Embed Size (px)
Citation preview

Copyright 2018 American Foundry Society
ABSTRACT
Increasing demand for lightweighting and fuel efficiency in combustion engines has significantly increased engine power density, exhaust temperatures, and peak cylinder pressures. This poses a significant challenge on existing cast aluminum alloys for high temperature performance. This paper reports a study of evaluating a new high temperature cast aluminum alloy 351 using semi-permanent mold cast cylinder heads. While behaving similar fatigue performance, the 351 alloy shows a significant improvement in high temperature tensile properties and particularly creep resistance in comparison with the commonly used cylinder head aluminum alloy A356+0.5%Cu.
Keywords: aluminum alloy, casting, high temperature, cylinder head, tensile, fatigue, creep
INTRODUCTION
Cast aluminum alloys have been increasingly used in the automotive industry to replace cast iron in applications such as engine blocks and cylinder heads to reduce mass. With increasing demand for fuel economy, high temperature properties including tensile, creep, and fatigue strength of the cast aluminum alloys become critical. Over the past 10 years the maximum operating temperature of components like cylinder heads has increased from approximately 170C to temperatures exceeding 200C. The increased operating temperatures have resulted in more severe high cycle fatigue (HCF) and more low cycle fatigue (LCF) and/or thermo-mechanical fatigue (TMF) damage in areas of cylinder heads exposed to high thermal gradients, where the complex out-of-phase transient thermo-mechanical fatigue loading is produced.
In today’s cylinder head designs, the most commonly used cast aluminum alloys are A356, 319 and AS7GU (A356+0.5%Cu).1 The A356 alloy is a primary aluminum alloy with good ductility and fatigue properties at low to intermediate temperatures. However, above
approximately 200C (392F), creep resistance and tensile strength of this alloy are rapidly degraded due to the rapid coarsening of Mg/Si precipitates in the alloy. The 319
A new high temperature cast aluminum alloy 351, recently registered with Aluminum Association by Alcoa, has demonstrated promising lab results at elevated temperatures. This paper evaluates the castability and mechanical performance of alloy 351 in the application of cylinder heads made by the semi-permanent mold (SPM) casting process.
Page 12018 AFS Proceedings of the 122nd Metalcasting Congress, Fort Worth, Texas
Paper 18-034 (7 pages)
Evaluation of a New High Temperature Cast Aluminum for Cylinder Head Applications
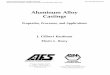
alloy is a secondary aluminum alloy representing a lower cost alternative to the A356. The copper-bearing 319 alloy has the advantage of better tensile and creep strength at intermediate temperatures because the Al/Cu precipitates are stable to a higher temperature than the Mg/Si precipitates in A356. However, this alloy is prone to shrinkage porosity due to the high Fe and Cu content and low ductility at room temperature. The recently-developed AS7GU alloy1 is a variant of A356, strengthened with 0.5%Cu. Like A356, the AS7GU alloy has good castability while the small copper addition improves creep resistance and tensile strength at intermediate temperatures. Both Mg/Si and Al/Cu precipitates are thermally unstable thus all three alloys have poor mechanical properties above 250C (482F) due to the rapid coarsening of these precipitates. Figure 1 shows that, at room temperature, the AS7GU-T64 alloy is clearly superior to “W” and “E” 319-T7 alloys. However, at 250C, all the alloys evaluated show equivalent and significantly reduced fatigue properties compared to the room temperature data. This indicates that the beneficial effects of precipitation hardening on fatigue resistance completely disappear in the typical operating temperature range desired for engine efficiency.
Qigui Wang, Devin Hess GM Global Propulsion Systems, Pontiac, MI Xinyan Yan, Francis Caron Alcoa Technical Center, New Kensington, PA

Figure 1. Cyclic stress-strain response from tests performed at room temperature and 250C (482F).2 EXPERIMENTAL
Eighty cylinder heads were made with the 351 alloy using the SPM casting process. Table 1 shows a comparison of the chemical composition between the 351 alloy and the A356+0.5%Cu alloy. The 351 alloy contains a small amount of Zr and V in addition to an increased Cu and Si content as compared to the A356+0.5%Cu alloy.
A pouring temperature of 700C (1292F) was utilized. Prior to casting, the melt was degassed using argon with a rotary degasser to achieve a hydrogen level below 0.15ml/100g Al. The melt was also modified using Al-10% Sr to obtain 0.01% Sr level. After forty heads were made, the melt was further grain refined using TiBor (5:1)
alloy. The remaining forty heads were made with the grain refined melt.
After casting, the cylinder heads made of the 351 alloy were subjected to a heat treatment including a 2-step solution treatment (1st step for 2hrs at 504C [940F] and the 2nd step for 4hrs at 530C [986F]), quench into 90C (194F) water after solution treatment and aging at 190C (374F) for 6hrs. For the heads made of A356+0.5%Cu alloy in production, one step solution treatment (535C [995F] for 5 hours) was used as the Cu-containing phases are fully dissolved in the solution treatment.
After heat treatment, a number of samples were taken from the cylinder heads in both deck face (DF, with a fast solidification rate) and high-pressure oil line (HPOL, with a slow solidification rate) locations for microstructure and mechanical property evaluation. Microstructure characterization included quantitative measurement of secondary dendrite arm spacing (DAS) and porosity using an image analyzer. Mechanical property evaluation consisted of tensile, creep, and fatigue. Tensile properties were measured at room temperature, 150C, 200C, 250C, and 300C (302F, 392F, 482F, and 572F). In the case of elevated temperature tensile tests, the tensile specimens were pre-conditioned at the specific testing temperature for 200 hours before testing. The reported tensile data in this study is the average property of at least 5 specimens. Creep testing was conducted at 300C for up to 300 hours under a constant tensile stress of 20MPa and 22MPa. Fatigue testing was carried out under fully reversed uniaxial loading (R=-1) at room temperature and 150C.
Table 1. Chemical Compositions of 315 and A356+0.5%Cu Alloys
Alloy Si Cu Fe Mn Mg Ti Zr V Sr
351 9.3 1.87 0.12 0.1 0.36 0.12 0.06 0.07 0.01
A356+0.5%Cu 7.15 0.49 0.13 0.02 0.33 0.12 0.007
RESULTS AND DISCUSSION MICROSTRUCTURE Figure 2 shows the typical microstructure of the cylinder heads made with the 351 alloy. It consists of dendrites (light grey), silicon particles (dark grey), intermetallic particles (light dark grey), and porosity (black). The microstructure fineness varies within the head from a fine DAS of ~30µm in the DF area to relatively coarse DAS of ~45µm in the HPOL area. A detailed quantitative analysis of the microstructure in terms of DAS and porosity is shown in Figure 3. As expected, a fine microstructure
results in low porosity. It is interesting to note, however, that grain refinement increased porosity in the cylinder heads even though refining the grains appeared to be beneficial to the DAS. The increased porosity in the grain refined cylinder heads may be attributed to an increase in the amount of oxides generated when grain refiner was introduced into the melt. It should be noted that the grain size remained quite large in both grain refined and non-grain refined heads, above 500µm, in both fast and slowly solidified locations.
Page 2

(a) (b)
(c) (d)
Figure 2. Typical microstructure of cylinder heads made with 351 alloy. (a) Non-grain refined DF sample; (b) non-grain refined HPOL sample; (c) grain refined DF sample and (d) grain refined HPOL sample.
(a) (b)
Figure 3. Quantitative analysis of DAS (a) and porosity (b) in DF and HPOL areas of the cylinder heads made of 351 alloy with or without grain refinement.
Page 3

TENSILE PROPERTIES Figure 4 and Table 2 shows a comparison of the tensile properties between the 351 and A356+0.5%Cu alloys at various test conditions, for specimens taken from cylinder head deck face locations. In general, the tensile strength of 351 alloy is higher than that of A356+0.5%Cu alloy.
(a)
(b)
(c)
Figure 4. Tensile properties of specimens taken from cylinder head DF location. (a) Yield strength, b) ultimate tensile strength (UTS); and (c) elongation of the 351 and the A356+0.5%Cu alloys.
The elongation of 351 alloy is, however, lower than that of A356+0.5%Cu alloy. The improved tensile strength may be attributed to an increased amount of Q precipitates in the aluminum matrix, and Zr- and V-containing dispersoids in the aluminum matrix and at the grain boundaries, as shown in Figure 5.
(a)
(b)
Figure 5. TEM images showing the Q precipitates (rod shape) and Zr- and V-containing precipitates in the aluminum matrix (a), and Zr- and V-containing dispersoids along the grain boundaries (b) in the 351 alloy.
Page 4

Table 2. Comparison of the Tensile Properties Between the 351 and A356+0.5%Cu Alloys at Various Test Conditions,
for Specimens Taken from Cylinder Head Deck Face Locations
Un-conditioned
Conditioned Un-conditioned
Conditioned Un-conditioned
Conditioned
20 365 298 3.5150 294 294 272 272 5.0 5.0200 253 204 236 186 6.8 8.3250 200 101 194 89 7.0 18.2275 162 65 158 57 8.5 37.4300 107 61 95 46 18.9 42.120 323 323 269 269 4.8 4.8
150 254 254 235 235 7.6 7.6200 175 163 10.6250 95 84 16.6300 44 39 44.8
Alloy
Ultimate Tensile Strength (MPa)
Yield Strength (MPa)
Elongation (%)
A356+0.5%Cu-T6
351-T6
Temperature (°C)
CREEP RESISTANCE Figure 6 shows the creep strain as a function of exposure time for both 351 alloy and A356+0.5%Cu alloy tested at 300°C and 22MPa. At the stress and temperature tested, 351 alloy is clearly superior to A356+0.5%Cu alloy, particularly with the increase of exposure time. The drastic improvement of creep resistance of the 351 alloy is attributed to the presence of fine, semi-coherent and thermally extremely stable Zr- and V-containing dispersoids formed during solution treatment as mentioned in previous section. This is also similar to the findings reported by Garat et al. 3
Figure 6. Creep curves (ε-t) of the 351 alloy and the A356+0.5%Cu alloy tested at 300°C and 22MPa. FATIGUE PROPERTIES The high cycle fatigue (HCF) strength of the 351 alloy and the A356+0.5Cu alloy is shown in Table 3. In
comparison with the A356+05%Cu, the 351 alloy does not show clear superiority in fatigue as it does in tensile. It is generally accepted that fatigue strength is controlled mainly by defect size while tensile properties are more related to volume fraction of defects.4-8 In aluminum castings, the size of defects depends more upon melt quality, hydrogen level, solidification rate, and other casting process variables than upon alloy composition.
Table 3. High Cycle Fatigue Strength of 351 and A356+0.5%Cu Alloys
Alloy Fatigue Strength (MPa@10^7 cycles, 150C)
Deck Face HPOL
351-T6 83.4 95.0
A356+0.5%Cu-T6 91.2 70.0
Figure 7 shows the S-N data of the 351 alloy samples taken from cylinder head DF and HPOL areas. It is interesting to note that samples from the HPOL area tend to be slightly superior to those from the DF area, even though the DF samples have a finer DAS and lower volume fraction of porosity (measured metallographically) compared to the HPOL samples. Fractographic analysis of the fractured samples shows that in the DF samples the fatigue crack initiation was mainly through the quick linkage among multiple small pores by either shearing the dendrites or debonding the semi-columnar grain boundaries, Figure 8. These multiple small pores together with shear bands acted as a large pore, initiating a fatigue crack, and reducing the fatigue strength. While in the HPOL samples, the individual pores are large and far apart due to slow solidification rate, and the fatigue crack initiated from just one single pore in each specimen (Figure 9).
Page 5

Figure 7. Staircase S-N data of the 351 alloy samples from the cylinder head DF and HPOL locations.
(a)
(b)
Figure 8. SEM fractographic images showing crack initiation from multiple small pores and quick shearing of material between pores in the cylinder head DF samples of the 351 alloy with fine microstructure. (a) Sample failed at 498,749 cycles at 85MPa; and (b) sample failed at 1,988,585 cycles at 85MPa.
Figure 9. SEM fractographic image showing crack initiation from a single large pore in the cylinder head HPOL sample of the 351 alloy with coarse microstructure. Sample failed at 1,286,810 cycles at 100MPa. CONCLUSIONS The microstructure and mechanical properties of the 351 alloy have been evaluated using cylinder head castings. Following are conclusions which can be drawn from this work. 1) In general, the castability of the 351 alloy is good.
Sound cylinder head castings were made using the same tools as for A356+0.5%Cu alloy.
2) Tensile strength of the 351 alloy are remarkably superior to A356+0.5%Cu alloy at both room temperature and elevated temperatures.
3) Creep resistance of the 351 alloy is significantly better than that of A356+0.5%Cu alloy.
4) Fatigue performance of the 351 alloy is similar or slightly superior to the A356+0.5%Cu alloy.
ACKNOWLEDGMENTS The authors would like to thank Dr. Yucong Wang and Dr. Dale Gerard at GM for their support in this work. REFERENCES 1. Feikus, F.J., AFS Transaction, vol. 106, pp. 225-231
(1998). 2. Engler-Pinto Jr., C.C., Lasecki, J.V., Boileau, J.M.,
SAE 2004-01-1029. 3. Garat, M., Laslaz, G., AFS Transactions, vol 114, pp.
209–215 (2007). 4. Zhang, B., Sung, P.K., Poirier, D.R. and Chen, W.,
Metall. Trans., vol. 30A, 2659 (1999).
Page 6

5. Wang, Q.G., Apelian, D., and Lados, D.A., J. of Light Metals, vol. 1, No. 1, pp. 73-97 (2001).
6. Major, J.F., AFS Transactions, vol. 105, pp. 901-906 (1998).
7. Couper, M.J., Neeson, A.E., Griffiths, J.R., Fatigue & Fract. Engng Mater. & Struct., vol. 3, pp. 213-227 (1990).
8. Wang, Q.G., Jones, P.E., International Journal of Metalcasting, vol 8, Issue 3, pp. 29-38 (2014).
Page 7