Embed Size (px)
Citation preview

Recombinant Human Erythropoietin Production in Pichia Pastoris
Senior Design Final Design Report
Wednesday, May 13th, 2015
Professor Jeremy VanAntwerp
Nicholas Giles
Zion Lee
Abby Leistra
Stephen Tubergen
(Team 15 – Eporis)

© 2015, Team Eporis and Calvin College
1

Executive SummaryEporis Limited Liability Company (referred to as Eporis) is a biopharmaceutical company that manufactures biologic proteins as active drug substances. Erythropoietin (EPO) is a protein that stimulates red blood cell production for cancer and HIV-afflicted patients. The current method of producing erythropoietin is a large-scale biofermentation process using Chinese Hamster Ovary (CHO) cells. Our project, based on current research, is an alternative production process using simpler eukaryotic cells, namely yeast, of the species Pichia Pastoris. The new process reduces costs of manufacturing, subsequently reducing the $154/10,000 IU price tag on this essential drug that grosses over $4 billion annually in the US. Bioreactor design, kinetics, chromatographic separations, and membrane-based separations were used to develop a product at a lower market price while maintaining FDA-quality purity. At Eporis we strive to deliver high-quality drug substances for the innovative therapies of our customers, at affordable prices. We work to develop the most cutting edge, cost-effective manufacturing methods in the biopharmaceutical industry.
2

Table of ContentsExecutive Summary.......................................................................................................................2
Table of Contents..........................................................................................................................3
Table of Figures.............................................................................................................................8
Table of Tables............................................................................................................................10
1 Project Overview..................................................................................................................12
1.1 EPO Overview...............................................................................................................12
1.1.1 Medical Significance..............................................................................................12
1.1.2 Isoforms on the Market and in Development.........................................................12
1.1.3 Market Trends........................................................................................................12
1.1.4 Production Methods...............................................................................................13
1.1.5 Drug Substance vs Drug Product..........................................................................13
1.2 Project Proposal............................................................................................................13
1.2.1 Objective................................................................................................................13
1.2.2 Target Customers..................................................................................................14
1.2.3 Potential Competitors.............................................................................................14
1.2.4 Differentiated Approach.........................................................................................14
1.3 Team Organization........................................................................................................14
1.3.1 Team Profile...........................................................................................................14
1.3.2 Other Project Stakeholders....................................................................................15
1.3.3 Team Management Method...................................................................................15
1.4 Design Norms...............................................................................................................16
1.4.1 Stewardship...........................................................................................................16
1.4.2 Transparency.........................................................................................................16
1.4.3 Integrity..................................................................................................................16
1.4.4 Justice....................................................................................................................16
2 Deliverables..........................................................................................................................16
2.1 Posters..........................................................................................................................16
2.2 PPFS.............................................................................................................................17
2.3 Final Design Report......................................................................................................17
2.4 Team Website...............................................................................................................17
3 General Background............................................................................................................17
3.1 EPO Structure...............................................................................................................17
3

3.2 EPO Manufacturing.......................................................................................................18
4 Overall Constraints and Objectives......................................................................................20
4.1 Time of Reaction...........................................................................................................20
4.2 Product Purity................................................................................................................20
4.3 Bioactivity and Potency.................................................................................................21
4.4 Economic Feasibility.....................................................................................................21
5 Design Scope and Specifications.........................................................................................21
6 Capacity Approximation.......................................................................................................22
7 Modeling and Simulation......................................................................................................22
7.1 Process Simulation.......................................................................................................22
7.2 Cost Estimation.............................................................................................................23
8 Expression System: Strain Selection...................................................................................25
8.1 Constraints and Objectives...........................................................................................25
8.2 Design Alternatives.......................................................................................................25
8.3 Final Design..................................................................................................................28
9 EPO Structure and Modifications.........................................................................................29
9.1 Constraints and Objectives...........................................................................................29
9.2 Research and Design Alternatives................................................................................29
9.3 Final Design..................................................................................................................31
10 Secretion...........................................................................................................................31
10.1 Constraints and Objectives...........................................................................................31
10.2 Design Alternatives.......................................................................................................31
10.3 Final Design..................................................................................................................33
11 Growth Media...................................................................................................................33
11.1 Design Considerations..................................................................................................33
11.2 Design Alternatives.......................................................................................................34
11.3 Final Design..................................................................................................................35
12 Cell Growth and EPO Production.....................................................................................35
12.1 Kinetic Model.................................................................................................................36
12.1.1 Constraints and Objectives....................................................................................36
12.1.2 Design Alternatives................................................................................................36
12.1.3 Final Design...........................................................................................................42
12.2 Inoculum Development.................................................................................................43
12.2.1 Constraints and Objectives....................................................................................44
4

12.2.2 Final Design...........................................................................................................44
12.3 Fermentation.................................................................................................................48
12.3.1 Constraints and Objectives....................................................................................48
12.3.2 Design Alternatives................................................................................................48
12.3.3 Modeling................................................................................................................49
12.3.4 Final Design...........................................................................................................53
13 Reactors............................................................................................................................56
13.1 Fermenter......................................................................................................................56
13.1.1 Constraints and Objectives....................................................................................56
13.1.2 Design Alternatives................................................................................................57
13.1.3 Final Design...........................................................................................................60
13.2 PEGylation Reactor.......................................................................................................60
13.2.1 Constraints and Objectives....................................................................................60
13.2.2 Design Alternatives................................................................................................61
13.2.3 Final Design...........................................................................................................65
13.3 Reactor Components....................................................................................................65
13.3.1 Constraints and Objectives....................................................................................66
13.3.2 Design Alternatives................................................................................................66
13.3.3 Final Design...........................................................................................................71
14 Process Analytical Technology (PAT)..............................................................................71
14.1 Constraints and Objectives...........................................................................................71
14.2 Dissolved Oxygen Sensors...........................................................................................72
14.3 Cell Density Quantification............................................................................................73
14.4 EPO Concentration Quantification................................................................................74
14.5 Reactor Operating Conditions.......................................................................................76
14.6 Final Design..................................................................................................................76
15 Cell Harvesting.................................................................................................................76
15.1 Constraints and Objectives...........................................................................................76
15.2 Design Alternatives.......................................................................................................77
15.3 Final Design..................................................................................................................80
16 Column Chromatography..................................................................................................81
16.1 Constraints and Objectives...........................................................................................81
16.2 Chromatography Background.......................................................................................81
16.3 Chromatography Alternatives........................................................................................82
5

16.3.1 Ion Exchange Chromatography.............................................................................82
16.3.2 Hydrophobic Interaction Chromatography (HIC)....................................................85
16.3.3 Lectin Binding Affinity.............................................................................................86
16.3.4 Gel Filtration...........................................................................................................89
16.4 Final Design..................................................................................................................91
17 Filtration............................................................................................................................92
17.1 Constraints and Objectives...........................................................................................92
17.2 Design Alternatives.......................................................................................................92
17.3 Final Design..................................................................................................................96
18 Drug Substance Formulation and Storage.......................................................................96
18.1 Constraints and Objectives...........................................................................................97
18.2 Design Alternatives.......................................................................................................97
18.3 Final Design..................................................................................................................99
19 Waste Management..........................................................................................................99
19.1 Constraints and Objectives...........................................................................................99
19.2 Design Alternatives.....................................................................................................100
19.3 Final Design................................................................................................................100
20 Process Optimization......................................................................................................101
20.1 Approach.....................................................................................................................101
20.2 N Batches per Year Results........................................................................................102
21 Final Design....................................................................................................................103
21.1 Process Specifications................................................................................................103
21.2 Sizing and Cost...........................................................................................................106
21.3 Comprehensive Process Cost.....................................................................................109
22 Sensitivity Analysis.........................................................................................................110
23 Business Plan.................................................................................................................111
23.1 Market Analysis...........................................................................................................111
23.1.1 Target Market.......................................................................................................111
23.1.2 Demographic Profile............................................................................................112
23.1.3 Market Size and Trends.......................................................................................112
23.1.4 Advertising and Pricing........................................................................................112
23.2 Research and Development Costs.............................................................................112
24 Conclusion......................................................................................................................112
References................................................................................................................................115
6

Appendices................................................................................................................................123
A. Stream Tables................................................................................................................124
B. Eporis Capacity...............................................................................................................134
C. Mircera Process Time.................................................................................................136
D. Mircera methoxy PEG-Epoetin Beta Process.............................................................137
E. Fermentation Kinetics........................................................................................................140
Jahic-based Model Development (Final Model).................................................................140
Heat of Reaction.................................................................................................................141
Literature Fermentation Conditions....................................................................................141
F. Polymath Fermenter Modeling........................................................................................143
Ferment 1...........................................................................................................................143
Ferment 4...........................................................................................................................146
G. Super Pro Designer Fermenter Modeling.........................................................................149
H. Downstream Separations Design Considerations.......................................................153
Impurity Production............................................................................................................153
pI Determination.................................................................................................................153
Glycosylation Accounting...................................................................................................155
I. Lectin Binding Affinity Design.........................................................................................156
J. Hydrophobic Interaction Chromatography Prediction.....................................................157
K. Gel Filtration Prediction..................................................................................................158
L. Column Sizing Calculations............................................................................................159
a. Packed Bed Adsorption (PBA) Column Loading Bind and Elute....................................159
b. Packed Bed Adsorption (PBA) Column Loading Flow-Through.....................................159
c. Column Volume..............................................................................................................160
d. Loading Flowrate Specifications.....................................................................................160
e. Material Balances...........................................................................................................161
f. Gel Filtration Loading......................................................................................................161
g. Column Size Estimation..................................................................................................161
h. Material Balances...........................................................................................................162
i. Column Sizing Heuristics................................................................................................162
j. Elution Amounts and Solution Type................................................................................162
M. PEGylation Reactor Design........................................................................................163
7

Table of FiguresFigure 1. Projected growth of the biosimilar market [1]...............................................................13Figure 3. Team Eporis (left to right) Zion Lee, Nick Giles, Stephen Tubergen, Abby Leistra......14Figure 4. Team Poster.................................................................................................................16Figure 5. EPO structure. Purple-shaded areas highlight glycan structures. (glycam.org)...........17Figure 5. Production process of erythropoietin, upstream on the left, downstream on the right. 19Figure 7. SuperPro Designer process modeling software...........................................................23Figure 7: SuperPro Designer Interface for determining DFC from direct, indirect, and other costs............................................................................................................................................24Figure 9. Representative glycosylation process in human and in glycoengineered P. Pastoris [4]......................................................................................................................................................27Figure 9. In vivo analysis of hemocrit levels after treatment with rhEPO from wild type P. Pastoris (blue and green bars) and rhEPO in glycoengineered P. Pastoris (red and yellow bars). Blue and red bars correspond to 8 days and green and yellows bars correspond to 15 days after injection [4]...................................................................................................................................28Figure 10. Kex2 signal cleavage site cleaves after the dibasic KR residues of the signal peptide [32]...............................................................................................................................................32Figure 11: Concentration of rHuEPO as a function of bioreactor culture time [21].....................34Figure 12: Growth phases of cell culture. [42].............................................................................35Figure 14. Experimental cell concentration as a function of time. [28]........................................37Figure 15. Experimental EPO concentration as a function of time. [24]......................................38Figure 15. Experimental and model data for Monod model [44]..................................................42Figure 16. Effect of inoculum one duration on production fermenter effluent biomass concentration...............................................................................................................................45Figure 17. Effect of inoculum one duration on production fermenter effluent EPO mass...........45Figure 18. Effect of inoculum two duration on production fermenter effluent biomass concentration...............................................................................................................................46Figure 19. Effect of inoculum two duration on production fermenter effluent EPO mass............46Figure 20. Glycerol, Biomass, and CO2 concentrations in inoculum steps one and two.............47Figure 21. Impurity concentration in inoculum steps one and two...............................................47Figure 22. Oxygen and water concentration in inoculum steps one and two..............................48Figure 23. SPD, Polymath fermentation one fermenter content profiles.....................................51Figure 24. SPD, Polymath fermentation four biomass and EPO concentration profiles.............52Figure 25. SPD, Polymath fermentation four methanol concentration profile.............................53Figure 26. Biomass, Glycerol, and CO2 production fermenter concentration profiles.................55Figure 27. Methanol, EPO, and Impurity production fermenter concentration profiles................55Figure 28. Water and oxygen production fermenter concentration profiles.................................56Figure 29. Stirred tank Bioreactor [51].........................................................................................58Figure 30. Perfusion Reactor (Bonham-Carter)...........................................................................59Figure 31. Reactor Column [42]. Schematic diagram showing the framework of a model for a bubble column reactor with a recycle. The right hand side details a section of the column’s phase material balances..............................................................................................................60Figure 32. Ideal Batch Reactor [22].............................................................................................62Figure 33. Semi Batch Reactor [22]............................................................................................63Figure 34: Ideal CSTR.................................................................................................................64
8

Figure 35: Rushton Impeller [53].................................................................................................66Figure 36: Pitched Blade Impeller [53]........................................................................................67Figure 37: Marine Blade Impeller [53].........................................................................................67Figure 38: Air sparger in a fermenter...........................................................................................69Figure 39: Porous Air Sparger [56]..............................................................................................69Figure 40: Orifice Air Sparger [57]...............................................................................................70Figure 41: Nozzle Air Sparger [58]..............................................................................................70Figure 42: Detailed picture of the bubbles created by a porous sparger and an orifice sparger [59]...............................................................................................................................................71Figure 43: Polarographic (left) and optical (right) dissolved oxygen probes made by Mettler-Toledo..........................................................................................................................................72Figure 44: Optical sensor mechanism for detecting dissolved oxygen [60]................................73Figure 45: Flow-through cuvette with internal dilution. Path length is reduced by an inserted tube (IT) filled through the inlet port (IP) with deionized water into the cuvette. Optical density changes based on outer diameter (D) and inner diameter (d) [42]..............................................74Figure 46: Basic ELISA method, where analyte (Ag) is detected by an antibody with conjugated enzyme (E) for substrate reaction...............................................................................................75Figure 47: Lab-scale, real-time monitoring of GFP co-expressed with heterologous protein using excitation and spectroscopy [11].................................................................................................75Figure 49. General process block flow diagram..........................................................................76Figure 49: Disc-stack centrifuge in operation (thermopedia.com)...............................................77Figure 50: Section cost comparison of centrifugation with polishing and depth filtration............80Figure 51: Overall cost comparison of centrifugation with polishing and depth filtration.............80Figure 52. The typical scale of size for downstream biotech chromatography columns.............82Figure 53. The steps of a standard ion exchange separation, while other separations use a similar mechanism.......................................................................................................................83Figure 54: 2-D gel of supernatant proteins showing molecular weights and isoelectric points [74]...............................................................................................................................................83Figure 55: 2-D gel of supernatant proteins after induced expression of Sm14-C62V [74]..........84Figure 56. Section Purchase and Operating Cost Comparison between HIC and LBA..............88Figure 57. Net Total Cost Comparison between HIC and LBA...................................................88Figure 58. The mechanism of separation in a gel filtration column.............................................89Figure 59. Glycosylation of Eporis PEG-EPO.............................................................................89Figure 60: Selectivity curves for Superdex and Sephacryl media plotting dimensionless elution volume, Kav, for a range of molecular weights [86].....................................................................90Figure 61. Tangential flow filtration schematic [88].....................................................................93Figure 62. Basic ultrafiltration schematic [88]..............................................................................94Figure 63. Basic ultrafiltration-diafiltration set up [88]..................................................................95Figure 64. Various formulation buffers and their temperature dependencies [93]......................98Figure 65. Cost of waste outsourcing........................................................................................101Figure 66. Annual process costs as functions of the number of batches per year....................102Figure 67. Individual unit operation and cumulative process EPO recovery.............................105Figure 68. Sensitivity analysis of the process............................................................................111Figure 70. Development statistics in comparison [1].................................................................112
9

Table of TablesTable 1. Various isoforms of EPO...............................................................................................12Table 2. FDA pharmaceutical purity requirements [12]...............................................................20Table 3. Mircera drug product composition [15]..........................................................................21Table 4. Capacity and Price Estimates for Epogen, Procrit, Aranesp, Mircera, Total products, and Eporis....................................................................................................................................22Table 5: Estimation factors for direct and indirect costs of direct fixed capital............................23Table 6. A sampling of recombinant proteins expressed in Leishmania and P. Pastoris............26Table 7. Pichia Pastoris strains commonly used in recombinant work [23].................................26Table 8. Differences in rhEPO produced in P. Pastoris and CHO in comparison to hEPO [2].. 28Table 9. Literature references to glycoengineered P. Pastoris strains........................................28Table 10: EPO structure variants and post-expression modifications. Star (*) indicates a post-expression and purification modification as opposed to a gene sequence modification.............30Table 11. Signal sequences used in P. Pastoris.........................................................................32Table 12. Titer improvement by increasing secretion and expression........................................33Table 13. Compositions and Concentrations of BMGY and BMMY mixed media [40]................34Table 14. Pichia Pastoris cell and EPO product yields for varying feed conditions [21].............39Table 15. Pichia Pastoris experimental specific rate parameters (µt = µexp). [21].....................39Table 16. Feeding strategies in Table 14 and Table 15. [21]......................................................40Table 17. Pichia Pastoris cell and product yields for varying feed conditions [28]......................40Table 18. Pichia Pastoris experimental specific rate parameters (µt = µexp). [28]........................40Table 19. Feeding strategies for Table 17 and Table 18 [28]......................................................41Table 20. Monod kinetic parameters [44]....................................................................................42Table 21. Calculated Leudking-Piret parameters........................................................................43Table 22. Calculated stoichiometric parameters.........................................................................43Table 23. Inoculum development media and time specifications................................................45Table 24. Production fermenter strategies..................................................................................49Table 25. Literature volume and Eporis volume fermentation parameters for the final design.. .54Table 26. Design parameters for a Fermentation Process of Pichia Pastoris.............................57Table 27. PEGylation method parameters..................................................................................64Table 28. PEGylation reactor feed conditions [2]........................................................................65Table 29. PEGylation reactor conditions [2]................................................................................65Table 30. Summary of Impeller choices with corresponding flow patterns and shear strength.. 66Table 31. Multiple cell lines with corresponding impeller options (X indicates feasibility) [53]....68Table 32. Common centrifuge types [55], [65].............................................................................77Table 33. Scale-Up Heuristics for Chromatography....................................................................84Table 34. Optimization of HIC Resin and Salt using Dimensionless Retention Time Ratios [79]......................................................................................................................................................86Table 35. Typical lections employed in LBA chromatography [84, 83, 85]..................................87Table 36. HIC and LBA chromatography comparison.................................................................87Table 37. Partition coefficients for different PEG variants of EPO..............................................91Table 38. Equivalent Bed Volume and Solution used for Specific Chromatography Step [46], [74], [82], [77]...............................................................................................................................92Table 39. Filtration types and associated flow patterns [88]........................................................93Table 40. Filtration alternatives...................................................................................................95
10

Table 41. Examples of biologic manufacturers that store bulk drug substance in the liquid or solid states [94]............................................................................................................................99Table 42. Waste cost breakdown..............................................................................................100Table 43. Number of batches per year and corresponding volumes and Mass of EPO per batch....................................................................................................................................................101Table 44. Inoculum development specifications........................................................................103Table 45. Fermenter specifications...........................................................................................103Table 46. Depth filtration specifications.....................................................................................103Table 47. Chromatography specifications.................................................................................104Table 48. Column operating specifications................................................................................104Table 49. PEG reactor specifications........................................................................................105Table 50. EPO recovery of downstream process units.............................................................105Table 51. A process unit list with and capital cost and size of each unit...................................106Table 52. Process-section specific operating costs...................................................................107Table 53. Cost-type specific operating costs.............................................................................107Table 54. Power utility costs......................................................................................................108Table 55. Heat transfer agent utility costs.................................................................................108Table 56. Total Process Economics..........................................................................................109Table 57. Anticipated non-capital and non-operating costs.......................................................109Table 58. Total Process Economics, accounting for FDA and R&D costs................................110Table 59. Capacity based on product titer achieved in the fermenter.......................................110
11

1 Project Overview
1.1 EPO Overview
1.1.1 Medical SignificanceErythropoietin, abbreviated EPO, is a protein that can be delivered in solution either by IV or injection. It works by causing bone marrow to increase red blood cell production. If not enough EPO is naturally created in the kidneys, the body will not produce enough red blood cells, leading to anemia. EPO therapies prevent the need for blood transfusions and the main medical use is currently for anemic patients undergoing hemodialysis. Patients undergoing chemotherapy, HIV treatments, or who suffer from chronic kidney failure have also benefitted from erythropoietin-stimulating agents, as these therapies offset the common side effect of anemia.
1.1.2 Isoforms on the Market and in DevelopmentEPO is a protein with five different isoforms currently on the global market (see Table 1), each with varying forms or glycosylation patterns. The five forms tend to be prescribed interchangeably, as doses of each can be varied to produce similar in vivo effects. Epoetin alfa, beta, omega, delta, and darbepoetin alfa are the general structures to which all branded erythropoietin biopharmaceuticals match (and biosimilars resemble). Different countries have varying standards regulating the development of erythropoietin stimulating agents, leading to a fragmented market with over fifty companies selling branded EPO drug products.
1.1.3 Market TrendsDue to the recent growth in the American biopharmaceutical market, paired with an increase in anemic patients and those undergoing dialysis, the demand for erythropoietin is projected to increase significantly by year 2020 (see Figure 1). Expiring patents of current branded EPO therapeutics, along with US legislation encourages the entry of new players in the market. This provides a healthy market climate for Eporis Limited Liability Company (LLC) to overcome barriers to entry, and establish a significant market share in the near future. The patent expiration of Amgen’s Epogen in 2013 opened up the market from the most lucrative monopoly in modern history.
12
Table 1. Various isoforms of EPO

Figure 1. Projected growth of the biosimilar market [1].
1.1.4 Production MethodsThe current industrial production of EPO is performed in the Chinese hamster ovary (CHO) cell line. These cells are extensively researched and well understood. After cell culturing, there is great variety in the separation and purification methods for EPO. Eporis is proposing an alternate cell line, the yeast Pichia Pastoris, to culture EPO at a faster rate. Methanol is used to induce protein production after the growth stage, followed by purification and polishing. This separates the EPO out from the cell mixture, while polishing ensures the absence of contaminants.
1.1.5 Drug Substance vs Drug ProductEporis creates the active drug substance, EPO. This drug substance is sold to other pharmaceutical and biopharmaceutical companies to be used in their drug product therapies. Through the distribution network to existing market players, Eporis aims to lower the cost of EPO therapies across the entire market by encouraging healthy price competition.
1.2 Project Proposal
1.2.1 ObjectiveAt Eporis we strive to deliver high-quality drug substances for the innovative therapies of our customers, at affordable prices. We work to develop the most cutting-edge, cost-effective manufacturing methods in the biopharmaceutical industry. The biosimilar drug substance produced is sold to all willing market players, lowering the average price for EPO therapies in America. The design of a biosimilar production in the Pichia Pastoris cell line is included within this report.
13

1.2.2 Target CustomersThe target customers for our EPO drug substance are other pharmaceutical and biopharmaceutical companies in the U.S. that manufacture drug products. Since the patents of current American EPO drug products expired, biosimilars can now be introduced, of which Eporis will supply the key drug substance.
1.2.3 Potential CompetitorsPotential competitors are the current producers of branded EPO, Amgen, along with other potential biopharmaceutical companies that want to prevent us from supplying the market with cheaper drug substance.
1.2.4 Differentiated ApproachOur differentiated approach is the alternate method of producing EPO in Pichia Pastoris. The differentiation in business practice of acting as supplier to the rest of the biosimilar EPO market allows Eporis to operate on a larger production scale than if we enter the market ourselves.
1.3 Team Organization
1.3.1 Team ProfileTeam Eporis is comprised of Nick Giles, Abby Leistra, Stephen Tubergen, and Zion Lee (Figure 2).
Nick Giles is majoring in international chemical engineering. During his junior year he was an intern at Pfizer Global Supply, the world’s largest pharmaceutical team, focusing on drug manufacturing and pharmaceutical process design and implementation. He reported to the project manager of a large steroid capacity increase that produced the active pharmaceutical ingredient for an anti-epileptic drug product. Nick also spent two summers at IQ Designs in the automation engineering department working on custom machinery that filled and packaged petri dishes in an aseptic environment. Nick has secured a position as a petroleum engineer with Schlumberger. He plans to begin work summer 2015 in Wyoming.
14
Figure 2. Team Eporis (left to right) Zion Lee, Nick Giles, Stephen Tubergen, Abby Leistra

Zion Lee is a chemical engineering and biochemistry double major. He previously researched at the VanAndel Research Institute in Grand Rapids doing directed recombinant DNA protein cloning, and he is now developing bioluminescence resonance energy transfer (BRET) technology for molecular distance determination. Zion will begin graduate school at the University in Minnesota fall 2015, working towards a Ph.D in chemical engineering.
Abby Leistra is a Chemical Engineering and Biochemistry double major. At Calvin College, Abby researches targeted drug delivery using riboflavin as a targeting agent and the interaction between insulin a non-traditional Guanine-quadruplex DNA structure. Her research has been published in the Biophysical Journal and the Journal of Physical Chemistry B. She will begin graduate school at the University of Texas, Austin fall 2015, working towards a Ph.D in chemical engineering.
Stephen Tubergen is an International Chemical Engineer and Biochemistry double major. He interned this past summer at the pharmaceutical company Boehringer Ingelheim, just outside of Frankfurt, Germany. His job consisted of process development, which scales up lab techniques to the industrial processes that create active pharmaceutical ingredients. Stephen will begin work with Eastman Chemical as a process engineer in Longview, Texas summer 2015.
1.3.2 Other Project StakeholdersTeam Eporis is mentored by Professor Jeremy Van Antwerp. The industrial consultant for this project is Dr. Venkatesh Natarajan from Biogen Idec in Cambridge, Massachusetts. Dr. Natarajan is a senior chemical engineer involved in process development in the biopharmaceutical industry.
1.3.3 Team Management MethodThe scrum method is the current management method for team Eporis. This project management tool is suited for projects with rapidly changing requirements. Scrum breaks down the design into manageable one or two week sprints. After each sprint, progress is reviewed with the team mentor and the tasks for the next sprint are established. Also, improvements to the scrum process are consistently implemented during these times. Zion Lee served as the scrum leader, who leads scrum meetings every other day. These meetings evaluate each team member’s progress on the current sprint and ensure that each person performs to the best of his or her abilities.
15

1.4 Design Norms
1.4.1 StewardshipStewardship in the biopharmaceutical industry is a critical design norm, as Eporis strives to minimize potentially harmful effects in both the production and disposal of EPO. Another important requirement is to ensure the proper warnings are passed onto the drug product manufacturer to inform consumers of proper EPO dosage and its potential side effects.
1.4.2 TransparencyThe codes outlined by the biopharmaceutical sector of Pharmaceutical Research and Manufacturers of America (PhRMA) are to be strictly adhered to. Eporis works to remain as transparent as possible in an industry riddled with confusion and secrecy. Eporis is an unbiased supplier as it will not hold the equity in any customer’s companies.
1.4.3 IntegrityThe integrity of our drug substance is expected to be verified by the approval of strict FDA regulations. The activity and purity of Eporis EPO cannot produce adverse effects that are atypical of conventional EPO therapies. Professional athletes have historically misused EPO as a performance enhancing drug. Eporis is aware of this potential misuse of EPO, however it is a necessary medical therapy. Collaboration with our customers will help ensure EPO prescription to anemic patients only.
1.4.4 JusticeEconomic justice is one of Eporis’ core principles. The mission of the company is primarily to reduce the cost of biosimilar therapies by encouraging price competition with our customers. We believe that biosimilar therapies should be economically feasible for all Americans.
2 Deliverables
2.1 PostersThe team created an informative poster outlining the key objectives of the biopharmaceutical EPO process (Figure 3). It provides an adequate background to familiarize those who may not yet have a solid base of biochemical knowledge. The team created an expand version of the pictured poster for Senior Design night.
16
Figure 3. Team Poster

2.2 PPFSLast semester, Eporis conducted the project proposal feasibility study on the scaled production of recombinant human EPO in Pichia Pastoris.
2.3 Final Design ReportThis semester, the final design report was completed following the design and optimization of the process.
2.4 Team WebsiteThe Eporis website can be found at: http://www.calvin.edu/academic/engineering/2014-15-team15/.
3 General Background
3.1 EPO Structure EPO is an erythropoeitic agent, stimulating red blood cell production in the bone marrow. Specifically, EPO stimulates the proliferation and differentiation of eythroid precursor cells via interactions with cell membrane receptors. EPO-EPO receptor interception initiates development of the bound cell into fully formed red blood cells. Human EPO (hEPO) was first isolated in urine of anemic patients. The sequence was cloned, enabling development of recombinant human EPO (rhEPO) as a drug.
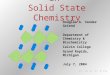
EPO’s ability to stimulate erythropoiesis is dependent upon its structure. In addition to a specific structure mediated by folding of its amino acid sequence, complex carbohydrate structures (glycans) are present at specific amino acid residues (Figure 4). After EPO is translated, human adult kidney and fetal liver cells modify the protein with carbohydrates at four residues: N24, N38, N83, and S126. While these glycans are necessary for proper function, their precise structure is not constant in the human body. Native EPO is present in multiple glycoforms, i.e. the kind of glycan structure present at each of the four residues varies from molecule to molecule of EPO [2]. Ergie and Browne showed in 2001 that the glycosylation pattern of EPO is key to its solubility, cellular processing, secretion, and in vivo metabolism [3].
Glycans observed in hEPO have two or three, but predominately two, branching antennae, or arms, and are typically terminated with the sialic acid carbohydrate [4]. The challenge of producing rhEPO for therapeutic use on an industrial scale is mimicking the essential glycosylation pattern of hEPO. Mammalian cells, such as Chinese hamster ovary (CHO) and baby hamster kidney (BHK), have been used as they yield post-translational glycosylation patterns similar to that found in hEPO [5].
The major commercial glycoforms of hEPO are epoetin alfa and beta. While both of these variants are produced in CHO cells, the glycosylation patterns are different enough to warrant alfa and beta nomenclature [4]. Briefly, epoetin beta displays a wider variety of glycans and more glycans of greater negative charge [6]. Darbepoetin differs in amino acid sequence from
17
Figure 4. EPO structure. Purple-shaded areas highlight glycan structures. (glycam.org)

alfa and beta epoetin [4], [7]. Directed mutation was performed to yield two additional glycosylation sites, increasing the molecular weight of the protein and the magnitude of its negative charge. The resulting rhEPO displayed increased half-life and bioactivity, establishing a definitive correlation between EPO charge, size, and activity in vivo [7]. Darbepoeitin alfa is marketed by Amgen in the US as Aranesp, and has paved the way for further research, development, and production of second and third generation rhEPOs [4]. Mircera, marketed by Hofman- La Roche, is a another second generation rhEPO. Mircera does not differ in amino acid sequence from epoetin alfa and beta. Increased half-life and bioactivity was achieved in this case through adding a methoxy polyethylene glycol (PEG) group to epoetin beta [4]. Even though Mircera was approved for sale by the FDA in 2007 [8], US sales were banned until mid-2014. Mircera production had infringed on five Amgen-owned patents. A ruling was made in 2009 that in five years Mircera could commence US sales under a limited-license agreement with Amgen [9].
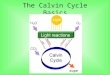
3.2 EPO ManufacturingIn the typical biopharmaceutical manufacturing process, seed cell cultures and cell culture media are fed to a fermentation bioreactor. This bioreactor, operated in fed-batch, cultures cells for days to weeks. After the cells have grown to a high density and have expressed the desired protein of interest, they are separated from the protein in the clarification stage. If the protein of interest is expressed intracellularly, the cells will have to be lysed by mechanical or chemical means. If, however, the protein of interest is expressed extracellularly, the cells can be simply separated from their media. In both cases, cell debris is collected via centrifugation and the supernatant, the remaining media, is screened through a micro-filter to ensure cells do not carry down the process. All the events up to this point are known as the upstream process.
The downstream process deals with purifying the protein. The protein is isolated from other proteins and chemicals in the media by a series of separation columns. Also, a number of filtration steps will be taken to purify the protein further from particles larger or smaller than it. This happens near the end of the process so that the final drug substance formulation is free of undesired particles. Diafiltration can often be used in conjunction with other filtration techniques to exchange the buffer media that contain the protein.
The EPO manufacturing process depicted in Figure 5 follows standard industrial practices. A few details are worth mentioning, however. First, P. Pastoris is capable of secreting the recombinant protein and secretes few other proteins, which makes the supernatant relatively clean. Second, our specific manufacturing process will attach a PEG group to EPO in an additional reactor between separation sequence 1 and 2. The total process produces roughly 210 grams of EPO annually. In this report, we will detail the design, constraints, and economics of our process.
18

Figure 5. Production process of erythropoietin, upstream on the left, downstream on the right

4 Overall Constraints and ObjectivesThe production process exploits faster growth times inherent to Pichia Pastoris cell lines that produces an equivalent EPO drug substance more cost effectively. In all aspects, then, the proposed project is constrained by the practices of current EPO production in CHO.
4.1 Time of Reaction EPO production in CHO, in a batch or semi-batch system requires 23 days of reaction time, serving as an upper limit for our yeast growth time [10]. Literature shows that growth and expression in Pichia Pastoris can take significantly less time, on the order of 100 hours [11]. Cells grow for 24 hours. Expression of EPO is then induced and lasts up to 72 hours. Subsequently cleaning and turnover requires a four hour duration. The objective is to obtain the highest possible yield in the shortest possible time.
4.2 Product PurityDrug substance and product purity is regulated by the FDA. Table 2 gives the purity requirements for small molecule pharmaceuticals established by the FDA [12]. Regulations for biologic drug substances differ from those of typical small molecule pharmaceuticals. Standard tests do not give enough insight into the more complex biological structures involved in biopharmaceuticals. Purity requirements vary by situation [12].
In the case of biosimilars, product purity must match the commercial brand name drug the biosimilar is mimicking [13]. Generally, the FDA tests for consistent product purity and potency. Specifically, “Products shall be free of extraneous material except that which is unavoidable in the manufacturing process described in the approved biologics license application” [14]. Table 3 gives the composition of the Mircera drug product [15]. Because the impurity profile of the Mircera drug substance is proprietary, Eporis has elected to use the small molecule requirements to guide design. For new drug substances produced by chemical synthesis required FDA purity levels vary based on maximum daily dose of the drug and the toxicity of the impurity. The concentration of the impurity in the drug substance determines what action needs to be taken regarding it. Table 2 presents three impurity threshold levels: reporting, identification, and qualification. If the impurity concentration is above the listed value for the appropriate maximum daily dose the noted action must be taken.
Table 2. FDA pharmaceutical purity requirements [12].

Table 3. Mircera drug product composition [15].
Mircera Drug Product ExcipientsSodium phosphate monobasic monohydrate
Sodium sulphateMannitol
MethioninePoloxamer 188
Water for injectionsPEG-epoetin beta drug substance
4.3 Bioactivity and Potency EPO produced in P. Pastoris needs to be equivalently active in vivo as CHO derived forms. Bioactivity of EPO is measured by injection into a living organism (human or rat, depending on clinical stage), taking blood samples, and measuring EPO concentrations at various time intervals. Even though extent and type of glycosylation varies between the CHO and P. Pastoris, equivalently active EPO has been produced in P. Pastoris [4], [5]. Thus the utilized P. Pastoris strain, EPO structure, growth conditions, and process operating conditions are constrained to those that yield equivalently active and potent EPO.
4.4 Economic FeasibilityA biosimilar is typically sold for around 70% of the innovator drug’s price. Eporis will sell EPO drug substance to our customers ensuring that they can then go on to manufacture a profitable drug product. This pricing strategy aims to lower the cost of the drug product by encouraging price competition, while Eporis still maintains a healthy margin. An optimized EPO process in Pichia Pastoris will allow for the end user markup to remain lower than the current market price due to Eporis’ lower cost of goods sold. With the expiration of American EPO patents and this improved production process, Eporis establishes competitive advantages lending to the economic feasibility which drives this project.
5 Design Scope and SpecificationsTwelve years have passed since the FDA approved Epogen, and exclusivity periods of Aranesp and Mircera are approaching their ends, opening the market for biosimilars [16]. Additionally, patents on current EPO production processes have expired or will expire in the next 10 years [17], limiting the risk of new products infringing on process patent rights. Thus a current push is underway to develop more biologically active drug products. Academic and industrial research groups are using protein engineering, genetic engineering of host cells, and optimization of growth and production systems to optimize efficacy of EPO drug substances in new, more efficient expression systems [4]. Similarly, Eporis has researched and defined the design space of the proposed project in light of four major areas: expression system, EPO gene and post-expression modifications, cell growth, and downstream processing. Within downstream processing, EPO harvesting, EPO isolation and purification, PEGylation, and drug substance formula, and waste management alternatives have been individually investigated. SuperPro Designer software was used to model each step of the bioprocess.
21

6 Capacity Approximation Developing an initial capacity estimate was crucial to determining feasibility of the project, as capacity guides equipment sizing specifications and subsequent cost approximations. Costs through the design process consisted of both business capital costs as well as operational costs of production.
The combined sales total for Epogen, Procrit, and Aranesp in the US for 2013 was $4.01 Billion, corresponding to roughly 1690g/yr of drug substance (Table 4). As a biosimilar producer able to compete with all three of the mentioned products, our projected market share is 10%, corresponding to a sales volume of $401 Million and a product volume of 277 g of PEG-EPO/yr of drug substance, (115.5 g of unPEGylated EPO/yr) (Table 4). This assumes sale price of Eporis PEG-EPO is fifty percent that of the originator product, Mircera. While only a thirty percent price reduction is expected, Eporis elected to use a fifty percent reduction as a worse-case scenario value.
Table 4. Capacity and Price Estimates for Epogen, Procrit, Aranesp, Mircera, Total products, and Eporis.
Epogen Procrit Aranesp Mircera Total EporisPrice ($/mcg) 1.84 2.65 7.14 2.95 1.84 1.45US Retail Sales in 2013 ($/yr) 2.21E+09 1.01E+09 7.93E+08 -- 4.01E+09 4.01E+08Volume (g/yr) 1201 379 111 -- 1692 277
To complement capacity, the maximum manufacturing cost was derived. To be competitive in the market, biosimilar products typically market at 30% price reductions [18]. Taking a 50% price reduction to the $2.95 mcg price of Mircera, as a worse-case scenario situation, we would market our product at $1.45 /mcg. However, this is only a retail price, so accounting for mark-ups taken by the retailer, the distributer, and the drug product manufacturer, our revenue would be $0.78/mcg. Research and development, administration, and marketing costs would account for approximately 50% of total Eporis expenditures. In light of this, maximum Eporis manufacturing cost (for 0 % profit) is estimated to be $0.39/mcg. Eporis anticipates, however, that manufacturing costs will represent approximately 20% of total expenditure, yielding an anticipated 30% profit margin [19]. We considered various process design alternatives for economic feasibility to meet the target production cost.
7 Modeling and Simulation
7.1 Process Simulation Honeywell’s UNISIM software does not have the capability of modeling biochemical or pharmaceutical processes because they are fundamentally batch processes. The software Eporis used is called SuperPro Designer, developed by Intelligen Inc. This process modeling software is currently used in the biochemical, pharmaceutical, specialty chemical, and food processing industries. See Figure 8 for an example of a pharmaceutical process stage. SuperPro Designer allowed us to model batch EPO production, estimate its cost, and evaluate the environmental impact of each stage of the process.
22

7.2 Cost EstimationCost estimation was divided between capital costs and operating costs. For capital costs, the purchased costs of the equipment were generated by SuperPro Designer based on size. Cost models that reference actual equipment manufacturers were used. SuperPro Designer also adjusted for inflation over time. Taking purchased cost, installation costs of 0.3*PC were added, along with a material factor (MF = 1 for SS316). Then, direct fixed capital for each equipment were calculated using estimation factors presented in Table 5 using SuperPro Designer (interface shown in Figure 7). To do this, Eporis modeled its solid-fluid operations as a modular expansion at an existing site.
Table 5: Estimation factors for direct and indirect costs of direct fixed capital.
23
Figure 6. SuperPro Designer process modeling software.

Figure 7: SuperPro Designer Interface for determining DFC from direct, indirect, and other costs.
Capital cost was annualized over 10 years at an interest rate of 9%. Furthermore, capital cost was allocated to this project in proportion of its usage in a year. Modeling the plant as a modular expansion means that a large pharmaceutical company would produce multiple products on a given set of equipment over the course of a year. Thus Eporis bears the portion of the process capital cost that corresponds to the portion of the annual operating time the process uses. For example, when n = 8, annual operating time is 33 days. Eporis then bears 15% of the total process capital cost:
33days annual operating time330daysavailable yearly operating time
∗100=15%
Operating costs were estimated as the sum of facility-dependent, material, labor, lab/QC/QA, consumables, waste treatment, and utility costs. Facility-dependent costs took into account 0.1*PC maintenance costs, miscellaneous insurance, local taxes, and factory expenses of
24

0.08*DFC. Material costs were referenced primarily using alibaba.com for bulk chemical pricing. Labor hours were estimated by SuperPro to be proportional to the number of hours of operation, and labor costs took into account wage, benefits, supervision, supplies, and administration. Lab/QC/QA operations were estimated to be 0.5*TLC (total labor costs). Consumables included expirable items like membranes and resins and these were priced using a combination of SuperPro Designer’s built in model and prices published by GE Life Sciences. Waste treatment was assumed to be outsourced at a flat rate of $3/lb.
8 Expression System: Strain Selection Eporis designed production of EPO in the Pichia Pastoris yeast cell line. Current commercially available EPO is produced in CHO cell lines. While mammalian cell lines like CHO are able to perform human-like post-translation modifications on proteins, industrial CHO products are hampered by low growth rates. Bacterial alternatives, such as E. coli offer speed but without necessary post-translational modifications. Yeast and protozoa cell lines offer speed with the opportunity for glycosylation [4], [20].
8.1 Constraints and ObjectivesStrain selection is a three-step process. An expression organism must first be selected. Then, a base strain must be chosen and third a subsequent series of glycoengineering modifications selected.
Strain selection is constrained by the required yearly yield of PEG-EPO (277g/yr). The selected strain shall yield reliable growth, product yield, and glycosylation. Ideally, a cell density of 100 g/L and EPO yield of 0.24 mg/g of cell mass will be observed. A yeast strain amenable to the AOX1-linked recombinant protein production is also required.
In order to evaluate strain alternatives the effect of strain on growth kinetics needs to be considered. Furthermore, growth kinetics are effected by feeding strategies [21], reactor oxygenation patterns, and temperature [22]. Even though reactor oxygenation will affect growth kinetics, general reactor specifications (size, range of oxygenation values required) will not change.
Glycosylation affects growth rate and yield insofar as strain selection affects growth rate and yield. The distribution of EPO isoforms (i.e. proteins with different glycan structures) observed do not vary with feeding strategy, simply their relative compositions. The multiple effects of feeding strategy on cell growth, EPO yield, and composition of EPO yield shall be considered in future fermenter design and optimization.
8.2 Design AlternativesThe protozoan cell line Leishmania Tarentolae and the yeast cell line P. Pastoris, have both been used as non-mammalian expression systems for glycosylated products (Table 6), including erythropoietin. Literature resources of recombinant protein expression in P. Pastoris surpass that in Leishmania Tarentolae, however. For this reason P. Pastoris was selected and pursued as Eporis’s expression system of choice.
25

Table 6. A sampling of recombinant proteins expressed in Leishmania and P. Pastoris.
There is wide variety of P. Pastoris strains that are commercially available for recombinant protein expression. Each of these strains allows for selection of the recombinant protein with certain growth methods. For example, Table 7 presents several strains of P. Pastoris offered by LifeTechnologies. However, these strains require additional glycoengineering to express EPO with human-like glycosylations.
Table 7. Pichia Pastoris strains commonly used in recombinant work [23].
P. Pastoris Strain Genotype Application
GS 115 his4 Selection of expression vectors contain HIS4 with Mut+ phenotype
X-33 Wild type Selection of Zeocin-resistant expression vectors with Mut+ phenotype
KM71 his4, aox1::ARG4, arg4 Selection of expression vectors containing HIS4 to generate strains with Muts phenotype
KM71H aox1::ARG4, arg4 Selection of Zeocin-resistant expression vectors to generate strains with Muts phenotype
SMD1168 his4, pep4 Selection of expression vector containing HIS4 to generates strains without protease A activity
SMD1168H pep4 Selection of Zeocin-resistant expression vectors to generate strains without protease A activity
Natively, P. Pastoris heavily mannosylates its protein products. Figure8 illustrates how EPO, once it passes through the endoplasmic reticulum, is similarly glycosylated in human and P. Pastoris cells. Further modification in the human Golgi apparatus, however, yields glycan structures capped with sialic acid,
26

while Golgi modification in P. Pastoris gives terminally mannosylated structures. Terminal mannosylation poses half-life and immunogenic response issues [4], [24]. Research shows both strength of negative charge and molecular weight affect in vivo pharmacokinetics. Less negatively charged, lighter EPO drugs are cleared from the human system more quickly [4], [2], [25]. Extent of branching (termed antennae in Table 8) alters the number of possible sialylation sites, playing a role in half-life determination as well.
In 2006, genetic engineering experts worked to “humanize” P. Pastoris through glycoengineering [4]. They created a strain of P. Pastoris to terminate EPO glycans with sialic acid, a carbohydrate moiety more similar to those observed in human EPO (hEPO). Transfecting P. Pastoris with genes enabling sialylation coupled with eliminating genes that produce immunogenic structures created a strain suitable to production of human-like EPO. Table 8 compares glycosylation properties of human, CHO, and glycoengineered P. Pastoris EPO. Results indicate sialic acid is present as terminal residues on P. Pastoris rhEPO glycans. Predominately, one sialic acid is attached per branched arm of the glycan, maximizing negative charge per protein molecule. An in vivo assessment revealed dose-dependent erythropoietic activity of the glycoengineered P. Pastoris rhEPO that is consistent with biologically active forms (Figure 9). Since 2006, other groups have glycoengineered P. Pastoris to produce human-like EPO. Table 9 presents significant advances in the field [2], [26].
Table 8. Differences in rhEPO produced in P. Pastoris and CHO in comparison to hEPO [2].
27
Figure 8. Representative glycosylation process in human and in glycoengineered P. Pastoris [4].

Figure 9. In vivo analysis of hemocrit levels after treatment with rhEPO from wild type P. Pastoris (blue and green bars) and rhEPO in glycoengineered P. Pastoris (red and yellow bars). Blue and red bars
correspond to 8 days and green and yellows bars correspond to 15 days after injection [4].
Table 9. Literature references to glycoengineered P. Pastoris strains.
Reference Year EPO structure
Structure
Achievement of NoteSialylated? Branching?
Original DNA
sequence
Hamilton 2006 rEPO Yes Biantennary rat EPON-glycosylation adjusted to be human
Nett 2011 rhEPO-PEG Yes Biantennary hEPO
Humanized yeast; subsequent PEGylation
Gong 2013 rhEPO Yes Biantennary hEPO
Compares bi to tetrantenneray glycosylation in CHO and P. Pastoris.
8.3 Final DesignPichia Pastoris was selected as the expression organism due to greater availability of literature data. Mut+ was selected as the base strain as it is the fastest growing of the more common varieties (Life technologies reference). Regarding further humanization, the Pichia Pastoris strain used by Nett (Table 9) was selected. Growth kinetics for this composite strain (Mut+ and humanizing glycoengineering) are assumed to depend much more on the base strain identity than the genetic engineering, as the genetic engineering changes do not affect major cell pathways [2]. This is addressed further in Section 12.
9 EPO Structure and Modifications Fundamental size differences in the bianntenary glycans of P. Pastoris-derived EPO and tri and tetra-anntenary CHO-derived EPO require post-expression modifications to maintain equivalent bioactivity, necessitating some form of post-expression modification [25].
28

9.1 Constraints and ObjectivesBiosimilar potential was the primary constraint in selecting an EPO sequence. The commitment made by Eporis to a reliable, cost-effective rhEPO product shall likely be best realized if the product is a biosimilar. Research and development costs, clinical trials necessary for FDA approval, and time to market are considerably less for a biosimilar product than for a new biologic [4]. Approval costs will be paid off from the increased margin from reduced process costs. Post-expression or gene sequence modification will be necessary to produce a rhEPO in P. Pastoris that has comparable bioactivity to CHO-derived commercial products.
To meet biosimilarity standards, the structure of Eporis’s rhEPO needs to be similar enough to that of an existing commercial variety and have equivalent half-life and bioactivity in vivo. Specifically, in vivo and clinical trial studies are required to demonstrate the pharmacokinetics and pharmacodynamics of the new product.
9.2 Research and Design AlternativesSeveral variants on the traditional EPO structure have been pursued as alternative drug substances. The overarching goal is to optimize half-life and bioactivity in vivo. Thus modifications that increase the EPO’s molecular weight and overall negative charge are being explored.
At the post-expression level, MacDougall and others explored conjugating polyethylene glycol (PEG) to EPO. PEG is a large, negatively charged molecule. Interestingly, PEGylated EPO variants have in vivo effects similar to darbepoietin alfa. The amino acid sequence of darbepoetin alfa is modified in five locations to produce two additional N-linked glycosylation sites. The five-glycan EPO structure and PEGylated 3-glycan EPO structure were observed to have similar half-lives and bioactivity [2]. Post-expression modifications require large capital investment. While PEGylation chemistry is straight forward, the costs of an additional reactor and separation units are drawbacks in regards to the opportunity cost of reduced overall yield paired with increased capital costs. Typically, an additional chromatography column and filtration step are required [2], [27]. Sytkowski, in the late 1990s, modified rhEPO sulfhydryl groups to induce dimerization and trimerization. The increased molecular weight served to improve half-life and thus bioactivity. However, the bench-top modification process lends itself poorly to industrialization [22].
At the DNA level, recombinant technology enables structural changes to EPO before downstream processing. Dimerization, conjugation to other proteins, and amino acid sequence changes that enable hyperglycosylation have been investigated. In each case, the structural modification was made to increase protein stability, molecular weight, or potential for negative charge. The clear advantage of genetically engineering size and charge changes to EPO through recombinant cDNA work is less downstream processing. However, expressing more complicated recombinant sequences can negatively affect transcription, translation, modification, and secretion efficiencies, thus diminishing yields.
Table 10 includes a “Biosimilar Potential” column. This qualitatively asses how similar the activity of the reference’s rhEPO is to an existing commercial rhEPO product. Score is presented on a one to ten scale, with one indicating a high biosimilarity to the commercial product listed.
Table 10: EPO structure variants and post-expression modifications. Star (*) indicates a post-expression and purification modification as opposed to a gene sequence modification.
29

Reference Structural Modification
Biosimilar Potential
Commercial Comparison Result
Nett (2011) PEGylated rhEPO* 8 Aranesp Research study, about comparable pharmacokinetics
Maleki (2011) PEGYlated rhEPO* - - -
Ergie and Brown(2001)
Hyperglycosylated rhEPO - - -
Elliot et al (2003)
Hyper glycosylated
rhEPO- - -
Macdougall (1999) hEPO 1 Epoetin alfa Clinical trial; three time longer
circulation time; better efficacy
Macdougall (2010)
PEGylated hEPO beta 5 Darbepoetin
alfa
Clinical trial; close to same efficacy in first 26 weeks; better efficacy in
second 26 weeks
Way (2005)
hEPO with an optimized
disulfide linkage in an antibody fusion protein
2 Procrit, Aranesp
Similar in vitro and pharmacokinetics to Procrit, but not as good as Aranesp; Better in
vivo act than Procrit
Fares (2007)
hEPO fused to the carboxyl terminus
of human chorionic
Gonadotropin
1
Commercial hEPO (not uniquely specified)
One dose of 660 IU hEPO-CTP was approximately the same as three doses of 220 IU commercial hEPO
Sytkowski 1998
Dimerized and trimerized EPO via
modified sulfhydryls*
- - -
Sytkowski(1999)
Double EPO cDNA construct with a flexible amino
acid linker
- - -
9.3 Final DesignOf the alternatives in Table 10, PEGylated versions provide the best opportunity for biosimilarity. All other modifications involve structural changes for which there is not an analogous commercial product in the US [9]. The current PEG-rhEPO commercial product is Mircera, marketed by Hofman-La Roche [9]. Despite approval in 2009, Mircera was banned from US markets until mid-2014 for infringement on Amgen’s patents [9].
Inherent in claiming biosimilarity of a P. Pastoris-derived PEG-rhEPO and CHO-derived Mircera is an assumption regarding glycosylation. The proposed project assumes PEG will provide sufficient structural similarity between the P. Pastoris PEG-rhEPO and Mircera to overcome the glycosylation differences (Figure 8). Explicitly, it is assumed that the presence of a large,
30

charged PEG molecule on P. Pastoris-derived rhEPO will yield a product similar enough in structure and in vivo bioactivity to Mircera to overcome the unavoidable differences in glycosylation (bi vs tri and tetra-annetnary structures).
10 SecretionA crucial choice in the manufacture of any recombinant protein is between inclusion and secretion. In the former, the protein of interest is expressed intracellularly and stored in the inclusion bodies of the expression cells. In the latter, the protein of interest is expressed extracellularly, being secreted into the cell culture medium. Product secretion is advantageous in that it limits the magnitude of the initial separation steps. Cell culture broth will generally contain a low level of debris from cell death. These can be sufficiently removed by centrifugation and filtration [21]. The expression system and protein structure will both play a role in the viability of secretion.
10.1 Constraints and ObjectivesSecretion is preferred over intracellular expression. The objective in selecting a secretion signal is to yield the highest titer of EPO. The optimum number of non-EPO, secretion-related proteins need to be expressed, since not enough of these proteins will decrease secretion productivity, and too many will strain the production capability of the yeast. From an initial starting titer of 0.05g/L, literature sources can help determine the possible improvement in yield [2].
10.2 Design Alternatives Pichia Pastoris is able to secrete EPO post-translation and -glycosylation if the EPO protein is properly labeled [28]. Signaling sequences are DNA sequences that lead the product gene sequence and are translated with the protein of interest to direct proteins towards secretion [29],[30]. These can either be the native secretion signal of the recombinant protein or a sequence from another organism. Table 11 lists secretion signals commonly used in the P. Pastoris system. Secretion signals need to be removed, however, to meet purity and potency standards. This is usually done intracellularly, but can also be done extracellularly as part of a downstream process unit.
Table 11. Signal sequences used in P. Pastoris.
Secretion Signal Original Organism
Alpha factor S. cerevisiaeAcid Phosphatase P. Pastoris
Alpha Amylase Asp. NigerGlucoamylase Asp. Awarmori
Inulilnase k. maxianusSerum albumin H. sapien
Killer Protein S. cerevisiae
31

Invertase S. cerevisiaeLysozyme G. gallus [31] [32]
The most common secretion signal, known for its effectiveness in delivering proteins out of cells in high yields, is the alpha-factor sequence [32]. This sequence leads the protein through the endoplasmic reticulum and the Golgi apparatus, being cleaved piecewise as it moves along. Cleavage is necessary to remove amino acids not native to the EPO structure. A crucial endo-protease called kex2, native to P. Pastoris cleaves the majority of the signal in the Golgi apparatus (source) in the expression vector to resolve this. Better interaction between signal sequence and kex2 can increase secretion yields. One way to do this is to optimize the signal’s amino acids around the kex2 binding site [32]. Another way to achieve increased secretion is to overexpress kex2 in the yeast genome, which can facilitate faster cleavage of the signal sequence in the Golgi apparatus [32]. A subsequent drawback follows, though. Expressing multiple proteins in a vector limits expression of the desired product [33]. The dominant effect varies with the protein of interest and the expression system.
Figure 10. Kex2 signal cleavage site cleaves after the dibasic KR residues of the signal peptide [32].
Once kex2 cleaves the majority of the signal sequence, the peptidase STE13 cleaves the final few amino acids, leaving just the recombinant protein of interest behind. However, this pathway is not very precise, so heterogeneity in the amount of cleavage has been observed [34]. The two isoforms present either had the final four amino acids remaining on the product or was the properly cleaved, mature product. This is a problem in biopharmaceutical manufacturing because the product structure should be homogenous. To solve this problem, groups have tried not including the last four amino acids in the secretion signal, but this may have a negative effect on yield [35]. Overexpression of STE13 has not been attempted as it has been with the kex2 protease. Another possible solution is to co-express a peptidase transcription factor known as HAC1 in order to increase proper processing of the signal sequence [35].
Alternatively, a secretion factor can be excluded from the genetic template. EPO will be deposited intracellularly and wholescale cell lysis will be necessary. Strain is then placed on downstream separation process units. The approach, however, can give greater EPO yields if the protein displays inconsistent or inhibited secretion. It can also be useful if cleaving the signal sequence presents biochemical challenges [31].
32

10.3 Final DesignAs a starting point, a titer of 0.05 g EPO/L-culture has been demonstrated with the alpha factor secretion signal [2]. Rakestraw et al. showed that the efficiency of the alpha factor can be increased 1.6- to 16-fold by directed evolution of the amino acid residues comprising the secretion signal [36]. Without doing experimental work, the results of this technique were assumed to be on the lower end, yielding a 2-fold increase in product titer. Yang et al. showed that overexpressing the Kex2 processing protein yields a 2-fold increase in product titer [32]. Finally, optimization of EPO and the secretion signal DNA template to the most common codons increases the efficiency of protein translation due to readily available translation machinery. Literature showed that codon optimization can lead to fold increases of 1.35 to 10 when used for various heterologous proteins in P. Pastoris. Again, assuming that the results would turn up on the lower end, a 2-fold increase was assumed. These three modifications resulted in a final titer prediction of 0.4 g EPO/L-culture, which would have to be confirmed in a small-scale bioreactor before full-scale implementation. For the remainder of the project’s design work, this titer was used as the base-case. The results are summarized in Table 12 below.
Table 12. Titer improvement by increasing secretion and expression.
Improvement Fold Increase in TiterOptimize secretion tag sequence 1.6 - 16 [36]
Co-express secretion proteins 2 [32]Optimize EPO gene sequence 1.35 - 10 [37], [38]
11 Growth Media
11.1 Design ConsiderationsIn selecting optimum incubation and expression times, several criteria exist. Most important is the sequence of growth times that will yield the most protein in the shortest total time. However, in the event that recombinant protein continues to increase in concentration, a maximum time as prescribed by the maximum culturing time will be evaluated. Another criteria is the incremental cost of feed compared to the incremental gain in recombinant protein. A level of expression may be reached where more protein is produced, but that may not be worth the extra feed and separation costs required to get there. Thus, expression time may be less than the time corresponding to maximum recombinant protein concentration.
In selecting alternative feed components, the main criteria is obviously improved protein expression. However, other criteria exist, such as the relative costs of the feed, and the stewardship design norm, which considers the sources of the components. Harvesting of these sugars in countries with poor working conditions may be unfavorable compared to the synthetic production of these sugars in humane ways. It is not unfeasible that a slightly more expensive component may be used because it is produced in just ways.
11.2 Design AlternativesThe typical growth strategy for P. Pastoris is a methanol-limited fed batch process [11]. Here, the yeast grow and reproduce on a repressing carbon source such as glycerol for 24 hours. Repressing indicates that expression of recombinant protein is inhibited by glycerol. Then, a glycerol-limited methanol fed phase initiates the transcription of the AOX1 promoter and the
33

following recombinant genes. This stage lasts 4 hours, and is a crucial transition to the next stage. Finally, a methanol-only feed source induces expression of recombinant protein fully for 72 hours. The reactor contents are harvested at this point. These guidelines need to be customized for each system to induce the yeast at just the right phase of growth. The time for expression should also be adjusted (Addressed later in this report), as harvesting should occur when recombinant protein levels are at a maximum. If too much time elapses, proteases can begin to degrade the amount of protein in the media, as shown in Figure 11.
Figure 11: Concentration of rHuEPO as a function of bioreactor culture time [21].
The standard media to culture P. Pastoris are buffered complex glycerol medium (BMGY) and buffered complex methanol medium (BMMY). These media go beyond “minimal media”, which is defined as a carbon source and essential nutrients, and are better classified as “mixed media,” because they also contain yeast extract and peptone for amino acid supplementation, as shown in Table 13. The added yeast extract and peptone improve growth, stabilize proteins, and reduce degradation of secreted proteins by proteases [39]. These are also buffered with phosphates, which allow for pH stability as well as choice in terms of operating pH [40].
Table 13. Compositions and Concentrations of BMGY and BMMY mixed media [40].
BMGY BMMY1% yeast extract 1% yeast extract
2% peptone 2% peptone
100 mM potassium phosphate, pH 6.0 100 mM potassium phosphate, pH 6.0
3.4 g/L Yeast Nitrogen Base 3.4 g/L Yeast Nitrogen Base
10 g/L Ammonium Sulfate 10 g/L Ammonium Sulfate
4 × 10-5% biotin 4 × 10-5% biotin
1% glycerol 0.5% methanol
34

One alternative for the standard culturing process is to use sorbitol as a cosubstrate during the final production phase of growth [21]. Sorbitol, being a non-repressive source of carbon, allows the cells to have excess feed while still being induced with methanol. This solves the problem of limited growth due to methanol being at low concentrations because of toxicity at high concentrations.
Another alternative involves using mannitol as a cosubstrate to methanol during the final production phase of growth. Pulse-feeding mannitol to a concentration of 50g/L in six-hour increments can lead to higher rHuEPO expression than feeding sorbitol in shorter times [28]. The proposed mechanism for this effect is the ease in assimilating mannitol into the glycolytic metabolic pathway over sorbitol. Mannitol and sorbitol are very cheap, at a wholesale price around $3, and $1.20 for 500 kg respectively.
11.3 Final DesignWhile inclusion of mannitol or sorbitol yields increased cell mass and recombinant protein expression during the final production phase of fermentation, Eporis elected to induce EPO production with only methanol. Limitations of the SuperPro designer fermentation modeling interface and availability of kinetic parameters from the literature contributed heavily to this decision. More detail on feed choice is included in Section 10.1, as growth kinetics are substrate specific.
12 Cell Growth and EPO ProductionYeast cells generally display growth kinetics faster than mammalian cells, but slower than bacteria cells [41]. Generic cell growth follows the model of Figure 12 [42]. After introduction to a bioreactor, the initial lag phase is followed by an exponential phase in which cell concentration steadily increases. Growth slows and concentration remains constant in the plateau phase.
Expression of recombinant protein typically occurs in the plateau phase, though sometimes systems produce recombinant protein both in exponential and plateau growth phases [42, 43]. Central to maximum protein expression in minimal time is cell density during the plateau phase and mitigation of the lag growth phase [44, 28]. Cells are initially grown on small volumes of culture and repeatedly inoculated into larger volumes to accomplish this. The final step involves inoculating the appropriate volume and density of cells into the production fermenter [45].
The humanized Mut+ strain of Pichia Pastoris selected in Section 6 can grow on a variety of a variety of substrates, including glycerol and methanol [4]. Glycerol is a more efficient feed source for Pichia Pastoris, yielding faster kinetic parameters [44]. Thus glycerol is
35
Figure 12: Growth phases of cell culture. [42]

used in the inoculum development stages and methanol only when cell density is right for induction of recombinant protein expression [21, 44, 28]. The AOX 1 gene is employed in the recombinant EPO plasmid, enabling methanol-based induction of EPO expression.
12.1 Kinetic ModelRate of cell growth is substrate-dependent. Thus kinetic models of Pichia Pastoris growth and EPO production on each substrate were required for design of the Eporis system. Growth kinetics for the composite strain (Mut+ and humanizing glycoengineering) are assumed to depend much more on the base strain identity than the genetic engineering, as the genetic engineering changes do not affect major cell pathways [2]. In industrial practice, cell growth rate on a specific substrate after glycoengineering would be determined experimentally. Furthermore, recombinant protein production rate would be determined through bench-scale experimentation and scaled up appropriately [46]. Eporis did not carry out experimentation to provide data for design work due to resource limitations. Instead, literature sources were used to determine kinetic parameters.
12.1.1 Constraints and ObjectivesThe kinetic models need to (1) embody the literature data and (2) provide a system compatible with use and optimization in SuperPro Designer software. SuperoPro designer offers a customizable Leudking-Piret fermentation model for kinetic batch fermentation,
Qcomponent=( α∗μ+β )∗CX, (1)
Qcomponent is the rate of production or consumption of a specified component in g/L, alpha is a growth associated consumption or production parameter, and beta is a non-growth associated consumption or production parameter. Q relates to a specific production or consumption rate by means of
Qcomponent=qcomponent∗C X (2)
A stoichiometric mass balance,
Reactant A + Reactant B Product C + Product D, (3)
is then used to compute the rate of production or consumption of all other components.
12.1.2 Design AlternativesGenerically, cell growth can be expressed as
r g=μ∗C x (SEQ Equation¿ ARABIC4 )
where µ is the specific growth rate (1/hr), Cx is the cell concentration (g/L) and rg is cell growth rate (g/L*s) [47]. Eporis considered two cell growth models for Pichia Pastoris growth on methanol. The first, published by Eskitoros et. al, employed a constant specific growth rate and the second, published by Jahic et. al expressed specific growth rate with Monod kinetics.
12.1.2.1 Eskitoros Eskitoros investigated the effects of varying induction feeding strategies on EPO production. In their experimentation, constant specific Pichia Pastoris growth was maintained through an exponentially increasing feeding profile,
36

F ¿ ( t )=μo∗V o∗CXo
C so∗Y x / s∗exp (μo∗t), (4)
where Fsub is the volumetric substrate flow rate, µo is the intended specific growth rate, Vo is the initial volume of the bioreactor medium, CXo is the initial cell concentration, CSo is the initial substrate concentration of the feed, Yx/s is the mass yield of cell per mass of substrate consumed, and t is time. Eskitoros tracked cell concentration and EPO concentration in the reactor effluent as functions of time (Figure 13 and Figure 14).
0 5 10 15 20 25 300.0
20.0
40.0
60.0
80.0
100.0
120.0
Model t = 0 - 6 hr Model t = 6 - 11 hr Model t = 11 - 18 hr Model t = 18 - 30 hr Exptal Data Logarithmic (Exptal Data)
Time (hours)
Cell C
once
ntra
tion (
Cx, g
/L)
37
Figure 13. Experimental cell concentration as a function of time. [28]

0 5 10 15 20 25 30-1.11022302462516E-16
0.0999999999999999
0.2
0.3
0.4
0.5
0.6
0.7
Time (hour)
Conc
entra
tion r
hEPO
(g/L)
The feeding strategy for Table 14 consisted of pulsing the bioreactor with mannitol at time 0, 6, and 12 hr (MPM in Table 17). A piece-wise exponential model of cell growth was fit to the data:
CX=C Xo∗exp (μexp∗t )(SEQ Equation¿ ARABIC6)
µexp denotes the experimentally observed constant growth rate, accounting for the effect of mannitol on cell growth. A new segment was used to model each mannitol regime, yielding a µexp for each segment.
Product formation was quantified by a specific rate value, qp.
q p=Y p / x∗μ(SEQ Equation ¿ ARABIC 7)
where Yp/x is the mass yield of EPO per mass of cells. Specific production and consumption rates were given for substrate, qs, oxygen, qo, and product, qrp (Table 14, Table 15, Table 16) and for methanol, qm, mannitol, qman, and product, qrHuEPO (Table 17, Table 18, Table 19).
38
Figure 14. Experimental EPO concentration as a function of time. [24]

Table 14. Pichia Pastoris cell and EPO product yields for varying feed conditions [21].
Table 15. Pichia Pastoris experimental specific rate parameters (µt = µexp). [21]
39

Table 16. Feeding strategies in Table 14 and Table 15. [21]
Feed Strategy DescriptionM-0.03 Methanol feed only, µo = 0.03/h
MS-0.02 Methanol and sorbitol (50 g/L) feed, µo = 0.02/hMS-0.03 Methanol and sorbitol feed (50 g/L), µo = 0.03/hMS-0.04 Methanol and sorbitol feed (50 g/L), µo = 0.04/h
Table 17. Pichia Pastoris cell and product yields for varying feed conditions [28].
Table 18. Pichia Pastoris experimental specific rate parameters (µt = µexp). [28]
40

Table 19. Feeding strategies for Table 17 and Table 18 [28].
Specific rate parameters can be used to express the rate of formation or consumption of each product or reactant:
rcomponent=Y component / x∗r g=Y component / x∗μ∗Cx (5)
dC component
dt=qcomponent∗C x (SEQ Equation¿ ARABIC9)
Analogous expressions, with known mass yield coefficients, for all components, a specified constant specific growth rate, a fed-batch material balance, and a differential expression of reactor volume, can be combined to into an overall fermentation model.
12.1.2.2 JahicJahic and colleagues employed an understanding of Pichia Pastoris metabolism and Monod kinetics to develop a model of Pichia Pastoris growth on glycerol and methanol and corroborated their models experimentally. Equation 2 defines the specific growth rate as a function of substrate concentration, (Cs),
μ=μmax∗C s
K s+C s , (6)
where µmax is the maximum specific growth rate of Pichia Pastoris on a specific substrate, s, Cs is substrate concentration, and Ks is the Monod constant in g of substrate per L. Specifically, results were presented as
qs=qsmax∗[ S]
[S ]+K s. (7)
Specific growth rate was then expressed as a function of the difference between the specific total substrate consumption rate (qs) and the specific consumption rate for maintenance (qm),
μ=(q¿¿ s−qm)∗Y em¿, (8)
where Ym is the mass cell yield per mass of substrate exclusive of maintenance consumption.
41

Table 20. Monod kinetic parameters [44].
Figure 15 compares experimental data of a recombinant protein-expressing Pichia Pastoris strain with predicted model results.
Figure 15. Experimental and model data for Monod model [44].
12.1.3 Final DesignEporis elected to merge the strengths of each kinetic model. Rearranging Equation 9, the Leudking-Piret model emerges:
qs=1
Y em∗μ+qm. (9)
42

Expressing alpha as
α= 1Y em
, (10)
beta as
β=qs, (11)
and specific growth rate as given in Equation 7 yields the kinetic parameters of Table 21.
Table 21. Calculated Leudking-Piret parameters.
Parameter Units Glycerol MeOHqsmax g sub / g cell hr 0.37 0.57
qm g sub / g cell hr 0.000 0.013Yem g cell / g sub 0.7 0.36Ks mg / L 100 100
umax 1/hr 0.259 0.201alpha g sub /g cell 1.429 2.778beta 1/ hr 0.000 0.013
The mass yield of EPO per mass of substrate given by the Eskitoros model was used in the stoichiometric fermentation mass balance. Combining the required oxygen from the Jahic model[44], the production of carbon dioxide and impurity proteins from other sources [48, 49], and solving for water to close the balance yields the stoichiometric parameters of Table 22.
Table 22. Calculated stoichiometric parameters.
ComponentMass Yield Coeffiecients (g
component / 100 g substrate)Glycerol MeOH
InputsGlycerol 100.00 -
Methanol - 100.00Oxygen 121.70 200.00
Outputs
Biomass 70.00 36.00Caron Dioxide 60.00 60.00
EPO 0.05 0.37Impurities 0.02 0.14
Water 91.63 203.49
Literature provided carbon dioxide yield and impurity yield for Pichia Pastoris growth on methanol [48, 49]. An EPO yield on glycerol in the production reactor was assumed to be low, but not negligible based on literature data [28]. Carbon dioxide produced was assumed to be the same for both glycerol-based and methanol-based growth and impurity production was scaled appropriately, relative to the amount of EPO produced in each. These parameters were used in SuperPro designer to model the inoculum development and fermentation process units.
43

12.2 Inoculum DevelopmentWhen the desired P. Pastoris strain is being genetically engineered, several cell lines are derived, each with slightly different growth and production capabilities. The optimal cell line, producing the most EPO in the least time, must be grown to a sufficient weight and frozen down into aliquots to inoculate batches for several years. These ensure product quality control in terms of the method of producing EPO. The middle steps from getting from these frozen aliquots to the industrial-scale fermenter are collectively termed inoculum development. Each step in the process cultures cells to a high density and then inoculates a bigger media volume, the final step inoculating the final fermenter which will carry out the expression of EPO. This is necessary because cells do not grow quickly when they are very dilute. Number of inoculum development steps, time of each step, and originator inoculum volume were considered as key variables.
12.2.1 Constraints and ObjectivesInoculum development is subject to several constraints because the cell culture must be consistent in its characteristics throughout the process. Growth rates, product-forming capability, cell health, and absence of contamination must be maintained until the cells are delivered to their final destination, the fermenter [45]. The main objective is to deliver the maximum amount of cells to the fermenter in the shortest amount of time. Another objective is to minimize the capital costs of the inoculum development train. The persistent tradeoff is between larger inoculum volumes, which speeds up the rate of growth of yeast, and smaller inoculum volumes, which reduces the number of intermediate vessels, decreasing capital costs, risk of contamination, and risk of strain degeneration [45].
12.2.2 Final DesignThe typical inoculum volume is 3-10% of the next unit’s volume [45]. Thus, the design equation for inoculum optimization is:
V I=xnV F, (12)
where VI is the first vessel volume, VF is the final fermenter volume, x is the inoculum ratio, and n is the number of intermediate vessels. Using this method, n is obtained when VI is back-calculated between 100mL and 200mL for a given inoculum ratio. The base-case inoculum ratio was set as 5%, corresponding to initial inoculum volume of 124 mL in the shaker flask, a 2.5L inoculum volume in the seed fermenter, and a 50.6 L inoculum volume in the production fermenter in the final process design.
It was observed that number of inoculum steps had significant effect on total process cost. Section 20 documents the effect a three-step inoculum development versus a two-step inoculum development on process capital and operating cost. For this reason, time of each inoculum step was analyzed. Rather than set time of each inoculum to be the point of total glycerol consumption, time was set to the minimum value that maintained consistent EPO production and final biomass concentration in the production fermenter. Minimum time was determined to be 23h and 24h in inoculum steps one and two, respectively. BMGY media in Inoculum step two was supplemented with pure glycerol to achieve sufficient biomass concentration prior to inoculation in the production fermenter (Figure 16 - Figure 19, Table 23). Figure 20, Figure 21, and Figure 22 present the concentration of shake flask and seed
44

fermenter contents with time. Discontinuities are present at 23 hours, as this is when the contents of the shake flask are transferred to the seed fermenter and diluted.
Table 23. Inoculum development media and time specifications.
BMGY Mass Fraction
Pure Glycerol Mass Fraction Time (h)
Inoc 1 1.00 0 23Inoc 2 0.95 0.05 24
19.5 20 20.5 21 21.5 22 22.5 23 23.5 24 24.550
52
54
56
58
60
62
64
66
Inoculum Step 1 Time Duration (h)
Final
Biom
ass C
once
ntra
tion
(g/L
)
Figure 16. Effect of inoculum one duration on production fermenter effluent biomass concentration.
19.5 20 20.5 21 21.5 22 22.5 23 23.5 24 24.527.5
28
28.5
29
29.5
30
30.5
Inoculum Step 1 Time Duration (h)
Final
EPO
Mas
s (m
g)
Figure 17. Effect of inoculum one duration on production fermenter effluent EPO mass.
45

20 21 22 23 24 25 26 27 2845
47
49
51
53
55
57
59
61
63
65
Inoculum Step 2 Time Duration (h)
Final
Biom
ass C
once
ntra
tion
(g/L
)
Figure 18. Effect of inoculum two duration on production fermenter effluent biomass concentration.
20 21 22 23 24 25 26 27 2827.8
28
28.2
28.4
28.6
28.8
29
29.2
Inoculum Step 2 Time Duration (h)
Final
EPO
Mas
s (m
g)
Figure 19. Effect of inoculum two duration on production fermenter effluent EPO mass.
46

0 5 10 15 20 25 30 35 40 45 500
10
20
30
40
50
60
70
0
5
10
15
20
25
30GlycerolBiomassCarbon Dioxide
Time (h)
Glyc
erol
Con
cent
ratio
n (g
/L)
Biom
ass a
nd C
O2
Cnce
ntra
tion
(g/L
)
Figure 20. Glycerol, Biomass, and CO2 concentrations in inoculum steps one and two.
0 5 10 15 20 25 30 35 40 45 500
0.001
0.002
0.003
0.004
0.005
0.006
0.007
0.008
Impurity
Time (h)
Imp
uri
ty a
nd
EP
O C
on
cen
trati
on
(g/
L)
Figure 21. Impurity concentration in inoculum steps one and two.
47

0 5 10 15 20 25 30 35 40 45 500
50
100
150
200
250
880
890
900
910
920
930
940
950
Oxygen Water
Time (h)
Oxyg
en Co
ncen
tratio
n (g/
L)
Wate
r con
cent
ratio
n (g/
L)
Figure 22. Oxygen and water concentration in inoculum steps one and two.
12.3 FermentationInoculation of the production fermenter represents the transition from inoculum development to production-scale fermentation. Typically, Pichia Pastoris is grown first on glycerol to increase cell mass to the proper density. Then methanol is added, inducing expression of the recombinant protein. Eporis considered variations on this general method in fermenter design.
12.3.1 Constraints and ObjectivesEPO production in the production fermenter must yield the anticipated 0.4 g/L titer, based on the genetic modifications in Section 10. Moreover the reactor must produce an appropriate mass of EPO, accounting for losses in downstream processes, such that the intended yearly capacity of 277 g of PEG-EPO is met in the specified number of yearly batches.
12.3.2 Design Alternatives
12.3.2.1 Induction FeedPairing methanol with sorbitol or mannitol during induction has been shown to increase recombinant protein expression. Table 15 and Table 18 give overall mass yields of EPO for varying feed rates of methanol and sorbitol and methanol and mannitol, respectively. The MPM feeding strategy in Table 18 presents the greatest mass yield of EPO. Traditionally, P. pastoris is induced with only methanol [42, 46].
48

12.3.2.2 Production Fermenter Growth PhasesA smooth transition between glycerol and methanol feeds (i.e. has been shown to minimize time delay between induction and expression of recombinant protein in Pichia Pastoris systems. Eporis considered a four phase approach (Jahic and Eskitoros) in addition to the standard two phase approach (Huang). Table 24 documents these alternatives with the corresponding time lengths of each phase.
Table 24. Production fermenter strategies.
SourcePhase 1 Phase 2 Phase 3 Phase 4
Batch Glycerol Exponential Fed Batch Glycerol
Transition Fed Batch MeOH Fed Batch MeOH
Huang 10 hr - - 24 hrJahic 27 hr 4 hr 2 hr 7 hr
Eskitoros Until total glycerol consumption
used; time not specified 4 hr 9 hr
Specifically, Jahic et. al. compared a two phase approach to the presented four phase approach. Inclusion of a methanol transition phase (exponential feeding profile) has been shown to limit time delay between induction and recombinant protein expression [21, 50]. It was also observed that employing a short semi-batch phase on glycerol with an exponential-feeding profile prior to the methanol transition phase had similar effects [44].
12.3.3 Modeling All fermentation modeling was performed with SuperPro Designer. Polymath software was used to compare SuperPro results with an ordinary differential equation model of the system. Generically, fed batch fermenters can be described by [42],
ddt [V R∗c i ]=V R∗r f 1+F (t )∗cif . (13)
where VR is the reactor volume at any time, ci is the concentration of component i at any time, rfi is the rate of production or consumption of component i, F(t) is the feed flowrate, and cif is the initial feed concentration of component i.
Assuming ρ of feed stream and culture fluid are equal and constant with time,
ddt [ ρ∗V R ]=ρ∗F (t )(SEQ Equation¿ ARABIC18)
becomes
dV R
dt=F ( t ) .¿19)
When production during the reaction is significant, the rate of change in fermenter volume needs to be modified to include these effects.
dV R
dt=F ( t )+
(qH 2O+μ )∗Vρ
, (20)
49

where qH2O indicates the specific production rate of water and µ the specific growth rate of cells, the major volume-contributing components in the fermenter.
Rearranging the first equation (dividing by VR) yields a simplified version of Equation 20:
Qcomponent=( α∗μ+β )∗CX , (14)
dC i
dt=
F (t)V R
∗[C i0−C i ]+r i ,(15)
where VR retains its dependence on time. In Polymath, the Monod kinetic model was used to express µ as a function of substrate concentration. The Leudking-Piret model calculated the specific rate of substrate consumption, qs, as a function of µ. Specific production or consumption rates of each other component was determined from qs by means of mass yield coefficients. Volume was modeled as given in Equation 20. Concentration of each component was modeled as given in Equation 21.
In the constant volume non-fed batch situation, the same approach was used, except the substrate feed flow rate was set to zero.
Polymath and SPD results were compared for phase 1 and phase 4 of fermentation for a case where the process was sized for producing four batches per year. Polymath and SPD models gave identical results in the constant-volume first fermentation phase Figure 23. Models gave similar, but not identical results for the fed-batch fourth fermentation phase. This is likely due to the expression volume as a function of time used. The Polymath model included only biomass and water contributions to volume. The SPD model included all component’s contributions to change in volume. Regardless, the comparison is a source of validation the SPD modeling done throughout the design process.
50

0 1 2 3 4 5 6 7 8 90
5
10
15
20
25
30
35
40
45
50
0
0.005
0.01
0.015
0.02
0.025
0.03
0.035
0.04
0.045
0.05
Cell Glycerol Cell SPDGlycerol SPD EPO EPO SPD
TIme (h)
Bioma
ss and
Glyce
rol Co
ncentr
ation (
g/L)
EPO Co
ncentr
ation (
g/L)
Figure 23. SPD, Polymath fermentation one fermenter content profiles.
51

0 5 10 15 20 25 30 350
10
20
30
40
50
60
70
0
0.05
0.1
0.15
0.2
0.25
0.3
0.35
0.4
0.45
0.5Cells Cells SPD EPOEPO SPD
Time (h)
Cell Co
ncentr
ation (
g/L)
EPO Co
ncentr
ation (
g/L)
Figure 24. SPD, Polymath fermentation four biomass and EPO concentration profiles.
52

0 5 10 15 20 25 30 350
0.005
0.01
0.015
0.02
0.025
Methanol
TIme (h)
Metha
nol Co
ncentr
ation (
g/L)
Figure 25. SPD, Polymath fermentation four methanol concentration profile.
12.3.4 Final DesignEporis selected the four phase growth approach with the approximate times and flow rates used by Jahic et. al to culture Pichia Pastoris. This alternative minimized time delay between induction and EPO expression and secretion. The following procedure was used to determine appropriate phase time lengths and flow rates at Eporis fermenter scale:
1. The starting volume of glycerol-based fermenter media for phase 1 in was scaled relative to the anticipated volume of Eporis fermenter effluent at the end of phase 4. The scale value was developed empirically. A starting volume that is 65% of the anticipated fermenter effluent was observed to yield the anticipated fermenter effluent volume at the specified 0.4 g/L titer.
2. Phase 1 time was set to allow full consumption of glycerol. 3. Time lengths of phase 2 and 3 were kept constant while flow rate was scaled to match
Eporis fermenter volume (i.e., FEporis = (VEporis/ VJahic)*FJahic, where VJahic = 10 L). 4. Phase 4 flow rate was set to the maximum value at methanol would remain the limiting
reactant.
53

5. Phase 4 time was set to allow production of EPO at the specified titer, 0.4 g/L.
Table 25 gives the scaled conditions used in the final process design. Anticipated final fermenter effluent volume (78.5 L) was calculated with the specified titer (0.4g/L) and number of batches (n = 5).
Table 25. Literature volume and Eporis volume fermentation parameters for the final design.
Jahic (10 L fermenter) Eporis
Fermentation PhaseVol feed
(L)Vol feed rate
(L/h) Timevol feed
(L)vol feed rate
(L/h) Time1 3 - 27 50 - 102 - 0.040 4 - 0.30 43 - 0.018 2 - 0.14 24 - 0.024 7 - 0.34 30
Total Time (days) - - 1.67 - - 3.88V effluent INTENDED (L) - - - - - 75.8
Total INTENDED EPO Mass (g) - - - - - 30.3
V inoc 1 (L) initial - - - - - 0.123V inoc 2 (L) initial - - - - - 2.465
Eporis selected a methanol-only feeding strategy, even though work by Eskitoros showed paring methanol with mannitol increased EPO yield in lab scale systems (MPM strategy of Table18). While an excess of mannitol is given to growing Pichia Pastoris, it is done so in pulses. Thus it becomes limiting as it is consumed. Due to modeling limitations of SuperPro Designer a constant limiting reactant in fermentation is desirable. The observed maximum titer of 0.65 g/L in Eskitoros’s work was obtained with an improved feeding strategy. The anticpated 0.40 g/L titer of the Eporis system, is predicted from combining genetic modifications, as described in Section 10. Growing Pichia Pastoris on methanol with improved secrection vs methanol and mannitol without improved secretion was assumed to be an appropriate trade off, justifying use of the 0.37 g of EPO/ g substrate consumption observed by Eskitoros et. al. as the mass yield of EPO in the Eporis fermentation model.
Aeration and agitation are typically modified in tandem to ensure low levels of dissolved oxygen in the fermenter at any point in time. Eporis elected to use the parameters specified by Jahic et. al: DOT was maintained at 30% air saturation by varying agitation up to 1,000 rpm with an aeration rate of 6 L/min. Figure 26 through Figure 28 document the contents of the production fermenter as a function of time for the final design. Time begins at 47 hours in these figures, as the first 47 hours of cell growth are completed in inoculum development process units. Discontinuities are present in some profiles at the changeover points between fermentation phases: 57, 61, 63, and 93 hours.
54

47 52 57 62 67 72 77 82 87 92 970
10
20
30
40
50
60
70
BiomassCarbon DioxideGlycerol
Time (h)
Conc
entra
tion (
g/L)
Figure 26. Biomass, Glycerol, and CO2 production fermenter concentration profiles.
47 52 57 62 67 72 77 82 87 92 970
0.05
0.1
0.15
0.2
0.25
0.3
0.35
0.4
0.45
0
0.005
0.01
0.015
0.02
0.025ImpurityEPOMethanol
Time (h)
Impu
rity
and
EPO
Con
cent
ratio
n (g
/L)
Met
hano
l Con
cent
ratio
n (g
/L)
Figure 27. Methanol, EPO, and Impurity production fermenter concentration profiles.
55

47 52 57 62 67 72 77 82 87 92 970
50
100
150
200
250
300
0
50
100
150
200
250
300Oxygen Water
Time (h)
Conc
entr
ation
(g/L
)
Figure 28. Water and oxygen production fermenter concentration profiles.
13 ReactorsThere are many different types of reactors, each having their own advantages and disadvantages. The most general reactor types include batch reactors, continuous stirred reactors (CSTR), and plug flow reactors (PFR). The process for creating EPO is a fermentation process. Fermentative processes are generally carried out in fermenters, vessels that are similar to batch reactors. However, there are key distinctions that differentiate fermenters. While there are many different subclasses, three distinct subclasses were considered for alternatives: stirred tank fermenters, perfusion reactors, and a bubble bioreactor columns. Furthermore, another reactor is needed to PEGylate the secreted protein. This type of reactor will be a typical batch reactor. Two different modes of operation are considered for this method; batch and semi-batch. The section also addresses selection of a PEGylation method and reactor components, such as impellers and baffles.
13.1 Fermenter
13.1.1 Constraints and ObjectivesThe fermenter has multiple constraints. One constraint is that it must be able to function with 1000 liters of cell media. This is to be sure that the needed capacity is reached. Moreover, many design objectives or parameters should be considered. Table 26 contains a summary of the parameters that will be considered when choosing the optimal fermenter. [42]
56

Table 26. Design parameters for a Fermentation Process of Pichia Pastoris.
The parameters are focused on maximizing the growth potential of the yeast which improves the overall resource usage efficiency of the process.
13.1.2 Design AlternativesA stirred tank fermenter is rather simplistic in design concept. It involves filling a large vessel with the desired cell culture and then providing sufficient resources needed to promote rapid cell growth, such as oxygen and a carbon source. The mixture is mixed using some form of agitation in order to ensure an even distribution of resources throughout the reactor. When there are enough cells, the desired product is captured via either lysing or induced secretion, the technique that the current process uses. The reactor is then drained and cleaned or the cells are rejuvenated and the induced secretion process is repeated. Figure 29 is a depiction of a stirred tank fermenter.
57

Figure 29. Stirred tank Bioreactor [51].
Accurate sizing and scale up estimations are crucial for the pharmaceutical industry as all of the R&D is conducted on a lab bench scale. In order to produce the appropriate market volume, the processes need to be scaled up accordingly. In particular, one important process unit, the bioreactor, needs to be accurately scaled or the results could be disastrous. Thankfully, bioreactors are readily scalable from the bench top up to larger scale processes. However, vessels must have a geometrically similar design in order to ensure straightforward scale. Using a similar geometric design, the power input per volume ratio is a considered for scaling up. Moreover, the height-to-vessel-diameter ratio (aspect ratio) should be within a range of 1:1 to 3:1 for stirred reactors [52]. Larger aspect ratios offer better direct sparging due to the longer residence time of the gas bubbles in the liquid. This yields a better oxygen transfer rate. Animal cell cultivations often use a value of 2:1 for the aspect ratio [52]. Another important criteria to consider for scale up is the shear velocity that the cells can handle before rupturing. For shear sensitive cells, tip speed or other shear related parameters should be lower in order to maintain the integrity of the cell. For Pichia Pastoris and agitation rate of 500 to 1500 rpm is suggested. Also, an impeller diameter to vessel diameter: 0.33 – 0.5 for animal cells [53]. This influences the mixing efficiency and the generated shear forces. Typically three-blade-segment impellers or marine-type impellers are commonly used for animal cell cultures. They generate large circulation loops due to the axial flow patterns. As previously stated, disk impellers generate radial flow leading to a higher power input per volume and enhanced gas-bubble dispersion. It is common to install multiple impellers in bioreactors with an H/D ratio above 1:1.4 to ensure efficient mixing throughout the entire cultivation chamber [52]. These are some of the more detailed sizing ratios suggested for a bioreactor.
Another type of fermenter is a perfusion reactor (Figure 30). This reactor involves modifying the standard batch like process to become similar to a CSTR by creating a continuous flow rate
58

throughout the system. The reactor is continuously supplied with fresh growth media while the spent media is siphoned off. The cells are separated out of the spent media and returned to the bioreactor to ensure constant cell density. This method is the optimal process when the stability of the protein is low [54].
Figure 30. Perfusion Reactor (Bonham-Carter)
Another variation of the fermenter is a bubble bioreactor column (Figure 31). These bioreactors are vessels with large aspect ratios (height to diameter ratio) [42]. While retaining many of the core features of the fermenter, the bubble bioreactor column differs in the agitation method used. Instead of using a mechanical shaft, mixing occurs by forcing compressed gas into the reactor and the gas bubbles up through the liquid. These reactors have relatively low capital cost, requiring only simple mechanics, and could have reduced operating costs due to the differing agitation method. However, if there is a sufficient amount of media, then the amount of gas needed to generate the lift force required to move the media would economically infeasible incurring tremendous operating cost.
59

Figure 31. Reactor Column [42]. Schematic diagram showing the framework of a model for a bubble column reactor with a recycle. The right hand side details a section of the column’s phase material
balances.
13.1.3 Final DesignA standard stirred tank fermenter was selected for use in the Eporis process. While perfusion and bubble column bioreactors provide specialized functions, these are not required in the Eporis Pichia Pastoris system. Because Pichia Pastoris grows faster than mammalian cells, final production fermentation steps often do not reach time scales where product degradation is a serious concern, rendering a perfusion bioreactor not necessary. Furthermore, available literature work with Pichia Pastoris is typically carried out stirred tank fermenters [49, 44, 48].
Physical fermenter size was estimated from the anticipated reactor volume and confirmed after SuperPro modeling using the 70 to 80 % maximum fill guideline. For example, an intended 400 L of reactor volume would require a 570 L fermenter to ensure 20 to 30% of the fermenter remained empty of liquid for proper mixing and aeration [46].
13.2 PEGylation ReactorEPO produced from humanized yeast has been shown to exhibit shorter in vivo circulation time and thus less in vivo effect than mammalian cell-derived variants. Multiple groups have added a PEG group to yeast-derived and humanized yeast-derived EPO to overcome this challenge. [2, 25] Eporis selected this post-expression modification, as detailed in Section 7. Different reactor types and PEGYlation methods were considered.
13.2.1 Constraints and ObjectivesReaction yield and selectivity of PEG conjugation (including location of attachment and distribution of products, i.e. number of PEG attached to the protein) were key considerations in selection of a PEGylation method. Often these objectives are inversely related in reactor design.
60

Maximizing selectivity in PEGylation method as well as in reactor design (e.g. concentration, temperature, and reactor type) is thus important.
The PEGylation (PEG) reactor design criteria are similar to the criteria of the fermenter except no cell culture is grown within the PEG reactor. Also, unlike the fermenter where additional time leads to extra conversion, if the protein remains in contact with PEG, over polymerization will occur resulting in undesired product.
Reaction yield is a critical parameter in reactor design. While feed amounts can be increased and cell growth extended to account for lower PEGylation conversion, the primary design objective is for 80 percent conversion. This places percent of EPO lost in the PEG reactor (i.e. un-PEGylated or di or tri-PEGylated) on par with that of column chromatography. All other aspects of PEG reactor design will be considered in how they affect reaction yield, including temperature control and agitation method. The reactor needs to stay within the appropriate temperature range in order to maintain the structural integrity of the protein. Similar to the fermenter, the agitation is crucial to ensuring a full extent of reaction. Less delicate mixing techniques were considered as cell rupture is not a concern.
13.2.2 Design Alternatives
13.2.2.1 Reactor VesselThe first reactor option is the simple batch reactor. These reactors are simply closed vessels with some form of mixing, generally with an agitator. The reactor is also jacketed with heating and cooling connections to provided temperature control of the media within. They are mainly used for liquid – phase reactions and are quite common in the pharmaceutical industry due to their time dependent conversion of reactants to products. Operation of the batch reactor includes charging all the necessary reactants to the reactor at the beginning of the reaction, after any preparatory actions have concluded (these can include purging the reactor with inert gases or bringing part of the solution up to the required temperature specifications). After being charged with all the reactants, the reaction runs for the desired time. After, the product is removed and the reactor is cleaned for the next reaction.
61

Figure 32. Ideal Batch Reactor [22].
Another type of reactor considered is the semi-batch reactor (Figure 33). A semi batch reactor has the same construction as a batch reactor, however it is operated differently. After the preparatory phase is completed, at least one of the reactants is added over the duration of the reaction. This ensures a lower concentration of that charged reactant(s) for the extent of the reaction. Like batch reactors, the conversion of the reaction is time dependent.
62

Figure 33. Semi Batch Reactor [22].
The final reactor alternative is the continuous stirred tank reactor (CSTR) (Figure 34). These reactors also have a similar construction to the batch reactor (a vessel to hold solution, mixing via an impeller, etc.). However, these reactors are operated differently from the previous reactors. CSTRs have continuous flow in and out of the reaction vessel and, therefore have open ports for the solution to enter and exit from. Due to the continuous flow, the conversion in a CSTR is not time dependent, rather the conversion is a function of residence time. Residence time is the amount of time the average molecule remains within the system. Thus, the flow rates and the size of the vessel determine the conversion achieved in the CSTR.
63

Figure 34: Ideal CSTR
13.2.2.2 Conjugation MethodNo catalyst is required for PEGylation chemistry. PEGylation chemistry is commonly achieved by activating PEG moleclues to react with a specific type of amino acid. Lysine, cysteine, histidine, arginine, asparagine, aspartate, and glutamate are typically targeted [55]. Nett and Maleki have recently published work detailing rhEPO –PEG conjugation. Nett used methoxy PEG propionaldehyde to activate PEG toward attachment to the protein’s N-terminus and lysine residues [2]. Maleki used directed-mutation to methodically change exposed, non-binding residues to cysteines. Then, with methoxy PEG maleimide, he selectively conjugated PEG to the most exposed cysteine residues. They observed consistent yields near eighty percent when a glutamic acid, residue 89, was modified [25]. In light of the genetic engineering already proposed, however, a single mutation to the EPO gene is very feasible. While Maleki’s approach is more selective, Nett’s does not require further mutation of the gene sequence and provides a conjugated structure more similar to Mircera. Production of Mircera makes use of PEG activated with a succinimidyl butyric acid ester, priming PEG for conjugation to N+ groups, such as the amino terminus and lysine residues. Key parameters of each method are included in Table 27.
Table 27. PEGylation method parameters.
Parameter Nett Method Maleki MethodConversio
n 0.90 0.80
Selectivity0.900 mono
0.098 di0.002 tri
1.00 mono
Yield 0.81 0.80Notes Best to retain biosimilarity to Mircera Can produce dimeric EPO
64

13.2.3 Final DesignThe key competing criteria were biosimilarity, yield, and selectivity of the PEGylation method. Briefly, Mircera, the innovator biologic, is monoPEGylated with a 30 kDa PEG moiety at the protein’s amino terminus and a mixture of exposed Lysine residues. The amine-based approach will yield a PEGylated EPO structure most similar to Mircera. The Cys-based alternative has 100% selectivity towards mono-PEGylated EPO and has a greater overall yield. Mutation of a surface cysteine, necessary for the Cys-based PEGylation approach, brings with it the possibility of intermolecular disulfide bridges and dimeric EPO isoforms. Coupling this consideration with comparable yields (0.81 and 0.80) and better biosimilarity, Eporis selected the amine-based PEGylation method. Nett and colleagues used 20 kDA and 40 kDA PEG groups. Eporis selected 35 kDa PEG, yielding a final PEG-EPO structure of 60 kDa, identical in size to 60 kDA Mirecra. Table 28 and Table 29 present the reactor conditions of selected method. Batch reaction was selected over semi-batch in accordance with the selected literature PEGylation method.
Table 28. PEGylation reactor feed conditions [2].
Reaction Parameter Value Unit
35 kDa PEG Concentration 10 g / L
EPO Concentration 1 g / L
NaOH Concentration 20 mM
pH 5.0 pH units
Cyanoborohydride Concentration 20 mM
Table 29. PEGylation reactor conditions [2].
Reactor ConditionsTime (min) 60
Temperature (°C) 4Agitation StirringVolume 30 L
65

13.3 Reactor Components Not only was the generic type of reactor considered, the individual components within the reactors were evaluated. For each of the reactors considered, with the exception of the bubble biocolumn reactor, there is mixing that occurs via agitation by an impeller. Various impeller alternatives were considered.
13.3.1 Constraints and Objectives The main constraint when selecting an impeller is to ensure the required cell production of EPO. Two basic concepts must be balanced: maintaining a good oxygen distribution sufficient for cell growth and preserving the integrity of the cells so that they can be alive to produce the protein. If too many cells are lysed due to the shear force generated by the impeller, the impeller should not be used.
Included below, Table 30 , is a summary of a few different impeller options with the corresponding flow patterns and shear strengths.
Table 30. Summary of Impeller choices with corresponding flow patterns and shear strength.
Type Radial Flow Axial Flow Shear StrengthRushton High Low Very High
Pitched - Blade Medium High HighMarine - Blade Low Medium Low
Spin Filter Low Low Very LowCell Lift Very Low Medium Very LowBasket Medium Low Low
Getting oxygen dispersed throughout the growth media is crucial for the survival of the yeast. An excellent oxygen distribution system is needed in order to accommodate the substantial oxygen requirements needed by the yeast. A typical air sparger is used to generate the needed oxygen feed to the growth media. Coupling the sparger with a disk impeller increases bubble dispersion, enhancing the aeration system as a whole. Oxygenation is affected by mixing flow patterns as well. Thus impeller alternatives and air sparger alternatives must be considered in tandem.
13.3.2 Design AlternativesOne type of impeller class is the Rushton Type Impellers (Figure 35). This class is applied to flat-bladed or disk-turbine impellers. These impellers are used in cell lines that are not considered shear sensitive. They are commonly set above the air sparger in order to help bubble distribution. The fins are not curved and are kept perpendicular to the base of the impeller. This provides radial flow and limited axial flow.
66

Figure 35: Rushton Impeller [53].
Another alternative, pitched – blade impellers (Figure 36), provide simultaneous axial and radial flow due to angled fins. Incorporating both types of flow patterns provides better overall mixing and creates a higher oxygen mass transfer rate throughout the media. These blades are commonly seen in many fermentation processes, specifically those involving highly viscous cultures and those with high cell densities.
Figure 36: Pitched Blade Impeller [53].
Similar to the pitched- blade impellers, the marine blades provide both axial and radial flow. Due to the reduced pitch of the blades, the mixing generated is not as high which yields a smaller oxygen mass transfer rate. Yet, the gentler angle preserves the cell integrity thus preventing cell rupture that could be experienced when using pitched blades.
Figure 37: Marine Blade Impeller [53].
Different types of impellers have been recommended for various cell lines in the table below (Table 31). The table indicates that many of the softer cells cannot tolerate the higher shear velocity of the Rushton impellers whereas the hardier bacteria and yeast cells can be mixed using the high shear impellers such as the Rushton and pitched blade impellers.
67

Table 31. Multiple cell lines with corresponding impeller options (X indicates feasibility) [53].
For fermentation processes, oxygen needs to be dissolved into the media in order to promote cell growth. This is accomplished through the use of an air sparger. As seen in Figure 38, the sparger is located at the bottom of the tank. The air, oxygen being the important component, is pumped through the sparger and travels up through the media and is vented out. As the oxygen travels through the media, a portion is dissolved and remains within the media to be used for cell growth.
68

Figure 38: Air sparger in a fermenter.
In order to increase the rate of oxygen uptake to the media, the sparger creates bubbles of air. This increase the mass transfer of the oxygen and air. While the end goal of each sparger is the same, different methodologies are used to accomplish the process. The air sparger alternatives are presented below.
One class of air spargers are crafted around the concept of pushing the air through a porous material. Generally created from sintered glass, ceramics or metal, these spargers are used for smaller scale fermenters that are not agitated. By pumping the air through the porous material, very small bubbles are created and the overall mass transfer is high.
Figure 39: Porous Air Sparger [56].
The second alternative is an orifice sparger (Figure 40). These are constructed by perforating a pipes and are arranged crosses or rings ranging in diameter. While the bubble size is significantly larger than the bubbles created from a porous sparger, the amount of air flow through the sparger can be greatly increased without the risk of damaging the sparger. Furthermore, these can be situated below a disk impeller and the bubble distribution can be greatly increased as the impeller shears the larger bubbles into smaller bubbles.
69

Figure 40: Orifice Air Sparger [57].
The final type of sparger considered is the nozzle sparger, an open or partially closed pipe that provides the needed stream of air to the media. The nozzle sparger has the lowest pressure drop of the system and has the lowest chance of becoming clogged with debris. The chance of debris clog is lower than other spargers because to the nozzle will have the highest flow rate per orifice ratio of the considered air spargers.
Figure 41: Nozzle Air Sparger [58].
Figure 42 is a gives a more detailed view of the bubbles that are produced from a porous sparger and an orifice sparger.
70

Figure 42: Detailed picture of the bubbles created by a porous sparger and an orifice sparger [59].
13.3.3 Final DesignIn order to create the best fermenter, we crafted a vessel that included two different impeller options and an orifice sparger. In order to ensure the fermentation broth would receive enough oxygen during the growth phase an orifice sparger was used in tandem with a Rushton impeller seated directly above the sparger. The orifice sparger allows for an increased amount of air flow when compared to the porous air sparger; albeit the bubble size is greatly increased. To increase the mass transfer of the oxygen in the bubbles, the Rushton impeller was added above the orifice. Positioned as such, the Rushton impeller would break apart the bubbles and increase the oxygen mass transfer by doing so. Furthermore, the Rushton impeller would not cause lysing of the cell line used in this fermentation process because yeast cells are more some of the more robust and hardy cell lines used for fermentation processes. The second impeller choice, the pitched blade, is positioned some distance above the Rushton impeller. As previously noted, using a pitched blade allows for both high axial and radial flow patterns, but also as a high shear rate. Once again, the yeast cell lines are able to withstand the higher shear rates without lysing. By using two flow patterns with high flow characteristics, the mass transfer is maximized and the fermentation broth becomes well mixed allowing for the nutrients to be evenly dispersed throughout the system. This phenomenon ensures the optimal growth rate of Pichia Pastoris and thus, the highest overall production of EPO possible.
14 Process Analytical Technology (PAT)Tight control of the bioreactor environment must be held in order to consistently produce maximal desired protein. Process analytical technology provide information on the state of the reactor.
14.1 Constraints and ObjectivesPAT is constrained by what physically fits with the selected process units. The two shall be designed in tandem. Process units, such as the bioreactor, PEG reactor, columns, and filters must be designed with PAT as a forerunning consideration, and vice versa.
71

14.2 Dissolved Oxygen SensorsAs mentioned in the previous section, maintaining high oxygen levels is critical to maximum yeast growth. Three types of on-line probes are available for measurement of dissolved oxygen in the cell culture media. These are galvanic, polarographic, or optical probes (see Figure 43). In galvanic or polarographic probes, the partial pressure of oxygen is measured inside the probe with a membrane selectively permeable to oxygen. Inside these probes, oxygen is reduced by water to form hydroxide ions under catalysis of a platinum cathode, pulling electrons from the anode. In galvanic probes, the anode in turn oxidizes lead to its ionic form, supplying electrons to the cathode. In this way current is generated, and the voltage can be measured and correlated to the oxygen partial pressure at the cathode. In polarographic probes, a voltage is applied between the cathode and anode, causing silver metal at the anode to oxidize with chloride ions in the probe into silver chloride, supplying electrons to the cathodic reaction. The measured current correlates to the oxygen partial pressure at the cathode. In both cases, the major drawbacks are accumulation and depletion of probe ions such as hydroxide and chloride, the potential degradation of the semi-permeable membrane, and the elimination of oxygen in the process of measurement.
Figure 43: Polarographic (left) and optical (right) dissolved oxygen probes made by Mettler-Toledo.
The more recent, optical probes (Figure 43) avoid the drawbacks of the other two by using optical technology. A fluorescent dye at the tip of the probe responds to blue light by re-emitting red light (see Figure 44). The phase and intensity of this red light changes depending on the amount of oxygen dissolving and interacting with the fluorescent dye. Thus, measuring both of these parameters allows for calculation of the total dissolved oxygen in the media continuously. While this technology is newer and more costly, it avoids the disadvantages of earlier probes.
72

Figure 44: Optical sensor mechanism for detecting dissolved oxygen [60].
14.3 Cell Density QuantificationTo determine timing of feeds and control growth of P. Pastoris, a number of design options are available to monitor cell density. First, samples from the bioreactor can be removed (typically 1 mL) and placed in a cuvette to measure absorbance, also known as optical density, at 600nm in a UV-Vis spectrophotometer. According to Invitrogen, a supplier of Pichia Pastoris yeast, an optical density of 1 corresponds to about 5×107 cells/mL [40]. While this would be the simplest option, it has inherent drawbacks, such as decreasing accuracy in optical density to cell density correlations at high cell densities and requiring personnel to take samples at given intervals and quantify cell concentrations. Consequently, another feasible option would be to build in a loop to cycle bioreactor contents through a spectrophotometer to continuously measure optical density. Careful engineering of the loop, also called a flow-through cuvette with internal dilution, can decrease the path length measured by the spectrophotometer and allow for lower optical density measurements that would correspond to higher density cell cultures when dilution is factored in (see Figure 45).
73

Figure 45: Flow-through cuvette with internal dilution. Path length is reduced by an inserted tube (IT) filled through the inlet port (IP) with deionized water into the cuvette. Optical density changes based on outer
diameter (D) and inner diameter (d) [42].
14.4 EPO Concentration QuantificationIn addition to monitoring the cell density, monitoring the concentration of recombinant protein is also necessary. This information gives insight into production rate, optimum harvest time, and potential expression problems. Classical methods involve periodically taking samples from the bioreactor. They include the Bradford assay, which measures the absorbance of a dye that binds to any protein in the sample. The Bradford assay quantifies total protein, so it may not reflect the concentration of the protein of interest. Contrastingly, an Enzyme-Linked Immuno-Sorbent Assay (ELISA) can provide a specific measure of protein. ELISA first captures all proteins in a sample onto a surface, then uses antibodies to detect a specific protein on the surface, then introduces a colored substrate that reacts because of an enzyme attached to the antibodies (see Figure 46). The color change because of bound substrate indicates the concentration of the protein of interest. ELISA is especially useful in that it can analyze a sample for many proteins for which antibodies can be generated, such as proteases and cell-surface markers [42]. Alternatively, SDS-PAGE, which separates proteins on a gel based on size and quantifies the intensity of the protein bands, can also quantify multiple proteins in a sample [47]. However, as mentioned above, these have drawbacks in requiring labor and time.
74

Figure 46: Basic ELISA method, where analyte (Ag) is detected by an antibody with conjugated enzyme (E) for substrate reaction.
Monitoring of recombinant protein concentration can be accomplished by co-expressing a fluorescent protein along with the desired protein in the same genetic sequence. For example, Infrared Fluorescent Protein (IFP) responds to light at 684nm with an emission of 708nm [61]. Alternatively, Green Fluorescent Protein (GFP) responds to light at 395nm with an emission of 508nm [42]. With a spectrophotometer on-line as shown in Figure 47, the magnitude of the emitted light can be quantified and correlated with well-established calibration curves to derive the protein concentration in solution. Drawbacks to this method are that co-expression of other proteins could reduce overall expression or secretion of the heterologous protein and that the other proteins would have to be cleaved in an additional process step downstream.
Figure 47: Lab-scale, real-time monitoring of GFP co-expressed with heterologous protein using excitation and spectroscopy [11].
Design considerations for recombinant protein monitoring include the total costs of the systems. Sampling methods have intrinsic costs of reagents, equipment, and labor, while on-line fluorescence methods have opportunity costs of otherwise greater expression of EPO instead of the recombinant protein, intrinsic equipment costs, and further processing costs.
75

14.5 Reactor Operating ConditionsAs mentioned in previous sections, pH and temperature have large effects on the efficiency of recombinant protein production, the reduction of undesired organisms, and the inhibition of proteases. Furthermore, fluctuations in pH and temperature can cause heterogeneity in the glycosylation profile of the product, leading to product inconsistency and potentially loss of efficacy for the end-user. The pH can be monitored using pH probes that measure the electrochemical potential between the solution and an intrinsic standard [42]. The temperature can be measured by thermocouples [42]. Many suppliers exist for these very common instruments, and the different options will be weighed on cost, longevity, and ability to be sterilized easily.
14.6 Final DesignConventionally, process control implementation in industry has been simple, usually SISO and PID or even bang-bang [62]. Dissolved oxygen will be maintained by measurement using the optical sensor and PID control on the air inlet valve. The reliability of the optical sensor not running out of reagent was deemed to be worth more than any savings on cost.
Cell density will be measured using the diluted-loop method and UV-Vis absorbance at 600nm. This will be the main measurement for determining transition times between fermentation steps.
EPO concentration will be measured using ELISA. An automated sampler will collect a 0.1mL sample every 15 minutes after cell density reaches near-saturation. The samples will be measured and used as an indicator of fermentation end time.
Reactor operating conditions will not be operated in bang-bang mode. These techniques common to industry are not good places to make compromises to quality control. The tight regulation of pH and temperature in the fermenter is not only beneficial for batch-to-batch consistency, but for the quality of the biologic drug that will be used by patients. Thus, in reference to the design norms of stewardship of the plant’s resources and integrity of design work, rigorous control of these parameters will be executed using PID control on a NaOH feed valve for pH adjustment and cooling water flow valve for temperature adjustment.
15 Cell Harvesting In biopharmaceutical production, separation processes are often categorized into three stages: clarification, purification, and final polishing [63]. Figure 48 shows clarification and purification in context with the whole process in a block flow diagram. Broadly, clarifying removes extra cell parts, purifying uses chromatography columns to isolate the protein of interest, and final polishing additionally filters, sterilizes, and exchanges the drug substance into a formulation buffer [64]. The first step in clarification is harvesting the cell broth.
15.1 Constraints and ObjectivesThe major centrifuge design parameters are feed flow rate, centrifuge size, and number of rotations per minute [55].
Microfiltration design parameters are membrane area and flow
76
Figure 48. General process block flow diagram.

rate. The chosen alternative must have the lowest cost to the process, taking in to account capital, cycle time, and recovery.
15.2 Design Alternatives Harvesting is typically done through centrifugation or microfiltration. Centrifugation is a technique that exploits drag and inertial forces on a rotating mixture to separate the mixture by mass and size. Denser particles fall to the bottom, while less dense particles remain in the liquid as the supernatant. In the present system, it will serve to remove cells and dense cell parts. Table 33 presents alternative centrifuge types. Most commonly, disc stack centrifuges are used in processing mammalian cell cultures.
Table 32. Common centrifuge types [55], [65].
Centrifuge Configuration Characteristics Typical Application
Basket Batch Pharmaceutical
Tubular Continuous feed and liquid outletContinuous heavy phase discharge
Pharmaceutical, Biodiesel, bacterial cell culture
Stacked Disc Continuous feed and liquid outletContinuous or discontinuous solid discharge Cell cultures
With disc-stack centrifuges, the fermentation broth is feed into the bottom of the centrifuge as it is rotating (see Figure 49). In a continuous fashion, dense particles move by apparent centrifugal force to the sides of the vessel, where it collects into a thick sludge and is released through an orifice. The clarified liquid is drawn upwards between discs, which increase the area of sedimentation, and collected through a nozzle at the top.
Figure 49: Disc-stack centrifuge in operation (thermopedia.com).
77

The unit procedure is governed by the following equation:
Q=ηV s ∑, (16)
where Q is the volumetric throughput, η is the centrifuge’s clarification efficiency (typically 30%), Vs is the Stokes settling velocity, and ∑ is the sigma factor, a measure of the centrifuge’s effective area. The settling velocity and sigma factor can be described by:
V s=¿, and (17)
∑=[ 2π3 g
ω2 N cot α (r13−r 2
3 ) ], (18)
where dlim is the largest diameter of particle that can be completely retained, Δρ is the density difference between particle and liquid, µ is the dynamic viscosity of the liquid, ω is the angular velocity, N is the number of disks, α is the angle of inclination of the disks, and r1 and r2 are the inner and outer radii of the disks. Literature showed that the average Pichia Pastoris cell diameter is 4µm and the average yeast cell density is 1103g/L [65], [66]. Assuming the liquid properties of water, the centrifuge can be designed by specifying a % removal, a time, and a limiting particle diameter. Since the volume of reactor effluent is known, the simulator then calculates the sigma factor, sizing the centrifuge. With a maximum concentrated solids specification of 400g/L, some fermentation broth and consequently some EPO is lost with the concentrated solids [67]. This ultimately resulted in a 90% recovery of EPO through the primary recovery section.
Centrifugation does not completely remove all cells, especially those in the population that are smaller or fragmented. Thus, the effluent must be passed through a microfilter before running through downstream steps. The standard microfiltration pore size is 0.45 µm, rejecting all particles greater than that size. The governing equation is quite simple:
A=V feed
N cyclesJ t p, (19)
where A is the membrane area, Vfeed is the volume to be processed, Ncycles is the number of cycles of operation, J is the filtrate flux, and tp is the process time. The process time and volume is usually fixed by the throughput of the centrifuge, and the filtrate flux must be chosen by the user with the knowledge of the characteristic capacity of the membrane. If the flux exceeds a critical flux rate, irreversible fouling of the membrane may occur and the filter cartridge will be unusable [68].
The critical flux is determined by the fluid friction limits of flow through membrane pores. The key equation is the Hagen-Poiseuille equation:
J=(nπ r 2) ∆Pr2
8 μl, (20)
where n is the number of pores per area, r is the radius of pore, ΔP is the transmembrane pressure, µ is the fluid viscosity, and l is the membrane thickness. For most filters, n is 1012pores/m2, l is 10-5m, and maximum ΔP is 200kPa [69], [70]. This resulted in a maximum microfilter flux of 166 L/m2-min.
78

If membrane fouling due to high flux is not a concern, the membrane can be sized experimentally based on a pore-blockage model. This model assumes that particles get caught inside pores, blocking liquid from passing through them. Once enough pores are blocked, flow through the microfilter becomes greatly reduced. One study showed that 0.2μm microfilter had a cartridge capacity of 75 L/m2 of 20% Pichia Pastoris wet cell weight fermentation broth. Assuming this capacity is proportional to the wet cell weight, a capacity can be inferred for any concentration of cells. Wet cell weight is approximately 3.5x the dry cell weight for Pichia Pastoris [71].Thus, filters have a capacity of 15 L-fraction wet cells/m2 or 4.3 L-fraction dry cells/m2.
The major alternatives to the two-step centrifugation and microfiltration procedures are one-step microfiltration or one-step depth filtration. A one-step microfiltration should be a hollow-tube run in cross-flow mode for increased capacity and less fouling. Depth filtration essentially employs a gradient pore diameter through a thicker membrane so that higher capacity of feed can be processed with less area.
The critical flux in a depth filter can be modeled to account for the thick, filter cake that develops on the membrane:
J= ∆ P1−k Aμrc
'C pV, (21)
where k is the cake compressibility, rc’ is the cake resistance that depends on cake porosity and cake particle diameter, and Cp is the solids content. A recent study used a depth filter with Celpure 100 filter aid to process a 7 wt% of Pichia Pastoris. The resistance constant, rc’, was 6.3*10-8, k was 0.442, and Cp was 0.088 (7% cells and 1.8% filter aid) [72]. With these parameters, the flux achieved was 5.83 L/m2-min with a recovery of >95% [72]. Mentioned before is the Celpure 100 filter aid, which consists of diatomaceous earth, the silicon-based shells of diatoms, a type of algae. The filter aid provides extra depth to the filter and increases the capacity by trapping particles in its volume while keeping the membrane unclogged.
Using the cost-approximation methods mentioned before, the two options of two-step centrifugation with polishing and one-step depth filtration were compared in terms of operating and capital costs (Figure 50). It was clear that the centrifuge had a much larger purchased cost ($115,000) than filters ($26,000), and membrane area was not an issue given the time allowed for the filtrate to flow through. Furthermore, the capital costs directly impacted operating costs due to maintenance and depreciation, evidenced also by Figure 50. Even though the depth filter required some expensive filter aid, it had a higher recovery of 95% compared to the centrifugation and polishing recovery of 90%, reducing costs for the whole process (Figure 51).
79

Section Operating Cost Section Purchased Cost Net Total Cost0
50
100
150
200
250
300
350
400
Two-step vs. One-step Primary Recovery
Centrifugation + Polishing
Depth FiltrationAn
nual
Cost
($M
)
Figure 50: Section cost comparison of centrifugation with polishing and depth filtration.
Net Total Cost4.15
4.20
4.25
4.30
4.35
4.40
4.45
Two-step vs. One-step Primary Recovery
Centrifugation + Polishing
Depth Filtration
Annu
al Co
st ($
MM
)
Figure 51: Overall cost comparison of centrifugation with polishing and depth filtration.
15.3 Final DesignThe one-step depth filter was chosen for its high recovery and low operating and capital costs. It used a diatomaceous earth filter aid of 18 g/L-broth, a membrane area of 0.19m2, a process time of 60 minutes, and a filtrate flux of 5.83 L/m2-min. Recovery of EPO was 95%.
80

16 Column Chromatography High-resolution purification is then carried out by column chromatography.
16.1 Constraints and ObjectivesBiopharmaceutical processes are often determined to be not economically feasible in the separation phases [63]. Cost, scalability, and yield of each individual separation step shall be considered in column design.
Column chromatography makes use of a mobile solvent phase to elute the separated protein, but we must pay close attention to the amount, price, and safety of the materials and chemicals used in each process when determining the best option. Increasing the number of columns used will produce more waste streams where we must consider the impact on sustainability of the process.
The modeling software - SuperPro designer- had a series of generalized columns we could choose from and alter to meet our design needs. Using three of the chromatographic columns, we made our selection. The first two are packed bed columns modeled either in a bind and elute mode or in a flow through mode. The former is when molecules bind to the stationary phase, and the target molecule is eluted for recovery, and the latter is where the impurities bind to the stationary phase, while the target molecule simply flows through. In conjunction with the chosen columns, in order to more simply model the process system, we proposed a three component impurity system. This includes a series of sticky impurities, EPO and non – sticky impurities. The sticky impurities will more readily bind to ionic interactions whereas the non – sticky impurities are more hydrophobic and will not have as much interaction. Essentially, this allows any impurities to be categorized as have either more or less anionic interaction than EPO.
16.2 Chromatography BackgroundPurification using chromatographic columns is used to separate out the EPO from the other proteins left over after clarification. This can occur by several types of separation based on size, charge, biological activity, and bonding affinity. There are several types of chromatography, many with similar principles of achieving separation. For example, a hydroxyapatite chromatography was considered. Hydroxyapatite is a naturally occurring mineral form of calcium, used in affinity chromatography that can be used several times without regeneration. It involves interactions between positively charged calcium ions and negatively charged phosphate ions on the stationary phase with negatively charged carboxyl groups and positively charged amino groups of the target protein. This is a commonly used form of chromatography in EPO separation. Also, membrane ion electrophoresis is a separation technique based on the mass to charge ratio of proteins [67]. We considered this method of separation briefly, but there are drawbacks for the capacity we are producing, and thus opted not to use it. His-tag chromatography is very similar to affinity chromatography, and can be used even when there are no readily available antibodies for the target protein, but rather histidine groups attach to the nickel column and eluted with standard chromatography techniques. Used in tandem with several chromatography techniques high pressure liquid chromatography (HPLC) is where a solvent is pumped through an adsorptive stationary material in a column, [68]. This method is used primarily in lab scale experiments and was not seen in industrial scale-up procedures.
81

Blue-dye (Sepharose 6) binds to many proteins, including EPO. It is currently used in several routine commercial production processes [25]. It can also be used to see the proteins separate into different bands during electrophoresis. For these reasons Eporis was considering this form of column for one of the first separation stages. These were many of the columns we considered, based upon the process and modeling constraints.
Figure 52. The typical scale of size for downstream biotech chromatography columns
16.3 Chromatography AlternativesThe separation processes associated with EPO produced from P. Pastoris are more effective than with those associated with EPO produced from CHO cells. Because P. Pastoris secretes few native proteins, our process produces a much cleaner fermenter effluent, resulting in higher purity with only three chromatography steps. Furthermore, virus transmission is impossible with yeast, so viral inactivation stages can be neglected with this process. The first chromatography column uses Q-Sepharose anion exchange resin, where more positively charged EPO flows through, while the more negatively charged impurities bind to the column. The second chromatography column uses hydrophobic interaction as a mechanism to separate the remaining impurities from EPO. After the second chromatography step, the EPO is ready to enter the polyethylene glycol (PEG) addition reactor. A final size exclusion chromatography step separates mono-PEGylated EPO from excess PEG and non-, di-, and tri- PEGylated EPO.
16.3.1 Ion Exchange Chromatography Ion exchange chromotography depends upon different types of interactions between solute molecules and ligands held on a chromatography matrix. It is probably the most frequently used chromatographic technique for the separation and purification of proteins and other charged biomolecules. The reasons for the success of ion exchange are its widespread applicability, its high resolving power, its high capacity, and the simplicity and controllability of the method. We modeled the ion exchange column as an anionic exchange as a flow through
82

model. For flow through chromatography, the stationary phase, is first equilibrated with a buffer of known pH. The sample is then introduced to the column where adsorption of molecules, in this case the impurities, onto the stationary phase occurs. The rest of the wanted material is sent through the column. An extra wash is then sent through in order to capture any wanted fluid that was trapped in the column. Finally an elution buffer is sent through the column that desorbs the target molecules. This is followed by a chaser regeneration buffer that ‘cleans out’ the column by detaching everything else, via caustic, so the column may be used again. See Figure 38 for a visual representation of an ion exchange chromatographic separation [73].
Figure 53. The steps of a standard ion exchange separation, while other separations use a similar mechanism
Also aiding in our decision, Huang et al. recently performed a 2-D gel analysis of P. Pastoris fermentation broth in order to characterize the size and isoelectric points (pI) of secreted proteins [74]. The total amount of native proteins in the media was relatively low at 25°C: 0.105g/L. This is good news for downstream separations, because higher purity EPO can be obtained with less resources. The 2-D gel image is presented in Figure 54. The circled blotch was identified as SCW10, a cell-wall maintenance protein.
Figure 54: 2-D gel of supernatant proteins showing molecular weights and isoelectric points [74].
When a recombinant protein (Sm14-C62V) was expressed under methanol-induction, larger quantities of native proteins were found in the supernatant, as shown in Figure 55. According to the study, recombinant protein expression under methanol induction increases cell-stress and cell-death, causing more proteins to be secreted or released through cell lysis. Total protein content was roughly 0.145 g/L, including recombinant protein.
83

Figure 55: 2-D gel of supernatant proteins after induced expression of Sm14-C62V [74].
Based on the characterization of impurities, most native proteins appear to have a pI between 4 and 5. Conversely, erythropoietin’s pI is 8.75 unglycosylated, and 6.83-7.31 with six acidic, sialic acid residues on the ends of the glycans [75]. The difference will in fact be more pronounced because the glycoengineered yeast will attach sialic acid to other secreted proteins in addition to EPO. This makes flow-through anion exchange chromatography an attractive first-step in the purification chain. This will remove most of the proteins categorized as “acidic impurities”, i.e. the sticky impurities.
Scale-up is readily done between the bench top and the pilot plant. Table 33 contains parameters that should be taken into account while scaling up the ion exchange column. For example, in order to increase the column capacity one should maintain the bed height of the process and should increase the diameter. Scale-up on the order of 700 hundred fold have proven to produce nearly equivalent results [76].
Table 33. Scale-Up Heuristics for Chromatography
One critical obstacle to overcome in the scale up of a chromatography column is the pressure limitations. The resin within the column loses the proper fluidization characteristics above the pressure limit and therefore does not undergo the proper separation mechanism. This also changes the time required to achieve proper separation because of flow rate restrictions that maintain a proper column pressure [77]. This pressure limitation restricts the height of the ion exchange column to a maximum of thirty centimeters.
The tradeoff of lower height restrictions force the design of ion exchange columns to have a relatively large diameter. However, the diameter cannot be so large that it results in poor resolution. This is due to the fact that if the diameter of column is too large, the flow pattern within will deviate from the desired plug flow behavior [77]. The diameter of the ion exchange
84

column was designed to be 3.6 cm. This design includes an industry standard overdesign factor of 3.333.
16.3.2 Hydrophobic Interaction Chromatography (HIC)Hydrophobic interaction is centered on the concept of proteins salting out of solution. It was noticed that proteins and other substances which are precipitated at high concentrations of neutral salts (salting out), often are adsorbed strongly in salt solutions of lower concentration. Also, some adsorbents which in salt-free solutions show no or only slight affinity for proteins change at moderately high salt concentrations and become excellent adsorbents.
Referring to Figure 55, after anion-exchange chromatography, the three major protein impurities will remain: spot (51) is enolase 1 (ENO1), spot (25) is superoxide dismutase (SOD1), and spot (53) is nucleoside diphosphate kinase (YNK1). These will be partially separated due to anion-exchange chromatography, but they need to be separated further based on other properties prior to PEGylation. Hydrophobic interaction chromatography (HIC) differentially retains proteins based on their surface hydrophobicity.
Using the dimensionless retention time (DRT) method for modeling binding behavior, a hydrophobicity score and retention time can be attributed to proteins based on their surface amino acids [78]. POPS* software was used to model the surface of the proteins mentioned above and EPO. Based on protein structure alone, EPO and YNK1 have the closest hydrophobicity scores (0.309 and 0.305, respectively). While HIC typically has good resolution, these may be too close to have both good product recovery and product purity. However, strategies such as gradient elution and operating condition optimization could provide the necessary resolution. One major concern is the role of glycosylation in the affinity of EPO to the stationary phase. However, a recent study showed that glycosylation has no effect on adsorption of proteins on hydrophobic surfaces [79].
DRT depends on the operating conditions (Table 34). The quadratic model parameters A’, B’, and C’ for estimating DRT are tabulated for several operating conditions in Using the ratio of DRTs between EPO and the three impurities as an optimization target, the difference in elution time was maximized for separation. The optimum operating conditions were thus Butyl Sepharose with 1M Ammonium Sulfate initial salt concentration, giving EPO and YNK1 DRTs of 0.272 and 0.249, respectively [78]. Butyl Sepharose High Performance resin is available from GE Healthcare Life Sciences for high resolution separations [80]. A general rule of thumb is that the HETP is 2-3 times the resin particle diameter [80].
85

Table 34. Optimization of HIC Resin and Salt using Dimensionless Retention Time Ratios [79].
Resin SaltInitial Salt
MolarityA’ B’ C’
DRT EPO
DRTYNK 1
DRT EPO
DRT ENO1
DRT EPO
DRT SOD 1
Phenyl Sepharose
Ammonium Sulfate 1 11.79 -0.29 0.35 - - -
Phenyl Sepharose
Ammonium Sulfate 2 -12.14 12.7 -1.14 - - -
Phenyl Sepharose
Sodium Chloride 2 -77.1 42.33 -5.13 0.972 0.969 0.901
Phenyl Sepharose
Sodium Chloride 4 -65.01 37.55 -4.71 0.988 0.987 0.965
Butyl Sepharose
Ammonium Sulfate 1 36.76 -16.07 1.73 1.090 1.100 1.559
Butyl Sepharose
Ammonium Sulfate 2 10.02 0.45 -0.38 1.033 1.037 1.172
Butyl Sepharose
Sodium Chloride 2 -12.05 6.51 -0.8 0.952 0.948 0.838
Butyl Sepharose
Sodium Chloride 4 -1.74 5.55 -1.01 1.030 1.033 1.157
Similar scale up factors are used for both ion exchange chromatography and hydrophobic interaction. One important aspect of scaling up the hydrophobic column is the physical stability of the chromatography media. By scaling up the diameter of the column, some of the bed support from the friction against the column wall is lost. This can lead to increased bed compression and poorer flow/pressure characteristics. We chose to use butyl sepharose as this provided a highly rigid matrix and allowed from increased column flow rates while maintaining the desired hydrophobic interactions [81].
16.3.3 Lectin Binding AffinityOne particularly worthy alternative to HIC, lectin binding affinity (LBA) chromatography, was also considered for further separation of ENO1, SOD1, and YNK1 from EPO. LBA chromatography uses a lectin, a carbohydrate binding protein, conjugated to solid matrix to separate glycoproteins from non-carbohydrate labeled proteins [46]. None of the remaining impurity proteins contain secretion signal sequences, thus are not glycosylated and sialylated [74]. Glycosylation and sialylation are reserved for proteins that are actively secreted by a cell. ENO1, SOD1, and YNK1 appear in the fermentation media as cell lysis occurs during the fermentation process. Lectin binding affinity in a bind-and-elute packed bed column arrangement thus presents a viable alternative for secondary purification prior to EPO PEGylation.
Typically LBA chromatography is used a primary capture step in separation processes [77]. However, the majority of the protein impurities in the fermentation media will be secreted proteins. Due to the, generally, lower binding capacity of LBA resins than IEX resins, LBA was considered as a secondary separation alternative in the Eporis process.
86

Several lectins are commonly used in the solid phase, including maackia amurensis agglutinin (MAA), sambucus nigra agglutinin (SNA), wheat germ agglutinin (WGA), Jacalin, and Concanavalin A (ConA) (Table 35) [82, 83, 84]. Often these lectins are grouped to construct a multli-lectin affinity column (M-LAC) when capture of multiple glycoproteins of varying glycan structure is desired.
Table 35. Typical lections employed in LBA chromatography [84, 83, 85].
Lectin Binding TargetMAA Sialic acid containing oligosaccharidesSNA α-NeuNAc-[2→6]-Gal, α-NeuNAc-[2→6]-GalNac, and
to a lesser extent α-NeuNAc-[2→3]-GalWGA (triticum vulgaris) terminal N-acetylglucosamine dimer and trimmers
*Also sialic acid (Enz. Text ref)Jacalin O-linked oligosaccharides containing galactosyl N-
acetylgalactosamine (can be sialylated)ConA α-mannose
LBA and HIC were simulated in SuperPro Designer as the second chromatography column in the separation train. Even though LBA has a greater EPO binding capacity and therefore smaller column volume, recovery is considerably lower (Table 36). Thus simulation and cost-based comparison was used to compare alternatives.
Table 36. HIC and LBA chromatography comparison.
HIC LBAColumn Volume 6.3 3.44Binding Capacity 10 g/L 32.5 g/L
Fractional Recovery of EPO 0.99 0.76Fractional Recovery of Impurities 0.005 0.04
Time (days) 0.15 0.48
HIC incurred the greatest capital (purchase) cost. However, operating cost of LBA was greater than the HIC operating as a result of LBA’s three-fold greater process operating time. Comparing net total cost, HIC gives a less expensive overall process.
87

Section Purchase Cost Section Operating Cost Net Total Cost0.00
50,000.00
100,000.00
150,000.00
200,000.00
250,000.00
300,000.00
350,000.00
400,000.00HIC LBA
Cost
($MM
)
Figure 56. Section Purchase and Operating Cost Comparison between HIC and LBA.
Net Total Cost4,200,000.00
4,300,000.00
4,400,000.00
4,500,000.00
4,600,000.00
4,700,000.00
4,800,000.00
HIC LBA
Cost
($MM)
Figure 57. Net Total Cost Comparison between HIC and LBA.
88

16.3.4 Gel Filtration When using gel filtration, molecules in solution are separated according to differences in their sizes as they pass through a column packed with a chromatographic gel medium. The gel is a heterogeneous phase system in which a continuous liquid phase is contained with the pores of a solid phase matrix. The matrix is chosen based on a number of factors including pore size, chemical and physical stability, or inertness. The separation occurs due to the different sizes of the molecules flowing through. The smaller molecules diffuse into the pores of the gel whereas the larger molecules remain in the solution outside of the pores and continue to flow through the column. Eventually the smaller molecules will pass through the pores and flow through the column also. This time delay allows for separation of the molecules, allowing for the opportunity to capture a specific set of molecules [85]. Figure 58 contains a visual representation of the mechanism behind gel filtration. This is an ideal method to accomplish this final step of separation.
Figure 58. The mechanism of separation in a gel filtration column
Once again, taking an in-depth into the protein structure provides further support to choosing the gel filtration column as the final column in the separation train. The glycan structure of humanized-Pichia Pastoris EPO is given in Figure 59. MAA presents the best alternative for capturing EPO, as its binding target is the terminal group on EPO’s glycans.
Figure 59. Glycosylation of Eporis PEG-EPO.
Coming out of the PEGylation reactor, the main constituents are excess PEG, mono-PEGylated EPO, di-PEGylated EPO, tri-PEGylated EPO, and un-PEGylated EPO. Gel filtration is a major option for isolating the desired product: mono-PEGylated EPO for homogenous product quality. Ideally, a rigid gel would be used so that column height can be increased without increasing pressure strains on the gel. Two such gel filtration resins offered in the industry are Superdex
89

and Sephacryl, in order of their resolution [86]. Superdex 200 Prep Grade has high resolution (>13000 theoretical plates per meter) and short run time due to better coping with pressure drops up to 3 bar [86]. Column heights of up to 95cm are specified, but they might be able to be increased if linear velocity is decreased [86]. The Sephacryl S-N00 HR series compromises on resolution (>5000 theoretical plates per meter) by offering wider fractionation ranges.
Elution volume of proteins can be calculated for Superdex 200 Prep Grade and Sephacryl S-200HR gel filtration. GE provides a selectivity curve (Figure 60) that allows calculation of elution volume by molecular weight. Based on the slope of the selectivity curve and the adequate resolution verified by calculation, Sephacryl resin was deemed to be a comparable substituted to the popular Superdex 200pg. However, due to Superdex’s reputation for its ability to withstand high pressure drops and minimal non-specific binding, Superdex 200pg was chosen for the separation.
3 4 5 60
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
f(x) = − 0.367080815255565 x + 1.97097788285925
f(x) = − 0.284596378185808 x + 1.78925378049909R² = 0.963565807409742
Superdex 200pgLinear (Su-perdex 200pg)
Log(MW)
Kav
Figure 60: Selectivity curves for Superdex and Sephacryl media plotting dimensionless elution volume, Kav, for a range of molecular weights [86].
Using the selectivity curve, a linear relationship of Kav vs. log(MW) was correlated to be:
K av=−0.2846∗log ( MW )+1.789,
where Kav is the effective partition coefficient, and MW is the molecular weight, defining
K av=V e−V o
V t−V o,
where Ve is the elution volume, Vo is the void volume of the column, and Vt is the total column volume. Void volumes are typically 30% of the column volume.
shows the partition coefficients of EPO-PEG conjugates.
90

Table 37. Partition coefficients for different PEG variants of EPO.
Species MW (kDa) Kav
EPO 24.9 0.538EPO+PEG 64.9 0.420
EPO+2PEG 104.9 0.360EPO+3PEG 144.9 0.320
Resolution can be determined by the elution volume and the number of plates. While resolution is an indicator of good separation, peak widths can give more insight into the recovery and purity of the product fraction:
R s=2(V R, B−V R , A)
W B+W A,
N=(V R
σ )2
.
where Rs is the resolution, VR is the retention volume, W is the peak width at base height (equal to four times the standard deviation), N is the number of theoretical plates, and σ is the standard deviation of the normal distribution. A resolution greater than one is good, while a resolution greater than 1.5 is excellent. The above equations were used to calculate the resolution and recovery fractions for a Superdex 200 pg gel filtration column with particle size 34µm with assumed inner diameter of 26mm, bed height of 950mm, a sample volume of 13mL, flow rate of 2.6 mL/min, and linear velocity of 30cm/h. Through calculation, 99.8% of the mono-PEGylated EPO can be recovered along with less than 0.01% of unreacted PEG and less than 0.01% of di-PEGylated EPO.
Scale up of the gel filtration column is relatively similar to the scale up procedures of the other columns. One key parameter is to maintain the resolution of the separation. This will allow the product protein to be easy collected without impurities.
16.4 Final DesignA flow through Q-Sepharose High Performance resin in an anion exchange chromatography column was designed to separate EPO from the negatively charged, “sticky” impurities. A bind-and-elute Butyl Sepharose High Performance resin in a hydrophobic interaction chromatography column was designed to separate EPO from the “non-sticky” impurities. The initial salt concentration should be 1M ammonium sulfate and EPO is predicted to elute in 0.7M ammonium sulfate. A Superdex 200pg resin in a size exclusion chromatography column was designed to separate PEG-EPO from un-, di-, and tri-PEGylated EPO and excess PEG.
Table 38 lists the standards that are typically used by the pharmaceutical industry. While some of the step names are the same, there may be a different equivalent bed volume associated with the step. This is due to the order the step is in the overall process and the type of solvent used.
91

Table 38. Equivalent Bed Volume and Solution used for Specific Chromatography Step [46], [74], [82], [77]
Type Step Name Equivalent Bed Volume (BV) Solution
Ion exchange
Flush 1 [Set] NaCl (1M)Equilibration 10 [Set] Sodium AcetateFlow Through 7.430 [Calculated] --
Flush 2 [Set] Sodium AcetateStrip 2 [Set] NaCl (1M)
Regeneration 1 [Set] NaOH (1M)
HI Chromatography
Load 0.230 [Calculated] --Wash 2 [Set] RO Water
Elution 4.490 [Set] Ammonium Sulfate (1M) Ammonium Sulfate (0.7M)
Flush 5 [Set] Ammonium Sulfate (1M)Regeneration 2 [Set] RO WaterEquilibration 2 [Set] NaOH (0.5M)
Gel Filtration
Loading 0.05 [Set] --Elution 1 [Set] Form. BufferWash 2 [Set] NaOH (0.5M)Wash 2 [Set] RO Water
17 FiltrationUltrafiltration and diafiltration are used throughout the process to concentrate proteins or to exchange buffers.
17.1 Constraints and ObjectivesFiltration steps are constrained by the required product purity. Key parameters for evaluating filtration alternatives are required membrane area, pore size, transport properties, pressure difference limitations, fouling rate, and frequency of cleaning [87]. All of these parameters affect membrane selectivity, permeate flux, and solid build-up rate. In turn these determine separation purity [87].
17.2 Design AlternativesFiltration follows centrifugation in the clarification steps. It plays an emphasized role in expression systems that do not secrete the protein of interest but instead deposit it internally. In these cases cell lysis is done and a much heavier burden is placed on the filtration steps. Eporis
92

proposes a P. Pastoris system in which EPO is secreted. Filtration alternatives were developed from this perspective.
Filtration units are classified by flow mode and by size of membrane pores. Filters operate with either normal flow, also called dead end flow, or tangential flow configurations. In normal flow filtration, flow passes through the membrane perpendicularly, retaining particles of greater size of above the membrane. Typically the protein of interest passes through the filter with the permeate. In tangential flow filtration, feed passes parallel to the membrane and the particles of interest are retained above the membrane. Water, buffer salts, and other small molecules pass through the membrane, concentrating and purifying the protein product in the retentate (Figure 61) [88].
Figure 61. Tangential flow filtration schematic [88].
Size classification subdivides filtration into microfiltration, ultrafiltration, and nanofiltration (Table 39). Each size classification has a typical flow configuration. Microfiltration is typically employed during cell culture clarification, as mentioned in the cell harvesting section. Microfiltration is also used extensively to filter inlet media and buffers to ensure sterility. Nanofiltration finds use in mammalian cell processing mainly to remove viral particles. As Pichia Pastoris is a yeast strain rather than a mammalian strain, the process does not remove require viral particle removal, rendering nanofiltration less applicable as a filtration alternative [55].
Table 39. Filtration types and associated flow patterns [88].
Filtration Type Size Range Typical Flow ConfigurationMicrofiltration 0.02 - 10 µm Normal FlowUltrafiltration 0.001 to 0.02 µm Tangential FlowNanofiltration 5 - 200 nm -
93

Microfiltration and ultrafiltration both utilize a pressure difference across a selectively permeable membrane to drive filtration [87]. Figure 62 illustrates the basic set up for ultrafiltration. The particle of interest is retained in the retentate and the system run until a specified purity value is reached. Diafiltration is an adaption of ultrafiltration. A buffer is added to the pump system to facilitate buffer exchange or control of retentate volume (Figure 63) [88]. The number of diafiltration volumes determines the extent of buffer exchange, and a typical value is 3 volumes.
Figure 62. Basic ultrafiltration schematic [88].
94

Figure 63. Basic ultrafiltration-diafiltration set up [88].
Ultrafiltration membranes can separate based on size, charge, molecular structure and other factors [89]. Thus membrane types create alternatives for ultrafiltration. Two alternative hydrophilic materials are given in Table 40. Hydrophobic alternatives were rapidly disregarded as hydrophobic membranes foul faster and require more frequent cleaning. Depth and surface filtration are the key microfiltration alternatives. Depth filtration used a series of stacked membranes to create a multi-dimensional bed to retain particles [87].
Table 40. Filtration alternatives.
Microfiltration Mechanisms [87] Ultrafiltration Membrane Materials [90]Surface Polyvinylidence FluorideDepth Polyethersulfone
Despite the use of ultrafiltration to separate proteins, they are typically crude separators, separating on orders of magnitude. To get fine separation, column chromatography is preferred. However, ultrafiltration and diafiltration are typically used to concentrate proteins between operations. Proteins can be concentrated up to their aggregation limits. For EPO, no published aggregation data exists, but studies employ concentrations in excess of 14g/L.
Final polishing ensures uniformity in activity, allows for proper dosage to be established, and enables product dissolution in the proper formulation buffer. Potential contaminants are removed in this aseptic stage. Diafiltration is typically employed, although gel filtration (also known as size exclusion chromatography, to be covered in the next section) can be used as
95

well [42]. In mammalian expression systems viral inactivation would play a key role in polishing. However working with yeast renders this unnecessary.
Microfiltration is also extremely prevalent in preparation of buffers and media. In preparing column buffers, bioburden-grade filters of pore size 0.45μm are sufficient to greatly reduce the amount of biological contaminants in columns [91]. Because large volumes of buffers are required in Eporis’s separation train, high throughput filters are essential. The one exception to buffer preparation is the formulation buffer preparation that is loaded into the gel filtration column. This buffer needs to be sterile-filtered through 0.2μm pores in order to ensure no biological contaminants challenge the bulk drug substance during its time in storage and transport to the drug product manufacturer.
In preparing cell-culture media, sterile filtration is incredibly important. Because fermenters often run for periods of days with optimal conditions for cell growth, any contamination will cause serious stress on the one species that is desired to grow, P. Pastoris [91]. Fermenter feed media must thus be filtered with sterilizing-grade filtration possessing mycoplasma control, which have pore sizes of 0.1μm. Mycoplasma are the smallest type of bacterial contaminant, very prevalent in cell cultures because their lack of cell walls enable them to squeeze through very small pores. These must be removed to ensure optimal growth of yeast and production of EPO.
17.3 Final DesignDiafilters were designed before the ion-exchange column, the hydrophobic interaction column, the PEGylation reactor, and the gel filtration column. The purpose was to exchange buffers before each step. Flux was set to 13.7L/m2-min by using the Hagen-Poiseuille relationship. The number of diafiltration volumes was set to 3 to ensure complete exchange of buffer. The EPO or EPO-PEG concentrations were also increased up to 21 g/L to provide quick loading for the hydrophobic interaction chromatography column.
Microfilters were conceptually designed to be present in one area of the plant. Three microfiltration grades will be employed: bioburden-grade (0.45μm) for column buffers, sterilizing-grade (0.2μm) for drug substance formulation, and sterilizing-grade with mycoplasma control (0.1μm) for cell-culture feeds.
18 Drug Substance Formulation and StorageEporis will only create the drug substance, or the active ingredient, of EPO. Aside from the glycoprotein, several other compounds are needed to create a drug product. The drug substance is formulated in a buffer suitable for administration, along with stabilizers to prevent loss by surface adsorption, oxidation, and aggregation of the desired protein [92]. The drug product manufacturer will also dilute and fill the drug substance into the appropriate containers for patient use. Often, drug substance formulation overlaps with drug product formulation because stabilizers may be necessary earlier on to prevent loss during drug substance handling, storage, and transportation. Furthermore, if the buffer for administration can be used for storage as well, that would save money in the formulation process. Thus, many factors for drug product formulation are also considered during drug substance formulation.
96

18.1 Constraints and ObjectivesOur constraint for storing EPO will be to retain at least 95% of the bulk drug substance. The objective will be to store it for thirty-six months while meeting the previous constraint. Liquid storage will be preferred if it can be achieved with EPO. If solid storage is necessary, volumes should be small to achieve faster and more uniform freezing and thawing. Due to the wealth of stabilizer options, only stabilizer options that have been explored with EPO in literature will be considered.
18.2 Design AlternativesStabilizers are prevalent in drug products to keep the protein in a pharmacologically active form. However, drug substance manufacturers often overlook the role of stabilizers in protecting the protein through the production process [93]. Proteins tend to denature by interacting with other excipients in solution, so stabilizers work by making protein-excipient interactions thermodynamically unfavorable [94]. Many stabilizers are available to biopharmaceutical formulation, including trehalose, PEG, Human Serum Albumin (HSA), Polysorbate 80 (also known as Tween 80), histidine, and many more [94]. Interestingly, Eporis’ drug substance will be covalently bound to PEG to increase bioactivity, but this polymeric group will also stabilize the native conformation during processing and storage. Also, histidine has the added advantage of being a buffer at roughly physiological pH. The stabilizers used in current EPO products are HSA in Epogen and Polysorbate 80 and glycine in Europe-marketed Eprex and Binocrit [95]. A US patent also uses polysorbate and histidine to formulate EPO (Wang) [96]. Maleki et al used 50mM sodium phosphate buffer at pH = 7 with 150mM sodium chloride and 10% glycerol [25] and froze the solution at -80°C [25]. Nett et al. used 20mM sodium phosphate buffer at pH = 7 with 120mM sodium chloride and 0.005% polysorbate 20 (w/v) and stored the solution at 2-8°C [2].
Drug products are made based on product demand. Thus it is often economical to manufacture the bulk drug substance in large campaigns, store it, and formulate the product as demand dictates. Storage can be done as a liquid or solid, with advantages and disadvantages of each. In laboratory environments, flash-freezing vials of protein using liquid nitrogen is common. However, with large volumes of protein (20-300L), several risks exist. First, ice crystals typically freeze first as nearly pure water, so solutes in the solution can get very concentrated, on the order of 10-fold [93]. When buffer salts concentrate, they can drastically increase the ionic strength of the solution, which can degrade the protein by pulling it apart. When the protein itself concentrates, aggregation can occur, inactivating the drug. Second, buffer salts can crystallize and change the pH of the solutions. The worst offender of this is sodium phosphate buffer, which can drop in pH by 3 units, as seen in Figure 64. The type of buffer can be crucial to preserving the protein of interest in the correct pH range through processing and freezing. Third, proteins can also denature at the ice-water interface created by freezing ice crystals. Finally, proteins can denature due to the different thermodynamics at cooler temperatures, but this is typically reversible when the temperature rises again. Despite these risks, freezing of drug substance can be effective at preserving proteins for a long time and can facilitate bulk transport.
97

Figure 64. Various formulation buffers and their temperature dependencies [93].
If the protein is stored in the liquid phase, many potentially harmful effects can be avoided. Table 41 shows that liquid storage is fairly common. The drawback to liquid storage is shorter storage time, susceptibility to bio-contamination, and difficulty in transportation. It also shows freezing the solution below -60°C can allow for storage up to 36 months. The storage time will vary from protein to protein due to differing susceptibilities to proteases and tendencies to aggregate, explaining the heterogeneity shown in Table 41. The bioburden can be lessened by adding preservatives such as benzyl alcohol or phenol [94].
98

Table 41. Examples of biologic manufacturers that store bulk drug substance in the liquid or solid states [94].
18.3 Final DesignCombining benefits from multiple sources, the formulation buffer design was chosen as 20mM sodium phosphate buffer at pH = 7 with 120mM sodium chloride, as described by Nett et al. [2]. However, instead of 0.005% (w/v) polysorbate 20 as a stabilizer, 0.005% (w/v) polysorbate 80 was selected for its ubiquity in the industry. The formulation was determined to be frozen at -80°C to obtain maximum storage time, but aliquoted into 20L volumes to promote rapid freezing/thawing. The frozen state also facilitates bulk transport, as sloshing liquids can denature proteins. Based on this design, the recovery of the biologic after thawing was estimated to be >99% and the storage time was estimated to be 36 months.
19 Waste Management
19.1 Constraints and ObjectivesWaste management design alternatives are inherently linked to each process step. Design of each unique process unit shall take waste streams and their treatment into consideration. The objective is to minimize waste without sacrificing product purity. Stewardship is key when considering waste generated and how it will be treated. Heating the fermenter waste streams will denature proteins, removing any bioactivity of proteins, then sold as livestock feed. This opportunity to deactivate and recycle cellular waste into animal feed fulfills this design norm well. The waste exiting separation columns are treated to remove any cellular components, and disposed of in a manner similar to sewage. The treatment options for the separation waste are various standard wastewater treatment systems, involving various filtration options. Methanol waste will be disposed of in plastic drums, and shipped back to our chemical supplier for treatment (and potentially recycling). 8,500L/year of cell culture is almost entirely waste (mainly
99

water), as well as 50,000L/year of buffer waste. Buffer is the medium that EPO is contained in through all downstream processes.
19.2 Design AlternativesAny part of the outlet fermentation broth that is not EPO is considered waste. Thus much waste is generated in the reactor and along the downstream separation process units in both solid and liquid forms [97]. Solid waste treatment and process water treatment present an important design consideration in the proposed EPO process [97], [98]. In order to optimize the fermentation process as a whole, waste streams from downstream units need to be considered both in separation and fermenter reactor design [97].
Waste water streams from fermentation and pharmaceutical plants contain higher than average amounts of dissolved oxygen, higher carbon to nitrogen ratios, low pH, and traces of other organic compounds (typically from the fermentation media) that must be separated out prior to standard waste water processing. Waste water streams are commonly passed through a bed of activated sludge to accomplish this [98]. Waste cellular material can be recycled and sold as animal feed if properly deactivated first. Eporis proposes shipping waste yeast P. Pastoris material to a designated facility for deactivation and future resale as feedstock [99]. Waste streams emerging from chromatography columns, centrifuges, and filters have other treatment needs. Solid waste from filter cakes, centrifuges, and column effluent (once crystalized) can be treated as disposed as waste salts [97].
Recycle streams are not typically employed in biopharmaceutical processes. Contamination issues and control issues typically make the practice unfavorable [63]. However, certain media-derived elements of fermenter waste may be easily recycled, such as salts and minerals [97].
19.3 Final DesignTeam Eporis chooses to outsource the waste treatment of our process. The cost of treating our activated waste is $3/pound, while aqueous waste without activated protein costs only $2/1000L [100]. The waste for the fermentor cell debris will be heated and then given away as animal feed stock. This method fulfills the design norm of sustainability because it minimizes waste while supporting local farmers. These are the only types of waste that must be managed, as the process emissions are harmless and minimal. See Table 42 and Figure 65 for the cost breakdown of waste throughout the process.
Table 42. Waste cost breakdown
Section Name Amount(kg/year) Cost($/year) %Inoc Prep 13 2 0.03Cell Culture 431 0 0Prim Recov 1 0 0IEX Chrom 411 1807 27.89HIC Chrom 816 3592 55.45PEGylation 86 380 5.86Gel Filtration 1482 698 10.77TOTAL 3240 6479 100
100

Figure 65. Cost of waste outsourcing
20 Process Optimization
20.1 ApproachSection 6 outlines the yearly plant capacity required to constitute 10% of the drug substance market. A base case process simulation was carried out with SuperPro Designer software where Eporis’s yearly quantity of EPO was produced in one cycle, i.e. one iteration of inoculum development and production fermentation. The number of batches were then increased (fermenter effluent decreased) to investigate the expected trade-off between capital cost (stemming from process unit size) and operating cost (stemming from number of batches). Table 43 presents the cases performed.
Table 43. Number of batches per year and corresponding volumes and Mass of EPO per batch.
Number of Batches per year
Inoc. 1 Vol
Inoc. 2 Vol
Inoc. 3 Vol
Ferm. Effluent Volume of Each Batch (L)
Mass of PEG-EPO in final product stream (g)
1 0.033 0.650 13.008 400.2 277.02 0.016 0.325 6.504 200.1 138.53 0.011 0.217 4.336 133.4 92.34 - 0.163 3.252 100.1 69.25 - 0.130 2.602 80.0 55.46 - 0.108 2.168 66.7 46.27 - 0.093 1.858 57.2 39.68 - 0.081 1.626 50.0 34.6
12 - 0.054 1.084 33.4 23.116 - 0.041 0.813 25.0 17.3
101

20.2 N Batches per Year ResultsAnnualizing the batch-adjusted capital cost over a ten year period and adding annual operating cost yields the equivalent annual operating cost, EAOC. Figure 66 plots EAOC for each case. A clear minimum is observed at four batches per year. The steep drop in EAOC from one batch to four batches per year is due to the decreasing capital and operating costs. Particulary, when comparing three batches and four batches, capital cost decreases as one less process unit is required in inoculum development, brought about by decreasing batch volume. The same number of inoculum steps are required for the four, five, and increasing batches per year cases. Thus the observed increase in bath-adjusted capital cost is due to longer annual operation times. Coupled with increasing operating cost, EAOC increases slowly through n = 4 to n = 16.
Eporis chose to operate just above the minimum EAOC at five batches per year. If observed titer is greater than expected, and fewer batches per year are feasible, four batches per year could be employed and low operating costs can be retained. Furthermore, if titer decreases, and six batches per year are required, operating costs and capital costs would increase only slightly. The final design Eporis recommends produces 277 g of PEG-EPO per year in five batches yielding 76 L of fermenter effluent per batch.
0 2 4 6 8 10 12 14 160.0
1,000,000.0
2,000,000.0
3,000,000.0
4,000,000.0
5,000,000.0
6,000,000.0
7,000,000.0
EAOCOperating CostCapital Cost
Number of Batches per Year
Cost
($ M
M)
Figure 66. Annual process costs as functions of the number of batches per year.
102

21 Final Design
21.1 Process SpecificationsThe key specifications of the major components of the process are included below. Only the critical parameters are addressed for the sake of simplicity (Table 44 through Table 50)
Table 44. Inoculum development specifications.
Inoculum Prep
Stage 1 2Volume 124 mL 3.38 L
Final Cell Density 1.2 g/L 26.5 g/L
Time 23 hr 24 hr
Table 45. Fermenter specifications.
Fermenter
Phase 1 2 3 4Final cell density 17.4 g/L 35.4 g/L 36.5 g/L 63.5 g/L
Volume 54.4 L 57 L 57.5 L 75.9 LTime 10 hr 4 hr 2 hr 30 hr
Table 46. Depth filtration specifications.
Depth Filtration
Area 0.193 m2
Time 60 minFlux 5.8 L/m2-min
Recovery 95%
103

Table 47. Chromatography specifications
Chromatography
Column # I II IIIyield 0.925 0.990 0.998
linear velocity 400 cm/h 150 cm/h 50 cm/h
resin Q Sepharose High Performance
Butyl Sepharose High Performance Superdex 200pg
height 0.3 m 0.2 m 0.95 mDiameter 0.036 m 0.249 m 0.265 mCap cost $138,515 $186,050 $838,000
Time 0.16 days 0.15 days 0.19 daysPurity (includes buffer salt mass) 0.918 1.000 1.000
Table 48. Column operating specifications
Type Step Name Equivalent Bed Volume (BV) SolutionIon exchange Flush 1 [Set] NaCl (1M)
Equilibration 10 [Set] Sodium AcetateFlow Through 7.430 [Calculated] --
Flush 2 [Set] Sodium AcetateStrip 2 [Set] NaCl (1M)
Regeneration 1 [Set] NaOH (1M)
HI Chromatography Load 0.230 [Calculated] --
Wash 2 [Set] RO Water
Elution 4.490 [Set]Ammonium Sulfate (1M)
Ammonium Sulfate (0.7M)
Flush 5 [Set] Ammonium Sulfate (1M)Regeneration 2 [Set] RO WaterEquilibration 2 [Set] NaOH (0.5M)
Gel Filtration Loading 0.05 [Set] --Elution 1 [Set] Form. BufferWash 2 [Set] NaOH (0.5M)Wash 2 [Set] RO Water
104

Table 49. PEG reactor specifications.
PEG ReactorConversion of EPO 90%
Selectivity 90% – mono PEG 9.8% – di PEG 0.2% – tri PEGVolume 29.52 L
Time 60 minutes
Table 50. EPO recovery of downstream process units
Unit RecoveryIEX 0.925HIC 0.99GF 0.995
PEG 0.879cent 0.95
diafilter 1.00Total 0.76
Figure 67. Individual unit operation and cumulative process EPO recovery.
105

21.2 Sizing and CostSizing requirements for all process units (as noted in each individual section above) were specified in the SuperPro Designer model. Costing specifications were similarly set in SuperPro Designer. Table 51 gives the volume and capital cost of each process unit. A complete stream table is in included in Appendix A.
Table 51. A process unit list with and capital cost and size of each unit.
Process Section Vessel Name Location Volume Capital Cost ($M)
Inoculum Development
SFR-102 Shake Flask 0.5 L 0SFR-101 Seed Fermenter 3.4 L 515
Fermentation
FR-101 Production Fermenter 94.2 L 515V-101 Blending Tank 1 63.2 L 153V-102 Blending Tank 2 1.6 L 153V-103 Blending Tank 3 0.4 L 153V-104 Blending Tank 4 12.1 L 153
Primary RecoveryV-106
post-Production Fermenter Blending Tank 85.9 L 153
MF-101 Depth Microfilter 0.2 m2 26
V-107post Depth Filtration Blending
Tank 75.1 L 153
IEX Chrom.DF-102 pre-IEX Column Diafilter
0.04 m2 29
C-101 Anion Exchange Column 0.3 L 139V-110 post-IEX Column Blending Tank 2.5 L 153
HI Chrom. DF-101 pre-HIC Diafilter 0 m2 29C-102 Hydrophobic Interaction Column 10 L 186
PEGylationDF-103 pre-PEGylation Diafilter
0.01 m2 29
V-105 pre-PEGylation Blending Tank 22.9 L 153
BR-101 PEGylation Reactor 29.5 L 164
Gel Filtration Chrom.DF-104 pre-Gel Filtration Diafilter
0.02 m2 29
C-104 Gel Filtration Column 52.5 L 272V-108 post-Gel Filtration Blending Tank 2.6 L 153
Freezing and Storage DCS-101 Freezing and Final Storage Tank 20 L 0
Total 4137
106

Holistic process economics were also determined with SuperPro Designer. Table 52 gives operating cost by process section. The fermentation and inoculum prep sections represent the greatest portions of the total operating cost as these sections tend to have longer time lengths and greater material costs. Table 53 gives total process operating cost by type. Yearly facility costs include depreciation and maintenance, yielding a much greater percentage of total operating costs than the other cost types.
Table 52. Process-section specific operating costs
Cost by SectionCost ($M/yr) % of Total
Inoc Prep $ 418.93 15.7Fermentation $ 869.63 32.6
Prim Recovery $ 253.78 9.5IEX Chrom $ 237.07 8.9HIC Chrom $ 159.03 6.0PEGylation $ 364.56 13.7
Gel Filtration $ 363.92 13.6Freezing & Storage $ 0.65 0.0
Table 53. Cost-type specific operating costs
Cost by Type
Cost ($M/yr) % of Total
Materials 102.0 3.8Facility 2380.4 89.2Labor 93.1 3.5
Consumables 39.1 1.5Lab/QC/QA 46.5 1.7
Utilities 0.0 0.0Waste Trtmt/Disp 6.5 0.2
Transportation 0.0 -Miscellaneous 0.0 -
107

The only utility costs incurred through the process are heat transfer agents and electricity. See Table 54 and Table 55 for a breakdown of utility costs.
Table 54. Power utility costs
ElectricitySection Name
Amount(kW-h/year)
Cost ($/year) %
Inoc Prep 1.00 0.12 2.20
Cell Culture 54.00 5.42 96.73
Prim Recov 0.00 0.02 0.43
IEX Chrom 0.00 0.01 0.20
HIC Chrom 0.00 0.00 0.02
PEGylation 0.00 0.02 0.34Gel Filtration 0.00 0.00 0.09
TOTAL 56.00 5.60 100.00
Table 55. Heat transfer agent utility costs
Heat Transfer Agents
Section Name Amount(kg/year)
Cost($/year) %
Inoc Prep 170.00 0.07 0.22
Cell Culture 16517.00 6.77 20.91
Prim Recov 40.00 0.17 0.52
IEX Chrom 1501.00 6.30 19.47
HIC Chrom 1500.00 6.30 19.46
PEGylation 1869.00 6.44 19.90
Gel Filtration 1501.00 6.30 19.47Freezing & Storage 63.00 0.02 0.05
TOTAL 23160.00 32.38 100.00
Summing capital costs, adjusted for number of batches, and annualized over 10 years, with operating costs yields total process cost. Table 56 indicates a cost of goods sold (COGS, manufacturing cost) of 1.5 cents per microgram. This value is 4% of the maximum manufacturing cost, 38 cents per microgram. Furthermore, this value is 30% of the anticipated manufacturing cost, 15.6 cents per microgram, suggesting the Eporis-design process to be extremely profitable, based purely on operational (materials, utility, facility, etc.) and capital costs.
108

Table 56. Total Process Economics
Number of Batches per year 5Annual Operating Time (days) 20.9Capital Cost Allocation Factor 0.06Allocated Capital Cost ($ MM) 10.2Annual Capital Cost ($ MM) 1.6
Annual Operating Costs ($ MM) 2.5EAOC ($MM) 4.1
Manufacturing Cost (COGS, $/µg) 0.015Revenue ($MM) 216
Annual Profit ($ MM) 212.0Gross margin (%) 98.8
ROI (%) 1260Payback Time (yr) 0.08
21.3 Comprehensive Process CostFDA approval and research and development costs pose a significant barrier to entry in the pharmaceutical market. Even though biosimilar drug substances have an expedited path towards FDA approval, significant clinical trials are still necessary. Research and development costs too, while less than for an originator biological are still significant [1]. Eporis estimated these costs and extended the cost analysis of Section 21.2 to develop a comprehensive process cost. Table 57 gives the estimated cost of R&D and FDA approval, as well as anticipated administrative, marketing, and patent royalty costs. Eporis expects to pay a flat royalty fee toward the inventors of the humanized Pichia Pastoris strain, even though further genetic modifications were identified and included to increase titer. Specifically, these costs are borne yearly within the EAOC. Table 58 presents final economic values for the process including these extra cost considerations.
Table 57. Anticipated non-capital and non-operating costs.
Cost ApproximationAdmin. & Marketing ($MM/yr)
[19] 218.40R&D and FDA ($MM/yr) [1] 150.00
Patent Royalties ($MM/yr) [101] 0.37
109

Table 58. Total Process Economics, accounting for FDA and R&D costs.
Number of Batches 5Annual Operating Time (days) 20.9Capital Cost Allocation Factor 0.06Annual Capital Cost ($MM) 25.0
Annual Operating Costs ($MM) 102EAOC ($MM) 127
EAOC per µg EPO ($/µg) 0.46Revenue ($MM) 216
Profit ($MM) 89.0Gross margin (%) 52.3
ROI (%) 42.7
Return on investment falls significantly, 1260% to 43%, when the administrative, marketing, R&D, FDA regulatory approval, and patent royalty fees are included. However, the process remains profitable. EAOC on a per microgram basis is $ 0.46 per microgram, retaining $ 0.32 per microgram, 41% of the total $0.78 per microgram sale price, as profit. This is not to be confused with previously mentioned COGS of $39 per microgram, which does not include any non-manufacturing costs. Forty-one percent profit still surpasses the anticipated thirty percent profit (Capacity, Section 6). Furthermore, traditional chemical processes require, typically, an expected 15 to 20% ROI to be worth pursuing. Greater ROI is likely required to pursue a pharmaceutical or biopharmaceutical process, however, the 43% ROI on the Eporis process warrants further development work.
22 Sensitivity AnalysisAfter designing any process, it is important to perform a sensitivity analysis to evaluate performance when critical specifications are not met. The key parameter specified for evaluated process design is product titer. It was specified, conservatively, in Section 10 (Secretion) to be 0.4 g/L, yielding an Eporis cell culture volume of 380L/yr. Eporis anticipates variation in EPO titer would likely have the largest effect on the economic feasibility of the process. Table 59 presents the total volume of cell culture per year as a function of varying fermentation titer. Sensitivity analysis was done with constant sizing values for all process units to investigate the effect of titer on total process cost (Figure 68).
Table 59. Capacity based on product titer achieved in the fermenter
Titer (g EPO/ L cell culture) Required Cell Culture Volume (L/yr)
0.05 30330.20 7580.40 3790.65 233
110

0 0.1 0.2 0.3 0.4 0.5 0.6 0.70
2,000,000
4,000,000
6,000,000
8,000,000
10,000,000
12,000,000
Fermentation Titer (g/L EPO)
Annu
al Co
st ($
MM
)
Figure 68. Sensitivity analysis of the process
The process is demonstrated to be relatively robust around our specified design variable of product titer at 0.4 g/L EPO. This is due to the fact that a relatively small batch process is more easily manipulated to accommodate these variations. The overdesign factors on the equipment allows for a product titer above predicted values. The variation in operational procedures allow for a reduction by about 50% before annual cost is significantly affected. This robustness is primarily due to the fact that the number of batches can be changed to accommodate the variation of product titer, while successfully meeting the production target. This is evidence that the system is designed to be relatively robust and not as sensitive to variation of EPO produced in the fermenter.
23 Business Plan
23.1 Market Analysis
23.1.1 Target MarketThe target market of Eporis is other U.S. pharmaceutical companies that wish to enter the market of biosimilar drug products. Other pharmaceutical companies are able to use cheaper drug substances for their drug products than they would be able to produce themselves. They can diversify and enter the market of biosimilars without developing new drugs to do so, bypassing the drug substance manufacturing process altogether.
111

23.1.2 Demographic ProfileThe different demographics of the companies that Eporis will do business will be mainly large pharmaceutical companies who are not involved in the research and development of biologic and biosimilar drugs. Companies that have optimized drug product manufacturing processes will also buy from us. We are focusing on the American market, so we will deal primarily with companies that sell drugs within the country.
23.1.3 Market Size and TrendsThe current market for biosimilars in America is fairly small at $1.9 billion - $2.6 billion in 2015, and is expected to grow to around $20 billion by 2020 due to biologic patent expiration. EPO is the largest biologic based drug in the market.
23.1.4 Advertising and PricingEporis will need advertising and marketing operations to sell to drug product manufacturers. Representatives approach potential customers to sign contracts where drug substance is supplied to be used in the customers’ drug products.
23.2 Research and Development CostsBringing a biosimilar to the market is more difficult than a small molecule generic in terms of FDA approval (see Figure 69). There is a development cost of about fifty times that of a generic pharmaceutical. With the difficulty of bringing a biosimilar to market, comes a reduction in competition. For example, there will likely be no competition from Target or Walgreens brand EPO therapies. With the increased risk of failure compared to generics comes an increased rate of return with a successful biosimilar.
24 Conclusion Eporis believes that the process of producing a biosimilar, PEGylated erythropoietin using Pichia Pastoris is very profitable given the assumptions we made. With 5 batches a year in an annual operating time of 20.9 days, a profit of $216MM (43% ROI) can be made. The process employs inoculum preparation, semi-batch fermentation, depth filtration for primary recovery, anion exchange chromatography and hydrophobic interaction chromatography for downstream purification, PEGylation of the drug substance, and gel filtration for final purification and polishing. Notable features are a bottleneck fermentation time of 2.01 days and a downstream net yield of 76%. Further work should experimentally verify the major assumptions and approximations: P. Pastoris growth times, EPO titer after genetic engineering, and chromatography recoveries and purities.
112
Figure 69. Development statistics in comparison [1].

113

The main lesson learned is insight into the incredible barriers to entry in the biosimilar market. Research and development, clinical trials, and process patents pose significant challenges to any company trying to enter the market. It is good to know that the U.S. government is trying in part to alleviate that cost through newer, more encouraging FDA policies. We anticipate the market to broaden with the expiry of existing patents, and we hope to see processes like the one demonstrated in this report lower the cost of treatment for the end user.
114

References
[1] A. Skold, "Biosimilar Market Trends," GE Healthcare Life Sciences, 2012.
[2] J. H. Nett, S. Gomathinayagam, S. Hamilton and et al., "Optimization of erythropoietin production with controlled glycosylation-PEGylated erythropoietin produced in glycoengineered Pichia Pastoris," J. Biotechnol., vol. 157, pp. 198-205, 2012.
[3] J. C. Ergie and J. K. Browne, "Development and characterization of novel erythropoiesis stimulating protein (NESP)," British J. Cancer Res., vol. 84, pp. 3-10, 2001.
[4] S. R. Hamilton, R. C. Davidson, N. Sethuraman, J. H. Nett and et al., "Humanization of yeast to produce complex terminally sialylated glycoproteins," Science, vol. 313, pp. 1441-1443, 2006.
[5] J. S. Lee, T. K. Ha, S. J. Lee and G. S. Lee, "Current state and perspectives on erythropoietin production," Appl. Microbiol. Biotechnol., vol. 95, pp. 1405-1416, 2012.
[6] P. L. Storring, R. J. Tiplady, R. E. G. Das and et al., "Epoetin alfa and beta differ in their erythropoietin isoform compositions and biological properties," British J. Haematol., vol. 10, pp. 79-89, 1997.
[7] S. Elliot, T. Lorenzini, S. Asher and et al., "Enhancement of threapetuic protein in vivo activities through glycoengineering," Nat. Biotech., vol. 21, pp. 414-421, 2003.
[8] Food and Drug Administration, "FDA drug reference," [Online]. Available: www.accessdata.fda.gov/drugsatfda_docs/nda/2007/125164toc.cfm. [Accessed 05 November 2014].
[9] Amgen Inc., "Amgen resolves EPO patent dispute with Roche," [Online]. Available: www.amgen.com/news.. [Accessed 5 December 2014].
[10] Surabattula and et al., Research in Biotechnology, vol. II, no. 3, pp. 58-74, 2011.
[11] M. Sjöblom, "Pichia pastoris as a Platform for the Production of Therapeutic Glycoproteins," Luleå University of Technology, 2008.
[12] F. C. C. US Department of Health and Human Services, "FDA.gov," June 2008. [Online]. Available: http://www.fda.gov/downloads/drugs/guidancecomplianceregulatoryinformation/guidances/ucm073385.pdf . [Accessed April 2015].
[13] U.S. Department of Labor, "The Patient Protection and Affordable Care Act," Washington, DC., 2010.
[14] Food and Drug Administration, "FDA documentation," [Online]. Available: http://www.accessdata.fda.gov/scripts/cdrh/cfdocs/cfcfr/CFRSearch.cfm?fr=610.13. [Accessed 9 November 2014].
115

[15] Roche, "Mircera (Methoxy polyethylene glycol-epoetin beta) monograph".
[16] U. D. o. H. a. H. Services, F. a. D. Administraiton and et al., "Guidance for Industry. Biosimilars: Questions and answers regarding implementation of the biologics price competition and innovation act of 2009," 2012.
[17] Gabionline, "US $54 Billion worth of biosimilar patents expiring before 2020.," Generatics and Biosimilars Initiative Online, [Online]. Available: http://www.gabionline.net/Biosimilars/Research/US-54-billion-worth-of-biosimilar-patents-expiring-before-2020. [Accessed 9 November 2014].
[18] "Biosimilars Market Product Application - Global Forecast to 2018," Markets and Markets, November 2013. [Online]. Available: http://www.marketsandmarkets.com/Market-Reports/biosimilars-40.html. [Accessed 8 December 2014].
[19] Amgen Inc., "Form 10-K," United States Securities and Exchange Commission, Thousand Oaks, 2014.
[20] N. Davoudi, A. Hemmati, Z. Khodayari and et al., "Cloning and expression of human IFN-gamma in Leishmania tarentolae," World J. Microbiol. Biotechnol., vol. 27, pp. 1893-1899, 2011.
[21] E. Celik, P. Calik and S. G. Oliver, "Fed-batch methanol feeding strategy for recombinant protein production by Pichia pastoris in the presence of co-substrate sorbitol," Yeast, vol. 26, pp. 473-484, 2009.
[22] H. S. Fogler, Elements of Chemical Engineering, Westford, Massachusetts: Pearson Education Inc., 2006.
[23] "X-33, Pichia Pastoris Yeast Strain," 9 November 2014. [Online]. Available: http://www.lifetechnologies.com/order/catalog/product/C18000.
[24] B. Byrne, G. G. Donohoe and R. O'Kennedy, "Sialic acids: carbohydrate moieties that influence the biological and physical properties of biopharmaceutical proteins and living cells," Elsevier, pp. 319-325, 2007.
[25] A. Maleki, F. Roohvand and H. Tajerzadeh, "High Expression of Methylotrophic Yeast-Derived Recombinant Human Erythropoietin in a pH-Controlled Batch System," Avicenna Journal of Medical Biotechnology, pp. 197-205, 2010.
[26] B. Gong, I. Burnina, T. A. Stadheim and H. Li, "Glycosylation characterization of recombinant human erythropoietin produced in glycoengineered Pichia Pastoris by mass spectrometry," Journal of Mass Spectrometery, vol. 40, pp. 1308-1317, 2013.
[27] Roche Holding AG, "Life Science," [Online]. Available: lifescience.roche.com/shop/PrintView?langId=-1&storeId=15016&articleId=68051. [Accessed 7 December 2014].
[28] M. S. Eskitoros and P. Calik, "Co-substrate mannitol feeding strategy design in semi-batch production of recombinant human erythropoietin production by Pichia pastoris," Wiley
116

Online Library, pp. 644-651, 2013.
[29] W. Hinderer and S. Arnold.United States of America Patent US 2012/0264688A1, 2012.
[30] A. J. Sytkowski, E. D. Lunn and K. L. Davis, "Human erythropoietin dimers with markedly enhanced in vivo activity," Proc. Natl. Acad. Sci. USA, pp. 1184-118, 1997.
[31] G. Yao, X. Qin, J. Chu, X. Wu and J. Qian, "Expression, purification, and characterization of a recombinant methionine Adenosyltransferase pDS16 in Pichia Pastoris," Appl. Biochem. Biotechnol., vol. 172, pp. 1241-1253, 2014.
[32] S. Yang, K. Y, L. Hongbo and Y. Liu, "Enhanced Production of Recombinant Secretory Proteins in Pichia Pastoris by optimizing Kex2 P1’ site," PLOSone, vol. 8, no. 9, p. 75347, 2013.
[33] B. Gaun, F. Chen, J. Lei, Y. Li, X. Dunn and et al., "Constitutive expression of a rhIL-2-HAS fusion protein in Pichia Pastoris using glucose as carbon source," Appl. Biochem. Biotechnol., vol. 171, pp. 1792-1804, 2013.
[34] N. Gavindoppa, M. Hanumanthappa, K. Venkataranhaiah and et al., "A new signal for recombinant protein secretion in Pichis Pastoris," J. Microbiol. Biotechnol. , vol. 24, pp. 337-345, 2014.
[35] M. Ahmad, M. Hirz, H. Pichler and H. Schwab, "Protein expression in Pichia pastoris: recent achievements and perspectives for heterologous protein production," Appl Microbiol Biotechnol, vol. 98, pp. 5301-5317, 2014.
[36] J. A. Rakestraw, S. L. Sazinsky, A. Piatesi, E. Antipov and K. D. Wittrup, "Directed Evolution of a Secretory Leader for the Improved Expression of Heterologous Proteins and Full-Length Antibodies in S. cerevisiae," Biotechnol. Bioeng., vol. 103, no. 6, pp. 1192-1201, 2009.
[37] P. Yu, Y. Yan, Q. Gu and X. Wang, "Codon optimization improves the expression of Trichoderma viride sp. endochitinase in Pichia pastoris," Scientific Reports, vol. 3, no. 3043, pp. 1-6, 2013.
[38] Y. M. Li, D. J. Li, X. J. Xu, M. Cui, H. H. Zhen and Q. Wang, "Effect of codon optimization on expression levels of human cystatin C in Pichia pastoris," Genetics and Molecular Research, vol. 13, no. 3, pp. 4990-5000, 2014.
[39] Life Technologies, "EasySelect™ Pichia Expression Kit," [Online]. Available: www.lifetechnologies.com/order/catalog/product/K174001. [Accessed 9 November 2014].
[40] Life Technologies, "Pichia Expression Kit User Guide," 2014.
[41] DNA 2.0, "Yeast Expression Vectors," [Online]. Available: https://www.dna20.com/products/expression-vectors/yeast. [Accessed 9 November 2014].
[42] J. E. Bailey and D. F. Ollis, Biochemical Engineering Fundamentals, New York: McGraw-Hill Inc., 1986.
117

[43] M. Altman and E. Eiteman, "University of Georgia Athens," [Online]. Available: www.cmbe.engr.uga.edu/engr4510/assign/Notes/F1%20-%20Cell%20Growth.pdf. [Accessed 23 February 2015].
[44] M. Jahic, J. C. Rotticci-Mulder, M. Martinelle, K. Hult and S.-O. Enfors, "Modeling of growth and energy metabolism of Pichia pastoris producing a fusion protein," Bioprocess Biosyst Eng, vol. 24, pp. 385-393, 2002.
[45] P. F. Stanbury, A. Whitaker and S. J. Hall, Principles of Fermentation Technology, Burlington: Elsevier Science Ltd., 1995.
[46] Burgess and Deutscher, Methods in Enzymology, San Deigo: Elsevier, 2009.
[47] F. Valero, "Bioprocess Engineering of Pichia pastoris, an Exciting Host Eukaryotic Cell Expression System," in Protein Engineering - Technology and Application, T. Ogawa, Ed., InTech, 2013, pp. 3-32.
[48] C.-J. Huang, L. M. Damasceno, K. A. Anderson, S. Zhange, L. J. Old and C. A. Batt, "A proteomic analysis of the Pichia pastoris secretome in methanol-induced culture," Appl Microbiol Biotechnol, vol. 90, pp. 235-247, 2011.
[49] Charoenrate, T. Charoenrate, M. Ketudat-Cairns, H. Stendahl-Anderson, M. Jahic and S.-O. Enfors, "Oxygen-limited fed-batch process: an alternatie control for Pichia Pastoris recombinant protein processes," Bioprocess Biosyst Engr, vol. 27, pp. 399-406, 2005.
[50] C. Jungo, J. Schenk, M. Pasquier, I. W. Marison and U. von Stockar, "A quantitative analysis fo the benefits of mixed feeds of sorbitol and methanol for the production of recombinant avidin with Pichia pastoris," Journal of Biotechnology, vol. 131, pp. 57-66, 2007.
[51] T. U. London, "IGEM 2010 UCL," UCL, 2010. [Online]. Available: http://2010.igem.org/File:UCL-BIOREACTSRS.png. [Accessed 9 Novemeber 2014].
[52] D. De Wilde and T. Dreher, "Superior Scalability of Single-Use Bioreactors," BIOProcess International, pp. 14-19, 2014.
[53] K. V. Rich Mirro, "Which Impeller Is Right for Your Cell Line," BioProcess International, pp. 52-57, 2009.
[54] Novasep, "Upstream Perfusion Process," [Online]. Available: www.novasep.com?technologies/Upstream-perfusion-process.asp. [Accessed 5 December 2014].
[55] A. S. Rathore, Process Validation in Manufacturing of Biopharmaceuticals, Taylor and Francis Group LLC, 2012.
[56] GKN, "Sinter Metals Products," [Online]. Available: www.gkn.com/sintermetals/products/filter-applications/beverage-industry/Pages/default.aspx.. [Accessed 5 December 2014].
[57] H. E. Andresen, C. P. Christenson, C. W. Lipp and et al., "Wet scrubbing for removing particulate solids form oxygen supply line. www.google.com/patents/EP2229372B1?
118

cl=en.". United States of America Patent EP 2229372 B1, 10 April 2013.
[58] "Slamjet Spargers," [Online]. Available: http://cpti.ca/Products/slamjetspargers/.. [Accessed 5 November 2014].
[59] "Bioreactor operational excellence: Best practices from scale up to control," [Online]. Available: http://www.pharmamanufacturing.com/articles/2009/045/. [Accessed 3 November 2014].
[60] S. Bell and F. Dunand, "A comparison of amperometric and optical dissolved oxygen sensors in power and industrial water applicationsat low oxygen levels (<5μg•kg-1)," Power Plant Chemistry, vol. 12, pp. 296-303, 2010.
[61] H. Dortay, U. Akula, C. Westphal, M. Sittig and B. Mueller-Roeber, "High-Throughput Protein Expression Using a Combination of Ligation-Independent Cloning (LIC) and Infrared Fluorescent Protein (IFP) Detection," PLoS ONE, vol. 6, p. e18900, 2011.
[62] J. VanAntwerp, Interviewee, Eporis Project Meeting. [Interview]. 20 March 2015.
[63] V. Natarajan, Interviewee, Industrial Consultant Meeting. [Interview]. 28 October 2014.
[64] F. Capito and J. Bauer, "Feasibility Study of Semi-Selective Protein Presipitation With Salt-Tolerant Copolymers for Industrial Purification of Therapeutic Antibodies," Biotechnology and Bioengineering, pp. 2915-2927, 2013.
[65] R. Kunert, J. Gach and H. Katinger, "Expression of a Fab Fragment in CHO and Pichia pastoris," Bioprocess International, 2008.
[66] A. K. Bryan, A. Goranov, A. Amon and S. R. Manalis, "Measurement of mass, density, and volume during the cell cycle of yeast," PNAS, vol. 107, no. 3, pp. 999-1004, 2010.
[67] R. Lander, C. Daniels and F. Meacle, "Efficient, Scalable Clarification of Diverse Bioprocess Streams," BioProcess International, pp. 32-40, 2005.
[68] R. J. Keefe and D. M. Dubbin, "Benefits in using Microfiltration for enzyme cell separation," GEA Filtration, 2005. [Online]. Available: http://www.geafiltration.com/library/enzyme_cell_separation.asp.
[69] J. Howell, V. Sanchez and R. Field, Membranes in Bioprocessing: Theory and Applications, London: Chapman & Hall, 1993.
[70] B. Jurenka, "Microfiltration (MF) and Ultrafiltration (UF)," U.S. Department of the Interior Bureau of Reclamation, 2010.
[71] GE Healthcare, "Clarification of Pichia pastoris using cross flow microfiltration," General Electric Company, Buckinghamshire, 2006.
[72] A. Wang, R. Lewus and A. S. Rathore, "Comparison of Different Options for Harvest of a Therapeutic Protein Product From High Cell Density Yeast Fermentation Broth," Biotechnology and Bioengineering, vol. 94, no. 1, pp. 90-104, 2006.
119

[73] Amersham pharmacia biotech, Ion Exchange Chromatography, Upsalla, Sweden: Pharmacia & UpJohn, 1999.
[74] C.-J. Huang, L. M. Damasceno, K. A. Anderson, S. Zhang, L. J. Old and C. A. Batt, "A proteomic analysis of Pichia Pastoris secretome in methanol-induced cultures," Appl Microbiol Biotechnol, pp. 235-247, 2011.
[75] S. Barrabes, A. Sarrats, E. Fort, R. D. Llorens, P. M. Rudd and R. Peracaula, "Effect of sialic acid content on glycoprotein pI analyzed by two-dimensional electrophoresis," Electrophoresis, no. 31, pp. 2903-2912, 2010.
[76] Amersham Pharmacia Biotech, Gel filtration, Sweden: Graphium, 2002.
[77] V. Natarajan, Interviewee, Industrial Consultation. [Interview]. 2015.
[78] A. Mahn, "Hydrophobic Interaction Chromatography: Fundamentals and Applications in Biomedical," in Biomedical Science, Engineering and Technology, InTech, 2012, pp. 603-628.
[79] C. Pinholt, M. Fanø, C. W. S. Hostrup, J. T. Bukrinsky, S. Frokjaer, W. Norde and L. Jorgensen, "Influence of glycosylation on the adsorption of Thermomyces lanuginosus lipase to hydrophobic and hydrophilic surfaces," European Journal of Pharmaceutical Sciences, vol. 40, pp. 273-281, 2010.
[80] GE Healthcare, "Hydrophobic Interaction and Reversed Phase Chromatography," GE Healthcare Bio-Sciences AB, Sweden, 2006.
[81] Amersham Pharmacia Biotech, Hydrophobic Interaction Chromatography, Sweden: Graphium, 2002.
[82] Y. You, Y. Cao, S. Guo, J. Xu, Z. Li, J. wang and C. Xue, "Purification and identification of α 2–3 linked sialoglycoprotein," Eur Food Res Technol, vol. 240, p. 389–397, 2015.
[83] A. K. Bag, S. Saha, S. Sundar, B. Saha, A. Chakrabarti and C. Mandal, "Comparative proteomics and glycoproteomics of," Proteome Science, vol. 12, pp. 1-14, 2014.
[84] J. Jexz, A. Catilho, J. Grass, K. Vorauer-Uhl, T. Streovsky, F. Altmann and H. Steinkellner, "Expression of functionally active sialylated human erythropoietin," Biotechnol, vol. 8, pp. 371-382, 2013.
[85] Pharmcia Biotech , Gel Filtration.
[86] GE Healthcare Life Sciences, Size Exclusion Chromatography: Principles and Methods, Sweden: GE Healthcare Bio-Sciences AB, 2014.
[87] Seader, Henley and Roper, Separation Process Principles: chemical and biochemical operations, John Wiley & Sons, 1998.
[88] R. C. Houp, "Ultrafiltration and Diafiltration," Journal of Validation Technology, 2009.
120

[89] C. J. Geankoplis, Transport Processes and Unit Operations, Englewood Cliffs: Prentice - Hall International Inc., 1993.
[90] EMD Millipore, "Biopharmaceutical Clarification," [Online]. Available: www.emdmillipore.com/US/en.. [Accessed 6 December 2014].
[91] Pall Corporation, "Sterile Filtration and Bioburden Control," Pall Corporation, 2015. [Online]. Available: http://www.pall.com/main/biopharmaceuticals/sterile-filtration-and-bioburden-control-47372.page?. [Accessed 26 April 2015].
[92] S. Behme, Manufacturing of Pharmaceutical Proteins: From Technology to Economy, Wiley-Blackwell, 2009.
[93] F. Jameel and S. Hershenson, Formulation and Process Development Strategies for Manufacturing Biopharmaceuticals, John Wiley & Sons, 2010.
[94] E. Y. Chi, "Excipients and their Effects," American Association of Pharmaceutical Scientists, 2012.
[95] M. Lissy, M. Ode and K. Roth, "Comparison of the Pharmacokinetic and Pharmacodynamic Profiles of One US-Marketed and Two European-Marketed Epoetin Alfas," Drugs R D, vol. 11, no. 1, pp. 61-75, 2011.
[96] C. Wang, G. Coppola, J. Gervais, R. K. Hickman, R. D. Hegedus and G. J. Bunk, "Ultrafiltration and Diafiltration Formulation Methods for Protein Processing". US/North Chicago Patent US20130195888A1, 1 August 2013.
[97] P. V. Hoek, A. Aristos, J. J. Hahn and A. Patist, "Fermentation goes large scale," Chem. Eng. Prog., vol. 99, p. 37s, 2003.
[98] Grismer, "Water Environment Federation," Water Environment Research, vol. 72, no. 5, 2000.
[99] DiMarco, Interviewee, Abbvie Laboratory Tour. [Interview]. 13 August 2014.
[100]
Amersham Pharmacia Biotech, Ion Exchange Chromotography, Sweden: Graphium, 2002.
[101]
"Patent Valuation," Hayes Soloway Intellectual Property Worldwide, 2015. [Online]. Available: http://www.hayes-soloway.com/patent-valuation. [Accessed 13 5 2015].
[102]
Sharplex, "Tubular Centrifuge," [Online]. Available: http://www.sharplex.com/tubular-centrifuge.htm. [Accessed 5 November 2014].
[103]
Santos, "Separation of Recombinant Human Erythropoietin (rhEPO) using the European Pharmacopoeia Method," Global Tactical Marketing, Beckman Coulter Life Sciences, Brea, 2012.
[104]
P. Duong, "Fast Separation of Recombinant Human Erythropoietin Using Reversed Phased Agilent ZORBAX," Agilent Technologies, Inc., 2011.
[105 [Online].
121

]
[106]
B. Gong, I. Burnina, T. A. Stadheim and H. Li, "Glycosylation characterization of recombinant human erythropoietin produced in glycoengineered Pichia Pastoris by mass spectrometry," J. Mass Spectrom., no. 48, pp. 1308-1317, 2013.
122

Appendices
Appendix A – Stream Tables
Appendix B – Eporis Capacity
Appendix C – Mircera Process Time
Appendix D – Mircera Methoxy PEG-Epoetin Beta Process
Appendix E – Fermentation
Appendix F – Fermentation Kinetics
Appendix G – Super Pro Deisgner Fermenter Modeling
Appendix H – Downstream Separations Design Considerations
Appendix I – Lectin Binding Affinity Chromatography
Appendix J – Hydrophobic Interaction Chromatography Prediction
Appendix K – Gel Filtration Prediction
Appendix L – Column Size Calculations
Appendix M – PEGylation Reactor Design
123

A. Stream Tables B. Time Ref: S-1 S-10 S-101 S-102 S-103 S-104 S-105 S-106
Type Raw Material Raw Material Raw Material EmissionTotal Flow (kg) 2.7329 26.4552 98.7421 51.8443 0.2174 52.0617 86.2162 76.7468Temperature (°C) 30 4 25 25 25 25 30 30Pressure (bar) 1.013 1.013 1.013 1.013 1.013 1.013 1.013 1.013
Total Contents (kg) 2.7329 26.4552 98.7421 51.8443 0.2174 52.0617 86.2162 76.7468Acetic-Acid 0 0 0 0 0 0 0 0Amm. Sulfate 0.0252 0.0317 0 0 0 0 0 0.0252BGMY 0 0 0 0 0 0 0 0Biomass 0.0717 0 0 0 0 0 0 4.821Biotin 0 0 0 0 0 0 0 0BMMY 0 0 0 0 0 0 0 0Boric Acid 0 0 0 0 0 0 0 0Buffer Bioreact 0 0 0 0 0 0 0 0Buffer Strip 0 0 0 0 0 0 0 0Buffer Wash 0 0 0 0 0 0 0 0Carb. Dioxide 0 0 0 0 0 0 6.3384 0CaSO4 0 0 0 0.0468 0.0001 0.0469 0 0.0469Celpure p100 0 0 0 0 0 0 0 0CuSO4 0 0 0 0 0.0013 0.0013 0 0.0013Cyanoborohydrid 0 0.0074 0 0 0 0 0 0EDTA, Sodium 0 0 0 0 0 0 0 0EPO 0 0.0026 0 0 0 0 0 0.0302FeSO4 0 0 0 0 0.0141 0.0141 0 0.0141Glycerol 0.0503 0 0 2.0147 0 2.0147 0 0.0018Glycine 0 0 0 0 0 0 0 0HCl 0 0 0 0 0 0 0 0Impurities 0 0 0 0 0 0 0 0.0115KCl 0 0 0 0 0 0 0 0KH2PO4 0.0343 0 0 0 0 0 0 0.0343KI 0 0 0 0 0.0002 0.0002 0 0.0002KOH 0 0 0 0.208 0 0.208 0 0.208Magne Sulfate 0 0 0 0.7505 0 0.7505 0 0.7505Media 0 0 0 0 0 0 0 0Methanol 0 0 0 0 0 0 0.001 0MnSO4 0 0 0 0 0.0007 0.0007 0 0.0007Na2HPO4 0 0 0 0 0 0 0 0Na2MoO4 0 0 0 0 0 0 0 0NaH2PO4 0 0 0 0 0 0 0 0Nitrogen 0 0 75.7469 0 0 0 75.8126 0Oxygen 0 0 22.9953 0 0 0 4.0643 0PEG-EPO 0 0.0555 0 0 0 0 0 0PEG2-EPO 0 0.0098 0 0 0 0 0 0PEG3-EPO 0 0.0003 0 0 0 0 0 0Peptone 0.0509 0 0 0 0 0 0 0.0509Phosphoric Acid 0 0 0 0.0013 0 0.0013 0 0.0013Polyethylene gl 0 0.2238 0 0 0 0 0 0Polysorbate 80 0 0 0 0 0 0 0 0Potass Sulfate 0 0 0 0.9167 0 0.9167 0 0.9167RO Water 0 26.0815 0 47.9063 0.1854 48.0917 0 48.0917Sodium Acetate 0 0.0426 0 0 0 0 0 0Sodium Chloride 0 0 0 0 0 0 0 0Sodium Citrate 0 0 0 0 0 0 0 0Sodium Hydroxide 0 0 0 0 0 0 0 0Sulfuric Acid 0 0 0 0 0.0111 0.0111 0 0.0111TNBP 0 0 0 0 0 0 0 0TRIS Base 0 0 0 0 0 0 0 0TRIS HCl 0 0 0 0 0 0 0 0Water 0.0939 0 0 0 0 0 0 18.4866WFI 2.3729 0 0 0 0 0 0 3.2044Yeast Extract 0.0254 0 0 0 0 0 0 0.0254Yeast Nitrogen 0.0086 0 0 0 0 0 0 0.0086ZnCl2 0 0 0 0 0.0043 0.0043 0 0.0043
124

Time Ref: Batch S-107 S-108 S-109 S-11 S-110 S-111 S-112Type Emission Emission Raw Material Aqueous Waste Aqueous WasteTotal Flow (kg) 0.0897 0.0799 78.1386 0.0038 68.398 75.3367 17.2528Temperature (°C) 20 20 29.9 25 29.9 29.3 25Pressure (bar) 1.013 1.013 1.013 1.013 1.013 1.013 1.013
Total Contents (kg) 0.0897 0.0799 78.1386 0.0038 68.398 75.3367 17.2528Acetic-Acid 0 0 0 0 0 0 0Amm. Sulfate 0 0 0.0252 0 0.0239 0.0239 0.6044BGMY 0 0 0 0 0 0 0Biomass 0 0 4.821 0 0 0 0Biotin 0 0 0 0 0 0 0BMMY 0 0 0 0 0 0 0Boric Acid 0 0 0 0 0 0 0Buffer Bioreact 0 0 0 0 0 0 0Buffer Strip 0 0 0 0 0 0 0Buffer Wash 0 0 0 0 0 0 0Carb. Dioxide 0 0 0 0 0 0 0CaSO4 0 0 0.0469 0 0.0446 0.0446 0Celpure p100 0 0 1.3918 0 0 0 0CuSO4 0 0 0.0013 0 0.0012 0.0012 0Cyanoborohydrid 0 0 0 0 0 0 0EDTA, Sodium 0 0 0 0 0 0 0EPO 0 0 0.0302 0 0.0287 0 0FeSO4 0 0 0.0141 0 0.0134 0.0134 0Glycerol 0 0 0.0018 0 0.0017 0.0017 0Glycine 0 0 0 0 0 0 0HCl 0 0 0 0 0 0 0Impurities 0 0 0.0115 0 0.0109 0 0KCl 0 0 0 0 0 0 0KH2PO4 0 0 0.0343 0 0.0326 0.0325 0KI 0 0 0.0002 0 0.0002 0.0002 0KOH 0 0 0.208 0 0.1978 0.1975 0Magne Sulfate 0 0 0.7505 0 0.7137 0.7125 0Media 0 0 0 0 0 0 0Methanol 0 0 0 0 0 0 0MnSO4 0 0 0.0007 0 0.0006 0.0006 0Na2HPO4 0 0 0 0 0 0 0Na2MoO4 0 0 0 0 0 0 0NaH2PO4 0 0 0 0 0 0 0Nitrogen 0.0688 0.0613 0 0 0 0 0Oxygen 0.0209 0.0186 0 0 0 0 0PEG-EPO 0 0 0 0 0 0 0PEG2-EPO 0 0 0 0 0 0 0PEG3-EPO 0 0 0 0 0 0 0Peptone 0 0 0.0509 0 0.0484 0.0483 0Phosphoric Acid 0 0 0.0013 0 0.0013 0.0013 0Polyethylene gl 0 0 0 0 0 0 0Polysorbate 80 0 0 0 0 0 0 0Potass Sulfate 0 0 0.9167 0 0.8717 0.8703 0RO Water 0 0 48.0917 0 45.733 45.6584 16.6293Sodium Acetate 0 0 0 0 0 7.0898 0.0192Sodium Chloride 0 0 0 0 0 0 0Sodium Citrate 0 0 0 0 0 0 0Sodium Hydroxide 0 0 0 0 0 0 0Sulfuric Acid 0 0 0.0111 0 0.0105 0.0105 0TNBP 0 0 0 0 0 0 0TRIS Base 0 0 0 0 0 0 0TRIS HCl 0 0 0 0 0 0 0Water 0 0 18.4866 0 17.5799 17.5512 0WFI 0 0 3.2044 0.0038 3.0472 3.0423 0Yeast Extract 0 0 0.0254 0 0.0242 0.0241 0Yeast Nitrogen 0 0 0.0086 0 0.0081 0.0081 0ZnCl2 0 0 0.0043 0 0.0041 0.0041 0
125

Time Ref: Batch S-113 S-114 S-115 S-116 S-117 S-118Type Aqueous Waste Aqueous Waste Aqueous Waste Aqueous Waste Aqueous WasteTotal Flow (kg) 8.0157 155.2749 6.8014 31.7234 264.5801 9.7406Temperature (°C) 26.4 25 25 8.9 24.9 29.9Pressure (bar) 1.013 1.013 1.013 1.013 1.013 1.013
Total Contents (kg) 8.0157 155.2749 6.8014 31.7234 264.5801 9.7406Acetic-Acid 0 0 0 0 0 0Amm. Sulfate 0.6111 18.7565 0 0.0315 0.0001 0.0012BGMY 0 0 0 0 0 0Biomass 0 0 0 0 0 4.821Biotin 0 0 0 0 0 0BMMY 0 0 0 0 0 0Boric Acid 0 0 0 0 0 0Buffer Bioreact 0 0 0 0 0 0Buffer Strip 0 0 0 0 0 0Buffer Wash 0 0 0 0 0 0Carb. Dioxide 0 0 0 0 0 0CaSO4 0.0001 0 0 0 0 0.0023Celpure p100 0 0 0 0 0 1.3918CuSO4 0 0 0 0 0 0.0001Cyanoborohydrid 0 0 0 0.0074 0 0EDTA, Sodium 0 0 0 0 0 0EPO 0 0 0 0 0.0026 0.0015FeSO4 0 0 0 0 0 0.0007Glycerol 0 0 0 0 0 0.0001Glycine 0 0 0 0 0 0HCl 0 0 0 0 0 0Impurities 0 0 0.0081 0 0 0.0006KCl 0 0 0 0 0 0KH2PO4 0.0001 0 0 0 0 0.0017KI 0 0 0 0 0 0KOH 0.0003 0 0 0 0 0.0102Magne Sulfate 0.0011 0.0001 0 0 0 0.0368Media 0 0 0 0 0 0Methanol 0 0 0 0 0 0MnSO4 0 0 0 0 0 0Na2HPO4 0 0 0 0 0 0Na2MoO4 0 0 0 0 0 0NaH2PO4 0 0 0 0.0136 0.1264 0Nitrogen 0 0 0 0 0 0Oxygen 0 0 0 0 0 0PEG-EPO 0 0 0 0 0.0001 0PEG2-EPO 0 0 0 0 0.0098 0PEG3-EPO 0 0 0 0 0.0003 0Peptone 0.0001 0 0 0 0 0.0025Phosphoric Acid 0 0 0 0 0 0.0001Polyethylene gl 0 0 0 0 0.2237 0Polysorbate 80 0 0 0 0 0 0Potass Sulfate 0.0014 0.0001 0 0 0 0.045RO Water 4.3274 136.3566 1.1877 25.9647 209.5983 2.3587Sodium Acetate 3.0426 0.1594 5.5403 0.0424 0.0002 0Sodium Chloride 0 0 0.0532 0.0398 0.3695 0Sodium Citrate 0 0 0 0 0 0Sodium Hydroxide 0 0 0.0121 0 2.0999 0Sulfuric Acid 0 0 0 0 0 0.0005TNBP 0 0 0 0 0 0TRIS Base 0 0 0 0 0 0TRIS HCl 0 0 0 0 0 0Water 0.0267 0.0019 0 0 0 0.9067WFI 0.0047 0.0002 0 5.6238 52.1491 0.1572Yeast Extract 0 0 0 0 0 0.0012Yeast Nitrogen 0 0 0 0 0 0.0004ZnCl2 0 0 0 0 0 0.0002
126

Time Ref: Batch S-119 S-12 S-13 S-14 S-15 S-16 S-17Type Raw Material Raw Material Raw Material Raw Material Emission Raw Material EmissionTotal Flow (kg) 1.3918 0.2633 7.9042 2.3953 2.3355 0.1091 0.1091Temperature (°C) 25 25 25 25 30 25 30Pressure (bar) 1.013 1.013 1.013 1.013 1.013 1.013 1.013
Total Contents (kg) 1.3918 0.2633 7.9042 2.3953 2.3355 0.1091 0.1091Acetic-Acid 0 0 0 0 0 0 0Amm. Sulfate 0 0 0 0 0 0 0BGMY 0 0 0 0 0 0 0Biomass 0 0 0 0 0 0 0Biotin 0 0 0 0 0 0 0BMMY 0 0 0 0 0 0 0Boric Acid 0 0 0 0 0 0 0Buffer Bioreact 0 0 0 0 0 0 0Buffer Strip 0 0 0 0 0 0 0Buffer Wash 0 0 0 0 0 0 0Carb. Dioxide 0 0 0 0 0.0613 0 0.0001CaSO4 0 0 0 0 0 0 0Celpure p100 1.3918 0 0 0 0 0 0CuSO4 0 0 0 0 0 0 0Cyanoborohydrid 0 0 0 0 0 0 0EDTA, Sodium 0 0 0 0 0 0 0EPO 0 0 0 0 0 0 0FeSO4 0 0 0 0 0 0 0Glycerol 0 0 0 0 0 0 0Glycine 0 0 0 0 0 0 0HCl 0 0 0 0 0 0 0Impurities 0 0 0 0 0 0 0KCl 0 0 0 0 0 0 0KH2PO4 0 0 0 0 0 0 0KI 0 0 0 0 0 0 0KOH 0 0 0 0 0 0 0Magne Sulfate 0 0 0 0 0 0 0Media 0 0 0 0 0 0 0Methanol 0 0.2633 0 0 0 0 0MnSO4 0 0 0 0 0 0 0Na2HPO4 0 0 0 0 0 0 0Na2MoO4 0 0 0 0 0 0 0NaH2PO4 0 0 0.019 0 0 0 0Nitrogen 0 0 0 1.8375 1.8399 0.0837 0.0838Oxygen 0 0 0 0.5578 0.4343 0.0254 0.0252PEG-EPO 0 0 0 0 0 0 0PEG2-EPO 0 0 0 0 0 0 0PEG3-EPO 0 0 0 0 0 0 0Peptone 0 0 0 0 0 0 0Phosphoric Acid 0 0 0 0 0 0 0Polyethylene gl 0 0 0 0 0 0 0Polysorbate 80 0 0 0 0 0 0 0Potass Sulfate 0 0 0 0 0 0 0RO Water 0 0 0 0 0 0 0Sodium Acetate 0 0 0 0 0 0 0Sodium Chloride 0 0 0.0555 0 0 0 0Sodium Citrate 0 0 0 0 0 0 0Sodium Hydroxide 0 0 0 0 0 0 0Sulfuric Acid 0 0 0 0 0 0 0TNBP 0 0 0 0 0 0 0TRIS Base 0 0 0 0 0 0 0TRIS HCl 0 0 0 0 0 0 0Water 0 0 0 0 0 0 0WFI 0 0 7.8298 0 0 0 0Yeast Extract 0 0 0 0 0 0 0Yeast Nitrogen 0 0 0 0 0 0 0ZnCl2 0 0 0 0 0 0 0
127

Time Ref: Batch S-18 S-19 S-2 S-20 S-21 S-22 S-23 S-25Type Raw Material Raw Material Raw Material Raw Material Raw MaterialTotal Flow (kg) 0.227 0.11 2.6361 7.564 7.674 0.3123 5.5403 0.6245Temperature 25 25 8.9 25 25 25 25 25Pressure (bar) 1.013 1.013 1.013 1.013 1.013 1.013 1.013 1.013
Total Contents 0.227 0.11 2.6361 7.564 7.674 0.3123 5.5403 0.6245Acetic-Acid 0 0 0 0 0 0 0 0Amm. Sulfate 0 0 0.0001 0 0 0 0 0BGMY 0 0 0 0 0 0 0 0Biomass 0 0 0 0 0 0 0 0Biotin 0 0 0 0 0 0 0 0BMMY 0 0 0 0 0 0 0 0Boric Acid 0 0 0 0 0 0 0 0Buffer Bioreact 0 0 0 0 0 0 0 0Buffer Strip 0 0 0 0 0 0 0 0Buffer Wash 0 0 0 0 0 0 0 0Carb. Dioxide 0 0 0 0 0 0 0 0CaSO4 0 0 0 0 0 0 0 0Celpure p100 0 0 0 0 0 0 0 0CuSO4 0 0 0 0 0 0 0 0Cyanoborohydrid 0 0 0 0 0 0 0 0EDTA, Sodium 0 0 0 0 0 0 0 0EPO 0 0 0.0026 0 0 0 0 0FeSO4 0 0 0 0 0 0 0 0Glycerol 0 0 0 0 0 0 0 0Glycine 0 0 0 0 0 0 0 0HCl 0 0 0 0 0 0 0 0Impurities 0 0 0 0 0 0 0 0KCl 0 0 0 0 0 0 0 0KH2PO4 0 0 0 0 0 0 0 0KI 0 0 0 0 0 0 0 0KOH 0 0 0 0 0 0 0 0Magne Sulfate 0 0 0 0 0 0 0 0Media 0 0 0 0 0 0 0 0Methanol 0.2238 0 0 7.564 7.564 0 0 0MnSO4 0 0 0 0 0 0 0 0Na2HPO4 0 0 0 0 0 0 0 0Na2MoO4 0 0 0 0 0 0 0 0NaH2PO4 0 0 0.0053 0 0 0 0 0Nitrogen 0 0 0 0 0 0 0 0Oxygen 0 0 0 0 0 0 0 0PEG-EPO 0 0 0.0555 0 0 0 0 0PEG2-EPO 0 0 0.0098 0 0 0 0 0PEG3-EPO 0 0 0.0003 0 0 0 0 0Peptone 0 0 0 0 0 0 0 0Phosphoric Acid 0 0 0 0 0 0 0 0Polyethylene gl 0 0 0.2238 0 0 0 0 0Polysorbate 80 0 0 0 0 0 0 0 0Potass Sulfate 0 0 0 0 0 0 0 0RO Water 0 0 0.1168 0 0 0.2945 0 0.5891Sodium Acetate 0 0 0.0002 0 0 0 5.5403 0Sodium Chloride 0 0 0.0156 0 0 0.0177 0 0.0354Sodium Citrate 0 0 0 0 0 0 0 0Sodium 0 0 0 0 0 0 0 0Sulfuric Acid 0 0 0 0 0 0 0 0TNBP 0 0 0 0 0 0 0 0TRIS Base 0 0 0 0 0 0 0 0TRIS HCl 0 0 0 0 0 0 0 0Water 0 0 0 0 0 0 0 0WFI 0.0033 0.11 2.206 0 0.11 0 0 0Yeast Extract 0 0 0 0 0 0 0 0Yeast Nitrogen 0 0 0 0 0 0 0 0ZnCl2 0 0 0 0 0 0 0 0
128

Time Ref: Batch S-27 S-28 S-3 S-30 S-31 S-32 S-33 S-34Type Raw Material Raw Material Revenue Raw MaterialTotal Flow (kg) 2.4073 5.9378 0.1258 2.3209 136.1171 22.6913 2.3209 20.5042Temperature 26.4 25 30 25 25 25 -15 25Pressure (bar) 1.013 1.013 1.013 10.133 1.013 1.013 0.991 1.013
Total Contents 2.4073 5.9378 0.1258 2.3209 136.1171 22.6913 2.3209 20.5042Acetic-Acid 0 0 0 0 0 0 0 0Amm. Sulfate 0.2777 0.636 0.0012 0 17.0874 2.0274 0 0BGMY 0 0 0 0 0 0 0 0Biomass 0 0 0.0001 0 0 0 0 0Biotin 0 0 0 0 0 0 0 0BMMY 0 0 0 0 0 0 0 0Boric Acid 0 0 0 0 0 0 0 0Buffer Bioreact 0 0 0 0 0 0 0 0Buffer Strip 0 0 0 0 0 0 0 0Buffer Wash 0 0 0 0 0 0 0 0Carb. Dioxide 0 0 0 0 0 0 0 0CaSO4 0 0 0 0 0 0 0 0Celpure p100 0 0 0 0 0 0 0 0CuSO4 0 0 0 0 0 0 0 0Cyanoborohydri 0 0 0 0 0 0 0 0EDTA, Sodium 0 0 0 0 0 0 0 0EPO 0.0266 0.0263 0 0 0 0 0 0FeSO4 0 0 0 0 0 0 0 0Glycerol 0 0 0.0011 0 0 0 0 0Glycine 0 0 0 0 0 0 0 0HCl 0 0 0 0 0 0 0 0Impurities 0.0027 0 0 0 0 0 0 0KCl 0 0 0 0 0 0 0 0KH2PO4 0 0 0.0017 0 0 0 0 0KI 0 0 0 0 0 0 0 0KOH 0 0 0 0 0 0 0 0Magne Sulfate 0.0001 0 0 0 0 0 0 0Media 0 0 0 0 0 0 0 0Methanol 0 0 0 0 0 0 0 0MnSO4 0 0 0 0 0 0 0 0Na2HPO4 0 0 0 0 0 0 0 0Na2MoO4 0 0 0 0 0 0 0 0NaH2PO4 0 0 0 0.0054 0 0 0.0054 0Nitrogen 0 0 0 0 0 0 0 0Oxygen 0 0 0 0 0 0 0 0PEG-EPO 0 0 0 0.0554 0 0 0.0554 0PEG2-EPO 0 0 0 0 0 0 0 0PEG3-EPO 0 0 0 0 0 0 0 0Peptone 0 0 0.0025 0 0 0 0 0Phosphoric Acid 0 0 0 0 0 0 0 0Polyethylene gl 0 0 0 0 0 0 0 0Polysorbate 80 0 0 0 0.0001 0 0 0.0001 0Potass Sulfate 0.0001 0 0 0 0 0 0 0RO Water 1.9385 5.2754 0 0 119.0297 20.6639 0 20.4704Sodium Acetate 0.1594 0 0 0 0 0 0 0.0338Sodium Chloride 0 0 0 0.0159 0 0 0.0159 0Sodium Citrate 0 0 0 0 0 0 0 0Sodium 0 0 0 0 0 0 0 0Sulfuric Acid 0 0 0 0 0 0 0 0TNBP 0 0 0 0 0 0 0 0TRIS Base 0 0 0 0 0 0 0 0TRIS HCl 0 0 0 0 0 0 0 0Water 0.0019 0 0.0002 0 0 0 0 0WFI 0.0002 0 0.1173 2.244 0 0 2.244 0Yeast Extract 0 0 0.0013 0 0 0 0 0Yeast Nitrogen 0 0 0.0004 0 0 0 0 0ZnCl2 0 0 0 0 0 0 0 0
129

Time Ref: Batch S-35 S-36 S-37 S-38 S-4 S-49 S-40Type Raw Material Raw Material Raw Material Raw Material Raw MaterialTotal Flow (kg) 5.6779 0.0074 20.5116 0.2657 0.1257 0.1055 16.993Temperature 25 25 25 25 25 25 25Pressure (bar) 1.013 1.013 1.013 1.013 1.013 1.013 1.013
Total Contents 5.6779 0.0074 20.5116 0.2657 0.1257 0.1055 16.993Acetic-Acid 0 0 0 0 0 0 0Amm. Sulfate 0.0317 0 0 0 0.0012 0 0BGMY 0 0 0 0 0 0 0Biomass 0 0 0 0 0 0 0Biotin 0 0 0 0 0 0 0BMMY 0 0 0 0 0 0 0Boric Acid 0 0 0 0 0 0 0Buffer Bioreact 0 0 0 0 0 0 0Buffer Strip 0 0 0 0 0 0 0Buffer Wash 0 0 0 0 0 0 0Carb. Dioxide 0 0 0 0 0 0 0CaSO4 0 0 0 0 0 0 0Celpure p100 0 0 0 0 0 0 0CuSO4 0 0 0 0 0 0 0Cyanoborohydrid 0 0.0074 0.0074 0 0 0 0EDTA, Sodium 0 0 0 0 0 0 0EPO 0.0263 0 0 0 0 0 0FeSO4 0 0 0 0 0 0 0Glycerol 0 0 0 0 0.0013 0 0Glycine 0 0 0 0 0 0 0HCl 0 0 0 0 0 0 0Impurities 0 0 0 0 0 0 0KCl 0 0 0 0 0 0 0KH2PO4 0 0 0 0 0.0017 0 0KI 0 0 0 0 0 0 0KOH 0 0 0 0 0 0 0Magne Sulfate 0 0 0 0 0 0 0Media 0 0 0 0 0 0 0Methanol 0 0 0 0 0 0 0MnSO4 0 0 0 0 0 0 0Na2HPO4 0 0 0 0 0 0 0Na2MoO4 0 0 0 0 0 0 0NaH2PO4 0 0 0 0 0 0 0Nitrogen 0 0 0 0 0 0 0Oxygen 0 0 0 0 0 0 0PEG-EPO 0 0 0 0 0 0 0PEG2-EPO 0 0 0 0 0 0 0PEG3-EPO 0 0 0 0 0 0 0Peptone 0 0 0 0 0.0025 0 0Phosphoric Acid 0 0 0 0 0 0 0Polyethylene gl 0 0 0 0.2657 0 0 0Polysorbate 80 0 0 0 0 0 0 0Potass Sulfate 0 0 0 0 0 0 0RO Water 5.6111 0 20.4704 0 0 0.1014 16.965Sodium Acetate 0.0088 0 0.0338 0 0 0 0.028Sodium Chloride 0 0 0 0 0 0 0Sodium Citrate 0 0 0 0 0 0 0Sodium 0 0 0 0 0 0.004 0Sulfuric Acid 0 0 0 0 0 0 0TNBP 0 0 0 0 0 0 0TRIS Base 0 0 0 0 0 0 0TRIS HCl 0 0 0 0 0 0 0Water 0 0 0 0 0 0 0WFI 0 0 0 0 0.1173 0 0Yeast Extract 0 0 0 0 0.0013 0 0Yeast Nitrogen 0 0 0 0 0.0004 0 0ZnCl2 0 0 0 0 0 0 0
130

Time Ref: Batch S-41 S-42 S-43 S-44 S-45 S-47 S-48Type Raw Material Raw Material Raw Material Raw MaterialTotal Flow (kg) 2.3208 3.3428 52.6834 107.1708 104.4106 3.3428 7.0801Temperature (°C) 25 29.3 25 25 25 29.3 25Pressure (bar) 1.013 1.013 1.013 1.013 1.013 1.013 1.013
Total Contents (kg) 2.3208 3.3428 52.6834 107.1708 104.4106 3.3428 7.0801Acetic-Acid 0 0 0 0 0 0 0Amm. Sulfate 0 0 0 0 0 0 0.8888BGMY 0 0 0 0 0 0 0Biomass 0 0 0 0 0 0 0Biotin 0 0 0 0 0 0 0BMMY 0 0 0 0 0 0 0Boric Acid 0 0 0 0 0 0 0Buffer Bioreact 0 0 0 0 0 0 0Buffer Strip 0 0 0 0 0 0 0Buffer Wash 0 0 0 0 0 0 0Carb. Dioxide 0 0 0 0 0 0 0CaSO4 0 0.0001 0 0 0 0.0001 0Celpure p100 0 0 0 0 0 0 0CuSO4 0 0 0 0 0 0 0Cyanoborohydrid 0 0 0 0 0 0 0EDTA, Sodium 0 0 0 0 0 0 0EPO 0 0.0266 0 0 0 0.0266 0FeSO4 0 0 0 0 0 0 0Glycerol 0 0 0 0 0 0 0Glycine 0 0 0 0 0 0 0HCl 0 0 0 0 0 0 0Impurities 0 0.0027 0 0 0 0.0027 0KCl 0 0 0 0 0 0 0KH2PO4 0 0.0001 0 0 0 0.0001 0KI 0 0 0 0 0 0 0KOH 0 0.0003 0 0 0 0.0003 0Magne Sulfate 0 0.0012 0 0 0 0.0012 0Media 0 0 0 0 0 0 0Methanol 0 0 0 0 0 0 0MnSO4 0 0 0 0 0 0 0Na2HPO4 0 0 0 0 0 0 0Na2MoO4 0 0 0 0 0 0 0NaH2PO4 0.0054 0 0.1265 0 0 0 0Nitrogen 0 0 0 0 0 0 0Oxygen 0 0 0 0 0 0 0PEG-EPO 0.0554 0 0 0 0 0 0PEG2-EPO 0 0 0 0 0 0 0PEG3-EPO 0 0 0 0 0 0 0Peptone 0 0.0001 0 0 0 0.0001 0Phosphoric Acid 0 0 0 0 0 0 0Polyethylene gl 0 0 0 0 0 0 0Polysorbate 80 0 0 0 0 0 0 0Potass Sulfate 0 0.0014 0 0 0 0.0014 0RO Water 0 0.0746 0 105.0709 104.4106 0.0746 6.1913Sodium Acetate 0 3.202 0 0 0 3.202 0Sodium Chloride 0.0159 0 0.3698 0 0 0 0Sodium Citrate 0 0 0 0 0 0 0Sodium Hydroxide 0 0 0 2.0999 0 0 0Sulfuric Acid 0 0 0 0 0 0 0TNBP 0 0 0 0 0 0 0TRIS Base 0 0 0 0 0 0 0TRIS HCl 0 0 0 0 0 0 0Water 0 0.0287 0 0 0 0.0287 0WFI 2.244 0.005 52.1872 0 0 0.005 0Yeast Extract 0 0 0 0 0 0 0Yeast Nitrogen 0 0 0 0 0 0 0ZnCl2 0 0 0 0 0 0 0
131

Time Ref: Batch S-7 S-8 S-5 S-50 S-51 S-54 S-56Type Raw Material Raw Material Aqueous Waste Raw Material Raw MaterialTotal Flow (kg) 0.7171 1.4353 2.5441 68.398 0.1025 0.0001 0.3162Temperature (°C) 25 25 25 29.9 25 25 25Pressure (bar) 1.013 1.013 1.013 1.013 0.944 1.013 1.013
Total Contents (kg) 0.7171 1.4353 2.5441 68.398 0.1025 0.0001 0.3162Acetic-Acid 0 0 0 0 0 0 0Amm. Sulfate 0 0 0.0239 0.0239 0 0 0BGMY 0 0 0 0 0 0 0Biomass 0 0 0 0 0 0 0Biotin 0 0 0 0 0 0 0BMMY 0 0 0 0 0 0 0Boric Acid 0 0 0 0 0 0 0Buffer Bioreact 0 0 0 0 0 0 0Buffer Strip 0 0 0 0 0 0 0Buffer Wash 0 0 0 0 0 0 0Carb. Dioxide 0 0 0 0 0 0 0CaSO4 0 0 0 0.0446 0 0 0Celpure p100 0 0 0 0 0 0 0CuSO4 0 0 0 0.0012 0 0 0Cyanoborohydrid 0 0 0 0 0 0 0EDTA, Sodium 0 0 0 0 0 0 0EPO 0 0 0 0.0287 0 0 0FeSO4 0 0 0 0.0134 0 0 0Glycerol 0.7171 0.7171 0.1514 0.0017 0 0 0Glycine 0 0 0 0 0 0 0HCl 0 0 0 0 0 0 0Impurities 0 0 0 0.0109 0 0 0KCl 0 0 0 0 0 0 0KH2PO4 0 0 0.0326 0.0326 0 0 0KI 0 0 0 0.0002 0 0 0KOH 0 0 0 0.1978 0 0 0Magne Sulfate 0 0 0 0.7137 0 0 0Media 0 0 0 0 0 0 0Methanol 0 0 0 0 0 0 0MnSO4 0 0 0 0.0006 0 0 0Na2HPO4 0 0 0 0 0 0 0Na2MoO4 0 0 0 0 0 0 0NaH2PO4 0 0 0 0 0 0 0Nitrogen 0 0 0 0 0 0 0Oxygen 0 0 0 0 0 0 0PEG-EPO 0 0 0 0 0 0 0PEG2-EPO 0 0 0 0 0 0 0PEG3-EPO 0 0 0 0 0 0 0Peptone 0 0 0.0483 0.0484 0 0 0Phosphoric Acid 0 0 0 0.0013 0 0 0Polyethylene gl 0 0 0 0 0 0 0Polysorbate 80 0 0 0 0 0 0.0001 0Potass Sulfate 0 0 0 0.8717 0 0 0RO Water 0 0 0 45.733 0.0985 0 0.3041Sodium Acetate 0 0 0 0 0 0 0Sodium Chloride 0 0 0 0 0 0 0Sodium Citrate 0 0 0 0 0 0 0Sodium Hydroxide 0 0 0 0 0.0039 0 0.0121Sulfuric Acid 0 0 0 0.0105 0 0 0TNBP 0 0 0 0 0 0 0TRIS Base 0 0 0 0 0 0 0TRIS HCl 0 0 0 0 0 0 0Water 0 0 0 17.5799 0 0 0WFI 0 0.7182 2.2556 3.0472 0 0 0Yeast Extract 0 0 0.0242 0.0242 0 0 0Yeast Nitrogen 0 0 0.0081 0.0081 0 0 0ZnCl2 0 0 0 0.0041 0 0 0
132

Time Ref: Batch S-58 S-6 S-61Type Raw Material Raw MaterialTotal Flow (kg) 10.2918 0.7182 3.3532Temperature (°C) 25 25 29.3Pressure (bar) 1.013 1.013 1.013
Total Contents (kg) 10.2918 0.7182 3.3532Acetic-Acid 0 0 0Amm. Sulfate 0 0 0BGMY 0 0 0Biomass 0 0 0Biotin 0 0 0BMMY 0 0 0Boric Acid 0 0 0Buffer Bioreact 0 0 0Buffer Strip 0 0 0Buffer Wash 0 0 0Carb. Dioxide 0 0 0CaSO4 0 0 0.0001Celpure p100 0 0 0CuSO4 0 0 0Cyanoborohydrid 0 0 0EDTA, Sodium 0 0 0EPO 0 0 0.0287FeSO4 0 0 0Glycerol 0 0 0Glycine 0 0 0HCl 0 0 0Impurities 0 0 0.0109KCl 0 0 0KH2PO4 0 0 0.0001KI 0 0 0KOH 0 0 0.0003Magne Sulfate 0 0 0.0012Media 0 0 0Methanol 0 0 0MnSO4 0 0 0Na2HPO4 0 0 0Na2MoO4 0 0 0NaH2PO4 0 0 0Nitrogen 0 0 0Oxygen 0 0 0PEG-EPO 0 0 0PEG2-EPO 0 0 0PEG3-EPO 0 0 0Peptone 0 0 0.0001Phosphoric Acid 0 0 0Polyethylene gl 0 0 0Polysorbate 80 0 0 0Potass Sulfate 0 0 0.0014RO Water 0 0 0.0746Sodium Acetate 10.2918 0 3.202Sodium Chloride 0 0 0Sodium Citrate 0 0 0Sodium Hydroxide 0 0 0Sulfuric Acid 0 0 0TNBP 0 0 0TRIS Base 0 0 0TRIS HCl 0 0 0Water 0 0 0.0287WFI 0 0.7182 0.005Yeast Extract 0 0 0Yeast Nitrogen 0 0 0ZnCl2 0 0 0
133

B. Eporis Capacity
Epogen Procrit Aranesp MirceraTotal
Market EporisPrice ($/mcg) 1.84 2.65 7.14 2.95 1.84 -
US Retail Sales in 2013 ($/yr) 2.21E+09 1.01E+09 7.93E+08 -
4.01E+09 4.01E+08
Volume (g drug substance/yr) 1201 379 111 - 1692 277
Volume (gEPO/yr) - - - - - 1151-Week-Dosage
(mcg/Wk) 101 101 60 50 87 501 Week-Dosage
Volume (WkDoses/yr) 1.19E+07 2.15E+06 3.53E+06 -
1.76E+07 1.76E+06
Production Fermenter Titer
(g/L) 0.4 0.4 0.4 - 0.40 0.40No-Loss Bioreactor
Volume (L/yr) 3003 949 278 - 4230 289Loss-Included BR
Volume (L/yr) 7508 2372 694 - 10574 380Selling Price
($/mcg) 1.29 1.86 5.00 2.07 1.29 1.45middleman selling
price 1.00 1.45 3.90 1.61 1.00 1.13drug substance
selling price - - - - - 0.78Max Manuf. Cost
($/mcg) - - - - - 0.39
134

Methodology notes
Calculation NotesPrice ($/mcg)
US Retail Sales in 2013 ($/yr)Volume (g drug substance/yr) g of PEGylated EPO
Volume (gEPO/yr) g of eporis unPEGylated EPO1-Week-Dosage (mcg/Wk) *Mircera source: http://www.drugs.com/pro/mircera.html
1 Week-Dosage Volume (WkDoses/yr)
Production Fermenter Titer (g/L) *Similar between P.P. (4 days) and CHO (17 days)No-Loss Bioreactor Volume (L/yr)Loss-Included BR Volume (L/yr) *Surabattula et al
Selling Price ($/mcg) *Biosimilar drug retail selling pricemiddleman selling price *drug product selling price
drug substance selling price*drug substance price; take epogen to procit markup as a reference point
Max Manuf. Cost ($/mcg) *zero percent profit point
Percentage of Total Yearly Spending Cost Category0.18 R&D0.28 Marketing, Advertising and Admin.0.22 Manufacturing0.31 Profit0.53 Sum of Manufacturing and profit
* Source: Amgen’s SEC filing report
135

C. Mircera Process Time
MIRCERA Process Time
CHO doubling time 24 hrPichia doubling time 4 to 6 hr
time (day) Frac. Harvest Notes
short longinitial 1 1 1
shake flask 12 12 1 ~ 12 cycles10 L 3 5 1100L 3 5 1
1000L 3 4 0.8 10 cycles maxTotal 22 27
Total with 1000L cycles included 49 63
Literature gives 23 days as process time
approx. total 1000L ferm Vol 900 L
Harvest Volume per 1000L ferm cycle 720 L
* this volume passes through separation processes every 3 - 4 days
136

D. Mircera methoxy PEG-Epoetin Beta Process Mircera is a PEGYlated EPO structure produced in the CHO cell system. PEGylated on N+ residues ( 9 total possible: 8 Lysines residues and 1 N-terminus) PEG is activated with an amide ester:
o When x = 2, PEG is activated with the alpha lower alkoxy, propionic acid succinimidyl ester
o When x = 3, PEG is activated with the alpha lower alkoxy, butyric acid succinimidyl ester
References to old patents:o PEG Reaction carried out at
pH 7.5 protein: PEG ratio of 1:3 T = 20 – 25 C Observe mixture of mono, di, tri PEGYlated structures Patent implies final Mircera product is a mixture with PEGn-rhEPO with at
least 90% is with n = 1. (*this is after separation in which recovery is low.)o Separations
Ion exchange on S-sepharose Preparative reverse phase HPLC (C8 column) Gel Filtration
Can be replaced with S-sepharose FF Note: Blue Trisacryl could come before ion exchange
Separates human plasma proteins (i.e. IgGs, transferrin, and albumin)
Current Patent:o Inoculum Development
Initial growth Dilute to starting cell density and growth through a growth cycle Repeat until 2 L volume is reached Inoculate 10L fermenter once 1-5 L is reached (~ 12 doublings)
3-5 days to grow Inoculate 100L fermenter
3-5 days to grow Inoculate 1000L production fermenter
o Fermentation Batch process Grow to desired density Harvest 80%
137

Replenish culture up to total volume and regrow Harvest ~ 3-4 days Recycle max 10 times Process each harvest separately through purifications
Total process time at fermentation step
o Initial Separations Filter/centrifuge Blue Sepharose chromatography
Separate out non protein components (separate plasma proteins from others; i.e. albumin separated out) EPO binds more strongly
Butyl Toyopearl chromatography Separate out impurities and PVA (separate based on hydrophobicity) EPO binds more strongly
Hydroxyapatite EPO binds less strongly (separate based on ionic interactions; + and – charged groups on
matrix) EPO elutes early
Reverse phase HPLCE on C4 Based on strength of hydrophobic interactions
DEAE Based on ionic interactions Anion exchange
o High mono-PEG reaction yield and separation 100 mg EPO in 100 mM potassium pohspohate buffer pH 7.5 329 mg 30 kDa PEG-SBA in 1mL of 1 mM HCl Add 100 mM potassium pohspohate buffer pH 7.5 for 20 mL total volume Final protein conc: 5 g/L; PEG: protein ratio = 2:1 Time = 2h at T = 20 – 22 C with stirring Quench to pH 4.5 with glacial acetic acid
o Final processing Dilute 1:5 with 10 mM sodium acetate pH 4.5 SP-sepharose FF cation chromatography
Wash w/ 1 bed vol to remove oligomeric PEG-EPO Wash w/ 2 bed vol to remove di-PEG-EPO Elute mono-PEG-EPO
o Concentrate to 4.5-7.5 mg/mL and diafiltered into storage buffer
10 mM potassium phosphate 100 mM NaCl pH 7.5
Elute unmodified EPOo Final product (post separation):
No detectable unmodified EPO
138

90% mono-PEG-EPO ~10% di-PEG-EPO *good general balance of drug activity and recovery/yield.
o PEGYlation and final separation process yielded 75 % of EPO PEGylated
~ 30% mono-PEG-EPO ~25% di-PEG-EPO Remaining = EPO and oligomeric EPO
139

E. Fermentation Kinetics
Jahic-based Model Development (Final Model)Kinetics Approach
Monod kinetic parametes (Jahic paper)
Parameter Units Glycerol MeOHqsmax g sub / g cell hr 0.37 0.57
qm g sub / g cell hr 0.000 0.013Yem g cell / g sub 0.7 0.36 * exclusive of maintenance yieldKs mg / L 100 100
umax 1/hr 0.259 0.201alpha g sub /g cell 1.429 2.778beta 1/ hr 0.000 0.013
CHECK 0.370 0.570*check; solving for qsmax with calculateded u max
Stoichiometry (blend Jahic and Eskitoros and Huang and Charoenrat)
ComponentMass Yield Coeffiecients (g component
/ 100 g substrate) ReferenceGlycerol MeOH
InputsGlycerol 100.00 - * by definition
Methanol - 100.00 * by definitionOxygen 121.70 200.00 *Jahic Paper
Outputs
Biomass 70.00 36.00 *Jahic paper
Caron Dioxide 60.00 60.00 * Charoenrat paper* 0.6 x MeOH yield coeff
EPO 0.05 0.37 * Eskitoros paperImpurities 0.02 0.14 * Huang paper
Water 91.63 203.49 * Close mass balance
140

Heat of ReactionMW meoh 32.04 g/mol MW Glycerol 92.09 g/mol
MEOH Glycerolheat of formation
heat of formation
MeOH -238.7 kJ/mol glycerol -669.6 kJ/molCO2 -393.5 kJ/mol -276 kJ/mol2 H2 0 kJ/mol CO2 -455.6 kJ/mol
H2 0 kJ/moltotal -154.8 kJ/mol total -62 kJ/mol
-4831.5 kJ/kg -673.3 kJ/kg
Literature Fermentation Conditions
RXTR overallRxtr
Temp pH V rxtr L Agitation DOTAeration rate
(L/L min)Huang 25 6 2
Jahic 30 5 10up to
1000 rpm 0.3 0.6
Eskitoros 305, 4.5 in production
phase 3 900 rpm
RXTR Overall g/L Wet Cell Weight
Cxf Inoc Cxf Glyc 1 Cxf Glyc 2 Cxf MeOHHuang 70 130 - 380Jahic 52 93 156 204
Eskitoros 8 - - 200
Inoculum ConditionsBuffer Vo buffer pH T C t hr V shake flask L
Huang BMGY 100 6 30 16 -Jahic BMGY 100 6 30 14 1
Eskitoros BMGY - - - 30 -
141

Fermenter Conditions Vo L DO
Glyc = feed (B) Glyc = Feed 2 (FB)
t hrC glyc (g/L) t hr C glyc (g/L) Flowrate
Huang 140 %
air sat 10 5 v/v % - - -
Jahic 3
above 30 %
air sat 27 40 4 555
38.5 mL increased for 0.18 1/h cell growth rate
Eskitoros ?
above 20 %
air satuntil gly
consumed 40 ? 50 v/v %
varied for constant growth
rate
Fermenter Conditions
MeOH = feed 1 (FB) MeOH = feed 2 (FB)
C meoh in feed (g/L)
C meoh in rxtr/ Flowrate t hr
F meoh conc. (g/L)
C meoh in rxtr/ Flowrate t hr
Huang 100% 1 g/L 24 - - -
Jahic 780.610.5 mL/h - 24
mL/h grow exp. at u = .12 1/h
2 780.6 24 ml/h const. 7
Eskitoros 100% 3.6 L/hr 4 790varied for
const. growth rate
9*mannitol spiking involved
142

F. Polymath Fermenter ModelingPolymath was used to solve an ODE model of the production fermenter (for stages 1 and 4) and results were compared to SPD results. Comparison figures are given in the body of the report.
Ferment 1# Fermentation PM Model (EPORIS)# Sprint 12 - Jesus take the wheel# Glycerol Constant volume batch (Fermentation 1)
# Differential Mass Balances d(Cx)/d(t) = (u)*(Cx) # Simplified with dV/dt = 0Cx(0) = 1.65 # g/L Cells at start of phase I (VARIABLE)d(Cm)/d(t) = - qs*CxCm(0) = 38.3 # initial g/L MeOH in fermenterd(Cp)/d(t) = qp*Cx Cp(0) = 0 # Initial EPO g/L
t(0) = 0t(f) = 12
Qm = 0 #L/hrrhoh2o = 1200 #g/Ld(V)/d(t) = Qm + (qh2o + u)*V/rhoh2oV(0) = 70 # intital Volume, L
u = umax*(Cm/(Cm+Ks)) # specific growth rage 1/hrqs = alpha*u + betaqp = qs*Ypst/Ymst # EPO specific rate of production g/g hrqh2o = qs*Yh20st/Ymstqx = uqx2 = qs*Yxst/Ymst
# Specific Rate and Yield Coeff Parameters Cmo = 38.3 # Initial MeOH g/Lumax = 0.259Ks = .1alpha = 1/YemYem = 0.70beta = qmtnqmtn = 0
Ymst = 100Ypst = 0.05Yxst = 70Yh20st = 91.63
143

POLYMATH Report No TitleOrdinary Differential Equations 13-May-2015
Calculated values of DEQ variables Variable Initial value Minimal value Maximal
value Final value
1 alpha 1.428571428571
1.428571428571
1.428571428571
1.428571428571
2 beta 0 0 0 0
3 Cm 38.3 -9.157983708E-18 38.3 -3.607309482E-
204 Cmo 38.3 38.3 38.3 38.35 Cp 0 0 0.01915 0.019156 Cx 1.65 1.65 28.46 28.467 Ks 0.1 0.1 0.1 0.1
8 qh2o 0.3381481067708
-3.104840374E-17
0.3381481067708
-1.222989741E-19
9 Qm 0 0 0 010 qmtn 0 0 0 0
11 qp 0.00018451822
92-1.694226986E-20
0.0001845182292
-6.673522542E-23
12 qs 0.36903645833
33-3.388453972E-17
0.3690364583333
-1.334704508E-19
13 qx 0.25832552083
33-2.37191778E-17
0.2583255208333
-9.342931558E-20
14 qx2 0.25832552083
33-2.37191778E-17
0.2583255208333
-9.342931558E-20
15 rhoh2o 1200. 1200. 1200. 1200.
16 t 0 0 12. 12.
17 u 0.25832552083
33-2.37191778E-17
0.2583255208333
-9.342931558E-20
18 umax 0.259 0.259 0.259 0.259
19 V 70. 70. 70.3846175256 70.3846175256
20 Yem 0.7 0.7 0.7 0.7
21 Yh20st 91.63 91.63 91.63 91.63
22 Ymst 100. 100. 100. 100.
144

23 Ypst 0.05 0.05 0.05 0.05
24 Yxst 70. 70. 70. 70.
Differential equations 1 d(Cx)/d(t) = (u)*(Cx)
Simplified with dV/dt = 0
2 d(Cm)/d(t) = - qs*Cx3 d(Cp)/d(t) = qp*Cx4 d(V)/d(t) = Qm + (qh2o +
u)*V/rhoh2o
145

Explicit equations 1 Qm = 0
L/hr
2 rhoh2o = 1200g/L
3 Ks = .14 qmtn = 05 Ypst = 0.056 Yh20st = 91.637 umax = 0.2598 Yxst = 709 Cmo = 38.3
Initial MeOH g/L
10 u = umax*(Cm/(Cm+Ks))specific growth rage 1/hr
11 qx = u12 Yem = 0.7013 alpha = 1/Yem14 beta = qmtn15 qs = alpha*u + beta16 Ymst = 10017 qp = qs*Ypst/Ymst
EPO specific rate of production g/g hr
18 qx2 = qs*Yxst/Ymst19 qh2o = qs*Yh20st/Ymst
General Total number of equations 23Number of differential equations 4Number of explicit equations 19Elapsed time 1.157 secSolution method RKF_45Step size guess. h 0.00000001Truncation error tolerance. eps 0.00000001
Data file: c:\users\abby\dropbox\senior design\scrum meetings\sprint 13 work - optimus\fermentation pm model_050415b_fa.pol
146

Ferment 4 # Fermentation PM Model (EPORIS)# Sprint 12 - Jesus take the wheel# Methanol fed batch (Ferm # 4).
# Differential Mass Balances d(Cx)/d(t) = (u - Qm/V)*(Cx) # Simplified with dV/dt = Qm (Qm = Qtotal)Cx(0) = 36.12 # g/L Cells at start of phase I (VARIABLE)d(Cm)/d(t) = Qm/V*(Cmo - Cm) - qs*CxCm(0) = 0 # initial g/L MeOH in fermenterd(Cp)/d(t) = qp*Cx - Qm/V*Cp Cp(0) = .04 # Initial EPO g/L
t(0) = 0t(f) = 1
Qm = 0.399 #L/hrrhoh2o = 1000 #g/Ld(V)/d(t) = Qm + (qh2o + u)*V/rhoh2oV(0) = 76 # intital Volume, L
u = umax*(Cm/(Cm+Ks)) # specific growth rage 1/hrqs = alpha*u + betaqp = qs*Ypst/Ymst # EPO specific rate of production g/g hrqh2o = qs*Yh20st/Ymstqx = uqx2 = qs*Yxst/Ymst
# Specific Rate and Yield Coeff Parameters Cmo = 790 # Initial MeOH g/Lumax = 0.201Ks = 0.1alpha = 1/YemYem = 0.36beta = qmtnqmtn = .013
Ymst = 100Ypst = 0.37Yxst = 36Yh20st = 203.49
147

POLYMATH Report No TitleOrdinary Differential Equations 13-May-2015
Calculated values of DEQ variables Variable Initial value Minimal
valueMaximal value Final value
1 alpha 2.777777777778
2.777777777778
2.777777777778
2.777777777778
2 beta 0.013 0.013 0.013 0.013
3 Cm 0 0 0.0222457515142
0.0212344507191
4 Cmo 790. 790. 790. 790.
5 Cp 0.04 0.04 0.0549761565695
0.0549761565695
6 Cx 36.12 36.12 37.23764810235
37.23764810235
7 Ks 0.1 0.1 0.1 0.1
8 qh2o 0.0264537 0.0264537 0.2332058029087
0.2254530283882
9 Qm 0.399 0.399 0.399 0.39910 qmtn 0.013 0.013 0.013 0.013
11 qp 0.0000481 0.0000481 0.00042403138
770.0004099347413
12 qs 0.013 0.013 0.11460307774
770.1107931733197
13 qx 0 0 0.03657710798
920.0352055423951
14 qx2 0.00468 0.00468 0.04125710798
920.0398855423951
15 rhoh2o 1000. 1000. 1000. 1000.
16 t 0 0 1. 1.
17 u 0 0 0.03657710798
920.0352055423951
18 umax 0.201 0.201 0.201 0.201
19 V 76. 76. 76.4191199563
776.41911995637
20 Yem 0.36 0.36 0.36 0.36
21 Yh20st 203.49 203.49 203.49 203.49
2 Ymst 100. 100. 100. 100.
148

223 Ypst 0.37 0.37 0.37 0.37
24 Yxst 36. 36. 36. 36.
Differential equations 1 d(Cx)/d(t) = (u - Qm/V)*(Cx)
Simplified with dV/dt = Qm (Qm = Qtotal)
2 d(Cm)/d(t) = Qm/V*(Cmo - Cm) - qs*Cx
3 d(Cp)/d(t) = qp*Cx - Qm/V*Cp4 d(V)/d(t) = Qm + (qh2o +
u)*V/rhoh2o
149

Explicit equations 1 Qm = 0.399
L/hr
2 rhoh2o = 1000g/L
3 Ks = 0.14 qmtn = .0135 Ypst = 0.376 Yh20st = 203.497 umax = 0.2018 Yxst = 369 Cmo = 790
Initial MeOH g/L
10 u = umax*(Cm/(Cm+Ks))specific growth rage 1/hr
11 qx = u12 Yem = 0.3613 alpha = 1/Yem14 beta = qmtn15 qs = alpha*u + beta16 Ymst = 10017 qp = qs*Ypst/Ymst
EPO specific rate of production g/g hr
18 qx2 = qs*Yxst/Ymst19 qh2o = qs*Yh20st/Ymst
General Total number of equations 23Number of differential equations 4Number of explicit equations 19Elapsed time 1.157 secSolution method RKF_45Step size guess. h 0.00000001Truncation error tolerance. eps 0.00000001
Data file: c:\users\abby\dropbox\senior design\scrum meetings\sprint 13 work - optimus\fermentation pm model_050415b_f4.pol
150

G. Super Pro Designer Fermenter Modeling
Volume of the production fermenter was sized according to the intended yearly capacity, titer, anticipated downstream recovery, and specified number of batches per year. Inoculum development steps were sized according to production fermenter volume and downstream process units based on production fermenter effluent. Within the production fermenter, starting media volumes and fed flow rates were scaled from literature volume to match Eporis volume. The following documents the sizing used in the final design case.
Specified ParametersBiosimilar Fraction of Market 0.10Fractional EPO Volume Loss 0.24Percent recovery through columns, filters, and PEGylation 0.76Engineered Titer (g EPO / L /culture) 0.40
Unit RecoveryIEX 0.925HIC 0.99GF 0.995
PEG 0.879cent 0.95
diafilter 1.00Total 0.76
Masses Notes115.4 of glyc. non-PEG eprois EPO * Calculated in capacity, above151.7 “ loss included
276.96 of glyc. PEG EPO364.0 “ loss included
Eporis Production for yearly EPO capacity in one batch
Titer (g EPO/ L cell culture) Required Cell Culture Volume (L/yr)
0.05 30330.20 7580.40 3790.65 233
151

Batch - Volume Alternatives
Number of Batches per
year
Inoc 1 vol
Inoc 2 vol
Inoc 3 Vol
Ferm Effluent Volume of
Each Batch (L)
Mass of unPEG Eporis EPO in
Ferm Effluent per Batch (g)
Mass of PEG-EPO in final
product stream (g)
1 0.031 0.616 12.323 379.2 151.7 277.02 0.015 0.308 6.162 189.6 75.8 138.53 0.010 0.205 4.108 126.4 50.6 92.34 0.008 0.154 3.081 94.8 37.9 69.25 0.006 0.123 2.465 75.8 30.3 55.46 0.005 0.103 2.054 63.2 25.3 46.27 0.004 0.088 1.760 54.2 21.7 39.68 0.004 0.077 1.540 47.4 19.0 34.6
12 0.003 0.051 1.027 31.6 12.6 23.116 0.002 0.039 0.770 23.7 9.5 17.340 0.001 0.015 0.308 9.5 3.8 6.9
NOTES
*Assumes 0.65x of final reactor effluent vol feed
to ferm at start of phase I growth
* Assumes titer of 0.4 g/L and
yearly target of 277 g of Eporis
EPO
*Assumes 0.76 total recovery
through all streams
152

SPD Fermenter Conditions
BGMY Comp
Pure Glycerol Comp
Time (h)
Inoculum 1 1.00 0 23Inoculum 2 0.95 0.05 24
Jahic (10 L fermenter) EporisFermentration
Phasevol feed
(L)vol feed rate
(L/h) Timevol feed
(L)vol feed rate
(L/h) Time1 3 - 27 50.58 - 102 - 0.040 4 - 0.32 43 - 0.018 2 - 0.14 24 - 0.024 7 - 0.32 30
Total Time (days) - - 1.67 - - 3.88V effluent
INTENDED (L) - - - - - 75.8Total INTENDED
EPO Mass (g) - - - - - 30.3V inoc 1 (L) initial - - - - - 0.124V inoc 2 (L) initial - - - - - 2.494
V effluent ACTUAL (L) - - - - - 75.93
Titer EPO ACTUAL (g/L) 0.398
Total EPO Mass ACTUAL (g) 30.19
V reactor (L) - - - - - 108.5Final Cell Mass
(g/L) - - - - - 63.57
153

SPD Model Set up* Mix each feed in its own vessel so have proper glycerol I feed, glycerol II feed, and methanol feeds (III and IV the same but in different vessels so SPD can solve)
The starting volume of glycerol for the phase 1 in the 10L bioreactor experiment reported in Jahic et. al was scaled (approx. linearly, then adhusted for right final volume) to match anticpated reactor effluent Eporis fermenter volume.
Phase 1 time was set to allow full consumption of glycerol. Time lengths of phase 2 and 3 were kept constant while flow rate was scaled (linearly) to match Eporis
fermenter volume. The 10 L Jahic fermenter volume was scaled to the anticipated volume of reactor effluent at the end of
phase 4. Phase 4 flow rate was set to the maximum value at methanol would remain the limiting reactant Phase 4 time was set to allow production of EPO at the specified titer, 0.4 g/L.
Scheduling Approach* start roller flask at t = absolute zero* build ops off each other, making transfers In dependent on transfers out both in time and scheduling (make them simultaneous)*do this through inoculum development and production reactor* build media mixing so that finishes before is required in reactor/ works as a fed batch stream.
154

H. Downstream Separations Design Considerations
Impurity ProductionImpurities
Temperature 25 25 30 CCell pdn (with recomb. Protein exp) 380 - 410 g/LProtein Conc. 0.145 0.105 0.34 g/LMeOH consumption 0.9 1.14 1.64 g M/ (g cell/ L)
Notes
*recombinant strain, post induction
* non recombinant strain, post
induction
* non recombinant strain, post induction
pI DeterminationEPO_HUMAN (P01588)
Source: ProtParam (http://web.expasy.org/cgi-bin/protparam/protparam1?P01588@28-193@)
Erythropoietin precursor (Epoetin)Homo sapiens (Human).The parameters have been computed for the following feature:FT CHAIN 28 193 Erythropoietin.
Considered sequence fragment:
1 11 21 31 41 51 | | | | | | 1 APP RLICDSRVLE RYLLEAKEAE NITTGCAEHC 60 61 SLNENITVPD TKVNFYAWKR MEVGQQAVEV WQGLALLSEA VLRGQALLVN SSQPWEPLQL 120 121 HVDKAVSGLR SLTTLLRALG AQKEAISPPD AASAAPLRTI TADTFRKLFR VYSNFLRGKL 180 181 KLYTGEACRT GDR
» Fasta
Warning: All computation results shown below do not take into accountany annotated post-translational modification. References and documentation are available.
Number of amino acids: 166
Molecular weight: 18396.1
Theoretical pI: 8.75
155

Amino acid composition: Ala (A) 19 11.4%Arg (R) 13 7.8%Asn (N) 6 3.6%Asp (D) 6 3.6%Cys (C) 4 2.4%Gln (Q) 7 4.2%Glu (E) 12 7.2%Gly (G) 9 5.4%His (H) 2 1.2%Ile (I) 5 3.0%Leu (L) 23 13.9%Lys (K) 8 4.8%Met (M) 1 0.6%Phe (F) 4 2.4%Pro (P) 8 4.8%Ser (S) 10 6.0%Thr (T) 11 6.6%Trp (W) 3 1.8%Tyr (Y) 4 2.4%Val (V) 11 6.6%Pyl (O) 0 0.0%Sec (U) 0 0.0%
(B) 0 0.0% (Z) 0 0.0% (X) 0 0.0%
Total number of negatively charged residues (Asp + Glu): 18Total number of positively charged residues (Arg + Lys): 21
Atomic composition:
Carbon C 815Hydrogen H 1317Nitrogen N 233Oxygen O 241Sulfur S 5
Formula: C815H1317N233O241S5
Total number of atoms: 2611
Extinction coefficients:
Extinction coefficients are in units of M-1 cm-1, at 280 nm measured in water.
Ext. coefficient 22710Abs 0.1% (=1 g/l) 1.235, assuming all pairs of Cys residues form cystines
Ext. coefficient 22460Abs 0.1% (=1 g/l) 1.221, assuming all Cys residues are reduced
Estimated half-life:
The N-terminal of the sequence considered is A (Ala).
156

The estimated half-life is: 4.4 hours (mammalian reticulocytes, in vitro). >20 hours (yeast, in vivo). >10 hours (Escherichia coli, in vivo).
Instability index:
The instability index (II) is computed to be 36.76This classifies the protein as stable.
Aliphatic index: 96.45
Grand average of hydropathicity (GRAVY): -0.188
Glycosylation AccountingBarrabes Paper
Glycosylated EPO pI = (unglycosylated EPO pI) + γ*(number of SA molecules), where γ = change in pI per SA residue
γ = 0.24 – 0.32 pI/ SA
For EPO: (If n = 5, pI is greater; should design for lowest margin of difference between low pI impurities and EPO/ lowest EPO pI).
pI unglyc EPO 8.75 8.75delta pI/ SA 0.24 0.32
n SA 6 6pI glyc EPO 7.31 6.83
157

I. Lectin Binding Affinity Design
Compound Inlet Ouletg/L Mass percent g/L
BMGY 0.041 0.0041 Ammonium sulfate 0.00041 0.990
biotin 0.00000 0.000 glycerol 0.00041 1.000 peptone 0.00082 2.000
potassium phosphate 0.00055 1.347 WFI 0.03841 93.326
Yeast extract 0.00041 1.000 Yeast nitrogen base 0.00014 0.337
EPO 0.461 0.0041 0.3507Impurities Non- 0.033 0.0033Impurities Stic 0.006 0.0006
Media 0.674 0.0677Water 25.854 2.5992
WFI 967.635 97.2786SUM (of all but waters) 1.177 0.050
V (L)1033.44
8 1033.448Purity (g EPO/g total protein) 0.392 7.06
check 0 6.06
Average LBA capacity 31.90 g protein/L*GALAB tech doc
PBA mw 121.93 g/mol
Purity 18 fold increaseRecovery of EPO (Cut) 76 %Retaining of everything else except water (Cut) 4 %*same for stickies, non-stickies, and media for now* calculated based on purity fold increase
Resin structure 60 100umol boron/mL of gel
7.3158 12.193 mg/mLLoading capcity of PBA resin 32.5 g/L* Zanette reference* conA capacity for generic glycoprotein
158

* Good to use no more than 60% of column capacity
159

J. Hydrophobic Interaction Chromatography PredictionTable J1: Optimization of HIC Resin and Salt using Dimensionless Retention Time Ratios [78].
Resin Salt Initial Salt Molarity A’ B’ C’
DRT EPO
DRTYNK 1
DRT EPO
DRT ENO1
DRT EPO
DRT SOD 1
Phenyl Sepharose Ammonium Sulfate 1 11.79 -0.29 0.35Phenyl Sepharose Ammonium Sulfate 2 -12.14 12.7 -1.14Phenyl Sepharose Sodium Chloride 2 -77.1 42.33 -5.13 0.972 0.969 0.901Phenyl Sepharose Sodium Chloride 4 -65.01 37.55 -4.71 0.988 0.987 0.965Butyl Sepharose Ammonium Sulfate 1 36.76 -16.07 1.73 1.090 1.100 1.559Butyl Sepharose Ammonium Sulfate 2 10.02 0.45 -0.38 1.033 1.037 1.172Butyl Sepharose Sodium Chloride 2 -12.05 6.51 -0.8 0.952 0.948 0.838Butyl Sepharose Sodium Chloride 4 -1.74 5.55 -1.01 1.030 1.033 1.157
Table J2: HIC Recovery and Yield prediction using HETP method.
Butyl Sepharose High Performance Gel
dp (m) 0.000034HETP (m) 0.000085 Collection/Total 0.129Bed Height (m) 0.3 Collection BVs 0.58N 3529.41 Final AmmSulf Conc 0.70Elution Start Vol (BV) 0 Separation Time (BV): 3.91Elution End Vol (BV) 15 Final Cut (BV): 4.49
Species φsurface DRT Elution Vol (L) Base W (L) Resolution σ (L) >Low <High YieldEPO 0.309 0.272 4.078 0.2746 0.0686 1.0000 0.0071 0.9929YNK1 0.305 0.249 3.741 0.2519 1.279 0.0630 1.0000 0.9963 0.0037ENO1 0.305 0.247 3.706 0.2495 0.139 0.0624 1.0000 0.9994 0.0006SOD1 0.292 0.174 2.616 0.1762 5.120 0.0440 1.0000 1.0000 0.0000

K. Gel Filtration PredictionTable K1: Gel Filtration Recovery and Yield prediction using HETP method.
GE Superdex 200pg Price: $2827/L
N (m^-1) 13000 Sep’n Low Lim: 0.624PEG MW (kDa) 35 Sep’n High Lim: 0.581Column Vol. (BV) 1.00 Collection Vol (BV) 0.043Void Fraction 0.3 Diameter (m) 0.13Bed Height (m) 0.95 Height (m) 0.95
Species MW (kDa) Kav Elution Vol. (BV) Base W (BV) Rs σ (BV) >Low <High YieldEPO 24.9 0.538 0.677 0.0244 0.0061 0.0000 0.0000 0.00000PEG 35 0.496 0.647 0.0233 1.236 0.0058 0.0000 0.0000 0.00003
EPO+PEG 59.9 0.430 0.601 0.0216 2.070 0.0054 1.0000 0.0001 0.99988EPO+2PEG 94.9 0.373 0.561 0.0202 1.904 0.0050 1.0000 1.0000 0.00004EPO+3PEG 129.9 0.334 0.534 0.0192 1.379 0.0048 1.0000 1.0000 0.00000
161

L. Column Sizing CalculationsSuperPro has many built in equations that it uses to calculate the column size. Below are a list of a few of the key equations that it uses.
a. Packed Bed Adsorption (PBA) Column Loading Bind and EluteIn this operation you need to specify the resin’s binding capacity. This refers to the maximum mass of all components (except those ‘ignored in sizing’ as explained below) that can bind to the resin, divided by the resin (bed) volume. Its value can be either measured experimentally or approximated using Scopes' correlation, provided that the molecular weight of the main components is known (Scopes, 1982; p.105, Fig. 5.3).
You also need to specify the retained mass % for each component. This is the percentage of the mass of that component in the feed stream that is retained in the resin. By default, all retained mass is considered bound to the resin. If a component’s retained mass is not bound, or if that component is not considered when the binding capacity is determined, you can instruct the program to ignore that component in sizing calculations by checking the ‘Ignore in Sizing ?’ box next to it.
b. Packed Bed Adsorption (PBA) Column Loading Flow-ThroughThis operation simulates a PBA column loading step in flow-through chromatography where (typically but not necessarily) the target protein flows through and impurities bind to the column. The main objectives of this operation are to estimate the time for flowing through the column, account for retained mass in the column and, if in Design Mode, determine the number and size of columns required.
In this operation you need to specify the resin’s loading capacity in terms of a key component, or its total binding capacity. The resin’s loading capacity in terms of a key component refers to the maximum mass of that component that can be processed by the resin, divided by the resin (bed) volume. Its value can be measured experimentally. The resin’s total binding capacity refers to the maximum mass of all components (except those ‘ignored in sizing’ as explained below) that can bind to the resin, divided by the resin (bed) volume. Its value can be either measured experimentally or approximated using Scopes' correlation, provided that the molecular weight of the main components is known (Scopes, 1982; p.105, Fig. 5.3).
You also need to specify the retained mass % for each component. This is the percentage of the mass of that component in the feed stream that is retained in the resin. By default, all retained mass is considered bound to the resin. If the total binding capacity is set, and a component’s retained mass is not bound, or that component must not be considered when the total binding capacity is determined, you can instruct the program to ignore that component in sizing calculations by checking the ‘Ignore in Sizing ?’ box next to it.
Both of these methods use the same equations to calculate the column volume and the various flow rates throughout the column.

c. Column VolumeSpecifically, SuperPro Designer uses Equation [1] to calculate the column volume.
[1]
Where:
Q is the volume of the material processed by the bed per plant batch time N is the number of cycles per batch K is the total number of components in the feed stream Ci is the concentration of component i in the feed stream Fi is the retained % that is assuignedd to component I for equipment sizing purposes; if
the ‘Ignore in Sizing ?’ option is checked, Fi is set to 0.0; if the ‘Ignore in Sizing ?” option is not checked, Fi is set equal to the specified retained %.
C is the resin binding capacity per volume ODF is the overdesign factor
When the bed height (L) and the maximum bed (or column) diameter (Dmax) are specified, the bed (or column) diameter is calculated by the following equation:
[2]
If D > Dmax, then multiple columns are assumed in parallel. Similarly, the user may decide to fix the diameter and have the program calculate the height.
d. Loading Flowrate SpecificationsIn terms of loading flowrate, if the process time is not set, you can specify any one of the following three variables: linear velocity, absolute flowrate, or relative flowrate. The other two variables will be calculated by the program according to the following equations:
[3]
[4]
163

e. Material BalancesFor each component, a percentage of the corresponding amount in the feed stream equal to the specified retained mass % for that component is retained in the bed. Everything else ends up in the specified outlet (waste) stream.
f. Gel Filtration LoadingGel filtration is primarily used as a polishing step at the end of purification trains. It is also used for buffer exchange following ion exchange steps. In gel filtration the separation media acts as a molecular sieve, separating molecules according to differences in their molecular size and weight. The packed stationary phase consists of numerous porous beads surrounded by a mobile phase. When the sample mixture is applied at the top of the column, large molecules, unable to enter the pores of the beads, pass in between the beads and are eluted first. Smaller molecules with access to the pores are eluted after the larger molecules in order of decreasing size. For globular proteins, elution volumes are directly dependent upon the molecular weight.
g. Column Size EstimationIn design mode of calculation, the user provides the following information:
Sample volume per injection, BSAM (% of column volume).
Column length (L in m) and maximum column diameter (Dmax in m) or
Column diameter (D in m) and maximum column length (Lmax in m).
Linear velocities (u in cm/h) for loading, elution and washing-stripping-regeneration.
Recovery yield of component i, Yi.
Overdesign factor, ODF.
If Q is the volume of material processed by the column per plant batch time, n is the number of cycles per batch, then the volume of material fed and processed during one cycle must be equal to one sample volume, that is:
[5]
[6]
where V is the column volume. The value of the volume is multiplied by the overdesign factor for conservative design.If the user decides to specify the length, L, of the column (based on experimental data), the column diameter, D, is calculated by:
[7]
164

If D > Dmax, then multiple columns are assumed in parallel. Analogous calculations are done when the diameter is fixed and the length is allowed to vary. Note that the feed streams to a chromatography column cannot be part of a recycle loop.
h. Material BalancesThe recovery yield of a component is used to estimate the fraction of that component that ends up in the product stream.
i. Column Sizing HeuristicsRatios and stuff for diameter to height – should be really short
j. Elution Amounts and Solution TypeThese are the standards that are typically used by the pharmaceutical industry. While some of the step names are the same, there may be a different equivalent bed volume associated with the step. This is due to the order the step is in the overall process and the type of solvent used.
GE PDFS, Guide to protein purification.
Type Step NameEquivalent Bed Volume
(BV) SolutionIon exchange Flush 1 [Set] NaCl (1M)
Equilibration 10 [Set] Sodium AcetateFlow
Through 7.430 [Calculated] --Flush 2 [Set] Sodium AcetateStrip 2 [Set] NaCl (1M)
Regeneration 1 [Set] NaOH (1M)
HI Chromatography Load 0.230 [Calculated] --
Wash 2 [Set] RO Water
Elution 4.490 [Set]Ammonium Sulfate (1M)
Ammonium Sulfate (0.7M)
Flush 5 [Set] Ammonium Sulfate (1M)Regeneratio
n 2 [Set] RO WaterEquilibration 2 [Set] NaOH (0.5M)
Gel Filtration Loading 0.05 [Set] --Elution 1 [Set] Form. BufferWash 2 [Set] NaOH (0.5M)Wash 2 [Set] RO Water
165

M. PEGylation Reactor Design
PEGylation Reaction Parameters and Conditions (Lys, N-term attachment)*mircera-like method
Parameter Value UnitIntial "Media" concentrations C PEG 10 g / L * 35 kDa; methoxy
polyethylene glycolpropionaldehydeIntial "first feed"
concentrations
Cepo 1 g / LC NaOH 20 mM
pH 5.0pH
unitsInitial "second feed"
concentrations C cyanoborohydride 20 mM
Time (min) 60Temperature ( C) 4
Agitation StirringVolume 30 L
ReactionsConversion Specified
EPO + PEG --> PEG-EPO 0.90PEG-EPO + PEG --> PEG2-EPO 0.098
PEG2-EPO + PEG --> PEG3-EPO 0.002
Mass Based Recovery of EPO 0.879
Molar Based Recovery of EPO 0.81
SPD setup*set transfer in for all of column 2 outlet*set buffer pull in for 1 g/L EPO conc.*set PEG pull in for 10 g/L PEG conc.*set cyanoborohydride pull in for total volume of stream * total volume of stream cyanoborohydride stream set to 100 L * add cbh for 20 mM in mixer* We are assuming 40 kDa PEG behaves the same and has the MW of EG
166






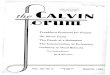



![1886 - Calvin University · 1886 [1886] Handelingen van de Synodale Vergadering der Holl. Chr. Geref. Kerk, gehouden te Grand Rapids, Mich., den 9den Juni, en volgende dagen, 1886](https://img.pdfslide.us/doc/110x75/60a534146e5b9626505915a9/1886-calvin-university-1886-1886-handelingen-van-de-synodale-vergadering-der.jpg)