Embed Size (px)
DESCRIPTION
membrane emulsification
Citation preview

Journal of Food Engineering 92 (2009) 241–249
Contents lists available at ScienceDirect
Journal of Food Engineering
journal homepage: www.elsevier .com/locate / j foodeng
Review
Preparation of emulsions and particles by membrane emulsificationfor the food processing industry
Catherine Charcosset *
Laboratoire d’Automatique et de Génie des Procédés, UMR CNRS 5007, Université de Lyon, ESCPE-Lyon, 43 Bd du 11 Novembre 1918, 69 622 Villeurbanne Cedex, France
a r t i c l e i n f o a b s t r a c t
Article history:Received 25 August 2008Received in revised form 27 November 2008Accepted 28 November 2008Available online 16 December 2008
Keywords:EmulsionEncapsulationFoodMembrane emulsificationMultiple emulsion
0260-8774/$ - see front matter � 2008 Elsevier Ltd. Adoi:10.1016/j.jfoodeng.2008.11.017
* Tel.: +33 4 72 43 18 67; fax: +33 4 72 43 16 99.E-mail address: [email protected].
Emulsions play an important role in the formulation of foods for production of o/w emulsions, e.g., dress-ings, artificial milks, cream liqueurs, as well as for preparation of some w/o emulsions, e.g. margarinesand low fat spreads. Over the last 20 years, there has been a growing interest in a technique for makingemulsions known as ‘‘membrane emulsification”. This method involves using a low pressure to force thedispersed phase to permeate through a membrane into the continuous phase. The distinguishing featureis that the resulting droplet size is controlled primarily by the choice of the membrane and not by thegeneration of turbulent droplet break-up. This article provides a review on the membrane emulsificationprocess for the food processing industry: the main characteristics of the membrane emulsification pro-cess are summarized; and simple emulsions, multiple emulsions, and encapsulated materials preparedusing membrane emulsification are described.
� 2008 Elsevier Ltd. All rights reserved.
Contents
1. Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2412. Membrane emulsification principles. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2423. Influence of process parameters . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 243
3.1. Membranes material . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2433.2. Membrane pore size . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2443.3. Membrane porosity . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2443.4. Transmembrane pressure . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2443.5. Crossflow velocity . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2443.6. Surfactants . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2443.7. Viscosity. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 245
4. Preparation of food materials . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 245
4.1. Simple emulsions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2454.2. Multiple emulsions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2454.3. Encapsulation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2464.4. Aerated food gels. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2474.5. Industrial applications. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2475. Conclusions. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 248References . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 248
1. Introduction
Emulsions play an important role in the formulation of foods forproduction of o/w emulsions, e.g., dressings, artificial milks, cream
ll rights reserved.
liqueurs, as well as for preparation of some w/o emulsions, e.g.,margarines and low fat spreads. Food emulsions are subdividedinto different types, depending on their end-uses (Dalgleish,2006). Some emulsions are end products in themselves, e.g., coffeecreamers and cream liqueurs are relatively simple emulsionswhich remain stable towards creaming and coalescence duringtheir production and shelf-life. Emulsions can also be used as

MPressurized vessel Dispersed phase
242 C. Charcosset / Journal of Food Engineering 92 (2009) 241–249
ingredients, which participate in forming the structures of morecomplex products. For example, yoghourts and other gelled sys-tems contain emulsion droplets that must interact with other foodingredients, but that must not be destabilized in the process. Final-ly, the emulsion droplets may create new structures, i.e., in ice-cream or whipped products, where the emulsion is itself requiredto destabilize as a means to creating structure in the product.
Conventional methods to prepare emulsions rely on stirringequipment, colloid mills, homogenizers, ultrasonics or microflui-dizers (Sotoyama et al., 1999). However, such methods utilize astrong shearing stress which may result in coalescence of the dis-persed phase. Emulsions prepared this way may be polydispersed,and the droplet size is difficult to control. The droplet size distribu-tion affects many of the physicochemical properties of the emul-sion. In addition, because w/o food products (e.g. margarine)contain flavouring components in the dispersed phase, the dropletsize distribution affects the flavour of such products. The dropletsize distribution may also have a great effect on growth bacteria.When the droplet diameter is large, bacteria multiply more easilythan for smaller droplet diameter, as the bacterial growth is re-duced due to the lack of nutrients inside the droplets.
For droplet break-up in laminar flows, the shear stress, s, actingon a drop being deformed during emulsification in a laminar flowfield is usually estimated as the product of the velocity gradient, G,and the continuous phase viscosity, lc (Walstra, 1993; Adler-Nis-sen et al., 2004):
s ¼ Glc ð1Þ
The mechanism of droplets formation in membrane emulsificationis quite different and involves two stages: droplet growth (whenthe droplet inflates at the pore tip) and droplet detachment (whenthe droplet breaks off and then moves away from the pore tip)(Peng and Williams, 1998). In the case of crossflow membraneemulsification, some distortion of the droplet may occur due tothe presence of the pore and local hydrodynamics forces arisingfrom the crossflow. Near the surface of the porous membrane, theflow field is generally considered as an ordinary laminar sublayerand is described as a simple shear. The force exerted by the fluidflow on the droplet is then related to the wall shear stress, sw,which can be calculated from friction factor correlations.
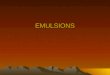
Over the last 20 years, there has been a growing interest in‘‘membrane emulsification” (Joscelyne and Trägårdh, 2000; Gijs-bertsen-Abrahamse et al., 2004; Charcosset et al., 2004; van derGraaf et al., 2005; Vladisavljevic and Williams, 2005). This methodinvolves using a low pressure to force the dispersed phase to per-meate through a membrane into the continuous phase (Fig. 1). Thedistinguishing feature is that the resulting droplet size is controlledprimarily by the choice of the membrane and not by the generationof turbulent droplet break-up. The technique is highly attractive gi-ven its simplicity, potentially lower energy demands, need for lesssurfactant and the resulting narrow droplet size distributions. It isapplicable to o/w, w/o and multiple emulsions. Other materials
Dispersed phase permeation under applied pressure
Continuous phase Tangential flow
Membrane
Droplets/or particles
Fig. 1. Schematic diagram of the membrane emulsification process.
prepared by membrane emulsification include solid-in-oil-in-water (s/o/w) dispersions, coherent solids (silica particles, solid li-pid microspheres, solder metal powder), and structured solids (so-lid lipid microcarriers, gel microbeads, polymeric microspheres,core-shell microcapsules and hollow polymeric microparticles)(Vladisavljevic and Williams, 2005).
Membrane processes have become major tools in the food pro-cessing industry over the last 25 years, with the classical reverseosmosis, nanofiltration, ultrafiltration, and microfiltration pro-cesses (Daufin et al., 2001). The main applications of membranesare the dairy industry (close to 40%, of which over 10% are usedfor milk protein standardization), followed by beverages (wine,beer, fruit juices, etc. . .) and egg products (2%). Other fields areemerging: fruit and vegetable juices and concentrates, wastestreams, co-products (recovery and recycling of blood plasma inabattoirs), and technical fluids (brines, cleaning-in-place solu-tions). The membrane emulsification process is also expected togain an increasing interest in the food processing industry.
The purpose of this article is to provide a review on the mem-brane emulsification process for food applications. We first recallthe main aspects of the membrane emulsification process, thenwe present the main studies on the preparation of simple emul-sions, multiple emulsions, and encapsulated materials by mem-brane emulsification for the food processing industry.
2. Membrane emulsification principles
Previous reviews on membrane emulsification (i.e., Joscelyneand Trägårdh, 2000; Charcosset et al., 2004; Charcosset and Fessi2005, Gijsbertsen-Abrahamse et al., 2004; Vladisavljevic and Wil-liams, 2005) focused on membrane emulsification principles, influ-ence of process parameters, and comparison with other methods,and applications. Nakashima et al. (2000) provided a review recall-ing that membrane emulsification was introduced by these authorsat the annual Meeting of the Society of Chemical Engineers, Japan,in 1988. The fundamentals of membrane emulsification are pre-sented and the applications: food emulsions, synthesis of monodi-spersed microspheres and drug delivery systems are described.Gijsbertsen-Abrahamse et al. (2004) presented a state of the arton membrane emulsification, as well as an analysis of an industrialscale production of culinary cream, for which a microsieve mem-brane with a low porosity was found the best suitable. Vladisavlj-evic and Williams (2005) provided a very complete review onmanufacturing emulsions and particulate products using mem-branes, ranging from the production of simple o/w and w/o emul-
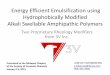
N2 bottle
M M
Pump
Stirrer
Continuous phase
Membrane module
Fig. 2. Typical experimental set-up for the membrane emulsification process (M:manometer).

C. Charcosset / Journal of Food Engineering 92 (2009) 241–249 243
sions to multiple emulsions of different types, s/o/w dispersions,coherent solids (silica particles, solid lipid microspheres, soldermetal powder), and structured solids (solid lipid microcarriers,gel microbeads, polymeric microspheres, core-shell microcapsulesand hollow polymeric microparticles).
A typical membrane emulsification set-up is shown in Fig. 2. Inconventional direct membrane emulsification, fine droplets areformed at the membrane/continuous phase interface by pressingthe disperse phase through the membrane. In order to ensure aregular droplet detachment from the pore outlets, shear stress isgenerated at the membrane/continuous phase interface by recircu-lating the continuous phase using a pump or by agitation in a stir-ring vessel (Vladisavljevic and Williams, 2005). The rate of mixingshould be high enough to provide the required tangential shear onthe membrane surface, but not too excessive to induce furtherdroplet break-up. Other systems use a moving membrane, in whichthe droplet detachment from the pore outlets is obtained by rota-tion or vibration of the membrane within the stationary continu-ous phase. Droplets can be spontaneously detached from thepore outlets at small disperse phase fluxes, particularly in the pres-ence of fast adsorbing emulsifiers in the continuous phase and for apronounced noncircular cross section of the pores. Rotating mem-brane devices were tested to increase the performances of themembrane emulsification process, especially to increase the fluxof the dispersed phase through the membrane (i.e., Aryanti et al.,2006; Schadler and Windhab, 2006; Muschiolik and Bunjes,2007). The centrifugation force increases with the diameter ofthe tubes (or column) (Muschiolik and Bunjes, 2007). With therotation speed (higher wall shear stress), the particle sizedecreases.
3. Influence of process parameters
The major factors influencing membrane emulsification includemembrane parameters, phase parameters and process parameters.Their influence of the emulsifying process (droplet size distribu-tion, dispersed phase flux, dispersed phase percentage) is summa-rized in Fig. 3.
Fig. 3. Major parameters influenci
3.1. Membranes material
The most commonly used membrane for the preparation ofemulsions is the Shirasu-porous-glass (SPG) membranes (IseChemical Co., Japan), because of its narrow pores size distributionand tubular shape (Nakashima et al., 1991). The SPG membrane issynthesized from CaO-Al2O3-B2O3-SiO2 type glass, which is madefrom ‘‘Shirasu”, a Japanese volcanic ash. The SPG membrane hasuniform cylindrical interconnected micropores, a wide spectrumof available mean pore sizes (0.1–20 lm), and a high porosity(50–60%). The surface wettability can be changed by reaction withorganic silanes, such as octadecyltrichlorosilane (Kandori et al.,1991a,b, 1992; Fuchigami et al., 2000, Cheng et al., 2006). TheSPG membrane has been characterized by liquid permeabilitymeasurements, scanning electron microscopy, Hg porosimetry(Vladisavljevic et al., 2005), high-resolution X-ray microtomogra-phy, and microscopic observation of droplet formation in real time(Vladisavljevic et al., 2007).
In addition to the SPG membranes, o/w emulsions were suc-cessfully prepared using silicon and silicon nitride microsievesmembranes (Aquamarijn Microfiltration BV, The Netherlands)(Zhu and Barrow, 2005; Brans et al., 2006a,b; Geerken et al.,2007). These membranes are made by photolithographic treatmentof a silicon wafer and subsequent etching, or electrochemical metaldeposition on a skeleton in an electrolysis bath, respectively. Theyhave interesting properties, such as a smooth and flat surface, avery low membrane resistance and narrow pore size distribution.Different pore geometries (circular, square, slit shaped), pore size,pore edges and membrane porosities are available. Polycarbonatetrack-etch membranes (Millipore, Inc.) having a very narrow poressize distribution were also tested for the preparation of particles(Tangirala et al., 2007).
Other commercial microfiltration membranes are attractive be-cause of their availability in very large surface area, and their highflux through the membrane pores: ceramic aluminium oxide (a-Al2O3) membranes (Membraflow, Germany) (Schröder and Schu-bert, 1999), a-alumina and zirconia coated membranes (SCT,France) (Joscelyne and Trägårdh, 1999), and polytetrafluoroethyl-ene (PTFE) membranes (Advantec Tokyo Ltd., Japan (Suzuki et al.,
ng membrane emulsification.

244 C. Charcosset / Journal of Food Engineering 92 (2009) 241–249
1998; Kanichi et al., 2002) and Goretex Co. Ltd., Japan (Yamazakiet al., 2002)). W/o emulsions were successfully prepared usingmicroporous polypropylene hollow fibers (Microdyn module,Wuppertal, Germany) (Sotoyama et al., 1999), macroporous silicaglass membranes (Fuchigami et al., 2000), polytetrafluoroethylene(PTFE) membranes (Suzuki et al., 1998; Yamazaki et al., 2003),polyamide hollow fibers membrane (Giorno et al., 2003, 2005),and home made silica-based monolithic membrane (Hosoyaet al., 2005).
3.2. Membrane pore size
Several authors have shown that the average droplet diameter,�dd, increases with the average membrane pore diameter, �dp, by alinear relationship, for given operating conditions:
�dd ¼ c�dp ð2Þ
where c is a constant. For SPG membranes, values of c range typi-cally from 2 to 10. This range was explained by differences in oper-ating conditions, and by the type of SPG membrane used (Omi,1996). For membranes other than SPG, the values reported for care higher, typically between 3 and 50.
Monodispersed emulsions can be produced if the membranepore size distribution is sufficiently narrow. Using SPG membranesbetween 0.4 lm and 6.6 lm mean pore size, Vladisavljevic et al.(2004) compared the droplet size distribution obtained with SPGmembranes and ceramic membranes with a coating layer. Thedroplet size distribution was influenced slightly negatively by thestructure of the coating layer. Ceramic supports without a secondfilter active layer were used for the preparation of emulsions; thedroplet size was then influenced by the pores of the ceramic mem-brane (Scherze et al., 2005). Omi et al. (2000) using SPG mem-branes stated that fairly uniform droplets were obtained with acoefficient of variation (CV) around 10%, due to the uniformity ofthe membrane pore size.
3.3. Membrane porosity
The porosity of the membrane surface is also an importantparameter for membrane emulsification because it determinesthe distance between two adjacent pores (Williams et al., 1998).This distance is critical to ensure that two adjacent droplets donot come sufficiently close to allow contact with each other, whichmay lead to coalescence. Abrahamse et al. (2002) calculated themaximum membrane porosity to be 1.5% to prevent coalescenceof droplets growing on neighbouring pores of 5 lm diameter.However, a low porosity has the negative effect of a low dispersedflux.
3.4. Transmembrane pressure
The membrane emulsification method involves using a trans-membrane pressure to force the dispersed phase to permeatethrough the membrane into the continuous phase. The transmem-brane pressure, DPtm, is defined as the difference between thepressure of the dispersed phase, Pd, and the mean pressure of thecontinuous phase:
DPtm ¼ Pd �ðPc;in þ Pc;outÞ
2ð3Þ
where Pc,in and Pc,out are the pressure of the flowing continuousphase at the inlet and at the outlet of the membrane device,respectively. The applied transmembrane pressure required tomake the discontinuous phase (e.g. oil) flow can be estimatedfrom the capillary pressure, assuming that the pores are idealcylinders:
Pc ¼4c cos h
dp
ð4Þ
where Pc is the critical pressure, c the o/w interfacial tension, h thecontact angle of the oil droplet against the membrane surface wellwetted with the continuous phase and dp the average pore diame-ter. The actual transmembrane pressure required to make the dis-continuous phase flow may be greater than predicted by Eq. (4),due to tortuosities in the pores, irregular pore openings at the mem-brane surface and the significant effects of surface wettability (Wil-liams et al., 1998). The dispersed phase flux, Jd, is related to thetransmembrane pressure according to Darcy’s law:
Jd ¼KDPtm
lLð5Þ
where K is the membrane permeability, L the membrane thickness,and l the dispersed phase viscosity. In cases where the membranemay be assumed to have n uniform cylindrical pores of radius r, thepermeability K is given by the Hagen–Poiseuille equation:
K ¼ nr2
8p: ð6Þ
The emulsification result is expressed in terms of the dispersedphase flux Jd, through the membrane calculated as (Schröder andSchubert, 1999):
Jd ¼Md
qdAð7Þ
where Md is the mass flowrate of the dispersed phase, A the mem-brane surface area and qd the dispersed phase density. The defini-tion of the dispersed phase flux allows the comparison of resultsfrom different types or sizes of membrane.
The dispersed phase flux is an essential parameter for the mem-brane emulsification process. Increasing transmembrane pressureincreases the flux of dispersed phase through the membrane,according to Darcy’s law. At high fluxes, the average droplet sizeand the size distribution tend to increase because of increaseddroplet coalescence at the membrane surface. Therefore, an in-crease in flux may be at the expense of droplet size distribution.The effect of transmembrane pressure is dependent on operatingconditions, as crossflow velocity and type of surfactant (Schröderet al., 1998, Schröder and Schubert, 1999; Katoh et al., 1996; Scher-ze et al., 1999; Yuyama et al., 2000).
3.5. Crossflow velocity
Droplets formed at the membrane/continuous phase interfacedetach under the shear stress of the continuous phase. The charac-teristic parameter of the flowing continuous phase is the cross-flow velocity or the wall shear stress. It is shown that the dropletsize becomes smaller as the wall shear stress increases and thatthe influence is greater for small wall shear stresses (Katoh et al.,1996; Williams et al., 1998; Joscelyne and Trägårdh, 1999; Scherzeet al., 1999; Kobayashi et al., 2002). The effect of the wall shearstress on reducing droplet size is dependent on the membranepores size, being more effective for smaller membrane pores size(Schröder and Schubert, 1999).
3.6. Surfactants
The influence of the type of surfactant in the membrane emul-sification process has been studied by several authors (i.e., Kandoriet al., 1991a,b; Muschiolik et al., 1997; Schröder et al., 1998; Schrö-der and Schubert, 1999; Fuchigami et al., 2000; Yuyama et al.,2000; Kobayashi et al., 2002). Surfactants played two main rolesin the formation of an emulsion. Firstly, they lowered the interfa-

C. Charcosset / Journal of Food Engineering 92 (2009) 241–249 245
cial tension between oil and water. This facilitated droplet distri-bution and in case of membranes lowers the minimum emulsifica-tion pressure. Secondly, surfactants stabilize the droplets againstcoalescence and/or aggregation. Schröder et al. (1998) and Schrö-der and Schubert (1999) showed that the type of surfactant usedgreatly influenced the droplet size. Droplet diameters obtainedwith Tween 20 were about twice the size of the droplets stabilizedwith SDS, in agreement with the ratio of equilibrium interfacialtensions. These authors suggested that the interfacial tension forcewas one of the key forces governing droplet formation during themembrane emulsification process. van der Graaf et al. (2004) car-ried out droplet formation experiments with a microengineeredmembrane by measuring the droplet diameter and droplet forma-tion time as a function of the surfactant concentration in the con-tinuous phase. Their experiments confirmed that the interfacialtension influenced the process of droplet formation: higher surfac-tant concentrations lead to smaller droplets and shorter dropletformation times.
3.7. Viscosity
The viscosity of the dispersed phase has also an important effecton the membrane emulsification process performance. Accordingto Darcy’s law, the dispersed flux is inversely proportional to thedispersed phase viscosity. If the dispersed phase viscosity is higher,then the dispersed flux will be lower, and as a consequence thedroplet diameter will be large compared to the mean pore diame-ter. Kukizaki and Goto (2006) showed that in a system composedof decane containing liquid paraffin and SDS solution containingpolyethylene glycol, the resulting droplet diameter increased withincreasing water-phase viscosity, while droplet diameter de-creased with increasing oil-phase viscosity. Droplet diameter de-creased as the ratio of oil-phase to water-phase viscosityincreased. However, droplet diameter did not change in the caseof a constant viscosity ratio.
4. Preparation of food materials
4.1. Simple emulsions
An emulsion is a suspension of one phase in another in which itis immiscible (Friberg et al., 2004). One of the phases exists as dis-crete droplets suspended in the second, continuous phase. Aninterfacial layer between the two phases is occupied by some nec-essary surfactant. There are two main types of simple emulsion forfood applications. In oil-in-water (o/w) emulsions, droplets of oilare suspended in an aqueous continuous phase. They are the mostversatile of the emulsions and exist in many forms (mayonnaises,cream liqueurs, creamers, whippable toppings, ice-cream mixes).Their properties can be controlled by varying both the surfactantsused and the components present in the aqueous phase. Water-in-oil (w/o) emulsions are typified by butter, margarines, and fat-based spreads in general. Their stability depend more on the prop-erties of the fat or oil and the surfactant used than in the propertiesof the aqueous phase. Therefore, there are fewer parameters whichcan be varied to control their properties.
Various preparations of food emulsions by membrane emulsifi-cation were reported (Katoh et al., 1996; Muschiolik et al., 1997;Suzuki et al., 1998; Joscelyne and Trägårdh, 1999; Scherze et al.,1999; Asano and Sotoyama, 1999; Sotoyama et al., 1999; Christovet al., 2002; Vladisavljevic et al., 2002). When preparing w/o foodemulsions, Katoh et al. (1996) prepared a low fat spread with afat content of 25% (v/v). They showed that the dispersed phase fluxwas increased 100 times using a hydrophilic membrane pre-trea-ted by immersion in the oil-phase, and that the membrane emulsi-
fication process was suitable for preparation of large scale w/o foodemulsions. Suzuki et al. (1998) prepared o/w and w/o food emul-sions from vegetable oil by membrane emulsification combinedwith preliminary emulsification. Using hydrophilic (or hydropho-bic) PTFE membranes, o/w (or w/o) emulsions were prepared witha narrow diameter distribution. The authors show that the higherthe flux of the pre-emulsified emulsion via the membrane, thehigher the monodispersity of the emulsion was.
The preparation of emulsions with reconstituted milk is usuallydone by high-pressure homogenization. In such cases the molecu-lar or ultrastructural status of the milk components (casein mi-celles, whey proteins, free milk fat globule membranes inbuttermilk) may be changed. The structures and composition ofthe proteins at the fat surface play an important role in determin-ing the functional properties of recombined milks. Using SPGmembranes, Scherze et al. (1999) and Muschiolik et al. (1997) pre-pared o/w emulsions with liquid butter fat or sunflower oil as thedispersed phase and a continuous phase containing milk proteins.The emulsions so obtained were characterised by particle size dis-tribution, creaming behaviour and protein adsorption at the dis-persed phase. The advantage of membrane emulsification waspointed out to be the low shear forces on the physicochemicaland molecular properties of the proteins. Ceramic membraneswere also used to produce o/w emulsions consisting of vegetableoil as the dispersed phase and skim milk as the dispersion medium(Joscelyne and Trägårdh, 1999). Christov et al. (2002) investigatedthe process of membrane emulsification in the presence of thenon-ionic surfactant Tween 20, and the milk proteins Na-caseinateand b-lactoglobulin.
Loaded o/w emulsions were also prepared by membrane emul-sification, e.g. astaxanthin-loaded o/w emulsions by repeated pre-mix membrane emulsification (Ribeiro et al., 2005). Astaxanthin isa natural carotenoid product with exceptional antioxidant proper-ties. Dietary carotenoids from fruits, vegetables, crustaceans, andfishes have been associated with a decreased risk for certain formsof cancer, cardiovascular diseases, age-related macular degenera-tion, and cataract formation. In the emulsification process, a pre-emulsion is repeatedly pushed through a hydrophilic or hydropho-bic membrane. Pre-emulsions were produced by dispersing palmoil containing dissolved astaxanthin in water (Ribeiro et al.,2005). The oil droplets were stabilized with a combination oftwo emulsifiers. Each o/w passed the membrane three times underpressures and disperse phase fractions of 5–15 bar and from10 wt% to 40 wt%, respectively. The authors concluded that furtherexperiments are necessary to investigate the industrial scale pro-duction of astaxanthin-loaded o/w emulsions by repeated premixmembrane emulsification.
The low shear rates associated to membrane emulsification isan advantage of this process, as well as its scale-up ability. Issuesthat still need to be addressed include membrane fouling (at themembrane surface and/on in the membrane pores), and productiv-ity, in particular the low permeation rates which may be associatedto sharp droplet size distributions. New devices, as rotating orvibrating membranes are proposed to increase the flux of the dis-persed phase. Important efforts are also devoted to the preparationof new membrane materials. One of the last step to be addressedwill be the preparation of food emulsions at industrial scale.
4.2. Multiple emulsions
Multiple emulsions (or double emulsions) are very complex dis-persion systems which are characterised by a low thermodynamicstability (Muschiolik, 2007). They are ‘‘emulsions of emulsions”,e.g., water droplets-in-oil droplets-in-water (w/o/w) or oil drop-lets-in-water droplets-in-oil (o/w/o). Potential applications forthe controlled release of a substance from the inner to the outer

246 C. Charcosset / Journal of Food Engineering 92 (2009) 241–249
phase have been demonstrated in medicine, pharmaceutics, cos-metics, and industrial applications.
Multiple emulsions may offer interesting structural propertiesbut have been yet little used in foods. W/o/w emulsions shouldnot only modify the properties of the droplet interior, but maybe used to carry molecules that need to be protected from i.e. oxi-dation (Dalgleish, 2006). In addition, the amount of fat or oil in theo/w emulsion droplets is reduced, while still maintaining the drop-let size and functional properties. Multiple emulsions have notbeen widely used because several reasons (Dalgleish, 2006). First,they are more complicated to produce compared with simpleemulsions, since they need to be made by two successive homog-enization steps, which need to be more strictly controlled than atraditional single homogenization. In addition, the prepared doubleemulsions are susceptible to breakdown (to become simple emul-sions) during processing. This may be avoided by gelling the inte-rior water droplets, either completely or at the interior oil–waterinterfacial layer.
For example, Gaonkar (1994) prepared stable w/o/w and o/w/omultiple emulsions which include a gelatinous layer at the inter-face region between an internal aqueous or oil-phase and an inter-mediate oil or aqueous phase, respectively, of the multipleemulsion. The gelatinous membrane acts as a physical barrier tocoalescence. Interfacial gel layers are formed in situ when an aque-ous soluble/gellable composition solubilized in an aqueous phaseis contacted by a gel promoting agent, which is generally associ-ated with a lipid soluble active agent. In situ gellation occurs in areaction between a sodium salt of a polysaccharide and a polyva-lent metal cation provided by a lipophilic surface-active agent.Emulsions may comprise concentrated aqueous soluble or oil solu-ble flavours encapsulated substantially within the internal phase ofw/o/w or o/w/o multiple emulsions. Such flavours encapsulatingmultiple emulsions may be incorporated into low fat or no fat foodproducts such as salad dressings, spreads, sauces, frozen desserts,to provide good flavour perception and extended shelf-life.
Double emulsions (e.g. w/o/w) can be produced by membraneemulsification (van der Graaf et al., 2005). The primary emulsionmay be produced by means of a conventional method or by mem-brane emulsification. The mild conditions of membrane emulsifica-tion are especially useful for the second emulsification step inorder to prevent rupture of the double emulsion droplets, whichmight even lead to inversion into a single o/w emulsion. In con-trary to conventional emulsification methods, it becomes possibleto produce small and monodisperse droplets without using high-shear stresses that cause escape of the internal droplets.
For example, Mine et al. (1999) prepared w/o/w emulsionsusing egg yolk phospholipids and soybean oil without any coales-cence of oil drops or breakdown of the emulsions. The particle sizedistribution of the multiple emulsion depended on the pore size ofthe microporous glass membrane. Phospholipids occur widely innature (e.g., soybean and egg yolk), and are widely used as a stabi-lizing agent in food emulsions. Shima et al. (2004) investigated w/o/w emulsions to protect fragile bioactive compounds from stom-ach acid and intestinal digestive fluids. If the compound is isolatedinto the inner-water-phase of the w/o/w emulsion, it is expectedthat the loss of its function during the delivery from oral uptaketo the intestine can be suppressed or prevented. Thus, a w/o/wemulsion may be a promising carrier for a hardly adsorbed hydro-philic bioactive compound that was deactivated or digested duringthe digestive process. These authors prepared w/o/w emulsion as acarrier system for the daily uptake of a hydrophilic model com-pound of a bioactive substance (1,3,6,8-pyrenetetrasulfonic acidtetrasodium salt). Membrane filtration of a coarse w/o/w emulsionprepared with a rotor/stator homogenizer produced a fine emul-sion with a mean oil droplet diameter <1 lm and an encapsulationefficiency >90%. However, the authors observed that the included
water-phase disappeared during the membrane filtration of thecoarse emulsion when preparing the fine emulsion.
Membrane emulsification may be a method of choice for thepreparation of multiple emulsions, because of the low shear ratesinvolved in membrane emulsification. Further works in this fieldcould include other preparations as multiple-gel emulsions to in-crease the emulsion stability and the preparation of multiple emul-sions at an industrial scale.
4.3. Encapsulation
Microcapsules are composed of a polymer wall (coat or shell),and an active ingredient refereed to as core or nucleus (Arshady,1993, Vilstrup, 2001; Forssell et al., 2006). The active ingredientmay be i.e., a food additive, a medicament, a biocide, or an adhe-sive. A food additive may impart texture or bulk, or it may play afunctional role in terms of nutritional value, food preparation orpreservation. Functional ingredients include e.g., processing aids(leavening agents and enzymes), preservatives (acids and salts),fortifiers (vitamins and minerals), flavours (natural and synthetic),and spices. Among these ingredients, the use of microencapsulatedflavours is the most widely established. Microencapsulation pre-vents (or minimizes) aroma evaporation during processing, trans-port, storage and cooking.
Uniform emulsions and microcapsules containing viable cells(Lactobacillus casei) were produced using the membrane emulsifi-cation technique (Song et al., 2003). There has been considerablerecent interest in probiotics for promotion of human health. Theprobiotic bacteria most commonly studied include members ofthe genera Lactobacillus and Bifidobacterium. Microorganisms usedas probiotic adjuncts are commonly delivered in the food system.However, when these microorganisms are injected, their activityand viability are reduced under highly acidic conditions. In addi-tion, the usual starter organisms in yogurt are not bile-tolerantand do not colonize the intestines. Hence, there is a need for lacticacid bacteria that are resistant to the stressful conditions of thestomach and the upper intestine, which both contain bile. Songet al. (2003) prepared microcapsules with a narrow particle sizedistribution with the microporous glass (MPG) membrane. For arti-ficial gastric acid and bile, the viable count of encapsulated cellswas constant through the incubation time, while the count of non-encapsulated cells was significantly decreased. A storage stabilitytest at different temperatures resulted in a viability of encapsu-lated cells 3–5 log cycles higher than the viability of monoencapsu-lated cells.
The majority of microencapsulation techniques currently usedin the food industry are based on biopolymer matrices composedof sugars, starches, gums, proteins, synthetics, dextrins and algi-nates; nevertheless, liposomes have recently begun to gain inimportance (Taylor et al., 2005). Liposomes are spherical particleswith sizes in the nanometer to micrometer range formed by polarlipids. The vesicular particles may consist of one or several bilayermembranes. Based on studies of liposomes for pharmaceutical andmedical uses (drug delivery, cancer treatment, etc. . .), food scien-tists have begun to utilize liposomes for controlled delivery offunctional components such as proteins and enzymes, vitamins,and flavours in various food applications, such as dairy productspreparation, stabilization of food components against degradation,delivery and enhanced efficiency of antimicrobial peptides.
In membrane extrusion, the dispersed phase containing largeliposomes is forced to pass through a membrane with a uniformpore size distribution generating a homogenous population ofsmaller vesicles. Membrane extrusion was introduced in the 70sand is reported to be an easy, reproducible method, producing nodetectable degradation of the phospholipids, and a high encapsula-tion efficiency of the liposome preparation (Olson et al., 1979; Mui

Table 1Advantages and drawbacks of membrane emulsification compared to conventional methods.
Advantages Drawbacks
Membrane contactors (general)High and constant specific interfacial area (Drioli et al., 2005) Additional resistance to mass transfer created by the membraneIndependence of the fluid phases in contactNo moving parts, use of plastic equipments (absence of corrosion) Relatively low membrane lifetime; high replacement costsHigh modularity and compatibility, straight-forward scale-up, easy control
Membrane emulsifiersLower energy input with respect to conventional emulsifiers (Altenbach-Rehm et al., 2002) Low permeation rates associated to narrow droplet size
distribution and reduced productivityNo foaming, reduced coalescence phenomena (Drioli et al., 2005)Narrow droplet size distributionsVarious configurations: premix emulsification (i.e. Park et al., 2001), rotating devices (i.e. Aryanti et al.,
2006) to reduce fouling and to increase productivityFouling phenomena on the membrane surface and/or in thepores
C. Charcosset / Journal of Food Engineering 92 (2009) 241–249 247
et al., 2003). Other advantages of this technique include the ab-sence of organic solvents or detergents, and the high lipid concen-trations that can be employed (Hope et al., 1985). Multilamellarvesicles are shown to have mean diameters approaching the porediameter of the polycarbonate membrane through which theyare extruded. Other parameters which influence the process arethe temperature and the applied pressure across the membrane.However, the low surface area of polycarbonate membranes thatcan be used could be a limitation for potential industrialisationof this technique (Table 1).
The ‘‘membrane extrusion” method for the preparation of lipo-somes may be seen as a precursor process of membrane emulsifi-cation. The productivity of the membrane method for liposomespreparation could probably be improved using recent findings onmembrane emulsification (new materials and new configurations).Moreover, only few articles have been published on encapsulationusing a membrane process. Further studies could consider theencapsulation of a larger range of products and the influence ofvarious parameters (process, membrane, phases) on the encapsula-tion results for food applications.
4.4. Aerated food gels
Food gels are soft solids containing a high amount of an aqueousphase (i.e. >80%) that have received much attention lately amongfood scientists (i.e. Zúñiga and Aguilera, 2008). Gel-like structuresare present among most high-moisture processed foods: jellies, yo-gurt, processed meats, etc. . .. Air is also a component of severalfood products usually present as a dispersed phase of bubbles orpores within a matrix. Air bubbles are also abundant structural ele-ments in solid food foams, for example, bread, cakes, aerated choc-olate bars and meringue, in semi-solid foams such as whippedcream or mousses and in beverages like milkshakes.
Aerated food gels were produced recently by membrane foam-ing (Bals and Kulozik, 2003a,b). The method is based on pressingthe dispersed phase (gas) through the pores of a tubular membraneinto the continuous phase. The bubbles formed are covered withsurface-active substances of the continuous phase and they are de-tached from the membrane surface by the shear forces exerted bythe phase flowing along the membrane surface. Bals and Kulozik(2003a) investigated the influence of pore size, foaming tempera-ture and viscosity of the continuous phase on the properties offoams produced by membrane foaming. An important factor is thatthe added amount of gas must be stabilised as completely as possi-ble in the foam. Raising the foaming temperature increased thequantity of stabilised gas. The whey proteins then diffused fasterto the bubble surfaces and stabilise these by unfolding and net-working reactions to prevent the coalescence of the bubbles. Balsand Kulozik (2003b) also studied the effect of pre-heating on the
foaming properties of whey protein isolate using a membranefoaming apparatus. These authors concluded that further improve-ment of the process conditions are needed to obtain stable foamswith narrow bubble size distributions. Recently, Müller-Fischeret al. (2007) proposed a dynamically enhanced membrane foamingprocess consisting of two cylindrical cylinders: the inner cylinder isrotated, the outer cylinder being fixed. The membrane can either bemounted to the inner or outer cylinder. The gas is pressed throughthe membrane and is detached as small bubbles by the acting flowshear stresses. The authors show that by applying this techniquethe foam microstructure can be significantly improved, i.e., smallermean bubble sizes and narrower size distributions can be achieved.
The preparation of aerated food gels by membrane foaming isvery recent and seems already promising. However, further workswill have to address many issues related to the stability of thepreparations, the industrial scale-up, the influence of processparameters, and the preparation of a large range of products withevaluation of their food properties.
4.5. Industrial applications
Membrane systems are particularly suitable for large scale pro-duction because they are easy to scale-up, by adding more mem-branes to a device. Williams et al. (1998) have shown that pilot-scale membrane emulsification can be operated successfully inboth batch and semi-continuous mode. Gijsbertsen-Abrahamseet al. (2004) evaluated as an example the industrial scale produc-tion of culinary cream with membranes of different types: anSPG membrane, a a-Al2O3 membrane and a microsieve. Therequirements for culinary cream production were: droplet size be-tween 1 and 3 lm and a production volume of 20 m3/h containing30% disperse phase. Milk proteins were used as emulsifiers in thecontinuous phase. Due to the totally different morphologies ofthese membranes, the fraction of active pores was 1 for a microsi-eve and was much lower for the other membranes. The choice ofthe optimal membrane did not depend on the production strategy:either to produce large quantities or to produce monodisperseemulsions, the authors stated that the best suitable membranewas the microsieve one with an area around 1 m2.
To date, there is only one documented product produced usingmembrane emulsification (‘‘Yes light”, a very low fat spread,Moringa Milk Industry, Japan) (Nakashima et al., 2000). Margarineis a typical example of a w/o emulsion. Recently, decreasing thecalories in margarine is a strategic direction among food industriesbecause of the market needs for healthy food. Bearing in mind theneed for a reduction in calories, the Moringa Milk Industry, one ofthe biggest milk industries in Japan, developed and commercial-ized a very low fat spread using this technology (Nakashimaet al., 2000). The product is reported to be very stable, for at least

248 C. Charcosset / Journal of Food Engineering 92 (2009) 241–249
6 months without the use of preservative, while the volume frac-tion of dispersion water-phase reaches up to 75%. It is reportedto be creamy, soft, tasty in addition to the low number of calories.
Some authors have compared the membrane emulsificationprocess to stirring methods (i.e., Okochi and Nakano, 1997; Dow-ding et al., 2001; Supsakulchai et al., 2002). Okochi and Nakano(1997) provided a comparative study of properties of w/o/w emul-sions prepared by membrane emulsification and a two stage stir-ring method. The w/o/w emulsion prepared by membraneemulsification was found to be more homogeneous and providedslower release of low molecular weight drugs. Dowding et al.(2001) found that the droplet size distribution obtained by mem-brane emulsification was narrower than that obtained by stirring.
The main disadvantage of the membrane emulsification processis a low dispersed phase flux through the membrane. Using SPGmembranes, oil fluxes for preparation of o/w emulsions range typ-ically from 5 to 15 dm3 m�2 h�1 with a 0.2 lm membrane and 10to 45 dm3 m�2 h�1 with a 0.5 lm membrane (Scherze et al.,1999). Higher fluxes are obtained with ceramic membranes, i.e.50–250 dm3 m�2 h�1 using a 0.2 lm a-alumina membrane (Katohet al., 1996). For preparation of w/o emulsions, water fluxes of200 dm3 m�2 h�1 are achieved using a 0.5 lm oil-pretreatedhydrophilic SPG membrane and 2300 dm3 m�2 h�1 using a 1 lmmembrane (Katoh et al., 1996). The flux through the membraneis determined by the applied transmembrane pressure, the perme-ability of the membrane and the number of active pores (Darcy’slaw). The SPG membranes have a low permeability, because theyare quite thick (0.45–0.75 mm) and are homogeneous in structure.The number of active pores is reported to be very low, i.e. 0.3–0.5%(Yasuno et al., 2002) and 2% (Vladisavljevic and Schubert, 2002).For ceramic membranes, the permeability is expected to be higher,because the top layer with the smallest pores is very thin; thislayer being mechanically supported by layers with larger porediameters (Gijsbersten-Abrahamse et al., 2002). The dispersedphase flux can be increased using repeated premix membraneemulsification (Park et al., 2001; Altenbach-Rehm et al., 2002; Su-zuki et al., 1998). In this process, the preliminary emulsified o/w orw/o emulsion is dispersed into the continuous phase via the mem-brane. Oil fluxes as high as 20,000 dm3 m�2 h�1 are obtained bysingle premix emulsification using a 1 lm hydrophilic PTFE mem-brane (Altenbach-Rehm et al., 2002).
5. Conclusions
Benefits of membrane emulsion for the food processing indus-try may arise from low shear properties, especially for the prepara-tion of double emulsions, structured phases with fine droplets, andmicrocapsules. In addition to stabilisation and controlled release ofcompounds in food processing, encapsulation is also a highly po-tential way of tailoring physiological responses of ingredients(Forssell et al., 2006). Another advantage of membrane emulsionis the scale-up ability of membrane devices. The flow rates mayeasily be increased by adding more fibers in the device, increasingthe fiber length, and using devices in parallel, to achieve the de-sired conversion rate and productivity. Limitations of the mem-brane emulsification process may be associated to the low fluxesassociated to monodispersed emulsions, and to fouling phenom-ena. These disadvantages may be solved by recent processes, aspremix membrane emulsification (Altenbach-Rehm et al., 2002),and rotating or vibrating membrane devices (i.e. Muschiolik andBunjes, 2007). It also appears that special membranes have to bedeveloped to fulfil properties required for industrial applications:high fluxes, availability of large membrane area, and potentiallyof scaling-up. Membrane emulsification should then appear as avery interesting technique for the food processing industry.
References
Abrahamse, A.J., van Lierop, R., van der Sman, R.G.M., van der Padt, A., Boom, R.M.,2002. Analysis of droplet formation and interactions during cross-flowmembrane emulsification. J. Membrane Sci. 204, 125–137.
Adler-Nissen, J., Mason, S.L., Jacobsen, C., 2004. Apparatus for emulsion productionin small scale and under controlled shear conditions. Trans. Inst. Chem. Eng. C82, 311–319.
Altenbach-Rehm, J., Suzuki, K., Schubert, H., Production of o/w-emulsions withnarrow droplet size distribution by repeated premix membrane emulsification,3ième Congrès Mondial de l’Emulsion, 24–27 September 2002, Lyon, France.
Arshady, R., 1993. Microcapsules for food. J. Microencapsulation 10, 413–435.Aryanti, N., Williams, R.A., Hou, R., Vladisavljevic, G.T., 2006. Performance of
rotating membrane emulsification for o/w production. Desalination 200, 572–574.
Asano, Y., Sotoyama, K., 1999. Viscosity change in oil/water food emulsionsprepared using a membrane emulsification system. Food Chem. 66, 327–331.
Bals, A., Kulozik, U., 2003a. The influence of pore size, the foaming temperature andthe viscosity of the continuous phase on the properties of foams produced bymembrane foaming. J. Membrane Sci. 220, 5–11.
Bals, A., Kulozik, U., 2003b. Effect of pre-heating on the foaming properties of wheyprotein isolate using a membrane foaming apparatus. Int. Dairy J. 13, 903–908.
Brans, G., Kromkamp, J., Pek, N., Gielen, J., Heck, J., van Rijn, C.J.M., van der Sman,R.G.M., Schröen, C.G.P.H., Boom, R.M., 2006a. Evaluation of microsievemembrane design. J. Membrane Sci. 278, 344–348.
Brans, G., van der Sman, R.G.M., Schröen, C.G.P.H., van der Padt, A., Boom, R.M.,2006b. Optimization of the membrane and pore design for micro-machinedmembranes. J. Membrane Sci. 278, 239–250.
Charcosset, C., Fessi, H., 2005. Membrane emulsification and microchannelemulsification processes. Reviews Chem. Eng. 21, 1–32.
Charcosset, C., Limayem, I., Fessi, H., 2004. The membrane emulsification process – areview. J. Chem. Technol. Biotechnol. 79, 209–218.
Cheng, C.J., Chu, L.Y., Xie, R., 2006. Preparation of highly monodisperse w/oemulsions with hydrophobically modified SPG membranes. J. Coll. Interf. Sci.300, 375–382.
Christov, N.C., Ganchev, D.N., Vassileva, N.D., Denkov, N.D., Danov, K.D.,Kralchevsky, P.A., 2002. Capillary mechanisms in membrane emulsification:oil-in-water emulsions stabilized by Tween 20 and milk proteins. Coll. Surf. A209, 83–104.
Dalgleish, D.G., 2006. Food emulsions – their structures and structure-formingproperties. Food Hydrocoll. 20, 415–422.
Daufin, G., Escudier, J.P., Carrère, H., Bérot, S., Fillaudeau, L., Decloux, M., 2001.Recent and emerging applications of membrane processes in the food and dairyindustry. Trans. Inst. Chem. Eng. 79, 89–102.
Dowding, P.J., Goodwin, J.W., Vincent, B., 2001. Production of porous suspensionpolymer beads with a narrow size distribution using a cross-flow membraneand a continuous tubular reactor. Coll. Surf. A 180, 301–309.
Drioli, E., Curcio, E., di Profio, G., 2005. State of the art and recent progresses inmembrane contactors. Chem. Eng. Res. Des. 83, 223–233.
Forssell, P., Partanen, R., Poutanen, K., 2006. Microencapsulation – betterperformance of food ingredients. Food Sci. Technol. 20 (3), 18–20.
Friberg, S.E., Larsson, K., Sjblöm, J., 2004. Food Emulsions, fourth ed. Marcel DekkerInc., New York.
Fuchigami, T., Toki, M., Nakanishi, K., 2000. Membrane emulsification using sol–gelderived macroporous silica glass. J. Sol-Gel Sci. Technol. 19, 337–341.
Gaonkar, A.G., 1994. Stable multiple emulsions comprising interfacial gelatinouslayer, flavour-encapsulating multiple emulsions and low-no fat productscomprising the same. US Patent No. 5332595, July 26.
Geerken, M.J., Lammertink, R.G.H., Wessling, M., 2007. Tailoring surface propertiesfor controlling droplet formation at microsieve membranes. Coll. Surf. A 292,224–235.
Gijsbersten-Abrahamse, A.J., van der Padt, A., Boom, R.M., 2002. Membraneemulsification: the influence of pore geometry and wall contact angle onprocess performance. 3ième Congrès Mondial de l’Emulsion, vols. 24–27, Lyon,France (September).
Gijsbertsen-Abrahamse, A.J., van der Padt, A., Boom, R.M., 2004. Status of cross-flowmembrane emulsification and outlook for industrial application. J. MembraneSci. 230, 149–159.
Giorno, L., Li, N., Drioli, E., 2003. Preparation of oil-in-water emulsions usingpolyamide 10 kDa hollow fiber membrane. J. Membrane Sci. 217, 173–180.
Giorno, L., Mazzei, R., Oriolo, M., De Luca, G., Davoli, M., Drioli, E., 2005. Effects oforganic solvents on ultrafiltration polyamide membranes for the preparation ofoil-in-water emulsions. J. Coll. Interf. Sci. 287, 612–623.
Hope, M.J., Bally, M.B., Webb, G., Cullis, P.R., 1985. Production of large unilamellarvesicles by a rapid extrusion procedure. Characterization of size distribution,trapped volume and ability to maintain a membrane potential. Biochim.Biophys. Acta 812, 55–65.
Hosoya, K., Bendo, M., Tanaka, N., Watabe, Y., Ikegami, T., Minakuchi, H., Nakanishi,K., 2005. An application of silica-based monolithic membrane emulsificationtechnique for easy and efficient preparation of uniformly sized polymerparticles. Macromol. Mater. Eng. 290, 753–758.
Joscelyne, S.M., Trägårdh, G., 1999. Food emulsions using membrane emulsification:conditions for producing small droplets. J. Food Eng. 39, 59–64.
Joscelyne, S.M., Trägårdh, G., 2000. Membrane emulsification – a literature review. J.Membrane Sci. 169, 107–117.

C. Charcosset / Journal of Food Engineering 92 (2009) 241–249 249
Kanichi, S., Yuko, O., Yoshio, H., 2002. Properties of solid fat o/w emulsions preparedby membrane emulsification method combined with pre-emulsification. 3ième
Congrès Mondial de l’Emulsion, vols. 24–27, Lyon, France (September).Kandori, K., Kishi, K., Ishikawa, T., 1991a. Formation mechanisms of monodispersed
w/o emulsions by SPG filter emulsification method. Coll. Surf. 61, 269–279.Kandori, K., Kishi, K., Ishikawa, T., 1991b. Preparation of monodispersed w/o
emulsions by Shirasu-porous-glass filter emulsification technique. Coll. Surf. 55,73–78.
Kandori, K., Kishi, K., Ishikawa, T., 1992. Preparation of uniform silica hydrogelparticles by SPG filter emulsification method. Coll. Surf. 62, 259–262.
Katoh, R., Asano, Y., Furuya, A., Sotoyama, K., Tomita, M., 1996. Preparation of foodemulsions using a membrane emulsification system. J. Membrane Sci. 113, 131–135.
Kobayashi, I., Yasuno, M., Iwamoto, S., Shono, A., Satoh, K., Nakajima, M., 2002.Microscopic observation of emulsion droplet formation from a polycarbonatemembrane. Coll. Surf. A 207, 185–196.
Kukizaki, M., Goto, M., 2006. Effects of interfacial tension and viscosities of oil andwater phases on monodispersed droplet formation using a Shirasu-porous-glass(SPG) membrane. Membrane 31, 215–220.
Mine, Y., Shimizu, M., Nakashima, T., 1999. Application of size-controlledmicroporous glass membranes for designing simple and multiple emulsions.Recent Res. Devel. Agric. Food Chem. 3, 131–137.
Mui, B., Chow, L., Hope, M.J., 2003. Extrusion technique to generate liposomes ofdefined size. Meth. Enzymonol. 367, 3–14.
Müller-Fischer, N., Bleuler, H., Windhab, E.J., 2007. Dynamically enhancedmembrane foaming. Chem. Eng. Sci. 62, 4409–4419.
Muschiolik, G., Dräger, S., Scherze, I., Rawel, H.M., Stang, M., 1997. Protein-stabilizedemulsions prepared by the micro-porous glass method. In: Dickinson (Ed.),Food Colloids: Proteins, Lipids and Polysaccharides. Royal Society of Chemistry,Cambridge, pp. 393–400.
Muschiolik, G., 2007. Multiple emulsions for food use. Curr. Opin. Coll. Interf. Sci. 12,213–220.
Muschiolik, G., Bunjes, H. (Eds.), 2007. Multiple Emsulsionen, BEHR’S VERLAG.Nakashima, T., Shimizu, M., Kukizaki, M., 1991. Membrane emulsification by
microporous glass. Key Eng. Mat. 61–62, 513–516.Nakashima, T., Shimizu, M., Kukizaki, M., 2000. Particle control of emulsion by
membrane emulsification and its application. Adv. Drug Deliv. Rev. 45, 47–56.Okochi, H., Nakano, M., 1997. Comparative study of two preparation methods of w/
o/w emulsions: stirring and membrane emulsification. Chem. Pharm. Bull. 45,1323–1326.
Olson, F., Hunt, C.A., Szoka, F.C., Vail, W.J., Papahadjopoulos, D., 1979. Preparation ofliposomes of defined size distribution by extrusion through polycarbonatemembranes. Biochim. Biophys. Acta 557, 9–23.
Omi, S., 1996. Preparation of monodisperse microspheres using the Shirasu porousglass emulsification technique. Coll. Surf. A 109, 97–107.
Omi, S., Ma, G.H., Nagai, M., 2000. Membrane emulsification – a versatile tool for thesynthesis of polymeric microspheres. Macromol. Symp. 151, 319–330.
Park, S.H., Yamaguchi, T., Nakao, S.I., 2001. Transport mechanism of deformabledroplets in microfiltration of emulsions. Chem. Eng. Sci. 56, 3539–3548.
Peng, S.J., Williams, R.A., 1998. Controlled production of emulsions using a crossflowmembrane, Part I: droplet formation from a single pore. Trans. Inst. Chem. Eng.76, 894–901.
Ribeiro, H.S., Rico, L.G., Badolato, G.G., Schubert, H., 2005. Production of o/wemulsions containing astaxanthin by repeated premix membraneemulsification. J. Food Sci. 70 (2), 117–123.
Schadler, V., Windhab, E.J., 2006. Continuous membrane emulsification by using amembrane system with controlled pore distance. Desalination 189, 130–135.
Scherze, I., Marzilger, K., Muschiolik, G., 1999. Emulsification using micro porousglass (MPG): surface behaviour of milk proteins. Coll. Surf. B 12, 213–221.
Scherze, I., Knöfel, R., Muschiolik, G., 2005. Automated image analysis as a controltool for multiple emulsions. Food Hydrocoll. 19, 617–624.
Schröder, V., Behrend, O., Schubert, H., 1998. Effect of dynamic interfacial tension onthe emulsification process using microporous ceramic membranes. J. Coll.Interf. Sci. 202, 334–340.
Schröder, V., Schubert, H., 1999. Influence of emulsifier and pore size on membraneemulsification. Spec. Publ. – R. Soc. Chem. 227, 70–80.
Shima, M., Kobayashi, Y., Fujii, T., Tanaka, M., Kimura, Y., Adachi, S., Matsuno, R.,2004. Preparation of fine w/o/w emulsions through membrane filtration of
coarse w/o/w emulsion and disappearance of the inclusion of outer solution.Food Hydrocoll. 18, 61–70.
Song, S.H., Cho, Y.H., Park, J., 2003. Microencapsulation of Lactobacillus casei YIT9018 using a microporous glass membrane emulsification system. J. Food Sci.68, 195–200.
Sotoyama, K., Asano, Y., Ihara, K., Takahashi, K., Doi, 1999. Water/oil emulsionsprepared by the membrane emulsification method and their stability. J. FoodSci. 64, 211–215.
Supsakulchai, A., Ma, G.H., Nagai, M., Omi, S., 2002. Uniform titanium dioxide (TiO2)microcapsules prepared by glass membrane emulsification with subsequentsolvent evaporation. J. Microencapsulation 19, 425–449.
Suzuki, K., Fujiki, I., Hagura, Y., 1998. Preparation of corn oil/water and water/cornoil emulsions using PTFE membranes. Food Sci. Technol. 4, 164–167.
Tangirala, R., Revanur, R., Russell, T.P., Emrick, T., 2007. Sizing nanoparticle-covereddroplets by extrusion through track-etch membranes. Langmuir 23, 965–969.
Taylor, T.M., Davidson, P.M., Bruce, B.D., Weiss, J., 2005. Liposomal nanocapsules infood science and agriculture. Crit. Rev. Food Sci. Nutr. 45, 587–605.
van der Graaf, S., Schroën, C.G.P.H., van der Sman, R.G.M., Boom, R.M., 2004.Influence of dynamic interfacial tension on droplet formation during membraneemulsification. J. Coll. Interface Sci. 277, 456–463.
van der Graaf, V., Schroën, C.G.P.H., Boom, R.M., 2005. Preparation of doubleemulsions by membrane emulsification – a review. J. Membrane Sci. 251, 7–15.
Vilstrup, P., 2001. Microencapsulation of Food Ingredients. Leatherhead Publishing.Vladisavljevic, G.T., Schubert, H., 2002. Preparation and analysis of oil-in-water
emulsions with a narrow droplet size distribution using Shirasu-porous-glass(SPG) membranes. Desalination 144, 167–172.
Vladisavljevic, G.T., Tesch, S., Schubert, H., 2002. Preparation of water-in-oilemulsions using microporous polypropylene hollow fibers: influence of someoperating parameters on droplet size distribution. Chem. Eng. Process 41, 231–238.
Vladisavljevic, G.T., Lambrich, U., Nakajima, M., Schubert, H., 2004. Production of o/w emulsions using SPG membranes, ceramic a-aluminium oxide membranes,microfluidizer and a silicon microchannel plate – a comparative study. Coll.Surf. A 232, 199–207.
Vladisavljevic, G.T., Williams, R.A., 2005. Recent developments in manufacturingemulsions and particulate products using membranes. Adv. Coll. Interf. Sci. 113,1–20.
Vladisavljevic, G.T., Shimizu, M., Nakashima, T., 2005. Permeability of hydrophilicand hydrophobic Shirasu-porous-glass (SPG) membranes to pure liquids and itsmicrostructure. J. Membrane Sci. 250, 69–77.
Vladisavljevic, G.T., Kobayashi, I., Nakajima, M., Williams, R.A., Shimizu, M.,Nakashima, T., 2007. Shirasu porous glass membrane emulsification:characterization of membrane structure by high-resolution X-raymicrotomography and microscopic observation of droplet formation in realtime. J. Membrane Sci. 302, 243–253.
Walstra, P., 1993. Principles of emulsion formation. Chem. Eng. Sci. 48, 333–349.Williams, R.A., Peng, S.J., Wheeler, D.A., Morley, N.C., Taylor, D., Whalley, M.,
Houldsworth, D.W., 1998. Controlled production of emulsions using a crossflowmembrane, Part II: Industrial scale manufacture. Chem. Eng. Res. Des. 76, 902–910.
Yamazaki, N., Yuyama, H., Nagai, M., Ma, G.H., Omi, S., 2002. A comparison ofmembrane emulsification obtained using SPG (Shirasu porous glass) and PTFE(polytetrafluoroethylene) membranes. J. Disper. Sci. Technol. 23, 279–292.
Yamazaki, N., Naganuma, K., Nagai, M., Ma, G.-H., Omi, S., 2003. Preparation of w/o(water-in-oil) emulsions using a PTFE (polytetrafluoroethylene) membrane – anew emulsification device. J. Disper. Sci. Technol. 24, 249–257.
Yasuno, M., Nakajima, M., Iwamoto, S., Maruyama, T., Sugiura, S., Kobayashi, I.,Shono, A., Satoh, K., 2002. Visualization and characterization of SPG membraneemulsification. J. Membrane Sci. 210, 29–37.
Yuyama, H., Watanabe, T., Ma, G.-H., Nagai, M., Omi, S., 2000. Preparation andanalysis of uniform emulsion droplets using SPG membrane emulsificationtechnique. Coll. Surf. A 168, 159–174.
Zhu, J., Barrow, D., 2005. Analysis of droplet size during crossflow membraneemulsification using stationary and vibrating micromachined silicon nitridemembranes. J. Membrane Sci. 261, 136–144.
Zúñiga, R.N., Aguilera, J.M., 2008. Aerated food gels: fabrication and potentialapplications. Trends Food Sci. Technol. 19, 176–187.