Acero rpido pulvimetalrgico ASP2060
COMPOSICION QUIMICA
C Cr Mo W Co V
2,30 4,2 7,0 6,5 10,5 6,5
01/02-1 Toda la informacin arriba mencionada es slo a ttulo
informativo y no implica obligaciones contractuales. ASP es una
marca registrada de Erasteel
EQUIVALENCIAS
Europa: HS 6-7-6-10 Alemania: W.Nr. 1.3241
DUREZA DE SUMINISTRO
Recocido blando max. 340 HB
DESCRIPCION
ASP 2060 es un acero de alta aleacin para aplicaciones que
exijan alta dureza en caliente y elevada resistencia al
desgaste.
APLICACIONES
Talladores de engranajes Brochas z Brocas Fresas espiga z Machos
Herramientas trabajo en fro
GAMA DE FABRICACION
Barras redondas Barras forjadas Barras rectangulares y cuadradas
Herramientas de torno Acabado superficial: estirado, rectifi-cado,
descortezado, mecanizado en desbaste.
TRATAMIENTO TERMICO
Recocido blando en atmsfera protegida a 850-900C, durante 3
horas, seguido de enfriamiento lento 10C/h hasta 700C, a
continuacin libre al aire.
Recocido de eliminacin de tensiones entre 600C y 700C durante
aprox. 2 horas, luego enfriamiento lento hasta 500C.
Austenizacin (temple) en atmsfera protegida con precalentamiento
en 2 etapas a 450-500C y 850-900C. Austenizar a la temperatura
ade-cuada para la dureza seleccionada. Enfriamiento hasta
40-50C.
Revenir 3 veces a 560C durante mnimo 1 hora por revenido.
Enfriar
a temperatura ambiente (25C) entre revenidos.
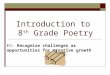
RECOMENDACIONES PARA EL TEMPLE
56
58
60
62
64
66
68
70
72
520 540 560 580 600 620 C
HRC
1180
1150
1100
10501000
C
Temperatura de revenido 3 revenidos x 1 hora
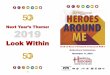
CURVA CCT
Grfico para transformacin con enfriamiento constante
Temperatura de austenizacin 1180C
PROCESOS
ASP 2060 puede ser trabajado por: mecanizado (rectificado,
torneado,
fresado) pulido deformacin plstica electroerosin soldadura
(requiere proceso especial
incluido precalentamiento y electrodos con la composicin qumica
base).
RECTIFICADO Durante el rectificado hay que evitar el
calentamiento local de la superficie, ya que puede alterar su
estructura. Los fabricantes de muelas pueden recomen-dar la eleccin
de la muela adecuada.
TRATAMIENTO SUPERFICIAL Esta calidad posee un substrato adecuado
para recubrimientos PVD y CVD. Durante la nitruracin se recomienda
una capa delgada entre 2-15 m. El acero tambin puede ser revenido
al vapor.
01/02-1 Toda la informacin arriba mencionada es slo a ttulo
informativo y no implica obligaciones contractuales. ASP es una
marca registrada de Erasteel
PROPRIEDADES
PROPRIEDADES FISICAS
Temperatura 20C 400C 600C
Densidad g/cm3 (1) 7,9 7,9 7,8
Mdulo de elasticidad
kN/mm2 (2)
250
222
200 Coeficiente de dilatacin
por C (2)
-
10.6x10-6
11.1x10-6 Coeficiente de conductividad
W/mC (2)
24
28
27 Calor especfico J/kg C (2)
420
510
600
(1)=Recocido blando (2)=Templado 1180C y revenido 560C, 3x1 hora
RESISTENCIA AL IMPACTO
0
3
6
9
12
15
18
21
24
950 1000 1050 1100 1150 1200 C
Nm
62
63
64
65
66
67
68
69
70HRC
Temperatura de austenizacin en C
Dimensin original 9 x 12 mm Revenidos 3 x 1 hora a 560 C
Probeta sin entalla 7 x 10 x 55 mm
PRUEBA DE FLEXION EN 4 PUNTOS
0
1
2
3
4
5
6
950 1000 1050 1100 1150 1200C
kN/mm2
0
2
4
6
8
10
12
Nm
Rmb
Reb
Tot.work
Temperatura de austenizacin en C
Dimensin original 6 mm Revenidos 3 x 1 hora a 560C
Dimensin de la probeta 4.7 mm
Rmb = Punto de rotura al doblado kN/mm Reb = Lmite elstico al
doblado kN/mm Tot. work = Trabajo total en Nm
LIMITE ELASTICO A LA COMPRESION
Energa de impacto
Dureza
Probeta con entalla 10 mm TABLA COMPARATIVA Maquinabilidad
Resistancia Tenacidad Dureza en Rectificabilidad al desgaste
caliente E M2 E M35 E M42 C 8 E M3:2 M9V E M7 WKE 42 WKE 45 ASP
2005 ASP 2015 ASP 2017 ASP 2023 ASP 2030 ASP 2052 ASP 2053 ASP 2060
FICHAS DE SEGURIDAD DE MATERIAL
MSDS: B
COMPOSICION QUIMICA