Embed Size (px)
Citation preview

Energy and Sustainability atgy yTexas Instruments
Manufacturing and BuildingsManufacturing and Buildings
Sunil ThekkepatSunil Thekkepat
91
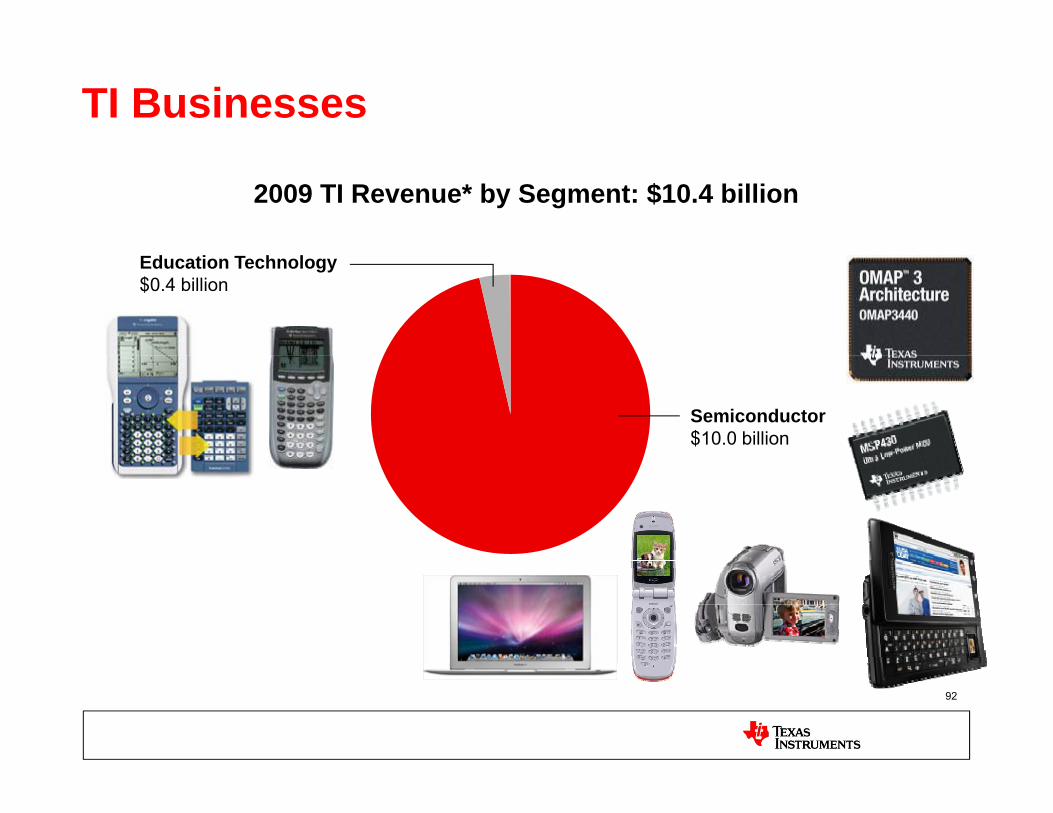
TI Businesses
2009 TI Revenue* by Segment: $10.4 billion
Education Technology$0.4 billion
Semiconductor $10.0 billion
92

TI sales at a glance. . .
TI Sales by Product SC Sales by Region SC Sales by Industry
$13.7B SC Total
40% DSP
40% Asia 50% Communications
40% Analog
25% Europe
30% Computer
$0.5B EdTech
20% Other
20% U.S.
15% Japan<10% Industrial/Other
5% Automotive
<10% Consumer
93

TI Technology is all around you
MultimediaPhones
Digital Audio
WirelessInfrastructure
DigitalStill Cameras
Bluetooth
PDAsVideo Security
Signal Processing
Automotive Power Over Ethernet
PMP Player
IP phones
Digital TVDSP and Analog
AffordableHandsets
PMP Player
Digital Video Recorder/ServerDigital Radio
Converged Devices Disk Drives
94
Digital Motor ControlMedical VoIP Gateway

TI’s Global Presence and Texas RootsManufacturing, design or sales operations in more
than 30 countriesTI locationMajor TI location
(1) Fab in Germany
(2) Fabs in Japan
(1) D i C t
27 large sites
14.7 million gsf
(1) AT in Mexico(4) AT in Asia
• (2) Philippines
(1) Design Center in France
• (2) Philippines• (1) Taiwan• (1) Malaysia
(1) Design Center in India
(6) Fabs in Texas(4) Dallas, (1) Sherman, (1) Houston
60% f~ 60% of global energy use is in Texas
Texas Energy Use
1 5 million mWh/yr
(1) 250mW power plant = or = 125,000 average Tx homes
490 W f i d t bi95
1.5 million mWh/yr 490 mW of wind turbines

Energy Use / Cost by Type
2008 Energy Use (mmBTU)
AT it F b D t C t Offi
2008 Energy Spend ($K)
AT sites Fabs Data Center Office
1 839 606 21%906,575, 10%
AT sites Fabs Data Center Office
87% from electricty13% from natural gas
$34,275 , 16% $24,420 , 12%
AT sites Fabs Data Center Office
1,839,606, 21%200,000, 2% $3,778 , 2%
5,939,045, 67%1 MMBtu = 293 1 kWh $149,052 , 70%
96
1 MMBtu = 293.1 kWh 1 kWh = 0.003412 MMBtu
$ , ,
Note, we spend about $1M more per year on water than on natural gas

Energy Breakdown2008 ISMI A/T Energy
Misc (PVAC, DI, MUA, Steam, . . . )
PCW2%
Process Eq.40%Recirc Air
8%
Lighting3%
Exhaust2%
10%2%
20%
Assy/Test Wafer Fab
CHW
CDA14%
8%
CHW21%
80% Mfg Tools Fac Systems
Process Tools Breakdown
Non-Process Pumps
UPS Controller4% Mini Environ
1%
Plasma Clean3%RF Gen
6%
Facilities Systems Breakdown
Exhaust7%
MU Air5%
PC Water Pump3%
CDA4% 45%
Process Pumps52%Misc
12%
Pumps9%
Heaters
Chillers42%
N2 Plant12%
UP Water8%
7%55%
97
13%Recirc Fans19%

What is a wafer fab?A very big clean facilityA very big, clean facility . . .
Total space:1 100 000 gsf (102 000 m2)
. . . that fabricates very small chips on large silicon wafers
1,100,000 gsf (102,000 m2)Clean room space:
220,000 sf (20,400 m2)
Hair = 80,000 nm dia
2 mm
300 mm diameter1500-5000 chips ea30,000 wafers/mo
2 mm
2 mm
86nm
39nm
G98
30,000 a e s/ o1 billion chips/yr
Atom = 0.1 nm diaDNA = 2 nm dia
Gate = 39 nm dia

The Opportunity• Very tight temperature and humidity requirements . . .
– 70F+/-2 (21C+/-1) and 45% RH +/- 3%
• Combined with a large amount of exhaust and subsequent make up airmake up air . . .
– 650,000 cfm (307 m3/sec) = 2 Macy’s Kermit balloons per second
• Combined with the need to recirculate a large volume of air through the filters for cleanlinessthrough the filters for cleanliness . . .
– 4,400,000 cfm (2077 m3/sec) = 22 Goodyear blimps a minute
• Combined with hundreds of process tools with vacuum pumps, RF generators, and support equipment . . .p p , g , pp q p
• Combined with extensive use of deionized (DI) water to rinse the wafers during processing . . .
Could lead to annual power consumption of 170,000 mWh (10,000+ homes worth)and water consumption of 3 million gallons/day (6,000 homes worth)
Annual utility bills could total $20M $25M99
Annual utility bills could total $20M - $25M

Production vs. Operation
• To make a single chip requires an average of:– 0.2 kWh of electricity (75% front end / 25% back end) = .131kg of CO2e
0 2 gallons of water– 0.2 gallons of water– Variability is about 4X
• A fairly large fab can produce about 1 billion chips per year– 200 million kWh/yr = 131,000 metric tons CO2e/yr
• Alternate = (24) 3MW wind turbines in west Texas– 200 million gallons/yr
• In just 5 years of operation a chip will use: – 0.006 kWh for a small battery powered device (2 AA batteries of energy)– 1,575 kWh for a 24 hour/day high powered internet server– Variability is 250,000X
• In 5 years of operation those billion chips could use:– Between 3,000 kWh to 1.6 billion kWh
However, many chips are used in energy saving applications that save billi f kWh
100
,billions of kWh per year.

Sustainability
101

What is Sustainability?
• Simply: The Balance of People, Profit, and the Planet
• Officially: "to meet the needs of the present without compromising theOfficially: to meet the needs of the present without compromising the ability of future generations to meet their own needs.” - Brundtland Commission, 1989
• At TI: Reducing waste and inefficiency – ZERO wasted resources
102

Our TI History
• Leadership in Business Ethics– Fair work practices; honesty & integrity
TI Founders literally wrote a book on ethics (TI Ethics Booklet 1961)– TI Founders literally wrote a book on ethics (TI Ethics Booklet, 1961)
• Strong Community Engagement / Corporate Citizenship– United Way– Education support & involvement– Arts & cultural support– Diversity leadership
• Economic Prosperity– One of the technology pioneers and leaders in Dallas– Profit sharing for employees
• Environment– History of regulatory compliance– Energy management since 1973
103
Energy management since 1973
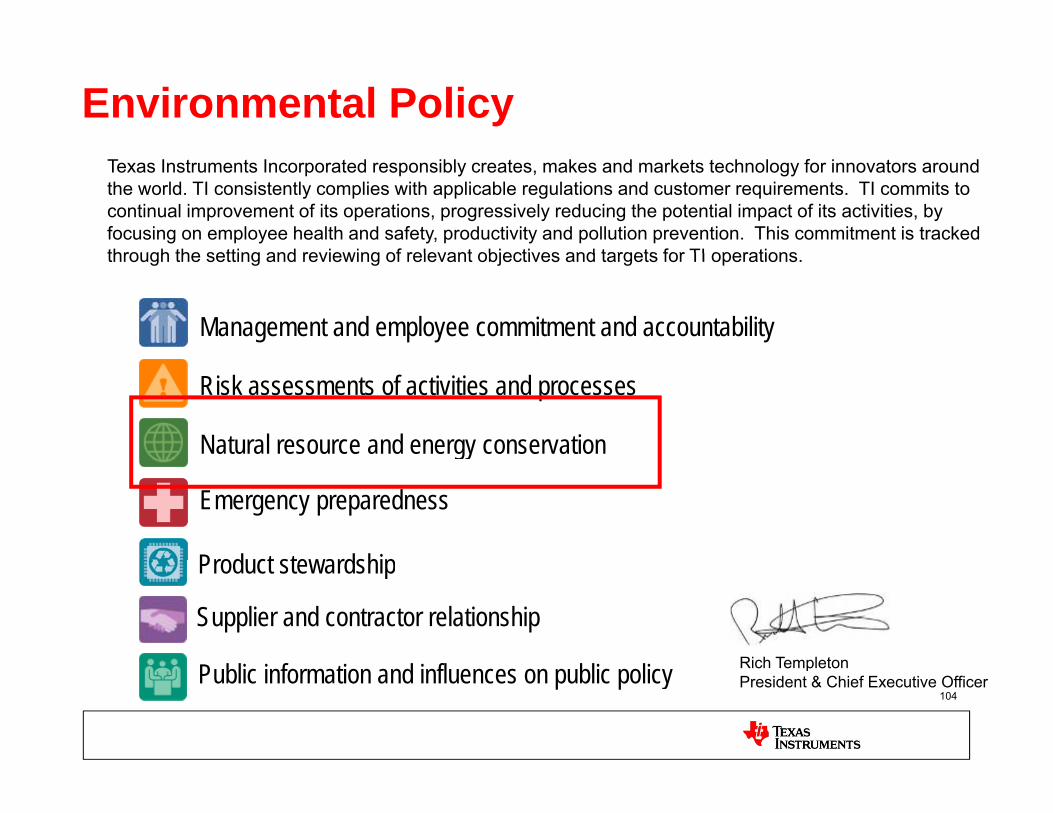
Environmental PolicyTexas Instruments Incorporated responsibly creates, makes and markets technology for innovators around the world. TI consistently complies with applicable regulations and customer requirements. TI commits to continual improvement of its operations, progressively reducing the potential impact of its activities, by focusing on employee health and safety, productivity and pollution prevention. This commitment is tracked through the setting and reviewing of relevant objectives and targets for TI operations
Management and employee commitment and accountability
through the setting and reviewing of relevant objectives and targets for TI operations.
Risk assessments of activities and processes
Natural resource and energy conservationgy
Emergency preparedness
Product stewardship
Supplier and contractor relationship
Product stewardship
Rich Templeton
104Public information and influences on public policy Rich Templeton
President & Chief Executive Officer

Facilities Sustainable Strategy• New Construction
– LEED-NC Certified – Life Cycle Cost vs. just first cost
• Commute Solutions– DART, Vanpools, Carpools, etc.
Greenho se Gases• Existing Buildings
– LEED-EB standards
Utilit U R d ti
• Greenhouse Gases– GHG footprint reporting; PFC
reductions
W t Effi i• Utility Use Reduction– Best Practice Checklist
• Waste Efficiency– Reduce, Reuse, Recycle – 95%
waste efficiency
105

New Construction
106

RFAB History
• Pre 2002 – Good history of ESH and resource saving activity
• 2002 – Began serious research into sustainable building topics2002 Began serious research into sustainable building topics
• 2003 – Worked with suppliers / vendors on future tool improvements
• 2003 – Held design session with RMI2003 Held design session with RMI
• 2004 – Began design of RFAB, registered with LEED
107

Our Manufacturing Tools
• Typical ToolHeat
Exhaust
ToolUtilities
Chill ( )
Dedicated HVAC POU abatement
Vacuum Pump(s) RF generator(s)
Chiller(s)
108
p( )
Supplier - Vacuum Pumps
• Vacuum Pumps: (reduced cooling load by >300 tons)– Large fab will have over 600 pumps
Met with suppliers and asked about product efficiency roadmap– Met with suppliers and asked about product efficiency roadmap– We were one step removed from direct purchase (vacuum pumps come
with the manufacturing tool), so feedback to pump manufacturer was “low price” not “low operating cost”
– Pump manufacturers had efficiency to offer and delivered >35% improvement in just a couple of years
– Annual operating savings of about $4k/yr per pumpWorked with industry consortium (ISMI) and vendors to develop an idle– Worked with industry consortium (ISMI) and vendors to develop an idle signal protocol (SEMI E54 standard)
109

Supplier – Point of Use Chiller
• Process Cooling (PC) Water / POU Chiller – A couple hundred point of use chillers are used in a large fab for specific
li / h ti t kcooling / heating tasks– Most units are compressor based– Thermoelectric chillers are smaller, less expensive, run tighter control
temperatures use less cooling water and operate for about 1/10th the costtemperatures, use less cooling water, and operate for about 1/10th the cost (0.5kW vs 5kW)
– Reduced delta P and increased delta T in heat exchangers
Chuck
TC Feedback
(50-75 ft)Chuck
TC Feedback
(50-75 ft)
Chuck
RTD
Chuck
RTD
TCCompressor Pump
DI Cartridge
DI Water
TC Feedback
HeaterCoolingWater
TCCompressor Pump
DI Cartridge
TCCompressor PumpPump
DI Cartridge
DI Water
TC Feedback
HeaterCoolingWater
TE ModulePump
Cooling
Controller6 ft
TE ModulePumpPumpPump
Cooling
Controller6 ft
110
Tank
Heat Exchanger
Tank
Heat ExchangerPower Supply
Cooling Water Power Supply
Cooling Water

Supplier - Exhaust
• Exhaust: (reduced exhaust load by >100,000 cfm)– All exhausted air must be meticulously reconditioned– Returned some general exhaust (heat) to space– Identified top tool internal constraints and worked pressure drop issues– Still have many opportunities
Typical tool i t i i iinterior piping
New, improved interior piping
111
interior piping

Supplier – POU Abatement
• POU Abatement– Wet burn scrubbers for point of use abatement – Worked with supplier on more efficient burner (natural gas)– Worked with supplier on more efficient water chamber– Combo has reduced natural gas and water use by 50% each
112

Facilities Equipment Energy
• Chiller Plant– Negawatts to reduce the need – right size the plant to the load
High efficiency chillers optimized system (variable speed pumps/towers)– High efficiency chillers – optimized system (variable speed pumps/towers)– Split chiller plant – high temp (50-54F) / low temp (40-42F)– Heat recovery (also saves water)
• Recirculating Air– Reduce the quantity of air– Specify high cfm/Watt units (variable speed, good motor/fan design)
S t ff t l d– System effect – low pressure drop
• Compressed Air– Check system for leaks and losses– Match compressor type to load– Heat recovery
113

Sustainable Sites
< Areas were restored to native prairie grass to minimize irrigation and provide biodiversity.
Compost tubesPond collects runoff from most of the 92 acres. 2.7 million gallon base + 2 million gallon buffer. The pond meters runoff and settles sediment. Pond water is used for all site irrigation.and settles sediment. Pond water is used for all site irrigation.
Windmill drives an air
114
d d es a acompressor to aerate the pond.

Sustainable Sites
Typical silt fence
Reflective roof saves energy and reduces the urban heat island effect. Concrete, instead of asphalt, also reduces heat buildup.
< Solar bollards guide the way and full cutoff downlights
Covered parking for bicycles and showers /
gpreserve dark skies
115
Covered parking for bicycles and showers / lockers encourage alternate transportation. >

Sustainable Sites
þ SS Credit 8 - Light Pollution Reduction
Full cutoffdown light Bollard –
L.E.D. light, solar poweredsolar powered
Down lightfor flag
116
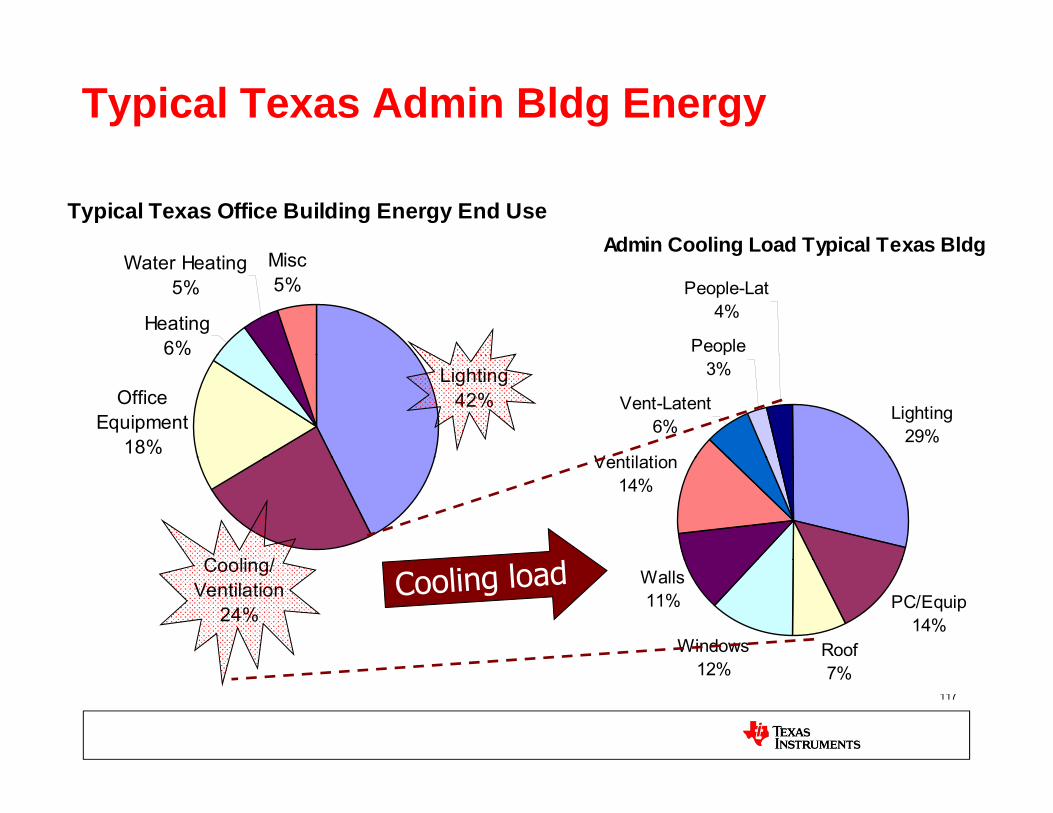
Typical Texas Admin Bldg Energy
Typical Texas Office Building Energy End Use
MiAdmin Cooling Load Typical Texas Bldg
Heating6%
Water Heating5%
Misc5%
g yp g
People
People-Lat4%
Lighting42%Office
Equipment18%
Lighting29%
V til ti
Vent-Latent6%
3%
C li /
Ventilation14%
Cooling/ Ventilation
24%PC/Equip
14%RoofWindows
12%
Walls11%
117
7%12%

Energy Savings – Shell and AdminPassi e solar orientation ith e terior shading– Passive solar orientation with exterior shading
– Energy and Daylight modeling– Optimized glazing (high VLT, low SHGC, low U value)
R fl ti f (hi h fl ti it hi h i i it )– Reflective roof (high reflectivity, high emissivity)– Natural daylighting with light shelves– High efficiency lighting (motion + daylight sensors)
D d t ll d til ti ( t l CO )– Demand controlled ventilation (control on CO2)– Attention to detail on insulation and infiltration
118

Indoor Environmental Quality
• CO2 sensor controlled ventilation
• Low emission materialsLow emission materials– Paints– Carpet– Adhesives and sealantsAdhesives and sealants
• Thermal comfort
• Daylight and views• Daylight and views
119

Cost / BenefitW i t d <1% f th j t t (<$1 5M) i LEED l t d it• We invested <1% of the project cost (<$1.5M) in LEED related items –predominately efficiency improvements that we would consider regardless of LEED
Th ll j t t 30% LESS th i 300 f b• The overall project cost 30% LESS than our previous 300mm fab.
• The first full year we should recover $1M in operating savings
• At full build out we will save >$4 0M per year in operating costs`• At full build out we will save >$4.0M per year in operating costs– 20% energy reduction (facility is 38% better than code minimum design)– 40% water use reduction
50% emissions reduction– 50% emissions reduction– LEED Gold Certified Office and Fabwww.ti.com/rfab
120

Existing Buildings
121

Utility Savings & Best Practices
• Utility saving projects– Began dedicating capital to utility savings projects in late 2005– Initial payback threshold was 3 years – later reduced to 1.5 years– Buildings also implement local expense projects each year
• Best Practices ChecklistBest Practices Checklist– Checklist of of 49 good practices that buildings can use to assess their
performance– Benchmarked every site in 2008, average improvement of 4.5% in 2009y , g p– Refining and growing the list to become more of a Best Practice Standard– lncorporating LEED-EB credits into this list
122

Resource Efficiency2009 Results
2009 Combined Capital and ExpenseCount Cost Units Saved Units Savings Payback
6 $45,000 61,750 kgal $230,000 0.278 $1 854 500 33 973 918 kWh $3 272 948 0 678 $1,854,500 33,973,918 kWh $3,272,948 0.62 $205,000 12,600 Mbtu $170,000 1.20 $0 - other $0 #DIV/0!
86 $2,104,500 $3,672,948 0.6
Annual Energy SavingsAnnual Energy Savings
50,000
60,000
160
180
mWh # projects
30,000
40,000
MW
h
80
100
120
140
# pr
ojec
ts
-
10,000
20,000
2006 2007 2008 20090
20
40
60
123
2006 2007 2008 2009
Year

• Implement conservation projects
TI Energy- 2010 and Beyond• Engaging Sites Worldwide.
– Local market insight and understanding
– Opportunities worldwide
• Implement conservation projects– Executing on known solutions or best
practices worldwide including LEED best practices.
– Develop standards for efficiency– Evaluate energy cost and options
for Real Estate engagements– Adapting to changing Market
Condition
– Develop standards for efficiency improvements and implement projects. E.g. Chiller Plant Improvements, Heat Recovery, Lighting
– Work with industry groups to advance y gtool efficiency for all manufacturers
– Develop Technology Roadmap for emerging areas• Incorporating alternate and
renewable energy. gy– Evaluating utility level renewable
opportunity– Onsite generation
– Solar
• Enabling TI products and Engaging TI’er
– Communicate clear strategy for energy.
– Implement visible projects thatSolar– Cogeneration – Reviewing emerging areas
– Implement visible projects that incorporates TI products.
– Information and Education
124

TI Energy Team
Mark LeypoldtypEnergy Supply Manager
Paul WestbrookSustainability Development Manager
Sunil ThekkepatWW Energy Strategy Manager
125

Summary
126

Recent Strides in Sustainability
• Excellent commute solutions program and results
• First LEED Gold fab in the world – raised the bar on our industryFirst LEED Gold fab in the world raised the bar on our industry
• First LEED bldg in the entire country of the Philippines (Baguio Silver)
• Dedicated capital funds toward utility reduction projectsDedicated capital funds toward utility reduction projects
• Good focus by sites on expense utility savings projects
• Corporate Citizenship Report (GRI formatted) beginning in 2007• Corporate Citizenship Report (GRI formatted) beginning in 2007
• Report our carbon footprint publicly (2.1 MMtons/yr)
• Best Practice Standards will help all sites improve• Best Practice Standards will help all sites improve
127

Recent Strides in Sustainability
• ISMI (Sematech) work with vendors on tool efficiency
• Some efficient vacuum pump and solid state chiller installations at TISome efficient vacuum pump and solid state chiller installations at TI
• VFD’s and airflow improvements in data centers
128