Embed Size (px)
Citation preview

Sms
LD
ARRA
KSPCRSC
1
cfatva
st(aTcoSihb
0h
Enzyme and Microbial Technology 53 (2013) 250– 256
Contents lists available at SciVerse ScienceDirect
Enzyme and Microbial Technology
j our nal homep a ge: www.elsev ier .com/ locate /emt
imultaneous production of cellulase and reducing sugar throughodification of compositional and structural characteristic of
ugarcane bagasse
i Wan Yoon, Gek Cheng Ngoh ∗, Adeline Seak May Chuaepartment of Chemical Engineering, Faculty of Engineering, University of Malaya, Kuala Lumpur 50603, Malaysia
a r t i c l e i n f o
rticle history:eceived 18 December 2012eceived in revised form 8 May 2013ccepted 18 May 2013
eywords:olid state fermentationretreatment
a b s t r a c t
This study examined the potential of untreated and alkali-pretreated sugarcane bagasse (SCB) in cellulase,reducing sugar (RS) and fungal biomass production via solid state fermentation (SSF) using Pycnoporussanguineus. The impact of the composition, structure and cellulase adsorption ability of SCB on the pro-duction of cellulase, RS and fungal biomass was investigated. From the morphological and compositionalanalyses, untreated SCB has relatively more structural changes with a higher percentage of depolymerisa-tion on the cellulose, hemicellulose and lignin content compared to alkali-pretreated SCB. Thus, untreatedSCB favoured the production of cellulase and fungal biomass whereas alkali-pretreated SCB yielded a
ellulaseeducing sugarugarcane bagasseellulase adsorption
higher amount of RS. The composition and morphology of untreated SCB did not encourage RS produc-tion and this suggested that RS produced during SSF might be consumed in a faster rate by the moreabundantly grown fungus. Besides that, alkali-pretreated SCB with higher cellulase adsorption abilitycould have adsorbed the cellulase produced and resulted in a lower cellulase titre. In short, the pro-duction of specific bioproducts via SSF is dependent on the structure and composition of the substrateapplied.
. Introduction
Agricultural residues with their lignocellulosic nature are rich inellulose, hemicellulose and lignin [1]. They appear as prominenteedstocks for the production of a wide range of bioproducts suchs enzymes, fermentable sugars and bioethanol [2,3]. To converthe lignocellulosic agricultural residues into bioproducts, biocon-ersion processes such as enzymatic hydrolysis and fermentationre commonly applied.
Solid state fermentation (SSF) is one of the most extensivelytudied fermentation methods. This method offers more advan-ages as compared to the conventional submerged fermentationSmF) method. SSF is carried out in the absence of free flowing waternd thus, a lower amount of wastewater is generated from SSF [2].he production cost of bioproducts via SSF can be lowered since theost of purification could be reduced due to higher concentrationf end products and higher fermentation productivity obtained [4].SF is also particularly favourable for the cultivation of fungi since
t is conducted under the conditions that are closer to the naturalabitat of filamentous fungi [5]. Higher yield of bioproducts cane achieved due to the better growth of filamentous fungi during∗ Corresponding author. Tel.: +60379675301; fax: +603 79675371.E-mail address: [email protected] (G.C. Ngoh).
141-0229/$ – see front matter © 2013 Elsevier Inc. All rights reserved.ttp://dx.doi.org/10.1016/j.enzmictec.2013.05.005
© 2013 Elsevier Inc. All rights reserved.
SSF as the filamentous fungi are better enzyme producer under SSFcompared to SmF [6].
The solid substrate employed in SSF plays a crucial role inanchoring the filamentous fungi during their growth [7,8]. Sub-strate that contains sufficient nutrients to supplement the fungalgrowth is preferable [7]. The types and the nature of lignocellu-losic substrates used also have a great impact on SSF [7]. However,some of the lignocellulosic substrates could not support the growthof certain types of filamentous fungi. For instance, Orzua et al.[9] stated that out of ten other types of substrates tested in theirstudy, only apple pomace, lemon peel, orange peel, and coconuthusk have great potential to support the growth of Aspergillus nigerin SSF. Furthermore, Hong et al. [8] reported that Phanerochaetechrysosporium could not grow well on substrates such as paddyhusk, coconut fibre, wood dust, coconut meal, palm kernel cake,sugarcane bagasse and oil palm trunk. They further concluded thatsubstrates with structure that limits diffusion often do not supportfungal growth and impede the production of bioproducts such asenzymes and fermentable sugars.
Apart from that, some researchers pretreat the lignocellulosicsubstrate before SSF. Pretreatment is performed to alter the struc-
ture of the lignocellulosic substrate with the aim to increase thesurface area of cellulose and hemicellulose, to remove lignin andalso to reduce the degree of polymerization and crystallinity of cel-lulose [10]. As suggested by Limayem and Ricke [11], pretreatment
crobia
opbAeTosreskacu
obwgStb
2
2
vCwbAp
2
wtcws
2
l5708C
bssws
2
gc
2
Bar
L.W. Yoon et al. / Enzyme and Mi
f lignocellulosic substrate has major effects on the downstreamrocesses and thus, appropriate pretreatment techniques shoulde applied to improve the yield of the desired products via SSF.lkali pretreatment is one of the most commonly applied andffective pretreatment techniques for lignocellulosic substrate.here are diverse opinions on the impact of alkali pretreatmentn the production of bioproducts such as cellulase and reducingugar (RS) from the pretreated biomasses via fermentation. Someesearchers stated that alkali-pretreated substrate was able tonhance the yield of bioproducts produced during SSF whereasome reported otherwise [7,12,13]. Untreated substrates arenown to be compositionally and structurally different fromlkali-pretreated substrates [14,15]. These criteria might alsoontribute to the different ability in enzyme adsorption for bothntreated and pretreated substrates [16,17].
In this study, the impact of structural and compositional changesf SCB resulted from alkali pretreatment on the production ofioproducts such as cellulase, RS and fungal biomass via SSFas investigated. The production of these bioproducts and fun-
al biomass was performed by a WRF, Pycnoporus sanguineus viaSF. The relationship between composition, structural characteris-ic and cellulase adsorption ability of SCB with the production ofioproducts and fungal biomass during SSF was also highlighted.
. Materials and methods
.1. Fungal culture and inoculum preparation
Pycnoporus sanguineus was determined to be the most suitable WRF to be culti-ated on SCB based on screening test. P. sanguineus was obtained from the Germanollection of Microorganisms and Cell Cultures (DSMZ, Germany) and the fungusas maintained on malt extract peptone agar at 4 ◦C. The inoculum was prepared
y growing P. sanguineus in 50 mL of 2% malt extract medium for 5 days at 100 rpm.fter the incubation period, mycelial pellets obtained was washed and homogenizedrior to be used in SSF.
.2. Substrates and pretreatment
SCB was collected from Purecane Manufacturing Sdn. Bhd., Malaysia. The SCBas thoroughly washed, dried and ground before being subjected to alkali pre-
reatment or SSF. Alkali pretreatment of SCB was carried out under the optimizedondition (128 ◦C, 30 min and 0.62 M NaOH) [18]. The substrate was then washedith water and citrate buffer until the wash water of pH 5 was obtained. The washed
ubstrate was then dried at 60 ◦C and used in SSF.
.3. Solid state fermentation (SSF)
SSF was conducted with 2 g of untreated or alkali-pretreated SCB and inocu-ated with 1 mL of homogenized mycelial suspension. Mandel’s medium with pH
was supplemented to the inoculated SCB until the final moisture content of0% was obtained. Mandel’s medium consisted of 2 g/L KH2PO4, 1.4 g/L (NH4)2SO4,.3 g/L urea, 0.3 g/L CaCl2·2H2O, 0.3 g/L MgSO4·7H2O, 1 g/L peptone, 0.2% (v/v) Tween0, 5 mg/L FeSO4·7H2O, 1.6 mg/L MnSO4·2H2O, 1.4 mg/L ZnSO4·7H2O and 2 mg/LoCl2·6H2O. SSF was carried out at room temperature for 1–8 days.
After fermentation, the content of the flask was extracted with 20 mL of citrateuffer (50 mM, pH 4.8). The flask was then agitated at 150 rpm for 1 h and sub-equently, the content was centrifuged at 4 ◦C and 3500 rpm for 20 min. Theupernatant obtained from centrifugation was filtered and thereafter, the filtrateas analyzed for cellulase activities, total soluble protein content, and reducing
ugar (RS) concentration.
.4. Compositional analysis
The chemical composition of SCB was determined according to the method sug-ested by National Renewable Energy Laboratory (NREL) [19]. The compositions ofellulose, hemicellulose and lignin of SCB were reported in this study.
.5. Fourier transform infrared (FTIR) analysis
The chemical structure of SCB was examined with FTIR spectrometer (IFS66v/S,ruker, USA). The dried solid samples were mixed with potassium bromide (KBr)nd the mixtures were pressed into a disc. The samples were then scanned in theange of 400 cm−1 to 4000 cm−1 with a resolution of 0.1 cm−1.
l Technology 53 (2013) 250– 256 251
2.6. Scanning electron microscopy (SEM)
The morphology of untreated and alkali-pretreated SCB before and after SSFwas examined with scanning electron microscope (Quanta 200 FESEM, FEI, USA).The solid samples were first mounted on the aluminium sample stubs with doublesided carbon tape. Following that, images were acquired with 10 kV accelerationvoltage.
2.7. Cellulase adsorption
The procedures for determining cellulase adsorption on untreated and alkali-pretreated SCB was carried out as described by Du et al. [20] with somemodifications. Cellulase solution (Cellulase Onozuka R-10 from Trichoderma viride,Merck, Germany) with an activity of 30 FPU/g SCB was added to the untreated andalkali-pretreated SCB with equal cellulose loading. The reaction was maintained at30 ◦C in a water bath for 2 h. After the reaction, citrate buffer was added into themixture followed by shaking the content of the flask at 150 rpm for 1 h. The mixturewas then centrifuged and filtered before subjected to total soluble protein analy-sis according to micro Lowry Peterson’s modification method. The percentage ofcellulase adsorption was calculated based on Eq. (1).
percentage of cellulase adsorption = Cinitial − Cunadsorbed
Cinitial× 100% (1)
where Cinitial = initial amount of cellulase dosage applied (�g) and Cunadsorbed = amountof unadsorbed cellulase in filtrate (�g).
2.8. Analytical methods
The reducing sugar (RS) concentration was determined by using DNS method[21]. Fungal biomass was quantified by total soluble protein content. The total sol-uble protein content was determined by using TP0300 total protein kit based onMicro Lowry Peterson’s modification method (Sigma–Aldrich, USA).
The procedure reported by Ghose [22] was applied to determine the cellulaseactivities that were expressed in terms of filter paper activity (FPase), carboxyl-methyl cellulase activity (CMCase) and �-glucosidase activity. FPase, CMCase and�-glucosidase activity represent the total cellulase activities, endoglucanase activ-ity and �-glucosidase activity respectively [23]. One unit of enzyme activity wasdefined as the amount of enzyme required to liberate 1 �mol mL−1 min−1 of glucose(2 �mol mL−1 min−1 of glucose in the case of �-glucosidase) from the particular sub-strate under the assay conditions [22]. All experiments were conducted in duplicateand statistical analysis was performed by applying the analysis of variance (ANOVA)method. Confidence level of 95% was applied to test the significance of the dataobtained.
3. Results and discussion
3.1. Compositional analysis on untreated and alkali-pretreatedSCB
The chemical composition of both untreated and alkali-pretreated SCB was determined and the results are tabulated inTable 1. It is worth noting that alkali-pretreated SCB consists ofhigher amount of cellulose and hemicellulose with lower lignincontent compared to the untreated SCB. This correlates well withother studies whereby lignin in lignocellulosic biomass is signifi-cantly removed when alkaline solution is employed to pretreat thebiomass [14,23].
As stated by Kuhad and Singh [24], WRF are capable of degradingall the components in lignocellulosic biomass. Hence, P. sanguineusshould have the ability to depolymerise all the three main chemicalcomponents (cellulose, hemicellulose and lignin) in SCB during SSF.The cellulose and hemicellulose content decreased during SSF forboth untreated and alkali-pretreated SCB as presented in Table 1and this implies that enzymes cellulase and hemicellulase wereproduced during SSF and these enzymes play a role in the depoly-merisation of cellulose and hemicellulose in SCB. The percentageof cellulose removal from alkali-pretreated and untreated SCB dur-ing SSF were 2.8% and 14.1% respectively. The higher percentage ofcellulose removal from untreated SCB might be attributed to the
higher amount of cellulase produced from untreated SCB via SSF.Besides that, a higher amount of hemicellulose compared tocellulose and lignin was removed from both untreated and alkali-pretreated SCB during SSF. Hemicellulose was prone to be removed

252 L.W. Yoon et al. / Enzyme and Microbial Technology 53 (2013) 250– 256
Table 1Chemical composition of untreated and alkali-pretreated SCB before and after SSF.a
Alkali-pretreated SCB Untreated SCB
Initial amount (g)b Final amount (g) Percentage difference (%) Initial amount (g)b Final amount (g) Percentage difference (%)
Cellulose 1.07 1.04 2.8 0.85 0.73 14.1Hemicellulose 0.57 0.53 7.0 0.51 0.43 15.7Lignin 0.33 0.33 – 0.63 0.57 9.5
ali-prev
biwtetc[cw
cciPtpm
3
tFptpo3trim
pblauat�rwurbs
thfSt
and rougher surface with thinner fibres compared to untreated SCB.This is due to the removal of lignin content and reduction in cel-lulose crystallinity during alkali pretreatment. Similar structural
a The same operating conditions were applied in SSF for both untreated and alkalues were not reported because they did not vary much before and after SSF.b Initial amount was based on 2 g of SCB used in SSF.
y P. sanguineus owing to its more amorphous structure wherebyt is easier to be fractionated compared to cellulose. Furthermore,
hen lignocellulosic substrate was subjected to fermentation,he biomass tended to induce xylanase production followed byndoglucanase production as suggested by Cunha et al. [25] andhis explains the higher percentage removal of hemicellulose overellulose. Also, this finding agrees with a study by Monrroy et al.26] in which the percentage of removal of the hemicellulose andellulose were 31% and 12% respectively when the woody substrateas cultivated with Gleophyllum trabeum for eight weeks.
Lignin removal by P. sanguineus was minor compared to thearbohydrate removal in this study as P. sanguineus might favourarbohydrate depolymerisation over lignin depolymerisation dur-ng the course of fermentation. The enzyme system produced by. sanguineus in this study could be lacked of ligninase enzymeshat are necessary to breakdown lignin. Hence, longer fermentationeriod might be needed to observe any significant lignin depoly-erisation.
.2. FTIR analysis
FTIR analysis was conducted to investigate the chemical struc-ure of untreated and alkali-pretreated SCB before and after SSF.rom Fig. 1, it is apparent that the spectra of untreated and alkali-retreated SCB were similar before and after SSF. This signifieshat the chemical composition and structure of the untreated andretreated SCB did not vary much after subjected to SSF. On thether hand, the absorption bands at 3330 cm−1 (slightly shifted to420 cm−1 in the spectra of alkali-pretreated SCB) and 2905 cm−1
hat represent the hydroxyl (OH) group [27] and CH stretching [28]espectively are present in all spectra. The presence of these bandsndicates that regardless of whether SCB was subjected to pretreat-
ent or fermentation, SCB still retain its lignocellulosic nature [29].The cellulose in lignocellulosic substrate is characterized by the
eaks at 1425 cm−1 and 897 cm−1 [30]. The intensity of 1425 cm−1
and which represents the CH2 scissoring motion in crystalline cel-ulose was slightly reduced after SSF. Conversely, the absorbancet 897 cm−1 was relatively more intense in the spectra of bothntreated and alkali-pretreated SCB after SSF. If a high percent-ge of amorphous cellulose is present in lignocellulosic substrate,he band at 897 cm−1 which characterizes the C O C stretching at-1,4-glycosidic linkage will be strong and sharp [30]. Hence, the
esults indicate that the content of amorphous cellulose increasedhereby the crystallinity of cellulose was reduced after SSF ofntreated and alkali-pretreated SCB. This correlates well with aeport by Jabasingh and Nachiyar [15] proving that crystallinity ofagasse decreased due to the depolymerisation of lignocellulosicubstrate during fermentation.
Hemicellulose represented by the band at 1732 cm−1 describedhe stretching behaviour in C O groups of the acetyl content of
emicellulose [31]. The removal of hemicellulose can be deducedrom the reduced intensity of 1732 cm−1 for the SCB subjected toSF as depicted in Fig. 1. Apart from that, lignin was characterized byhe peaks at 1600 cm−1 (shifted to 1645 cm−1 in alkali-pretreated
treated SCB. The ash and moisture content of the SCB were determined but these
SCB after SSF) and 1515 cm−1. Both of these peaks remained withincreased intensity in the spectra for SCB after SSF [32]. The percent-age of lignin content in the fermented SCB has increased slightly dueto higher removal of cellulose and hemicellulose than lignin duringSSF. Generally, the results obtained from FTIR analysis correlatedwell with the results obtained from the compositional analysis.
3.3. Structural analysis – scanning electron microscopy (SEM)
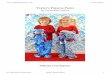
To elucidate further the structural and morphological changesoccurred during SSF, scanning electron microscopy (SEM) wasapplied. The SEM images of untreated and pretreated SCB withdifferent magnifications are shown in Figs. 2 and 3 respectively.Untreated SCB has a rigid structure with smooth surface before SSF.On the contrary, a relatively more porous structure was detectedafter SSF and this is particularly obvious by comparing Fig. 2(a) withFig. 2(c). The surface of untreated bagasse after SSF as depicted inFig. 2(c) appeared to be more irregular and corrugated upon thecultivation of P. sanguineus.
From Fig. 3(a) and (b), alkali-pretreated SCB has a more porous
Fig. 1. FTIR spectra of untreated and alkali-pretreated SCB before and after SSF.(a) 3330 cm−1, (b) 2905 cm−1, (c) 1732 cm−1, (d) 1600 cm−1, (e) 1515 cm−1, (f)1425 cm−1, and (g) 897 cm−1.

L.W. Yoon et al. / Enzyme and Microbial Technology 53 (2013) 250– 256 253
F SF, 16S n.
coUdtdt
3f
catifw
cgIfidFthCp
ig. 2. Morphology of untreated SCB before and after SSF. (a) Untreated SCB before SCB after SSF, 1600× magnification, (d) untreated SCB after SSF, 300× magnificatio
hanges on lignocellulosic substrate have also been observed byther researchers when alkali pretreatment was employed [15].nlike untreated bagasse, the structure of alkali-pretreated bagasseid not vary significantly before and after SSF. The depolymerisa-ion of untreated SCB might happen at a relatively rapid manneruring SSF compared to the alkali-pretreated SCB as deduced fromhe morphological analysis.
.4. Cellulase, reducing sugar and fungal biomass productionrom SSF of untreated and alkali-pretreated sugarcane bagasse
SSF is a versatile process in which a wide range of bioproductsould be produced depending on the combinations of substratesnd microorganisms used. In this study, the relationship betweenhe structure and composition of SCB with the production of var-ous bioproducts in particular the production of cellulase, RS andungal biomass from untreated and alkali-pretreated SCB via SSFas examined.
A complete cellulase system which consists of three differentellulase components namely endoglucanase, exoglucanase and �-lucosidase acts synergistically in breaking down the cellulose [33].n this study, P. sanguineus produced all three cellulase componentsrom both untreated and alkali-pretreated SCB via SSF as depictedn Fig. 4. The results from ANOVA showed that the batch to batchifference is insignificant at 95% confidence level. From Fig. 4, thePase obtained from both untreated and alkali-pretreated SCB were
he lowest compared to CMCase and �-glucosidase. On the otherand, the difference in CMCase was the greatest as a six fold higherMCase was observed from untreated SCB compared to the alkali-retreated SCB. In short, untreated SCB produced all three cellulase00× magnification, (b) untreated SCB before SSF, 300× magnification, (c) untreated
components in a higher amount compared to alkali-pretreated SCB.Alkali-pretreated SCB seems to be not suitable in the production ofall cellulase components in this study.
Alkali pretreatment did not enhance cellulase production in thisstudy and this finding agrees with the study by Aiello et al. [13]whereby 0.09 IU/ml FPase was recorded from untreated SCB andan insignificant amount of cellulase was produced from alkali-pretreated SCB during submerged fermentation. Brijwani andVadlani [12] observed that alkali-pretreated soybean hulls pro-duced the lowest amount of cellulase compared with the untreated,acid and steam-pretreated substrates in the SSF system. Theseresearchers concluded that alkali solution that remained adsorbedin the pretreated biomass had affected cellulase production nega-tively. Furthermore, the enhancement of cellulase production fromalkali-pretreated substrates was confirmed by some researchers[7,34]. Different pretreatment conditions applied during alkalipretreatment result in different structural modification to the sub-strate and this might be one of the factors that affect cellulaseproduction via SSF.
The growth of P. sanguineus can be indicated by the total solubleprotein content produced during SSF [35]. As shown in Fig. 5, thetotal soluble protein content in untreated SCB was higher than inthe alkali-pretreated SCB throughout the course of fermentation.Untreated bagasse can probably support the growth of P. sanguin-eus better than the alkali-pretreated bagasse. This is because theremoval of lignin from SCB after alkali pretreatment could have
impeded cellulase production as the presence of lignin content aidsthe production of cellulase to some extent [36].Cellulase produced from SSF could trigger the hydrolysis of cel-lulose in SCB. As a result of in situ hydrolysis, a significant amount of

254 L.W. Yoon et al. / Enzyme and Microbial Technology 53 (2013) 250– 256
F eated
m retrea
Ripceacdbftc
mffsshSlutedsdtrd
ig. 3. Morphology of alkali-pretreated SCB before and after SSF. (a) Alkali-pretragnification, (c) alkali-pretreated SCB after SSF, 1600× magnification, (d) alkali-p
S was found in the fermentation broth as illustrated in Fig. 6. Jabas-ngh and Nachiyar [15] have proven also that cellulase enzymesroduced during fermentation can eventually depolymerise theellulose content of the lignocellulosic substrate into sugars. How-ver, the production of RS in situ was not proportional with themount of cellulase available and the fungal growth. Despite higherellulase activities and better fungal growth, the amount of RS pro-uced from untreated bagasse was lower than alkali-pretreatedagasse. RS decreased and at the same time an opposite trend onungal growth was observed in the investigated range of fermen-ation duration (Fig. 5). The decrease in RS might be due to theonsumption of RS for fungal growth.
From the findings, untreated bagasse seemed to be able to pro-ote the production of cellulase coupled with a higher amount of
ungal biomass whereas a higher amount of RS was accumulatedrom the alkali-pretreated SCB. By examining the outcome of thetructural and compositional analysis, untreated SCB with moretructural disruption resulted in higher percentage of cellulose,emicellulose and lignin removal compared with alkali-pretreatedCB. This might probably be caused by the higher amount of cel-ulase and fungal biomass produced when SSF was applied onntreated SCB. With higher cellulase activities, it was expectedhat the cellulose in the untreated SCB can be broken down moreffectively and hypothetically, a higher amount of RS will be pro-uced as a result of the in situ hydrolysis. However, due to theubstantial fungal growth on untreated SCB, part of the RS pro-
uced from the in situ hydrolysis was consumed by the funguso support its growth. Hence, alkali-pretreated SCB inclined toetain a higher amount of RS due to lesser fungal biomass pro-uced.SCB before SSF, 1600× magnification, (b) alkali-pretreated SCB before SSF, 300×ted SCB after SSF, 300× magnification.
A similar result on cellulase and RS production was obtainedfrom the study by Aiello et al. [13]. These researchers reported thatRS produced in fermentation as a result of the depolymerisation ofcellulose by cellulase that was produced in situ. However, the cel-lulase titres obtained from alkali-pretreated SCB were insignificantand they deduced that this might be due to cellulase adsorptionon the pretreated SCB. The cellulase produced could be adsorbedonto the pretreated SCB and not to be detected in the fermentationbroth. Thus, the lower amount of cellulase produced from alkali-pretreated SCB might be due to the ability of the pretreated SCB inadsorbing a higher percentage of cellulase.
3.5. Cellulase adsorption on SCB
Fig. 7 shows the percentage of initial cellulase adsorption onboth untreated and alkali-pretreated SCB at equal cellulose loading.Since cellulase adsorption favours the biomass with a higher con-tent of cellulose [20], the cellulase adsorption test was performedat equal cellulose loading for both untreated and alkali-pretreatedSCB to eliminate the difference of cellulose content in both sub-strates as the complicating factor. From Fig. 7, a higher percentageof cellulase adsorption was recorded from alkali-pretreated SCBcompared to untreated SCB.
Generally, the surface area of biomass increases after pretreat-ment. As a result, the number of sites for enzymes adsorptionson the pretreated biomass increased. Regardless of the biomass
and pretreatment techniques employed, larger surface area hasimproved the percentage of cellulase adsorption on pretreatedbiomass [16,17,20,37]. This explains why alkali-pretreated SCBis able to adsorb a greater amount of cellulase during SSF.
L.W. Yoon et al. / Enzyme and Microbial Technology 53 (2013) 250– 256 255
(b)
(a)
(c)
Fermen tation duration (da ys)
0 2 4 6 8 10
Filte
r pap
er a
ctiv
ity (I
U/m
l)
0.00
0.02
0.04
0.06
0.08
0.10
alkali-pretreated SCBunt reat ed SCB
Fermen tation duration (da ys)
0 2 4 6 8 10
Car
boxy
lmet
hyl c
ellu
lose
act
ivity
(IU
/ml)
0.0
0.2
0.4
0.6
0.8alkali-pretreat ed SCBuntreated SCB
Fermen tation duration (da ys)
0 2 4 6 8 10
B-g
luco
sida
se a
ctiv
ity (I
U/m
l)
0.0
0.1
0.2
0.3
0.4
0.5
alkali-pretreat ed SCBunt reat ed SCB
Fea
Fesb
pfa
Fermentation duration (da ys)
1 2 3 4 5 6 7 8
Tota
l sol
uble
pro
tein
con
tent
(µg/
g s
ubst
rate
)
0
2000
4000
6000
8000
alkali-pretreat ed SCBunt reat ed SCB
Fig. 5. Total soluble protein content obtained from the untreated and alkali-pretreated SCB via SSF.
Fermentatio n duratio n (days)
1 2 3 4 5 6 7 8
Red
ucin
g su
gar c
once
ntra
tion
(mg/
g su
bstra
te)
0
5
10
15
20
25
alkali -pretrea ted SCBuntrea ted SCB
Fig. 6. Reducing sugar concentration obtained from the untreated and alkali-pretreated SCB via SSF.
Alkali -pretrea ted SCB Untrea ted SCB
Per
cent
age
of c
ellu
lase
ads
orpt
ion
(%)
0
10
20
30
40
50
60
ig. 4. Cellulase activities obtained from untreated and alkali-pretreated SCBxpressed in terms of (a) filter paper activity (FPase), (b) carboxylmethyl cellulasectivity (CMCase) and (c) �-glucosidase activity.
urthermore, enzymatic hydrolysis can be facilitated by thenhanced cellulase adsorption [17,31]. This could be one of the rea-ons that lead to the higher RS production from alkali-pretreatediomass in this study.
Due to the adsorption of cellulase within the matrix of alkali-retreated SCB, a lower amount of cellulase was detected in theermentation broth compared to untreated SCB. Extra efforts suchs freeze drying and homogenizing the solid residue left after SSF
Fig. 7. Percentage of initial cellulase adsorption on untreated and alkali-pretreatedSCB at equal cellulose loading.

2 crobia
aetSf
istuhSfat
4
dacbSttama
A
M1Pb
R
[
[
[
[
[
[
[
[
[
[
[
[
[
[
[
[
[
[
[
[
[
[
[
[
[
[
[
[
56 L.W. Yoon et al. / Enzyme and Mi
s suggested by Valásková and Baldrian [38] could be applied toxtract the cellulase bound within the biomass. Although theseechniques could improve cellulase yield from alkali-pretreatedCB, a higher cost will be incurred to derive the cellulase producedrom this process.
This article highlighted that the products obtained from SSF aremmensely dependent on the structure and composition of the sub-trate employed. This is deduced from the findings of the workhat cellulase and fungal growth were found to be abundant inntreated SCB whereas alkali-pretreated SCB was able to retain aigher amount of RS despite its lower cellulase titre obtained duringSF. This work also shows that multiple products could be obtainedrom SSF and thus, it is important to apply the substrate with suit-ble composition and structure to achieve a significant quantity ofhe desirable products via SSF.
. Conclusion
The composition and the structure of sugarcane bagasse haveetermining impact on the production of cellulase, reducing sugarnd fungal biomass via SSF. Untreated sugarcane bagasse favoursellulase production and fungal growth while alkali-pretreatedagasse has a higher potential in the production of reducing sugar.ubstrate with different structure and composition might inducehe production of different bioproducts via SSF. Thus, to enhancehe yield of the desired products in a cost effective manner, it islso essential to consider the types of substrate and pretreatmentethod applied coupled with the compositional and structural
nalysis of the biomass prior to SSF.
cknowledgements
The authors would like to express their gratitude to Universityalaya for supporting this research under the grants of RG151-
2AET and PV076/2011B. The authors would also like to thankurecane Manufacturing Sdn. Bhd. for supplying the sugarcaneagasse.
eferences
[1] Sousa LD, Chundawat SPS, Balan V, Dale BE. ‘Cradle-to-grave’ assessment ofexisting lignocellulose pretreatment technologies. Current Opinion in Biotech-nology 2009;20:339–47.
[2] Pandey A, Soccol CR, Nigam P, Soccol VT. Biotechnological potentialof agro-industrial residues. I: sugarcane bagasse. Bioresource Technology2000;74:69–80.
[3] Sun RC. Detoxification and separation of lignocellulosic biomass prior to fer-mentation for bioethanol production by removal of lignin and hemicelluloses.Bioresources 2009;4:452–5.
[4] Hölker U, Höfer M, Lenz J. Biotechnological advantages of laboratory-scalesolid state fermentation with fungi. Applied Microbiology and Biotechnology2004;64:175–86.
[5] Raghavarao K, Ranganathan TV, Karanth NG. Some engineering aspects of solid-state fermentation. Biochemical Engineering Journal 2003;13:127–35.
[6] Shrestha P, Khanal SK, Pometto III AL, Leeuwen J. Ethanol production via in situfungal saccharification and fermentation of mild alkali and steam pretreatedcorn fiber. Bioresource Technology 2010;101:8698–705.
[7] Bansal N, Tewari R, Soni R, Soni SK. Production of cellulases from Aspergillusniger NS-2 in solid state fermentation on agricultural and kitchen wasteresidues. Waste Management 2012;32:1341–6.
[8] Hong LS, Ibrahim D, Omar IC. Lignocellulolytic materials as a raw material forthe production of fermentable sugars via solid state fermentation. Asian Journalof Scientific Research 2011;4:53–61.
[9] Orzua MC, Mussatto SI, Contreras-Esquivel JC, Rodriguez R, de la Garza H, Teix-eira JA, et al. Exploitation of agro industrial wastes as immobilization carrierfor solid-state fermentation. Industrial Crops and Products 2009;30:24–7.
10] Galbe M, Zacchi G. Pretreatment of lignocellulosic materials for efficient
bioethanol production. Advances in Biochemical Engineering/Biotechnology2007;108:41–65.11] Limayem A, Ricke SC. Lignocellulosic biomass for bioethanol production: cur-rent perspectives, potential issues and future prospects. Progress in Energy andCombustion Science 2012;38:449–67.
[
l Technology 53 (2013) 250– 256
12] Brijwani K, Vadlani PV. Cellulolytic enzymes production via solid-state fermen-tation: effect of pretreatment methods on physicochemical characteristics ofsubstrate. Enzyme Research 2011;2011:1–10.
13] Aiello C, Ferrer A, Ledesma A. Effect of alkaline treatments at various tem-peratures on cellulase and biomass production using submerged sugarcanebagasse fermentation with Trichoderma reesei QM 9414. Bioresource Technol-ogy 1996;57:13–8.
14] Zhang B, Shahbazi A, Wang L, Diallo O, Whitmore A. Alkali pretreatment andenzymatic hydrolysis of cattails from constructed wetlands. American Journalof Engineering and Applied Science 2010;3:328–32.
15] Jabasingh SA, Nachiyar CV. Utilization of pretreated bagasse for the sus-tainable bioproduction of cellulase by Aspergillus nidulans MTCC344 usingresponse surface methodology. Industrial Crops and Products 2011;34:1564–71.
16] Gao Z, Mori T, Kondo R. The pretreatment of corn stover with Gloeophyllum tra-beum KU-41 for enzymatic hydrolysis. Biotechnology for Biofuels 2012;5(28),http://dx.doi.org/10.1186/1754-6834-5-28.
17] Koo BW, Min BC, Gwak KS, Lee SM, Choi JW, Yeo H, et al. Structural changes inlignin during organosolv pretreatment of Liriodendron tulipifera and the effecton enzymatic hydrolysis. Biomass and Bioenergy 2012;42:24–32.
18] Yoon LW, Ngoh GC, Chua ASM. Simultaneous production of cellulase and reduc-ing sugar from alkali-pretreated sugarcane bagasse via solid state fermentation.Bioresources 2012;7:5319–32.
19] Sluiter A, Hames B, Ruiz R, Scarlata C, Sluitter J, Templeton D, et al. Determi-nation of structural carbohydrates and lignin in biomass. Laboratory analyticalprocedure 2008. Golden, CO: National Renewable Energy Laboratory; 2008.
20] Du R, Su R, Li X, Tantai X, Liu Z, Yang J, et al. Controlled adsorption ofcellulase onto pretreated corncob by pH adjustment. Cellulose 2012;19:371–80.
21] Miller GL. Use of dinitrosalicyclic acid reagent for determination of reducingsugar. Analytical Chemistry 1959;31:426–8.
22] Ghose TK. Measurement of cellulase activities. Pure and Applied Chemistry1987;59:257–68.
23] Janu KU, Sindhu R, Binod P, Kuttiraja M, Sukumaran RK, Pandey A. Studieson physicochemical changes during alkali pretreatment and optimization ofhydrolysis conditions to improve sugar yield from bagasse. Journal of Scientificand Industrial Research 2011;70:952–8.
24] Kuhad RC, Singh A. Lignocellulose biotechnology future prospects. New Delhi:IK International Publishing House Pvt. Ltd; 2007.
25] Cunha FM, Esperanca MN, Zangirolami TC, Badino AC, Farinas CS. Sequen-tial solid-state and submerged cultivation of Aspergillus niger on sugarcanebagasse for the production of cellulase. Bioresource Technology 2012;112:270–4.
26] Monrroy M, Ortega I, Ramirez M, Baeza J, Freer J. Structural change in woodby brown rot fungi and effect on enzymatic hydrolysis. Enzyme and MicrobialTechnology 2011;49:472–7.
27] Kumar S, Kothari U, Kong LZ, Lee YY, Gupta RB. Hydrothermal pretreatmentof switchgrass and corn stover for production of ethanol and carbon micro-spheres. Biomass and Bioenergy 2011;35:956–68.
28] Oh SY, Yoo DI, Shin Y, Kim HC, Kim HY, Chung YS, et al. Crystalline struc-ture analysis of cellulose treated with sodium hydroxide and carbon dioxideby means of X-ray diffraction and FTIR spectroscopy. Carbohydrate Research2005;340:2376–91.
29] Naik S, Goud VV, Rout PK, Jacobson K, Dalai AK. Characterization ofCanadian biomass for alternative renewable biofuel. Renewable Energy2010;35:1624–31.
30] Kuo CH, Lee CK. Enhancement of enzymatic saccharification of cellulose bycellulose dissolution pretreatments. Carbohydrate Polymers 2009;77:41–6.
31] Zhao H, Jones CIL, Baker GA, Xia S, Olubajo O, Person VN. Regenerating cel-lulose from ionic liquids for an accelerated enzymatic hydrolysis. Journal ofBiotechnology 2009;139:47–54.
32] Adel AM, El-Wahab ZHA, Ibrahim AA, Al-Shemy MT. Characterization ofmicrocrystalline cellulose prepared from lignocellulosic materials. Part I. Acidcatalyzed hydrolysis. Bioresource Technology 2010;101:4446–55.
33] Cen P, Xia L. Production of cellulase by solid state fermentation. Advances inBiochemical Engineering/Biotechnology 1999;65:70–92.
34] Chandra M, Kalra A, Sharma PK, Kumar H, Sangwan RS. Optimizationof cellulases production by Trichoderma citrinoviride on marc of Artemisiaannua and its application for bioconversion process. Biomass and Bioenergy2010;34:805–11.
35] Shuler ML, Kargi F. Bioprocess engineering basic concepts. 2nd ed. PrenticeHall; 2002.
36] Philippoussis A, Diamantopoulou P, Papadopoulou K, Lakhtar H, Roussos S,Parissopoulos G, et al. Biomass, laccase and endoglucanase production byLentinula edodes during solid state fermentation of reed grass, bean stalksand wheat straw residues. World Journal of Microbiology and Biotechnology2011;27:285–97.
37] Chen D, Guo Y, Huang R, Lu Q, Huang J. Pretreatment by ultra-high pressureexplosion with homogenizer facilitates cellulase digestion. Bioresource Tech-
nology 2010;101:5592–600.38] Valásková V, Baldrian P. Estimation of bound and free fractions oflignocellulose-degrading enzymes of wood-rotting fungi Pleurotus ostrea-tus, Trametes versicolor and Piptoporus betulinus. Research in Microbiology2006;157:119–24.