Upload
rjsimpson
View
226
Download
3
Embed Size (px)
Citation preview
7/27/2019 The Use of Chills as a Means of Influencing Solidification in Lost Foam Cast Aluminum Alloy A356
1/124
THE USE OF CHILLS AS A MEANS OF ITVFLCEXCING SOLIDIFICATIOSIN LOST FOAM CAST .4LUMINU!M ALLOY .4356
buRonald James Simpson
Department of Mechanical and Materials EngineeringFaculty of Engineering Science
Submitted in partial fulfilrnenrof the requirements fo r the drgree ofMaster of Engineering Science
F a c u l p of Graduate StudiesThe University of Western OntarioLondon. OntarioMarch. 1997
CfRonald James Simpson 1997
7/27/2019 The Use of Chills as a Means of Influencing Solidification in Lost Foam Cast Aluminum Alloy A356
2/124
NationalLibrary1+1 ,,na Bibliothque nationaledu CanadaAcquisitions and Acquisitions etBibliographie Services services bibliographiques395 Wellington Street 395, me WellingtonOttawaON K1A ON4 ttawaON K1AON4Canada Canada
The author has granted a non-exclusive licence allowingtheNational Library of Canada toreproduce, loan, distribute or sellcopies of this thesis inmicroform,paper or electronic formats.
The author retains ownership of thecopyright in ths thesis. Neither thethesis nor substantial extracts fiom itmay be printed or otherwisereproduced without the author'spermission.
L'auteur a accord une licence nonexclusivepermettant laBibliothque nationale du Canada dereproduire, prter, distribuer ouvendre des copies de cette thse sousla fome de microfiche/film, dereproduction sur papier ou sur formatlectronique.L'auteur conserve la proprit dudroit d'auteur qui protge cette thse.Ni la thse ni des extraits substantielsde celle-ci ne doivent tre imprimsou autrement reproduits sans sonautorisation.
7/27/2019 The Use of Chills as a Means of Influencing Solidification in Lost Foam Cast Aluminum Alloy A356
3/124
AbstractCylindrical lost foam castings were poured using aluminurn alIo>.-4356.Chills of threcthicknesses and threr materials werr anached to the bottoms of the patterns to enhanccsolidification.Chills reducrd the local solidification time ivithin al1 castings. This effkct \vas mostpronounced nrar the chill. As chi11 volurnstric hrat capacity increased. localsolidification time decreassd.>lodified mold saturation ratio takss into account thermal properties of the chillmaterial. the mold medium. and the molten metal. thus snahling a more sophisticatrddescription of mold heat rstraction capacity. There Las a good rrlationship bctweenmodified rnold saturation ratio and local solidification time fo r the 25 mm diametercastings. Increases in modified mold saturation ratio led to corresponding decrrnses inlocal solidification time for al1 diameters. The graphite chills appcartrd to change thtirheat extraction abilities wirh repeated pours. which contributcd to variations in results.Initial cooling rates increased u-itli the application of chilis. This efkct \vas confinrd tolocations adjacent to rhr chill.Directional solidification occurred in al castings. even if a chill \vas not usrd. The useof a chi11 enhanced directionai solidification.
7/27/2019 The Use of Chills as a Means of Influencing Solidification in Lost Foam Cast Aluminum Alloy A356
4/124
Srcondary dendriir arm spacing varird with local solidification according to:DAS = 10.81ti"J. This relationship is in close agreement with thosr deyelopcd byother researchers.
Thcre \vas a linear relationship between chi11 volumetric heat capacir? and dendritea m spacing for the 38 mm and 51 mm diameter castings. Therc \vas an initial linsarrelationship and thrn the dendrite arm spacing reachsd a constant minimum value ofapprosirnately 30 microns for the 1 5 mm diarneter castings.Increases in modifisd mold saturation ratio led to dscrrases in dendrite arm spacing.Despite the assumption of one-diniensional heat transfrr. the modified mold saturationratio provided a good indication of the effecr of the chi11 and mold on secondandendrite a m spacing.
L'se of chills reducrd the silicon particle size. The size \vas significantly rrduced aslocal solidification timc decreassd. The morphology rrmainsd acicular throughout therange of solidification times studied.
Keywords: lost foam casting. chills. aluminurn. A 3 6 . dendrite arm spacing. silicon.mold saturation ratio. voiumetric heat capaci ty
7/27/2019 The Use of Chills as a Means of Influencing Solidification in Lost Foam Cast Aluminum Alloy A356
5/124
AcknowledgmentsProfessor C. Ravindran has been an inspiration to me.He has given m e the ability tosr e joy in the face of hardships. Th e joy of studying aluminum casting has becni rnpmed to me through him. 1wo uld like to thank him for this gift.Professor J. D. Brown of the Unkersity of Western Ontario \vas instrumental infacilita ting man!- things for me. W irhout his help. I would not have been able tocornpletc a degree at the U niv ersin . o f Western Ontario \\.hile residing in Toronto.
M y wife. Jennifer. and m > son. Jaco b. deserve the m ost thanks. The? have persevercdthrough my long absences. I love them dreply and could not have dons this u-ithoutt h r i r help.M y family have al1 been supportive. Thank you for rncouraging m e to cam on tocompletion.
Finally. 1 u.ould likc to thank mj- Lord and Savior. Jesus Christ. 1 could not havecomplsted this nithout His help. To H im be glory. both now and forewr.
7/27/2019 The Use of Chills as a Means of Influencing Solidification in Lost Foam Cast Aluminum Alloy A356
6/124
Table of ContentsPage
Certificate of E x mAbstract ..................
.ination ..................................................................................... 1 1................................................................................................. 111
A c how l e dgm e n t s .................................................................................................. vTable of Co ntents .................................................................................................. vi
..................................................................ist of T ables .................................... ... isList of Fi,oures...................................................................................................... x
.Komenclature........................................................................................................ si1.........................................................................................hapter 1 - Introduction 1
................................................................................haptsr 2 - Literature Revis\\ 3......................................................................................1 Lost Foam Casting 3
2.2 Solidification in Metais an d Alloys ........................................................... 42.2.1 Solidification of Pure Metals .......................................................... 4
2.2.1 . Frerzin g Trniperature of a Pure Meta1.................................. 52.2.1.2 Hon~ogeneous ucleation ................................................... 62.2.1 -3 Hetzrogeneous Nucleation .................................................. 8
.........................................2.1 .1 nterface Stabilit) in Purs Me
7/27/2019 The Use of Chills as a Means of Influencing Solidification in Lost Foam Cast Aluminum Alloy A356
7/124
-733.3.5 Total Solidification Time ................................................................2.3.6 Chvorinov's Rule .................................................................... 232.3 . Solidification Shrinkage.............................................................. 23
2.4 Chills ....................................................................................................... 242.4.1 Estemal Chills.............................................................................. 24
...........................-42Heat Diffusivity and V olum rtric Heat Capacity 24'
7/27/2019 The Use of Chills as a Means of Influencing Solidification in Lost Foam Cast Aluminum Alloy A356
8/124
..............................................................5.3 Local Solidification Time 42....................................................................5.4 Mold Saturation Ratio 42
3.6 Metallocraphy.......................................................................................... 47L3.6.1 Secondary Dendrite A m Spacing Measurement .......................... 47
Chapter 4 - Results and Discussion .................................................................... 504.1 Thermal Analysis ..................................................................................... 50
4.1.1 Basics .................................. ..................................................... 50..............................................................1.2 Local Solidification Tirne 54
4.1.3. Volumctric H eat Capacity ...................................................... 584.1.4 Modified MoId Saturation Ratio ................................................... 614.1 . Cooling Rates ............................... ................................................ 6 54.1.6 Directional Solidification .............................................................. 67
4.2 Microstructurs ................................................................................... 74..................................................2.1 Secondary Dendrite .Arm Spacing 71............................2.2 Chill Volumetric Heat Capacity ............., 80
....................................................2.3 Modified blold Saturation Ratio 84........................................................................2.4 Silicon Morpholog>- 85
4.3 blold Saturation Ratio .............................................................................. 89.....................................................................................haptr r 5 - Conclusions 96
...........................................................haptsr 6 - Suggestions for Funhrr U'ork 99References .......................................................................................................... 101Append is I : Chill Volumetric Heat Capacity and blold Saturation Ratio .......... 105
...............................................................ppendis 2: Local Solidification Tims 108Vita .................................................................................................................... 1 1
7/27/2019 The Use of Chills as a Means of Influencing Solidification in Lost Foam Cast Aluminum Alloy A356
9/124
List of TablesPage.
Batch ChrmicaI Analysis of A356 Alloy ................................................. 37-4ssumed Thermal Properties of Materials .................................................... 47k1ndifie.d Mold Saturation Ra tio Parameters ........................................... 47Chill L'olumetnc Heai Capacity and blold Saturation Ratio: ...............................................5 mm Diameter Casting .... 105Chill Volumetric Heat Capacity an d blold Saturation Ratio:38 mm Diameter Casting . 106Chill Volumetric Heat Capacity and blold Saturation Ratio:.............................................................0 mm Diameter Casting 10725 m m Diameter Casting ............................................................................ 10833 m m Diameter Casting.............................................................................. 109..............................................................................0 mm D iam rtrr Casting 1 10
7/27/2019 The Use of Chills as a Means of Influencing Solidification in Lost Foam Cast Aluminum Alloy A356
10/124
List of FiguresPage
Free Energy versus Tem perature for a Pure bletal .......................................... 7Free Energy Associated with Homogeneous Nucleation of a Sphere.....................................................................................f Radius r 9Solid Liquid Interface with Heat Estraction Through the Solid ................... 13Solid Liquid Interface with Heat Extraction Through the Liquid ................. 1 3Schem atic Diagrarn of Constitutional Undercooling .................................... 15Schematic Equilibrium Al-Si Phase Diagram ........................... . 17Sketch of Ingot Structure ............................................................................... 19Columnar Grain Grow th .................. ................................................ 20Typical Temp erature and First Derivative C u n c s ........................................ 3 1
...........................................................asting Geometry: Chill Sizes .... 31Typical Temp erature and First Derivative Cunves ........................................ I lSchematic Diagram o f a Lost Foarn Casting ............................................ 43Schem atic Diagram o f a No-Chi11 Lost Foarn Casting ................................. 46Schematic R epresentation of Dendrite A m Spacing Mrasurement ............. 49
.................................irst Derivative of Tsmperature with Respect to Time 51C 3...........................................ypical Cooling Curie and Its First Derivative - -Local
LocalLocalLocalLocalLocal
Solidification Tim e versus Distance from ChiIl Surface ...............................................................5 m m Diame ter Casting 2 3Solidification Time versus Distance from Chill Surface..............................................................1 m m Diam eter Casting 56Solidification Tirne versus Chill Volumetric Heat Capacity..............................................................5 mm Diam eter Casting 59Solidification T ime versus Chi11 Volumetric Hrat Capacit)
5 1 mm Diam eter Casting .................. . ........................ 60Solidification Time versus blodified hlold Saturation Ratio25 mm Diame ter Casting .............................................................. 63Solidification Time versus M o d i k d Mold Saturation Ratio5 1 m m Diame ter Casting .............................................................. 63Initial Cooling Ra te (650 to 6 3 C ) ................................................................ 66Initial Cooling Rate versus Distance from Bottom
..........................................................f 25 m m Diame ter Casting 68Initiai Cooling Rate wnus Distance from Bottomof 5 1 mm Diameter Casting....................................................... 69Start and End of Freezing in 25 mm Diameter Casting: Typical Data .......... 70Movernent of Solidus U'avefronts:25 mm Diarneter Castings:Movement of Solidus Wa ~ef ront s:38 mm Diam eter Castings:Movement of Solidus W avefronts:
......................................ypical Data 71Typical Data ..................................... 72
7/27/2019 The Use of Chills as a Means of Influencing Solidification in Lost Foam Cast Aluminum Alloy A356
11/124
......................................l mm Diameter Castings: Typical Data 73................................0. Typical Microstructure at 25 mm Above Chill Surface 75
3 1. Typical Microstructure at 100 mm Above Chill Surface .............................. 763 Secondary Dendrite Am Spacing versus Distance Above Chi11 Surface
..............................................................5 mm Diameter Casting 77............. Secondary Dendrite Arm Spacin versus Local Solidification Time 78
.................Cornparison of S e c o n d e Dendrite A m Spacing Relationships 813 . Secondary DendriteA m Spacing yersus Chill Volumetric Heat Capacity
..............................................8 mm Diameter Casting ............. 8236 . Secondary Dendnte .4rm Spacing \.ersus Chill Volumetric Heat Capacity
..............................................................1 mm Diameter Casting 8337 . Secondary DendriteA m Spacing versus Chill Volumetric Heat Capacity
..............................................................5 mm Diarneter Casting 8538. Seconda- Dendrite .4rm Spacing versus Modified Mold Saturation Ratio
25 mm Diameter Casting .............................................................. 86j9 . Secondary Dendrite . A m Spacing versus Modified Mold Saturation Ratio
..........................................................8 rnm Diameter Casting .., 8710 Secondary DendriteArm Spacing wrsus hlodified Mold Saturation Ratio..............................................................1mm Diametsr Casting 88
............................1 . Typical Microstructure: Local Solidification Time = 38 s 90..........................2 Typical Microstructure: Local Solidification Tirne = 167 s 91..........................3 Typical blicrostructure: Local Solidification Time = 790 s 92
................4 Variation of Silicon Particle Sizo with Local Solidification Time 93
7/27/2019 The Use of Chills as a Means of Influencing Solidification in Lost Foam Cast Aluminum Alloy A356
12/124
Nomenclature - -~ o n s t a i t p -Cross-sectional area of cylindrical
I 1 casting.-
C c- Cch- CmoldSoiid-liquid interfacial surface areaSpecific heat o f cast metal. chill.moldAlloy compositionSecondary dendrite arm spacingInterna1 e nerg). of a phasePoint in a series of equally spacsd
1 1 datag1G L.GshHi.- Hskk ~ .s
kc. kch- knio~d
LOI 1 Loss on Ignition
Linear com bination o f data pointand neighbouring pointsGibbs free e n e r g of l iquid. solidInrerfaciaI heat transfer coefficientEnthalpy of liquid. solidConstantThermal co nductivity of liquid.solidThermal co nducrivity of cast
Lm 1 Constant
metal, chill. moldLatent heat. length of dendrite
SI3.1SRn
Casting modulus factor.Mold s atur ation ratioNumber of dendrite arms d o n g
nu. n~
sii
intercept linsNumber of points considcredpreceding and following thePrDrsi-. sS A
SGt .T
present data pointPressureHeat transfer rate in s directionRadiusCritical radiusEntropy of liquid. solidSurface areaSavitzky-Golay filtering algorithmLocal soiidifrcation tirneTemperature
7/27/2019 The Use of Chills as a Means of Influencing Solidification in Lost Foam Cast Aluminum Alloy A356
13/124
1 Teh 1 h e r a g e te mp era tu re of chi11
- . - - -Li) 1 Relative rrror of mra n l inear 1
' T,T,TLT mT,TsTo
- --iTc-/'ch- Vmv l JV H CV!SAXc- ct,.n m ,7
1. 1 Primary dendrite a m pacing 1
Temperature where s iead~ iateheat transfer dominate sTemperature at interface betweenchi11 and moldLiquidus remperatureEquilibrium freezing temperaturePreheat temperature o *moldSuperheat temperature of castmetalAmbient temperature
v o l u me o f ca s t A Ta l . ihi~l.ioldVolumetric heat capacit).Ratio of \ .o lun~eo surface are aLength of ca sting. chill. moldMasimurn undrrcoolingSpeci fic interfacial frse energ\-
pi- Pch- P n i , ) i ~ 1 Density of casr mrtal . chill. mold ]
T i . T2 Temperatures on either sids o f th ecoatinr! interface
7/27/2019 The Use of Chills as a Means of Influencing Solidification in Lost Foam Cast Aluminum Alloy A356
14/124
Chapter 1- ntroductionLost foam casting is a full mold process which uses polystyrene foam as the mold fillsrunlike conventional empty mold casting processrs. -4 typical lost foam casting patternis prepared by injection molding expandablr polystyenc foam to the required shapr.The resulting pattern is dipped in a refractory s l u m and subsequently dried. The d ppattem is placed in a casting flask tvhich is thcn fillsd with unbonded dry silica sand.The flask is i-ibrated to c om pac t the sand. Molten mrtal is then poured into the castingwherc it melts and d isplaces th e poiystyrrne foam.
The refractory coating has an insulatinf rffect and contributes to low thermal gradientsand slo\\- solidification [ I l . Fu rthe m ore . the insulat ing effect improves the f lu idi t~. fthe casting alIo). [2]. Ho uev er. the polystyrene degra dation is highly endothrrmic andproduces strep thermal gradients due to the chilling effect [j].Mechanical properties of a cast ing can be relatcd to the microstructure ivhich includcsgrain size and second ap. dendri te a m spacing. Improvrd mechrinical properties ca n hsachie\.sd through conrrol of cooling rate. local solidification timc and temperaturegradients within a casting..4luminum alloy .A356 solidifies over a wide range of temperatures (615C to 5 5 5C )and therrfore solidification is of the mushy type. It is difficult to maintain sterpthermal gradients during solidification due to the alloy's good thermal conducti\-itl.and high latent heat per volume solidified. Therefore. porosity defects are frequentlyencountered. Since A356 is difficult to feed. the key to achieving sound castings is toincrease the rate of solidification and at the same time maintain steep temperaturc
7/27/2019 The Use of Chills as a Means of Influencing Solidification in Lost Foam Cast Aluminum Alloy A356
15/124
gradients. This can be a c h i e ~ e dhrough the application of chills at specific locationswithin the casting.
Metal inserts or chills can be placed w ithin a c asting to increase the freezing rate of theLiquid metal at sprcific points [4 ] Ruhland t et al [ 5 ]patenred a bore chi11 for lost foamcasting in 1987. while Sanders [fi] patented a vacuum bore chi11 for lost foam castingin 1990.Borh of these patents wsre for placing a chill body within a cylindrical bore ofa pattern. Ryntz et al [7] patented a chill-enhanccd lost foam casting process in 1985.The thermal properties of the chi11 are critical in dcterminin its effectiveness.Parameters such as votumetric hsat capacity [8 ] and mold saturation ratio [9]determine the total amount of heat which can be estractsd by a chill. The hsatdiffusivity. kpc. describes the ability of the mold to abso rb heat at a certain rate [ 1O].This research \vas undertaken with a view to gain an undsrstanding of the mutualrelationships of parameters such as local solidification time. chi11 volumstric hsatcapacity. mold saturation ratio. dendrite a m spacings and silicon morpholog), in lostfoam casting frorn an application-orisnted per spsc tiw .
7/27/2019 The Use of Chills as a Means of Influencing Solidification in Lost Foam Cast Aluminum Alloy A356
16/124
Chapter 2-Literature Review2.1 Lost Foam CastingLost foam casting or expendable pattem casting begins with the molding of the foampattern [ I l ] . Espandable polystyrene is delivered as unespanded beads. The beads areheated to approsimately 100C (212 F) to espand f rom a drn sih of 600 g 1" (38 lb. fi")to the final density thar is typically 27.1 to 25.6 g 1-' ( 1 . 1 to 1.6 Ib. fi-') for alurninurncasting production [ P l . Expansion is stopped when the drsired demit)- is reachrd .This initial espansion is c a k d p re rs pa ns io n.The preespanded beads are blown into the ernpty cavity of the tool in the moldingmac hine. O nce filling is completed. steam is passed through the tool. The brads sol ien.espand an d fuse together. The tool cavity is pressurized an d strarn is blown into thetool cavity afier the beads have fused. This causes the estemal surface of the pattern tofuse.
The foam pattern is coolcd rapidiy by sprayinp it with wvarsr. The pattern is t h r nremoved frorn the tool.The foam espands initially afrsr removal. and graduaIl? s h r i n h . Most shrinkagctoccur s s i t h in 30 days. However. the pattern c an be stabilized by anificially apin g ii inan oven a t 60 to 70C ( 1 30 to 160 F) for 2 to 18 hours.The foam patterns are assembled using hot-melt glue. The glue must hold the patterntogether. no t cause casting defects. and seal th e joint against prne tration o f therefractory coating applied afier gluing. Gluing ma). be done manuall>-or automatically.
7/27/2019 The Use of Chills as a Means of Influencing Solidification in Lost Foam Cast Aluminum Alloy A356
17/124
4
The assernbled pattem is coated with a refractory coating. which prevents the moltenmetal from penetrating or eroding a wa j. the sa nd . It allows the foam degradationproducts to escape into the sand. Coatings also provide dimensional stability duringcompaction.
The coating ma? be applied by dipping. spraying or pouring. It is normally supplied asa s lum. of a refractory in a water-based carrier. Afier applying the coating to thepattern. it is dried. This is usually donc by Ieaving th e pattem in a circulating-air ow nfrom 2 to 1O hours at 40 to 60C ( 100 to I1OF ).Afirr drying. the coated pattern is placed in a tlask and surroundrd by unbonded snnd.The mold is subsequently compacted by using a tab le typicall>. vibrated usin, rnotors~v i t heccrntnc counter-rotating weights. This compaction enablrs sand to fil1 al1intemal cavities and pro \-ides suppo rt during po uring.
Afier compaction of the sand. moltcn mrtal is pourrd into the tlnsk. The moltcn mrtalrnelts and vaporizes the polystyrene pattern and replaces it . thus formin, t a nex-ne t -shape casting. The pouring rate m ust be as rapid as possible to avoid niold collapsc.
2.2 Solidification in Metals an d Alloys2.2.1 Solidification of Pure M etalsPure liquid metals solidifi at one equilibrium temperature. Hou-ewr . esperimcntall?..they are often ob se ne d to undercool. w hersby fr eezing occu rs at a temperature belou-equilibrium [ l j ] . If sufficient liquid metal i s available. the temperature of theremaining liquid ail1 rise to the normal freezing temperature afier the onsrt of
7/27/2019 The Use of Chills as a Means of Influencing Solidification in Lost Foam Cast Aluminum Alloy A356
18/124
solidification. This temperature rise. known as recalescence. is due to the reirase oflatent heat.
2.2.1.1 Freezing Temperature of a Pure MetalThe intemal energy of iiquid mrtal is higher than that of soiid metal. an d thus heat isreleased as the metal changes state to the solid phase. This releascd heat is called th elatent heat of fusion. L. Th e frezing temperature is the temperature at which th e freernergirs of the iiquid and the soiid are rqual.
G L = G S Equation 1
whcre 0,- s the Gibbs f ree en er g - of the liquid and Gs is the Gibbs free energ? of thesolid. The free energy is defined as:
Equation 2whrrr E is the interna1 energy of the phase. T is th e absolutc temperature. P is th epressure. V is the volume and S is the entropy.The rnthalpy of a phase. H. is drtinsd as:
Equation 3
Equation 4
At the freezing temperature. Tm. he liquid free energy equais the solid phase frrrenergy.
7/27/2019 The Use of Chills as a Means of Influencing Solidification in Lost Foam Cast Aluminum Alloy A356
19/124
Substituting equation 1 nto equation 1 yields.
Equation 5
Equation 6
Equation 7
Equation 8
2.2.1.2 Homogeneous NucleationSucleation is the formation of a separate phase with a dis tinct bou nda p separat ins i tfrom its surroundings. If the energ)- required t o form a stable nucleus is the sams atan!. point in the molte n metal. thsn the nu cl ra tio n is rermed homogenrous nuclcat ion[14]. -41the freezing temperature of a pure metal. the free energ' of th e liyuid andsolid phases are rqu al. Belon- the rneiting tem prratu re. the solid phase is stable since i thas the lowcst free enrrgy. At temprraturr Ti in Figure 1 . there i s a f r rc energ-decrease from Gi to G2when a i-olume of liquid mrtal solidifies. -41T:. the f r rs nsrgydecrease. from Gj to G4. is greater than at TI. Therefore. the larger the degres ofundercooling. the larger the drking force for solidification.If liquid metal is undercooled to a temperature Tl. then the free e n e r g wil l decreasefrom G to G 2given by [ 151:
7/27/2019 The Use of Chills as a Means of Influencing Solidification in Lost Foam Cast Aluminum Alloy A356
20/124
7/27/2019 The Use of Chills as a Means of Influencing Solidification in Lost Foam Cast Aluminum Alloy A356
21/124
The frr r energ). change. AG. from GI o Gz is therefore.
Equation 9
Equation 10
Equation 1 i
Below Tm. AGv is positive. Therefore. there is a negativr contribution to the freeenerg? due to the creation of a solid. and a positive contribution due to the creation ofan interface between the solid and liquid. For a spherr of radius r. the free enr-!.becomes:
Equation 12
The value of AGi, increases initiall!. for small \.alues of r. as sho wn in Fig ur e 2 . andreachrs a masimum. This initial increase of energ). is du s to the influence of th e solid-liquid interface [M l . The value of r at the maximum is denotrd b~ r* . the critical radi~isfor nucleation. If r < r*. then the systrm can lower its free en er g - by retuming to iiirliquid state [17]. Above the critical radius. r'. the free e n e r g decreases if the solidg r o w . Unstable clusters o f solid p articles with radii less than r' are k n o u n asemb ryos. while stable particles i f - i h radii above r' are callrd nuclei.
2.2.1.3 Heterogeneous NucteationIf sites esist within the mo ltrn metal where the en er g- required to f o m a stablenucleus is lower than the surroundhg region. then the nucleation is termed
7/27/2019 The Use of Chills as a Means of Influencing Solidification in Lost Foam Cast Aluminum Alloy A356
22/124
7/27/2019 The Use of Chills as a Means of Influencing Solidification in Lost Foam Cast Aluminum Alloy A356
23/124
1 O
heterogeneous nuclration [ 141. When a metal solidities in contact with the mold wallor with an insoluble impurity. the liquid metal must a e t the substrate surface. Thecontact angle between the depo sitrd solid m etal and the suhstrate is related to the frreenerg? of the interface. For small contact angles. the substratr-metal interface has alow s urfa ce energ!. and nucleation wiil oc cu r at a low value of undercooling.
The arnount of nucleation controls the final structure of the solidified rnetal. Eachmain or crystal grows tiom a single nucleus and the number of nuclei in the meltdetermines the f inal grain s i x . The first gra ins to nucleate will continue to g r o u unrilthe?- imp ingr on othcr crystals.Not al1 nuclri becorne a c t i ~ x t the s am r t ime. This m a l be du r to temperati i rcvariations in the liquid metal or the fact that not al1 nuclei operatc at the esact samstemp erature . If the cooling rate is Ion-. thn the gra ins ma' beco mr large bec au sr f m -nuclei are ~ i w nhe opportunit!. to op cr at r. I f the cooling rate is high. then a largenumber of nucici are allowed to act as nucleation sites and the resulting grain sizr willbe smaller.
2.2.1.4 Interface Stability in Pure MetalsThe temperature gradients at the solid-liquid interface determine whether hcat isestracted through the solid or through the liquid [18].
7/27/2019 The Use of Chills as a Means of Influencing Solidification in Lost Foam Cast Aluminum Alloy A356
24/124
2.2.1.4.1 Heat Extraction Through the SolidFigure 3 shows a solid-liquid interface moving with a velocity. v . The heat flow intothe solid is rqual to the heat flow from the liquid plus the latrni heat generated at theinterface.
Equation 13
LI-hers = thermal conductivity. dTslds = temperature gradient in the solid. dTLds=temperature gradient in the liquid. and L, = the latent heat of fusion releasrd prr unir
volume.Let us assume that a disturbance occurs on the interface due to a local increase in the\-elocity. \.. If u.r ignore the increase in the free energ- due to cuneature. h o w n ascapillarity or the Gibbs-Thomson effcct. thsn a - e can assume that the interfacetrmpcraturs remains constant at Tm. he temperature gradient in the liquid adjacent tothe disturhance will increase. whilr the solid gradient will decreass. More heat willflou- into the disturbance. whik less will flow away from i t . This \vil1 cause thedisturbancr to remelt. Thrrrfore. a planar interface is stable \\.hm hsat t1ou.s frnmsuperhsatrd liquid into a solid. This form of growh is temied columnar go u th .
2.2.1.4.2 Heat Extraction Through the LiquidIn the case of heat estraction through th e liquid as shown in Figure 1. a disturbancrforming at the interface causes the negative temperature gradient in the liquid tobecome more negative. The increased rate of heat rstraction allows the disturboncr iogo\\. funher. Therefore. a solid-liquid interface through which heat is estracted intosupercooled liquid is unstable. This form of growth is termed equiased growth.
7/27/2019 The Use of Chills as a Means of Influencing Solidification in Lost Foam Cast Aluminum Alloy A356
25/124
7/27/2019 The Use of Chills as a Means of Influencing Solidification in Lost Foam Cast Aluminum Alloy A356
26/124
7/27/2019 The Use of Chills as a Means of Influencing Solidification in Lost Foam Cast Aluminum Alloy A356
27/124
7/27/2019 The Use of Chills as a Means of Influencing Solidification in Lost Foam Cast Aluminum Alloy A356
28/124
7/27/2019 The Use of Chills as a Means of Influencing Solidification in Lost Foam Cast Aluminum Alloy A356
29/124
16
determined by solute rejection as well as thermal effecrs. This --constitutional"undercooling is the dri~ingorce for solidification in alloys [2].
2.2.3 Seconda- Dendrite 4rm SpacingThe final secondary dendrite arm spacing. which is defined as the spacing betweenadjacent dendrite branches in a full>.solidified casting. is coarsrr than the spacing thatforrned initially. Some m s ecome unsrahle later in solidikation and remslt. whikothers continue ro grow [3].his process. called dendrite coarsening. occurs asdendrite arms form initially near the tip of the dendrite. Thesr arms have smallspacing. The dendrite reduces its surface energy bu decreasing its surface area. Thiscauses small arms to go into solution \\-hile large a m s grou. at thcir espense [?-Il.The final DAS is determinrd by th e contact time between ihe secondary branches andthe liquid metal [3].his is the local solidification tirne. t,; which is the timr rrquircdfor a f i ssd point in the casting to pass from the tip to the root of a yrowing dendrite.
2.2.4 Eutectic SoIidificationhlany alloys solidif? in a eutecric mannrr. Figure 6 shows a portion of thealuminum-silicon phase diagrarn. a typical eutectic alloy sysrem [Xi]. Considcr analloy with a composition of 7 percent silicon at point j on the phase diagrarn. Freezingstarts when the temperature of the liquid metal crosses the liquidus lins atapprosimatdy 613 C. The composition of the liquid changes with decreasingtemperature by mo\*ingalong the liquidus line toward the eutectic iwariant point. Thecomposition of the solid phase moves dong the solidus linr toward 1.65 percentsilicon. When the liquid metal temperature reaches the eutectic temperature. the liquid
7/27/2019 The Use of Chills as a Means of Influencing Solidification in Lost Foam Cast Aluminum Alloy A356
30/124
7/27/2019 The Use of Chills as a Means of Influencing Solidification in Lost Foam Cast Aluminum Alloy A356
31/124
18rcaches the eutectic composition. The final structure will be a solid solution of priman-aluminum with a composition of 1.63 weight percent aluminum and the eutectic solidconsisting of 1.65 weight percent aluminum and 99.83 weight percent P.
2.3 Solidification in CastingsIn pure metals. spherical cn-stals form and rapidly become unstable leading todendritic growth [27]. In a cutcctic alloy. a second phase nucleates on the initial phase.Eutectic grains continue to grow in a sphrrical form. In castings. both dendritic andeutsctic forrns ofren grow together.
general. there are thres different zones found withinlumnar zone and an equiaxd zone. as shown in Figure 7
a casting: a chi11 zone. 3
2.3.1 Chili ZoneWhen liquid metal touches the mold wall. i t is cooled belou- the liquidus temperature[28]. Solid nuclei f o m on the mold wall and grow into the liquid mstnl as shown inFigure 8. As the mold hrats up. some of these soliditkd crystals nia! break otl' thr'mold u-all. If rhs pouring trmperature is low. thsn the crystals ma)- br ahle to continiirerowing. This ~ v i l l roduce an entirel!. equiased structure. If the pouring temperatureis high. thrn the liquid rnrtal at the center of the casting \vil1 remain above the liquidustemperature for a long time. Therefore. most of the crystals wilaway from the mold wall. Crystals that remain close to the moform th e chili zone.
1 mrlt af t r r brrakingId ~ a l l ill prou- to
7/27/2019 The Use of Chills as a Means of Influencing Solidification in Lost Foam Cast Aluminum Alloy A356
32/124
7/27/2019 The Use of Chills as a Means of Influencing Solidification in Lost Foam Cast Aluminum Alloy A356
33/124
7/27/2019 The Use of Chills as a Means of Influencing Solidification in Lost Foam Cast Aluminum Alloy A356
34/124
2.3.2 Columnar ZoneCrystals in the chi11 zone will start to grow dsndritically in certain crystailographicdirections. Thoss cns t a l s wi th a growth direction perpsndicular to the mold wall willgrow rnost rapidly and will outgrow less favorably onented crystals. This leads to theformation of columnar grains as shoun in Figure 8. Each columnar grain containsmany p r i m e - d end rite arms. As the grain diam eter increase s. new prima?. dend ritearms appear as tenia- arm s outgrow their neighhors.
2.3.3 Equiased ZoneThe center of the casting contains randomly orisnted equiaxed grains. Detachsddendrite side arnls are thought to act as serds for thrsc grains. If the temperatureincrea scs. the dend rite ar m s ma! melt at the root w he re the? are thinnesr. and detach. Ifthe temperature decreascs hefore the am completely mclts. it can act as a seed for aneu- dendrite. The detached de ndrite branches grmv in drpsnd ently from the colurnnardendrites [29]. .An equiased grain structure foms sincr heat is estracied radiall!.through the undcrcoolsd melt. In equiased crystal grouth. the crytals are the hou rs tpart of the system. and the refore the me11 must be und rrco oled for equiased CF-stals tof o m .
2.3.4 Local Solidification Tim eLocal solidification time is defined as the timr required for a fised location to coolfrom the liquidus trmperature to the solidus temperature [30]. The as-castmicrostructure of an alloy c m be directly correlatrd to its freezing rate by means of thesecondar-y dendrite a m spacings. Howvarth and Mondolfo [3 1 1 deterrnined the ge neral
7/27/2019 The Use of Chills as a Means of Influencing Solidification in Lost Foam Cast Aluminum Alloy A356
35/124
relationship between second-. dendrite arm spacing and cooling rate. Bardes andFlemings [ E l revised this in terms of the local solidification time: D M a tf
where.D.4S = secondary dendrite arm spacing
a and m = constants for the alloy systerntf = local solidification time
Barnberger. blinkoff. and Stupel 1331published a relationship for dendrite arm spacingin AX6 :
Equation 14
a-here u is a constant dependent on solute concentration. and t f is the localsolidification time in seconds. Raising the solutr content produces a finrrmicrostructure for equivalent solidification tims.
Radhahishna. Seshan and Ssshadri [XI published a relationship with an alternativeform for dendrite arm spacing in 356 aliiminum:
D.4S = 45.07 log t - 5.84f Equation 15where D.\S is secondary dendrite arm spacing and tr is again local solidification timrin seconds.
2.3.5 Total Solidification TimeG o ~ T ~3] efines total solidification time as the time inten-al between the stan ofsolidification and the end of solidification as determined from the first derivative ofthe cooling cunfe. He States that the total solidification time is not a typical themial
7/27/2019 The Use of Chills as a Means of Influencing Solidification in Lost Foam Cast Aluminum Alloy A356
36/124
anaiysis parameter used for correlation of an) particular trearment of propen?.How ever. it is readily a vaila ble from first derivative data.
2.3.6 Chvorinov's RuleChvorinov [ 36 ] related solidification time to the ratio of a casting's volume to surfacearea. also knoun as the casting modulus. For simple shapes. local solidification tirne isproportional to casting modulus squared.
Equation 16.
where 11. is local solidification time seconds. k is a constant. V is the casting volume incm'. and A is the surface area of the casting in cm2. Sh ivku m ar [37 ] has stated thatlost foam casting dep ans from Chvorinov's rule for various sand rnold materials.
2.3.7 Solidification ShrinkageMost alloys contract upon solidification. U'hrn the solidifi-ing metal has a distinctborder between th e solid and liquid phases. this contraction is compcnsatsd hy adecrease in the liquid metal surf ace Ievel. In long freezing range a lloys. the contractionareas are dispersed. as solidification procerds simultaneousl~-hroughout the casting.Such allo).s are prone to widespread porosity. As long as th e solid portions aresuspended within the liquid metal. the level of the liquid c m fa11 to accommodate thevolumetric contraction. T his is the mass feeding stage.Eventually. the grains intersect and form a continuous structure. Movement of liquidmetal is resrricted to intergranular or dendritic channels. 4 s solidification proceeds.
7/27/2019 The Use of Chills as a Means of Influencing Solidification in Lost Foam Cast Aluminum Alloy A356
37/124
24
isolated portions of liquid solidifi independently and cannot be fed estemally. Thisma y result in sh nn ka ge defec ts in the form of sc anere d porosity.
2.4 ChillsChills are usrd to extract heat from a casting to produce a fine microstructure. toimpro\.e mrtal flow in a cornples pattern. or to enhance localizrd or directionalsolidification. Growth occurs in a direction parallel to and oppositr to the hrat fluxdirection [XI .Th is im pacts grain sizr and secondary dendrite arm spacing and hrnce.the mechanical properties of .41-Si a l l o y [39].
The ductility o f A36-T6 is inverscly proportional to secondary dendr ite a m spacing.An increase in ultim ate tensile strength with increasing solidifica tion rare c m b sattributed to a reduction in dendrite a m spacing as well as smalldistrihuted porosity. a decreasc in the number and size of intermetal
s r and more finelylic constitucnts and
a finrr cutrctic microstructure. Cltimatr tensile suength an d fatigue propenies bothincrease with dec reasing D . G in sand cast AI-79h Si-Mg [JO].
2.4.1 Esternal ChillsEstemal chills are in srrts plac rd in the mold to increase the freczing rate of rhc metal.Their sizr is determined by the cooling requirements. Steep thermal gradients areestablished which promotr directional solidification. The incidence of rnacro andmicro porosity is reduced.
2.42 Heat Diffusivity and Volumetric Heat CapacityThe ability of a material to absorb heat from molten metal has been described b). itsheat diffusivity. p . c . k. where p is the density. c is the specific heat and k is the
7/27/2019 The Use of Chills as a Means of Influencing Solidification in Lost Foam Cast Aluminum Alloy A356
38/124
thermal conductivity of the rnatenal [8]. This is not to be confused with thermaldiffusivity k - c-l . $. Instead. it is a parameter u-hich is obtained when one solves thecase of unidirectional solidification of a rnetal against an infinite mold. The heatdiffusivity descnbes the matenal when it is infinitelu thick. When cast iron or graphiteis used. the full chi11 ing potential of the material is not utilized. The cooling rate of alimited thickness chi11 is reducsd since i t becomes saturated with heat. The mount ofheat capable of being absorbed is described by the volumetric heat capacity of thematerial defincd as VHC = p - c . V.whrre V is the volume of the material. and p andc are as described previously [-I11. Rao and Panchanathan [ J I ] howed that a casting isinsensitive to whether i t is chilled by steel. graphite or coppsr. if the volumetric heatcapacity is taken inro account.
2.4.3 Chill Material and SucHuang. Lodhia and B s m . [G ]studied the effectivencss of aluminurn. copprr and castiron chi11 materials during the solidification of pure aluminurn. Thcy obsen-sd that thechi11 s i x does not have a strong effect on solidification at the bsginniny ofsolidification. but does have a large effect aher a period of time. regardless of chillmaterial. Cast iron ivas found to be more effective than aluminum or copper for asmall chill. Hou-ever. the cast iron became lrss effective than the copper as chill sizrincreased. .4t the largest chi11 size. the cast iron Kas the least effective chi11 matcrial.The copper chill was ali ~a ysmore effective than the aluminum chill.
2.4.4 Dendrite Arm Spacing and ChillsRadhakrishna and Seshan [14] tudied the use of chills as a means of improvingsoundness in aluminum alloy castings. They investigated cylindrical aluminum
7/27/2019 The Use of Chills as a Means of Influencing Solidification in Lost Foam Cast Aluminum Alloy A356
39/124
castings. Chill volumetricof the chill contributing
26
heat capacity. ViS.4 ratio (volum e of the chill - surface arsato heat transfer) and Modulus Factor. M (V/'S.A,,,,nc -
V/S.A,h,ii)were related to second- den drite a m spacing fo r various chi11 thichessesand casting diameters. Increasing the VHC reduced the dendri te a m spacing.Similarly. chills with large VlSA values resulted in fine dendrite a m spacings.
2.5 Mo ld Saturation Ratioh h l d saturation rat io ( M S R ) [45] is defincd as the ratio of the heat to bs absorbed tiythe chillhnold assembly subsequent to its saturation. to the hsat to be releascd by themolten metal. It can be ussd to esplain the effectiveness of various chi11 materials.M S R \vas ori gin al l ~ eveloped to d rsc ribs the chil linp effect ivrness of thin-walledinvsstmrrnt molds. It is a dimensionless parameter that includes mosr of the thermalp roprn i ss of the cast metal. chi11 and mold.One of the assumptions of M SR is stcdy state hrat transfer. The chi11 is no longerhraring up when sready state is achieved. At this point the chill matrrial has ahsorbedihr arnount of heat u-hich i t is capable of holding. Whsn strady statc hsat transfsroccurs. the chi11 is said to be saturatsd u-ith h m .
MSR = V r n o ~ d molci m o l ke -T p 1 Equation 17.where. VmOId volume of the mold [m3].p,,,~, = density of the mold [kg m"]. c, , , l~=specific heat of the mold material. Te = temperature where steady heat transfrrdominates [Cl . T, = mold preheat temperature [Cl. V, = volume o f the cast ing [m3].,
7/27/2019 The Use of Chills as a Means of Influencing Solidification in Lost Foam Cast Aluminum Alloy A356
40/124
7/27/2019 The Use of Chills as a Means of Influencing Solidification in Lost Foam Cast Aluminum Alloy A356
41/124
2.5.1 Stages of Soiidifkation and Their Heat Transfer .ModesThere are two stages of solidification in a mold. which operate with rwo different heattransfer modes. The first stage occurs before the chi11 material adjacent to the castmetal becornes saturated. During this stage, different chill materials and sizes hawsimilar effects if their M SR s are sim ilar. The chi11 absorbs heat rapidly at this stage.
The heat transfer is deprndent on the chi11 size in the second stage. For small chills.heat absorption continues until the chi11 is saturatrd. Chills become more effecrive asM SR increases. Large chills c m remove heat rapidly if their thermal conductivity is
high. As the mo difk d MSR. (Equation 19). increasrs. chi11 eff ec tiv rn rss increasr s.
2.6 Aluminum-Si li con A l loysAluminum-silicon alloys are widcly used in aerospace and automotive applications.A356 is an XI-Si-Mg alloy containing 7.08 Si.
7/27/2019 The Use of Chills as a Means of Influencing Solidification in Lost Foam Cast Aluminum Alloy A356
42/124
29is to increase the rate of solidification and at the sarne time maintain steep temperaturegradients. This c m be achieved by placing chills at specific locations within thecasting. which also promotes directional solidification. helping to eliminate shnnkageporosity defects.
2.6.2 Silicon Morpholog-The morphology of silicon particles is important in dtermining the mechanicalpropertis of aluminum-silicon alloys. Large acicular and intrrconnected plates in theunmodified statr occur at low cooling ratrs. These plates acl as crack initiators 131.Secondary dendrite a m spacing controls the size and distribution of intermetallicparticles within the casting. -4 reduced secondat). dendrite arm spacing reducsssecondan. phase particles in the inrerdendritic region [50]. he size and distribution ofthe silicon phase. the intermetallic phases. and inclusions contribute to determining thefracture toughness of 356 alloy [j 1. .4 f inrr silicon structure improves ductilit? andtoughness [521.Small amounts of chernical modifiers such as strontium (Sr) . antimon!. (Sb). sodium(Na) . or calcium (Ca) can bring about marlird changes in th e morpholog!. of silicon.The silicon morphology changes from large plates to a fine. apparcntly globularmorpholog) [ S .
A fibrous silicon morphology can also be obtained at high cooling ratrs. The structureappears to be identical to a chemically modified rnorphology [NI. ou-e~er.t is just avec - fine form of unmodi fied eutectic caused by rapid solidification. This fibrous formof silicon minimizes stress concentrations and improves ductility [j].
7/27/2019 The Use of Chills as a Means of Influencing Solidification in Lost Foam Cast Aluminum Alloy A356
43/124
7/27/2019 The Use of Chills as a Means of Influencing Solidification in Lost Foam Cast Aluminum Alloy A356
44/124
7/27/2019 The Use of Chills as a Means of Influencing Solidification in Lost Foam Cast Aluminum Alloy A356
45/124
7/27/2019 The Use of Chills as a Means of Influencing Solidification in Lost Foam Cast Aluminum Alloy A356
46/124
Chapter 3 -Experimental Procedure3.1 Apparatus and Material3.1.1 PatternsCylindrical patterns Ij8.75 mm (6 .25 in.) high were constructed from espandablepoiystyene foam blocks as s h o m in Figure 10 . A series of cylinde rs 3 1.75 mm ( 1.25in.) thick werr cut from a foam block using a hot \vire cutter and a circular templatc.Five such cylinders w ers glusd together u-ith a hot melt a dh es iw to form the tinalpattern 158.75 mm (6.25 in ) in height. One set of castings consistrd of cylindrrs 25.4mm ( 1 O in. ) in diameter. ano thsr \vas 38.1 m m ( 1.5 in.) in diameter. lvhile a third set\vas 50.8 mm (2.0 in.) in diameter . M ost castings were repeated thrce times.
3.1.2 Pattern Coating and DryingThe rrfractop coating usrd for thess csprrimcnts \vas Thiem Pink Styrokote 145.3PM . This is a low pennrabilit!- rcfractory with high insulatin g quolitiss. The highinsulation characteristics reducr h m ransfer from the liquid mctal to the eurroundingmold sand thus increasing fluidity. which is hrlpful in aluminum casting (601. Thes l u m . Las stored in a 600 l i trr (160 gallon) plastic tank with a cornpressrd airrecirculation pump. The espanded po lys ty rn r foam pattems with attached chills wsredippe d in the refractory s l u m . and agitated for one minute. The p attern w as placcd in atemperature controllrd drying oven that used two variable specd fans to circulate theair. The temprrature in the ovrn u-as maintained at 54 C (130 F). The pattern \vasinitially suspended from a triple beam balance and the mass was recorded as the
7/27/2019 The Use of Chills as a Means of Influencing Solidification in Lost Foam Cast Aluminum Alloy A356
47/124
m m m mN Nm m m mN N
au
09O
7/27/2019 The Use of Chills as a Means of Influencing Solidification in Lost Foam Cast Aluminum Alloy A356
48/124
35
refractory coating dried. thus establishing a standard practice for drying. Patterns u-ereleft to d e or approsimately 8 hours.
3.1.3 ChillsChills were machined from cylindrical bar stock. They were tumed on a laths toreduce them to 25. 38. and 51 mm diameters. Four chill thicknesses were used: nochill (0.0mm). 12.7 mm 0.5 in . ) thick. 25.4 mm ( 1 -0 in.) thick. and 50.8 mm ( 2.0 in . )thick. while three chi11 maierials were used: copper. graphite and AIS1 1 137 steel. Theface of the chi11 adjacent to the molten metal [vas ground on a bclt sander with 120 fritsandpaper to produce a common surface roughness on al1 chills.The chills were attached to the bottom of the polystyene pattern using a hot-meitadhesivs by placing the chi11 on an electric hot plate. A small amount of hot mcltadhesive u s pplied to one chi11 surface and the pattern \vas pressed ont0 the chill.The assen~blyvas then removed from the heating elsrnent and allowed to cool to roomtemperature.
3.2 Sand Control3.2.1 Loss on ignitionThe loss on ignition of the sand was calculated using the procedurs outlinrd in theAFS Foundp Sand Handbook [61]. Threr samplss o f approsimately 600 grams ofsand were removed from the sand silo while fillin- the casting flasli. Samplss wrretahen from the bottom. middle and top of !he sand silo. These were reduced toapprosimately 3 15 gram using a sample splitter. The three samples were then misedtogether and split to obtain a sample of approsimately 5 grams. The sand was placed in
7/27/2019 The Use of Chills as a Means of Influencing Solidification in Lost Foam Cast Aluminum Alloy A356
49/124
36a porccla in crucible. heated to app ros irna tely 875C ( 161OF) or one hour. coolrd in adessica tor and then weighed.
Loss in M'eights 100= 941 Loss o n Ignition at 875C i 61OF)Weight of Samplr Equation 20
3.3 Melting ProcedureAlum inum alloy -4356 with com position a s sho\\ri in Table 1 . \vas mrlted in anelectric resistancc fumace se t to 900C ( 1652F). -4Chromel-.Alurne1 thermocouplr \vasplaced insidr the crucible to monitor the metal temperature as it \vas heated. Thethermocouplr \vas attached to a chan recorder which recorded the mctal temperatureas a function of tirne. The metal \vas heated to 850C ( 1562F) and held for 10 minutesat this temperature. Afisr removing the crucible from the fumace. the metai u-asallowed to cool until it reached 800C. Slag and dross were sk immed from the surfaceof the molten mstal during this time. Degassing of the mrl t \vas no t undenaken.mainl'. for t u -O reasons. The u n h o u -n effcc t of degassing on nuclsation of solid grainskvas a\-o idsd . Also. the use of hcsachlorosthanr degassing tablcts reduced tlie metaltemperature so rapidly that control of pouring temperature \vas not practical. The useof an elec tric resistance fumace elimina ted th e possibility of hydrogen pickup froni theflame of a pas-fired fumace. The molten mrtal \vas poured into the mold at 800C( I47 2F ) and the casting \ a s allowed to cool to room temperature bforr rernoval fromthe flask.
7/27/2019 The Use of Chills as a Means of Influencing Solidification in Lost Foam Cast Aluminum Alloy A356
50/124
Table 1: Batch Chernical Analysis of A356 .4lloy
3.4 Temperature MeasurementType K (Ch rom el-Alum el) thermocouples were placd at specific locations within the
Bi.O1
O/ o
pattern to record the metal temperature. Eighr thrnnocouples were calibrateds imul taneous l~first at lOOC in boiling a-ater and srcondly at JOOC against thetrmpcrature insidr an aluminum block placed inside an electric resistance fumacr.Thrrmocouples which did not v a q by more than 1C from the mean temperature at4OOC w r e c o ~ e c t e do a data acquisition system interfaced with a personal computcrwhich recorded temperatures within the solidi fying casting at a frequency ofapprosimately I O readings pr r second.
Cr. O j%
3.5 Thermal Analysis'7 a centralhe first derivati\.e o f the temperature versus tirne c u n x was calculated usin,
diffrrnce routine. Derivatiws can be calculatcd using a central diffrrencr. a fonvard
Cu-11%
di fference or a bac kwa rd difference algorithm. A cen tral di fference approach is th emost accurate since it takes into account an?. changes which occur in the function
Fe-5
before or afier the poin t u nder consideration.
The resulting cunpe howed large oscillations. This is because differentiation tends toampli@ errors in a fun ction [ 6 2 ] .The temperature data was acquired rapidly. However.the precision of the data acquisition system u a s *O. 1F. Thus. the t emprnture cun- r
Mg.1 2
Mn.16
% % % % . O
Ni-03
Pb.O1
O
Si 1 Ti Zn. l %.0 4Y0
'4 lRest11
O10
7/27/2019 The Use of Chills as a Means of Influencing Solidification in Lost Foam Cast Aluminum Alloy A356
51/124
38eshibited step-like behavior. The subsrquent differrntiation amplified the steps andtherefore. trends in the fir st derivative c u n e we rs difficult to identifj-.
3.5.1 Digital FilteringThe undtrlyin g premise o f digital smoothing is that one is me asu ring a variable that isslowly changing and that is ow rla id with a random noisy signal. A n arithmetic av erageof neighboring points will reduce the noise levrl without signiticant biasing of th eresult [63].
-4 digital tilter is applied ro a series of equrilly spaced data. f, = f ( t , ) .where t, - u A i l .A is a constant sam ple spacing. and i = .... 2. -1 . 0. 1. 2. .. The simplest filtrr replaceseach data point. f,. with a linear combination. g,. of i tself and a fised n u m b r r o fneighboring points.
Equation 2 1
n~ is the nurnbcr of points to the right of the point undrr considerrition. i.r. t hos rpoints which occur latrr in time. ivhile ni is the numbcr of points to the Ieli. i.r. thosepoints which precede the cu rrrnt point.
Mov ing window averaging is the simplest averaging proc edure. For a value of ni = n ~ .each g , is calculated as the average of the data points from f,..~o fi-,R. Thiscorresponds to Equation 21. with c, = l!(nL + n~ + 1). Moving windou. averagingten ds to reduce the height o f a feaiure and increas e its width. I t do es however. pres en- rthe area under a peak. and its position i n time. These are its zeroth moment and first
7/27/2019 The Use of Chills as a Means of Influencing Solidification in Lost Foam Cast Aluminum Alloy A356
52/124
39moment respectively. The width of the feature is not presened. This is its secondmoment .
3.5.1.1 Savitziq-Golay FilteringThe Savitzky-Golay filtering procedure attempts to presene higher moments. This isdone by replacing the underlying function by a polynomial. net by a constant as inmoving windou- averaging. For each point. fi. a least-squares polynomial is fit to al1 ni- n~ + 1 points. g, is set to the value of the po ly ~o m ia l t that point . At the n es t point.f,-1- a ne w lrast squares polynornial is calcularrd.
Calculation of the co efficients of the polynomial are necrssary for only one point. thepoint under consideration. .A set of intcgers ca n be derived which prolides a n-eiglitingfunction. Using thsse numbers. the leasr squares polynomial can be rvaluatrd [6-l].Similarly. the first derivative can be calculatrd using the samr approach. The resultinyfirst d e r k a ti w is significantly smooiher than on e \\.hich is unfiltrred.
The order of the smoo thing po ly~ orn ial ffects the results. -4higher ordrr pol>.nornialprr se n-e s featurc hsights an d w idths but d o rs less srnoothinp on broad fratures.Typical values for polynomial order are second and fourth order [ 6 5 ] .The n u mb s r n fpoints included u-ith in the loop affects the gra de of smoothiny. The mrthod removesal1 features below a selected size. but the shap e of the cu n-e is unaffected ab ov e this
resolution [ 6 6 ] .3.5.1.2 First Derivatil-eCalculationsConventional thermal analysis involves recording metal temperature as a function oftime. Such "cooling curves" indicate a phase transformation only if a large amo unt o f
7/27/2019 The Use of Chills as a Means of Influencing Solidification in Lost Foam Cast Aluminum Alloy A356
53/124
latent heat is associated with the phase transformation [ 6 7 ] .Diffrrentiated thermalanalysis requires calculation of the first derivative of temperature w ith respect to time.Th is indicates phase transform ations which have onl!. a small am ou nt of latent heatassociated with them.
The Sa\.itzky-Golay algorithm assumes that the spacing between successive datapoints is unit?. Hence. to evaluate the derivatke at a point. f,. each term o f dT \vasdivided by an arithrnetic average of the differencr in time betwcsn successivetemperature values.
.As the molten rnetal reachrs a the rmo coup lr. a sudden increasc in trmpsrature occurs.This is reflected in a sudden change in the dT.'dt cune as shown in Figure 1 1 . Thefiltering procedure attempts to rem0L.e such sudden changes and. in doing so.inrroducss oscillations. Therefore. calculation of the first derivative began ar themax imum temperature reached by the molten m etal.
The f il tsred first deriw ti \ .e c un -e was used to detenn inr the point in rime at which thealloy was com pl s t e l~ ol id . Th i s uas dsterrnined as th e local minimum on thederivative curie brfore it retume d to the baseline esponcntial cooling rate (sec Section1.7). The temperature which occurred at this time was taken to be the temperature atwhich solidification \vas cornpiete.
3.5.2 Total Solidification TimeTh e total solidification time was calculated as the time difference betw een the onse t ofrecalescence at the liquidus and th e point in time when the final local minimum \vasreached on the first derivative.
7/27/2019 The Use of Chills as a Means of Influencing Solidification in Lost Foam Cast Aluminum Alloy A356
54/124
7/27/2019 The Use of Chills as a Means of Influencing Solidification in Lost Foam Cast Aluminum Alloy A356
55/124
3.5.3 Local Solidificatio n TimeIn this research. the focus was placed on local solidification time which \vas defincd asthe timr differencc betwren the onset of recalescence at the liquidus and theequilibrium solidus temperature (557C). Local solidification time was chosen as theprima- parameter to smdy because of the wralth of data availahle for cornparisonfrom other research. F e ~ v ata esist for relationships using total solidification time.
3.5.4 Mold Saturation RatioFigure 12 shows a schematic of a lost foarn casting. The effect of the refractory coating\vas modelled b> . an interfacial hrar transfer coefficient. h, . Shivkumar [68] hasestirnaied the value of this coefficient to be 120 U- n-' K". His value \vas obtainedthrough trial and error to obtain the best agreement betwern rsperimental andsirnulatcd results. This value of h, u s assumsd to remain constant. drspite thetransicnt nature of the complex phenomena occurring in the coatinp during the castingprocrss. \{.hich cause h, to \-an-nith time. The outside mold temperature. T,,. \vasassumed to be constant. Thus. the strady-statr onc-dimensions1 heat transfer equatinn\vas nritten as:
' s - T, - T- Os ch mold" Equation IIX c h *mold
where Ts is the saturation temperature [KI (the eutectic temperature \vas assumedhere). Tch s the chi11 average temperature [KI. Xsh is the length of the chill [ml. ih isthe chill thermal conducti~ity W rn-' I. A is the cross sectional area of the castinp-chill assembly [m']. To is th e ambient temperature. T i . and T2are the temperatures oneither side of th e coating interface. h, is the interfacial heat transfer coefficient [W m-'
7/27/2019 The Use of Chills as a Means of Influencing Solidification in Lost Foam Cast Aluminum Alloy A356
56/124
7/27/2019 The Use of Chills as a Means of Influencing Solidification in Lost Foam Cast Aluminum Alloy A356
57/124
KI. kmold is the sand mold therm al conducti\+ity[ W m-' I. Xmufds the length of thesand mold [ml. and q, is th e h ea t t r a d e r rate in th e s direction.
From this equation. T i and T2c a n be calculatrd as:h . + T k Y h + T k 1;T, = T ~ k c h X r n o ~ d O c h d ch i o ch m o ~ d- Equation 23X h . + k k + k X hkrnold ch 1 ch mold ch mold i
Equation 24
The chill temperature. Tsh \vas calcula trd as the ar ithmetic average of T, and T i . andthe sand mold trmperaturr as the ar ithmrtic a w r a g e o f T2 and T,]. the ambicnt airtemperature.
1 -T - Omold -
Th e modified mold saturation ratio. h4SR. \vas calcuIated as:
Equarion 25
Equation 26
Equation 27
7/27/2019 The Use of Chills as a Means of Influencing Solidification in Lost Foam Cast Aluminum Alloy A356
58/124
whrre. k,. kch an d are the thermal conductivities of th e casr metal. chi11 and themold respectkel> - W m*'KI].
Similad>-. or a casting with no chill. as shown in Figure 13.
= ( T - T , ) ~ . . A=(5 TO 14, ' nold A Equation 28S 1 moldT h . X m o l dT, = s 1 +O mold- -7- i h .Y'rnold mold
.As in rquation 26 for the chill condition.
Equation 29
Equation 30
Thus. for a no-chi11 co nd ition . 41SR \vas rsprrssed as:
VXISR = P-iold m old 'rnold rnold mo ld - T~ Equation 3k V p cJ
Tlir thrmial propcinics which w r r : assumed for the various mold and chi11 materialsarc shoir-n in Table 2. \\-hile Table 3 s h o w the parameters usrd to calculate themodified mold saturation ratios of the various castings.
7/27/2019 The Use of Chills as a Means of Influencing Solidification in Lost Foam Cast Aluminum Alloy A356
59/124
7/27/2019 The Use of Chills as a Means of Influencing Solidification in Lost Foam Cast Aluminum Alloy A356
60/124
Table 2: Assurned Th erm al Properties of Materials 1691, 1701, 171 1
Table 3: Modified Mold Saturation Ratio Parameters (72)
MaterialCopperGraphiteSteelA356
Silica Sand
3.6 MetallographyCastings w r e sectioned vertically close to the thennocouple
Thermal Conductkit)..k [!A' m-' -' ]
40 114763 -9151
-0.925 - 1.O05 s 1O-'Prno~d
T,Tt,HTp
Xniibtc~1 Xc
metallographic sample preparation iechniqus were ussd. T he poliocations. Standardshed samplrs werr
Density. p[kg m-'1893317607833
Eutectic Temperature'vlold Outside TemperatureLatent HeatSuperheatLength ofMold
Length of Casting
etched u-ith KsIlsr's rcagent to enhance the microstructurs.
Sprcific Heat. c[J kg" K*']
38515154 3
3.6.1 Seconda. D en dri te Arm Spacing Measurement
850K (577C)2 9 X (:OC)
3 8 91073K ( 8 0 0 00.20
O. 15875
Secondary dendrite arm spacing ( D A S ) uns measured on an Ornnimst Advantagrimage analysis systcm in conjunction with a Lritz Metallus 3 microscops. The imageanalysis systrm w as calibratcd at 5OS. 100X an d 200X using a calibratsd micromrtsrstage. \hrhi1e using the image analyzer. the appropriate magnification was selected tomatch the microscope objective. The linear intrrcept method was used to rneasurc thedendrite arm spacing of at least 5 different dendrites at locations adjacent to the
26851539
kJ kg-'mm
963782 + 0.57 1 -
0.1 88 T,,~~"
7/27/2019 The Use of Chills as a Means of Influencing Solidification in Lost Foam Cast Aluminum Alloy A356
61/124
7/27/2019 The Use of Chills as a Means of Influencing Solidification in Lost Foam Cast Aluminum Alloy A356
62/124
7/27/2019 The Use of Chills as a Means of Influencing Solidification in Lost Foam Cast Aluminum Alloy A356
63/124
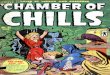
Chapter 4 -Results and Discussion4.1 Thermal Analysis4.1.1 BasicsFigure 15 show the first derivative of temperature with respect to tirne for a typical 25mm diameter casting. The unfiltercd deriutive cshibits severr fluctuations. Thereforit.it is difticult to use for analytical purposs. Clcarly. there is a local minimum in thefunction near 250 seconds. Howxer. it is not possible to establish a distinct point i ntirne at ~vhich his occurs.
The filtered deri\-ati\-e was calculated by using the Savitzky-Gola? t SG ) filteringalgorithm (631 to calculate the tirst derivative. This produced a filtred first dsrimtivr(the noise was climinared from the derivative). I t is plain that the local minimumoccurs at 235 seconds. Teneiiedjiev. hlulazinioglu. Closset. and Gruzlcski [ 7 5 ] haveobtainrd inflcction points and rection temperatures "b>- ey." The' state thatsmoothing rrsults in a shifi in the tirne scalr. Howx-er. moving windon averaging andSG filtering presen.e the position of a feature in timr [ 6 5 ] .This is evidenl in Figiirr15. ~vhere s ses that the local minimum of the tiltered derivative coincides with theapparent local minimum in rhr: raw first derivative data. Thus it is apparent that the useof the SavitzkyGolay algonthm for drtermining the points in timc when local niinininand maxima occur in the derivative is esperimentally sound.Figure 16 shows a typical cooling cun-e and its first derivative. The first derivativeshows 2 regions: the liquidus arrest ( a ) and the rutectic arrest (b). Immediatel!. afierpouring. the initial cooling rate is ve- high until grains start to nucleate. At this point.
7/27/2019 The Use of Chills as a Means of Influencing Solidification in Lost Foam Cast Aluminum Alloy A356
64/124
ilt ter eh F i r s t ~ n b l t e r c dirstDerivat ive Deriva11ve
1O0 200 300 400 500 600Time (s)
Figure 1 5: First Derivat ve o f Temperature Wit II Respect to T i m e (2 5 m m Diameter Cast ing - No Chill)
7/27/2019 The Use of Chills as a Means of Influencing Solidification in Lost Foam Cast Aluminum Alloy A356
65/124
7/27/2019 The Use of Chills as a Means of Influencing Solidification in Lost Foam Cast Aluminum Alloy A356
66/124
the cooling rate drcreasrs rapidly. As latent heat is relenssd. the temperature increaseswith an accompanying increase in the derivative (region (a)). f sufficient latent heat isreleased. the derivative will rise above zero. as the temperature starts to increasr. Thisincrease begins at 46 ssconds in Figure 16. The maximum valus to which th etemperature increasrs is the liquidus plateau. As the temperature increasr orrecalescence ends. the derivatiw decreases and bccomrs nepatiw.In the second region ( b ) the derkative shows a sharp increasr tonard a peak aiapprosimately 120 seconds. This corresponds to the eutrctic reaction. In this esample.the eutrctic plateau occurs at 569C. Tenekedjisv. ~lulazimoglu.Closset and Gruzlsski[76] state that the main silicon forming eutectic reaction occurs at 567C (1052F) inunrnodikd 356 allo)s Thus it is svidrnt rhat the temperature measurrmrnt for thissample \vas accurats to ivithin 2C .If sutectic undcrcooling occurs. the derivative will incrrase above zero. -Atapproslmately 2-10 seconds there is a minimum in the der ixxiw cun-s. Atirr thispoint. the derivative cu n s continues in an esponsntial tom. This local mininillm < c )corresponds to the point of final solidification. The differsncr in tirne brrtwen thispoint an d the onsct of liquidus recalescence is the total solidification timr. In thisresearch. the focus kvas on local solidification time, rather than total soliditicationtimc. Local solidification time \vas definrd as the time required for the alIo'. to coolfrom the liquidus to the equilibrium solidus temperature. It is also possible forposteutectic reactions to occur [76]. However. behaviour of these reactions is erratic.and they are not always obsened. as in this esarnple.
7/27/2019 The Use of Chills as a Means of Influencing Solidification in Lost Foam Cast Aluminum Alloy A356
67/124
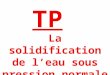
4.1.2 Local Solidification TimeLocal solidification t irne is s h o ~ nt vanous locations within the casting in Figure 17and in Figure 18. The no-chill condition had the highest solidification time. Usr of achill reduced the local solidification rime at al1 locations within the castings. Thiseffect \vas most pr ono unc ed near the chill. This was 1'-picai o f casting procrsses ingeneral. where the solidification time is small near the chi11 and its value increaseswith distance from the chill [77].Figure 1 7 shows that the copper chi11 material had the mosr significant efkct on localsolidification tirne. The \-o lu m rtr ic heat capacities for 12 m m thick chills of copprr.graphite and steel w r e ca lcula ted to be: 22.1 J K'. 17.1 J K" and 21.9 J K-'resprcti\*rly.This d ocs n ot c sp lain the significant difference b rtu -e en the copper chi11and the corresponding steel one. Howsver. the calculated values of modified SISR forcopper. graphite and steel were: 0.25. 0.03 and 0.04 respectiv l>. This r r \ - 4 s hat theheat estraction capacity of th e coppcr chi11 should br an order of magnitude highrrthan that of the graphite and steel chills due to i ts high t h s m d conducrivity. Themarked rrduction in local solidification tinie. r,.. caussd by a 12 m m rhick coppcr chi11is clsarl!. evident in Figurc 17 .The 50 mm thick chills do not eshibit a marked difference in behaviour du e to thedifferent materials close to the chi11 location. It is proposrd that rach of the 50 mmthick chills has a sufficiently high heat estraction capacity to lower the localsolidification time to a practical minimum value (see Section 4.22) .The steel chi11 isseen to be the Ieast effective of th e 50 mm thick chills. This is due to its lowermodified MSR than the equivalent copper or graphite chills.
7/27/2019 The Use of Chills as a Means of Influencing Solidification in Lost Foam Cast Aluminum Alloy A356
68/124
Distance from Chill ( m m )
Ch ill ThicknessA No Chiil
1 2 mm Thick C o p p r Chill+ 25 m m Thick Copper Chill0 50 m m Thick Copper Chill
12 mm Thick Graphite ChillA 50 mm Thick Graphite Chill= 12 m m Thick Steel Chill50 m m Thick Steel Chill
Figure 17:Local Solid~ficationime versus Distance roin Cliill Siirface, 25 mm DiarneterCasting
7/27/2019 The Use of Chills as a Means of Influencing Solidification in Lost Foam Cast Aluminum Alloy A356
69/124
7/27/2019 The Use of Chills as a Means of Influencing Solidification in Lost Foam Cast Aluminum Alloy A356
70/124
57The 51 m m diarneter casting eshibited similar behaviour as s h ow in Figure 18. Theno-chi11 condition had the highest values of t,- as espected. The 50 mm thick copperchi11 produced the lou-est solidification time due to its high value of modified M S R .Hou-evcr. the 50 mm thick steel chi11 produced ~ a l u es f tf which w r e lower thanthosr produced by the equi\-alent graphite chill. Once again this agrres with therespective values of modifird MSR: coppsr = 1.00. graphite = 0.12. and steel = 0.16.
\bi le it kvas possible to esplain local solidification times using chills of variousmaterials of the sam r size using MSR and chi11 V H C values. i t \vas not possible todrvelop a similar esplanation for different sizes of the samr chill material.
Rspsatability \vas ofien difficult to achievs. Significant variations in localsolidification timr occurred at locations adjacent to the chill. panicularly in the case ofthe graphite chill material. Variations of the order of 5090 w r r o b s c n r d . This is asignificant enor. It Lias found that control of metal temperature throuehout the castingafrer completion of the initial filling stage \vas diftcult to obtain. This may he due tothe rapid cooling rate of the rnoltcn metal in the crucible hefore pouring leading toinaccurate pouring trmperatures. The pouring temperature was controlled to withinjC (9F). 4 more likely source of rrror is the ablation of the foam itsrlf. The rneltingand vaporisation of the foam is a comples process. The by-products must wick and
vent through the refractory coating into the surrounding sand. Thus. permeability ofthe coating is a critical parameter to control. The mass of applied coating \\.asmeasured and found to van. by less than 5% . However. i t was not possible to controldistribution of the coating over the surface of the casting. Thus. it is possible that
7/27/2019 The Use of Chills as a Means of Influencing Solidification in Lost Foam Cast Aluminum Alloy A356
71/124
variations in coating thickness produced variations in perrneability which affectrd theinitial metal flow rare and thus the initial temperature distribution uithin the casting.Other possible sources of error include the absorpt ion of l iquid s tyene byroductsinto the porous graphite chill. This could affect the thermal proprrtis of the chi11material and thus influence the local solidification tirne.
The reuse of sand may influence its thermal properties. As the sand is reused. liquidstyrene by-products rnay condense on the grains. This could alter the thermalproperties of the sand. The grains tend to stick topeiher in clusters whrn coatsd incond ensed by-products. Ho we\-sr. these clusters break up aga in afier passing throughthe sand screening system.
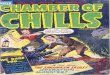
4.1.3 Volumetric Heat CapacityLocal solidification time . f. is s h o w as a funciion of chi11 volumetric heat capacity. pc V. in Figure 19 and in Figure 20. .As thc \dumrtric heat capacity of the chillincreassd. the local solidification time decreased for both the 25 mm and the 5 1 m mdiam eter castings. Since volunietric heat capacit! rrpr esrn ts the amou nt of hcat whicha material is capable of holding. an incrrase in \.olumetric heat capacity represcnts anincrease in the amoun t of heat which the chill is capable of estrac ting bcforr brcomingsaturated.
An increase in chi11 volurnetric heat capacity \vil1 lead to a subsrqurnt drcrease insecondary dendrite arm spacinp with a corresponding increase in mechanicalproperties as Radhakrishna and Srshan [78] have discussed.
7/27/2019 The Use of Chills as a Means of Influencing Solidification in Lost Foam Cast Aluminum Alloy A356
72/124
(s) aw!l u o y s ~ y p ! ~ ~ ~o q
7/27/2019 The Use of Chills as a Means of Influencing Solidification in Lost Foam Cast Aluminum Alloy A356
73/124
7/27/2019 The Use of Chills as a Means of Influencing Solidification in Lost Foam Cast Aluminum Alloy A356
74/124
61Figure 19 show s that the relationship betw een tf and VHC is non-linear for the 25 mmdiameter casting. It is reasonablr to suggest that the small diarneter casting produces ahigh cooling rate an d thus acts as a fin to produce rapid cooling. Thus. the addition ofa chi11 ma) not produce ad ditional ga ins in the redu ction of t( - or thrse small castings.The 5 1 mm diam rter castings eshibit a distinct de crea sr in 11 with an incrcase in chi11VHC. The relationship between t , and V H C is much brtter than for the corresponding3 mm castings. Hoivever. m riatio ns from the fitted cun V es how that a moresophisticatcd description of chill b rhavio ur is necessary.
4.1.4 Modified Mold Saturation RatioMold saturation ratio is the ratio of heat ivhich c m be absorbed by the mold to the heatrelrased by the casting. The modified mold saturation ratio accounts for the thermalconductivity of the chill material and the presence of a refractory coating at themetal-mold intertcs. Figure 21 and Figure 22 drpict local solidification time versusrnodified mold saturation ratio. -4s the modified mold saturation ratio increased. thelocal solidification time decreased for both the 25 m m diamrter and the 51 rnnidiarneter castings. T his \vas due to the hig her c apa ciry of the chill-mold cornhination toestract heat.
As with the chi11 volumetric heat capacity. the inc rea srd capacit!- of the chil l-m oldcombination to estract heat implies that the niechanical propenies wil l be improwd.However. the modified mold saturation ratio accounts for the thermal properties of themold sand. the cast metal and the chill . The modified mold saturation ratio describesthe thermal behaviour of the entire casting-chill-mold combination. as opposrd to the
7/27/2019 The Use of Chills as a Means of Influencing Solidification in Lost Foam Cast Aluminum Alloy A356
75/124
7/27/2019 The Use of Chills as a Means of Influencing Solidification in Lost Foam Cast Aluminum Alloy A356
76/124
7/27/2019 The Use of Chills as a Means of Influencing Solidification in Lost Foam Cast Aluminum Alloy A356
77/124
chill volumetric heat capacity. which describes only the chill. Thersfore. it isreasonable to assume that the modified mold saturation ratio would be a more reliablsindicator of heat extraction effectiveness.
Despite the assumption o f one-dimensional heat transfer. therr was a good relationshipbetween the modified mold saturation ratio and the local solidification lime at variouslocations within the 25 m m diameter castings. The relationship bstivern the moditirdmold saturation ratio (LISR) and local solidification tims ( t ~ ) m be sssn to bsexcellent at 25 mm above the chill and decreasing as the distance abow the chi11surface increased. Thus. the effect of the chi11 on heat estraction decreased as distancefrom the chill surface incrsassd.
The results for the 51 mm diameter castings (Figure 2 2 ) show a poor relationshipbetwern t+-and MSR. Thtrre is a large drgrec of scattrr in the data. panicularl' rvidentin the 50 mm thick graphite chi11 casting (YISR = 0 .112) . Sirnilarly. in Figure 71. fo rthe 25 nim diameter castings. the 12 mm thick graphite chi11 casting N S R = 0.031rshibited large scattrr in the data. In fact. the local solidification tirne drcrsased inboth sets of casting as sach repcti tion u as performed. Systrimatic brhaviour is impl icirin ihese results. The sanie chills wsre reusrd for al1 the esperiments. It is possible thatthe graphite chills absorbed some of the liquid styrene by-products of mrlting and thusthe thermal propenies were altrred.It is to b r espected that the relationship between t,-and MSR should be better for a 5 1mm diameter casting than for a 25 mm diameter casting. The radial temperaturegradients (from the center of the casting to th e edge) are much smaller than the axial
7/27/2019 The Use of Chills as a Means of Influencing Solidification in Lost Foam Cast Aluminum Alloy A356
78/124
gradients. Furthemore. the V I SA ratio of the J 1compared to 10.3 for the equ i~ a le n t 5 mm casting.
65
mm diamster cast ing is 13.5 asThe increased ViS.4 ratio means a
decrease in surface axa a~ ai la bl e or heat t ransfer per unit volum e of solidifj ingmetal. Furthemore. the largrr W S X ratio mra ns that the casting will s o li d ie moreslo\vly and thus the chi11 will become saturated. Thus. the thermal conductivity of thechill material should play an increased rols in determining the heat extraction capait~,of the chill.It is possible that the fom of the function rrlating t t and VH C is not logarithmic. butinstead a more comples function. However. sincr lost foam casting procrss docs no1obej- Chvorinov's rule. a fundamental relationship between local solidification timrand MSR is not feasihlc. The fact that ti does drcreasr w ith increasing .\!SR is clearlye ~ i d r n tn both Figure 71 and Figure 22 .
4.1.5 Cooling RatesInitial cooling rates were calculated close to the liquidus temperaturc (betwxn 650and 62JC). The variation of cool ing ra t s i ~ i t h asting location is sh nu -n in F igure 53 .The initial cooling rate \vas higher for the 35 mm diameter cast ing than b r theequivalent 38 m m and 5 1 mm diametsr castings. This \vas attributed to the rfkct ofcasting volume to surface a r a ra tio . T h e 25 mm diameter casting had a loiver volumeto surface area ratio and conse quen tly solidificarion tim r \vas m or e rapid. Th evolume to surface area ratios of th e 38 mm an d 5 1 mm diameter castings w ere higherand therefore. the coo ling rate was lower.
7/27/2019 The Use of Chills as a Means of Influencing Solidification in Lost Foam Cast Aluminum Alloy A356
79/124
o m m o O a a a a Q
7/27/2019 The Use of Chills as a Means of Influencing Solidification in Lost Foam Cast Aluminum Alloy A356
80/124
Figurr 24 and Figure 73 show cooling rates at various locations within the castings.The cooling rate decrea sed as th e distance fr om the chi11 increased for both the 25 mmdiameter and the 5 1 mm diameter castings. -4s the distance above the chi11 increased.the effect of the chill on t he cooling rate was reduced.
4.1.6 Directionai SolidificationFigurr 26 shows the start and end of frerzing in the 25 mm diameter casting (sesFigurr 13 ). The use of a chill does not affect the start of solidification. However. thebe hn~ iou r t the end of soIidit?cation is alterrd. The casting freezss sooner when achili is attachrd. Thus. it is clear that chills reduce the timr requirrd for solidificationto occur.Figure 27. Figure 28. and Figurr 29 compare the beh a-iou r at the end of solidificationfor differcnt casting conditions. The slope of the solidus isotherms was reducrd withan incrrase in the casting diamster. This means that the tinis to reach the solidus
temperature betwen two adjacent locations within the casting \\-as increasd. Thusdirectional solidification was promotsd.The dope of the solidus wavefronts was positive in al1 castings. Thus. directionalsolidification occurred in lost foam casting even if a chill \vas not usrd. This is inagreement with the obsen-ation of Shivkumar [79] that directional solidification isachieved in lost foam casting an d the use of a riser can be eliminated without anegative impact on the casting quality. The poiymer degradation at the metal front ishighly endothermic. This degradation produces a chilling effect and steep thermal
7/27/2019 The Use of Chills as a Means of Influencing Solidification in Lost Foam Cast Aluminum Alloy A356
81/124
- -I I --I L I -.- .- .- = .s
7/27/2019 The Use of Chills as a Means of Influencing Solidification in Lost Foam Cast Aluminum Alloy A356
82/124
7/27/2019 The Use of Chills as a Means of Influencing Solidification in Lost Foam Cast Aluminum Alloy A356
83/124
7/27/2019 The Use of Chills as a Means of Influencing Solidification in Lost Foam Cast Aluminum Alloy A356
84/124
7/27/2019 The Use of Chills as a Means of Influencing Solidification in Lost Foam Cast Aluminum Alloy A356
85/124
7/27/2019 The Use of Chills as a Means of Influencing Solidification in Lost Foam Cast Aluminum Alloy A356
86/124
7/27/2019 The Use of Chills as a Means of Influencing Solidification in Lost Foam Cast Aluminum Alloy A356
87/124
7/27/2019 The Use of Chills as a Means of Influencing Solidification in Lost Foam Cast Aluminum Alloy A356
88/124
7/27/2019 The Use of Chills as a Means of Influencing Solidification in Lost Foam Cast Aluminum Alloy A356
89/124
7/27/2019 The Use of Chills as a Means of Influencing Solidification in Lost Foam Cast Aluminum Alloy A356
90/124
Distance Above Chill Surface (mm)
Chill Thickness- . .-- -No Chill.-2 mm Copper Chill* 25 mm Copper Chill+ 50 mm Copper Chill- 12 mm Graphite Chill
12 mm Steel ChillO - 50 mm Steel Chill- - . . . . - - . ---- -
Figure 32:Dendrite Arm SpacingVersus DistanceAbove Chill Surface25 mm Diameter Casting
7/27/2019 The Use of Chills as a Means of Influencing Solidification in Lost Foam Cast Aluminum Alloy A356
91/124
7/27/2019 The Use of Chills as a Means of Influencing Solidification in Lost Foam Cast Aluminum Alloy A356
92/124
79mm diameter castings. This is due to th e effect of the VISA ratio. This slow coolingrate produced a large microstructure. The consequences of this were that it was notpossible to rneasure a large number of secondary dendrite arms continuously along asingle primary a m . The lower number of seco