Embed Size (px)
Citation preview

ESTUDIO Y MEJORAMIENTO DEL PROCESO PRODUCTIVO DE UNA EMPRESA DE PLÁSTICOS APLICANDO HERRAMIENTAS DE CONTROL DE CALIDAD
ADRIANA SALAZAR MIRANDA
UNIVERSIDAD DE LOS ANDES
FACULTAD DE INGENIERIA INDUSTRIAL
BOGOTÁ, D.C.
2008

ESTUDIO Y MEJORAMIENTO DEL PROCESO PRODUCTIVO DE UNA EMPRESA DE PLÁSTICOS APLICANDO HERRAMIENTAS DE CONTROL DE CALIDAD
ADRIANA SALAZAR MIRANDA
Proyecto de Grado para optar el titulo de
Ingeniera Industrial
Asesor
ELIECER GUTIÉRREZ
UNIVERSIDAD DE LOS ANDES
FACULTAD DE INGENIERIA INDUSTRIAL
BOGOTÁ, D.C.
2008
AGRADECIMIENTOS
A la Universidad de los Andes, especialmente al Departamento de Ingeniería Industrial, por ayudar a mi formación como Ingeniera. Gracias.
Al Ingeniero Eliécer Gutiérrez, por aceptar asesorar este trabajo. Gracias por sus indicaciones y direccionamiento.
A Indupol Ltda., ya que sin su colaboración no hubiese sido posible la realización de este trabajo. Especialmente quiero agradecer a Álvaro Herrera, por confiar en mí al permitirme realizar este trabajo en su empresa. A Mauricio Méndez, Juan Carlos Ruiz, Richard Ballén, John Arango, Yadira Roa y Jesús Páez, por su cooperación, aportes y sugerencias que hicieron posible que este trabajo tuviera el dimensionamiento alcanzado. Quiero agradecer también a los operarios que de una u otra forma me ayudaron con la realización del mismo.
A todos los que me colaboraron en este proceso y que me ayudaron a culminar este trabajo en los momentos más críticos. A mi papá, por dedicarme tiempo y guiarme para lograr mejoras en el trabajo, a mi mamá por su apoyo y preocupación; y en general a todas las personas que me ayudaron o estuvieron pendientes, Muchas Gracias.
CONTENIDO
1. INTRODUCCIÓN .................................................................................................................... 1
2. OBJETIVOS ............................................................................................................................ 2
2.1 Objetivo General.............................................................................................................. 2
2.2 Objetivos específicos........................................................................................................ 2
3. MARCO TEORICO .................................................................................................................. 3
3.1 TEORIA CALIDAD .............................................................................................................. 3
3.1.1 Concepto de Calidad.................................................................................................. 3
3.1.2 Estandarización ......................................................................................................... 4
3.1.3 Control de Calidad ..................................................................................................... 4
3.1.4 Control Estadístico.................................................................................................... 5
3.1.5 Hoja de Recogida de Datos......................................................................................... 6
3.1.6 Diagrama de Pareto................................................................................................... 6
3.1.7 Gráfica de Control ..................................................................................................... 6
3.2 CONCEPTOS CLAVES RELACIONADOS CON EL PROCESO PRODUCTIVO ................................ 7
3.2.1 Tintas ....................................................................................................................... 7
3.2.2 Impresión flexográfica ............................................................................................... 7
3.2.3 Viscosidad................................................................................................................. 8
3.2.4 Solventes .................................................................................................................. 8
3.3 DESCRIPCION EMPRESA ................................................................................................... 8
3.3.1 Historia..................................................................................................................... 8
3.3.2 Direccionamiento Estratégico..................................................................................... 9
3.3.3 Línea de Productos ................................................................................................... 9
3.3.4 Clientes y competencia .............................................................................................. 9
3.3.5 Distribución de planta...............................................................................................10
4. SISTEMA DE GESTIÓN DE CALIDAD ACTUAL ..........................................................................12
4.1 Direccionamiento estratégico en SGC...............................................................................12
4.2 Estructura Organizacional................................................................................................13
4.3 Diagrama de Procesos .....................................................................................................14
4.4 Documentación de Calidad ..............................................................................................15
4.4.1 Certificado de análisis y conformidad ........................................................................15
4.4.2 Certificados y fichas técnicas para materias primas ....................................................16
4.4.3 Documentación de control y seguimiento ..................................................................17
5. DIAGNÓSTICO ESTADO DEL SGC EN EL PROCESO PRODUCTIVO .............................................19
5.1 Priorización e Identificación del problema a tratar ..........................................................21
5.2 Caracterización problema................................................................................................25
5.3 Medidas a proponer........................................................................................................25
6. DESARROLLO .......................................................................................................................29
6.1 ESTANDARIZACIÓN TOMA DE VISCOSIDAD ......................................................................29
6.1.1 Datos ......................................................................................................................29
6.1.2 Procedimiento y Resultados ......................................................................................30
6.2 FORMATO DE VISCOSIDAD ..............................................................................................36
6.2.1 Formato Actual ........................................................................................................36
6.2.2 Formato Propuesto..................................................................................................38
6.3 IMPLEMENTACIÓN HERRAMIENTA DE CONTROL ESTADÍSTICO ..........................................39
6.3.1 Análisis de capacidad................................................................................................39
6.3.2 Gráficos de Control...................................................................................................43
6.4 MANEJO CONSUMO TINTAS Y ALCOHOL ALMACÉN VS COSTOS ........................................47
7. CONCLUSIONES Y RECOMENDACIONES ................................................................................51
8. BIBLIOGRAFÍA......................................................................................................................54
L ISTA DE FIGU RAS
Figura 1 : Distribución planta ....................................................................................................11 Figura 2: Organigrama ..............................................................................................................13 Figura 3: Red de procesos.........................................................................................................14 Figura 4. Certificado de análisis y conformidad en Indupol..........................................................15 Figura 5. Ficha técnica de materias primas.................................................................................16 Figura 6: Diagrama Pareto problemas en el proceso productivo..................................................22 Figura 7: Diagrama Pareto proceso con más fallas......................................................................23 Figura 8: Diagrama Pareto principal problema impresión............................................................24 Figura 9. Ecuaciones índices de capacidad .................................................................................40 Figura 10. Análisis capacidad toma de viscosidad MINITAB .........................................................42 Figura 11 Gráfica de control de media para color blanco ............................................................44 Figura 12 Gráfica de control S para color blanco.........................................................................45 Figura 13 Gráfica de control de media para color magenta .........................................................45 Figura 14 Gráfica de control S para color magenta .....................................................................46 Figura 15 Formato Gráfica de Control........................................................................................47
L ISTA DE TABLAS
T abla 1: Lista maestra de registros ............................................................................................18 Tabla 2. Diagrama de proceso ...................................................................................................20 Tabla 3. Formato prueba toma viscosidad .................................................................................30 Tabla 4 Estandarización datos para trama..................................................................................32 Tabla 5Resultados estandarización para trama‐solvente en gramos ............................................33 Tabla 6 Resultados estandarización para trama‐solvente en mililitros .........................................33 Tabla 7 Estandarización datos para planchas .............................................................................34 Tabla 8 Resultados estandarización para planchas‐solvente en gramos .......................................35 Tabla 9 Resultados estandarización para planchas‐solvente en mililitros .....................................35 Tabla 10 Prueba real estandarización ........................................................................................36 Tabla 11 Formato de Viscosidad Actual .....................................................................................37 Tabla 12Formato Viscosidad Propuesto .....................................................................................38 Tabla 13. Análisis capacidad toma de viscosidad ........................................................................41 Tabla 14. Costo kilo de tintas ....................................................................................................48 Tabla 15. Ahorro costo tinta para un pedido ..............................................................................49 Tabla 16. Ahorro costo alcohol para un pedido ..........................................................................49

L ISTA DE ANE XOS
Anexo 1. Línea de productos Indupol ........................................................................................56 Anexo 2. Datos para realización de Diagrama de Pareto .............................................................58 Anexo 3. . Prueba de normalidad ..............................................................................................59 Anexo 4. Datos iníciales estandarización....................................................................................61 Anexo 5. Datos iníciales gráficas de control ...............................................................................62 Anexo 6. Datos consumo tinta y Alcohol....................................................................................64
1
1 . INTRODUCC IÓN
Disponer de un sistema de Gestión de Calidad es un propósito que hoy por hoy resulta esencial en cualquier organización empresarial y su implementación o consecución resulta una necesidad inaplazable ya que permite, no solo asegurar la continuidad en el mercado, sino garantizar que se
cuenta con los requerimientos y estándares necesarios para ofrecer un producto o servicio que logre satisfacer las necesidades de los clientes.
Las herramientas de control de calidad son importantes para la construcción de un sistema de
gestión de calidad ya que contribuyen al mejoramiento continuo dentro del proceso y por ende de la organización. Implementar estas herramientas dentro del proceso productivo, no sólo permite llevar un control más detallado de cómo se está manejando el proceso, sino que a la vez permite incrementar la efectividad del producto final. El estar identificando continuamente fallas y conocer los parámetros en los que un proceso cumple con los estándares y requerimientos, ayuda a certificar la calidad de la organización y por ende a acrecentar su competitividad en el ámbito en que se desenvuelve.
Actualmente Indupol Ltda., es una empresa que se encuentra certificada por la norma ISO 9001:2000, por tanto cuenta con un sistema de gestión de calidad enfocado en su mayoría a la
documentación requerida para mejorar los aspectos organizativos de la empresa. En cuanto al proceso productivo, no se tiene mayor revisión, por lo que se tiene la necesidad de desarrollar una
metodología de control en la calidad operativa, para aumentar la eficiencia de cada uno de los procesos.
Es por esto, que este trabajo de grado está orientado a implementar herramientas de control de calidad, para llevar un seguimiento e inspección en el proceso más crítico de Indupol, con el fin de
darle instrumentos para llevar un control correcto y así poder disminuir los problemas que se presentan actualmente.
2
2 . OBJETIVOS
2 .1 OBJ ETIVO GENERAL
Otorgar herramientas de Control de Calidad a Indupol, con el fin de complementar el sistema de gestión de calidad en el proceso productivo de la empresa, para disminuir las fallas presentadas
constantemente, el tiempo por proceso y los costos generados por la mala utilización de la materia prima.
2 .2 OBJ ETIVOS ESPEC ÍFICOS
• Elaborar un diagnostico inicial de cómo se encuentra el proceso productivo en términos de gestión de calidad.
• Identificar mediante diagramas de Pareto los problemas más relevantes del proceso productivo.
• Realizar toma de datos que permitan encontrar patrones para la estandarización de unidades de medida.
• Proponer una solución que mejore el sistema de medición en las características a tratar, para poder crear indicadores para obtener una adecuada implementación de herramientas estadísticas.
• Medir en términos económicos, las ventajas que trae controlar el consumo de materias primas, para poder obtener un ahorro en costos.
3
3 . MARCO TEORICO
3 .1 TEORIA CAL IDAD
3.1.1 CONCEPTO DE CALIDAD
A lo largo de los años el concepto de calidad ha evolucionado de tal forma que su papel ha tomado una importancia creciente dentro de las organizaciones. En un principio, la calidad se limitaba al rechazo de productos defectuosos, lo que generaba altos costos y la responsabilidad solo era
atribuida al departamento de inspección y calidad. Con el tiempo sufrió una evolución importante pasando de una simple idea de verificación de calidad, a tratar de generar calidad desde los orígenes, asegurando la calidad en el proceso de producción para no originar productos defectuosos (Cuatrecasas, 2005). Actualmente la calidad es considerada como uno de los pilares de las estrategias globales de la empresa. Es un modo de gestión que permite la reducción de costos y al aumento de beneficios integrando a todos los departamentos de la empresa.
La definición del término calidad está arraigada hacia la perspectiva a la cual se esté enfocando. Esta definición es diferente si se encuentra basado en el producto, en el usuario o en el sistema: (Sangüesa Sánchez, Mateo Dueñas, & Ilzarbe Izquierdo, 2006)
Definición basada en el producto: La calidad se considera una característica medible. Las diferencias de calidad significan diferencias en la cantidad de una característica que posee el producto.
Definición basada en el usuario: Se asume que los compradores individuales tienen gustos diferentes, que los productos que mejor satisfacen sus necesidades son los que consideran como
productos de más calidad. Esto hace de la calidad una característica altamente subjetiva. Definición basada en el sistema: La calidad se soporta en una estructura organizativa, asignación de responsabilidades y recursos necesarios, para poder alcanzar objetivos por medio de los procesos y procedimientos adecuados.
Para evitar esta diversidad de definiciones, se han implementado significados que abarquen todos
los enfoques con el fin de generalizar y aumentar su aplicabilidad. Un ejemplo es la definición contemplada por Orozco (1980), donde argumenta que la calidad está definida como el grado en que un producto cumple el propósito para el cual ha sido diseñado y satisface a la vez la necesidad de un consumidor específico al mejor precio posible.
4
La Norma ISO: 9000, ofrece una definición que abarca todos los aspectos mencionados anteriormente y por tanto es mas aplicable en las organizaciones, ya que su función radica
principalmente en describir los fundamentos de la gestión de calidad especificando su terminología:
Calidad: Grado en el que un conjunto de características inherentes cumple con los requisitos. (Sangüesa Sánchez, Mateo Dueñas, & Ilzarbe Izquierdo, 2006)
Requisito: necesidad o expectativa establecida que es habitual para la organización, sus clientes y otras partes interesadas. (ISO 9000, Apartado 3.1.2)
El conjunto de normas ISO 9000, estándar de normas de calidad tanto nacional como internacional, surge como respuesta a una necesidad expresada en los mercados. Contar con una normatividad que tenga validez internacionalmente y ayude a la implementación y desarrollo de
sistemas de calidad se ha convertido en parte vital para la continuidad y competividad de las empresas en el mercado.
3.1.2 ESTANDARIZACIÓN
La estandarización contribuye a que el diseño, producción y la oferta de productos y servicios sea más eficiente y segura. La estandarización provee una referencia.
Estandarización de datos: Implica definir la manera correcta de tomar los datos, asegurar que los instrumentos de medición y prueba sean adecuados, para poder especificar correctamente criterios que ayuden a que los formatos de recolección de datos sean los adecuados para mejorar el registro y control en los procesos. (Gutierrez H. , 2006)
3.1.3 CONTROL DE CALIDAD
Las actividades que tienen que ver con el control de la calidad son muchas, ya que van desde el planteamiento de la idea, hasta cuando el producto llega a manos del cliente. Realizar actividades recurrentes para incrementar la habilidad para cumplir con requerimientos, es decir, implementar la mejora continua en las características de calidad es el objeto principal del control de calidad.
El control de la calidad evalúa el comportamiento real de la calidad, comparando los resultados obtenidos con los objetivos propuestos. Son cuatro las tareas fundamentales a cumplir por el control de calidad en los procesos (Orozco, 1980):
Control del diseño: Se incluye el análisis de la función del producto, el medio ambiente y su uso
final. Clasifican las características, establecen y normalizan los niveles. En este control se hace uso de diferentes técnicas estadísticas.
5
Control de los materiales: Los materiales deben cumplir con los requisitos de calidad exigidos por la empresa. Del control de los materiales depende la calidad final que se le ofrece al cliente, su
manejo y almacenamiento tienen que ser adecuados para evitar el deterioro o perdidas de las propiedades del material. Las técnicas utilizadas incluyen la capacidad de los vendedores, las
especificaciones, y la inspección total o parcial de éstos.
Control del proceso: Hace referencia al control que se ejerce en el lugar de elaboración, desde la
primera operación al aplicar el material hasta que va a ser utilizado por el usuario. La disconformidad con las especificaciones pueden ser conseguidas evitando que se fabriquen
productos defectuosos. Las técnicas utilizadas son: procesos de muestreo, técnicas de gráficas de control, control de herramientas, información de calidad, instrucciones y adiestramiento de operarios, análisis de costo de calidad y técnicos de servicio.
Estudios especiales del proceso: Investiga las causas especiales de los defectos que se presentan y determina la posibilidad de mejorar las características de calidad del producto. Las técnicas usadas consisten en la aplicación de métodos de normalización.
En el control de calidad la inspección es el medio por el cual se detecta la no calidad y se asegura la calidad.
Inspección: Actividad de examinar el producto, sus componentes, sub ensambles o materiales de
que está elaborado, para determinar si cumple con las especificaciones del diseño. (Caicedo, 2008)
La inspección puede ser de dos tipos:
Inspección por variables, donde se miden las características de calidad usando un instrumento de medición apropiado.
Inspección por atributos, donde se inspecciona el producto o la parte de éste para ver si cumple o
no con el estándar de calidad aceptada.
Se deben determinar características importantes para enfocar la inspección en éstas.
3.1.4 CONTROL ESTADÍSTICO
Mide la variabilidad a la que está expuesto el proceso productivo: causas asignables (esporádicas) y causas comunes (aleatorias).
Causas asignables: Afectan de forma específica una máquina, operario, entre otras. Suelen aparecer con poca frecuencia y de forma no previsible y tienen grandes efectos. Son normalmente
fáciles de identificar y eliminar.
6
Causas comunes: Son parte permanente del proceso, afectan a todo el conjunto como tal. Estas causas suelen aparecer con mucha frecuencia pero producen poca variabilidad en el proceso.
Admiten una representación estadística porque son estables. El proceso se encuentra bajo control, cuando sólo actúa un sistema estable de causas de
variabilidad; es decir, sólo le afectan causas aleatorias o comunes.
El control estadístico detecta variables originadas por causas asignables. Para esto, se debe realizas un seguimiento continuo, especificando los aspectos de los procesos q se van a corregir.
Esto se halla en problemas donde cuya solución arroje los mayores beneficios.
Las herramientas de calidad tienen una particular utilidad en el control estadístico de proceso. Las que tienen mayor aplicabilidad para el análisis estadístico son: la hoja de recogida de datos, el diagrama de Pareto y las gráficas de control. Cada una de estas tres herramientas aporta de manera diferente al correcto control de procesos:
3.1.5 HOJA DE RECOGIDA DE DATOS
Formato construido para recolectar datos, de forma que su registro sea sistemático, sencillo y se
pueda analizar fácilmente. Describe el desempeño de un proceso, clasifica fallas, quejas o defectos detectados y verifica las operaciones. Su finalidad es fortalecer la medición del desempeño de los
procesos y recolectar de manera adecuada los datos. (Gutierrez H. , 2006, págs. 172,173)
3.1.6 DIAGRAMA DE PARETO
Grafico de barras que ayuda a identificar prioridades y causas que contribuyen a la problemática
global de un proceso. Ayuda a localizar los problemas vitales y sus causas más importantes. Se deben establecer prioridades donde se tenga mayor impacto.
La aplicabilidad y el beneficio de este diagrama está respaldada por el llamado principio de Pareto, conocido como “Ley 80‐20”, el cual reconoce que unos pocos elementos (20%), generan la mayor
parte del efecto (80%), y el resto de los elementos generan muy poco del efecto total. (Gutierrez H. , 2006, pág. 162)
3.1.7 GRÁFICA DE CONTROL
Herramienta que ayuda a observar y analizar con datos estadísticos la variabilidad y el
comportamiento de un proceso a través del tiempo. Existen dos tipos generales de cartas de control: para variables y para atributos. Las cartas de control para variables se aplican a
características de calidad de tipo continuo, que intuitivamente son aquellas que requieren de un instrumento de medición. Las cartas de control para atributos se usan cuando existen
7
características de calidad que no pueden ser medidas con un instrumento de medición en una escala continua o al menos en una escala numérica. En estos casos, el producto o proceso se juzga
como conforme o no conforme. (Gutierrez H. , 2006, pág. 211)
3 .2 CONCEPTOS CLAVES RELAC IONADOS CON EL PROCESO PRODUCTIVO
3.2.1 TINTAS
La tinta es un líquido que contiene varios pigmentos cuya función es dar el color y son utilizados para la creación de imágenes y textos. Existen varios tipos de tintas, dependiendo de la utilización que se le dé. Las tintas usadas para impresión flexográfica contienen las siguientes líneas
principalmente (AZOR S.R.L):
Tintas flexográficas a base de alcohol, contiene las líneas azoflex y aniflex. Las primeras son ideales para la impresión de papeles sulfitos ya que optimizan el brillo del sustrato; las segundas son utilizadas para papeles que requieran alta definición de color.
Tintas flexográficas a base de poliamidas, contiene la línea polyflex la cual es utilizada para la impresión de materiales como polietileno y polipropileno.
3.2.2 IMPRESIÓN FLEXOGRÁFICA
La impresión flexográfica se utiliza para la reproducción de imágenes sobre sustratos plásticos,
papel cartón y aluminio. La aplicación de tintas se realiza sobre una plancha con una imagen en relieve hecha de caucho flexible conocida como fotopolímero, el cual sirve como instrumento de
transferencia de la tinta hacia el sustrato de impresión e imprime directamente en una bobina de soporte. (Novaflex, 2008).Este tipo de impresión permite imprimir sobre superficies irregulares, como cartón ondulado entre otros.
Características importantes de la tinta para obtener una buena impresión:
Contar con una buena molienda y una buena pigmentación, es una característica indispensable para obtener una buena calidad en la impresión. Esto es importante para evitar problemas como la ausencia de brillo, defectos de detalles en impresión, menor intensidad del color, variaciones de viscosidad, entre otros. No controlar la molienda conlleva a otros defectos que no son detectados fácilmente: mayor desgaste de partes de la maquina. Entre ellas se encuentra el cilindro anilox,
sistemas de recirculación, y clises. (Belcar S.A, 1954)
8
3.2.3 VISCOSIDAD
La viscosidad define algunas características de impresión como la transferencia de tinta, intensidad y calidad. Es recomendable dejar re circular la tinta antes de comenzar la impresión, puesto a que puede presentar tixotropía, un fenómeno que hace que algunas tintas cuando están en reposo cuenten con una viscosidad mayor que cuando están en movimiento. Ajustar la
viscosidad a una condición de trabajo adecuada, permite tener una carga constante de sólidos de tinta como los pigmentos, las resinas y aditivos. Generalmente se mide con una Copa Zahn n°2. (Belcar S.A, 1954)
3.2.4 SOLVENTES
Es el mayor componente de las tintas por tanto es uno de los que más afecta su desempeño. Entre
sus funciones se encuentran las de proveer fluidez a la tinta, manejar los tiempos de secado en máquina por la evaporación que presenta, controlar la viscosidad, dispersar la resina y demás componentes y en algunos casos proveer adherencia a la tinta. Los solventes afectan la solubilidad, el secado, brillo, color, el desempeño en prensa, la estabilidad, el almacenamiento, transporte y manejo. (Indupol Ltda, 2008)
3 .3 DESCRIPCION EMPRESA
3.3.1 HISTORIA
Indupol LTDA es una empresa industrial constituida en el año de 1977, cuyo objeto inicial era la producción de bolsas y rollos en polietileno de baja densidad sin impresión, pero luego de cinco años decidió ampliar su mercado adquiriendo la primera máquina impresora flexográfica de cuatro tintas.
En el año de 1991 se hizo necesaria la ampliación de la planta y la línea de productos gracias a la aceptación y buen posicionamiento en el mercado que tenían. La empresa puso en funcionamiento la primera impresora flexográfica de tambor central y la línea de extrusión de película de polietileno de alta densidad, lo cual duplicó la capacidad de impresión con un
importante mejoramiento en la calidad. Adicionalmente se adquirieron nuevos equipos para las secciones de sellado y refilado. En 1996 se amplió la línea de productos adicionando la película coextruida de tres capas, la impresión de polipropileno y el pre corte para bolsas. Actualmente la empresa se dedica a la fabricación de empaques flexibles en diversos materiales de empaque, elaborados en diferentes resinas plásticas que responden a las necesidades de cada uno de sus clientes.
9
3.3.2 DIRECCIONAMIENTO ESTRATÉGICO
Definir y dar a conocer el objeto y el direccionamiento que la empresa ha buscado entregar a sus clientes desde su creación, ha sido vital en todo momento, por lo que desde los primeros años han tenido claro los enunciados estratégicos que toda empresa necesita:
Misión
Producir y comercializar empaques plásticos flexibles impresos en policromía, con el fin de satisfacer las necesidades específicas de los clientes nacionales e internacionales,
garantizando mutuo beneficio y crecimiento sostenido que les asegure la permanencia en el mercado.
Visión
INDUPOL LTDA, Trabaja diariamente para ser una de las empresas líderes en el mercado de empaques plásticos flexibles y altamente competitiva a nivel nacional e internacional. El gran reto será ampliar la participación en la industria flexográfica anualmente y permanecer en el mercado brindando a todos sus clientes calidad, eficiencia y rentabilidad.
3.3.3 LÍNEA DE PRODUCTOS
La línea de productos de Indupol LTDA, está clasificada de acuerdo al tipo de material utilizado para la fabricación de los empaques plásticos.
El tipo de material, sus propiedades y aplicaciones están definidos en la tabla que se puede encontrar en el anexo 1.
3.3.4 CLIENTES Y COMPETENCIA
Dado al amplio mercado que tiene Indupol, cuenta con aproximadamente 83 clientes, a los cuales no solo les presta servicio para un producto, sino que a la mayoría les ofrece servicio hasta para 10 referencias diferentes, esto dependiendo de qué tipo de cliente sea.
Los clientes más representativos son: Colpapel, Scott, Bimbo, Pimpollo, Masapan, Ramo, Carulla, Kellogs y 3M.
En cuanto a la competencia , Indupol se encuentra bien posicionada en el mercado, tiene competidores que se encuentran a su mismo nivel en cuanto a tecnología, proceso productivo y
línea de productos.
10
Los principales competidores son: Darplas, Plásticos Calidad, Dorfan, Plastilene, Gilpa , Flexospring y Coldeplast. Cada uno de estos competidores tienen su lugar en el mercado, y a pesar que
manejan en ocasiones mismos clientes, la especialidad es diferente, por tanto es muy difícil determinar en qué posición se encuentra Indupol.
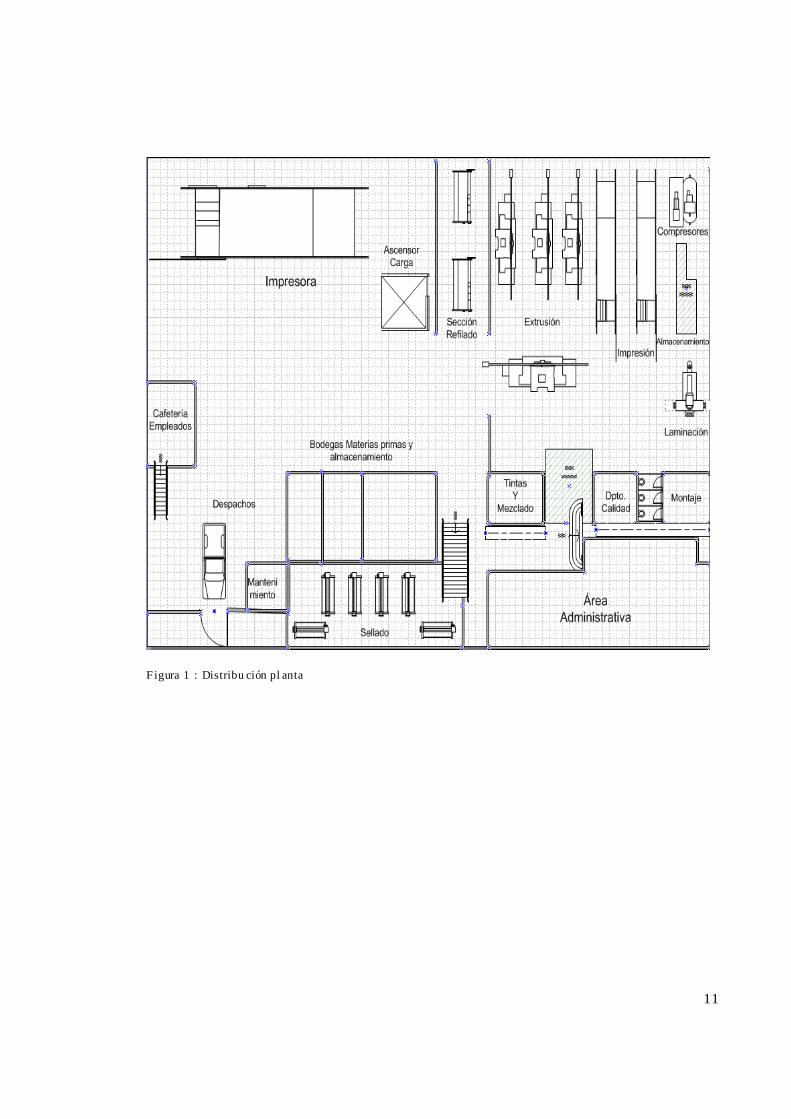
3.3.5 DISTRIBUCIÓN DE PLANTA
La planta cuenta con 1400 m2 de los cuales 400 m2 corresponde al área administrativa, y el restante al área de producción, almacenamiento y despacho.
La empresa está constituida por 96 trabajadores, de los cuales 16 se encuentran en el área administrativa divididos en: las áreas de gerencia, contabilidad, diseño y recursos humanos. Los 80 operarios restantes, trabajan en la planta divididos en las áreas de calidad, despachos,
mantenimiento, montaje, coextrusión, impresión, laminación, refilado y sellado.
Se caracteriza por ser una empresa de producción continua, trabajando las 24 horas del día los 7
días de la semana.
11
F igura 1 : Distribu ción pl anta
12
4 . SISTEMA DE GES TIÓN DE CAL IDAD ACTUAL
Indupol cuenta con una política de mejoramiento continuo la cual le ha permitido alcanzar un alto
nivel de calidad, el cual es reconocido con la fidelidad de sus clientes y soportado con premios a nivel nacional y latinoamericano, como el reconocimiento de Dupont en el Gran Prix Cyrel 2000
con los primeros puestos a la excelencia flexográfica.
Por estar certificados con la norma ISO 9001, la empresa cuenta con todos los requerimientos que
la norma le exige a las organizaciones para certificarse como empresas competitivas, mejorando los aspectos organizativos internos de esta.
4 .1 DIRECCIONAMIENTO ESTRATÉGICO EN SGC
Indupol tiene definido la política y los objetivos de calidad, que son la base de toda organización para identificar su objeto social.
Política de Calidad
Indupol LTDA, suministra empaques plásticos flexibles impresos altamente competitivos, centrando sus esfuerzos en la mejora continua, la racionalización de gastos y la organización en los procesos, materializando oportunidades que garanticen la permanencia en el mercado, siempre encaminados hacia la satisfacción de sus clientes.
Objetivos de calidad
• Contar con materias primas de óptima calidad, para cumplir con las exigencias de calidad, cumplimiento, servicio y precio, manteniendo cantidades mínimas en inventario de las materias primas.
• Tener un personal altamente calificado, basado en una adecuada selección, inducción y capacitación de nuestra gente.
• Contar con una tecnología de avanzada, utilizando métodos de mejoramiento continuo de los procesos productivos.
• Ser una organización rentable, con un compromiso personal y profesional.
13
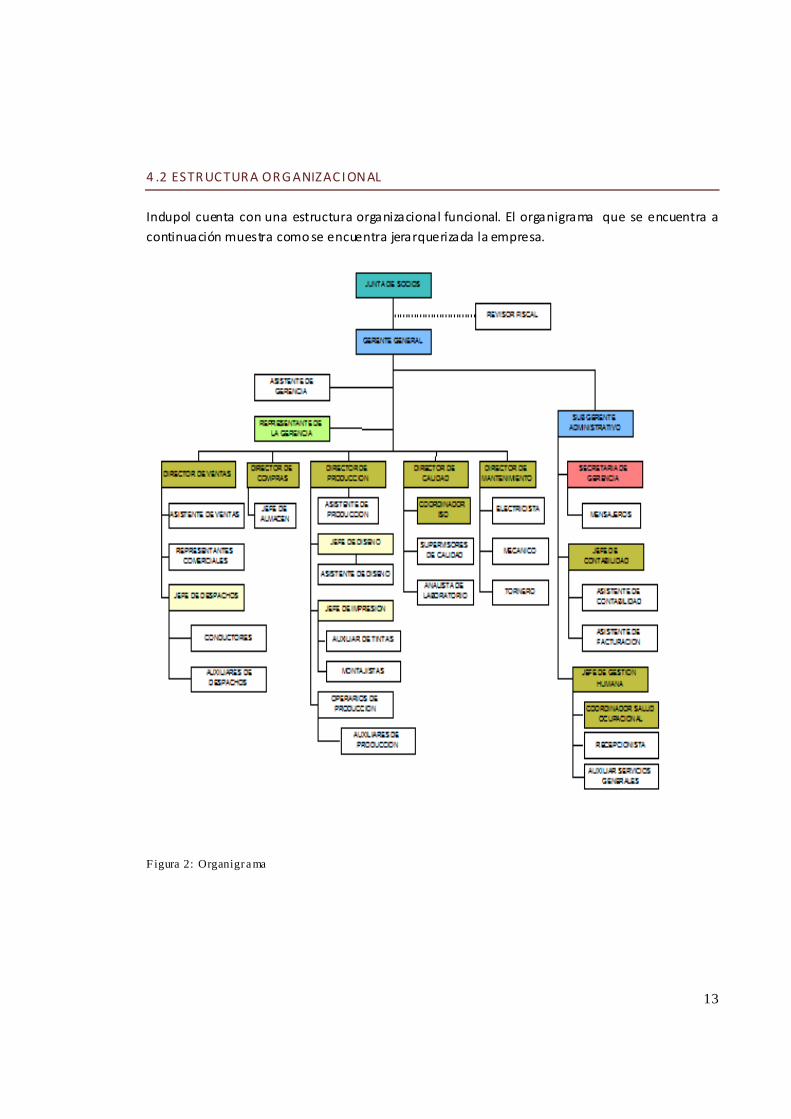
4 .2 ESTRUCTURA ORGANIZAC IONAL
Indupol cuenta con una estructura organizacional funcional. El organigrama que se encuentra a continuación muestra como se encuentra jerarquerizada la empresa.
F igura 2: Organigra ma
14
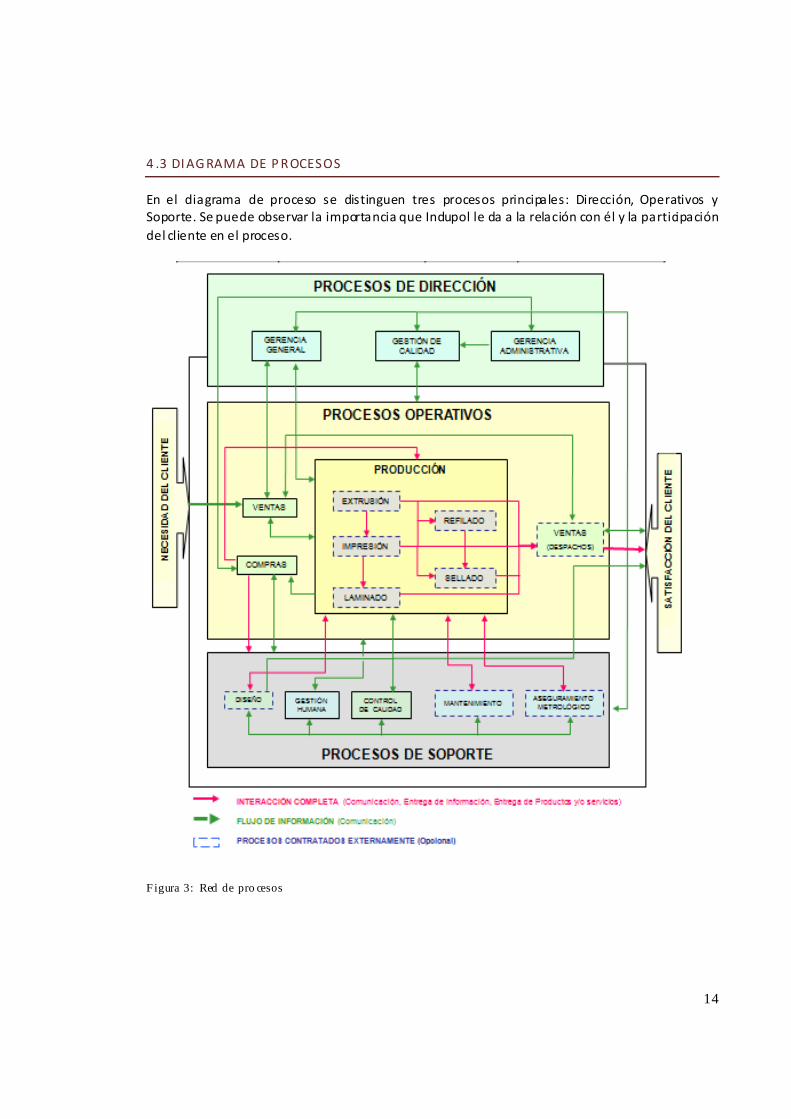
4 .3 DIAGRAMA DE PROCESOS
En el diagrama de proceso se distinguen tres procesos principales: Dirección, Operativos y Soporte. Se puede observar la importancia que Indupol le da a la relación con él y la participación del cliente en el proceso.
F igura 3: Red de pro cesos
15
4 .4 DOCUMENTAC IÓN DE CALIDAD
Indupol cuenta con una serie de documentación de calidad, la cual le permite poseer un buen sistema de gestión de calidad y estar certificada por la ISO 9001:2000.
Dentro de la documentación encontrada, se encuentra una serie de fichas técnicas tanto para el proceso como para las materias primas. La documentación más representativa es la siguiente:
4.4.1 CERTIFICADO DE ANÁLISIS Y CONFORMIDAD
Este certificado sirve para determinar las especificaciones y tolerancias para cada característica de
la referencia que se tenga por cliente. Estas especificaciones son aprobadas por los supervisores y por los clientes, en el momento de acordar la realización del pedido. Las especificaciones que se aprueben, son las que se asignan a las fichas técnicas de cada producto, para cada uno de los procesos en el que se vaya a trabajar, hasta la obtención del empaque final.
F igura 4 . C erti fic ado d e an álisis y confo rmid ad en Indupol
16
4.4.2 CERTIFICADOS Y FICHAS TÉCNICAS PARA MATERIAS PRIMAS
Las materias primas a las que se les lleva control básicamente son a las que necesitan algún procesamiento especial por ser químicas. Entre estas se encuentran: tintas, solventes, resinas y películas.
Certificado de análisis de tintas y solventes que cuenta con:
− Licencia ambiental, con información de la empresa solicitante, de los materiales y de los procesos.
− Registro de conformidad, con propiedades, medidas, estándares, unidad y método. Esto se realiza más que todo para los polietilenos con tintas.
− Análisis de laboratorio, con especificaciones técnicas y cualitativas.
− Certificado de análisis de tintas, con pruebas de color que se realizan con un espectrofotodensitometro, el cual arroja un resultado de cuan desfasado se encuentra el
color. Este resultado se anota en una tabla junto con el resultado esperado.
Cada tinta, solvente, resina y película, cuenta con fichas técnicas, las cuales cuentan con
identificación, descripción, uso y especificaciones. Contiene también regulaciones de empaques, almacenamiento y transporte, además de las instrucciones de manejo y seguridad. Se cuenta también con una lista maestra de materias primas con su respectivo fabricante, distribuidor y referencias.
F igura 5 . Fi cha té cnica de mate rias p rimas
17
4.4.3 DOCUMENTACIÓN DE CONTROL Y SEGUIMIENTO
El manejo de esta documentación está a cargo del jefe de calidad, quien es el responsable directo de cómo se lleva el control y corrección de los problemas presentados. Se encuentra dividido en:
‐Quejas y Reclamos
En las quejas y reclamos se almacena la información acerca de reclamaciones, rechazos y devoluciones parciales que realizan los distintos clientes. Tienen un archivo de la cantidad de
quejas y reclamos que se reportan mes a mes, con las observaciones respectivas. El indicador que manejan es el porcentaje de quejas vs despachos.
‐Informe de acciones correctivas y preventivas
Este informe se divide en: fuente, tipo y causa de la no conformidad reportada, acción tomada inmediatamente con su fecha respectiva, la acción correctiva y la acción preventiva a tratar ,el
seguimiento a su implementación y finalmente, el reporte de visita que se realiza al cliente si se justifica.
‐Reproceso y Producto no conforme
Para el reproceso se lleva un reporte de los consolidados mensuales. Este cuenta con la causa del reproceso, la cantidad, el origen del defecto, el área donde ocurrió y el cliente al que pertenece. El indicador manejado es el porcentaje de reproceso vs despachados.
El informe de producto no conforme se realiza mensualmente. Está compuesto por el consolidado total de devoluciones y el consolidado de devoluciones por referencia. Cada uno de estos, cuenta con causas, acciones a seguir y el porcentaje de devolución vs despachos.
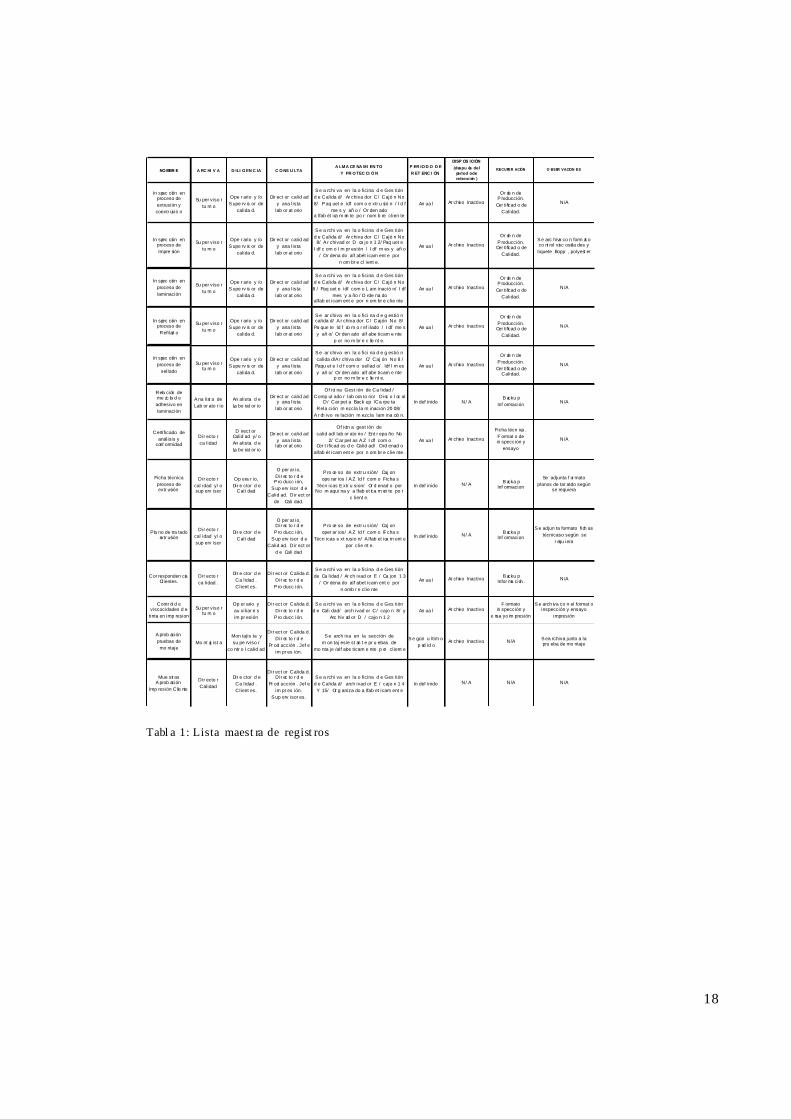
A continuación se muestra una tabla de la lista maestra de registros realizados por el departamento de Calidad en Indupol.
18
NO MBR E A RC HIV A DILIGENC IA C ONS ULTAA LMA CE NA MIENTO
Y PROTEC CIÓN
P ERIODO DE
RET ENC IÓN
DISP OS ICIÓN(despu és del
period o de retención )
RECUPER ACIÓN O BSER VACION ES
In spec ción en proceso de extrusión y coextr usió n
Su perviso r tu rn o
Ope rario y /o Supe rv is or de
calida d.
Direct or calid ad y ana lista lab oratorio
Se a rchi va en la o ficina d e Ges tión d e Calida d/ Archiva dor C/ Cajó n No 8/ P aq uete idf como e xtru sió n / Id f
me s y añ o / Orden ado a lfab ét ica men te po r nomb re clien te
An ua l Ar chivo Inactivo.
Or de n de P roducción. Cer tificad o de
Calidad.
N/A
In spec ción en proceso de Impre sión
Su perviso r tu rn o
Ope rario y /o Supe rv is or de
calida d.
Direct or calid ad y ana lista lab oratorio
Se a rchi va en la o ficina d e Ges tión d e Calida d/ Archiva dor C/ Cajó n No 8/ A rchivad or D ca jo n 1 2/Paq uete
Idf c omo Impresión / Idf mes y añ o / Ordena do alf abét icamente por
n ombre cl ient e.
An ua l Ar chivo Inactivo.
Or de n de P roducción. Cer tificad o de
Calidad.
S e arc hiva co n form at o co nt rol visc osida des y tiquete Bopp , polyest er
In spec ción en proceso de laminación
Su perviso r tu rn o
Ope rario y /o Supe rv is or de
calida d.
Direct or calid ad y ana lista lab oratorio
Se a rchi va en la o ficina d e Ges tión d e Calida d/ Archiva dor C/ Cajó n No 8 / Paq uete idf como L aminació n/ Idf
mes y a ño / O rde na do alfab et icamente por n ombre clie nte .
An ua l Ar chivo Inactivo.
Or de n de P roducción. Cer tificad o de
Calidad.
N/A
In spec ción en proceso de Refilad o
Su perviso r tu rn o
Ope rario y /o Supe rv is or de
calida d.
Direct or calid ad y ana lista lab oratorio
Se archiva en la o fici na d e g estió n calida d/ Archiva dor C/ Cajón No 8/ Pa que te Id f co mo ref ilado / Idf me s y añ o/ Orden ado alf abe ticame nte
p or no mbre c lie nt e.
An ua l Ar chivo Inactivo.
Or de n de P roducción. Cer tificad o de
Calidad.
N/A
In spec ción en proceso de
selladoSu perviso r
tu rn o
Ope rario y /o Supe rv is or de
calida d.
Direct or calid ad y ana lista lab oratorio
Se archiva en la o fici na d e g estió n calida d/Archiva dor C/ Caj ón No 8 / Paqu ete Id f como sellad o/ Idf l mes y añ o/ Orden ado alf abe ticame nte
p or no mbre c lie nt e.
An ua l Ar chivo Inactivo.
Or de n de P roducción. Cer tificad o de
Calidad.
N/A
Rela ción de me zc la d e adhesivo en laminación
Ana list a de Lab orato r io
An alista d e La bo rator io
Direct or calid ad y ana lista lab oratorio
Of ici na Gest ión de Ca lidad / Comp utado r lab ora to rio/ Disc o l oc al
D/ Carpeta Back up /Ca rpe ta Rela ción mezcla la minación 20 08/
Arch ivo re lación mezcla lamina ció n.
In def inido N/ AB acku p
Inf ormación N/A
Certificado de análisis y
conf ormidadDirecto r ca lidad
D irect or Calid ad y/o An alista d e La bo rator io
Direct or calid ad y ana lista lab oratorio
Of icin a gest ión de calid ad/lab orato rio / Ent repa ño No
2/ Carpetas AZ Idf como Cert ificad os d e Calid ad/ Ord enad o
alfab ét icamente por n ombre clie nte .
An ua l Ar chivo Inactivo.
Ficha técn ica . F ormat o de in spección y
ensayo
N/A
Ficha técnica proceso de extr usión
Directo r cal idad y/o sup erv isor
Op era r io, Dire ctor d e
Cali dad
O perar io, Direc to r d e P ro ducc ión,
Sup erv isor d e Calid ad. Direct or
de Cali dad.
P ro ce so de extru sión/ Caj on ope rar ios / AZ Id f como Ficha s
Técn icas E xtru sion/ Ord enad o por No maqui na y a lfab et ica men te po r
c lient e.
In def inido N/ A B acka pInf ormacion
Se adjunta f or mato planos de tar atdo según
se requiera
P la no de tra tado extr usión
Directo r cal idad y/o sup erv isor
Dire ctor d e Cali dad
O perar io, Direc to r d e P ro ducc ión,
Sup erv isor d e Calid ad. Direct or
d e Cali dad
P ro ce so de extru sión/ Caj on operar ios/ AZ Id f como Fi cha s
Técn icas e xt rusio n/ A lfab et ica mente por clie nt e.
In def inido N/ A B acka p Inf ormacion
S e adjun ta formato fich as técnicaso según se
r equ iera
Cor responden cia Clientes.
Directo r ca lidad .
Dire ctor d e Ca lidad . C lientes.
Direct or Calida d. Direc to r d e P ro ducc ión.
Se a rchi va en la o ficina d e Ges tión de Ca lidad / Arch ivad or E / Ca jon 1 3
/ Ordena do alf abet icamente por n omb re clie nte
An ua l Ar chivo Inactivo. B acku p Infor ma ción . N/A
Contr ol d e viscocidades d e tinta en imp resion
Su perviso r tu rn o
Op erario y au xiliare s impresión
Direct or Calida d. Direc to r d e P ro ducc ión.
Se a rchi va en la o ficina d e Ges tión d e Cali dad/ arch ivad or C/ cajo n 8/ y
Arc hiv ad or D / cajo n 1 2An ua l Ar chivo Inactivo.
F ormato in spección y
e nsa yo im presión
S e arch iva co n el format o inspección y ensayo
impresión
A prob ación pruebas de mo ntaje
Mo ntaj ist aMon tajis ta y su pe rviso r
co ntro l calid ad
Direct or Calida d. Direc to r d e
Prod ucción . Jef e impres ión.
Se arch iva en la sección de mon taj es/e st an te pru ebas de
mo nta je /alf abe ticame nte p or client e
Se gún u ltimo p ed id o
Ar chivo Inactivo. N/A S e a rchiva junto a la pru eba de mo ntaje
Mue str as A prob ación
Imp resión Clie nte
Directo r Calidad
Dire ctor d e Ca lidad . C lientes.
Direct or Calida d. Direc to r d e
Prod ucción . Jef e impres ión.
Sup erv isores.
Se a rchi va en la o ficina d e Ges tión d e Calida d/ arch ivad or E / cajo n 1 4 Y 15/ Org aniza do a lfab et icamente
In def inido N/ A N/A N/A
Tabl a 1: Lista maest ra de regist ros
19
5 . DIAGNÓSTICO ES TADO DEL SGC EN EL PROCE SO PR ODUCTIVO
Actualmente Indupol cuenta con la documentación básica requerida para cada producto y proceso como lo son las fichas técnicas y las ordenes de producción. Los operarios llevan un
control escrito en las fichas técnicas, donde aproximadamente cada 30 minutos, registran los datos del producto en el que se encuentran trabajando. Los supervisores de calidad aprueban el
pedido una vez esté terminado y lo registran de igual manera en la ficha técnica.
Además del control escrito que se realiza en los procesos, la percepción visual es bastante
trascendental a la hora de aprobar un pedido. Esta actividad se realiza constantemente durante y al final de cada proceso y su objetividad se basa en la experiencia adquirida por los trabajadores de la fábrica en el sector de plásticos.
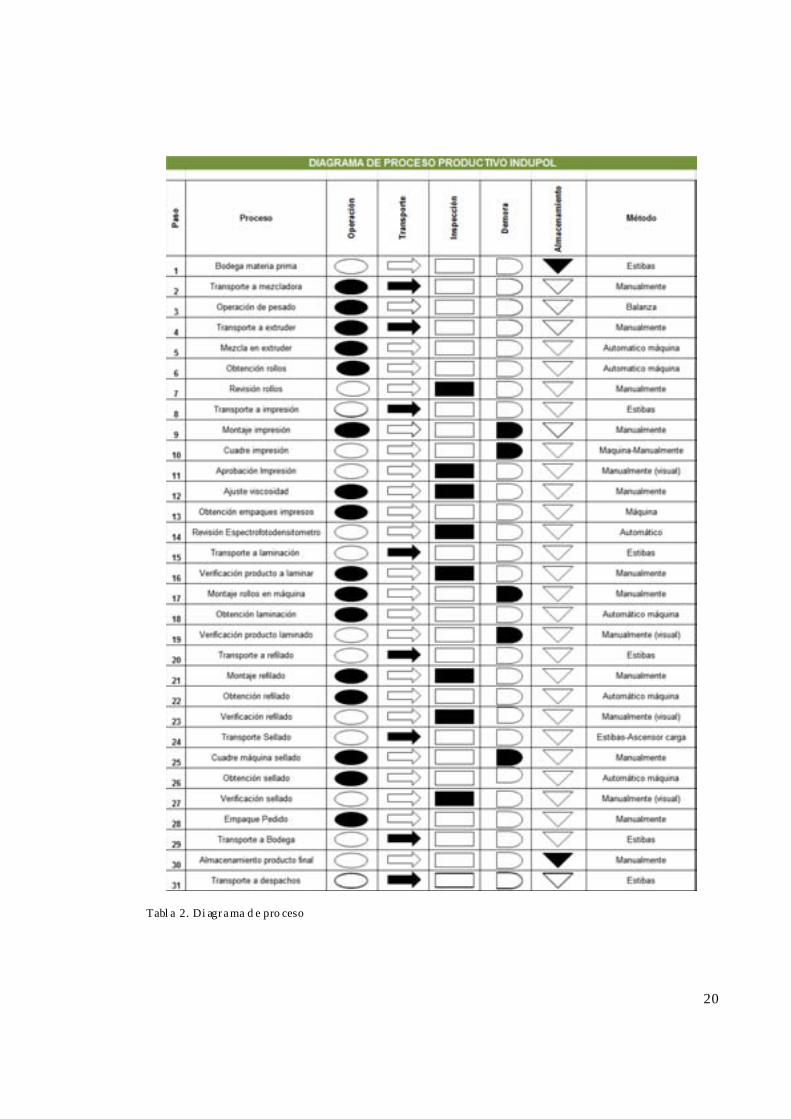
A continuación se muestra el diagrama del proceso productivo de Indupol, con las respectivas verificaciones de control de calidad que se realizan durante la producción de los empaques plásticos:
20
Tabl a 2. Di agra ma d e pro ceso
21
Realizando un análisis enfocado principalmente en la observación de campo junto con la contribución de supervisores y operarios, se presentan las siguientes observaciones referentes al
control de calidad que se realiza actualmente en los procesos:
1. En ocasiones el control que se lleva no es suficiente para algunos procesos en particular. Esto debido a que tienen un gran número de variables, las cuales no siempre son fáciles de medir y controlar.
2. No se toman las acciones correctivas adecuadas. Solo se realiza cuando son realmente urgentes y requieren de cambio inmediato, pero si son fallas que se pueden aplazar, así se hace. Esto es un problema ya que lleva a que se presenten los mismos errores una y otra vez. En ocasiones porque los supervisores no creen que sean prioritarios para enmendarlos, o los operarios no reportan la falla para hacer la corrección respectiva, no solo para realizar bien el trabajo sino para que en turnos diferentes, los operarios a cargo no pasen por lo mismo.
3. En el proceso de impresión se presentan los mayores cuellos de botella, esto por varias razones:
el tiempo de proceso es muy largo, respecto al proceso anterior que es extrusión, entonces se presenta una acumulación del material que sale de este proceso, sumado a que dentro del proceso se presentan fallas como descuadre de tintas, de papel, falta de mantenimiento de maquinas, entre otros.
4. El porcentaje de desperdicio es mayor a lo esperado. Este desperdicio es acumulable proceso a proceso, lo que lleva no solo a tener una alta pérdida de material, sino eleva los costos tanto de obtención de materia prima como de residuos finales.
5. La falta de concientización de los operarios con el proceso y con la empresa es quizá, uno de los factores más relevantes para la continua presencia de fallas y retrocesos en los pedidos. Los
operarios no hacen las cosas como se indican, no registran los errores encontrados o muchas veces ni ellos mismos los encuentran. Esto lleva a que muchos de los problemas que se presenten
en los procesos sean por el mismo descuido de los operarios. Aunque el gerente y los supervisores son conscientes de esto, no se ha tomado medidas drásticas para corregir la situación, lo que lleva
a que no dejen de presentarse.
5 .1 PRIORIZAC IÓN E IDENTIFICACIÓN DEL PROBLEMA A TRATAR
Debido a las limitaciones de personal, tiempo y dinero es necesario asignar prioridades a los problemas que se presentan continuamente en las empresas. Para asignar esas prioridades, es importante identificar que problemas son los que están teniendo más relevancia no solo por su
gravedad sino también por su repetividad.
Solucionar un problema es mejorar los resultados deficientes que se presenten hasta lograr un
nivel razonable (Kume, 1994, pág. 198). Para esto, se debe realizar una investigación desde el
22
punto de vista de los hechos y así se pueda identificar las causas de esos problemas, que muchas veces no son más que subproblemas.
La investigación que se realizó fue la de observar y analizar la forma en que se está llevando el proceso, complementándolo al conocer el punto de vista de los diversos agentes que se encuentran constantemente dentro de la planta como los son: supervisores, operarios y auxiliares.
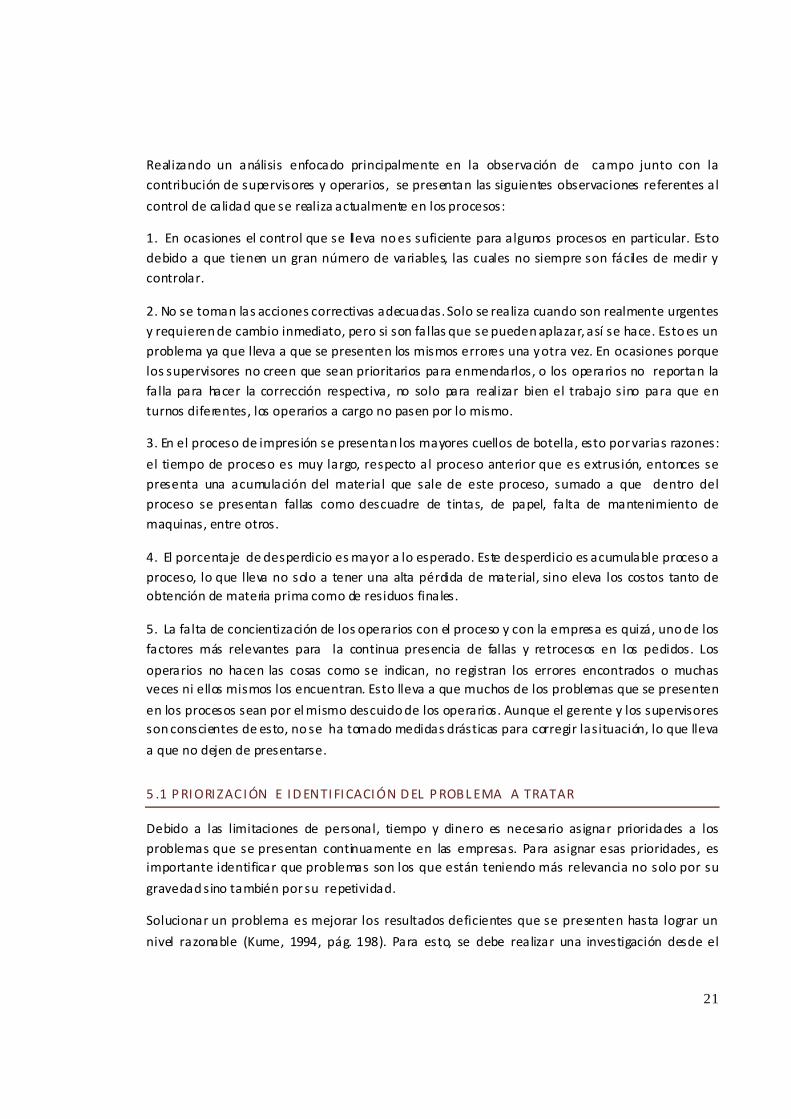
En primer lugar, se procedió a realizar un diagrama de Pareto con los problemas principales encontrados en la planta. La identificación de éstos, se hizo tras una observación. Para esto, se le pregunto a diferentes operarios y supervisores, la frecuencia con la que ocurrían estos en el proceso productivo en general, para así obtener el problema que representa el mayor porcentaje en la planta.
Con la ayuda del Quality Toolbox de ASQ” (American Society of Quality, 1991), se realizaron los diagramas de Pareto a continuación. Los datos se encuentran en el anexo 1, para la obtención de
éstos, se realizaron encuestas a los diferentes agentes, con la frecuencia en que cada uno de los problemas planteados se presentaba.
F igura 6: Diag ra ma Pa reto probl e mas en el p roceso p roductivo
23
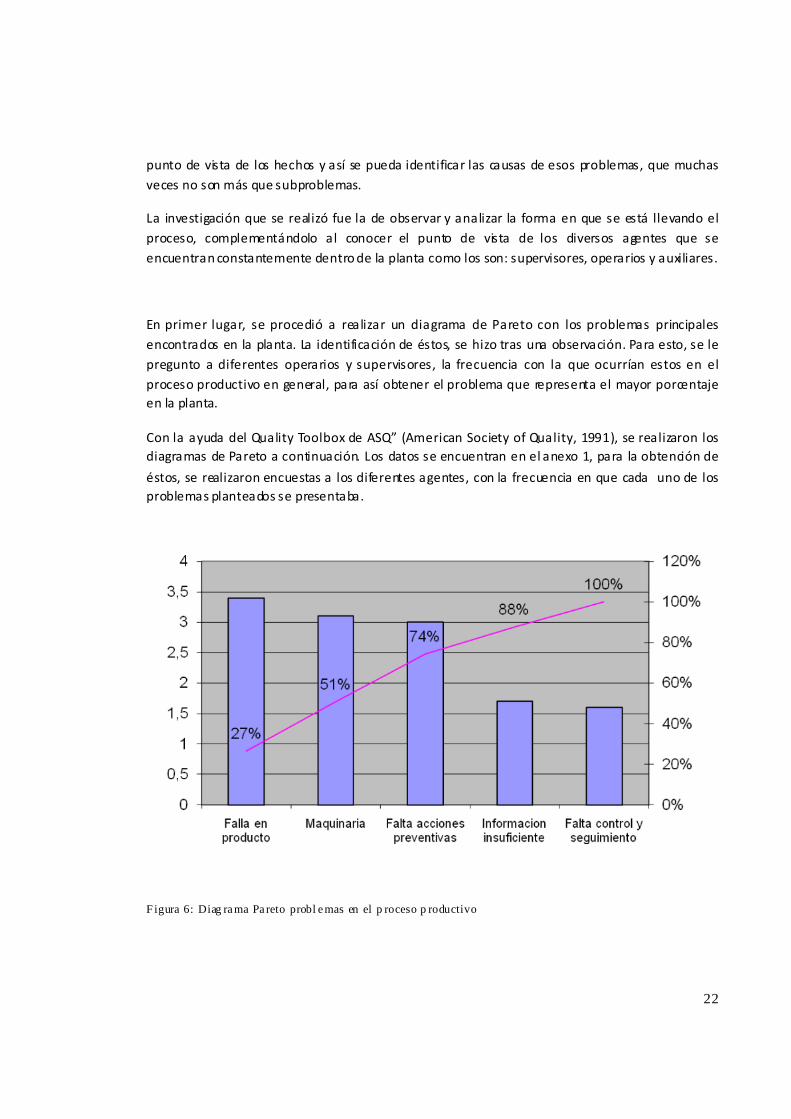
El problema que más tuvo relevancia en el proceso en general fue la falla de procesos anteriores y por esto se tuvo la necesidad de realizar otro Diagrama de Pareto donde se identificara el proceso
en el que se presentaban fallas más frecuentemente.
F igura 7: Diag ra ma Pa reto proceso con más fallas
El proceso que más presento fallas fue el de impresión, considerado como el proceso clave para la
producción de empaques plásticos.
Este proceso actualmente presenta varios problemas que retrasan la entrega de pedidos, ya sea
por problemas con maquinas, materiales, o demás procesos. Se procedió a realizar otro diagrama de Pareto donde se identificara el problema principal del proceso de impresión.
24
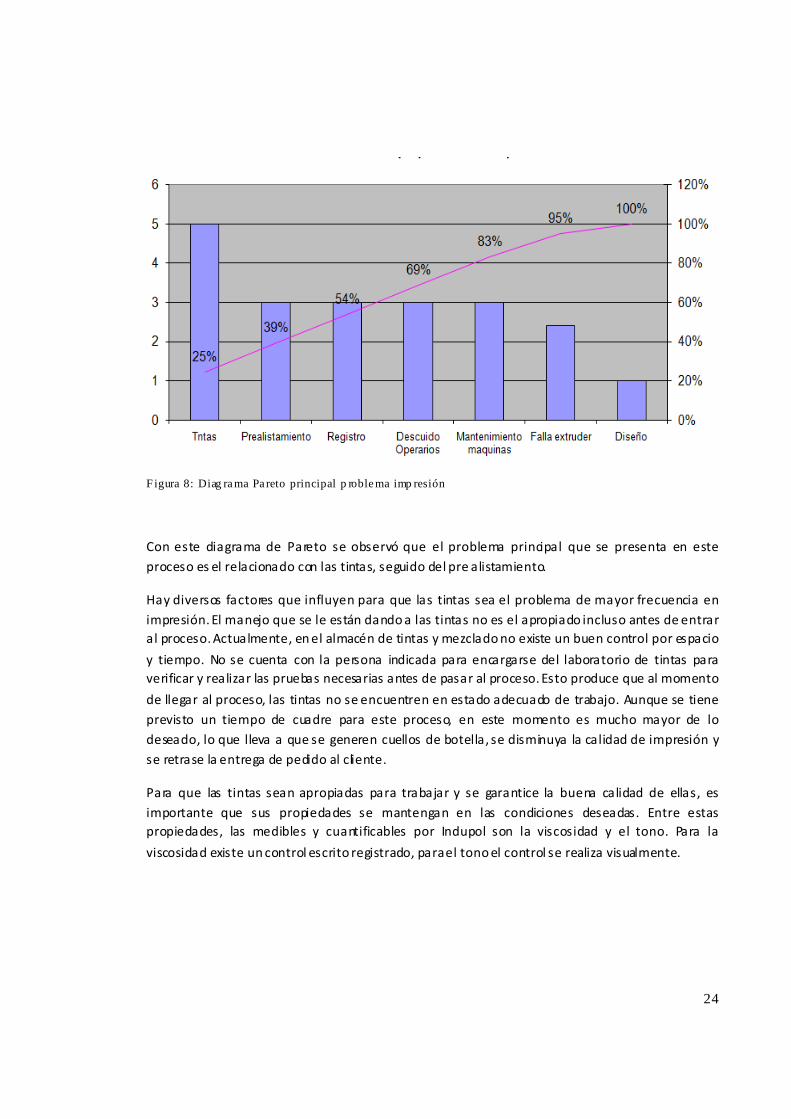
F igura 8: Diag ra ma Pa reto principal p roble ma imp resión
Con este diagrama de Pareto se observó que el problema principal que se presenta en este proceso es el relacionado con las tintas, seguido del pre alistamiento.
Hay diversos factores que influyen para que las tintas sea el problema de mayor frecuencia en impresión. El manejo que se le están dando a las tintas no es el apropiado incluso antes de entrar al proceso. Actualmente, en el almacén de tintas y mezclado no existe un buen control por espacio
y tiempo. No se cuenta con la persona indicada para encargarse del laboratorio de tintas para verificar y realizar las pruebas necesarias antes de pasar al proceso. Esto produce que al momento
de llegar al proceso, las tintas no se encuentren en estado adecuado de trabajo. Aunque se tiene previsto un tiempo de cuadre para este proceso, en este momento es mucho mayor de lo deseado, lo que lleva a que se generen cuellos de botella, se disminuya la calidad de impresión y se retrase la entrega de pedido al cliente.
Para que las tintas sean apropiadas para trabajar y se garantice la buena calidad de ellas, es importante que sus propiedades se mantengan en las condiciones deseadas. Entre estas propiedades, las medibles y cuantificables por Indupol son la viscosidad y el tono. Para la
viscosidad existe un control escrito registrado, para el tono el control se realiza visualmente.
25
5 .2 CARACTERIZACIÓN PROBLEMA
Realizar la verificación adecuada de tintas sin lugar a duda mejora la calidad del producto, ya que se confirma que las tintas usadas son correctas y si están cumpliendo su funcionalidad, que es la
de ofrecer una buena calidad de impresión. En estos momentos, la empresa no sabe a ciencia cierta cuanto se gasta en tintas y en solventes. A pesar de contar con el espacio en las órdenes de producción, los datos que se llenan no son los verdaderos, ya que no se está realizando un
adecuado seguimiento desde que llega a la empresa hasta que es devuelto a los proveedores.
La toma de viscosidad actualmente presenta tres problemas:
1. La tinta no se filtra antes de entrar a proceso, lo que lleva a que la toma no sea real por la presencia de impurezas o presencia de residuos de otras tintas, debido a la mezcla de utensilios como la llave para abrir los tanques de tintas o la Copa Zahn.
2. El formato de registro de la viscosidad no es el adecuado. Solo cuenta con la hora y la viscosidad tomada, pero no se lleva un registro de los cambios de viscosidad
presentados en una misma toma al agregar el solvente necesario para obtener la viscosidad aprobada. Esto no permite que se lleve un detallado control y se
puedan implementar soluciones en los errores que se presenten.
3. Se presenta un mal manejo de cámaras y bombas en las impresoras ya que no se mantienen cerradas y esto hace que se necesite mayor solvente para ajustar la viscosidad de la tinta, ya que con la temperatura ambiente se evapora. Los costos
por desperdicio de alcohol y tinta pueden llegar a ser muy costosos para la empresa, si no se empiezan a controlar.
5 .3 MEDIDAS A PROPONER
Para conocer las medidas que se van a proponer para el correcto manejo de la viscosidad y solventes, se hace distinción teniendo en cuenta los cinco factores de producción, las 5M:
Máquinas
26
Es importante conocer cuál es el manejo adecuado que se le debe dar a cada componente antes, durante y después de cada trabajo. Para las impresoras 1 y 2, se debe realizar un continuo control
y mantenimiento ya que esto es vital para la calidad en la impresión. Asegurar que los componentes como los rodillos y cámaras se encuentren limpios, evitan que durante la impresión
no se presenten fallas como manchas y grumos tanto en el material como en el color.
Cada color está almacenado en bombas y es importante que estas bombas se mantengan tapadas,
para evitar la contaminación de la tinta y la evaporación rápida de solvente por contacto directo con el ambiente. Las bombas se encuentran conectadas a la maquina por medio de mangueras.
Procurar limpiar las mangueras cuando se realice cambios de color es importante para evitar la contaminación de la tinta y la degradación del color.
Materiales
Contar con equipos como agitador, colador y equipo de barrido en el almacén, es clave para que la tinta cuente con las condiciones apropiadas antes desplazarse a realizar el trabajo.
Adicionalmente, se deben tener los recipientes adecuados para almacenar y trabajar la tinta en maquina, debidamente marcados y a la vista, para asegurar que se trabajen solo con éstos y se dejen de utilizar los recipientes donde viene la tinta original.
En el lugar de trabajo, se deben tener recipientes plásticos con medidas preferiblemente en
gramos, para controlar la cantidad de solvente que se va a utilizar en el ajuste de viscosidad. Estos recipientes se deben encontrar al alcance de los operarios para cada impresora, cerca a los baldes donde se encuentra almacenado el solvente. Adicionalmente, se debe tener al alcance la varilla
marcada por kilo de tinta, para conocer la cantidad de tinta que se encuentra en las bombas, durante cada toma de viscosidad.
Mano de Obra
Es necesario contar con el personal capacitado para realizar el trabajo adecuadamente. El sentirse parte de la empresa es vital para realizar el trabajo responsablemente. Por esto, es importante realizar capacitaciones a los operarios para concientizarlos de la importancia de un correcto uso de
maquinaria, tinta y solvente, fuera de las herramientas que se tienen para llevar un debido control en el trabajo.
El lograr que todos los operarios tengan conocimiento y aptitud para realizar el trabajo
correctamente, va a permitir obtener una mejora tanto en productividad como en calidad, fuera de crear un mejor ambiente de trabajo.
Medio Ambiente
27
La localidad de Puente Aranda donde se encuentra ubicada Indupol, es una zona de alta contaminación, ya que residen aproximadamente 14000 establecimientos dedicados a la
producción de plásticos, textiles, químicos, entre otros. La Secretaria Distrital de Ambiente, decidió crear una estrategia resumida en un plan concreto para mitigar el deterioro ambiental que
se presenta actualmente y se contará con la Zona Piloto de Recuperación Ambiental, la cual tiene como objetivo mejorar la calidad del aire, a través de programas que permitan la reducción de
contaminación y aplicación de medidas de contingencia. (Red de Desarrollo Sostenible de Colombia, 2008)
Aunque este proyecto hasta ahora se encuentra en la primera fase, es importante que Indupol haga parte de este, dándole una gran importancia a la recuperación ambiental, y para eso debe garantizar que se esté minimizando en gran medida la contaminación dentro de la planta. Es por esto, que contar con una buena utilización tanto de materias primas como de la maquinaria, es vital para controlar esto.
Por otro lado, existe un plan de gestión de residuos peligrosos (Alcaldia Mayor de Bogotá, 2006), realizado por La Secretaria Distrital de Ambiente, el cual busca educar a las industrias con el correcto uso de residuos peligrosos como lo son: los residuos impregnados con aceites lubricantes, aceites y solventes usados, entre otros. En el año 2007 se expidió una resolución donde basados en un decreto, se identifico a los grandes, medianos y pequeños generadores de residuos dependiendo de la cantidad de kilogramos que generaban al mes. Es por esto que a partir de Enero del año en curso, la Secretaria Distrital de Ambiente, entró en el proceso de inscribir a todos estos generadores, para integrarlos al plan de seguimiento y control. Según la cantidad de kilos generados por mes, Indupol se encuentra clasificada como mediana ya que genera entre 100 y 1000kg por mes aproximadamente, y en unos meses se le vence el plazo de inscripción en el plan de seguimiento y control, porque de lo contrario se le pueden establecer multas, suspensión de licencia y hasta suspensión del servicio.
Es por esto que es de gran importancia controlar el consumo de tinta y solvente para poder disminuirá gran medida los desperdicios generados por residuos que tienen contacto directo con estos, y por ende aumentar el cuidado ambiental y disminuir costos.
Método
Es necesario crear un método en tintas para obtener un adecuado manejo de éstas. Empezando desde el almacén, es importante contar con las condiciones adecuadas para almacenar y preparar
la tinta.
Dependiendo de la tinta y su tolerancia se debe conocer y controlar la cantidad de solvente que se requiere por cada segundo que se desee ajustar la viscosidad. Esto para reducir los daños en tinta que se presentan, el desperdicio por tinta, solvente y los costos. Es necesario estandarizar las
unidades de medida como la cantidad de tinta en bomba y la cantidad de solvente por segundo,
28
para así garantizar que se está utilizando lo necesario y se puedan disminuir el consumo y los desperdicios.
Es importante mejorar el sistema de medición de la viscosidad ya que llevando un buen control de ésta, se puede garantizar la buena calidad de tinta, mejor uso de máquina y materias primas. Como el objetivo es poder crear una herramienta de control estadístico para medir la viscosidad, se necesita crear indicadores que permitan analizar la variabilidad de la toma real sobre la
esperada.
Actualmente el formato de viscosidad que maneja la empresa, sólo lleva el registro de la viscosidad final esperada en cada toma y la hora en que se realizó cada toma, aproximadamente cada 25‐30 minutos, junto con la viscosidad aprobada anteriormente por los supervisores y el cliente, para la referencia a imprimir. Desafortunadamente, no se lleva el registro de la variación que se obtiene en cada toma y de la cantidad de solvente que se usó para ajustarla. Adicionalmente, Indupol no cuenta con herramientas de control de calidad que le permitan conocer como se encuentra ciertas partes críticas del proceso como lo es la viscosidad. El control de calidad que realizan, se limita a los procesos en general y a lo que la norma ISO 9001:2000 le exige. Por esto es importante, implementar una herramienta de control, para analizar adecuadamente el comportamiento de la viscosidad y su aporte en la calidad del producto final.
Por último lugar, es importante realizar un comparativo del ahorro presentado en costos de materia prima, más específicamente en solvente, para poder observar la disminución de
desperdicio presentada al contar con una correcto manejo en la toma de viscosidad.
29
6 . DESARROLLO
6 .1 ESTANDARIZAC IÓN TOMA DE VISCOSIDAD
Para obtener un correcto manejo en el uso de tintas y solventes, es necesario estandarizar la toma de datos y el uso de la información. Actualmente solo se registra los segundos en que se encuentra la viscosidad, pero no se tiene referencia de la cantidad de tinta procesada para así poder obtener la viscosidad aprobada anteriormente por los supervisores. Conociendo en cuántos segundos varia la viscosidad y la relación solvente a tinta, se puede medir adecuadamente la cantidad de solvente a utilizar para lograr un cambio dado en la viscosidad. La relación Δ viscosidad VS gr solvente/kg tinta, permite asegurar que se está agregando la cantidad mínima requerida necesaria de solvente para ajustar la viscosidad de acuerdo con la cantidad de tinta que se cuente. Esto para optimizar la toma de viscosidad en el proceso, minimizando costos.
Esta estandarización se realiza únicamente para el alcohol, principal solvente utilizado en Indupol, para ajustar la viscosidad. Cabe mencionar que también existe el butíl, pero este solvente es utilizado en pocas ocasiones ya que es altamente volátil y debido a su fuerte olor, puede generar contaminación en tintas y producto. Su función es retardar el secado de las tintas.
6.1.1 DATOS
Los datos utilizados para realizar el respectivo análisis de viscosidad en las tintas fueron recopilados durante el proceso de impresión de ciertos pedidos. Con esto se tiene confianza con la veracidad de la información recopilada.
Los datos correspondientes para la estandarización, se realizaron para dos casos: el primero para
las tramas, conocidas como una composición fragmentada de una imagen en base a pequeños puntos. Esta se realizó para un color específico, el cual fue magenta, pero sirve como referencia
para colores como amarillos, rojos, azules, entre otros. El segundo caso es para las planchas donde se imprime una imagen completa con tinta fluida, es decir el fondo de la imagen. El color comúnmente utilizado y en el que se realizó la estandarización fue en el blanco. En el anexo 1 se encuentra la información de los datos tomados.
TOMA DE DATOS
En principio se presentaron inconvenientes para la toma de datos ya que no se contaba con herramientas que permitieran conocer a ciencia cierta la cantidad de tinta y solvente que se le agregaba a las tintas para el ajuste de viscosidad. Para esto, las medidas tomadas fueron las siguientes: Se fue pesando la cantidad de tinta en un recipiente kilo a kilo marcándolos en una
lámina plana, esto para que en cada toma de viscosidad se supiera la cantidad de tinta que había exactamente en la bomba. Además dado que el recipiente en el que se agrega el alcohol no tiene
unidades de medida, y la cantidad que se agrega de alcohol es “al ojo” del operario, se adecuó un
30
recipiente plástico en el cual se marco como referencia 200g de alcohol, para que el operario llevara el control de cuánto solvente estaba agregando en cada ajuste de viscosidad.
Luego de cuatro pruebas se pudieron obtener datos coherentes con lo que se estaba buscando, aunque el tamaño de muestra es pequeño ya que oscila entre los 10 y 20 datos.
Por otro lado, cabe mencionar que existe un margen de error en esta toma de datos, ya que la toma de viscosidad depende de variables externas, difíciles de seguir y controlar como lo son la temperatura, velocidad de máquina, y manejo de maquina como por ejemplo, si las cámaras o bombas se encuentran abiertas o cerradas, entre otras. Por esto se trabajo únicamente en la impresora 1, ya que sus cámaras son cerradas y la tasa de evaporación del alcohol es menor que en la impresora 2.
Cabe mencionar que de la cantidad de tinta con la que se inicia el rodaje, aproximadamente 3 kg
se quedan dentro de las cámaras y mangueras en la máquina, por lo que se reduce la cantidad de tinta en la bomba, a la que se le mide la viscosidad.
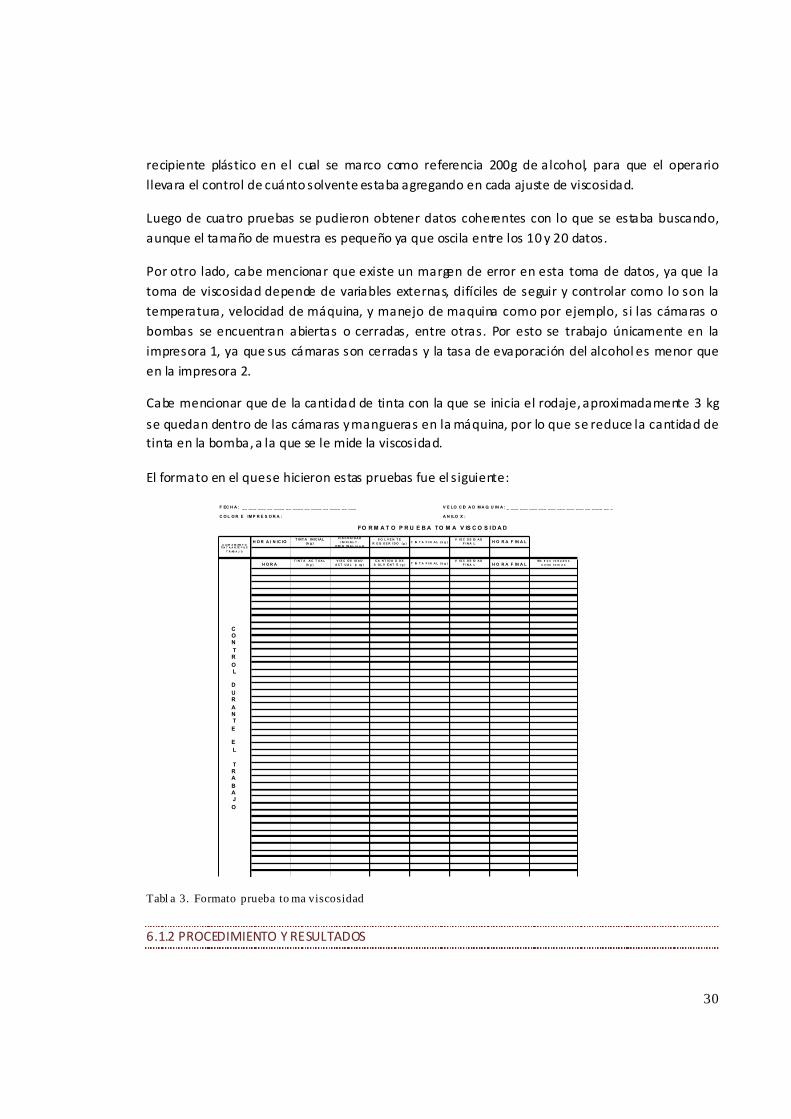
El formato en el que se hicieron estas pruebas fue el siguiente:
F EC H A : __ ___ ___ __ ____ __ ____ __ ____ __ ____ __ ___ V E LO C ID A D M A Q U IN A : _ ___ ___ ___ ___ ___ ___ ___ ___ __ ____ __ _
C O L O R E IM P R E S O R A : A N ILO X :
FO R M A T O P R U E B A TO M A V IS C O S I D A D
A LI ST A M I EN T O TI N T A A N TE S D E
T R AB A J O
H O R A I N IC IO T INT A INICIAL (k g )
V I S C O S I D A D I N I C I A L T .
O R I G I N A L (s e g)
S O L V E N T E R E Q U E R I D O (g ) T IN T A F I N A L (k g )
V I S C O S ID A D F I N A L H O R A F IN A L
CONTROL DURANTE EL TRABAJO
H O R AT I N T A A C T U A L
(k g )V I S C O S I D A D
A C T U A L (s eg )C A N T I D A D D E
S O L V E N T E (g ) T IN T A F I N A L (k g )V I S C O S ID A D
F I N A L H O R A F IN A LMe tr o s ro d a d o s
e n t re to m a s
Tabl a 3. Formato prueba to ma viscosidad
6.1.2 PROCEDIMIENTO Y RESULTADOS
31
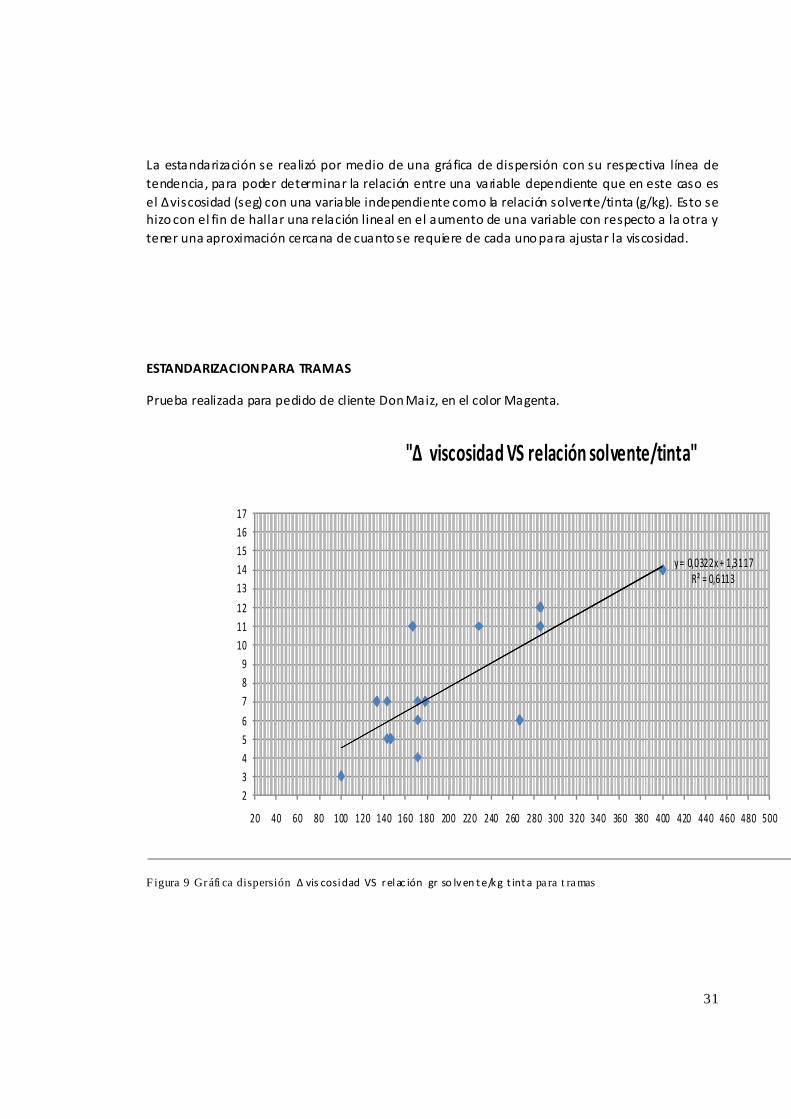
La estandarización se realizó por medio de una gráfica de dispersión con su respectiva línea de tendencia, para poder determinar la relación entre una variable dependiente que en este caso es el Δ viscosidad (seg) con una variable independiente como la relación solvente/tinta (g/kg). Esto se hizo con el fin de hallar una relación lineal en el aumento de una variable con respecto a la otra y tener una aproximación cercana de cuanto se requiere de cada uno para ajustar la viscosidad.
ESTANDARIZACION PARA TRAMAS
Prueba realizada para pedido de cliente Don Maiz, en el color Magenta.
y = 0,0322x + 1,3117R² = 0,6113
23456
789
101112
1314151617
20 40 60 80 100 120 140 160 180 200 220 240 260 280 300 320 340 360 380 400 420 440 460 480 500
"Δ viscosidad VS relación solvente/tinta"
F igura 9 Gráfi ca dispersión Δ vis cosidad VS relac ión gr so lven te/kg t inta pa ra t ra mas
32
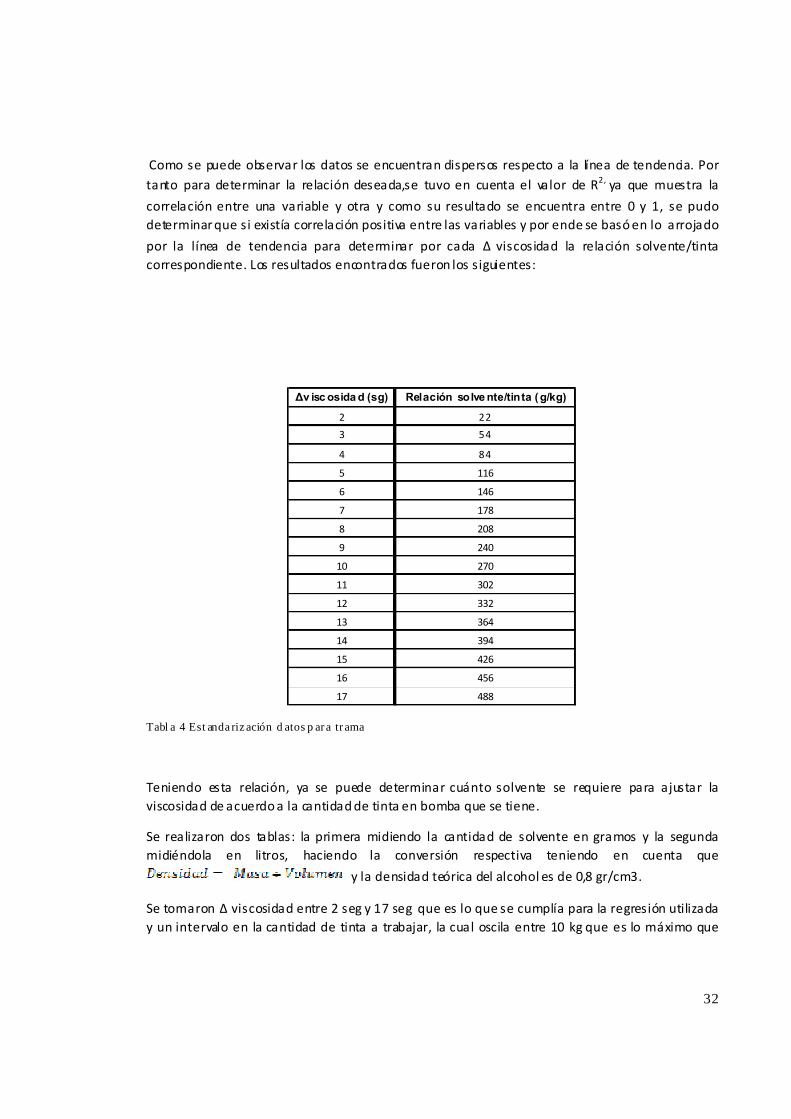
Como se puede observar los datos se encuentran dispersos respecto a la línea de tendencia. Por tanto para determinar la relación deseada,se tuvo en cuenta el valor de R2, ya que muestra la
correlación entre una variable y otra y como su resultado se encuentra entre 0 y 1, se pudo determinar que si existía correlación positiva entre las variables y por ende se basó en lo arrojado
por la línea de tendencia para determinar por cada Δ viscosidad la relación solvente/tinta correspondiente. Los resultados encontrados fueron los siguientes:
∆v isc osida d (sg) Relación solve nte/tinta ( g/kg)
2 22
3 54
4 84
5 116
6 146
7 178
8 208
9 240
10 270
11 302
12 332
13 364
14 394
15 426
16 456
17 488
Tabl a 4 Est anda riz ación d atos p ar a tr ama
Teniendo esta relación, ya se puede determinar cuánto solvente se requiere para ajustar la viscosidad de acuerdo a la cantidad de tinta en bomba que se tiene.
Se realizaron dos tablas: la primera midiendo la cantidad de solvente en gramos y la segunda midiéndola en litros, haciendo la conversión respectiva teniendo en cuenta que
y la densidad teórica del alcohol es de 0,8 gr/cm3.
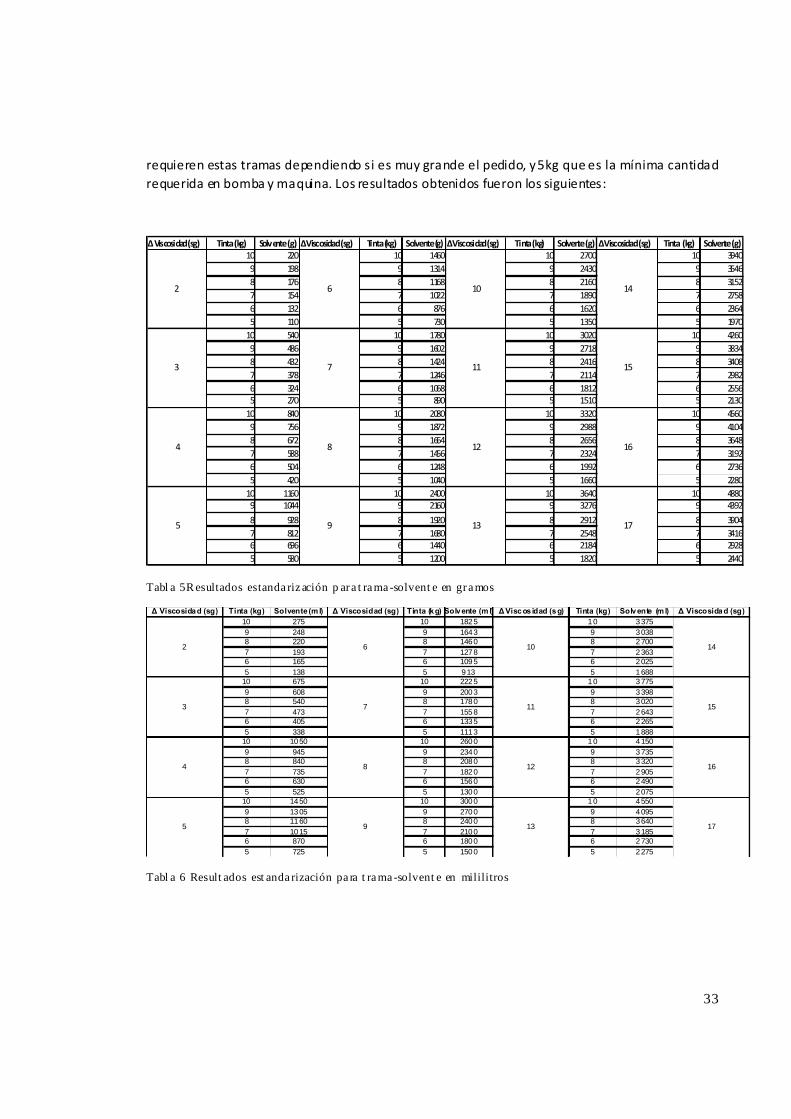
Se tomaron Δ viscosidad entre 2 seg y 17 seg que es lo que se cumplía para la regresión utilizada y un intervalo en la cantidad de tinta a trabajar, la cual oscila entre 10 kg que es lo máximo que
33
requieren estas tramas dependiendo si es muy grande el pedido, y 5kg que es la mínima cantidad requerida en bomba y maquina. Los resultados obtenidos fueron los siguientes:
Δ Viscosidad (sg) Tinta (kg) Solvente (g) Δ Viscosidad (sg) Tinta (kg) Solvente (g) Δ Viscosidad (sg) Tinta (kg) Solvente (g) Δ Viscosidad (sg) Tinta (kg) Solvente (g)10 220 10 1460 10 2700 10 39409 198 9 1314 9 2430 9 35468 176 8 1168 8 2160 8 31527 154 7 1022 7 1890 7 27586 132 6 876 6 1620 6 23645 110 5 730 5 1350 5 197010 540 10 1780 10 3020 10 42609 486 9 1602 9 2718 9 38348 432 8 1424 8 2416 8 34087 378 7 1246 7 2114 7 29826 324 6 1068 6 1812 6 25565 270 5 890 5 1510 5 213010 840 10 2080 10 3320 10 45609 756 9 1872 9 2988 9 41048 672 8 1664 8 2656 8 36487 588 7 1456 7 2324 7 31926 504 6 1248 6 1992 6 27365 420 5 1040 5 1660 5 228010 1160 10 2400 10 3640 10 48809 1044 9 2160 9 3276 9 4392
8 928 8 1920 8 2912 8 39047 812 7 1680 7 2548 7 34166 696 6 1440 6 2184 6 29285 580 5 1200 5 1820 5 2440
5
6
7
8
9
2
3
4
14
15
16
17
10
11
12
13
Tabl a 5R esultados estanda riz ación p ara t ra ma -solvent e en gr a mos
∆ Viscosidad (sg) Tinta (kg) Solvente (m l) ∆ Viscosidad (sg) Tinta (kg) Solvente (m l) ∆ Viscos idad (sg) Tinta (kg) Solvente (m l) ∆ Viscosidad (sg)10 275 10 1825 10 33759 248 9 1643 9 30388 220 8 1460 8 27007 193 7 1278 7 23636 165 6 1095 6 20255 138 5 913 5 1688
10 675 10 2225 10 37759 608 9 2003 9 33988 540 8 1780 8 30207 473 7 1558 7 26436 405 6 1335 6 22655 338 5 1113 5 1888
10 1050 10 2600 10 41509 945 9 2340 9 37358 840 8 2080 8 33207 735 7 1820 7 29056 630 6 1560 6 24905 525 5 1300 5 2075
10 1450 10 3000 10 45509 1305 9 2700 9 40958 1160 8 2400 8 36407 1015 7 2100 7 31856 870 6 1800 6 27305 725 5 1500 5 2275
4 8 12 16
5 9 13 17
2 6 10 14
3 7 11 15
Tabl a 6 Result ados est anda rización pa ra t ra ma -solvent e en mililitros
34
Esta última tabla es más práctica ya que los líquidos se deben medir por volumen y no por peso, además se realizó la compra de recipientes con unidades de medida en mililitros. Se Rodaron aproximadamente 225 mts por cada toma de viscosidad a una velocidad entre 60 y 70 mts/min.
ESTANDARIZACIÓN PARA PLANCHAS
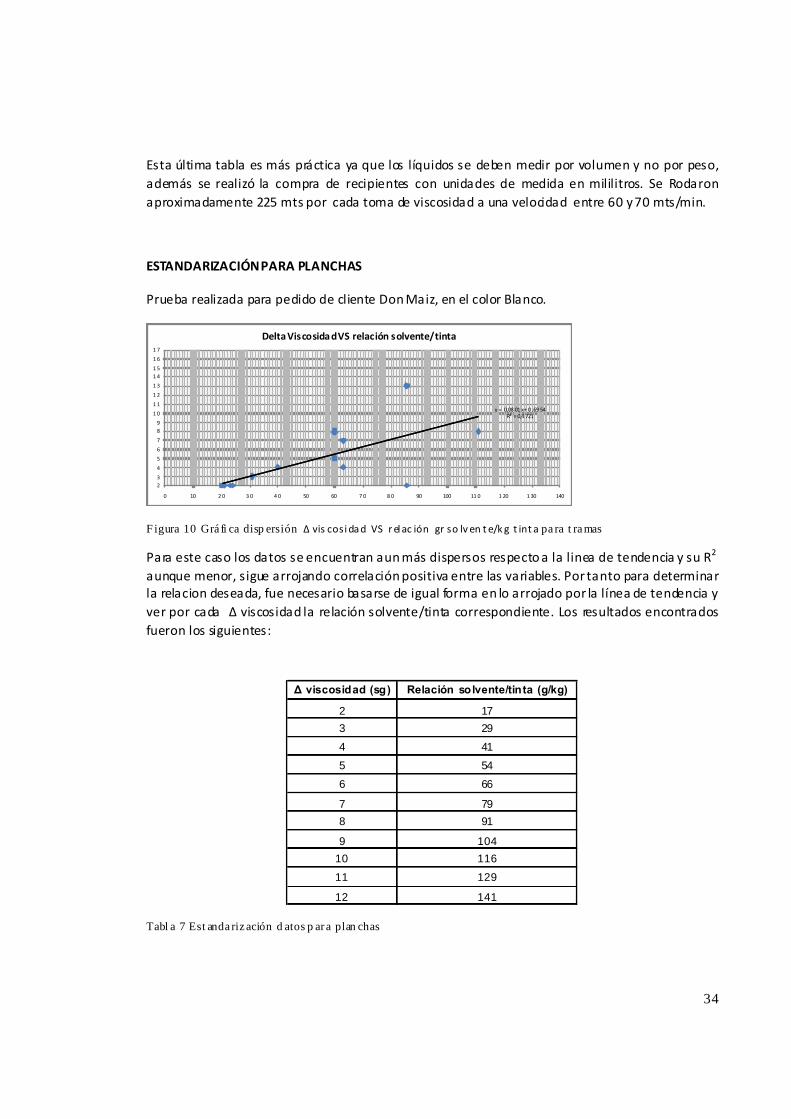
Prueba realizada para pedido de cliente Don Maiz, en el color Blanco.
y = 0,08 01 x + 0 ,69 54R² = 0,4 721
23
4
5
6
7
89
1 0
1 1
1 2
1 3
1 41 5
1 6
1 7
0 10 2 0 3 0 4 0 50 60 7 0 8 0 90 100 11 0 1 20 1 30 140
Delta Viscosidad VS relación solvente/tinta
F igura 10 Grá fi ca disp ersión Δ vis cosi dad VS r el ac ión gr so lv en t e/k g t int a pa ra t ra mas
Para este caso los datos se encuentran aun más dispersos respecto a la linea de tendencia y su R2 aunque menor, sigue arrojando correlación positiva entre las variables. Por tanto para determinar la relacion deseada, fue necesario basarse de igual forma en lo arrojado por la línea de tendencia y ver por cada Δ viscosidad la relación solvente/tinta correspondiente. Los resultados encontrados fueron los siguientes:
∆ viscosidad (sg) Relación solvente/tinta (g/kg)
2 173 29
4 41
5 54
6 66
7 798 91
9 10410 116
11 129
12 141
Tabl a 7 Est anda riz ación d atos p ar a plan chas
35
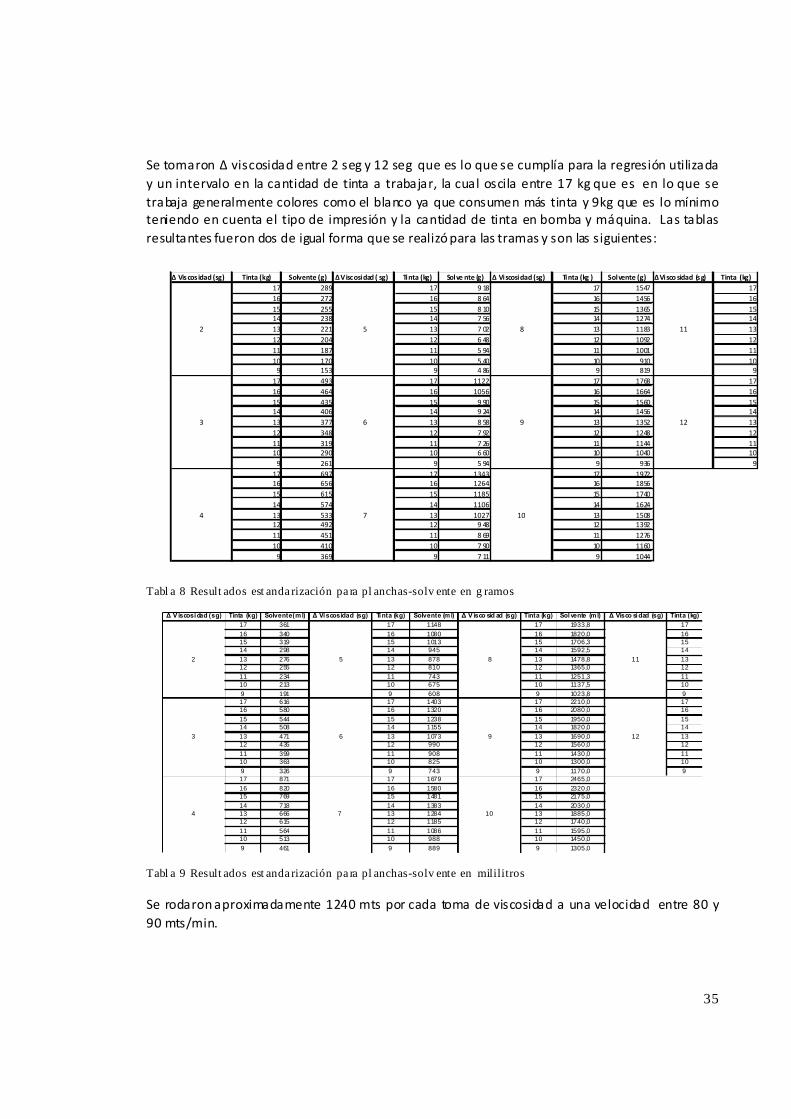
Se tomaron Δ viscosidad entre 2 seg y 12 seg que es lo que se cumplía para la regresión utilizada y un intervalo en la cantidad de tinta a trabajar, la cual oscila entre 17 kg que es en lo que se trabaja generalmente colores como el blanco ya que consumen más tinta y 9kg que es lo mínimo teniendo en cuenta el tipo de impresión y la cantidad de tinta en bomba y máquina. Las tablas resultantes fueron dos de igual forma que se realizó para las tramas y son las siguientes:
Δ Viscos idad (sg) Tinta (kg) Solvente (g) Δ Viscosidad ( sg) Tinta (kg) Solve nte (g) Δ Viscosidad (sg) Tinta (kg ) Solvente (g) Δ Visco sidad (sg) Tinta (kg)17 289 17 9 18 17 1547 1716 272 16 8 64 16 1456 1615 255 15 8 10 15 1365 1514 238 14 7 56 14 1274 1413 221 13 7 02 13 1183 1312 204 12 6 48 12 1092 1211 187 11 5 94 11 1001 1110 170 10 5 40 10 910 109 153 9 4 86 9 819 9
17 493 17 1122 17 1768 1716 464 16 1056 16 1664 1615 435 15 9 90 15 1560 1514 406 14 9 24 14 1456 1413 377 13 8 58 13 1352 1312 348 12 7 92 12 1248 1211 319 11 7 26 11 1144 1110 290 10 6 60 10 1040 109 261 9 5 94 9 936 9
17 697 17 1343 17 197216 656 16 1264 16 185615 615 15 1185 15 174014 574 14 1106 14 162413 533 13 1027 13 150812 492 12 9 48 12 139211 451 11 8 69 11 127610 410 10 7 90 10 11609 369 9 7 11 9 1044
2
3
4
5
6
7
8
9
10
11
12
Tabl a 8 Result ados est anda rización pa ra pl anchas-solv ente en g ramos
∆ V iscosidad (sg) Tinta (kg) Solvente (ml) ∆ Viscosidad (sg) Tinta (kg) Solvente (ml) ∆ V isco sid ad (sg) Tinta (kg) Solvente (ml) ∆ Visco sidad (sg) Tinta (kg)17 361 17 1148 17 1933,8 1716 340 16 1080 16 1820,0 1615 319 15 1013 15 1706,3 1514 298 14 945 14 1592,5 1413 276 13 878 13 1478,8 1312 255 12 810 12 1365,0 1211 234 11 743 11 1251,3 1110 213 10 675 10 1137,5 109 191 9 608 9 1023,8 917 616 17 1403 17 2210,0 1716 580 16 1320 16 2080,0 1615 544 15 1238 15 1950,0 1514 508 14 1155 14 1820,0 1413 471 13 1073 13 1690,0 1312 435 12 990 12 1560,0 1211 399 11 908 11 1430,0 1110 363 10 825 10 1300,0 109 326 9 743 9 1170,0 917 871 17 1679 17 2465,016 820 16 1580 16 2320,015 769 15 1481 15 2175,014 718 14 1383 14 2030,013 666 13 1284 13 1885,012 615 12 1185 12 1740,011 564 11 1086 11 1595,010 513 10 988 10 1450,09 461 9 889 9 1305,0
11
3 6 9 12
4 7 10
2 5 8
Tabl a 9 Result ados est anda rización pa ra pl anchas-solv ente en mililitros
Se rodaron aproximadamente 1240 mts por cada toma de viscosidad a una velocidad entre 80 y 90 mts/min.
36
Este proceso de estandarización es trabajado bajo el supuesto que la relación entre estas variables es líneal y es aplicable a los demás colores. Hay que tener en cuenta que este estudio se realizó
unicamente para la impresora 1 , en el caso de la impresora 2 el consumo de alcohol es mayor, por ende quedaría pendiente verificar que esta estandarización es aplicable también para esa
impresora.
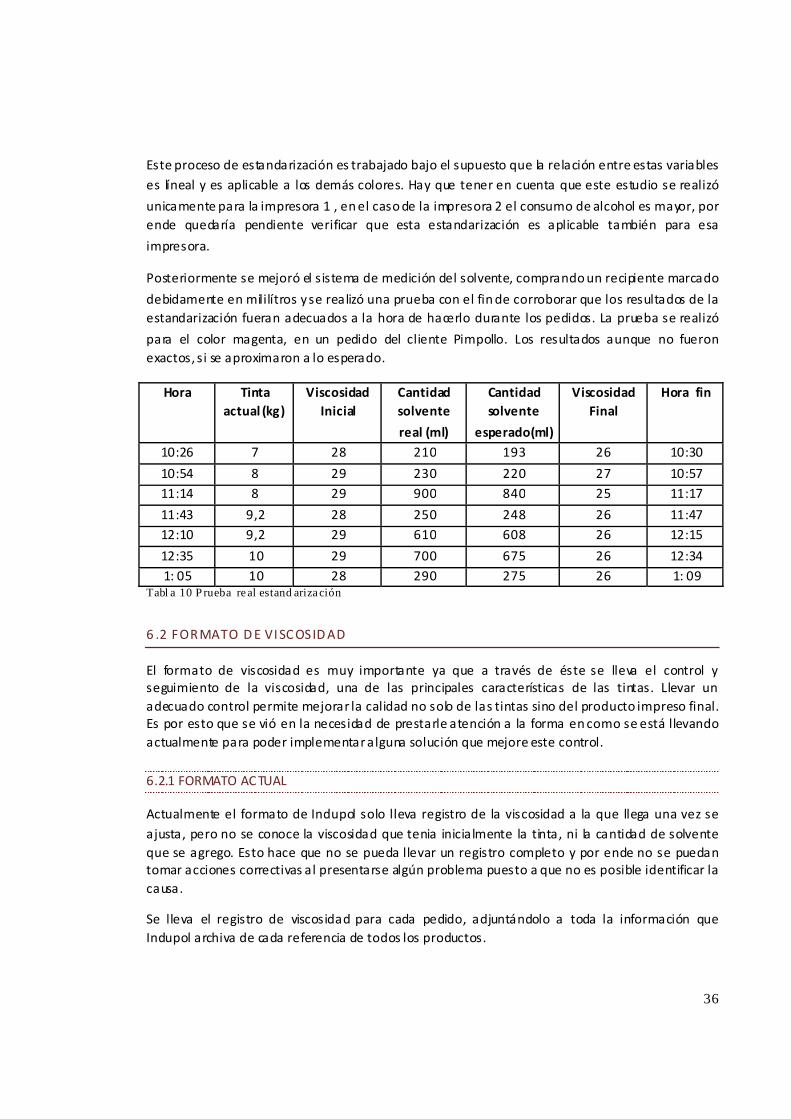
Posteriormente se mejoró el sistema de medición del solvente, comprando un recipiente marcado
debidamente en mililítros y se realizó una prueba con el fin de corroborar que los resultados de la estandarización fueran adecuados a la hora de hacerlo durante los pedidos. La prueba se realizó
para el color magenta, en un pedido del cliente Pimpollo. Los resultados aunque no fueron exactos, si se aproximaron a lo esperado.
Hora Tinta actual (kg)
Viscosidad Inicial
Cantidad solvente
real (ml)
Cantidad solvente
esperado(ml)
Viscosidad Final
Hora fin
10:26 7 28 210 193 26 10:30
10:54 8 29 230 220 27 10:57 11:14 8 29 900 840 25 11:17
11:43 9,2 28 250 248 26 11:47 12:10 9,2 29 610 608 26 12:15
12:35 10 29 700 675 26 12:34 1: 05 10 28 290 275 26 1: 09
Tabl a 10 P rueba re al estand ariza ción
6 .2 FORMATO DE VISCOSIDAD
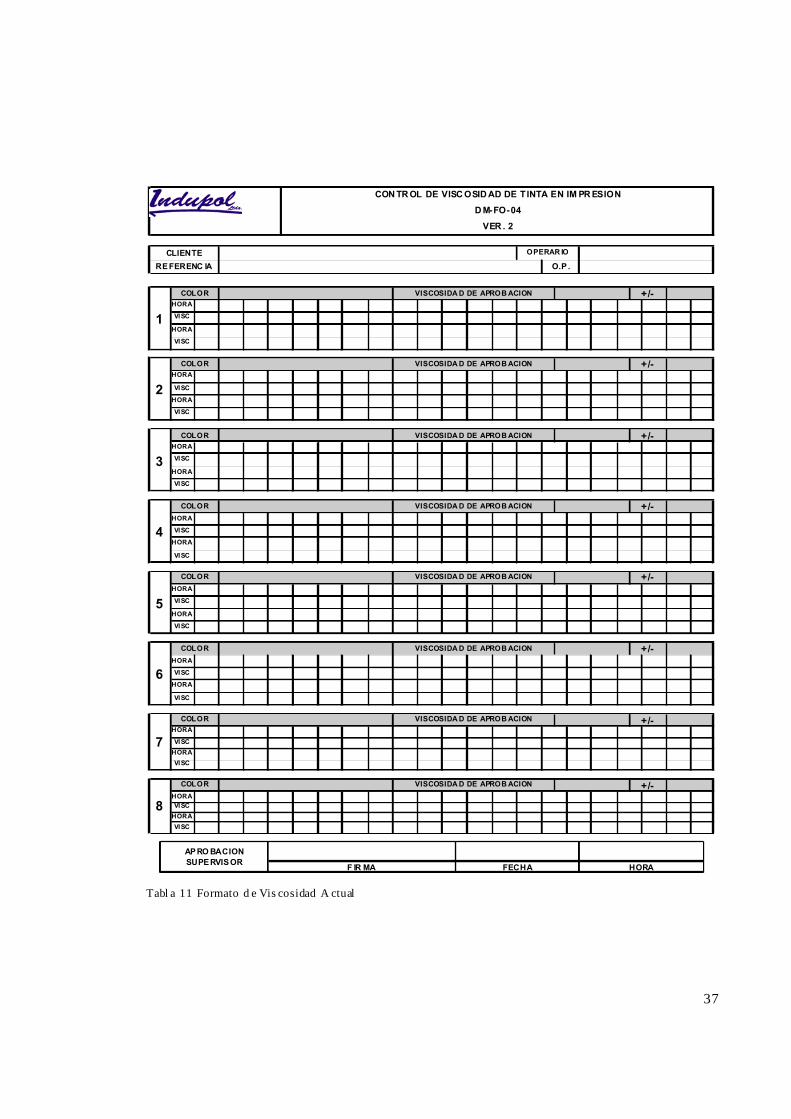
El formato de viscosidad es muy importante ya que a través de éste se lleva el control y seguimiento de la viscosidad, una de las principales características de las tintas. Llevar un adecuado control permite mejorar la calidad no solo de las tintas sino del producto impreso final. Es por esto que se vió en la necesidad de prestarle atención a la forma en como se está llevando actualmente para poder implementar alguna solución que mejore este control.
6.2.1 FORMATO ACTUAL
Actualmente el formato de Indupol solo lleva registro de la viscosidad a la que llega una vez se ajusta, pero no se conoce la viscosidad que tenia inicialmente la tinta, ni la cantidad de solvente que se agrego. Esto hace que no se pueda llevar un registro completo y por ende no se puedan tomar acciones correctivas al presentarse algún problema puesto a que no es posible identificar la causa.
Se lleva el registro de viscosidad para cada pedido, adjuntándolo a toda la información que Indupol archiva de cada referencia de todos los productos.
37
CON TR OL DE VISC OSID AD DE TINTA EN IM PR ESION
D M-FO-04
VER . 2
CLIENTE OPERAR IO
REFERENC IA O.P .
1
COLOR VISCOSIDA D DE APROB ACION +/-HORA
VISC
HORA
VISC
2
COLOR VISCOSIDA D DE APROB ACION +/-HORA
VISC
HORA
VISC
3
COLOR VISCOSIDA D DE APROB ACION +/-HORA
VISC
HORA
VISC
4
COLOR VISCOSIDA D DE APROB ACION +/-HORA
VISC
HORA
VISC
5
COLOR VISCOSIDA D DE APROB ACION +/-HORA
VISC
HORA
VISC
6
COLOR VISCOSIDA D DE APROB ACION +/-HORA
VISC
HORA
VISC
7
COLOR VISCOSIDA D DE APROB ACION +/-HORA
VISCHORAVISC
8
COLOR VISCOSIDA D DE APROB ACION +/-HORAVISC
HORAVISC
FECHA HORA
APRO BACION SUPERVISOR F IR MA
Tabl a 11 Formato d e Vis cosidad A ctual
38
6.2.2 FORMATO PROPUESTO
El formato propuesto para llevar un control más adecuado de la toma se viscosidad, se realizó con base en el formato que tienen actualmente. En primer lugar se determinó la importancia de llevar el registro de la viscosidad antes de realizar el ajuste y la viscosidad a la que finalmente se ajuste. Esto, porque va a servir como indicador más adelante para crear herramientas de control estadístico como las gráficas de control. En segundo lugar es bueno controlar la cantidad de solvente que se está aplicando en cada toma, para asegurar que se está cumpliendo con el estándar propuesto. Esta cantidad se debe indicar en milímetros de acuerdo a los recipientes que se utilizarán. Por último, observar cuántos metros de pedido se ruedan entre tomas de viscosidad sirve para controlar los sucesos que se están presentando en máquina en un determinado tiempo, ya que dependiendo de la cantidad de metros se puede inferir si la máquina se paró, o disminuyó la velocidad de trabajo. Además, se puede identificar los momentos en que se pueden producir retrasos en el pedido.
La toma de viscosidad es aconsejable realizarla cada 25‐30 minutos, para evitar que aumente o baje en una alta proporción y no sea tan difícil ajustarla nuevamente. A continuación se muestra el formato propuesto, para dos colores, pero en el formato final se tendría el registro hasta por 8 colores, que es el número máximo que tienen de capacidad las impresoras. La única impresora que maneja 8 colores en Indupol es la 3, pero en la cual el ajuste de viscosidad se realiza automáticamente y por ende no tiene cabida en este estudio. La impresora 1 y 2 tienen capacidad para 6 colores.
2
33
4,1
750
27
6993
34
4,2
750
28
8550
05:05
39
3,5
1000
28
34
3,5
750
28
4140
03:51
34
4,2
750
28
4
1250
28
200
03:00
31
4
500
28
2030
02:33Vi scosidad Aprobación 25 +
40
Magenta 7 kg
M et ros rodados
Vis. Final (sg)
C ant tin t a In ici al
CONTR OL DE VISCOSIDAD DE TINTA EN IMPRESION
DM-FO-04
VER. 2
CLIENT E Don Maiz OP ERARI O German Rodri guezREFERENCIA Lleve 5 pague 6 O.P. 23452
1
C ol or
Hora In i 03:26 04:4104:16Vi s.
In ici al (sg)
Cant. So lv (ml )
6320 10256
80 mts/min
Ca nt. tin t (kg)
VEL. TRABAJO MÁQUINA
Tabl a 12Fo rmato Viscosidad Propu esto
Teniendo un formato más completo, se puede implementar herramientas de control de calidad que permitan controlar con mayor eficacia la viscosidad para mejorar la calidad de la impresión. Para esto es importante estandarizar un indicador de control del nivel de viscosidad debido al cambio de las especificaciones para determinar la viscosidad de aprobación. Este indicador debe
39
tener en cuenta el cambio entre la viscosidad inicial, que es en la que se encuentra la tinta al momento de hacer la medición y la viscosidad a la cual se debe llegar para su debida aprobación. El indicador propuesto es la razón entre la viscosidad real sobre la viscosidad esperada. A partir de éste, se implementan herramientas de control estadístico para realizar un análisis sobre el estado del control y estabilidad de la toma de viscosidad en el proceso de impresión.
6 .3 IMPLEMENTAC IÓN HERRAMIENTA DE CONTROL ESTADÍSTICO
Las herramientas de control estadístico se encuentran constituidas principalmente por al análisis de capacidad y las gráficas de control. El análisis de capacidad es vital para realizar las gráficas de control, ya que complementa el análisis que se puede inferir luego de la construcción de éstos. Además permite determinar si las variables en el proceso cumplen con sus especificaciones.
Los gráficos de control son un importante instrumento de análisis estadístico ya que permite identificar en qué momento la variabilidad de una característica de calidad corresponde a patrones inestables y es de gran ayuda para identificar cambios drásticos que se presenten dentro de éste. Como el objetivo de este proyecto de grado se limita a la solución del problema de la toma de viscosidad durante el proceso de impresión, el grafico de control a implementar corresponde a analizar la variación de ésta.
Para el análisis de capacidad y la creación de un gráfico de control adecuado, se debe garantizar que los datos ingresados den una información trascendente sobre el proceso y aporten significativamente al análisis. Es por esto que para realizar todo este análisis, se utilizará el indicador mencionado anteriormente. La estabilidad en los resultados permitirá saber si se está realizando un continuo y adecuado control en la toma de viscosidad.
Una vez utilizadas estas herramienta y analizado el control que se esté llevando, se podrá pensar en redefinir ciertas políticas como lo es el intervalo de tiempo en que se debe medir la viscosidad, con el fin de buscar un mejoramiento continuo en el proceso.
6.3.1 ANÁLISIS DE CAPACIDAD
La capacidad de un proceso sirve para determinar si las variables están cumpliendo con sus especificaciones. Para su análisis existen varios índices, los más destacados son (Gutierrez H. , 2006):
• Índice Cp., conocido como el índice de capacidad potencial, es el encargado de determinar la variación tolerada con la amplitud real del proceso. Para considerar el proceso
potencialmente capaz, es deseable que este índice sea mayor que 1.
• Índice Cpk, conocido como el índice de capacidad real, el cual evalúa la capacidad real del proceso, tomando en cuenta las especificaciones, el centrado y la variación del proceso. Este índice debe ser menor o igual al Cp., entre más cerca se encuentren indicara que la media del proceso está cerca a las especificaciones.
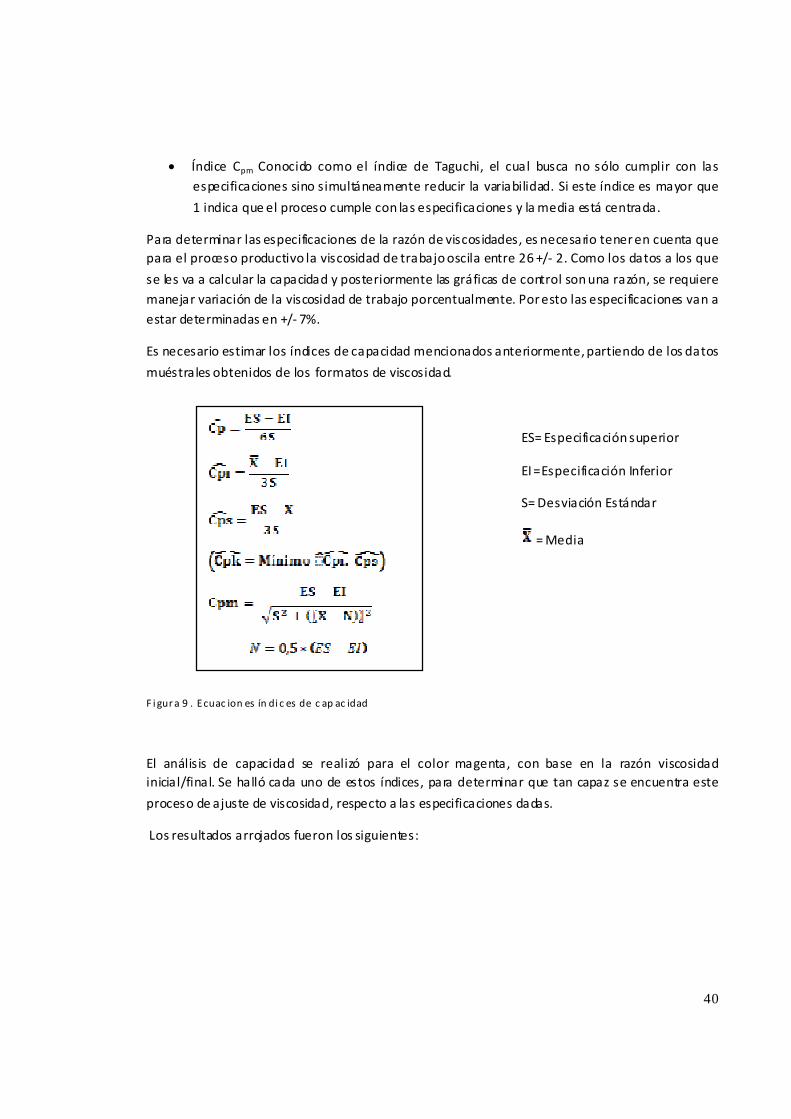
40
• Índice Cpm Conocido como el índice de Taguchi, el cual busca no sólo cumplir con las especificaciones sino simultáneamente reducir la variabilidad. Si este índice es mayor que
1 indica que el proceso cumple con las especificaciones y la media está centrada.
Para determinar las especificaciones de la razón de viscosidades, es necesario tener en cuenta que para el proceso productivo la viscosidad de trabajo oscila entre 26 +/‐ 2. Como los datos a los que
se les va a calcular la capacidad y posteriormente las gráficas de control son una razón, se requiere manejar variación de la viscosidad de trabajo porcentualmente. Por esto las especificaciones van a estar determinadas en +/‐ 7%.
Es necesario estimar los índices de capacidad mencionados anteriormente, partiendo de los datos
muéstrales obtenidos de los formatos de viscosidad.
ES= Especificación superior
EI= Especificación Inferior
S= Desviación Estándar
= Media
F i gura 9 . Ecuac ion es ín di c es de c ap ac idad
El análisis de capacidad se realizó para el color magenta, con base en la razón viscosidad inicial/final. Se halló cada uno de estos índices, para determinar que tan capaz se encuentra este
proceso de ajuste de viscosidad, respecto a las especificaciones dadas.
Los resultados arrojados fueron los siguientes:
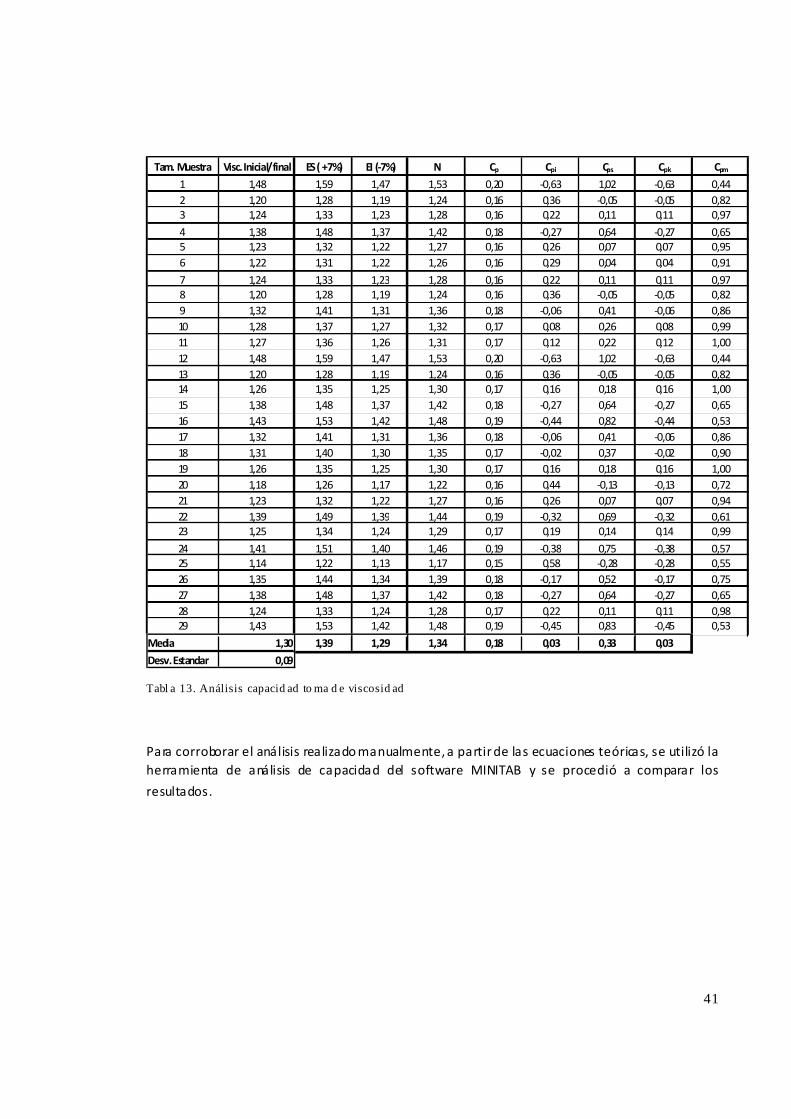
41
Tam. Muestra Visc. Inicial/final ES ( +7%) EI (‐7%) N Cp Cpi Cps Cpk Cpm1 1,48 1,59 1,47 1,53 0,20 ‐0,63 1,02 ‐0,63 0,442 1,20 1,28 1,19 1,24 0,16 0,36 ‐0,05 ‐0,05 0,823 1,24 1,33 1,23 1,28 0,16 0,22 0,11 0,11 0,97
4 1,38 1,48 1,37 1,42 0,18 ‐0,27 0,64 ‐0,27 0,655 1,23 1,32 1,22 1,27 0,16 0,26 0,07 0,07 0,956 1,22 1,31 1,22 1,26 0,16 0,29 0,04 0,04 0,91
7 1,24 1,33 1,23 1,28 0,16 0,22 0,11 0,11 0,978 1,20 1,28 1,19 1,24 0,16 0,36 ‐0,05 ‐0,05 0,829 1,32 1,41 1,31 1,36 0,18 ‐0,06 0,41 ‐0,06 0,8610 1,28 1,37 1,27 1,32 0,17 0,08 0,26 0,08 0,9911 1,27 1,36 1,26 1,31 0,17 0,12 0,22 0,12 1,0012 1,48 1,59 1,47 1,53 0,20 ‐0,63 1,02 ‐0,63 0,4413 1,20 1,28 1,19 1,24 0,16 0,36 ‐0,05 ‐0,05 0,8214 1,26 1,35 1,25 1,30 0,17 0,16 0,18 0,16 1,0015 1,38 1,48 1,37 1,42 0,18 ‐0,27 0,64 ‐0,27 0,6516 1,43 1,53 1,42 1,48 0,19 ‐0,44 0,82 ‐0,44 0,5317 1,32 1,41 1,31 1,36 0,18 ‐0,06 0,41 ‐0,06 0,8618 1,31 1,40 1,30 1,35 0,17 ‐0,02 0,37 ‐0,02 0,9019 1,26 1,35 1,25 1,30 0,17 0,16 0,18 0,16 1,0020 1,18 1,26 1,17 1,22 0,16 0,44 ‐0,13 ‐0,13 0,7221 1,23 1,32 1,22 1,27 0,16 0,26 0,07 0,07 0,9422 1,39 1,49 1,39 1,44 0,19 ‐0,32 0,69 ‐0,32 0,6123 1,25 1,34 1,24 1,29 0,17 0,19 0,14 0,14 0,99
24 1,41 1,51 1,40 1,46 0,19 ‐0,38 0,75 ‐0,38 0,5725 1,14 1,22 1,13 1,17 0,15 0,58 ‐0,28 ‐0,28 0,5526 1,35 1,44 1,34 1,39 0,18 ‐0,17 0,52 ‐0,17 0,7527 1,38 1,48 1,37 1,42 0,18 ‐0,27 0,64 ‐0,27 0,6528 1,24 1,33 1,24 1,28 0,17 0,22 0,11 0,11 0,9829 1,43 1,53 1,42 1,48 0,19 ‐0,45 0,83 ‐0,45 0,53
Media 1,30 1,39 1,29 1,34 0,18 0,03 0,33 0,03
Desv. Estandar 0,09
Tabl a 13. Análisis capacid ad to ma d e viscosid ad
Para corroborar el análisis realizado manualmente, a partir de las ecuaciones teóricas, se utilizó la herramienta de análisis de capacidad del software MINITAB y se procedió a comparar los
resultados.
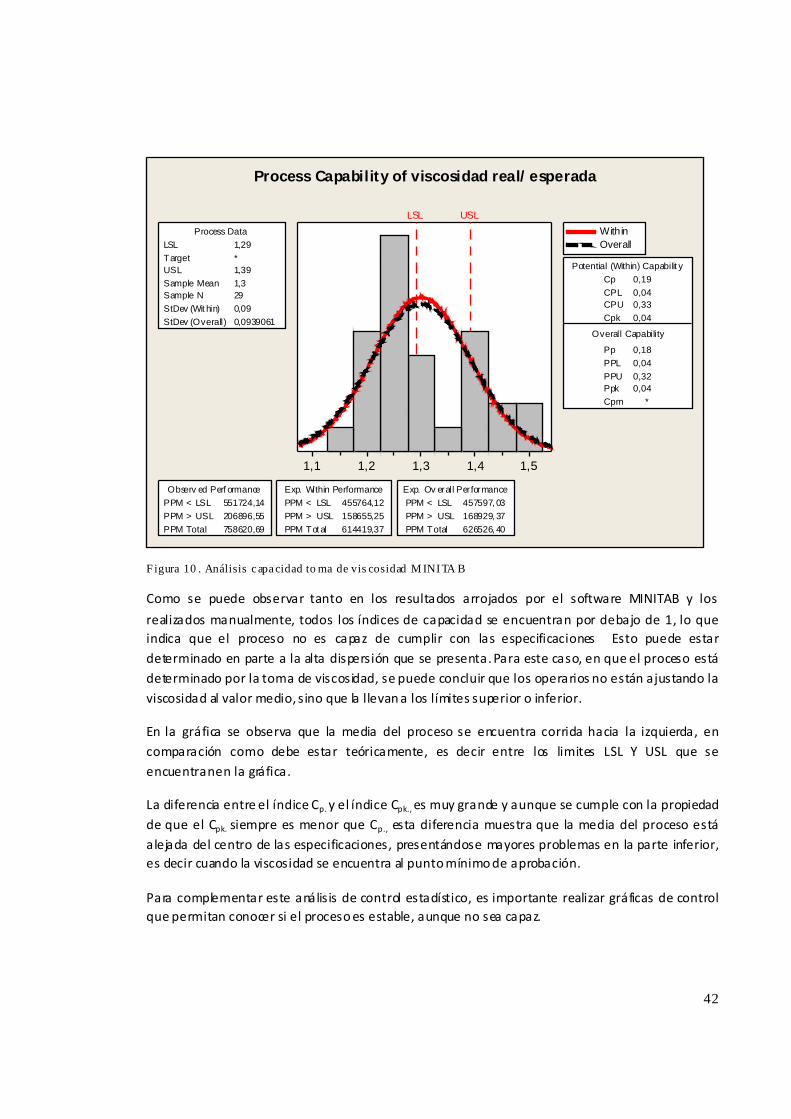
42
1,51,41,31,21,1
LSL USL
LSL 1,29Target *US L 1,39S ample Mean 1,3S ample N 29S tDev (Within) 0,09S tDev (O verall) 0,0939061
P rocess Data
Cp 0,19CP L 0,04CP U 0,33Cpk 0,04
P p 0,18P PL 0,04P PU 0,32P pk 0,04Cpm *
O verall Capability
P otential (Within) Capability
P PM < LS L 551724,14P PM > US L 206896,55P PM Total 758620,69
O bserv ed P erformancePPM < LSL 455764,12PPM > USL 158655,25PPM Total 614419,37
E xp. Within PerformancePPM < LSL 457597,03PPM > USL 168929,37PPM Total 626526,40
E xp. Ov erall P erformance
W ithinOverall
Process Capability of viscosidad real/esperada
F igura 10 . Análisis c apa cidad to ma de vis cosidad M INITA B
Como se puede observar tanto en los resultados arrojados por el software MINITAB y los
realizados manualmente, todos los índices de capacidad se encuentran por debajo de 1, lo que indica que el proceso no es capaz de cumplir con las especificaciones Esto puede estar determinado en parte a la alta dispersión que se presenta. Para este caso, en que el proceso está determinado por la toma de viscosidad, se puede concluir que los operarios no están ajustando la viscosidad al valor medio, sino que la llevan a los límites superior o inferior.
En la gráfica se observa que la media del proceso se encuentra corrida hacia la izquierda, en comparación como debe estar teóricamente, es decir entre los limites LSL Y USL que se encuentran en la gráfica.
La diferencia entre el índice Cp. y el índice Cpk., es muy grande y aunque se cumple con la propiedad de que el Cpk. siempre es menor que Cp., esta diferencia muestra que la media del proceso está alejada del centro de las especificaciones, presentándose mayores problemas en la parte inferior, es decir cuando la viscosidad se encuentra al punto mínimo de aprobación.
Para complementar este análisis de control estadístico, es importante realizar gráficas de control que permitan conocer si el proceso es estable, aunque no sea capaz.
43
6.3.2 GRÁFICOS DE CONTROL
Para analizar las gráficas de control en primer lugar hay que tener en cuenta el tipo de causas que hacen que se presente la variabilidad en el proceso. Si el proceso solo funciona bajo causas fortuitas, es decir causas naturales las cuales son incontrolables, se considera que el proceso está bajo control. Pero cuando se presentan otros tipos de variabilidad, que son denominados
atribuibles a algún suceso dentro del proceso, como por decir errores en maquina, descuido de operarios o defectos en materias primas, se considera que el proceso se encuentra fuera de control. El objetivo de las gráficas de control es por tanto, detectar las causas atribuibles al proceso, para tomar las medidas correctivas necesarias para eliminar la variabilidad del proceso.
El tipo de característica de calidad que se va a controlar es indispensable para determinar la carta correcta para su análisis. Cuando la característica de calidad es medible, como por decir dimensión, peso, volumen o tiempo, se debe utilizar una carta de control para variables, como ocurre para este caso en la medición del índice de comparación entre las viscosidades.
Para variables, se debe controlar el valor medio y su variabilidad. El control de la media se realiza
en el diagrama de control de medias y generalmente su análisis va acompañado por el diagrama de control de rango o diagrama de control de desviación estándar. La utilización de uno de los
dos, depende del tamaño de los subgrupos que se tenga. Cuando el tamaño del subgrupo es < 10 se utiliza el diagrama de control de rangos y cuando es > 10 se usa el diagrama de control de
desviación estándar. (Montgomery, 1991)
Existen varios casos en los que se considera que el proceso se encuentra inestable. Algunos de
éstos son:
• 6‐7 puntos sucesivos al mismo lado
• 6 o más puntos sucesivos en aumento o disminución
• 12 puntos alternando arriba y debajo de los límites
• 3‐4 puntos sucesivos cercanos a los límites
• Exista alta o baja variabilidad
Se realizaron dos gráficas de control, para analizar el comportamiento de la viscosidad, para dos colores diferentes: uno para el color blanco que como se había mencionado anteriormente esta atribuido a las planchas, y otro para el color magenta, atribuible a las tramas. Los datos se pueden observar en el anexo 3.
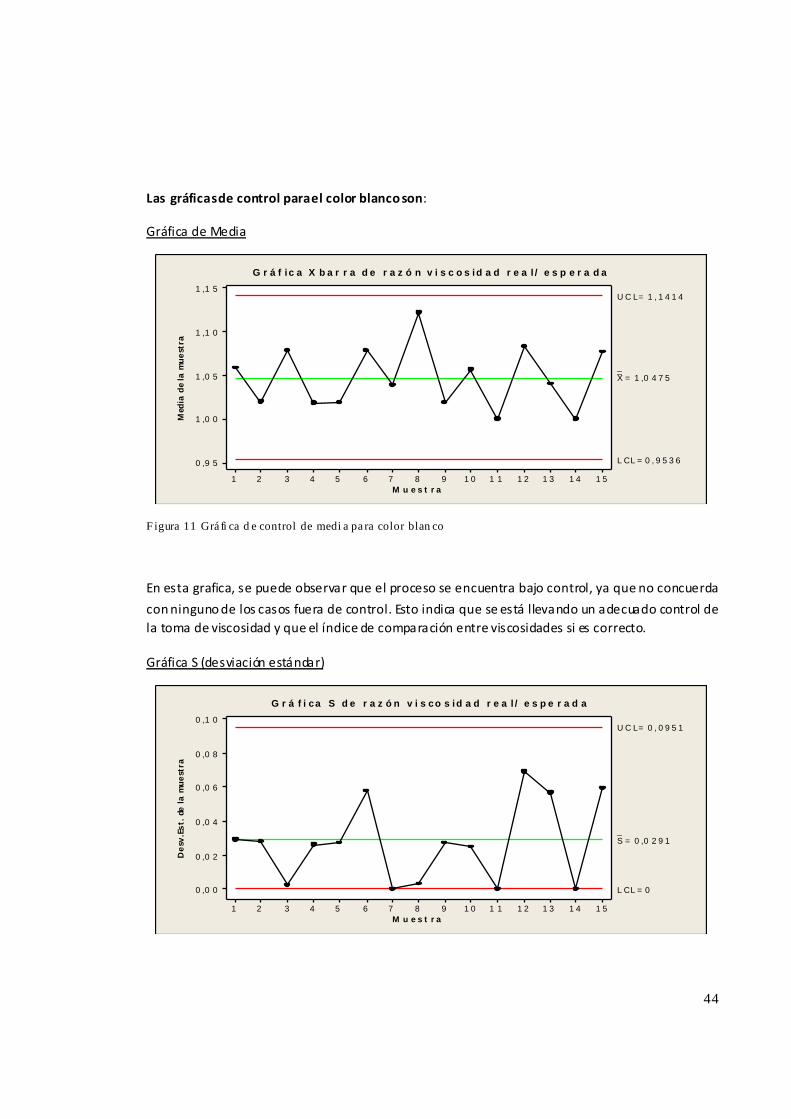
44
Las gráficas de control para el color blanco son:
Gráfica de Media
1 51 41 31 21 11 0987654321
1 ,1 5
1 ,1 0
1 ,0 5
1 ,0 0
0 ,9 5
M u e s t r a
Med
ia d
e la
mue
stra
__X = 1 ,0 4 7 5
U C L= 1 , 1 4 1 4
L C L = 0 , 9 5 3 6
G r á f ic a X b a r r a d e r a z ó n v i s c o s id a d r e a l/ e s p e r a d a
F igura 11 Grá fi ca d e control de medi a pa ra color blan co
En esta grafica, se puede observar que el proceso se encuentra bajo control, ya que no concuerda
con ninguno de los casos fuera de control. Esto indica que se está llevando un adecuado control de la toma de viscosidad y que el índice de comparación entre viscosidades si es correcto.
Gráfica S (desviación estándar)
1 51 41 31 21 11 0987654321
0 ,1 0
0 ,0 8
0 ,0 6
0 ,0 4
0 ,0 2
0 ,0 0
M u e s t r a
Des
v.Es
t. d
e la
mue
stra
_S = 0 ,0 2 9 1
U C L= 0 , 0 9 5 1
L C L = 0
G r á f i c a S d e r a z ó n v i s c o s id a d r e a l/ e s p e r a d a
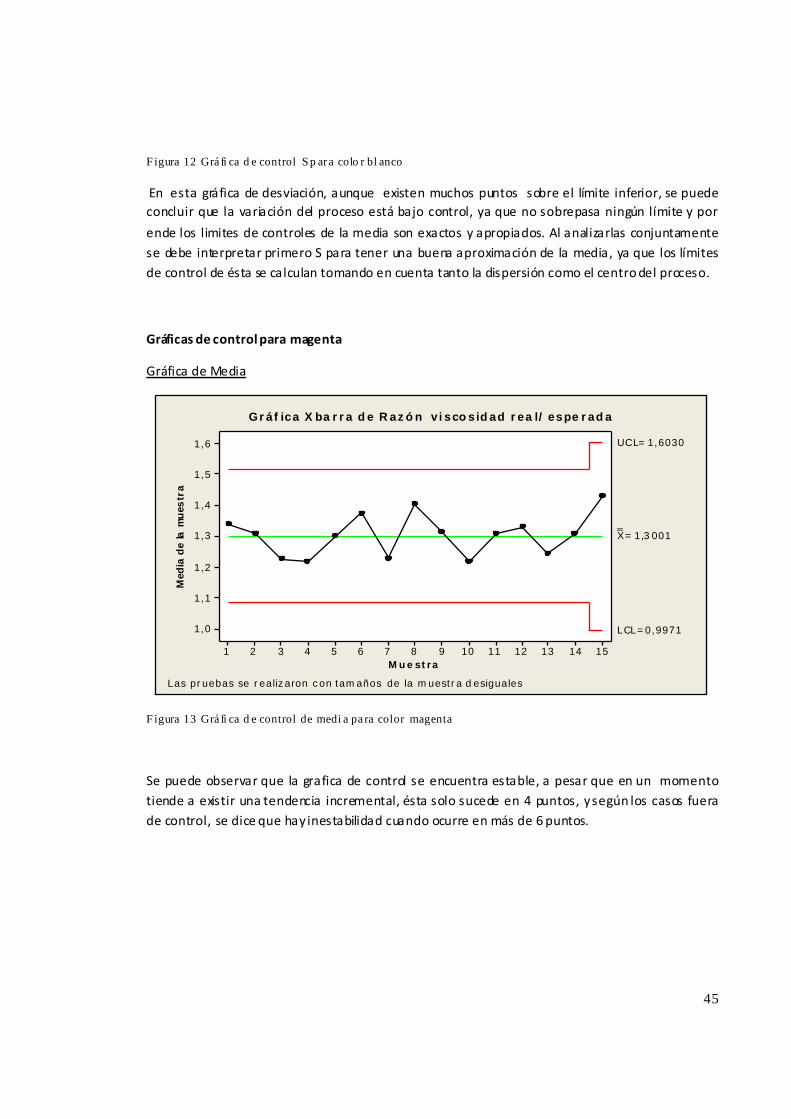
45
F igura 12 Grá fi ca d e control S p ar a colo r bl anco
En esta gráfica de desviación, aunque existen muchos puntos sobre el límite inferior, se puede concluir que la variación del proceso está bajo control, ya que no sobrepasa ningún límite y por
ende los limites de controles de la media son exactos y apropiados. Al analizarlas conjuntamente se debe interpretar primero S para tener una buena aproximación de la media, ya que los límites de control de ésta se calculan tomando en cuenta tanto la dispersión como el centro del proceso.
Gráficas de control para magenta
Gráfica de Media
151413121110987654321
1,6
1,5
1,4
1,3
1,2
1,1
1,0
M ue stra
Med
ia d
e la
mu
estr
a
__X = 1,3 001
UC L= 1,6030
LCL=0,9971
G ráf ic a X ba rra d e R az ó n vi s co s id ad rea l/ es pe rad a
L as pr uebas se r ea liz a ron c on tam años de la m uestr a d esigua les
F igura 13 Grá fi ca d e control de medi a pa ra color magenta
Se puede observar que la grafica de control se encuentra estable, a pesar que en un momento tiende a existir una tendencia incremental, ésta solo sucede en 4 puntos, y según los casos fuera de control, se dice que hay inestabilidad cuando ocurre en más de 6 puntos.
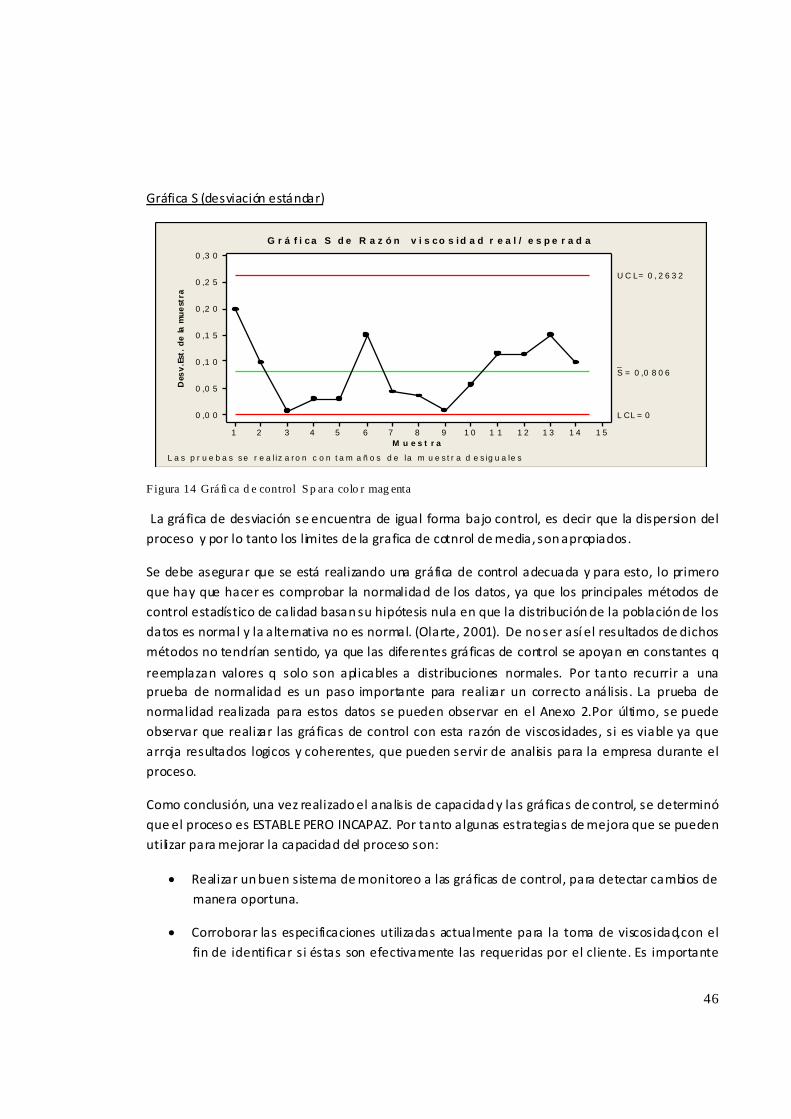
46
Gráfica S (desviación estándar)
1 51 41 31 21 11 0987654321
0 ,3 0
0 ,2 5
0 ,2 0
0 ,1 5
0 ,1 0
0 ,0 5
0 ,0 0
M u e s t r a
Des
v.E
st.
de
la m
ue
stra
_S = 0 ,0 8 0 6
U C L= 0 , 2 6 3 2
L C L = 0
G r á f i c a S d e R a z ó n v i s c o s id a d r e a l / e s p e r a d a
L a s p r u e b a s s e r e a l iz a ro n c o n t a m a ñ o s d e la m u e s t r a d e s ig u a le s
F igura 14 Grá fi ca d e control S p ar a colo r mag enta
La gráfica de desviación se encuentra de igual forma bajo control, es decir que la dispersion del proceso y por lo tanto los limites de la grafica de cotnrol de media, son apropiados.
Se debe asegurar que se está realizando una gráfica de control adecuada y para esto, lo primero que hay que hacer es comprobar la normalidad de los datos, ya que los principales métodos de control estadístico de calidad basan su hipótesis nula en que la distribución de la población de los datos es normal y la alternativa no es normal. (Olarte, 2001). De no ser así el resultados de dichos métodos no tendrían sentido, ya que las diferentes gráficas de control se apoyan en constantes q
reemplazan valores q solo son aplicables a distribuciones normales. Por tanto recurrir a una prueba de normalidad es un paso importante para realizar un correcto análisis. La prueba de normalidad realizada para estos datos se pueden observar en el Anexo 2.Por último, se puede observar que realizar las gráficas de control con esta razón de viscosidades, si es viable ya que arroja resultados logicos y coherentes, que pueden servir de analisis para la empresa durante el proceso.
Como conclusión, una vez realizado el analisis de capacidad y las gráficas de control, se determinó que el proceso es ESTABLE PERO INCAPAZ. Por tanto algunas estrategias de mejora que se pueden utilizar para mejorar la capacidad del proceso son:
• Realizar un buen sistema de monitoreo a las gráficas de control, para detectar cambios de manera oportuna.
• Corroborar las especificaciones utilizadas actualmente para la toma de viscosidad,con el fin de identificar si éstas son efectivamente las requeridas por el cliente. Es importante
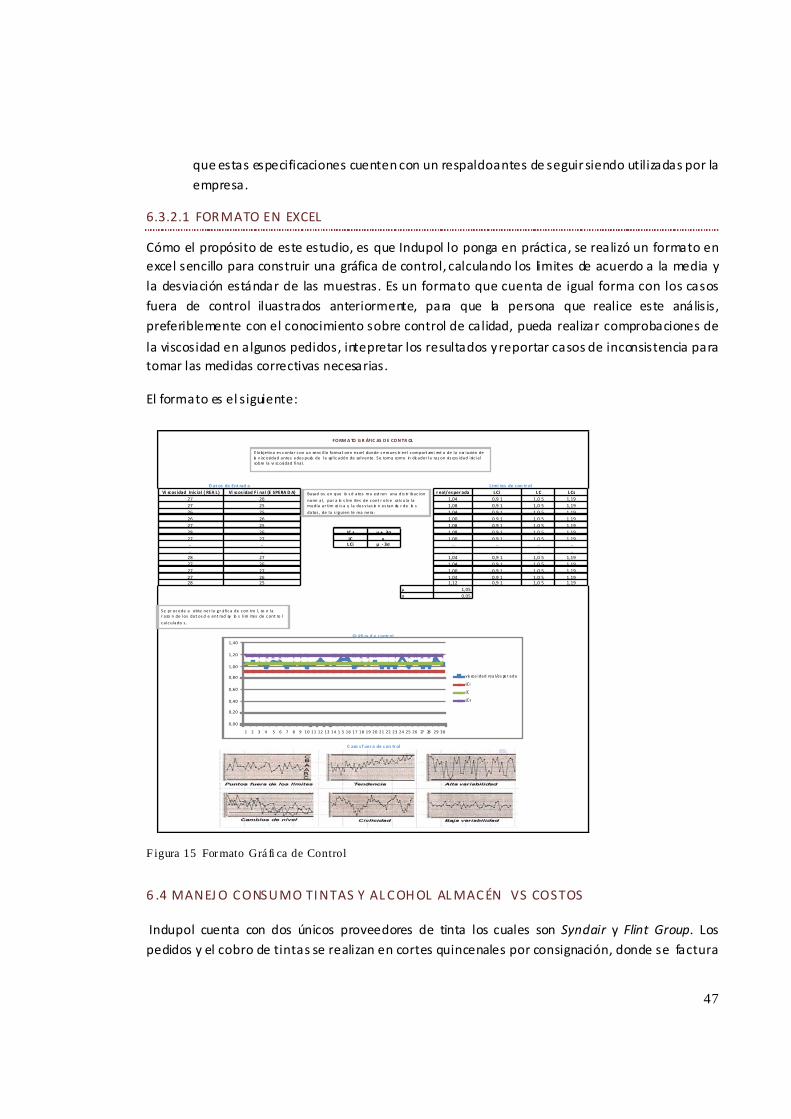
47
que estas especificaciones cuenten con un respaldo antes de seguir siendo utilizadas por la empresa.
6.3.2.1 FORMATO EN EXCEL
Cómo el propósito de este estudio, es que Indupol lo ponga en práctica, se realizó un formato en excel sencillo para construir una gráfica de control, calculando los limites de acuerdo a la media y la desviación estándar de las muestras. Es un formato que cuenta de igual forma con los casos fuera de control iluastrados anteriormente, para que la persona que realice este análisis, preferiblemente con el conocimiento sobre control de calidad, pueda realizar comprobaciones de
la viscosidad en algunos pedidos, intepretar los resultados y reportar casos de inconsistencia para tomar las medidas correctivas necesarias.
El formato es el siguiente:
Vi scos idad Inic ial ( REA L ) Vi scos idad Fi nal (E SPERA D A) r eal/esper ada LCi LC LCs27 26 1,04 0,9 1 1,0 5 1,1927 25 1,08 0,9 1 1,0 5 1,1926 25 1,04 0,9 1 1,0 5 1,1926 26 1,00 0,9 1 1,0 5 1,1927 25 1,08 0,9 1 1,0 5 1,1928 26 LC s μ + 3σ 1,08 0,9 1 1,0 5 1,1927 27 LC μ 1,00 0,9 1 1,0 5 1,19.. .. LCi μ ‐ 3σ .. .. .. .... .. .. .. .. ..28 27 1,04 0,9 1 1,0 5 1,1927 26 1,04 0,9 1 1,0 5 1,1927 27 1,00 0,9 1 1,0 5 1,1927 26 1,04 0,9 1 1,0 5 1,1928 25 1,12 0,9 1 1,0 5 1,19
μ 1,05σ 0,05
FORM A TO GR ÁFIC AS D E CONTR OL
C aso s f uer a de con tr ol
D at os de Ent rad a L imi tes de con tr ol
Gr áfi ca d e contr ol
E l objetiv o es c ontar c on un senc illo format o en ex cel donde s e mues tr e el c omport ami ent o de la v ar iación de la v isc osidad antes y des pués de la aplic ación de solv ente. Se toma como in dic ador la raz on vis cos idad inic ia lsobre la vi sc osidad fina l.
S e pr oc ede a obte ner la g r á fic a de c on tro l, co n lar azo n de los dat os d e ent rad ay lo s l im ites de c ont ro l
c a lc ulado s .
0,00
0,20
0,40
0,60
0,80
1,00
1,20
1,40
1 2 3 4 5 6 7 8 9 10 11 12 13 14 1 5 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30
v is cos idad rea l/es per ada
LCi
LC
LCs
Basad os en que lo s d atos mu est ran una dis tr ibuc ion
norm a l, par a lo s l im ites de c ont r ols e ca lc ula la media ar tim et ic a y la des v iac io n es tan da r de lo s
datos , de la s iguien te ma nera :
F igura 15 Formato Grá fi ca de Control
6 .4 MANEJO CONSUMO TINTAS Y ALCOHOL ALMACÉN VS COSTOS
Indupol cuenta con dos únicos proveedores de tinta los cuales son Synclair y Flint Group. Los pedidos y el cobro de tintas se realizan en cortes quincenales por consignación, donde se factura
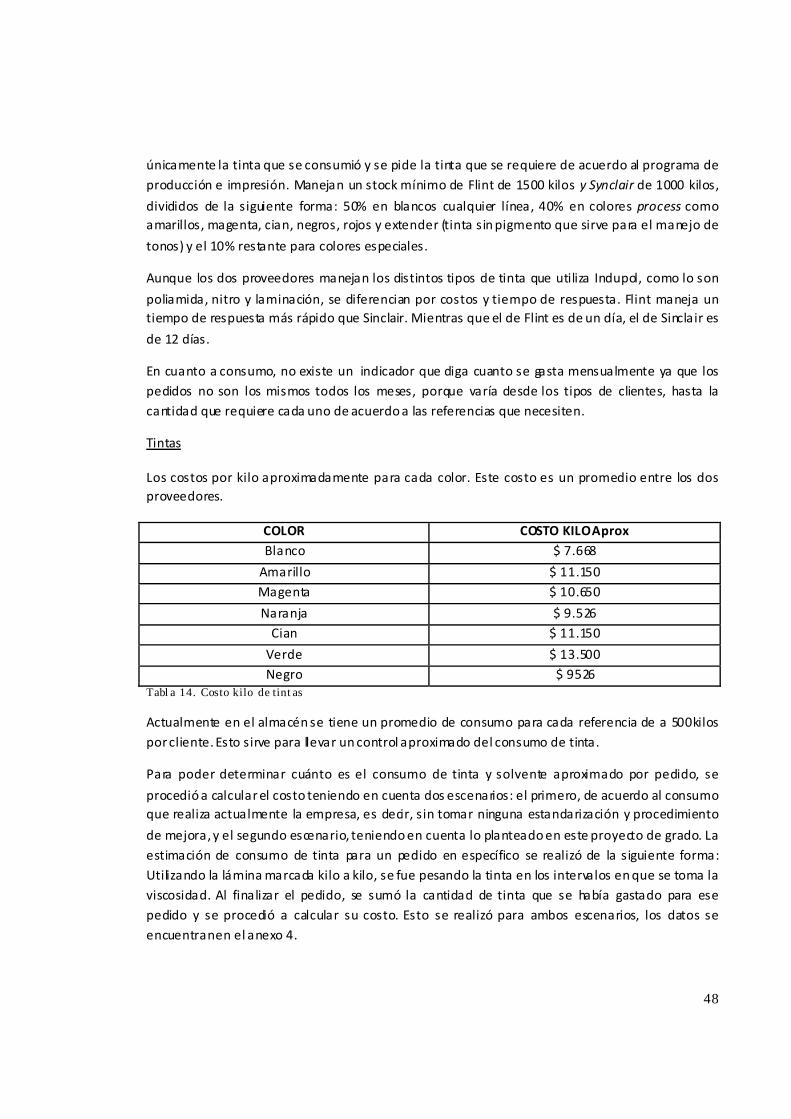
48
únicamente la tinta que se consumió y se pide la tinta que se requiere de acuerdo al programa de producción e impresión. Manejan un stock mínimo de Flint de 1500 kilos y Synclair de 1000 kilos,
divididos de la siguiente forma: 50% en blancos cualquier línea, 40% en colores process como amarillos, magenta, cian, negros, rojos y extender (tinta sin pigmento que sirve para el manejo de
tonos) y el 10% restante para colores especiales.
Aunque los dos proveedores manejan los distintos tipos de tinta que utiliza Indupol, como lo son
poliamida, nitro y laminación, se diferencian por costos y tiempo de respuesta. Flint maneja un tiempo de respuesta más rápido que Sinclair. Mientras que el de Flint es de un día, el de Sinclair es
de 12 días.
En cuanto a consumo, no existe un indicador que diga cuanto se gasta mensualmente ya que los pedidos no son los mismos todos los meses, porque varía desde los tipos de clientes, hasta la cantidad que requiere cada uno de acuerdo a las referencias que necesiten.
Tintas
Los costos por kilo aproximadamente para cada color. Este costo es un promedio entre los dos proveedores.
COLOR COSTO KILO Aprox Blanco $ 7.668
Amarillo $ 11.150 Magenta $ 10.650
Naranja $ 9.526 Cian $ 11.150
Verde $ 13.500 Negro $ 9526
Tabl a 14. Costo kilo de tint as
Actualmente en el almacén se tiene un promedio de consumo para cada referencia de a 500kilos por cliente. Esto sirve para llevar un control aproximado del consumo de tinta.
Para poder determinar cuánto es el consumo de tinta y solvente aproximado por pedido, se
procedió a calcular el costo teniendo en cuenta dos escenarios: el primero, de acuerdo al consumo que realiza actualmente la empresa, es decir, sin tomar ninguna estandarización y procedimiento
de mejora, y el segundo escenario, teniendo en cuenta lo planteado en este proyecto de grado. La estimación de consumo de tinta para un pedido en específico se realizó de la siguiente forma: Utilizando la lámina marcada kilo a kilo, se fue pesando la tinta en los intervalos en que se toma la viscosidad. Al finalizar el pedido, se sumó la cantidad de tinta que se había gastado para ese pedido y se procedió a calcular su costo. Esto se realizó para ambos escenarios, los datos se encuentran en el anexo 4.
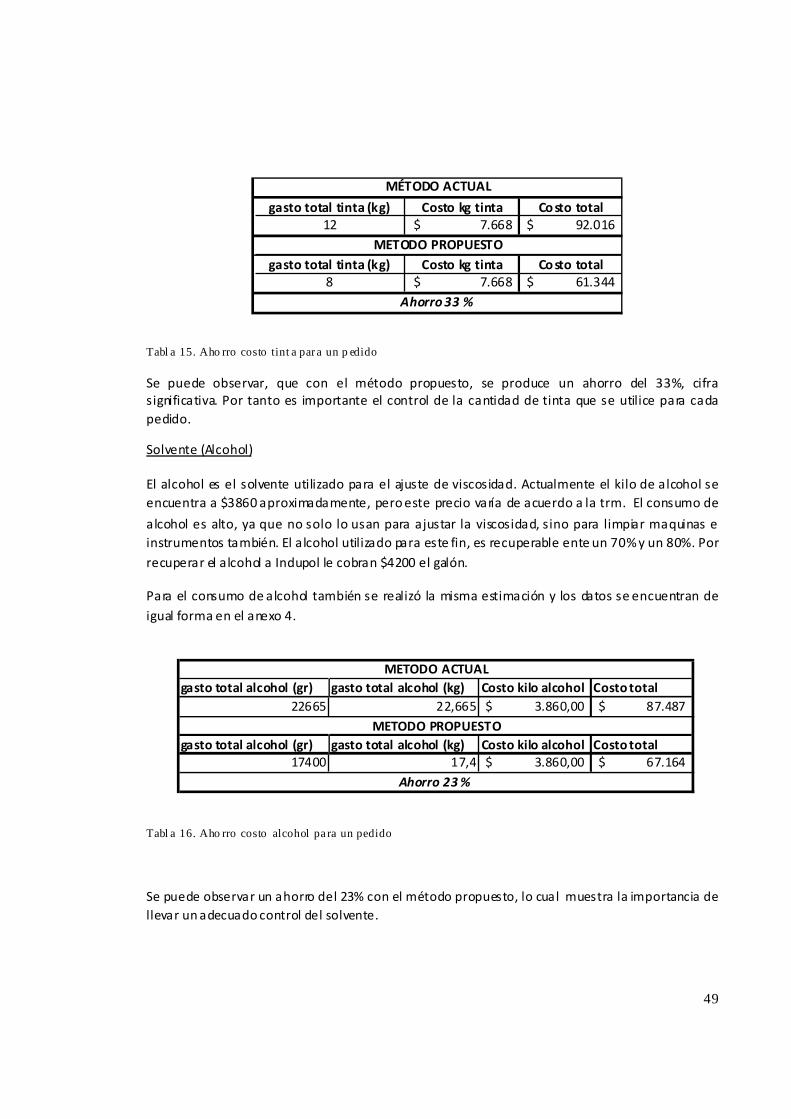
49
gasto total tinta (kg) Costo kg tinta Costo total12 7.668$ 92.016$
gasto total tinta (kg) Costo kg tinta Costo total8 7.668$ 61.344$
MÉTODO ACTUAL
METODO PROPUESTO
Ahorro 33 %
Tabl a 15. Aho rro costo tint a par a un p edido
Se puede observar, que con el método propuesto, se produce un ahorro del 33%, cifra significativa. Por tanto es importante el control de la cantidad de tinta que se utilice para cada pedido.
Solvente (Alcohol)
El alcohol es el solvente utilizado para el ajuste de viscosidad. Actualmente el kilo de alcohol se encuentra a $3860 aproximadamente, pero este precio varía de acuerdo a la trm. El consumo de
alcohol es alto, ya que no solo lo usan para ajustar la viscosidad, sino para limpiar maquinas e instrumentos también. El alcohol utilizado para este fin, es recuperable ente un 70% y un 80%. Por recuperar el alcohol a Indupol le cobran $4200 el galón.
Para el consumo de alcohol también se realizó la misma estimación y los datos se encuentran de igual forma en el anexo 4.
gasto total alcohol (gr) gasto total alcohol (kg) Costo kilo alcohol Costo total22665 22,665 3.860,00$ 87.487$
gasto total alcohol (gr) gasto total alcohol (kg) Costo kilo alcohol Costo total17400 17,4 3.860,00$ 67.164$
METODO PROPUESTO
Ahorro 23 %
METODO ACTUAL
Tabl a 16. Aho rro costo alcohol pa ra un pedido
Se puede observar un ahorro del 23% con el método propuesto, lo cual muestra la importancia de llevar un adecuado control del solvente.
50
Por otro lado, existe un costo de incineración producido por residuos peligrosos. El costo por kilo es de $1200. Actualmente cada tres días se está llenando una caneca con aproximadamente 30 kg
de desperdicios. Por caneca el costo sería de $36000, es decir para las 3 canecas del proceso de impresión, el costo semanal seria de aproximadamente $80000.
Si en un día se realizan entre 4 y 5 pedidos, en cada uno de ellos se realiza un ahorro del 33% en tintas y del 23% en alcohol y sabiendo que la empresa trabaja los 7 días de la semana, el ahorro
será por tanto significativo.
51
7 . CONCLUSIONES Y R ECOMENDAC ION ES
A pesar que un proceso productivo se define como un conjunto de operaciones, entendiéndose como una sola cadena, hay partes que son más criticas y por lo tanto afectan de mayor forma al producto final. Indupol cuenta con un sistema de gestion de calidad enfocado a la documentación y acción que exige la norma ISO 9001:2000, por eso a pesar de que el control que tienen sobre sus productos y procesos es adecuado a lo que la norma exige, se encontraron varias falencias que pueden estar afectando el desempeño y la productividad de la empresa.
Despues de un trabajo de observacion y análisis de campo y gracias a la implementación de herramientas de calidad como el Diagrama de Pareto, se identificó que el proceso más critico de la empresa es el de impresión, por tanto centrarse en la identificación y solución de un problema especifico que se presente dentro de éste, se convirtió en el objeto de este proyecto de grado.
Se observó que en el proceso de impresión hay una inadecuada utilización de materias primas, como son la tinta y el solvente. Igualmente se observó que la causa de ello radica en que los
operarios al agregar el solvente a la tinta al momento de ajustar la viscosidad para que se alcancen las características de intensidad y calidad del color, lo hacen simplemente al ojo, careciendo de un sistema que les permita determinar la cantidad necesaria de uno y otro producto. Este mal uso conlleva a un desperdicio de estas materias primas, incrementándose los costos por pedido ya que hay una mayor utilización de volumen frente a los requerimientos reales. Ese desperdicio lleva también a un incremento de los residuos peligrosos, los que al requerir, por norma ambiental, su destrucción mediante incineración, contribuye al mayor costo del proceso.
Adicionalmente, se observó también que no se está llevando un control adecuado de la toma de viscosidad, ya que en el formato no se registra información relevante para poder realizar algun
análisis con el fin de tomar acciones correctivas, si fuera necesario.
Es por esto que controlar la cantidad de tinta y solvente para obtener las características ideales de
impresión junto con la comparación de costos y ahorro presentado , se convirtió en el primer aporte de este proyecto de grado. Para ello se construyó una guía que contuviera los elementos
que permitan ajustar la cantidad de solvente a utilizar según el volumen de tinta contenido en la maquina impresora y obtener así la viscosidad requerida para lograr una mejor calidad en el
proceso y por lo tanto, en el producto final. Se realizaron unas pruebas para corroborar que lo propuesto tuviera sentido y aun cuando ello no alcanzó un resultado exacto, si permitió alcanzar un resultado confiable y muy cercano al esperado. El no logro de una mayor exactitud, obedece a
que hay variables no susceptibles de medirse o controlarse con la guia elaborada, ya que en su mayor parte, corresponden a elementos exógenos al proceso mismo. En cuanto a costos,
comparando dos pruebas realizadas, una antes y otra después de utilizar la guia, se obtuvo una
52
reducción de costos de tinta y solvente de aproximadamente 23% y 33%. Es importante corroborar el supuesto de que la guia realizada para un color de trama y otro de plancha, si sirva
para todos los colores.
El control estadistico es una herramienta facil de emplear, la cual ayuda a aumentar la productividad en la operación de empresas . Las gráficas de control junto con el análisis de capacidad, son su principal instrumento y a través de éstos se puede controlar la variabilidad
presentada a lo largo del proceso y el conocimiento de si esta cumpliendo con las especificaciones determinadas. Aplicar estas herramientas para el control de la toma de viscosidad durante el
proceso de impresión, se convirtió en el siguiente aporte de este proyecto de grado. Para realizar unas gráficas adecuadas que proporcionáran información relevante al análisis y determinar la capacidad del proceso, se utilizó como variable la razón de la variación de la viscosidad. Los resultados con este método fueron buenos para las gráficas de control, ya que el proceso es estable, caso contrario que pasa para el análisis de capacidad, donde su resultado es que el
proceso no cumple con las especificaciones dadas..
Algúnas estrategias de mejora que se pueden utilizar para mejorar la capacidad del proceso son:
• Realizar un buen sistema de monitoreo a las gráficas de control, para detectar cambios de manera oportuna.
• Corroborar las especificaciones utilizadas actualmente para la toma de viscosidad,con el fin de identificar si éstas son efectivamente las requeridas por el cliente. Es importante que estas especificaciones cuenten con un respaldo antes de seguir siendo utilizadas por la empresa.
Adicionalmente, se creó un formato en excel muy sencillo, que permita a los encargados del control de calidad, construir gráficos de control cada vez que deseen controlar la variabilidad entre las tomas de viscosidad.
De igual forma, se modificó el formato de viscosidad que usa Indupol actualmente, con el fin de abarcar con mayor precisión variables durante cada toma de viscosidad , para incrementar el
control de calidad dentro del proceso y asi procesar informacion adecuada para observar tendencias en el desempeño del mismo, identificar aspectos que no cumplan con las
caracteristicas de calidad y asi poder tomar acciones correctivas oportunas. El formato propuesto contribuye al mejoramiento continuo no solo del proceso. Se recomienda asignar a una persona para actualizar y verificar las gráficas constantemente, ojalá para cada pedido.
Por último, es importante hablar un poco acerca de a concientización. La concientización de cada una de las personas que hacen parte de la empresa, junto con la implementación de una cultura organizacional, sin lugar a duda son el principal aspecto, con el que toda organización debe contar, para incrementar la productividad y la estabilidad de la empresa. Hacer sentir a los operarios,

53
como parte vital del funcionamiento de la empresa, y buscar la forma en que ellos alcancen un sentido de pertenencia, es primordial para alcanzar las metas y direccionar la compañía hacia la
perdurabilidad. Mientras no exista esa concientizacion, ningún método propuesto, por más bueno que sea, va a obtener resultados, si el operario no es conciente de la importancia y el beneficio
que puede traer no solo a la empresa sino tambien a el como trabajador y parte de ella. Los incentivos son una buena opción para que los operarios participen activamente en el proceso.
Es indispensable que en el futuro se le de continuidad a este proyecto, ya que beneficiaria notablemente a la empresa, Indupol Ltda.
54
8 . BIBL IOGRAFÍA
Alcaldia Mayor de Bogotá. (2006). Secretaria Distrital de Ambiente. Recuperado el 4 de Noviembre de 2008, de http://www.secretariadeambiente.gov.co/sda/libreria/php/frame_detalle.php?h_id=940
American Society of Quality. (1991). Recuperado el Septiembre de 2008, de ASQ: http://www.asq.org/learn-about-quality/data-collect ion-analysis-tools/overview/data-analysis.xls
AZOR S.R.L. (s.f.). AZOR S.R.L . Recuperado el 22 de Octubre de 2008, de http://www.azor.com.ar/t intas.htm
Belcar S.A. (1954). Belcar. Recuperado el 24 de Octubre de 2008, de http://www.belcar.com.ar/info/last intas.html
Caicedo, N. (2008). Principios y pract icas de inspección. Conferencia clase Fundamentos de la Calidad. Bogota.
Cuatrecasas, L. (2005). Gestión Integral de la Calidad. En L. Cuatrecasas, Gestión Integral de la Calidad (pág. 20). Barcelona: Ediciones Gest ión 2000.
Ecopetrol. (2001). Vicepresidencia de Refinacion y Mercadeo. Catalogo de Productos Ecopetrol. Bogota.
Google. (s.f.). Textos cientificos. Recuperado el 11 de Septiembre de 2008, de http://www.textoscient ificos.com/polimeros/polipropileno
Gutierrez, E. (Octubre de 2007). Gráficas de Control. Bogotá.
Gutierrez, H. (2006). Control estadíst ico de Calidad y Seis Sigma. México: McGraw-Hill.
Indupol Ltda. (2008). Capacitación Solventes. Bogotá.
ISO 9000. (s.f.). Norma Internacional ISO 9000. Recuperado el 6 de Octubre de 2008, de http://www.uladech.edu.pe/webuladech/universidad/NORMA%20ISO_9000-2000%20CONCEPTOS%20Y%20VOCABULARIO.pdf
Kume, H. (1994). Herramientas estadísticas básicas para el mejoramiento de la calidad. Bogotá: Norma.
Minitab15. (Noviembre de 2008). Ayuda Minitab.
Montgomery, D. (1991). Control Estadístico de la Calidad. México D.F: Grupo Editorial Iberoamérica S.A de C.V.

55
Naranjo, J. P. (2004). Estudio del sistema de control estadístico de calidad en una empresa de manufactura de aceros basada en chatarra. Tesis de Pregrado, Universidad de los Andes, Departamento de Ingeniería Industrial, Bogotá.
Novaflex. (2008). Capacitación Flexografía. Bogotá.
Olarte, J. P. (2001). Implementación de herramientas de control estadístico de la calidad en empresa manufacturera de productos alimenticios de consumo masivo: Estudio caso Bimbo de Colombia. Tesis de pregrado, Universidad de los Andes, Departamento de Ingeniería Industrial, Bogotá.
Orozco, F. (1980). Control de Calidad. Pereira: Universidad Tecnológica de Pereira.
Prieto, M. (2001). Implementación de control estadístico de proceso en una industria gráfica. Tesis de Pregrado, Universidad de los Andes, Departamento Ingeniería Industrial, Bogotá.
Red de Desarrollo Sostenible de Colombia. (9 de Septiembre de 2008). RDS Colombia. Recuperado el 29 de Octubre de 2008, de http://www.rds.org.co/noticia.htm?x=1059036
Sangüesa Sánchez, M., Mateo Dueñas, R., & Ilzarbe Izquierdo, L. (2006). Teoria y Práctica de la Calidad. Madrid, España: Thomson.
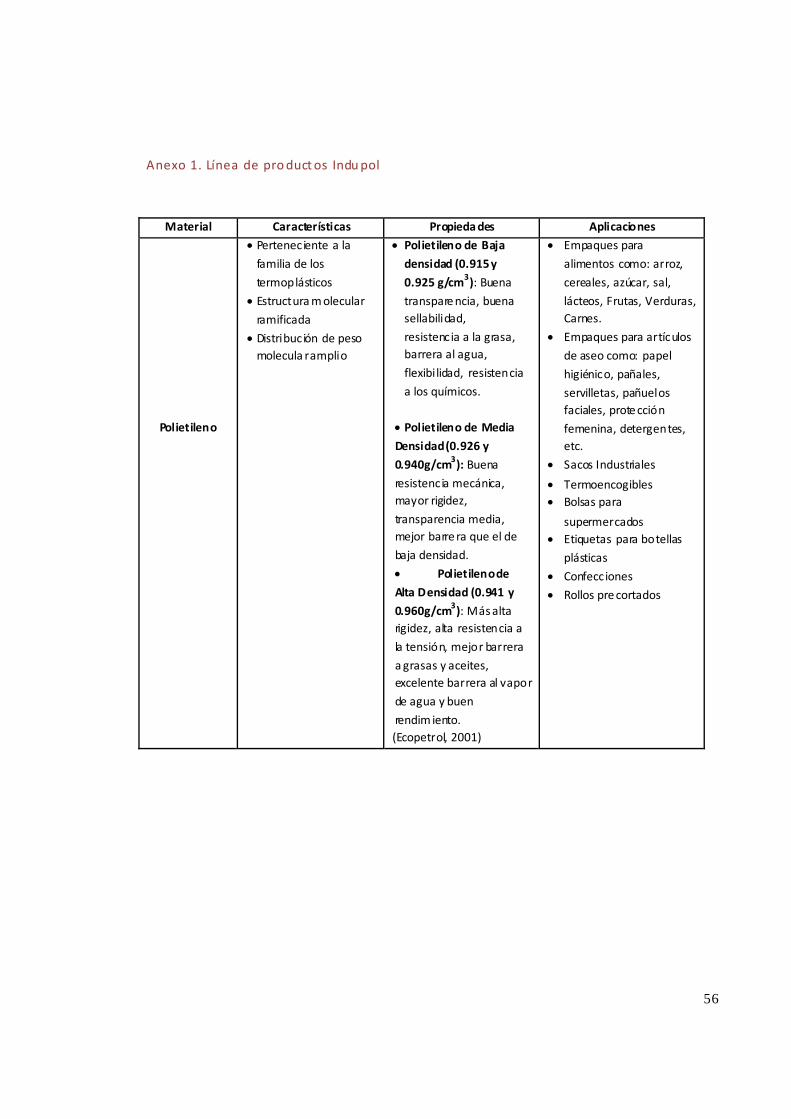
56
Anexo 1. Línea de productos Indupol
Material Características Propiedades Aplicaciones
Polietileno
• Perteneciente a la familia de los
termoplásticos
• Estructura molecular
ramificada
• Distribución de peso molecula r amplio
• Polietileno de Baja densidad (0.915 y
0.925 g/cm3): Buena
transparencia, buena sellabilidad,
resistencia a la grasa, barrera al agua,
flexibilidad, resistencia
a los químicos.
• Polietileno de Media
Densidad (0.926 y
0.940g/cm3): Buena
resistencia mecánica, mayor rigidez,
transparencia media, mejor barre ra que el de
baja densidad.
• Polietileno de
Alta Densidad (0.941 y
0.960g/cm3): Más alta rigidez, alta resistencia a
la tensión, mejor barrera
a grasas y aceites, excelente barrera al vapor
de agua y buen
rendim iento. (Ecopetrol, 2001)
• Empaques para
alimentos como: arroz,
cereales, azúcar, sal,
lácteos, Frutas, Verduras, Carnes.
• Empaques para artículos
de aseo como: papel
higiénico, pañales,
servilletas, pañuelos faciales, protección
femenina, detergentes, etc.
• Sacos Industriales
• Termoencogibles • Bolsas para
supermercados • Etiquetas para botellas
plásticas
• Confecciones
• Rollos precortados
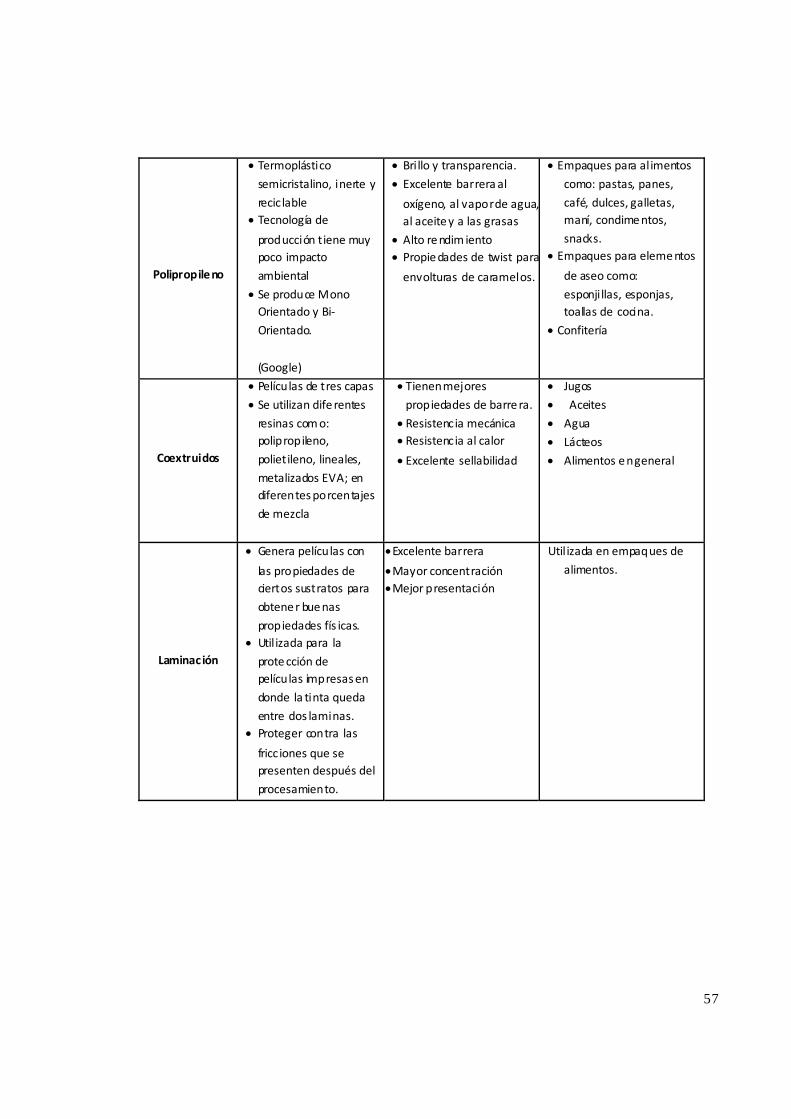
57
Polipropileno
• Termoplástico
semicristalino, inerte y
recic lable • Tecnología de producción tiene muy poco impacto
ambiental
• Se produce Mono Orientado y Bi‐
Orientado.
(Google)
• Brillo y transparencia. • Excelente barrera al oxígeno, al vapor de agua, al aceite y a las grasas
• Alto rendim iento • Propiedades de twist para envolturas de caramelos.
• Empaques para alimentos
como: pastas, panes,
café, dulces, galletas, maní, condimentos,
snacks. • Empaques para elementos
de aseo como:
esponjillas, esponjas, toallas de cocina.
• Confitería
Coextruidos
• Películas de tres capas • Se utilizan dife rentes resinas como: polipropileno,
polietileno, lineales,
metalizados EVA; en diferentes porcentajes
de mezcla
• Tienen mejores
propiedades de barre ra.
• Resistencia mecánica • Resistencia al calor • Excelente sellabilidad
• Jugos
• Aceites
• Agua
• Lácteos
• Alimentos en general
Laminación
• Genera películas con las propiedades de ciertos sustratos para
obtener buenas
propiedades fís icas. • Util izada para la protección de películas impresas en
donde la tinta queda
entre dos laminas. • Proteger contra las fricciones que se presenten después del
procesamiento.
•Excelente barrera
•Mayor concentración •Mejor presentación
Util izada en empaques de
alimentos.
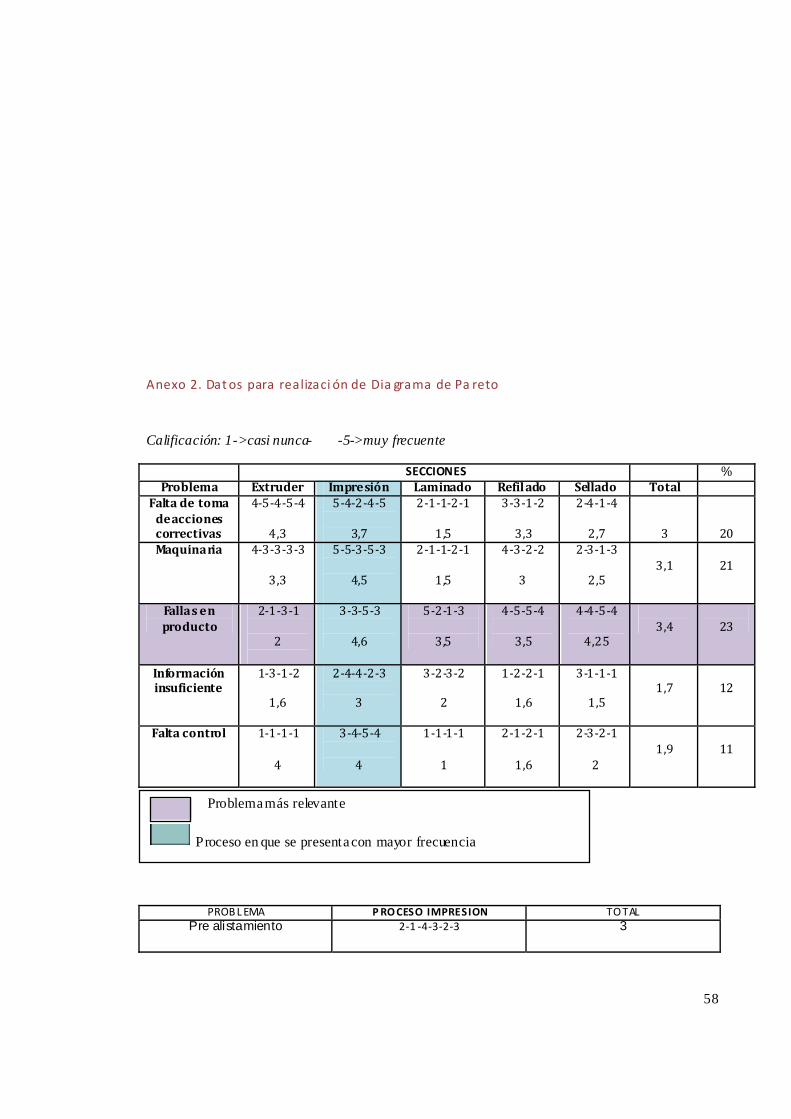
58
Anexo 2. Datos para realizaci ón de Dia grama de Pa reto
Calificación: 1->casi nunca- -5->muy frecuente
SECCIONES % Problema Extruder Impresión Laminado Refilado Sellado Total
Falta de toma de acciones correctivas
4‐5‐4‐5‐4
4,3
5‐4‐2‐4‐5 3,7
2‐1‐1‐2‐1
1,5
3‐3‐1‐2 3,3
2‐4‐1‐4 2,7
3
20
Maquinaria 4‐3‐3‐3‐3
3,3
5‐5‐3‐5‐3 4,5
2‐1‐1‐2‐1
1,5
4‐3‐2‐2 3
2‐3‐1‐3 2,5
3,1
21
Fallas en producto
2‐1‐3‐1 2
3‐3‐5‐3 4,6
5‐2‐1‐3
3,5
4‐5‐5‐4 3,5
4‐4‐5‐4
4,25
3,4
23
Información insuficiente
1‐3‐1‐2
1,6
2‐4‐4‐2‐3 3
3‐2‐3‐2 2
1‐2‐2‐1 1,6
3‐1‐1‐1 1,5
1,7
12
Falta control 1‐1‐1‐1 4
3‐4‐5‐4 4
1‐1‐1‐1 1
2‐1‐2‐1 1,6
2‐3‐2‐1 2
1,9
11
PROBLEMA PROCESO IMPRESION TOTAL Pre alistamiento
2‐1 ‐4‐3‐2‐3
3
Problema más relevante
Proceso en que se presenta con mayor frecuencia
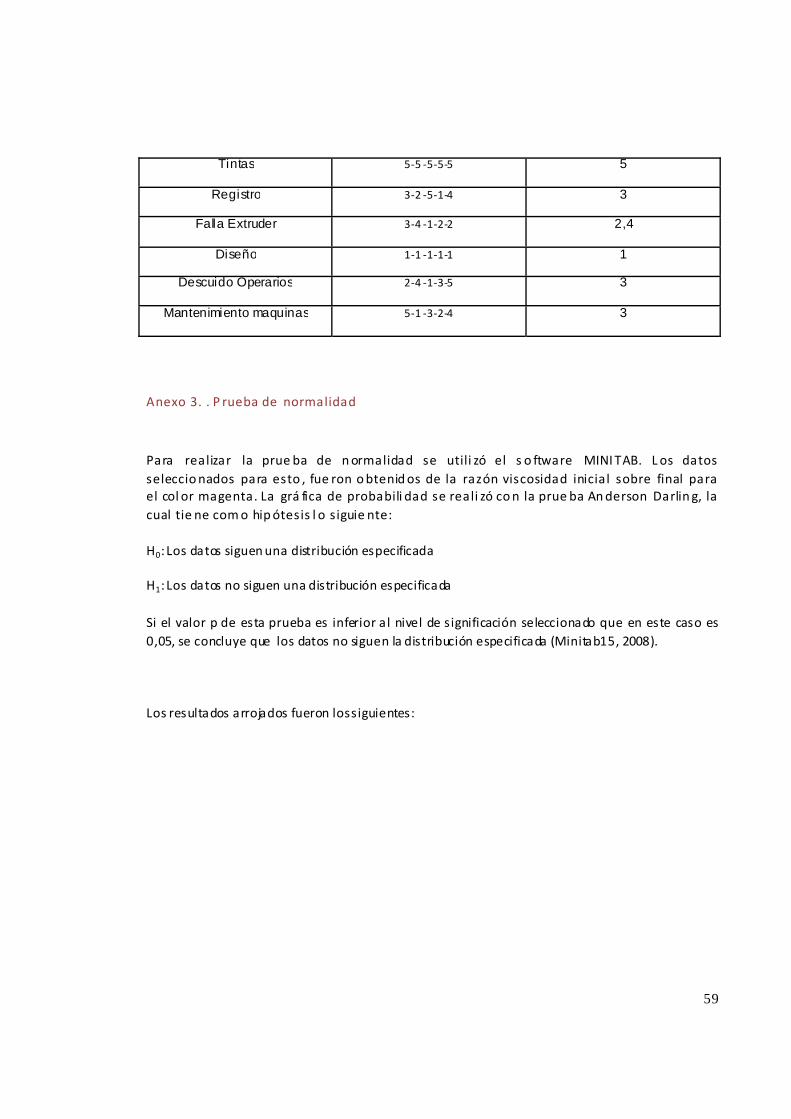
59
Tintas
5‐5 ‐5‐5‐5 5
Registro
3‐2 ‐5‐1‐4 3
Falla Extruder
3‐4 ‐1‐2‐2 2,4
Diseño
1‐1 ‐1‐1‐1 1
Descuido Operarios
2‐4 ‐1‐3‐5 3
Mantenimiento maquinas
5‐1 ‐3‐2‐4 3
Anexo 3. . P rueba de normalidad
Para realizar la prue ba de normalidad se utili zó el s o ftware MINITAB. L os datos seleccionados para esto , fue ron obtenidos de la razón viscosidad inicial sobre final para el col or magenta. La grá fica de probabili dad se reali zó con la prue ba Anderson Darlin g, la cual tie ne como hipótesis l o siguie nte:
H0: Los datos siguen una distribución especificada
H1: Los datos no siguen una distribución especificada
Si el valor p de esta prueba es inferior al nivel de significación seleccionado que en este caso es 0,05, se concluye que los datos no siguen la distribución especificada (Minitab15, 2008).
Los resultados arrojados fueron los siguientes:
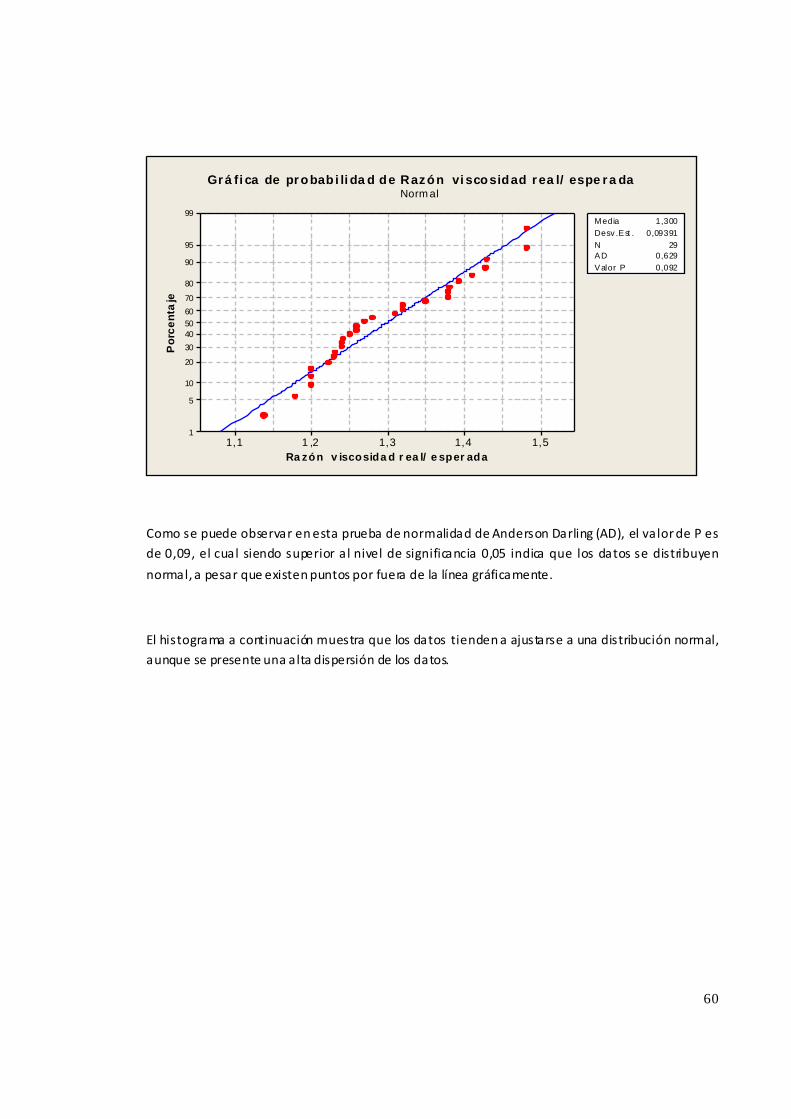
60
1,51,41,31 ,21,1
99
95
90
80
70
605040
30
20
10
5
1
Razón v iscosidad r ea l/ esper ada
Por
cent
aje
M edia 1,300Desv .E st . 0,09391N 29A D 0,629V alor P 0,092
Gráfica de probabi lidad de Razón viscosidad rea l/ esperadaNormal
Como se puede observar en esta prueba de normalidad de Anderson Darling (AD), el valor de P es de 0,09, el cual siendo superior al nivel de significancia 0,05 indica que los datos se distribuyen
normal, a pesar que existen puntos por fuera de la línea gráficamente.
El histograma a continuación muestra que los datos tienden a ajustarse a una distribución normal, aunque se presente una alta dispersión de los datos.
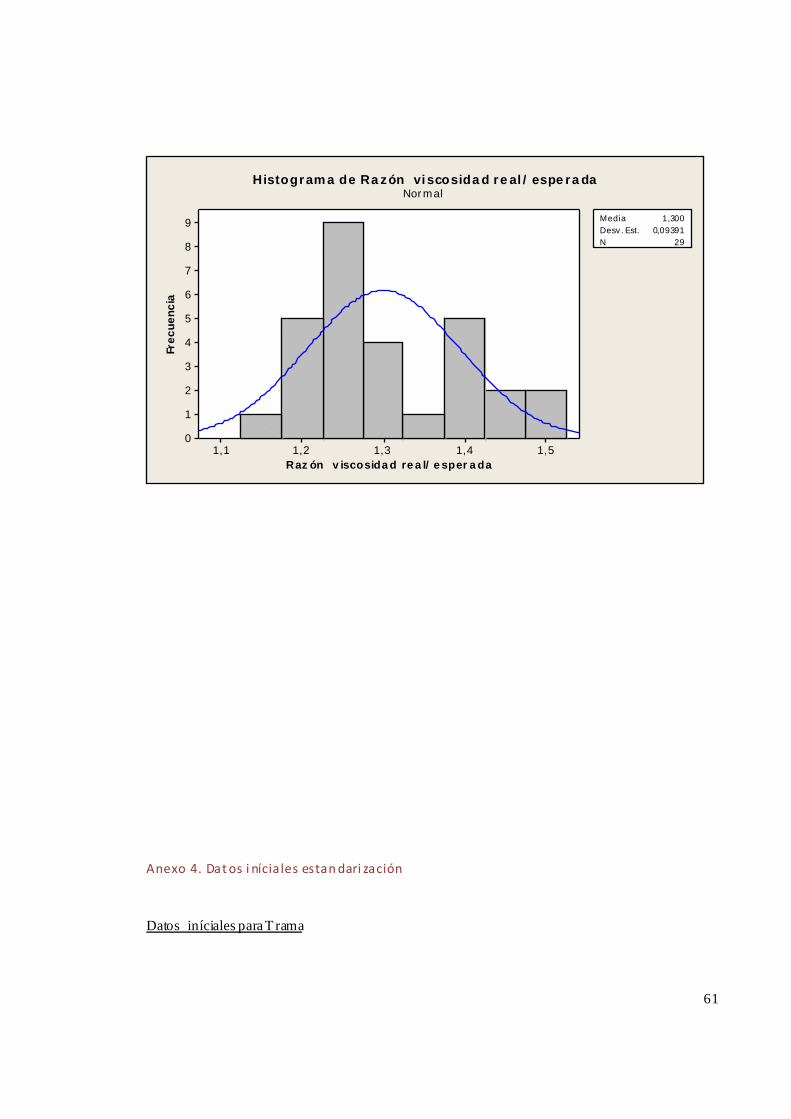
61
1,51,41,31,21,1
9
8
7
6
5
4
3
2
1
0
Raz ón v iscosidad real/esper ada
Frec
uenc
ia
M edia 1,300Desv . Est. 0,09391N 29
Histograma de Razón viscosidad real/ esperadaNormal
Anexo 4. Datos i níciales estandari zación
Datos iníciales para T rama
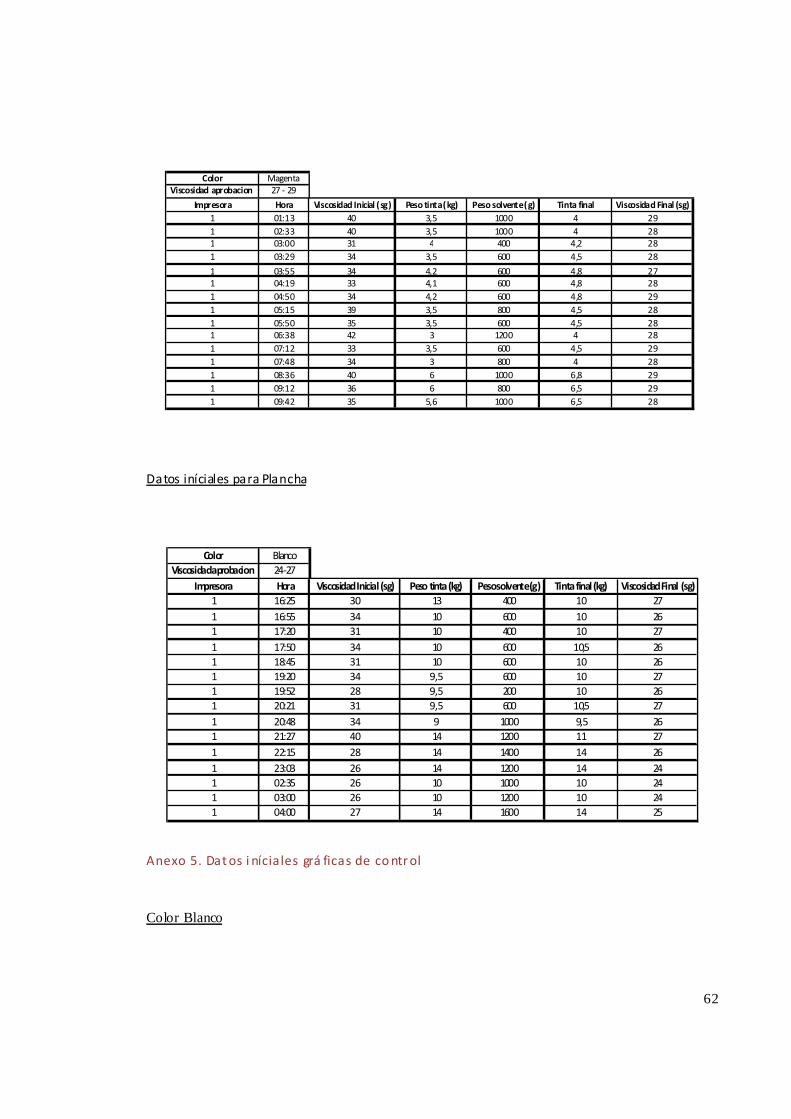
62
Color MagentaViscosidad aprobacion 27 ‐ 29
Impresora Hora Viscosidad Inicial (sg) Peso tinta (kg) Peso solvente (g) Tinta final Viscosidad Final (sg)1 01:13 40 3,5 1000 4 291 02:33 40 3,5 1000 4 281 03:00 31 4 400 4,2 281 03:29 34 3,5 600 4,5 28
1 03:55 34 4,2 600 4,8 271 04:19 33 4,1 600 4,8 281 04:50 34 4,2 600 4,8 291 05:15 39 3,5 800 4,5 281 05:50 35 3,5 600 4,5 281 06:38 42 3 1200 4 281 07:12 33 3,5 600 4,5 291 07:48 34 3 800 4 281 08:36 40 6 1000 6,8 291 09:12 36 6 800 6,5 291 09:42 35 5,6 1000 6,5 28
Datos iníciales para Plancha
Color BlancoViscosidad aprobacion 24‐27
Impresora Hora Viscosidad Inicial (sg) Peso tinta (kg) Peso solvente (g) Tinta final (kg) Viscosidad Final (sg)1 16:25 30 13 400 10 271 16:55 34 10 600 10 261 17:20 31 10 400 10 271 17:50 34 10 600 10,5 261 18:45 31 10 600 10 261 19:20 34 9,5 600 10 271 19:52 28 9,5 200 10 261 20:21 31 9,5 600 10,5 271 20:48 34 9 1000 9,5 261 21:27 40 14 1200 11 271 22:15 28 14 1400 14 261 23:03 26 14 1200 14 241 02:35 26 10 1000 10 241 03:00 26 10 1200 10 241 04:00 27 14 1600 14 25
Anexo 5. Datos i níciales grá ficas de control
Color Blanco
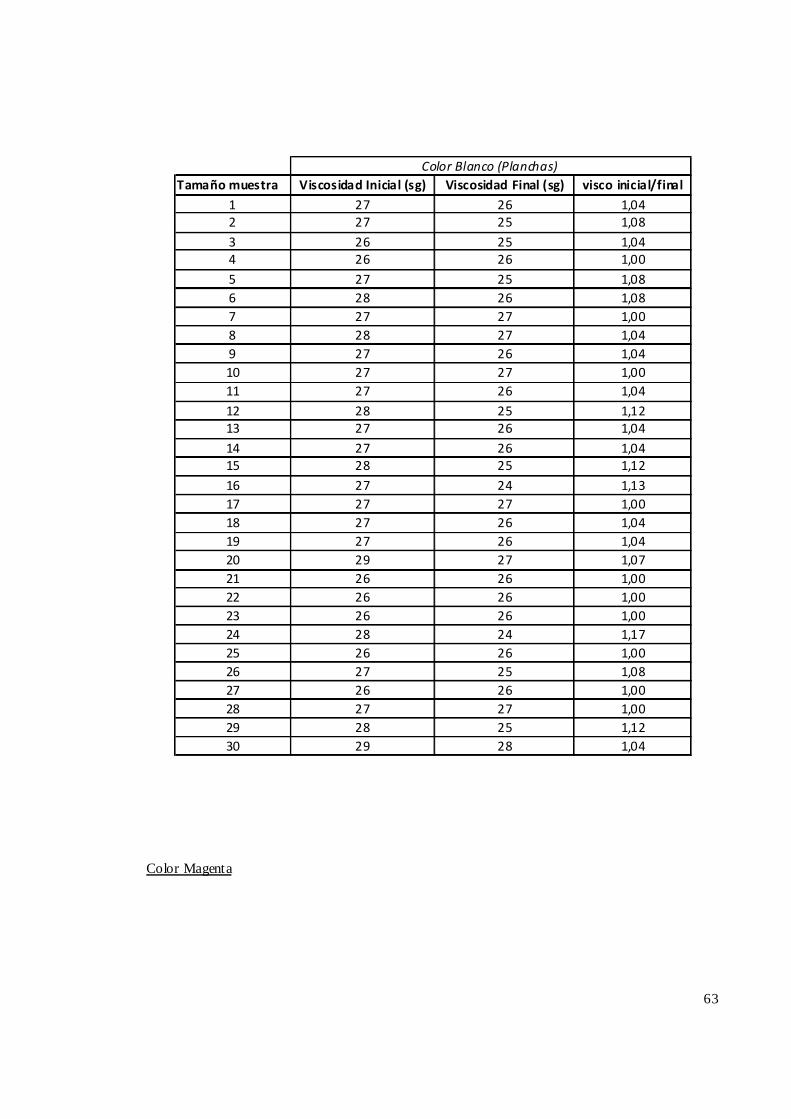
63
Tamaño muestra Viscosidad Inicial (sg) Viscosidad Final (sg) visco inicial/final1 27 26 1,042 27 25 1,083 26 25 1,044 26 26 1,005 27 25 1,086 28 26 1,087 27 27 1,008 28 27 1,049 27 26 1,0410 27 27 1,0011 27 26 1,0412 28 25 1,1213 27 26 1,0414 27 26 1,0415 28 25 1,1216 27 24 1,1317 27 27 1,0018 27 26 1,0419 27 26 1,0420 29 27 1,0721 26 26 1,0022 26 26 1,0023 26 26 1,0024 28 24 1,1725 26 26 1,0026 27 25 1,0827 26 26 1,0028 27 27 1,0029 28 25 1,1230 29 28 1,04
Color Blanco (Planchas)
Color Magenta
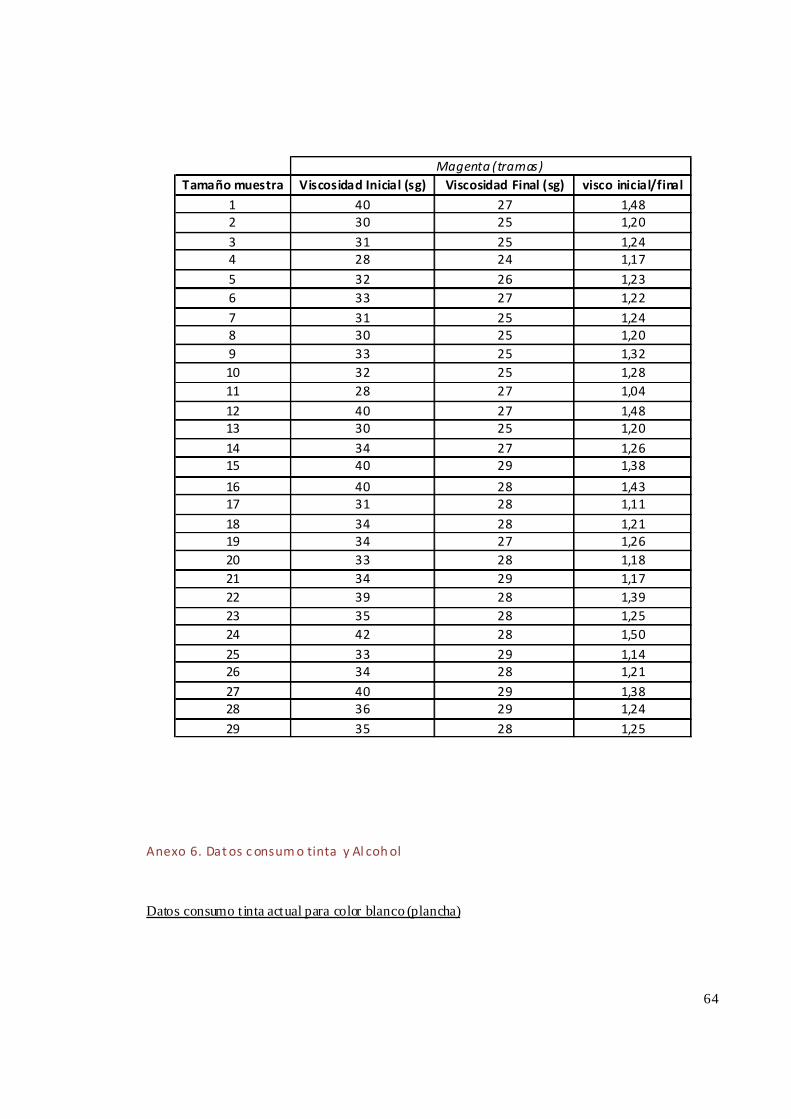
64
Tamaño muestra Viscosidad Inicial (sg) Viscosidad Final (sg) visco inicial/final1 40 27 1,482 30 25 1,203 31 25 1,244 28 24 1,175 32 26 1,236 33 27 1,227 31 25 1,248 30 25 1,209 33 25 1,3210 32 25 1,2811 28 27 1,0412 40 27 1,4813 30 25 1,2014 34 27 1,2615 40 29 1,38
16 40 28 1,4317 31 28 1,1118 34 28 1,2119 34 27 1,2620 33 28 1,1821 34 29 1,1722 39 28 1,3923 35 28 1,2524 42 28 1,5025 33 29 1,1426 34 28 1,2127 40 29 1,3828 36 29 1,2429 35 28 1,25
Magenta (tramas)
Anexo 6. Datos c onsumo tinta y Al cohol
Datos consumo t inta actual para color blanco (plancha)
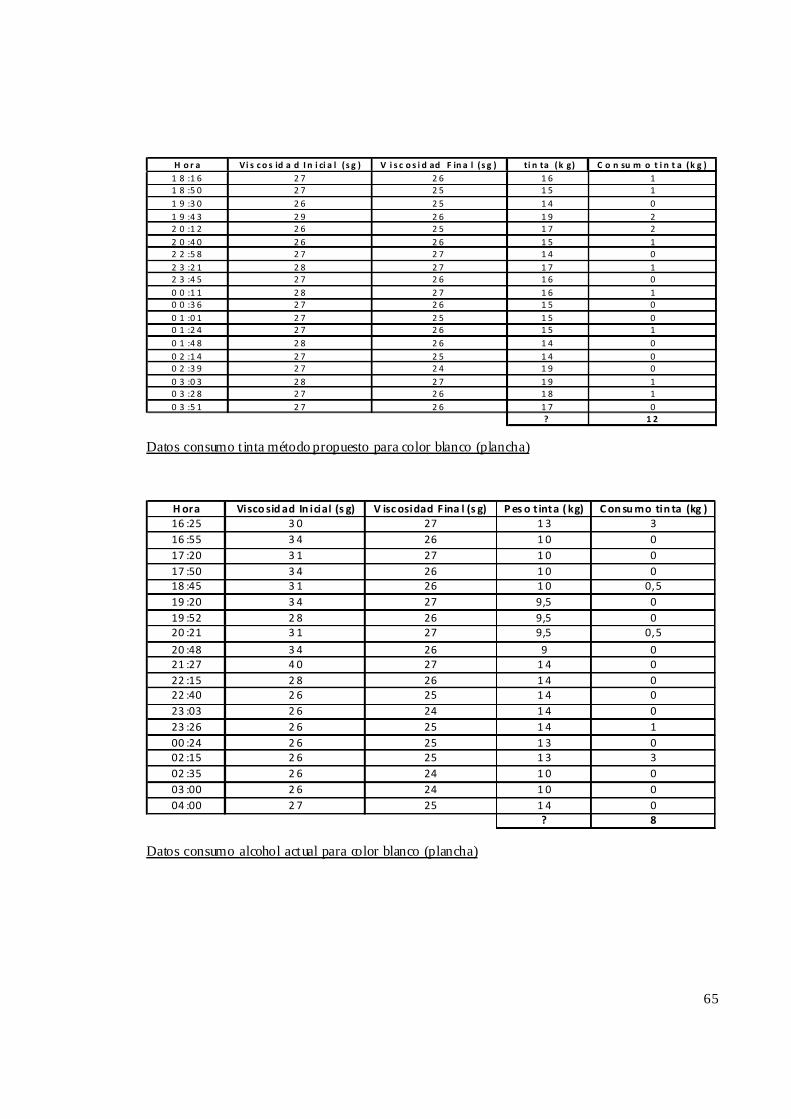
65
H o r a Vi s co s id a d I n i ci a l (s g ) V i s c o s i d ad F in a l (s g ) ti n ta (k g) C o n su m o t i n t a (k g )1 8 :1 6 2 7 2 6 1 6 11 8 :5 0 2 7 2 5 1 5 11 9 :3 0 2 6 2 5 1 4 01 9 :4 3 2 9 2 6 1 9 22 0 :1 2 2 6 2 5 1 7 22 0 :4 0 2 6 2 6 1 5 12 2 :5 8 2 7 2 7 1 4 02 3 :2 1 2 8 2 7 1 7 12 3 :4 5 2 7 2 6 1 6 00 0 :1 1 2 8 2 7 1 6 10 0 :3 6 2 7 2 6 1 5 00 1 :0 1 2 7 2 5 1 5 00 1 :2 4 2 7 2 6 1 5 10 1 :4 8 2 8 2 6 1 4 00 2 :1 4 2 7 2 5 1 4 00 2 :3 9 2 7 2 4 1 9 00 3 :0 3 2 8 2 7 1 9 10 3 :2 8 2 7 2 6 1 8 10 3 :5 1 2 7 2 6 1 7 0
? 1 2
Datos consumo t inta método propuesto para color blanco (plancha)
Hora Visco sidad In icial (s g) V isc osidad Fina l (s g) P es o t inta ( kg) Con sumo tin ta (kg )16 :25 3 0 27 1 3 316 :55 3 4 26 1 0 017 :20 3 1 27 1 0 017 :50 3 4 26 1 0 018 :45 3 1 26 1 0 0,519 :20 3 4 27 9,5 019 :52 2 8 26 9,5 020 :21 3 1 27 9,5 0,5
20 :48 3 4 26 9 021 :27 4 0 27 1 4 022 :15 2 8 26 1 4 022 :40 2 6 25 1 4 023 :03 2 6 24 1 4 023 :26 2 6 25 1 4 100 :24 2 6 25 1 3 002 :15 2 6 25 1 3 302 :35 2 6 24 1 0 003 :00 2 6 24 1 0 004 :00 2 7 25 1 4 0
? 8
Datos consumo alcohol actual para color blanco (plancha)
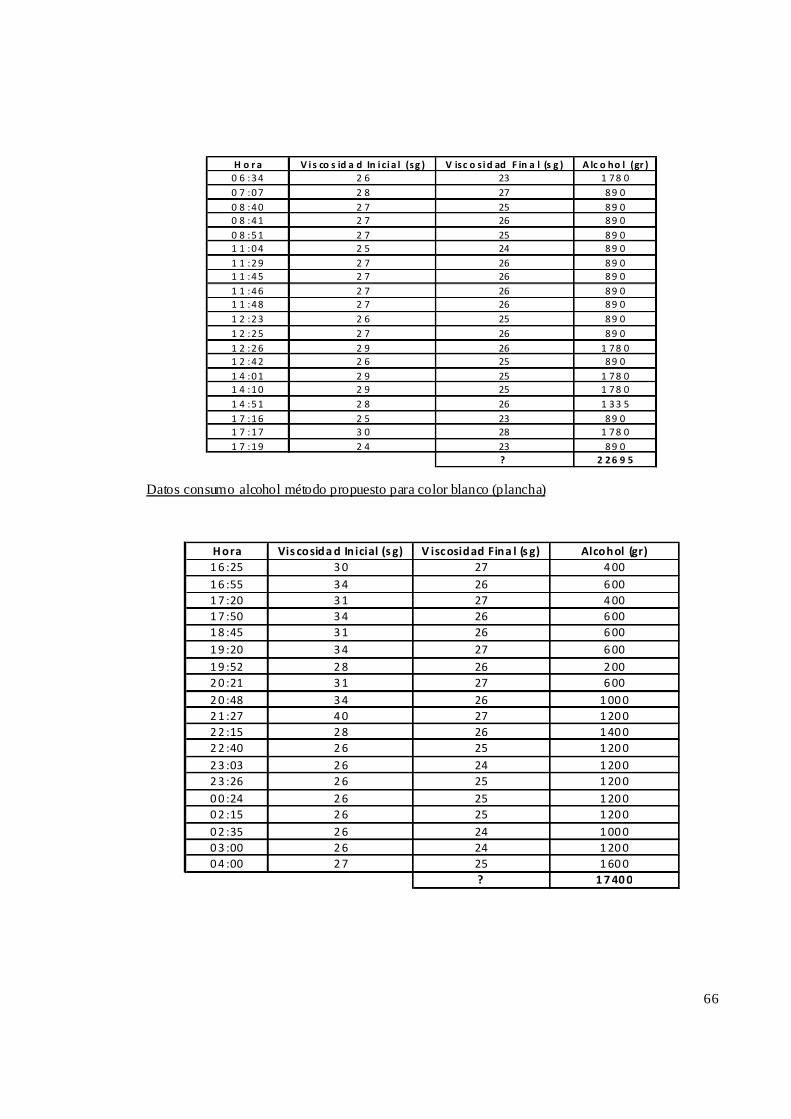
66
H o ra V i s co s id a d In i ci a l (sg ) V isc o sid ad F in a l (s g ) A lc o ho l (gr )0 6 :34 2 6 23 1 78 00 7 :07 2 8 27 89 00 8 :40 2 7 25 89 00 8 :41 2 7 26 89 00 8 :51 2 7 25 89 01 1 :04 2 5 24 89 01 1 :29 2 7 26 89 01 1 :45 2 7 26 89 01 1 :46 2 7 26 89 01 1 :48 2 7 26 89 01 2 :23 2 6 25 89 01 2 :25 2 7 26 89 01 2 :26 2 9 26 1 78 01 2 :42 2 6 25 89 01 4 :01 2 9 25 1 78 01 4 :10 2 9 25 1 78 01 4 :51 2 8 26 1 33 51 7 :16 2 5 23 89 01 7 :17 3 0 28 1 78 01 7 :19 2 4 23 89 0
? 2 26 9 5
Datos consumo alcohol método propuesto para color blanco (plancha)
Hora Vis cosidad In icial (s g) V iscosidad Fina l (s g) Alcohol (gr)16 :25 30 27 40016 :55 34 26 60017 :20 31 27 40017 :50 34 26 60018 :45 31 26 60019 :20 34 27 60019 :52 28 26 20020 :21 31 27 60020 :48 34 26 100021 :27 40 27 120022 :15 28 26 140022 :40 26 25 120023 :03 26 24 120023 :26 26 25 120000 :24 26 25 120002 :15 26 25 120002 :35 26 24 100003 :00 26 24 120004 :00 27 25 1600
? 17400





























