Embed Size (px)
Citation preview

Bachelor End Project
Supervisors:
ir. J. Neggers
dr. ir. J.P.M. Hoefnagels
Eindhoven University of Technology
Department of Mechanical Engineering
Mechanics of Materials
Eindhoven, September , 2011
Experimental investigation of the
peel rate dependency of copper-
rubber interface delamination
Tom van Lochem
MT 11.38

2
Abstract
To implement electronic devices in and around the human body requires these devices to be stret-
chable. A newly developed method of creating such a device is to embed a metal conductor into a
stretchable (rubber) substrate. It has been shown that the reliability of such devices is determined
largely by the copper-rubber interface integrity. Recent studies into this surface integrity have
shown that interface properties are rate-dependant. To better understand this dependency this
report will investigate the entire process zone of the copper-rubber sample in a 180° peel test. These
results will then be compared to a numerical model.
The investigation has shown that directly around the peel front no significant influence of the peel
rate can be found. This suggests that the peel rate dependency must have its origin in the part of the
process zone away from the peel front. It is observed that the thickness and length of the process
zone decrease for higher peel rates. This could indicate that the traction in the rubber increases,
causing the higher peel force.

3
Contents
1 Introduction .................................................................................................................................... 4
1.1 The peel test ........................................................................................................................... 4
1.2 Goals of this research .............................................................................................................. 5
2 Research method ............................................................................................................................ 7
2.1 Experimental setup ................................................................................................................. 7
2.2 Experimental conditions ......................................................................................................... 7
2.3 Analysis ................................................................................................................................... 8
2.3.1 Important geometrical properties .................................................................................. 8
2.3.2 Data processing ............................................................................................................... 9
3 Results and discussion .................................................................................................................. 12
3.1 Peak Thickness ...................................................................................................................... 12
3.2 Pre peeling thickness ............................................................................................................ 12
3.3 Post peeling thickness ........................................................................................................... 13
3.4 Copper-rubber Radius ........................................................................................................... 14
3.5 Peel front .............................................................................................................................. 14
4 General conclusions and recommendations ................................................................................ 16
References ............................................................................................................................................ 17

4
1 Introduction
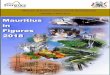
Electronic devices are ever more common in today’s world. The application of electronic devices in
and close to the human body requires these devices to be stretchable (Fig. 1-2). The most common
technique to manufacture such devices is to embed a conductor into a stretchable substrate.
Figure 1: Neural activity monitoring array [1] Figure 2: Health monitoring clothing [2]
Such stretchable electronic devices impose some mechanical difficulties [3] due to the large differ-
ence in stiffness between the metal electronic parts and the stretchable rubber substrate. The relia-
bility of the device depends largely on the integrity of the metal-rubber interface [3].
1.1 The peel test
To better understand the interface characteristics a peel test was designed and validated [4-6] in
which the copper-rubber interface could be studied more closely. For these peel tests samples have
been designed. To obtain these samples a thin layer of rubber (± 50 µm) is bonded onto a copper
film (± 35 µm). Two of these films are then laminated back to back to form a sample for the peel test
(Fig.3). In the 180° peel test the rubber is peeled from the copper at a constant speed and angle. An
optical microscope or SEM is used to visualize the peel front directly from above or from the side.
Figure 3: Schematic of a peel test experiment. α = 90°.

5
An important variable in a peel test is the Work of Separation (WOS). This is the energy needed to
separate the two interfaces in a peel test. A typical force-displacement curve from a peel test con-
sists of an initiation regime, followed by a steady state peeling regime. From this steady state regime
the peel energy can be determined. It can be shown [3] that in this 180° peel test the WOS is then
defined as:
� � ��� (1.1)
With F the peel force and b the width of the sample. Previous research [7] has shown there is a dis-
tinct relationship between the peel rate and WOS (Fig. 4). In this research no explanation is given for
the reason or mechanics of this relation.
Figure 4: Work of Separation against displacement for three different peel rates. b = 7mm
1.2 Goals of this research
The process zone in the peel test experiment, which is the zone in which the rubber is actively de-
formed by the fractures occurring when debonding the interface, has a typical shape. In this re-
search a closer look will be taken at the process zone of the copper rubber sample in a 180° peel
test, by mounting the sample sideways (Fig. 5). The objective is to characterize essential geometrical
properties of the process zone with respect to the peel rate and relate these properties to the WOS
or peel force.

6
Figure 5: Indication of the process zone of the copper-rubber sample during a 180° peel test. The sample is
clamped at both sides (left and right of the picture) and those sides are pulled apart with a constant speed.
An important part of this research is to link the results to a numerical approach. For this numerical
approach the sample is modeled with so called Cohesive Zone Elements. The elements are governed
by the traction law defined by M.J. van den Bosch [8] (Eq. 1.2 and Fig. 6-7):
� � �� ���exp�1 � ���� (1.2)
This law states that as the separation (λ) increases the element experiences an increasing traction
(τ), until the critical separation (λc) is reached, after which the traction decreases again. The surface
under the curve is the energy (Gc) needed to completely separate the two elements connected to
the cohesive zone.
Figure 6: Traction seperation law [3] Figure 7: Cohesive zone elements [3]

7
2 Research method
In this chapter the research methodology will be explained as well as the different types of equip-
ment used to conduct the experiments.
2.1 Experimental setup
To investigate the dependence of the process zone on the peel rate the experiment consists of peel
tests, at three different, logarithmically chosen, peel rates: 1 µm/s, 10 µm/s and 100 µm/s. The cop-
per-rubber sample will be mounted into a Kammrath-Weiss Micro Tensile Stage (Fig. 8). This Micro
Tensile Stage is small enough to fit under an optical microscope, allowing in-situ measurements.
Figure 8: Kammrath-Weiss Micro Tensile Stage
The copper-rubber sample consists of a thin 35 µm copper (TW-YE grade) film and a 50 µm TPU (Wa-
lopur, or Thermoplastic Polyurethane by epurex) film. These are the most commonly used materials
in prototypes of stretchable electronics. The two films are bonded to each other and, in order to
obtain a stationary peel front, two of these samples are laminated back to back with a process tem-
perature of 200°C.
The sample will be peeled at a constant peel rate, until the steady state regime is reached. At the
steady state regime a number of high quality images will be taken under a microscope (NA: 0,144)
for further analysis.
2.2 Experimental conditions
To increase the repeatability of the experiments as many variables were kept constant as possible.
For this reason, all experiments were performed on the same sample.
It is important to make sure the images will be of a high enough quality to be able to do accurate
measurements on them. To accomplish this, several actions have to be taken:
- To be able to better distinguish the transition from copper to rubber the side of the sample
was polished with sequential steps with grid spacing ranging from 1200 to 4000 grains per
square inch.
- When mounting the sample into the tensile stage it is important to make sure it is mounted
as straight as possible, in order to ensure that the sample stays in focus over time.
- For all captured images the respective part of the force-displacement curve was checked for
irregularities and only those where the force was constant were used for analysis.

8
- At slow peel rates it is important to make sure that there is sufficient time in between con-
secutive images. This is done to make sure that a larger part of the sample is used, in order
to avoid a single irregularity in the sample dominating the majority of the images.
2.3 Analysis
In this chapter the analysis of the images will be further explained. The important variables will be
defined and the method of measuring them will be explained. For the analysis of the images Matlab
scripts were be used, which load the image and allow for more accurate processing of data.
2.3.1 Important geometrical properties
Because of the difference in WOS for different peel rates a number of geometrical properties can be
expected to be influenced by this force. However, because the reference frame in the images is as-
sumed to be unknown, it is only possible to identify certain geometrical properties of the sample.
The only absolute position identifiable is the position of the peel front, this is therefore used as posi-
tioning reference.
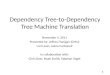
In figure 9 the measured properties are highlighted in yellow. In order to measure the thickness of
the rubber, the sample will be characterized by three profiles. The two copper-rubber interfaces
(line 1 and 2) and the free surface of the delaminated rubber (line 3).
To be able to objectively measure the thickness, the following definition will be used: the shortest
distance from line 1, perpendicular to line 1, to line 2 or 3. This will give three characteristic thick-
nesses:
- Pre peeling thickness: this is the thickness before delamination. This thickness is assumed to
be constant far from the process zone.
- Post peeling thickness: this the thickness after delamination. This thickness is also assumed
to be constant far from the process zone.
- Peak thickness: this is the maximum thickness of the process zone.
Around the process zone, each of the three profiles has a characteristic radius (R1, R2 and R3 respec-
tively), which will be determined by fitting a circle through the data points situated around the
process zone.
The final geometrical property is the peel angle (φ). For analyzing purposes this is the angle made by
the intersection of lines 2 and 3.

9
Figure 9: The geometrical properties that can be obtained from sample analysis:
the three different radii and thicknesses and the peel angle φ.
2.3.2 Data processing
This paragraph will explain the process of extracting the key geometrical properties from the images,
using the methods explained in the previous section.
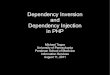
To measure the thickness of the rubber, probe lines will be introduced on line 1 (black lines in figure
10). These probe lines are equally spaced along the length of the line and oriented perpendicular to
that line. Subsequently the intersections of those probe lines with line 2 or 3 (white dots in figure 10)
are determined and their distance along the probe line to line 1 is considered to be the rubber thick-
ness at that point. This is then plotted against the arclength of line 1 (Fig. 11).

10
Figure 10: Intermediate image during the rubber thickness measurement. Probe lines (black), perpendicular
to line 1, are plotted and their intersection with line 2 or 3 (white dots) is used to calculate the thickness of
the rubber. In the final analysis more probe lines were used for finer discretization.
Figure 11: Characteristic plot of rubber thickness against the length of line 1.
This particular plot is from a peel test at 1 µm/s

11
For each peel rate ten different images have been analyzed. Because the peak position is the most
objective marker for the absolute position it was used to align all of the results into a single view.
Subsequently, for each of the three peel rates, all ten measurements are averaged (Fig. 12).
Figure 12: Centered and averaged plot of the rubber thickness profile. The
dashed lines show the standard deviation of the average.
To measure the different radii and the peel angle only small sections of lines 1 to 3 are used (Fig. 13).
To calculate the radii of the lines a circle is fitted through the points around the process zone. The
peel angle is measured by fitting a second degree polynomial through the first few points of lines 2
and 3 (the blue and black line in the figure). This different method is used, because the tangents in
the intersection (dashed black lines) are needed for the calculation of the angle. The peel angle is
defined as the angle between these two lines.
Figure 13: Graph used to determine the three radii and the peel angle. The dotted points
are used to calculate the radii and the dashed lines are the tangents in the
intersection (green dot) of lines 2 and 3, making the peel angle φ.

12
3 Results and discussion
In this chapter the results of the peel tests will be presented and discussed. For each of the three
different peel rates (1 µm/s, 10 µm/s and 100 µm/s) ten images were analyzed. The results will be
presented in box plots in the following paragraphs.
To be able to definitively state that a trend, increasing or decreasing, is observed, the 95% Confi-
dence Interval can be used. If it is possible to fit both an increasing and a decreasing line into this
interval, it cannot be said, with certainty, if there is a trend to be observed in the results or not.
3.1 Peak Thickness
The peak thickness results show that especially the fastest peel rate (100 µm/s) has a smaller peak
thickness (Fig. 14). This is quite contra-intuitive, since the peel force is higher at that peel rate, one
would expect the sample to be separated further, rather than less. However, this effect may be
linked to the copper-rubber radius (R1) also decreasing at higher peel rates, as will be explained in
section 3.4.
Figure 14: Box plot of the peak thickness. Note that a slight downward trend is observed.
3.2 Pre peeling thickness
As expected there is no clear influence of the peel rate on the pre peeling thickness (Fig. 15). It can
be seen, however, that there is quite a large variation in the measured thicknesses. These variations
can be attributed to irregularities in the copper edges before peeling.
Furthermore, it is interesting that the pre peeling thickness is significantly lower than the specs of
the sample, which specify it should be around 100 µm. Further measurements where performed,
using a micrometer, which yielded a copper thickness of 35±1 µm, as specified, and a total thickness
of around 158±3 µm. This indicates that the actual rubber thickness is around 88±5 µm pre peeling.
The reason that this is not visually observed could be that the copper edge is slightly curved inwards,
obscuring the vision.

13
Figure 15: Box plot of pre peeling thickness. Note that no significant trend is observed.
3.3 Post peeling thickness
The results of the post peeling thickness (Fig. 16) show a clearly observed, interesting trend. The
rubber thickness tends to get larger with decreasing peel rates. Since the rubber is considered to be
incompressible, this is an unexpected phenomenon, requiring further investigation. Measurements
of the sample, when it was not loaded, revealed that the peeled rubber thickness was around 90±3
µm along the entire sample, suggesting that the trend observed in this experiment is either caused
by incomplete relaxation of the sample or visual artifacts.
Figure 16: Box plot of post peeling thickness. Note that a decreasing trend is observed.

14
3.4 Copper-rubber Radius
From the results (Fig. 17) it can be observed that the copper-rubber radius decreases slightly with an
increasing peel rate. This result can be linked to the decreasing peak thickness, observed in section
3.1. The smaller radius suggests that the copper is bended more abruptly at higher peel rates. This
would explain why the peak thickness is also smaller, as well as the higher energy dissipation.
Figure 17: Box plot of copper rubber radius (R1). Note that a decreasing trend is observed.
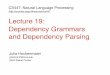
3.5 Peel front
Around the peel front, three geometrical properties have been analyzed. From the box plots (Fig. 18)
it can be clearly seen that the peel rate has no significant influence on the peel angle (φ), free cop-
per radius (R2) and the free rubber radius (R3). Interestingly, it is also known that the fibril length at
the peel front has no dependence on the peel rate [7], it can therefore be concluded that the peel
front is not significantly affected by the peel rate and therefore it is expected that the difference in
peel force is caused further on in the process zone.

15
Figure 16: Top: box plot of peel angle (φ). Middle: box plot of free copper radius (R2).
Bottom: box plot of free rubber radius (R3). Note that no trend is observed in all figures.

16
4 General conclusions and recommendations
The results of the peel test experiments described in this report, combined with the results of pre-
vious research [7], show that the peel front is not significantly affected by the different peel rates.
This means that the observed difference in peel force must originate somewhere else in the process
zone.
The peel test experiments, especially at the highest peel rate, show a distinct decrease in the peak
rubber thickness, as well as in the unpeeled copper-rubber interface radius for larger peel rates.
Since the rubber is incompressible, this indicates that at a higher peel rate, the size of the process
zone decreases as well. This leads to a higher traction in the rubber, because the force has to be
guided through a smaller region. This higher traction, along with a slight increase in the plastic de-
formation of the copper, due to the smaller radius, might explain why the peel force is higher at
higher peel rates.
To further investigate what happens in the process zone during the peel tests more than the inter-
faces will have to be studied. A next step in the research could be to introduce patterns onto the
rubber to be able to study local strains in the deformed rubber.
It is still not known why the post peeling thickness shows an increasing trend with decreasing peel
rates. Simple measurements of an unloaded sample have implied there is no trend. Further investi-
gation would be needed to completely verify if this is indeed the case and to investigate what effects
cause the measurement to show a trend.

17
References
[1] nelab.engin.umich.edu.
[2] www.flatrock.org.nz/topics/info_and_tech/this_is_unreal.htm.
[3] J. Neggers, Investigation of interface integrity in stretchable electronics, Master Thesis, Eindhoven
University of Technology, 2009
[4] K.-S. Kim and N. Aravas, Elastoplastic analysis of the peel test, International Journal of Solids and
Structures, vol. 24, no. 4, pp. 417-435, 1988.
[5] A. Kinloch, C. Lau, and J. Williams, The peeling of flexible laminates, International Journal of Frac-
ture, vol. 66, no. 1, pp. 45-70, 1994.
[6] Y. Wei and J. Hutchinson, Interface strength, work of adhesion and plasticity in the peel test, In-
ternational Journal of Fracture, vol. 93, no. 1-4, pp. 315-333, 1998.
[7] O. Sedaghat, Microscopic delamination mechanics in the copper-rubber interface, Open space
project report, Eindhoven University of Technology, 2011
[8] M.J. van den Bosch, P.J.G Schreurs, M.G.D Geers. A Cohesive zone model with a large
displacement formulation accounting for interfacial fibrillation, European Journal of Mechanics
A: Solids, 26:1-19, 2007.