakawa, H. (2006) Numerical simulation of temperature field and residual
stress in multi-pass welds in stainless steel pipe and comparison with experimental
measurements, Computational Materials Science, vol.37, no.3, pp.269-277.
Dong, Z. B. and Wei, Y. H. (2006) Three dimensional modelling weld solidification cracks in
multipass welding, Theoretical and Applied Fracture Mechanics, vol.46, no.2, pp.156-165.
Dunstone, A. (2004) Numerical Modelling of Pipeline Construction, PhD, University of
Adelaide.
DuPont, J. N. and Marder, A. R. (1995) Thermal efficiency of arc welding processes,
Welding Journal, vol.74, no.12, pp.406s-416s.
Eagar, T. W. and Tsai, N. S. (1983) Temperature Fields produced by traveling distributed
heat sources, Welding Journal, vol.62, no.12, pp.346s-354s.
Extruflex (2014) Screenflex eye protection, viewed 28 September 2014, from
<http://www.extruflex.com/en/node/329 >.

References
102
Fassani, R. N. S. and Trevisan, O. V. (2003) Analytical modeling of multipass welding
process with distributed heat source, Journal of the Brazilian Society of Mechanical Sciences
and Engineering, vol.25, no.3, pp.302-305.
Feli, S., Aalami Aaleagha, M. E., Foroutan, M. and Borzabadi Farahani, E. (2011) Finite
Element Simulation of Welding Sequences Effect on Residual Stresses in Multipass Butt-
Welded Stainless Steel Pipes, Journal of Pressure Vessel Technology, vol.134, no.1,
pp.Article Number: 011209.
Fletcher, L. (2011) Stovepipe welding procedure (video clip), Wollongong, Australia, EP-
CRC, running time: 2 minutes.
Fletcher, L. and Piper, J. (2012) Resulting from discussion with authors at the Energy
Pipelines-CRC Steering Commitee Meeting 5th June 2012. University of Wollongong,
Wollongong, Australia.
Fletcher, L. and Yurioka, N. (1999) A holistic model of hydrogen cracking in pipeline girth
welding, First International Conference on Weld metal hydrogen cracking in pipeline girth
welds. WTIA. Wollongong, Australia.
Giedt, W. H., Fuerschbach, P. W. and Tallerico, L. N. (1987) GTA welding efficiency -
Calorimetric and temperature field measurements, 68th American Welding Society (AWS)
Annual Meeting.
Goldak, J., Chakravarti, A. and Bibby, M. (1984) A new finite element model for welding heat
sources, Metallurgical and Materials Transactions, vol.15, no.2, pp.299-305.
Heaviside, O. (2011) Electromagnetic Waves, Cambridge, UK, Cambridge University Press.

References
103
Henderson, I. D., Krishan, K. N. and Cantin, D. (1996) Investigation of field welding precise
limits for girth welding of thin-walled, high strength pipes, Final Report on CRC Project
96.32.
Hürner (2014) Hürner Whiteline SPG 2.0, viewed 10 October 2014, from
<http://huerner.de/en/portfolio/butt-welding/data-logging-systems/ >.
InfraTec (2010) VarioCAM high resolution User Manual.
IQSim. v2.0 (2010), Sør Trøndelag University College, Faculty of Technology, Norway.
Karkhin, V. A., Khomich, P. N. and Michailov, V. G. (2006) Prediction of Microstructure
and mechanical properties of weld metal with consideration for real weld geometry, 3rd
International Conference on Mathematical Modelling and Information Technologies in
Welding and Related Processes. E.O. Paton Electric Welding Institute of NASU.
Kasuya, T., Okumura, M. and Yurioka, N. (1995) Methods for predicting maximum hardness
of heat affected zone and selecting necessary preheat temperature for steel welding, Nippon
Steel Technical Report,no.65, pp.7-13.
Kasuya, T. and Yurioka, N. (1993) Prediction of welding thermal history by a comprehensive
solution, Welding Journal, vol.72, no.3, pp.107s-115s.
Keehan, E., Zachrisson, J. and Karlsson, L. (2010) Influence of cooling rate on
microstructure and properties of high strength steel weld metal, Science and Technology of
Welding and Joining, vol.15, no.3, pp.233-238.
Knight Optical (2014) Infrared Optics, viewed 15 September 2014, from
<https://www.knightoptical.com/stock/optical-components/infrared-optics/ >.

References
104
Lamit, L. G. (1981) Piping Systems: Drafting and Design, Prentice Hall Inc.
Lee, C. H., Chang, K. H. and Park, J. U. (2013) Three-dimensional finite element analysis of
residual stresses in dissimilar steel pipe welds, Nuclear Engineering and Design, vol.256,
no.3, pp.160-168.
Lindgren, L. E. (2001a) Finite element modelling and simulation of welding. Part 1.
Increased complexity, Journal of Thermal Stresses, vol.24, no., pp.141 - 192.
Lindgren, L. E. (2006) Computational Modelling of welding, Computer Methods in Applied
Mechanics and Engineering vol.195, no.48-49, pp.6710-6736.
Lindgren, L. E. (2007) Computational Modelling of Welding, Woodhead Publishing.
McAlister, E. W. (1998) Pipeline rules of thumb Handbook, Houston, Texas, USA, Gulf
Publishing Company.
Miller Welding Equipment (2014), viewed 15 November 2014, from
<http://www.millerwelds.com >.
Moore, P. L. (2003) Novel method of recording cooling curves during laser & laser/arc
hybrid welding, International Journal for the Joining of Materials, vol.15, no.4, pp.14-20.
Nayyar, M. L. (1992) Piping Handbook, McGraw-Hill Inc.
Nevasmaa, P. (2003) Predictive model for the prevention of weld metal cracking in high
strength multipass welds. University of Oulu, Oulu, Department of Mechanical Engineering.
Nguyen, N. T. (2004) Thermal Analysis of Welds, WITPress.

References
105
Nguyen, N. T., Mai, Y. W., Simpson, S. and Ohta, A. (2004) Analytical Approximate
Solution for Double Ellipsoidal Heat Source in Finite Thick Plate, Welding Journal, vol.83,
no.3, pp.82s-93s.
Noble, D. N. and Pargeter, R. J. (1988) Field weldability of high strength pipeline steels.
Columbus, Ohio, Edison Welding Institute.
North, T. H., Rothwell, A. B., Glover, A. G. and Pick, R. J. (1982) Weldability of high
strength line pipe steels, Welding Journal, vol.61, no.8, pp.243s-257s.
Nunes, A. C. J. (1983) An extended Rosenthal weld model, Welding Journal, vol.62, no.6,
pp.165s-170s.
Ocean Controls (2014) Single Loop Isolator, viewed 13 October 2014, from
<http://oceancontrols.com.au/SIG-201.html >.
Onsoien, M. I., M'Hamdi, M. and Mo, A. (2009) A CCT diagram for an offshore pipeline
steel of X70 type, Welding Journal, vol.88, no.1, pp.1s-6s.
Orzanowski, T. and Madura, H. (2010) Test and evaluation of reference-based nonuniformity
correction methods for microbolometer infrared detectors, Opto-electric Review, vol.18,
no.1, pp.91-94.
Pavelic, V., Tanbakuchi, R., Uyehara, O. A. and Myers, P. S. (1969) Experimental and
computed temperature histories in Gas Tungsten arc welding of thin plates, Welding Journal,
vol.48, no.7, pp.295s-305s.
Radaj, D. (1992) Heat Effects of Welding, Springer Verlag.

References
106
Robinson, M. (2014) A thermographer's guide to infrared windows, viewed 28 September
2014, from < http://www.irinfo.org/articles/article_7_1_2006_robinson.html >.
Rosenthal, D. (1946) The Theory of moving Heat Sources and its Application to Metal
Treatments, Trans. Am. Soc. Mech. Engrs. 68., vol.68, no., pp.849-866.
RS Australia (2014) 2-wire Programmable Transmitter 5331A3B, viewed 22 September
2014, from < http://au.rs-online.com/web/p/temperature-transmitters/7966900/ >.
Rykalin, N. N. (1957) Berechnung der Warmevorgange beim Schweissen, Berlin, VEB
Verlag Technik (Original: Raschety teplovykh protsessov pri svarke. Moscow: Mashgiz
1951).
Sacks, R. J. and Bohnart, E. R. (2005) Welding Principles and Practices, MacGraw Hill.
Sawhill, J. M., Baker, J. C. and Howe, P. (1986) Hydrogen-Assisted Cracking in High-
Strength Pipeline Steels, Welding Journal, vol.65, no.7, pp.175s-183s.
Smart, R. and Bilston, K. (1995) Stress upon partially completed girth welds during line-up
clamp removal and lowering off, WTIA/APIA Panel 7 Research Seminar, Welding high
strength thin walled pipelines, Wollongong, Australia.
Smith, F. J. (1974) Weld metal temperature measurement - Harpoon technique with
Rhodium-Platinum thermocouples, Platinum Metals Review, vol.18, no.2, pp.73.
Standards Australia (2007) AS2885.2-2007: Pipelines - Gas and Liquid Petroleum, Part 2:
Welding.
Suppiah, M. (1999) Weld metal cracking in cellulosic welds of X80 steel, Master of
Engineering (Hons), University of Wollongong.

References
107
Surhone, L. M., Timpledon, M. T. and Marseken, S. F. (2010) Shielded Metal Arc Welding,
VDM Publishing.
Svensson, L. E. (1994) Control of Microstructures and properties in steel arc welds, CRC
Press.
Terasaki, T., Akiyama, K., Ishimoto, K. and Yasuhiko, M. (1988) Proposal of Equations to
estimate the cooling time t8/5 from 800C to 500C, Quarterly Journal of the Japan Welding
Society, vol.6, no.2, pp.105-109.
The Joyce Road Neighbourhood (2012), viewed 18 September 2014, from <http://joyce-
road.blogspot.com.au/2012/02/pipeline-construction_11.html >.
Trevisan, R. E. and Fals, H. C. (1999) Fracture Modes and Acoustic Emission
Characteristics of Hydrogen-Assisted Cracking in High-Strength Low-Alloy Steel Weldment,
Journal of the Brazilian Society of Mechanical Science and Engineering, vol.21, no.4,
pp.675-682.
WESS (2014) VRD Safety Units viewed 22 September 2014, from
<http://www.wess.com.au/for-hire/browse/vrd-safety-units-(in-built-welders) >.
Winczek, J. (2010) Analytical solution to transient temperature field in a half-infinite body
caused by moving volumetric heat source, International Journal of Heat and Mass Transfer,
vol.53, no.25-26, pp.5774-5781.
Yurioka, N. (2004) The Japanese Welding Engineering Society, viewed 2012, from
<http://www-it.jwes.or.jp/weld_simulator/en/cal2.jsp >.
Yurioka, N. and Kojima, K. (2004) A predictive formula of weld metal tensile strength,
Quarterly Journal of the Japanese Welding Society, vol.22, no.1, pp.53-60 (Japanese).

References
108
Yurioka, N., Okumura, M., Kasuya, T. and Ohshita, S. (1986) Welding Note - Second
Edition. Kanagawa, Japan, R&D Laboratories-II, Nippon Steel.
Yurioka, N. and Suzuki, H. (1990) Hydrogen assisted cracking in C-Mn and low alloy steel
weldments, International Materials Reviews, vol.35 no.4, pp.217-248.
Zhang, W. Y. (1989) Heat Transfer in Welding, Beijing, China Machine Press (Chinese).