Embed Size (px)
DESCRIPTION
Ensayo No Destructivo Tintas Penetrantes
Citation preview
LÍQUIDOS PENETRANTES DISCONTINUIDADES Y DEFECTOS EN
SOLDADURAS
07 de Mayo de 2013
AWSAWS – American Welding Society. – American Welding Society.
•AWS “Structural Welding Code”.AWS “Structural Welding Code”.
ASMEASME – American Society of Mechanical – American Society of Mechanical EngineersEngineers
ANSI ANSI – “American National Standards Institute”, – “American National Standards Institute”,
Coordinación de normas.Coordinación de normas.
•ejemplo son las normas ANSI/ASME o ANSI/AWS.ejemplo son las normas ANSI/ASME o ANSI/AWS.
ASTMASTM – “American Society for Testing and – “American Society for Testing and Materials”.Materials”.
NORMAS de FABRICACIONNORMAS de FABRICACIONESTRUCTURALESTRUCTURAL
BPVC “The ASME Boiler and Pressure Vessel BPVC “The ASME Boiler and Pressure Vessel Code”Code”
•Secciones I, III, IV, VIII, y X cubren el diseño, construcción e Secciones I, III, IV, VIII, y X cubren el diseño, construcción e inspección de calderas y recipientes a presión.inspección de calderas y recipientes a presión.
• Secciones VI, VII, y XI cubren el cuidado y la operación de Secciones VI, VII, y XI cubren el cuidado y la operación de calderas o de componentes de plantas de potencia nuclear.calderas o de componentes de plantas de potencia nuclear.
•Secciones II, V, y IX cubren respectivamente especificaciones Secciones II, V, y IX cubren respectivamente especificaciones de materiales, de ensayos no destructivos, y de calificaciones de materiales, de ensayos no destructivos, y de calificaciones de soldadura.de soldadura.
API API – American Petroleum Institute– American Petroleum Institute
•API 650 “ Welded Steel Tanks for Oil Storage”.API 650 “ Welded Steel Tanks for Oil Storage”.
•API 620 “ Desing and Construction of Large, API 620 “ Desing and Construction of Large, Welded, Low Pressure Storage Tanks”.Welded, Low Pressure Storage Tanks”.
Nch 427 Nch 427 “Especificaciones para Cálculo de “Especificaciones para Cálculo de Estructuras de Acero de Edificios Estructuras de Acero de Edificios
Industriales”.Industriales”.
Nch 428 Nch 428 “Ejecución de Construcciones de “Ejecución de Construcciones de Acero”.Acero”.
Nch 2369 Nch 2369 “Diseño Sísmico de Estructuras e “Diseño Sísmico de Estructuras e Instalaciones Instalaciones
Industriales”.Industriales”.
ASNT ASNT – American Society of Nondestructive – American Society of Nondestructive TestingTesting
Normalización END (Ensayos No Normalización END (Ensayos No Destructivos):Destructivos):
Todas las normas mencionadas, cuando tratan Todas las normas mencionadas, cuando tratan de las discontinuidades que son aceptadas o de las discontinuidades que son aceptadas o rechazadas, hacen referencia a END, y entonces rechazadas, hacen referencia a END, y entonces hacen referencia a la aplicación y uso de otras hacen referencia a la aplicación y uso de otras normas. normas.
• ASME VIII Sección V hace referencia ASME VIII Sección V hace referencia ASNT y ASNT y ASTMASTM..
• API 650 Sección 8 hace referencia ASNT y ASTM.API 650 Sección 8 hace referencia ASNT y ASTM.
• AWS D1.1 Sección 4 hace referencia ASNT y AWS D1.1 Sección 4 hace referencia ASNT y ASTM.ASTM.
• Norma ASTM E 165 Norma ASTM E 165 – 1995, Standard – 1995, Standard Practice for Liquid Penetrant Inspection Practice for Liquid Penetrant Inspection Method.Method.
• SNT – TC – 1ASNT – TC – 1A, Recommend Practice, , Recommend Practice, Personal Qualification and Certification in Personal Qualification and Certification in Nondestructive Testing.Nondestructive Testing.
MÉTODOS DE ENSAYOS NDTMÉTODOS DE ENSAYOS NDT
Basados en la Utilización de un Principio Físico:Basados en la Utilización de un Principio Físico:
•VTVT - Evaluación Visual (Visual Testing). - Evaluación Visual (Visual Testing).
•PTPT- Líquidos Penetrantes (Penetrant Liquids - Líquidos Penetrantes (Penetrant Liquids Testing)Testing)
•UT UT - Ultrasonido (Ultrasonic Testing)- Ultrasonido (Ultrasonic Testing)
•RT- RT- Radiografía (Radiographic Testing)Radiografía (Radiographic Testing)
•MTMT - Partículas Magnetizables (Magnetic - Partículas Magnetizables (Magnetic Testing)Testing)
•LTLT - Ensayo de Estanqueidad (Leak Testing) - Ensayo de Estanqueidad (Leak Testing)
•ETET - Corrientes Parásitas (Eddy’s Current - Corrientes Parásitas (Eddy’s Current Testing)Testing)
PROCESOS DE SOLDADURAPROCESOS DE SOLDADURAAWSAWS
Clasificación Soldadura por Arco Eléctrico:Clasificación Soldadura por Arco Eléctrico:
•SMAW SMAW - Soldadura por Arco Manual.- Soldadura por Arco Manual.
•GMAW GMAW - Soldadura Mig Sólido.- Soldadura Mig Sólido.
•FCAW FCAW - Soldadura Mig Tubular.- Soldadura Mig Tubular.
•GTAW GTAW - Soldadura Tig.- Soldadura Tig.
•SAW - SAW - Soldadura por Arco Sumergido.Soldadura por Arco Sumergido.
•RTRT - Soldadura por Resistencia Eléctrica - Soldadura por Resistencia Eléctrica

PROCESOS DE SOLDADURAPROCESOS DE SOLDADURAAWSAWS
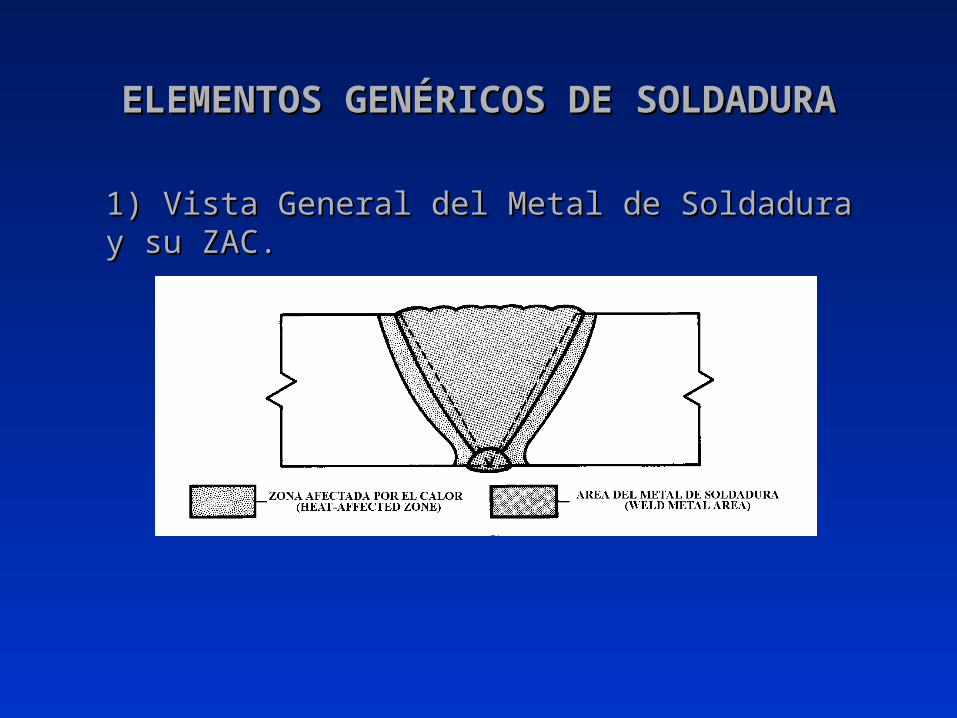
ELEMENTOS GENÉRICOS DE ELEMENTOS GENÉRICOS DE SOLDADURASOLDADURA
1) Vista General del Metal de Soldadura y su 1) Vista General del Metal de Soldadura y su ZAC.ZAC.
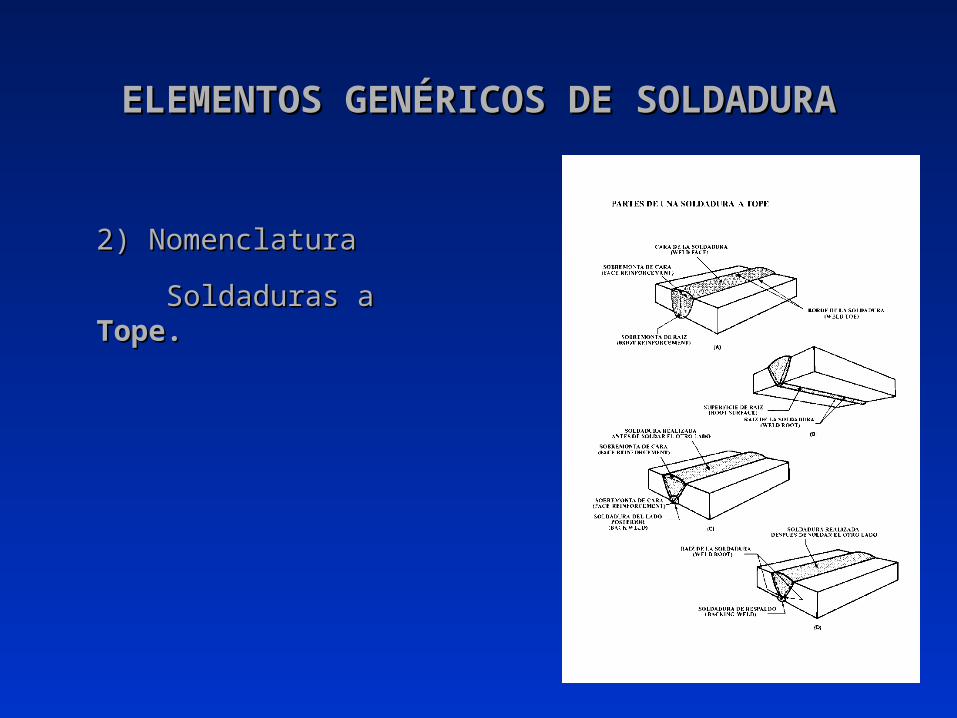
ELEMENTOS GENÉRICOS DE ELEMENTOS GENÉRICOS DE SOLDADURASOLDADURA
2) Nomenclatura 2) Nomenclatura
Soldaduras a Soldaduras a Tope.Tope.
ELEMENTOS GENÉRICOS DE ELEMENTOS GENÉRICOS DE SOLDADURASOLDADURA
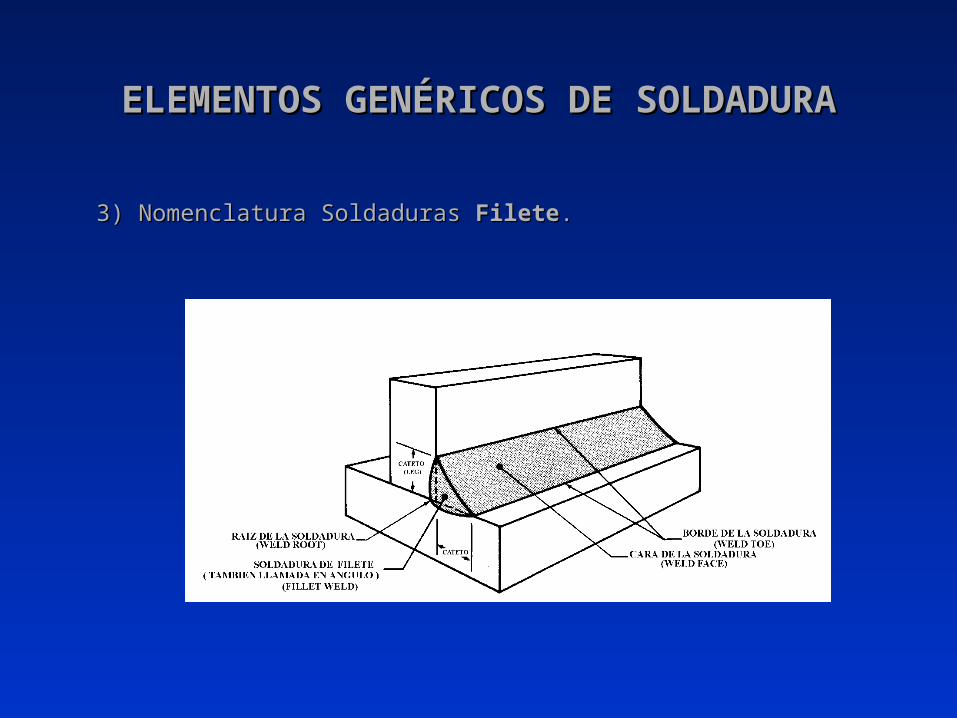
3) Nomenclatura Soldaduras 3) Nomenclatura Soldaduras FileteFilete..
ELEMENTOS GENÉRICOS DE ELEMENTOS GENÉRICOS DE SOLDADURASOLDADURA
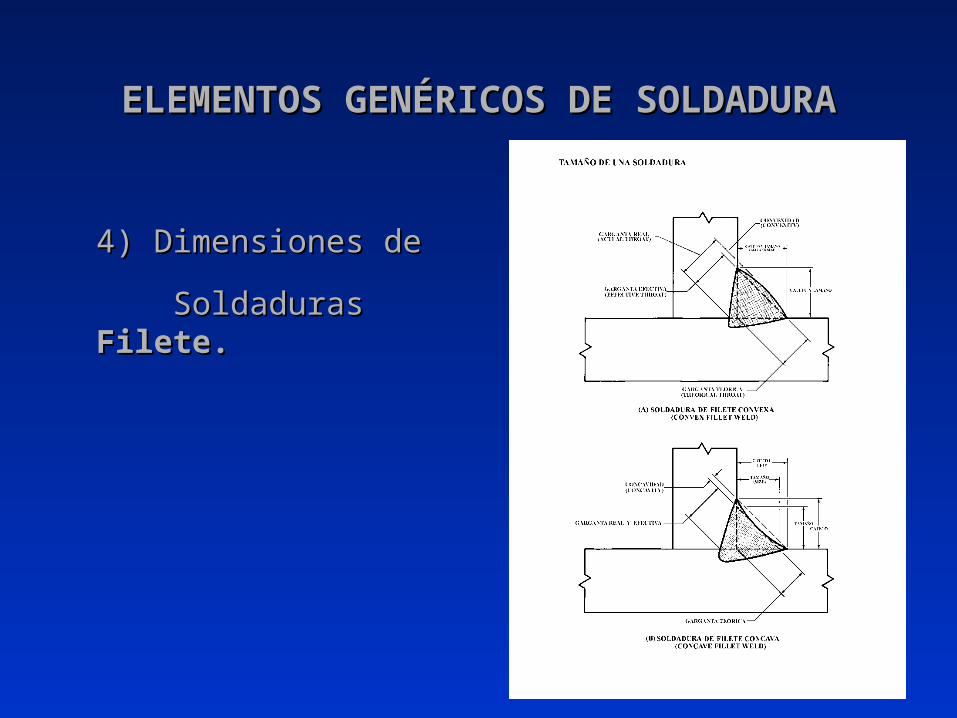
4) Dimensiones de4) Dimensiones de
Soldaduras Soldaduras Filete.Filete.
ELEMENTOS GENÉRICOS DE ELEMENTOS GENÉRICOS DE SOLDADURASOLDADURA
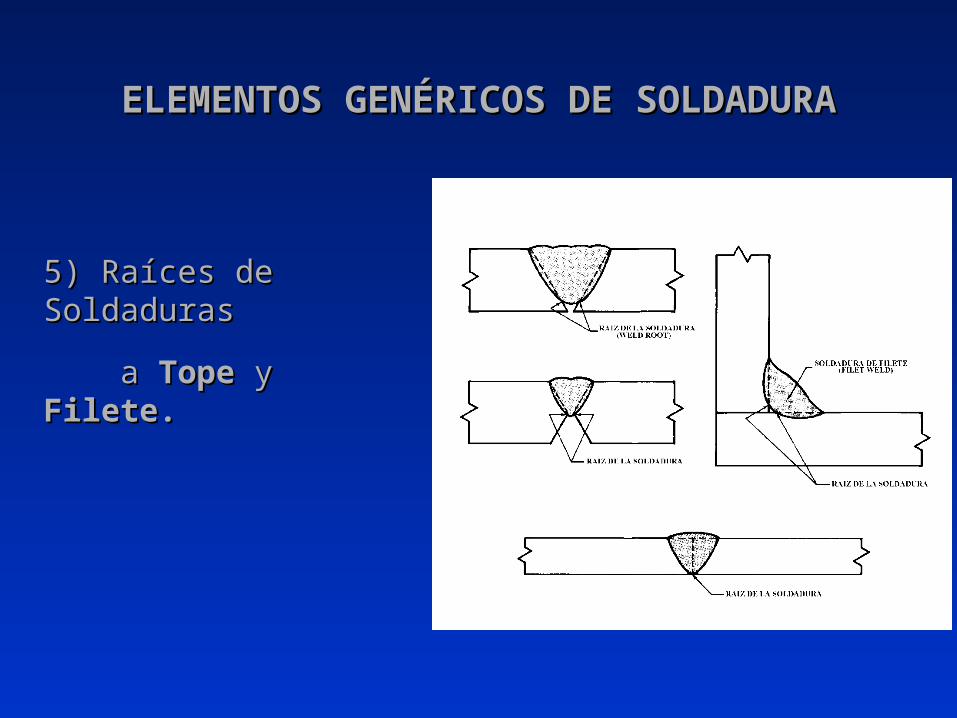
5) Raíces de 5) Raíces de SoldadurasSoldaduras
a a TopeTope y y Filete.Filete.
DISCONTINUIDADES Y DEFECTOS DISCONTINUIDADES Y DEFECTOS DE SOLDADURADE SOLDADURA
Las Las DISCONTINUIDADESDISCONTINUIDADES más frecuentes : más frecuentes :
1)1)Porosidad.Porosidad.
2)2)Fusión Incompleta.Fusión Incompleta.
3)3)Penetración Incompleta.Penetración Incompleta.
4)4)Socavación.Socavación.
5)5)Sobremonta.Sobremonta.
6)6)Grietas.Grietas.
7)7)Inclusiones de Escaria.Inclusiones de Escaria.
8)8)Reforzamiento Excesivo.Reforzamiento Excesivo.
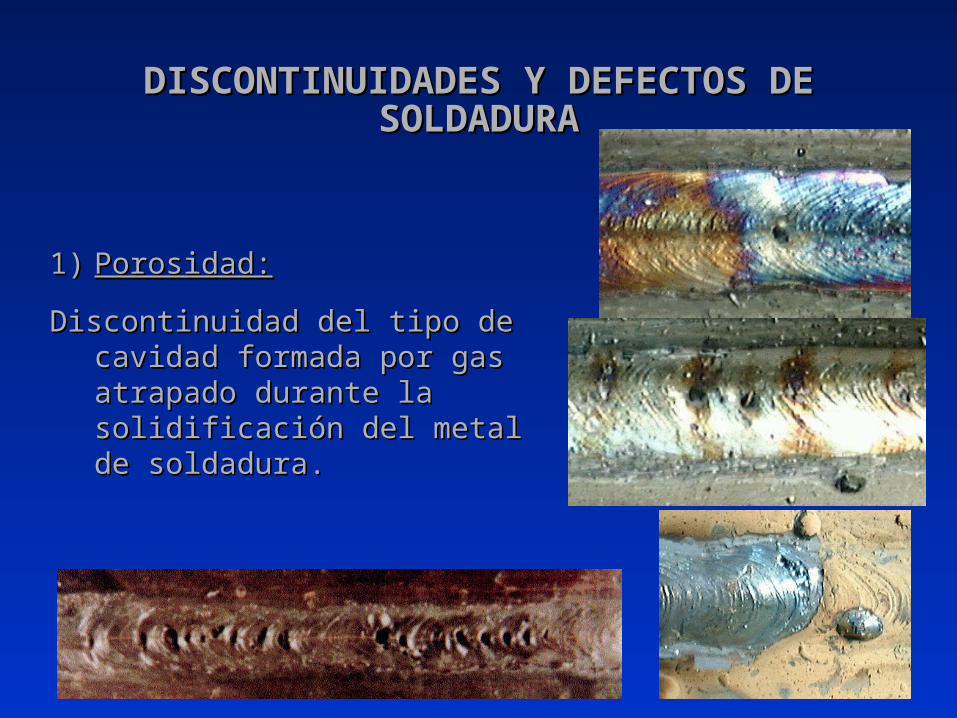
1)1) Porosidad:Porosidad:
Discontinuidad del tipo de Discontinuidad del tipo de cavidad formada por gas cavidad formada por gas atrapado durante la atrapado durante la solidificación del metal de solidificación del metal de soldadura. soldadura.
DISCONTINUIDADES Y DEFECTOS DISCONTINUIDADES Y DEFECTOS DE SOLDADURADE SOLDADURA
DISCONTINUIDADES Y DEFECTOS DISCONTINUIDADES Y DEFECTOS DE SOLDADURADE SOLDADURA
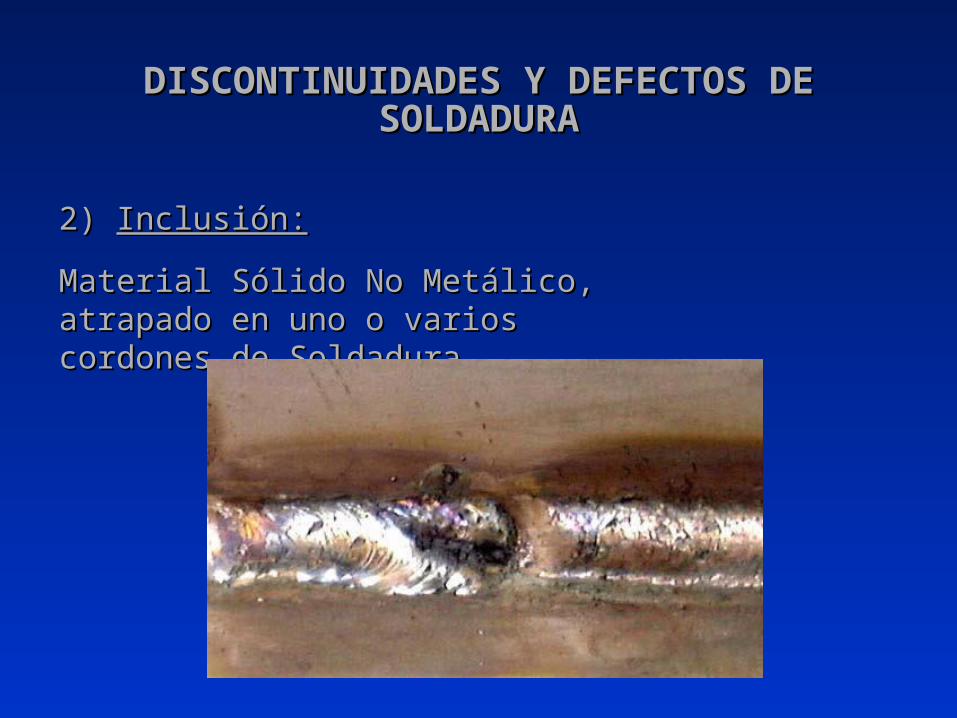
2) 2) Inclusión:Inclusión:
Material Sólido No Metálico, atrapado Material Sólido No Metálico, atrapado en uno o varios cordones de en uno o varios cordones de Soldadura. Soldadura.
DISCONTINUIDADES Y DEFECTOS DISCONTINUIDADES Y DEFECTOS DE SOLDADURADE SOLDADURA
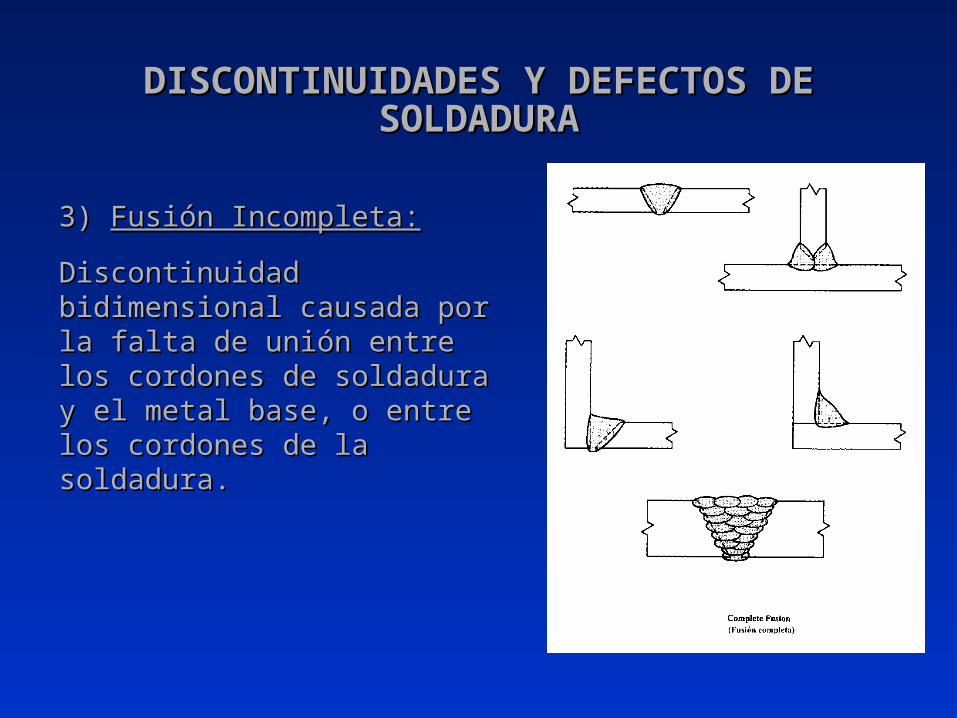
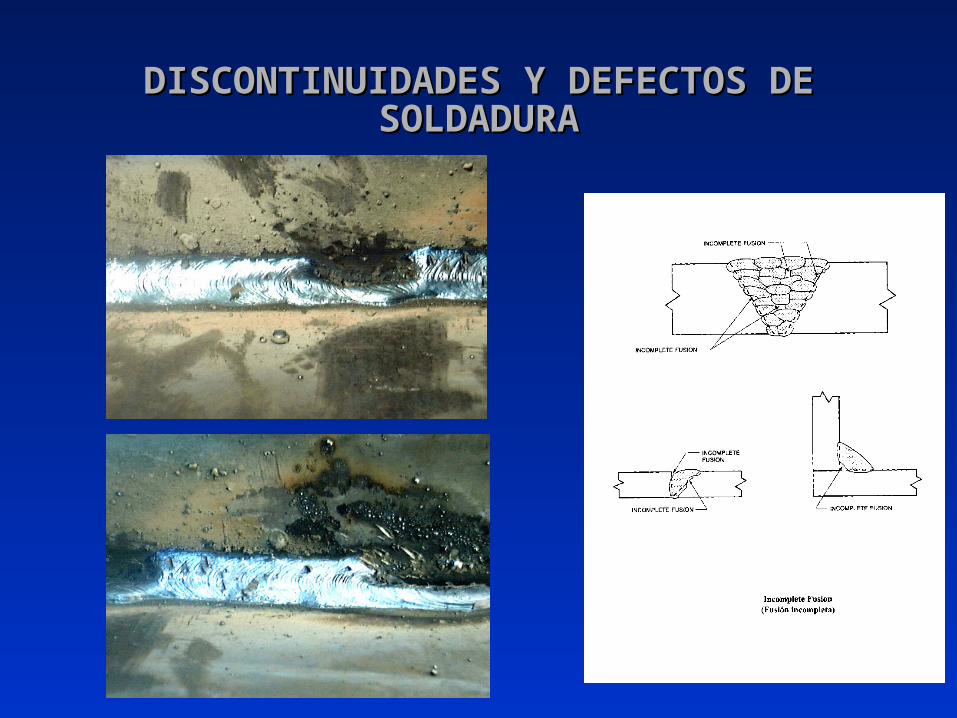
3) 3) Fusión Incompleta:Fusión Incompleta:
Discontinuidad Discontinuidad bidimensional causada por bidimensional causada por la falta de unión entre los la falta de unión entre los cordones de soldadura y el cordones de soldadura y el metal base, o entre los metal base, o entre los cordones de la soldadura.cordones de la soldadura.
DISCONTINUIDADES Y DEFECTOS DISCONTINUIDADES Y DEFECTOS DE SOLDADURADE SOLDADURA
DISCONTINUIDADES Y DEFECTOS DISCONTINUIDADES Y DEFECTOS DE SOLDADURADE SOLDADURA
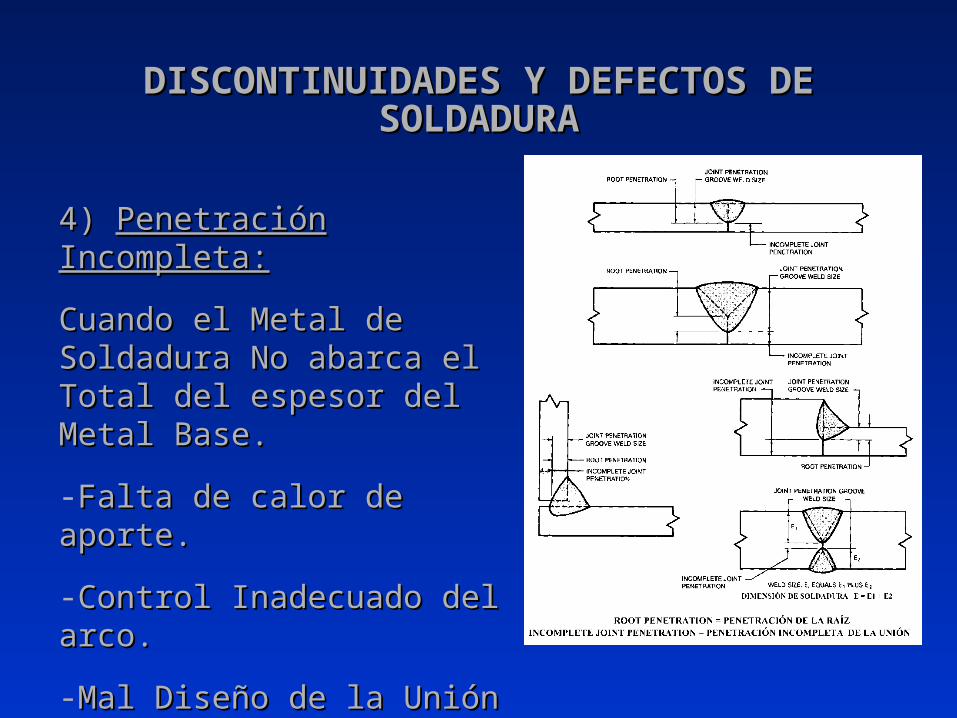
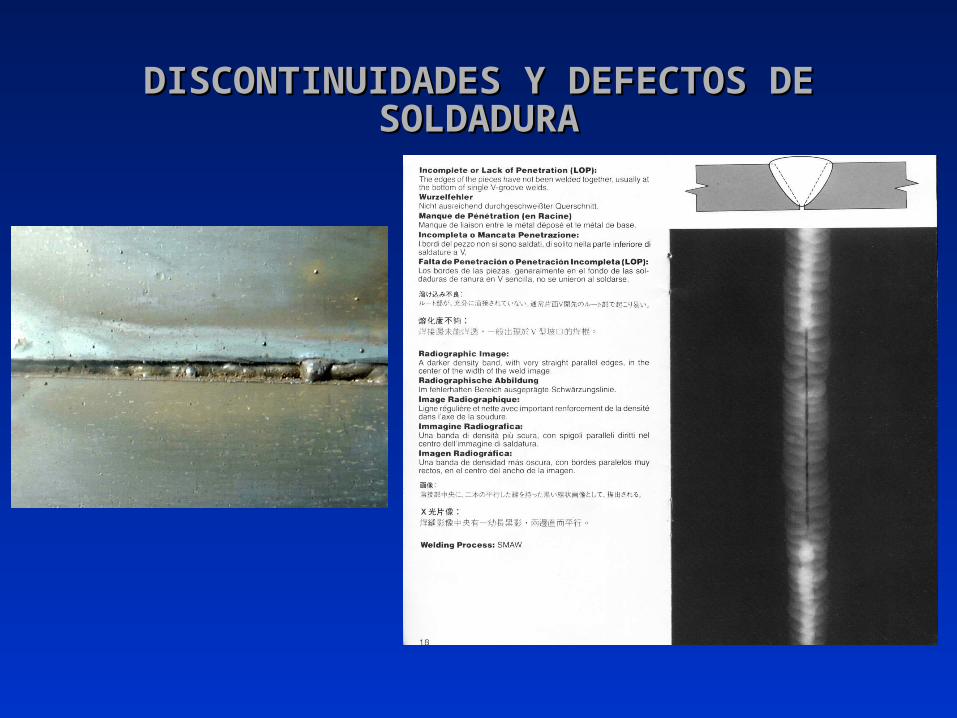
4) 4) Penetración Incompleta:Penetración Incompleta:
Cuando el Metal de Cuando el Metal de Soldadura No abarca el Soldadura No abarca el Total del espesor del Metal Total del espesor del Metal Base.Base.
-Falta de calor de aporte.Falta de calor de aporte.
-Control Inadecuado del Control Inadecuado del arco.arco.
-Mal Diseño de la UniónMal Diseño de la Unión
DISCONTINUIDADES Y DEFECTOS DISCONTINUIDADES Y DEFECTOS DE SOLDADURADE SOLDADURA
DISCONTINUIDADES Y DEFECTOS DISCONTINUIDADES Y DEFECTOS DE SOLDADURADE SOLDADURA
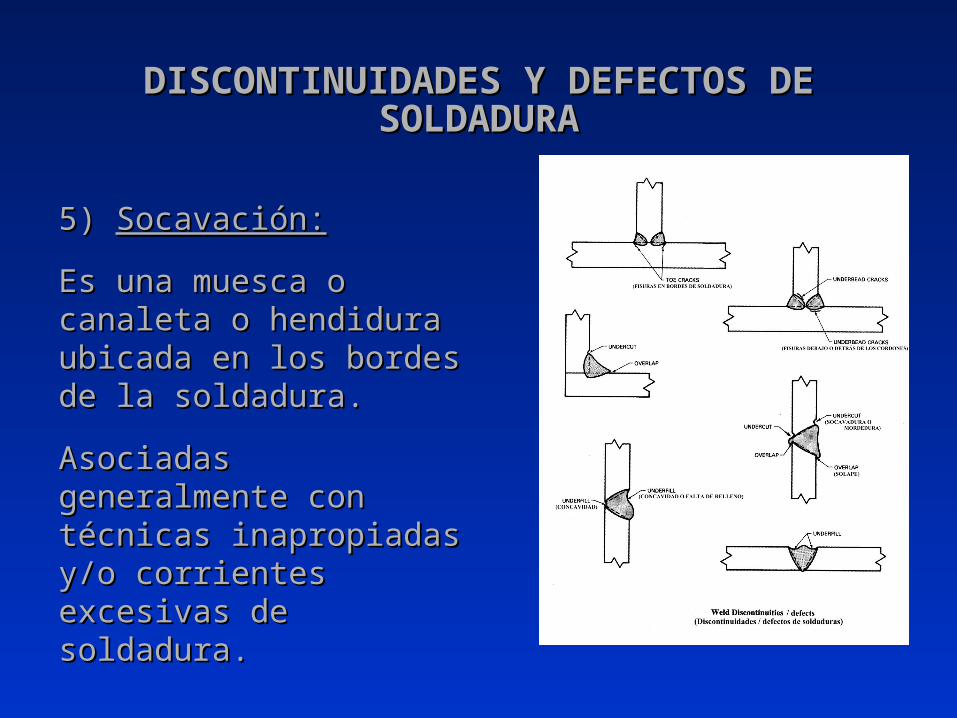
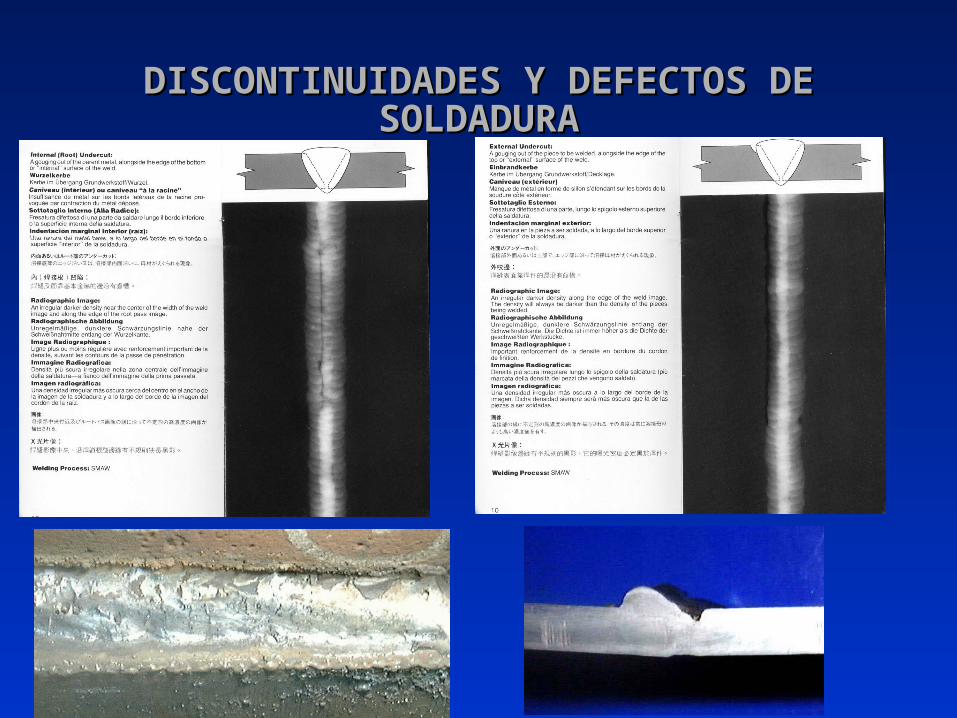
5) 5) Socavación:Socavación:
Es una muesca o Es una muesca o canaleta o hendidura canaleta o hendidura ubicada en los bordes de ubicada en los bordes de la soldadura.la soldadura.
Asociadas generalmente Asociadas generalmente con técnicas inapropiadas con técnicas inapropiadas y/o corrientes excesivas y/o corrientes excesivas de soldadura. de soldadura.
DISCONTINUIDADES Y DEFECTOS DISCONTINUIDADES Y DEFECTOS DE SOLDADURADE SOLDADURA
DISCONTINUIDADES Y DEFECTOS DISCONTINUIDADES Y DEFECTOS DE SOLDADURADE SOLDADURA
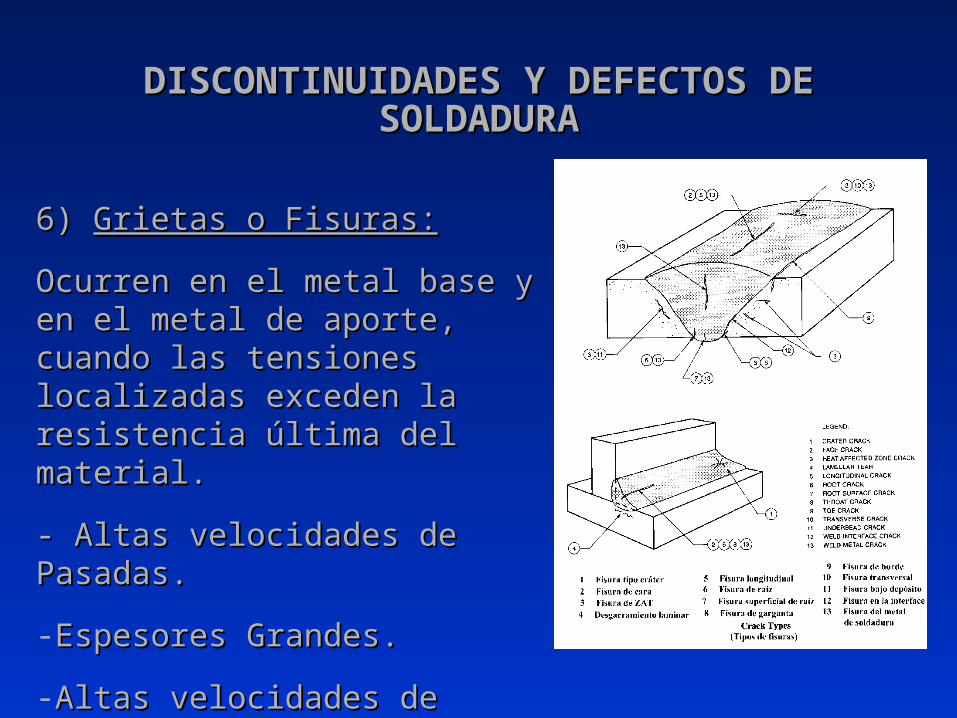
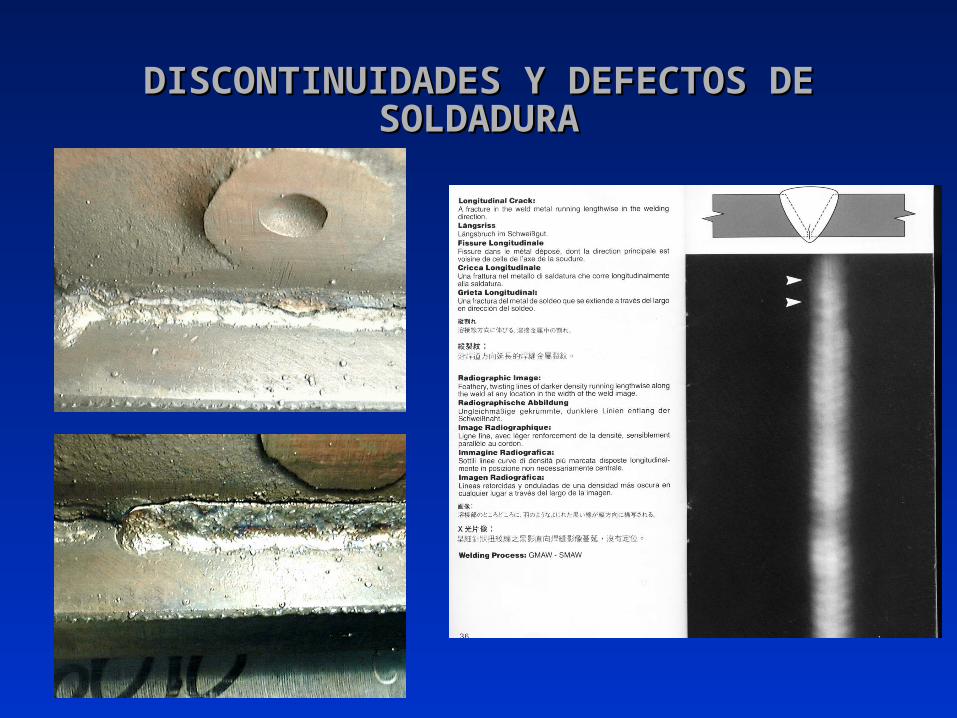
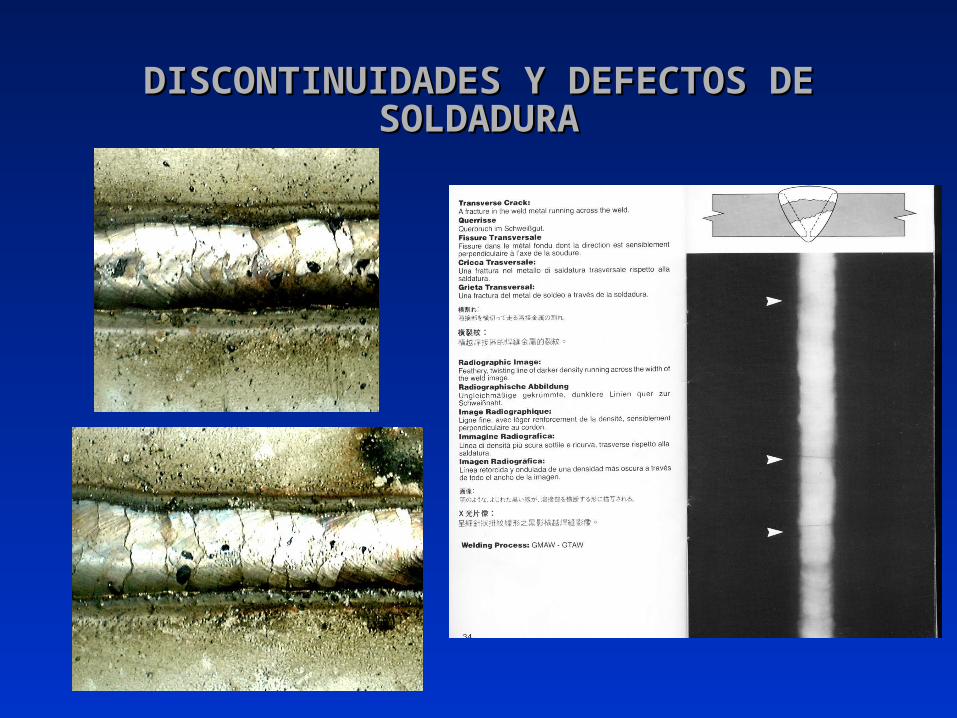
6) 6) Grietas o Fisuras:Grietas o Fisuras:
Ocurren en el metal base y en el Ocurren en el metal base y en el metal de aporte, cuando las metal de aporte, cuando las tensiones localizadas exceden la tensiones localizadas exceden la resistencia última del material.resistencia última del material.
- Altas velocidades de Pasadas.- Altas velocidades de Pasadas.
-Espesores Grandes.Espesores Grandes.
-Altas velocidades de Altas velocidades de Enfriamiento Enfriamiento
DISCONTINUIDADES Y DEFECTOS DISCONTINUIDADES Y DEFECTOS DE SOLDADURADE SOLDADURA
DISCONTINUIDADES Y DEFECTOS DISCONTINUIDADES Y DEFECTOS DE SOLDADURADE SOLDADURA
DISCONTINUIDADES Y DEFECTOS DISCONTINUIDADES Y DEFECTOS DE SOLDADURADE SOLDADURA
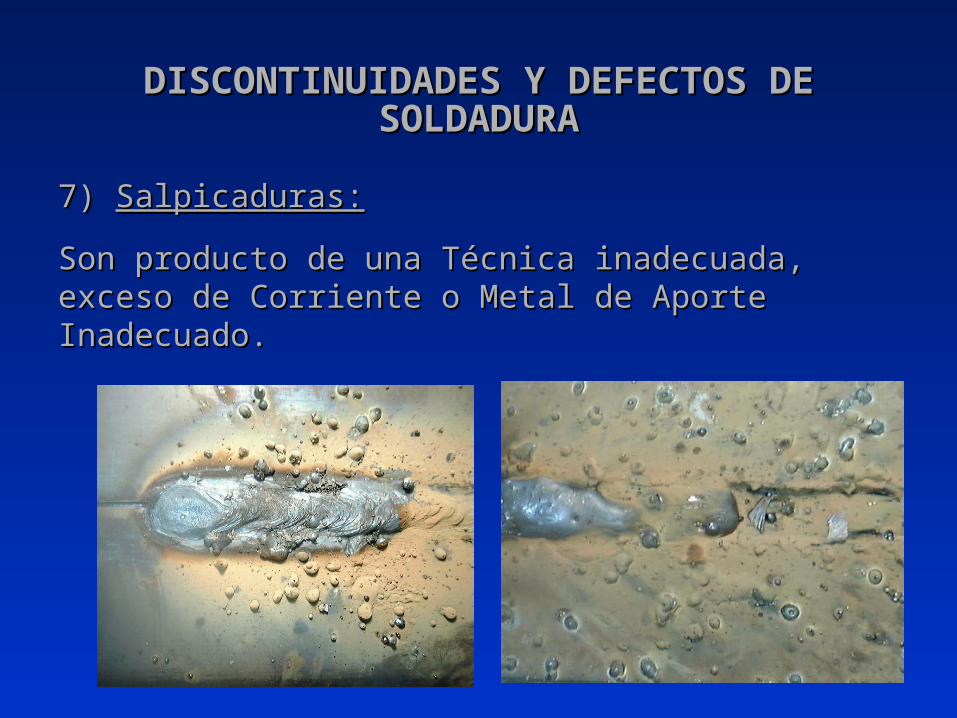
7) 7) Salpicaduras:Salpicaduras:
Son producto de una Técnica inadecuada, Son producto de una Técnica inadecuada, exceso de Corriente o Metal de Aporte exceso de Corriente o Metal de Aporte Inadecuado.Inadecuado.
DISCONTINUIDADES Y DEFECTOS DISCONTINUIDADES Y DEFECTOS DE SOLDADURADE SOLDADURA
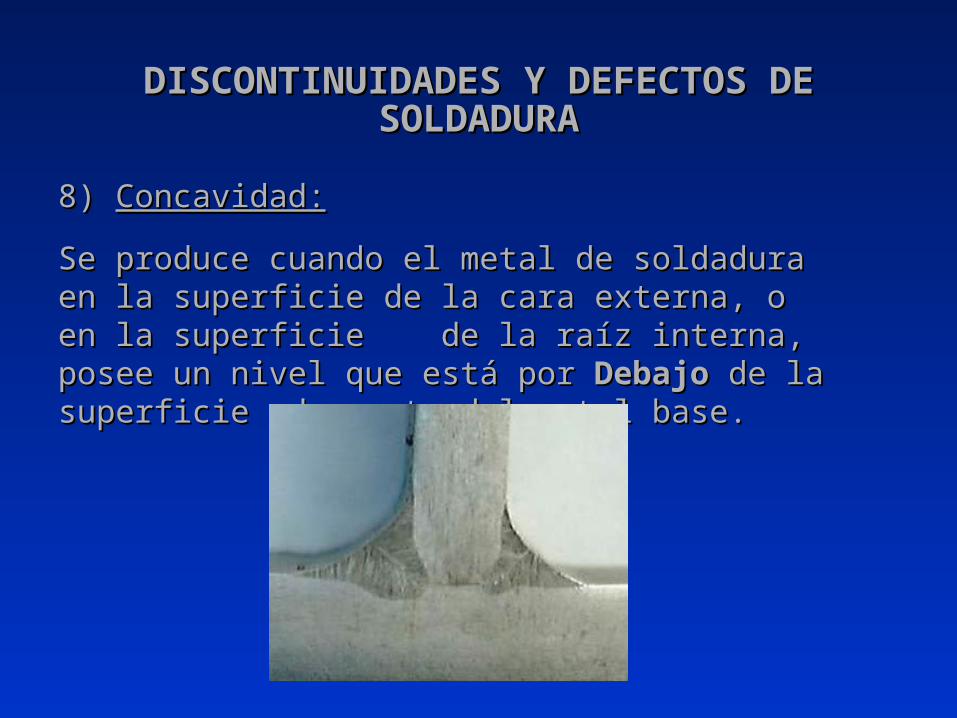
8) 8) Concavidad:Concavidad:
Se produce cuando el metal de soldadura en la Se produce cuando el metal de soldadura en la superficie de la cara externa, o en la superficie superficie de la cara externa, o en la superficie de la raíz interna, posee un nivel que está por de la raíz interna, posee un nivel que está por DebajoDebajo de la superficie adyacente del metal de la superficie adyacente del metal base.base.
DISCONTINUIDADES Y DEFECTOS DISCONTINUIDADES Y DEFECTOS DE SOLDADURADE SOLDADURA
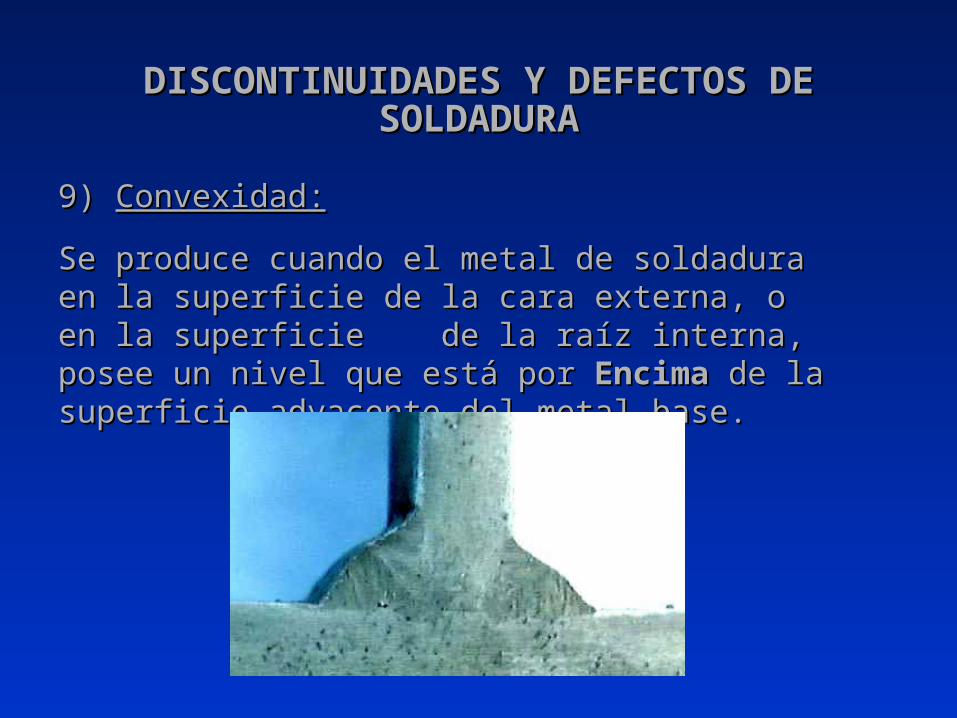
9) 9) Convexidad:Convexidad:
Se produce cuando el metal de soldadura en la Se produce cuando el metal de soldadura en la superficie de la cara externa, o en la superficie superficie de la cara externa, o en la superficie de la raíz interna, posee un nivel que está por de la raíz interna, posee un nivel que está por Encima Encima de la superficie adyacente del metal de la superficie adyacente del metal base.base.
DISCONTINUIDADES Y DEFECTOS DISCONTINUIDADES Y DEFECTOS DE SOLDADURADE SOLDADURA
LIQUIDOS PENETRANTESLIQUIDOS PENETRANTESNivel INivel I
INTRODUCCIÓN.INTRODUCCIÓN.
Las Pruebas No Destructivas Las Pruebas No Destructivas NDTNDT son herramientas son herramientas fundamentales y esenciales para el Control de Calidad de fundamentales y esenciales para el Control de Calidad de materiales de Ingeniería, Procesos de Manufactura, materiales de Ingeniería, Procesos de Manufactura, Confiabilidad de Productos en Servicio y Mantenimiento de Confiabilidad de Productos en Servicio y Mantenimiento de Sistemas cuya Falla prematura puede ser Costosa o Sistemas cuya Falla prematura puede ser Costosa o Desastrosa.Desastrosa.
Los Ensayos nos permiten conocer ciertas características de los Los Ensayos nos permiten conocer ciertas características de los Materiales sin Alterar sus Propiedades Físicas y Químicas.Materiales sin Alterar sus Propiedades Físicas y Químicas.
Funcionan sometiendo una Muestra a un Proceso Físico y Funcionan sometiendo una Muestra a un Proceso Físico y observando las Alteraciones que experimenta este fenómeno observando las Alteraciones que experimenta este fenómeno Físico. Físico.
LIQUIDOS PENETRANTESLIQUIDOS PENETRANTESNivel INivel I
RAZONES PARA EL USO DE END.RAZONES PARA EL USO DE END.
-Asegurar la funcionalidad y prevenir Fallas prematuras de Asegurar la funcionalidad y prevenir Fallas prematuras de materiales durante su servicio.materiales durante su servicio.
-Identificación o Separación de Materiales.Identificación o Separación de Materiales.
-Identificación de Propiedades y Confiabilidad de Materiales Identificación de Propiedades y Confiabilidad de Materiales asociados a su existencia.asociados a su existencia.
-Uniformidad en la Producción. Uniformidad en la Producción.
-Eliminar Materia Prima defectuosa.Eliminar Materia Prima defectuosa.
-Mejoras en los Sistemas de Producción.Mejoras en los Sistemas de Producción.
LIQUIDOS PENETRANTESLIQUIDOS PENETRANTESNivel INivel I
FACTORES PARA SELECCIÓN DE END.FACTORES PARA SELECCIÓN DE END.
-Tipos de Discontinuidades a Detectar.Tipos de Discontinuidades a Detectar.
-Tamaño y orientación de las Discontinuidades a detectar.Tamaño y orientación de las Discontinuidades a detectar.
-Tamaño y Forma del Objeto a Inspeccionar.Tamaño y Forma del Objeto a Inspeccionar.
-Características del Material a ser Inspeccionado.Características del Material a ser Inspeccionado.
CLASIFICACIÓN DE LOS END.CLASIFICACIÓN DE LOS END.
-END Superficiales (VT, PT,MT,ET).END Superficiales (VT, PT,MT,ET).
-END Volumétricos (RT, UT, AET).END Volumétricos (RT, UT, AET).
-END de Hermeticidad (Neumática, Hidrostática).END de Hermeticidad (Neumática, Hidrostática).
LIQUIDOS PENETRANTESLIQUIDOS PENETRANTESNivel INivel I
CALIFICACIÓN.CALIFICACIÓN.
Es el Cumplimento Documentado de requisitos: Escolaridad, Es el Cumplimento Documentado de requisitos: Escolaridad, Entrenamiento, Experiencia y Exámenes (teóricos, prácticos y Entrenamiento, Experiencia y Exámenes (teóricos, prácticos y físicos); establecidos en un programa escrito (procedimiento físicos); establecidos en un programa escrito (procedimiento interno de acuerdo a SNT-TC-1A, Norma Nacional o ISO 9712). interno de acuerdo a SNT-TC-1A, Norma Nacional o ISO 9712).
NIVELES DE CALIFICACIÓN.NIVELES DE CALIFICACIÓN.
-Nivel I.Nivel I.
Ejecuta Calibraciones, Interpreta y Registra Ejecuta Calibraciones, Interpreta y Registra Resultados.Resultados.
-Nivel II.Nivel II.
Ejecuta Calibraciones, Interpreta y Evalúa Resultados Ejecuta Calibraciones, Interpreta y Evalúa Resultados según según Normas, Códigos o Especificaciones .Normas, Códigos o Especificaciones .
-Nivel III.Nivel III.
Establece Técnicas y Procedimientos, Interpreta Establece Técnicas y Procedimientos, Interpreta Normas, Normas, Códigos, Especificaciones indicando Criterios de Códigos, Especificaciones indicando Criterios de Aceptación o Aceptación o Rechazo.Rechazo.
LIQUIDOS PENETRANTESLIQUIDOS PENETRANTESNivel INivel I
PRINCIPIOS FÍSICOS DE PRINCIPIOS FÍSICOS DE FUNCIONAMIENTOFUNCIONAMIENTO
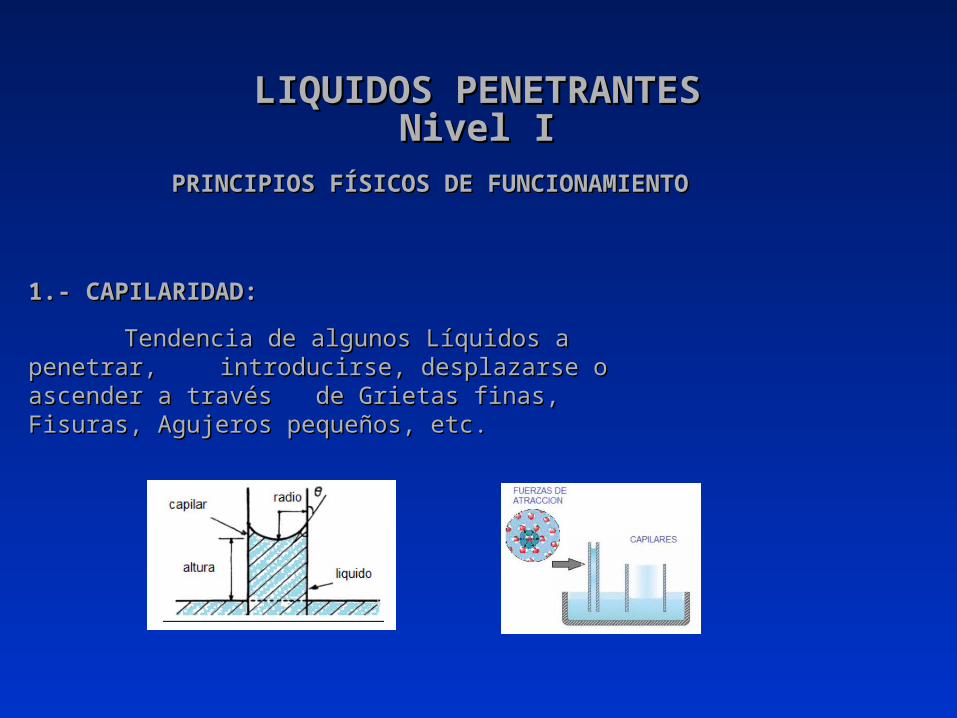
1.- CAPILARIDAD:1.- CAPILARIDAD:
Tendencia de algunos Líquidos a penetrar, Tendencia de algunos Líquidos a penetrar, introducirse, desplazarse o ascender a introducirse, desplazarse o ascender a
través través de Grietas finas, Fisuras, Agujeros de Grietas finas, Fisuras, Agujeros pequeños, etc.pequeños, etc.
LIQUIDOS PENETRANTESLIQUIDOS PENETRANTESNivel INivel I
PRINCIPIOS FÍSICOS DE PRINCIPIOS FÍSICOS DE FUNCIONAMIENTOFUNCIONAMIENTO
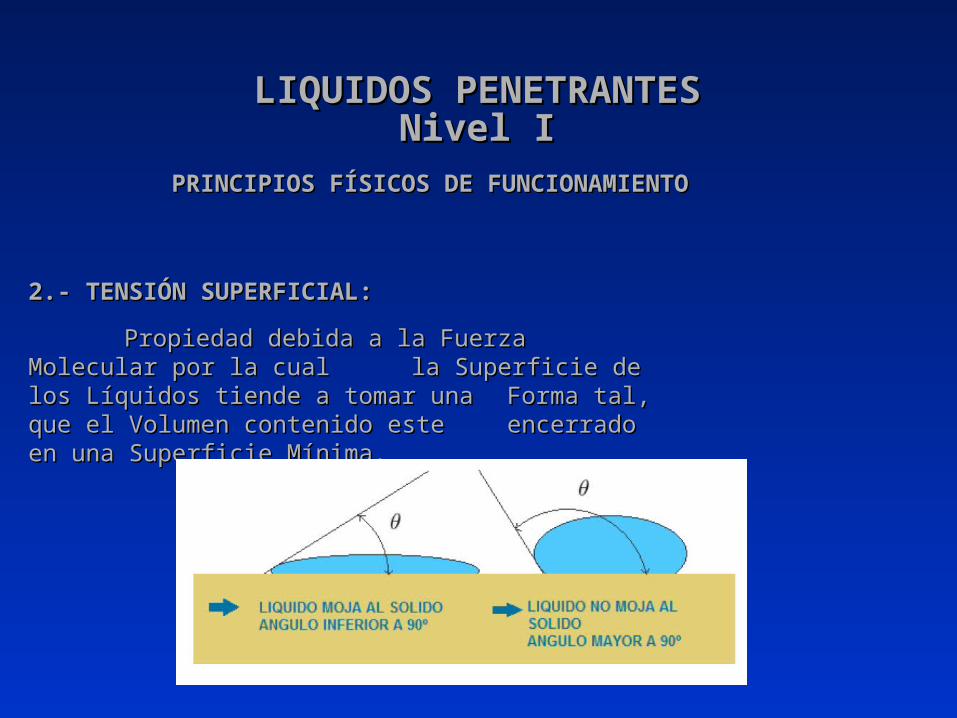
2.- TENSIÓN SUPERFICIAL:2.- TENSIÓN SUPERFICIAL:
Propiedad debida a la Fuerza Molecular por Propiedad debida a la Fuerza Molecular por la cual la cual la Superficie de los Líquidos tiende a tomar la Superficie de los Líquidos tiende a tomar una una Forma tal, que el Volumen contenido este Forma tal, que el Volumen contenido este
encerrado en una Superficie Mínima.encerrado en una Superficie Mínima.
LIQUIDOS PENETRANTESLIQUIDOS PENETRANTESNivel INivel I
PRINCIPIOS FÍSICOS DE PRINCIPIOS FÍSICOS DE FUNCIONAMIENTOFUNCIONAMIENTO
3.- PODER DE HUMECTACIÓN:3.- PODER DE HUMECTACIÓN:
Capacidad que tiene un Líquido de Capacidad que tiene un Líquido de Extenderse Extenderse sobre toda la Superficie de un sobre toda la Superficie de un Sólido.Sólido.
LIQUIDOS PENETRANTESLIQUIDOS PENETRANTESNivel INivel I
PRINCIPIOS FÍSICOS DE PRINCIPIOS FÍSICOS DE FUNCIONAMIENTOFUNCIONAMIENTO
LOS LÍQUIDOS PENTRANTES PESEEN:LOS LÍQUIDOS PENTRANTES PESEEN:
BAJA TENSIÓN SUPERFICIAL.BAJA TENSIÓN SUPERFICIAL. ALTA COHESIÓN MOLECULAR.ALTA COHESIÓN MOLECULAR. ALTO PODER DE HUMECTACIÓNALTO PODER DE HUMECTACIÓN..
DETECTAN DISCONTINUIDADES ABIERTAS A LA DETECTAN DISCONTINUIDADES ABIERTAS A LA SUPERFICIE EN MATERIALES NO POROSOS.SUPERFICIE EN MATERIALES NO POROSOS.
LIQUIDOS PENETRANTESLIQUIDOS PENETRANTESNivel INivel I
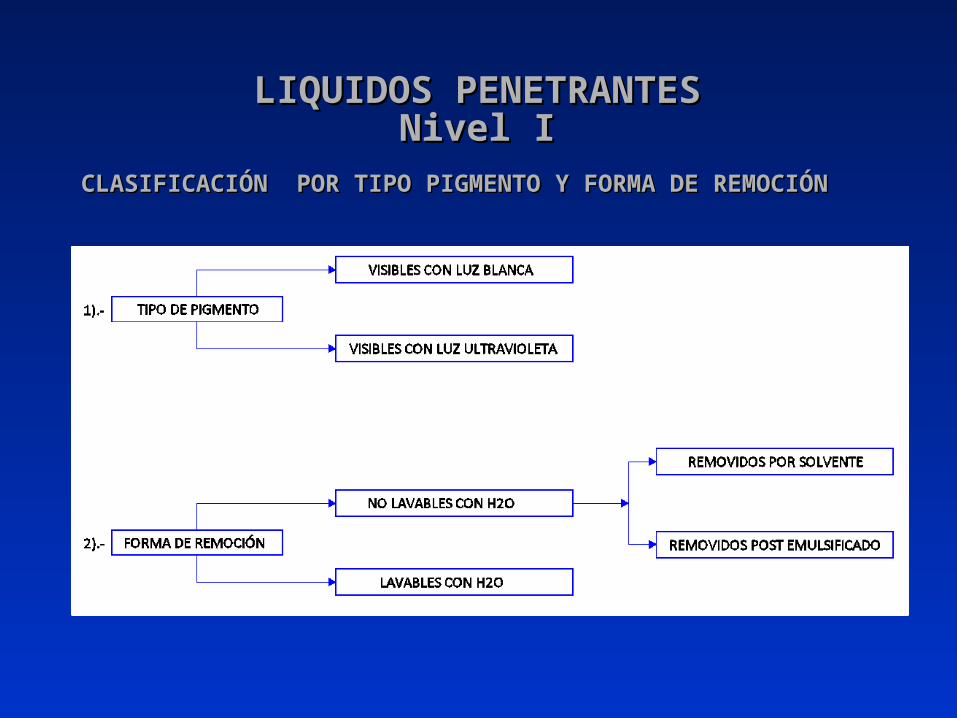
CLASIFICACIÓN POR TIPO PIGMENTO Y FORMA DE CLASIFICACIÓN POR TIPO PIGMENTO Y FORMA DE REMOCIÓNREMOCIÓN
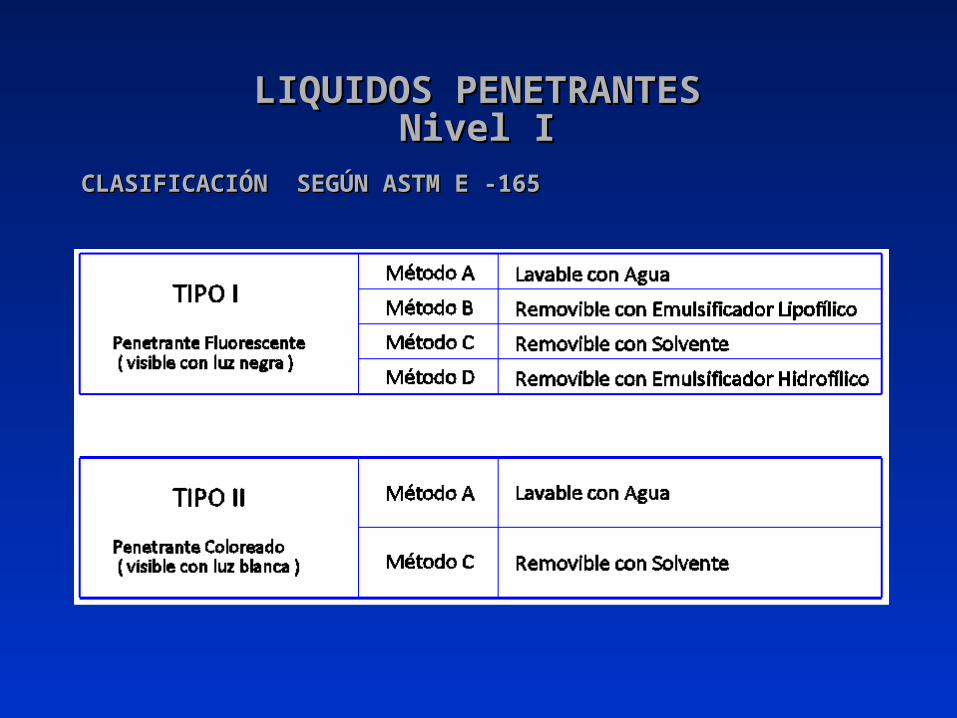
LIQUIDOS PENETRANTESLIQUIDOS PENETRANTESNivel INivel I
CLASIFICACIÓN SEGÚN ASTM E -165CLASIFICACIÓN SEGÚN ASTM E -165
LIQUIDOS PENETRANTESLIQUIDOS PENETRANTESNivel INivel I
DEFINICIONES Y CONCEPTOS.DEFINICIONES Y CONCEPTOS.
1.- DISCONTINUIDAD:1.- DISCONTINUIDAD:
Cualquier interrupción o variación local de la Continuidad o Cualquier interrupción o variación local de la Continuidad o Configuración Configuración Física normal de un Material. Incluye cambios en Física normal de un Material. Incluye cambios en geometría, cavidades, geometría, cavidades, grietas, composición, estructuras o propiedades.grietas, composición, estructuras o propiedades.
Las discontinuidades pueden variar ampliamente en Tamaño, Las discontinuidades pueden variar ampliamente en Tamaño, Distribución, e Intensidad, dependiendo del material, tratamiento Distribución, e Intensidad, dependiendo del material, tratamiento térmico, proceso de fabricación y el medio ambiente al que están térmico, proceso de fabricación y el medio ambiente al que están expuestos los Materiales. expuestos los Materiales.
a) RELEVANTE.a) RELEVANTE.
b) NO RELEVANTE.b) NO RELEVANTE.
c) LINEAL.c) LINEAL.
d) REDONDAS.d) REDONDAS.
LIQUIDOS PENETRANTESLIQUIDOS PENETRANTESNivel INivel I
DISCONTINUIDAD:DISCONTINUIDAD:
LIQUIDOS PENETRANTESLIQUIDOS PENETRANTESNivel INivel I
DEFINICIONES Y CONCEPTOS.DEFINICIONES Y CONCEPTOS.
2.- DEFECTO:2.- DEFECTO:
Es una Discontinuidad que excede los criterios de Aceptación Es una Discontinuidad que excede los criterios de Aceptación establecidos, establecidos, o que podría generar que el material o equipo Falle o que podría generar que el material o equipo Falle cuando sea puesto en cuando sea puesto en servicio o durante su funcionamiento.servicio o durante su funcionamiento.
3.- INDICACIÓN:3.- INDICACIÓN:
Es respuesta que se obtiene al aplicar algún método de Pruebas Es respuesta que se obtiene al aplicar algún método de Pruebas No Destructivas, que requiere ser interpretada para determinar su No Destructivas, que requiere ser interpretada para determinar su significado.significado.
a) FALSAS.a) FALSAS.
b) NO RELEVANTE.b) NO RELEVANTE.
c) VERDADERA.c) VERDADERA.
LIQUIDOS PENETRANTESLIQUIDOS PENETRANTESNivel INivel I
DEFINICIONES Y CONCEPTOS.DEFINICIONES Y CONCEPTOS.
a).- INDICACIÓN FALSA:a).- INDICACIÓN FALSA:
Se presentan debido a una aplicación incorrecta de la Prueba.Se presentan debido a una aplicación incorrecta de la Prueba.
b).- INDICACIÓN NO RELEVANTE:b).- INDICACIÓN NO RELEVANTE:
Producidas por el acabado superficial o la configuración del Producidas por el acabado superficial o la configuración del Material.Material.
c).- INDICACIÓN VERDADERA:c).- INDICACIÓN VERDADERA:
Producidas por Discontinuidades. Al aplicar una Prueba No Producidas por Discontinuidades. Al aplicar una Prueba No Destructiva se Destructiva se Observan en el Medio utilizado para el Registro de las Observan en el Medio utilizado para el Registro de las Indicaciones, por lo Indicaciones, por lo que se debe determinar cuales de estas son que se debe determinar cuales de estas son producidas por producidas por Discontinuidades.Discontinuidades.
LIQUIDOS PENETRANTESLIQUIDOS PENETRANTESNivel INivel I
DEFINICIONES Y CONCEPTOS.DEFINICIONES Y CONCEPTOS.
4.- INTERPRETACIÓN:4.- INTERPRETACIÓN:
Es las determinación del origen y significado de las indicaciones, Es las determinación del origen y significado de las indicaciones, desde el desde el punto de vista Cualitativo.punto de vista Cualitativo.
5.- EVALUACIÓN:5.- EVALUACIÓN:
Es la determinación de la severidad de una discontinuidad en el Es la determinación de la severidad de una discontinuidad en el material, material, basándose en una Norma; es decir si el Elemento, Pieza o basándose en una Norma; es decir si el Elemento, Pieza o Zona es Zona es Aceptado, Rechazado o enviado a Reparación.Aceptado, Rechazado o enviado a Reparación.
Es un análisis Cualitativo de una Indicación Real.Es un análisis Cualitativo de una Indicación Real.
LIQUIDOS PENETRANTESLIQUIDOS PENETRANTESNivel INivel I
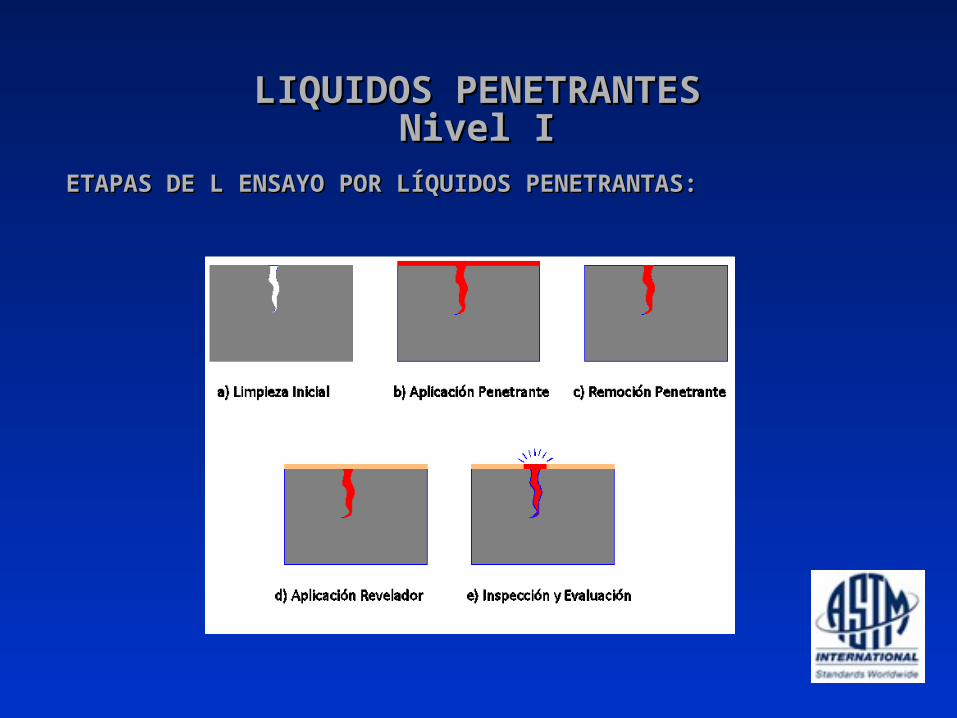
ETAPAS DE L ENSAYO POR LÍQUIDOS PENETRANTAS:ETAPAS DE L ENSAYO POR LÍQUIDOS PENETRANTAS:
LIQUIDOS PENETRANTESLIQUIDOS PENETRANTESNivel INivel I
EQUIPOS PORTÁTILES DE ENSAYO:EQUIPOS PORTÁTILES DE ENSAYO:
LIQUIDOS PENETRANTESLIQUIDOS PENETRANTESNivel INivel I
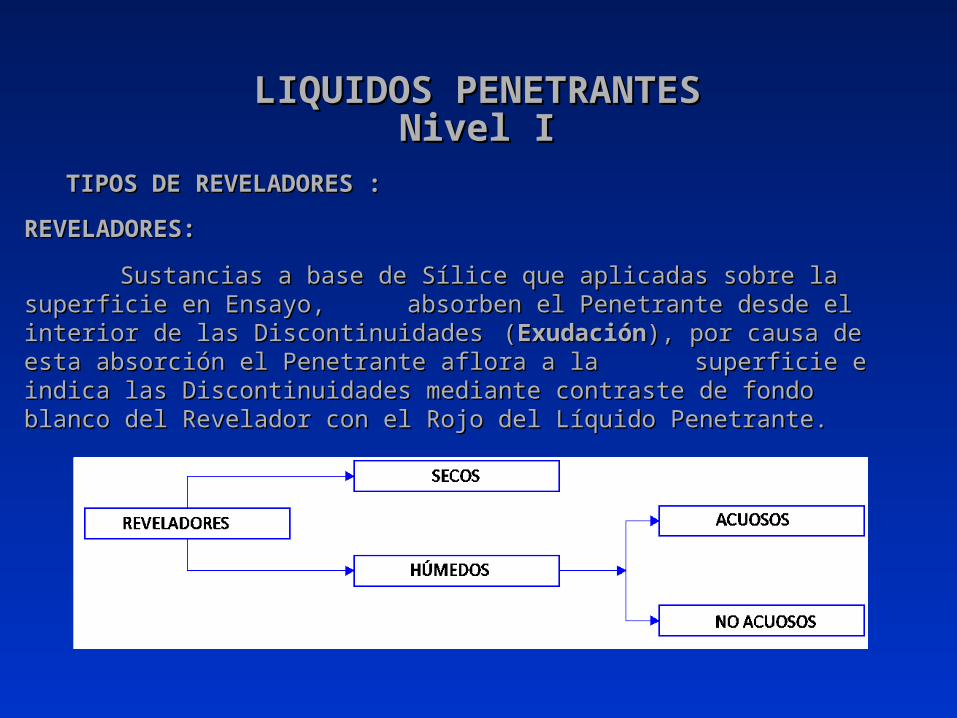
TIPOS DE REVELADORES :TIPOS DE REVELADORES :
REVELADORES:REVELADORES:
Sustancias a base de Sílice que aplicadas sobre la superficie en Sustancias a base de Sílice que aplicadas sobre la superficie en Ensayo, Ensayo, absorben el Penetrante desde el interior de las absorben el Penetrante desde el interior de las Discontinuidades Discontinuidades ((ExudaciónExudación), por causa de esta absorción el ), por causa de esta absorción el Penetrante aflora a la Penetrante aflora a la superficie e indica las Discontinuidades mediante superficie e indica las Discontinuidades mediante contraste de fondo contraste de fondo blanco del Revelador con el Rojo del Líquido blanco del Revelador con el Rojo del Líquido Penetrante. Penetrante.
LIQUIDOS PENETRANTESLIQUIDOS PENETRANTESNivel INivel I
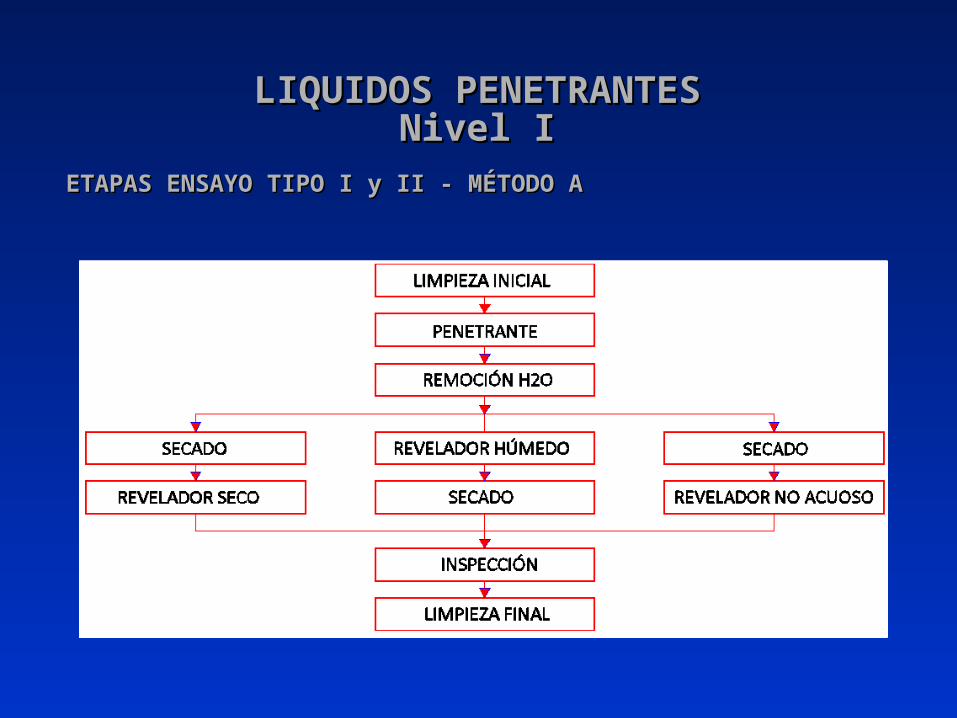
ETAPAS ENSAYO TIPO I y II - MÉTODO AETAPAS ENSAYO TIPO I y II - MÉTODO A
LIQUIDOS PENETRANTESLIQUIDOS PENETRANTESNivel INivel I
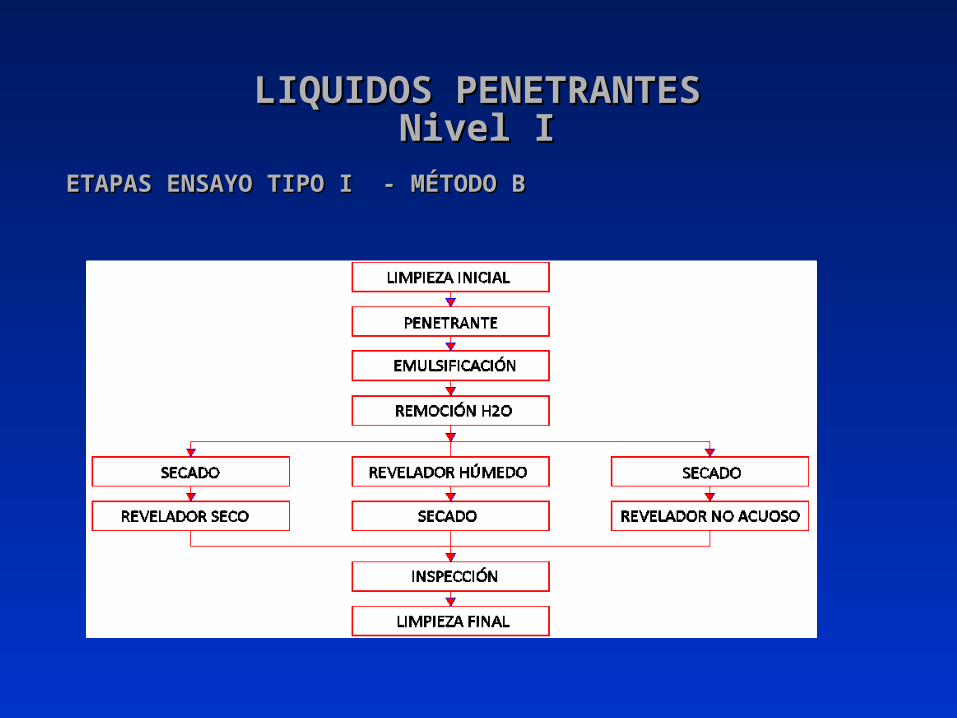
ETAPAS ENSAYO TIPO I - MÉTODO BETAPAS ENSAYO TIPO I - MÉTODO B
LIQUIDOS PENETRANTESLIQUIDOS PENETRANTESNivel INivel I
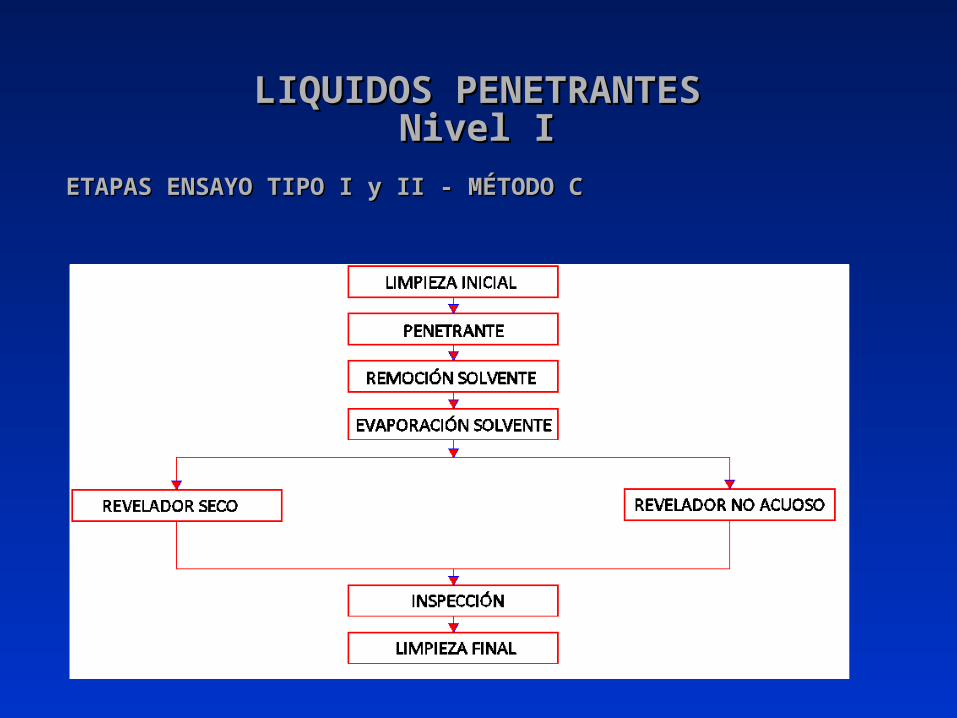
ETAPAS ENSAYO TIPO I y II - MÉTODO CETAPAS ENSAYO TIPO I y II - MÉTODO C
LIQUIDOS PENETRANTESLIQUIDOS PENETRANTESNivel INivel I
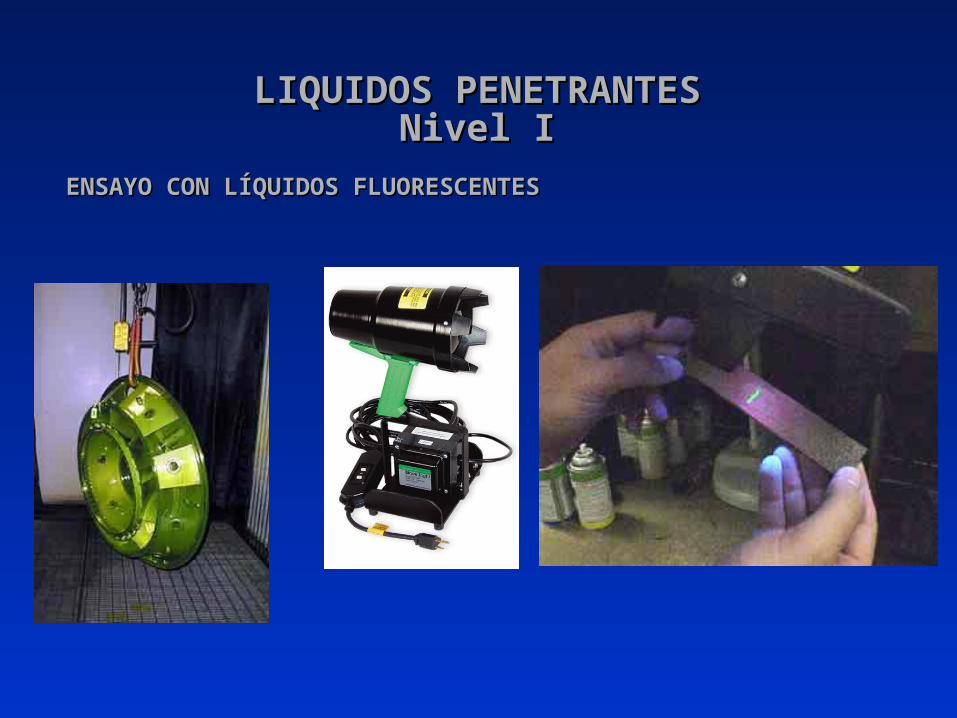
ENSAYO CON LÍQUIDOS FLUORESCENTESENSAYO CON LÍQUIDOS FLUORESCENTES

LIQUIDOS PENETRANTESLIQUIDOS PENETRANTESNivel INivel I
EJEMPLOS DE APLICACIÓN DE LÍQUIDOS VISIBLES ROJOS.EJEMPLOS DE APLICACIÓN DE LÍQUIDOS VISIBLES ROJOS.
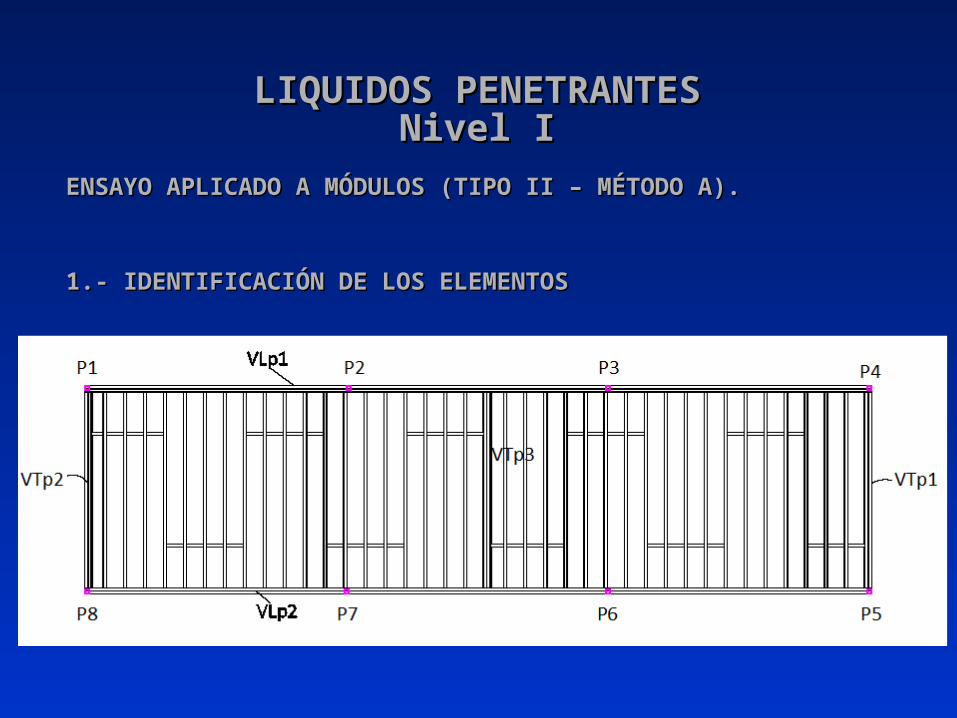
LIQUIDOS PENETRANTESLIQUIDOS PENETRANTESNivel INivel I
ENSAYO APLICADO A MÓDULOS (TIPO II – MÉTODO A).ENSAYO APLICADO A MÓDULOS (TIPO II – MÉTODO A).
1.- IDENTIFICACIÓN DE LOS ELEMENTOS1.- IDENTIFICACIÓN DE LOS ELEMENTOS
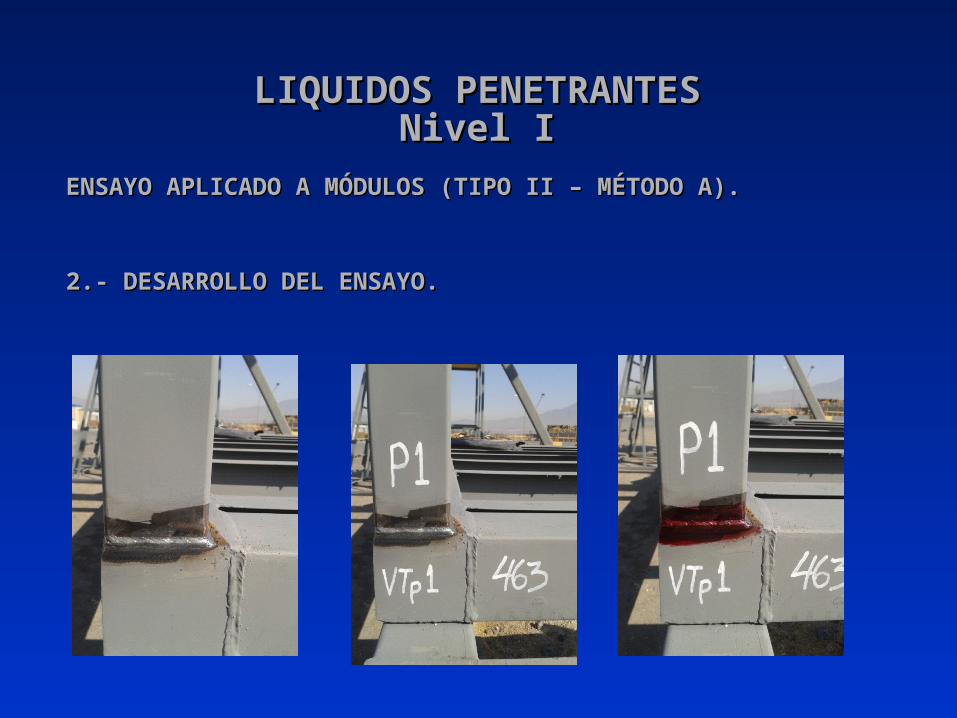
LIQUIDOS PENETRANTESLIQUIDOS PENETRANTESNivel INivel I
ENSAYO APLICADO A MÓDULOS (TIPO II – MÉTODO A).ENSAYO APLICADO A MÓDULOS (TIPO II – MÉTODO A).
2.- DESARROLLO DEL ENSAYO.2.- DESARROLLO DEL ENSAYO.
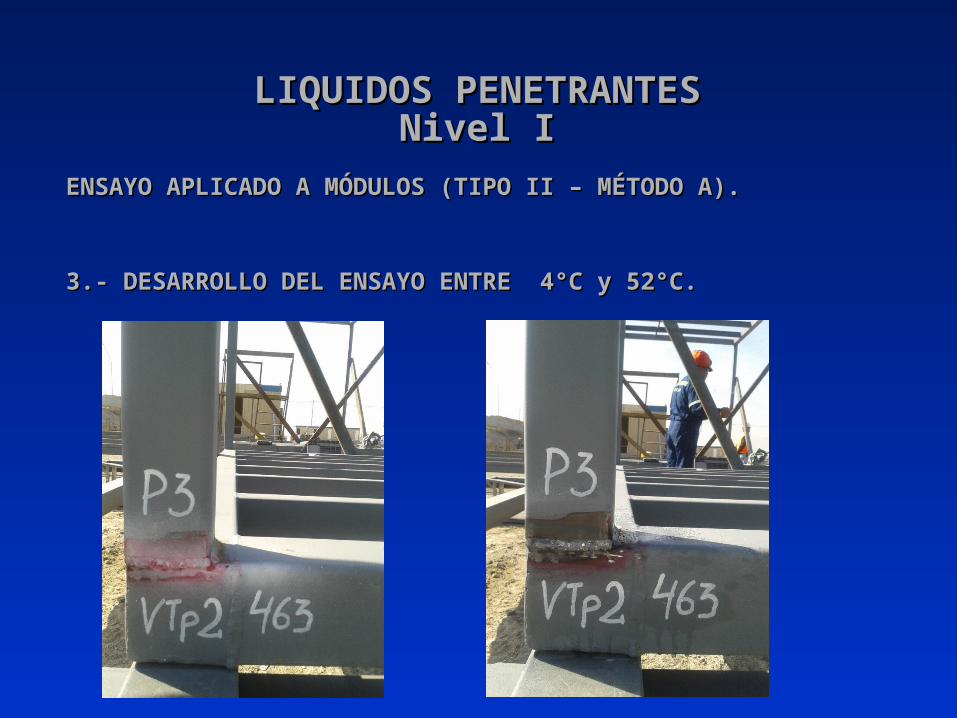
LIQUIDOS PENETRANTESLIQUIDOS PENETRANTESNivel INivel I
ENSAYO APLICADO A MÓDULOS (TIPO II – MÉTODO A).ENSAYO APLICADO A MÓDULOS (TIPO II – MÉTODO A).
3.- DESARROLLO DEL ENSAYO ENTRE 4°C y 52°C.3.- DESARROLLO DEL ENSAYO ENTRE 4°C y 52°C.
LIQUIDOS PENETRANTESLIQUIDOS PENETRANTESNivel INivel I
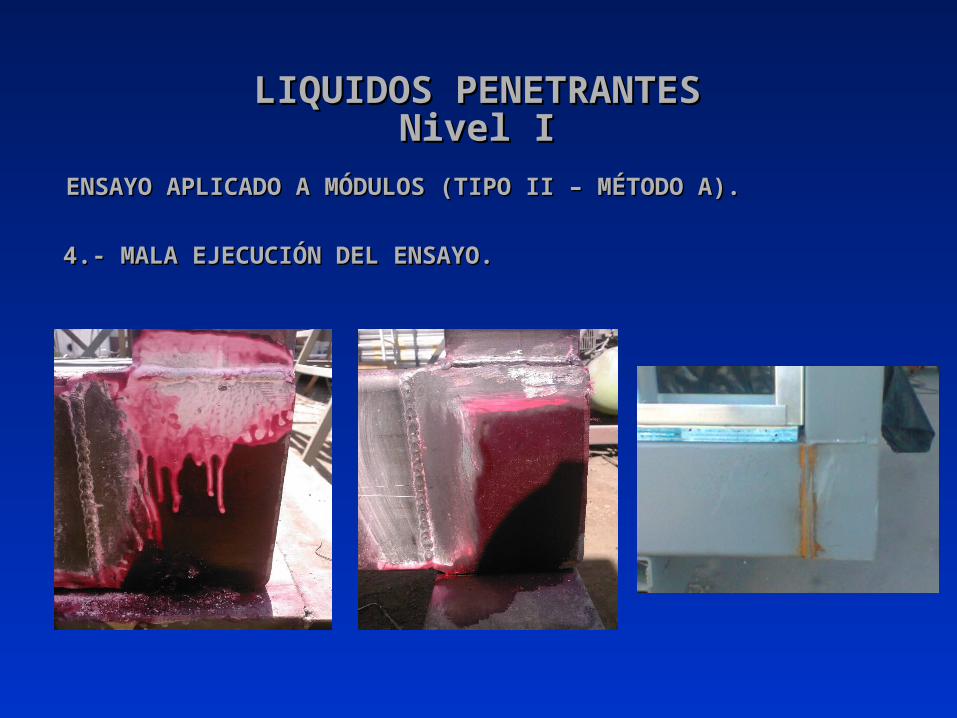
ENSAYO APLICADO A MÓDULOS (TIPO II – MÉTODO A).ENSAYO APLICADO A MÓDULOS (TIPO II – MÉTODO A).
4.- MALA EJECUCIÓN DEL ENSAYO.4.- MALA EJECUCIÓN DEL ENSAYO.