Embed Size (px)
Citation preview

Mecasoft
Dal Sasso
Forez
BTMT
PNPPK
EMO 2003: Top event in the tool branch
Top speed with Agiecut Progress
Top removal rates with Hyperspark
T H E A G I E E D M M A G A Z I N E
NO. 23
PARTNER TO THE BEST
400 450 500
20
50
100
mm
mm2/min350
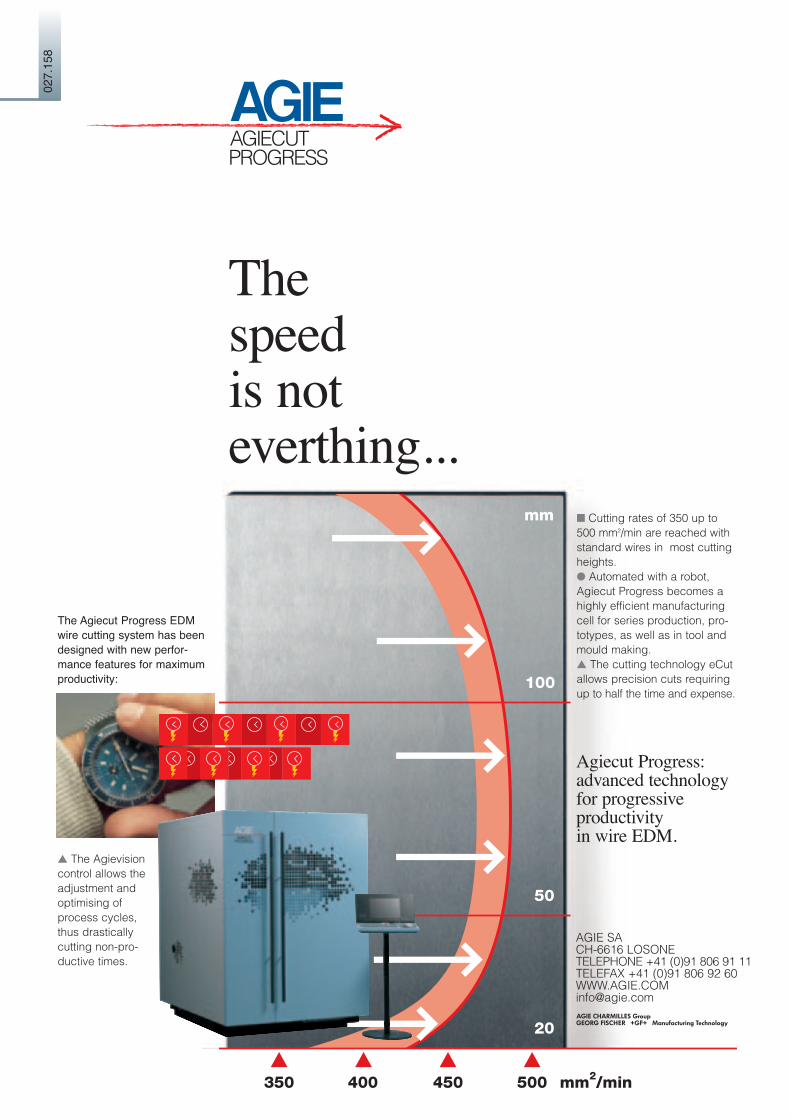
The Agiecut Progress EDM wire cutting system has beendesigned with new perfor-mance features for maximumproductivity:
▲ The Agievisioncontrol allows theadjustment andoptimising ofprocess cycles,thus drasticallycutting non-pro-ductive times.
The speedis noteverthing...
AGIE SACH-6616 LOSONE TELEPHONE +41 (0)91 806 91 11TELEFAX +41 (0)91 806 92 [email protected]
■ Cutting rates of 350 up to 500 mm2/min are reached withstandard wires in most cuttingheights.● Automated with a robot,Agiecut Progress becomes ahighly efficient manufacturingcell for series production, pro-totypes, as well as in tool andmould making.▲ The cutting technology eCutallows precision cuts requiringup to half the time and expense.
Agiecut Progress:advanced technologyfor progressive productivity in wire EDM.
GFGEORG FISCHER Manufacturing Technology
AGIE CHARMILLES Group
027.
158
Ø 0.15 mm
Ø 0.25 mm
Vsm 2,5
Vsm 1,5
No. 23of October 2003Appears in GermanEnglish, French andItalian.
Editor:M. KatzGraphics:R. GrizziPrinted:Tipografia Poncioni SALosone - Switzerland
© AGIEA company in the AGIECHARMILLES Group.No responsibility is taken for the technicaldata or content of articles.
AGIE SACH-6616 LOSONETEL. +41 91 806 91 11FAX +41 91 806 92 [email protected]
Cover picture:The small series pro-duction of designerjewellery which the Bel-gian company Meca-soft creates using EDwire cutting proves thatelectrical dischargemachining can alsohave aesthetic aspects.
Dear Readers,
The EMO taking place everytwo years is the worldwidelargest machine tool exhibition.An event, which all major manu-facturers take as the opportuni-ty, to propagate their latestproducts. However the twoyearly event, is also giving agood indication on: Which com-pany has set new trends?Which products have made atechnological leap? Whichideas have gained acceptanceafter two years on the market? Ifthis way of looking at things istaken as a yardstick for innova-tion and progress, Agie doesnot have to fear any compari-son. Since the last EMO twoyears ago in Hanover, Agie haslaunched two new productseach in ED die sinking and EDwire cutting, introduced varioussystems for automating ED ma-chining and implemented nu-merous new, in part patented,software modules in the EDMsystem controls. With time-cut-ting and performance enhanc-ing technology, Agie productsare designed for customers’everyday machining tasks:▲ Top cutting speed▲ Top precision▲ Top removal rate▲ Top flexibility▲ Top universalityUnder every application aspectAgie can offer a tailor-madeproduct which then convinceswith top performances. Innova-tion that can be measuredagainst the machining result.Such as Hyperspark and eCut,the two new products, which wepresent to you here below.
Michael Katz
Technical Editor
Top speed withAgiecut Progress
Numerous influencing variablesdetermine a machine tool's pro-ductivity. Thus an ED wire-cut-ting machine is not yet produc-tive because of the fact thathigh cutting rates are achieved,but only the sum total of all thefunctions, that have beenmatched to each other, such assetting-up, programming, opti-mised EDM non-productivetimes and cutting technologiesbring maximum productivity.With its integrated solution ap-proach, Agiecut Progress offersgenuine competitive advan-tages, from job planningthrough setting-up to the fin-ished workpiece.For this, Agie’s Research andDevelopment Department firstevaluated over 1200 concreterequests by customers. Theyformed the basis for the newdevelopment of AgiecutProgress. All the influencingvariables with respect to pro-ductivity were examined againand again in theory and prac-tice and taken into account inaccordance with their signifi-cance. The requirements fromthe customers’ point of viewwere:
EMO 2003: Top eventin the tool branch‘‘
2AGIE experienceNo 23 October 2003
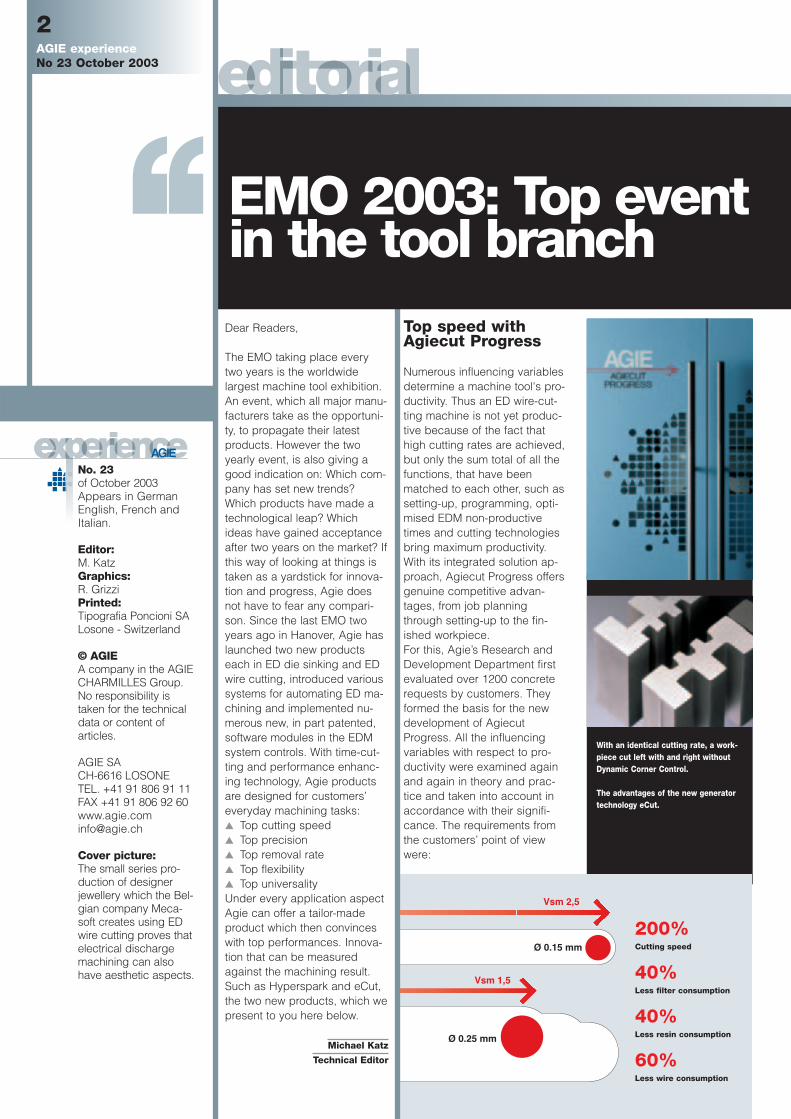
With an identical cutting rate, a work-piece cut left with and right without Dynamic Corner Control.
The advantages of the new generatortechnology eCut.
200%Cutting speed
40%Less filter consumption
40%Less resin consumption
60%Less wire consumption

▲ High precision and surfacequality with one single cut▲ Machining times which arealso interesting for the produc-tion of parts▲ Absolutely minimum operat-ing costs▲ Highest possible removalrate with variable workpieceheights▲ ED machining at full speed,but at the same time with highprecision corners and radii.
The result: ED wire cutting sys-tems which deal with machiningjobs with just one single preci-sion cut, thus dispensing withtrim cuts. The new EDM technol-ogy, eCut, saves time, wire, fil-ters and deionising resin to apreviously unknown extent. Cut-tings rates of 350 to 500mm2/min are achieved usingstandard wires for most cuttingheights. New possibilities withAgievision control halve the non-productive times. Thanks to Dy-namic Corner Control, cornersand radii are ED machined un-braked, but with the highestprecision. With Wire BendingControl, precise workpieces areachieved in real time by detec-tion and correction of the wiresag. Agiecut Progress ED wirecutting systems open up thewidest application possibilitiesthanks to their incision technolo-gy, high cutting rates, reducednon-productive times and fasteroptimising of the task-depen-dent parameters by the opera-tor, both in tool and mould mak-ing, and in prototype and me-chanical production.
Top removal rateswith Hyperspark
It is possible to imagine theEDM process as a balance be-tween ED machined material inthe gap and evacuated material.If this balance is not present,then either you flush the machin-ing zone unnecessarily, entailinga loss of time and additionalprocess instability (a minimalcontamination of the gap is nec-essary, because if the gap is tooclean, the Servo must move tooclose to the workpiece in orderto trigger discharges, but thencorrect backwards immediatelyin order not to damage the sur-face) or you ED machine thesame particles several timeswhich cannot be removed suffi-ciently quickly from the gap.
The new machining strategy (as-ymptote detection, increase incurrent and impulse interruption)is the subject matter of a patentapplication and will be em-ployed in all new Agie ED die-sinking systems with immediateeffect under the name Hyper-spark. The results correspondwith the theoretical ideas, espe-cially there where good flushingis guaranteed, such as, for ex-ample, in the case of pre-ma-chined workpieces. For thesemachining jobs we have dou-bled the removal rate. In the fol-lowing applications, the gains liebetween 25 and 40%.
’’
3AGIE experience
No 23 October 2003
In general, the innovative gener-ator Hyperspark offers an in-crease in productivity of approx.30%, however, up to 100% inthe case of pre-milled moulds,something that is encounteredincreasingly nowadays throughthe synergies with high-speedmilling. This refers to all rough-ing to finishing operations usingcopper and graphite electrodes.The advantages are particularlygreat with good flushing condi-tions, and above all with pre-milled workpieces. These con-vincing results confirm: Yes, it iscertainly possible to increasethe speed and the productivityof the ED die-sinking process.And: The potential for improvingthis technology is still consider-able.
You can find the full article by El.Ing. Dipl. ETHZ Marco Boc-cadoro under www.agie.com.
A tapered, 40 mm deep slit is to be EDmachined using a lamellar electrode. Inthis well-known example, the challengelies in reaching an optimal homogeneity ofsurface roughness. With a lamellar elec-trode (20 x 1 x 40 mm, 1 degree taper, un-dersize 0.5 mm, graphite EDM3, onlymovement flushing) without Hyperspark adepth of 40 mm was achieved with a sur-face quality of VDI 24 in 230 minutes. WithHyperspark, the time required was just170 minutes, equivalent to an increase inspeed of 36%. The electrode wear was 0.3mm and the surface quality impeccable.
The EDM process must be a balance ofthe removal to the lifting movement andflushing.
4AGIE experienceNo 23 October 2003
Mecasoft SA
Country Belgium
Production - Contract EDM- Prototypes- Small series
Target market Europe
Employees 17
Founded 1986
EDM systems 1 Agiecut Challenge 31 Agiecut Classic 31 Agiecut 3201 Agiecut 1202 Agiecut 200D1 Agiecut DEM 3151 Agiecut DEM 4251 Agietron 200C1 Agietron 1U1 Agietron EMT 1.20
Programming - Mecanic
Clamping systems - Mecatool
Measuring, testing - Profile projector
Mecasoft S.A.
Zoning Molignée
Anhee
B-5537
Tel +32 (0) 82 61 16 12
Fax +32 (0) 82 61 36 35
www.users.skynet.be/mecasoft
Kontakt R. Brandt, Commercial Manager
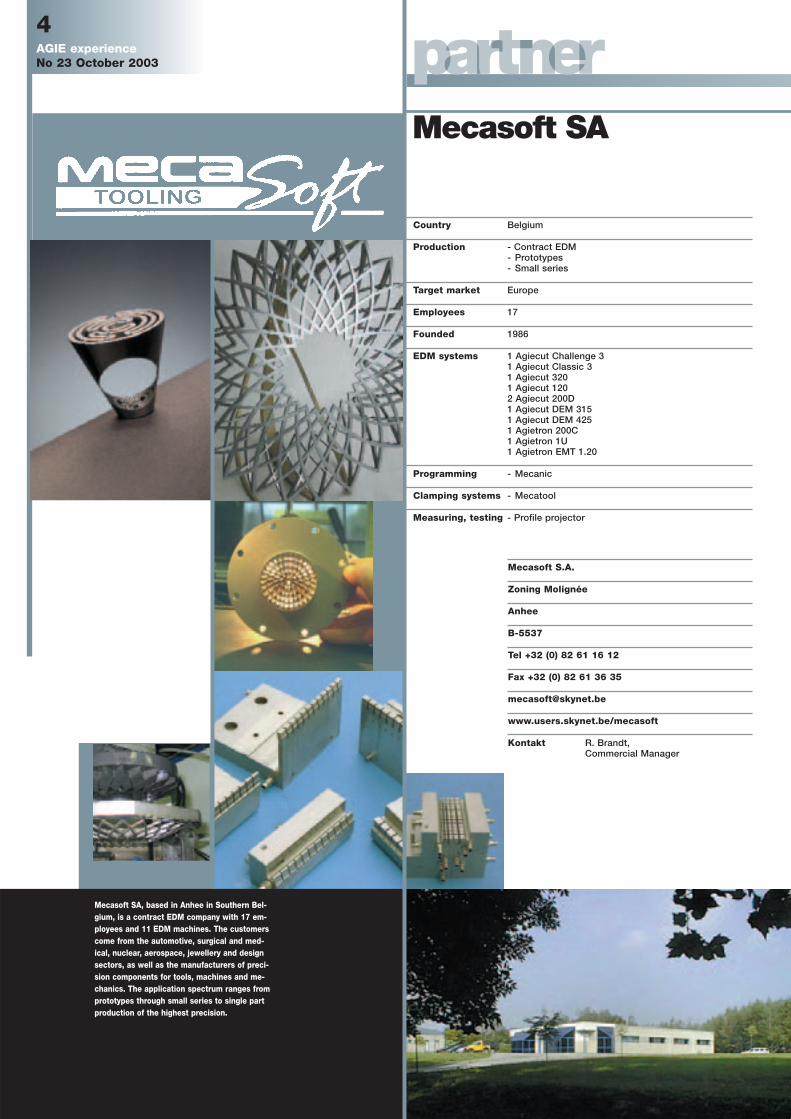
Mecasoft SA, based in Anhee in Southern Bel-gium, is a contract EDM company with 17 em-ployees and 11 EDM machines. The customerscome from the automotive, surgical and med-ical, nuclear, aerospace, jewellery and designsectors, as well as the manufacturers of preci-sion components for tools, machines and me-chanics. The application spectrum ranges fromprototypes through small series to single partproduction of the highest precision.
- Precision mechanics and tools:components for machine build-ing, calibration, punching,pressing, extruding and injectionmoulding tools.- Surgery and medicine: smallseries production of surgical instruments, machine compo-nents and special instruments.
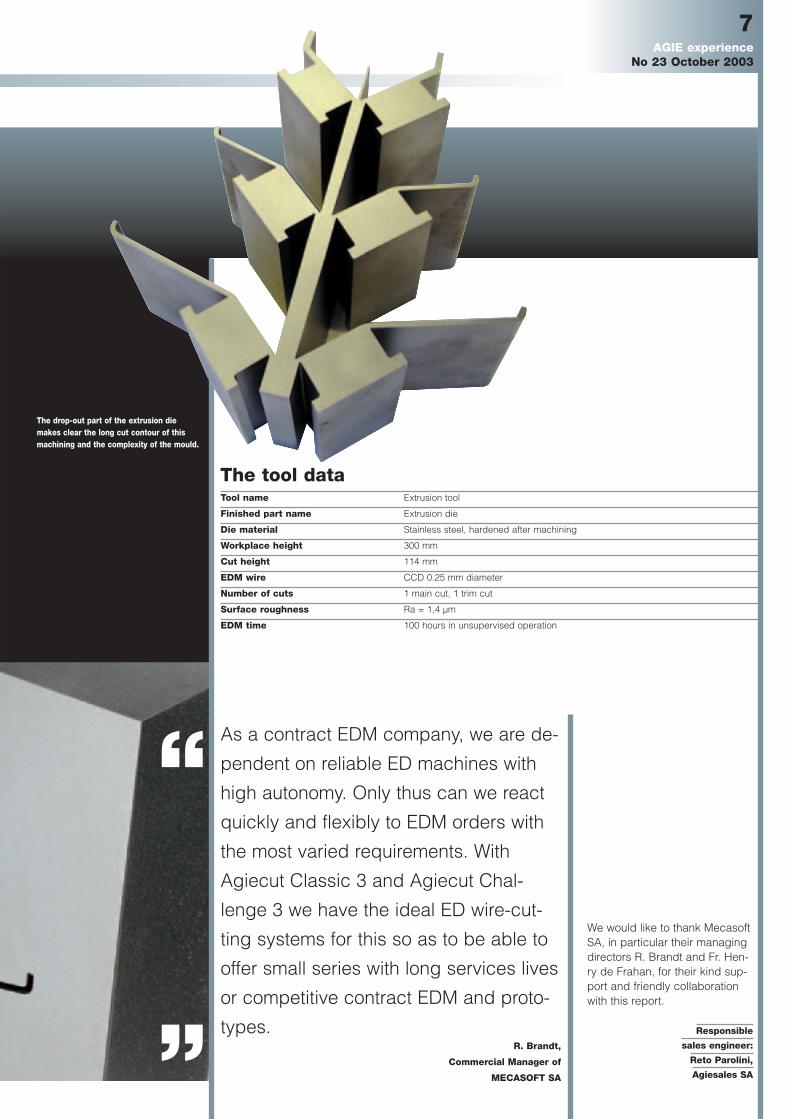
The example of an extrusion dieconveys an idea of the capabili-ty of Mecasoft SA, beginningwith the receipt of the orderthrough the generation of a program, job preparation andED machining to the finishedproduct.
hours of ED wire cutting inunmanned operationEstablished among moderntechnology companiesMecasoft SA was founded in1986 and today has 17 employ-ees on its payroll. The companybased in the southern part ofBelgium has twenty years ofEDM know-how at its disposalthat is supported by a long listof references from satisfied cus-tomers from the whole of Eu-rope. Mecasoft SA’s customerscome from various brancheswith the most varied orders:- Automotive: plastic injectionmoulding tools, threaded andcalibrated extrusion for complexprofiles, prototypes and acces-sories.- Automotive: plastic injectionmoulding tools, threaded andcalibrated extrusion for complexprofiles, prototypes and acces-sories.- Nuclear: precision parts andprototypes.- Jewellery and design: rings,pendants, earrings, prototypeparts, style studies, bracelets,works of art and cups.
5
5AGIE experience
No 23 October 2003
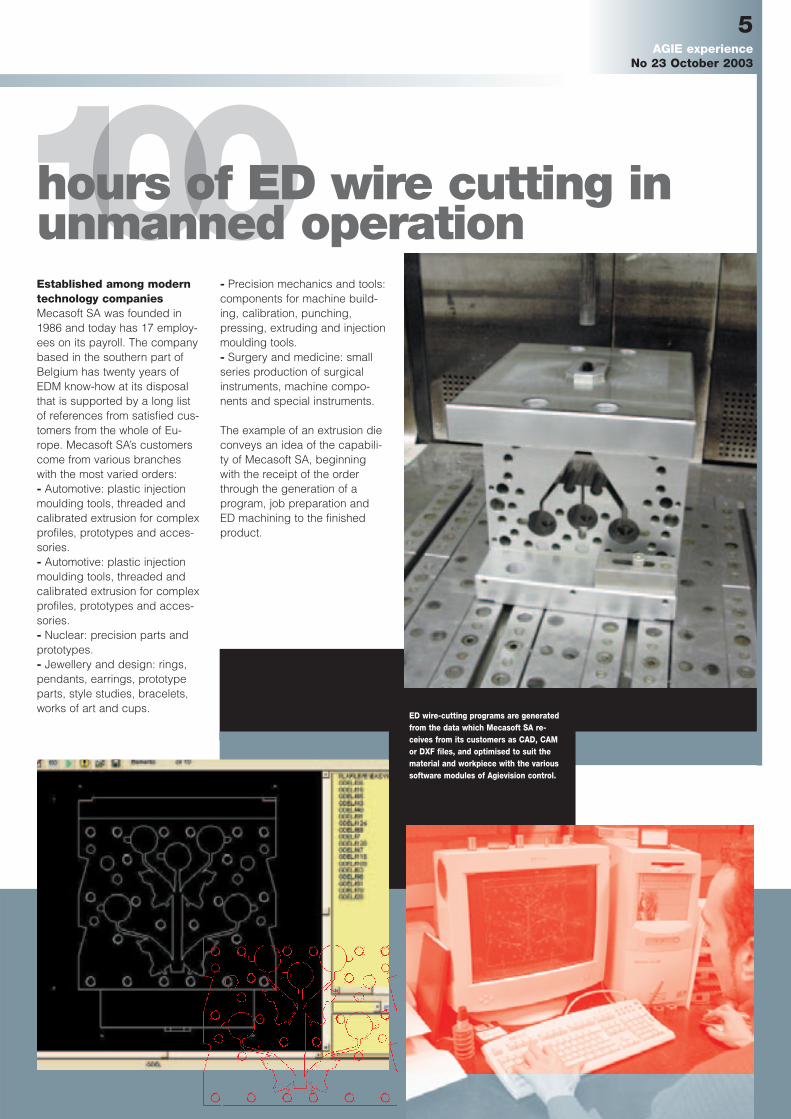
ED wire-cutting programs are generatedfrom the data which Mecasoft SA re-ceives from its customers as CAD, CAMor DXF files, and optimised to suit thematerial and workpiece with the varioussoftware modules of Agievision control.

- Thanks to 25-Kg wire spools,long machining times can beachieved.- Thanks to the automatic adjust-ment of power for entry cuts or inthe case of wire breaks, there areno interruptions because AgiecutClassic 3 also threads automati-cally.- Thanks to the generously di-mensioned wearing and non-re-pairable parts, long service inter-vals are possible.
Flexibility for the most varied machining jobsThe Agiecut Classic 3 ED wire-cutting system offers further pluspoints for Mecasoft SA as a con-tract EDM company:- Thanks to the combined wire-guide system for all diameters,no wire guides have to be ex-changed, and thanks to the sim-plicity of the system the thread-ing of wires of any diameter isextremely reliable. - After a change of job, no newprogramming has to be carriedout because, thanks to Piecein-sert.In Mecasoft SA’s day-to-daybusiness, where it is necessaryto calculate very exactly, theseare time and cost advantageswhich quickly pay off.
Shaping the EDM sequenceto suit their own require-mentsMecasoft SA received the geom-etry data for the extrusion diefrom the customer as a DXF file.The workpiece was measureddirectly on the Agiecut Classic3, with the EDM wire and an in-tegrated touch probe carryingout the measuring cycles. Thecontrol system took account ofany possible offset in the leveland height, and allocated thenew reference values to thegeometry program. The machin-ing technologies, as well as theworking sequence and proce-dure were then generated auto-matically with a few require-ments, such as surface rough-ness, contour tolerance, work-piece material and height, aswell as the EDM wire type. Tec-cut, a further Agievision mod-ule, made technology sugges-tions for this which the systemcalled up from a complete, intel-ligent database. As orders forextrusion dies of this kind are re-ceived again and again, Meca-soft SA has stored this machin-ing as a model using the Agievi-sion module Workmodel so thatit can be called up as required.
High machine autonomyguarantees long machiningtimesThe job preparation with clamp-ing, plotting and data input iscomplete. The ED machining canstart. The advantages of anAgiecut ED wire-cutting systemnow became apparent to Meca-soft SA:
Diagrammatic representation of thesupply unit of an extrusion tool.
Measuring a workpiece on theAgiecut Classic 3.
View of the EDM department at Meca-soft SA with the two ED wire-cuttingsystems, Agiecut Classic 3 andAgiecut Challenge 3.
A finished ED machined extrusion diewith metering flap.
Mecasoft SA
6AGIE experienceNo 23 October 2003
As a contract EDM company, we are de-
pendent on reliable ED machines with
high autonomy. Only thus can we react
quickly and flexibly to EDM orders with
the most varied requirements. With
Agiecut Classic 3 and Agiecut Chal-
lenge 3 we have the ideal ED wire-cut-
ting systems for this so as to be able to
offer small series with long services lives
or competitive contract EDM and proto-
types.R. Brandt,
Commercial Manager of
MECASOFT SA
Tool name Extrusion tool
Finished part name Extrusion die
Die material Stainless steel, hardened after machining
Workplace height 300 mm
Cut height 114 mm
EDM wire CCD 0.25 mm diameter
Number of cuts 1 main cut, 1 trim cut
Surface roughness Ra = 1,4 µm
EDM time 100 hours in unsupervised operation
The drop-out part of the extrusion diemakes clear the long cut contour of this machining and the complexity of the mould.
The tool data
7AGIE experience
No 23 October 2003
We would like to thank MecasoftSA, in particular their managingdirectors R. Brandt and Fr. Hen-ry de Frahan, for their kind sup-port and friendly collaborationwith this report.
Responsible
sales engineer:
Reto Parolini,
Agiesales SA”
“
Dal Sasso S.r.l.
Country Italy
Production - Manufacture of injection moulding tools to order andfor own requirements
- Production of plastic and thermoplastic parts- Co-Design
Target market International
Employees 65
Founded 1981
EDM systems 1 Agietron Impact 3
Programming 4 Stations 3D-CAD Think315 Stations 2D-CAD LT Auto-CAD
Clamping systems Erowa
Measuring, testing CMM from Brown & Sharpe networked directly online
Certification in accordance with ISO 9001
Dal Sasso S.r.l.
Via dei Rutuli 101
I-04011 Aprilia
Provinz Latina
Tel +39 (0)6 92 50 00 08+39 (0)6 92 56 255
Fax +39 (0)6 92 55 175
[email protected]@dalsasso.it
www.dalsasso.it
Contacts - Marco dal Sasso, Director Tool and Mould Making
- Luciano dal Sasso, General Director- Giorgio dal Sasso, Production Manager
8AGIE experienceNo 23 October 2003
The Dal Sasso S.r.l. com-pany based to the south of
Rome is a producer of plasticand thermoplastic parts which are
used in the most varied branches.Dal Sasso S.r.l. offers a full service:From projecting through designing andtool making to the finished product,with a throughput time of just 3 weeks.
ED die sinking is a key technology in the production networkWith consistent investments to successThe Dal Sasso S.r.l. company,based to the south of Rome inthe province of Latina, can lookback over 20 years of companyhistory. Founded as a familycompany in 1981, Dal SassoS.r.l. today offers a fullservice in the produc-tion of plastic andthermoplastic parts,in a factory area of3200 m2 with 65 employees, 18 auto-matic injectionmoulding machinesfrom 25 to 750 tmould clampingforce, 18 machinetools and 19 CADworkstations. This includes:- Projecting- Co-Design- Design from a specimen part,drawing or other CAD data viaIGES, VDA, DXF, DWG or STL.- Tool and mould making forown requirements or as a cus-tomer order.- Pilot production on 3 automat-ic injection moulding machinesspecially available for sampling.- Injection moulding of parts upto 4.5 kg weight.Dal Sasso S.r.l. regards the evergreater demand to cut deliverytimes (time to market) as a chal-lenge to provide its customerswith this time advantage by re-ducing the floor-to-floor timeswithin the company. This waspossible, on the one hand,through the complete network-ing of all machines and comput-er stations and, on the otherhand, through consistent invest-ment in modern operatingequipment, such as, for exam-ple, the Agietron Impact 3,which today has a key functionin tool and mould making at DalSasso S.r.l.
9AGIE experience
No 23 October 2003
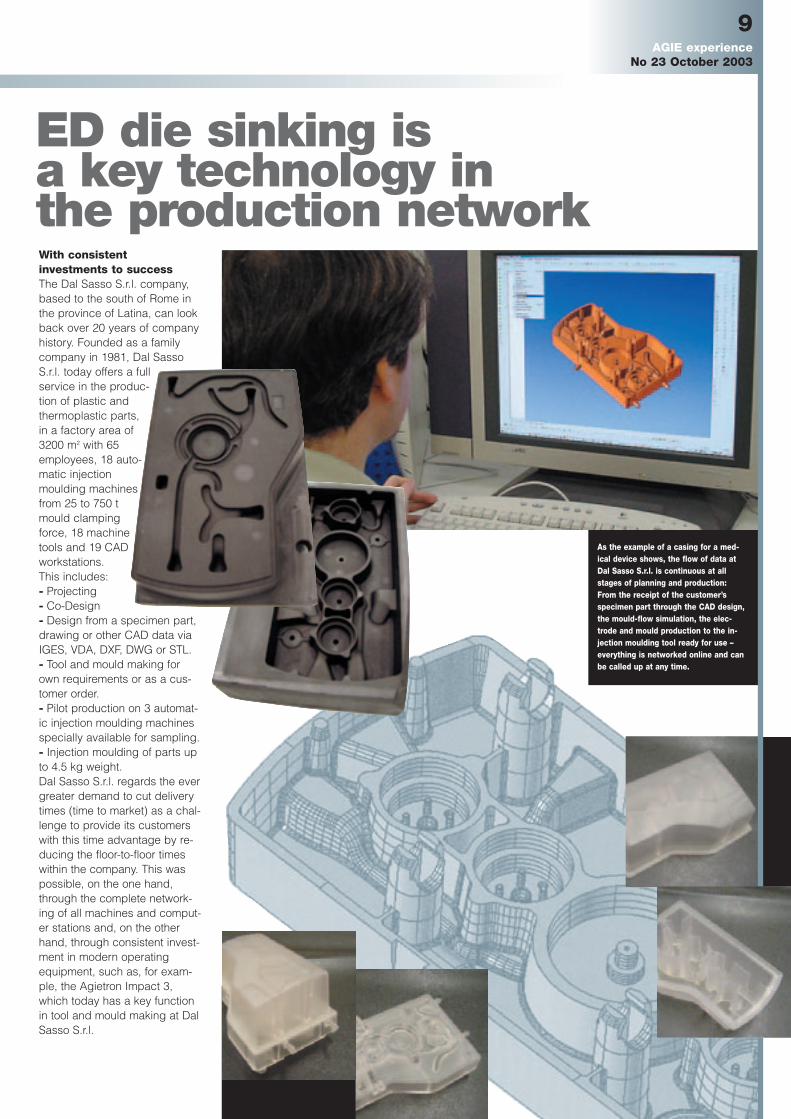
As the example of a casing for a med-ical device shows, the flow of data atDal Sasso S.r.l. is continuous at allstages of planning and production:From the receipt of the customer’sspecimen part through the CAD design,the mould-flow simulation, the elec-trode and mould production to the in-jection moulding tool ready for use –everything is networked online and canbe called up at any time.

Mould half for the rib structure ofthe casing.
A workpiece is set up on the ED die-sinking system Agietron Impact 3.
The lower part of the casing isplotted on the measuring machineafter the specimen-taking. The da-ta determined are sent online totool making that can then carry outa variance comparison with them.
Economic employment of EDdie sinking The economic ED die sinking ofhigh precision and complexmould inserts requires a greatspectrum of machining technolo-gies and generator outputs, bothfor a high removal rate and forthe finest surfaces. Featureswhich are convincingly appliedat Dal Sasso S.r.l.:- The mould inserts for the upperpart were ED machined in 24hours. The machining took placeautonomously by changing thefour HSC milled electrodesmade of medium-fine graphitewhich had an undersize of 0.5mm in each case. The cavitieswere shaped spherically withEquimode and had a surfaceroughness inside of VDI 22 andoutside of VDI 28. - Sixteen hours were required forthe mould inserts of the lowerpart. The changing of the 5 elec-trodes also took place au-tonomously and the shaping wascarried our circularly. The samesurface roughness figures wereachieved as in the case of theupper part.- The 45 mm high ribs of thecasing were realised using aribbed electrode, and by pres-sure flushing from above.
Continuous data flow in allproduction phases As the example of a casing for amedical device shows, Dal Sas-so S.r.l. is often also involved al-ready in the project phase. Thus,on the one hand, Dal Sasso S.r.l.together with the customer wasable to optimise the casing tosuit the tool and, on the otherhand, it was possible to carryout improvements to the designwith respect to the functionality.Even in the tool-making phase itwas still possible to carry out de-tail modifications. Everything isnetworked online at Dal SassoS.r.l. so that changed CAD pro-grams can be transmitted inseconds to the appropriate ma-chine tools. This internal soft-ware is an own development byDal Sasso S.r.l. with which a re-port is also prepared for eachproduct. In this way it is possibleto trace back every step in pro-duction. In hectic times this is areliable documentation to pre-sent to the customer, and inter-nally a check of productivity andmachine utilisation. Floor-to-floortimes of just 3 weeks, as in thecase of the two-part casing for amedical device, are thus quiterealistic at Dal Sasso S.r.l.
Dal Sasso S.r.l.
10AGIE experienceNo 23 October 2003
11AGIE experience
No 23 October 2003
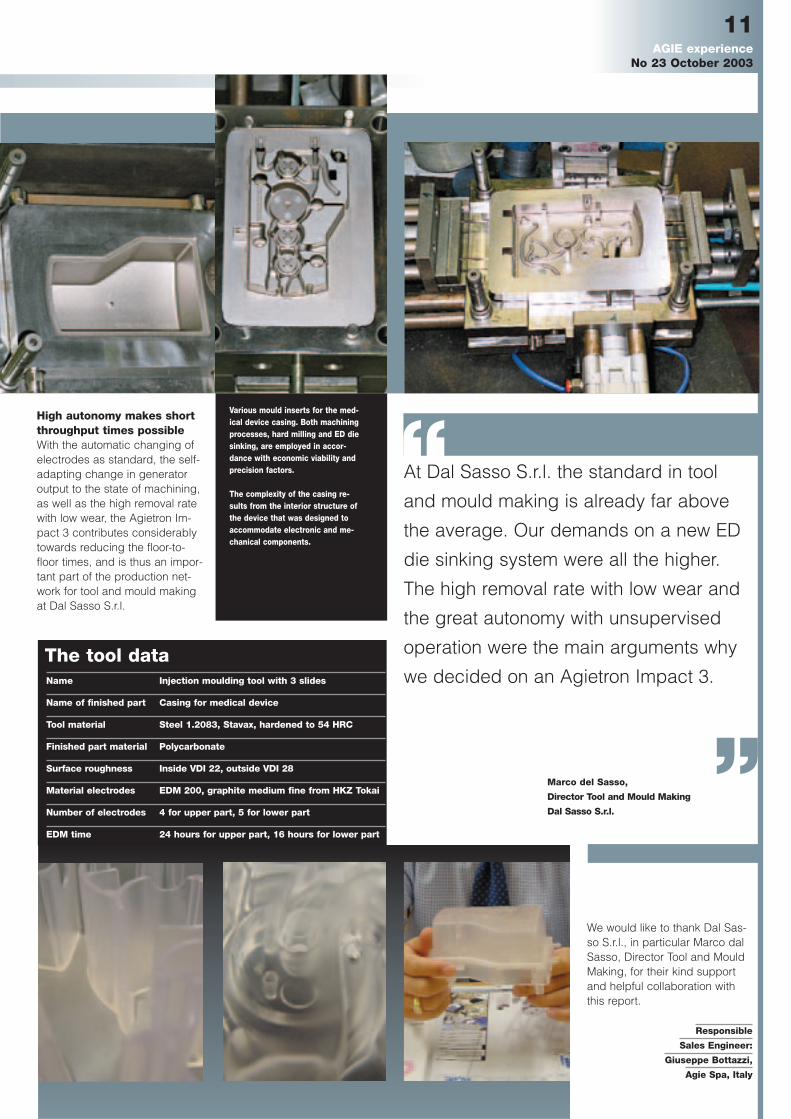
Various mould inserts for the med-ical device casing. Both machiningprocesses, hard milling and ED diesinking, are employed in accor-dance with economic viability andprecision factors.
The complexity of the casing re-sults from the interior structure ofthe device that was designed toaccommodate electronic and me-chanical components.
Name Injection moulding tool with 3 slides
Name of finished part Casing for medical device
Tool material Steel 1.2083, Stavax, hardened to 54 HRC
Finished part material Polycarbonate
Surface roughness Inside VDI 22, outside VDI 28
Material electrodes EDM 200, graphite medium fine from HKZ Tokai
Number of electrodes 4 for upper part, 5 for lower part
EDM time 24 hours for upper part, 16 hours for lower part
High autonomy makes shortthroughput times possible With the automatic changing ofelectrodes as standard, the self-adapting change in generatoroutput to the state of machining,as well as the high removal ratewith low wear, the Agietron Im-pact 3 contributes considerablytowards reducing the floor-to-floor times, and is thus an impor-tant part of the production net-work for tool and mould makingat Dal Sasso S.r.l.
We would like to thank Dal Sas-so S.r.l., in particular Marco dalSasso, Director Tool and MouldMaking, for their kind supportand helpful collaboration withthis report.
Responsible
Sales Engineer:
Giuseppe Bottazzi,
Agie Spa, Italy
The tool data
At Dal Sasso S.r.l. the standard in tool
and mould making is already far above
the average. Our demands on a new ED
die sinking system were all the higher.
The high removal rate with low wear and
the great autonomy with unsupervised
operation were the main arguments why
we decided on an Agietron Impact 3.
Marco del Sasso,
Director Tool and Mould Making
Dal Sasso S.r.l.
“
”
The Czech company has 130 employees onits payroll and is based to the west of Lan-skroun in east Bohemia. Forez s.r.o. is di-vided into two business sectors: Produc-tion and tool making. Stamped, pressed,bent and deep-drawn parts are producedon their own machines, as well as injectionmoulded parts on their own automatic in-jection moulding machines with a clampingforce of 200 t. In tool making, for the mostpart progressive dies, compression mould-ing and deep-drawing tools are manufac-tured. In addition for both sectors comesdesigning on various CAD/CAM stations.Forez s.r.o. thus belongs to the medium-sized companies in this branch in theCzech Republic.
Forez
Country Czech Republic
Production range - Production of blanking, bending and deep-drawing tools- Production of injection moulding tools up to 3500 kg- Production of test tools and moulds- Contract production of precision spare parts- Production of metal pressed parts- Production of injection moulded parts
Market 60% Czech Republic, 40% Europe
Employees 130
Founded 1996
ED machining 1 Agietron Innovation 21 Agietron Impact 21 Agietron Impact 31 Agietron 2U1 Agie Mondo Star 202 Agiecut Challenge 21 Agiecut Challenge 31 Agiecut Classic 2
Clamping - Erowa for ED die sinking- Own developments for ED wire cutting
Software - 3D-CAD/CAM from Unigraphics- Complete networking of CAD/CAM/CAQ
Certification - In accordance with ISO 9001- In accordance with ISO 14001
Measuring - CNC measuring device DEA from Brown & Sharp
Forez s.r.o.
Ostrov 2
CZ-56122
Tel +420 465 352 111
Fax +420 465 352 222
www.forez.cz
Contact Ing. Jindrich Marek, Director
12AGIE experienceNo 23 October 2003
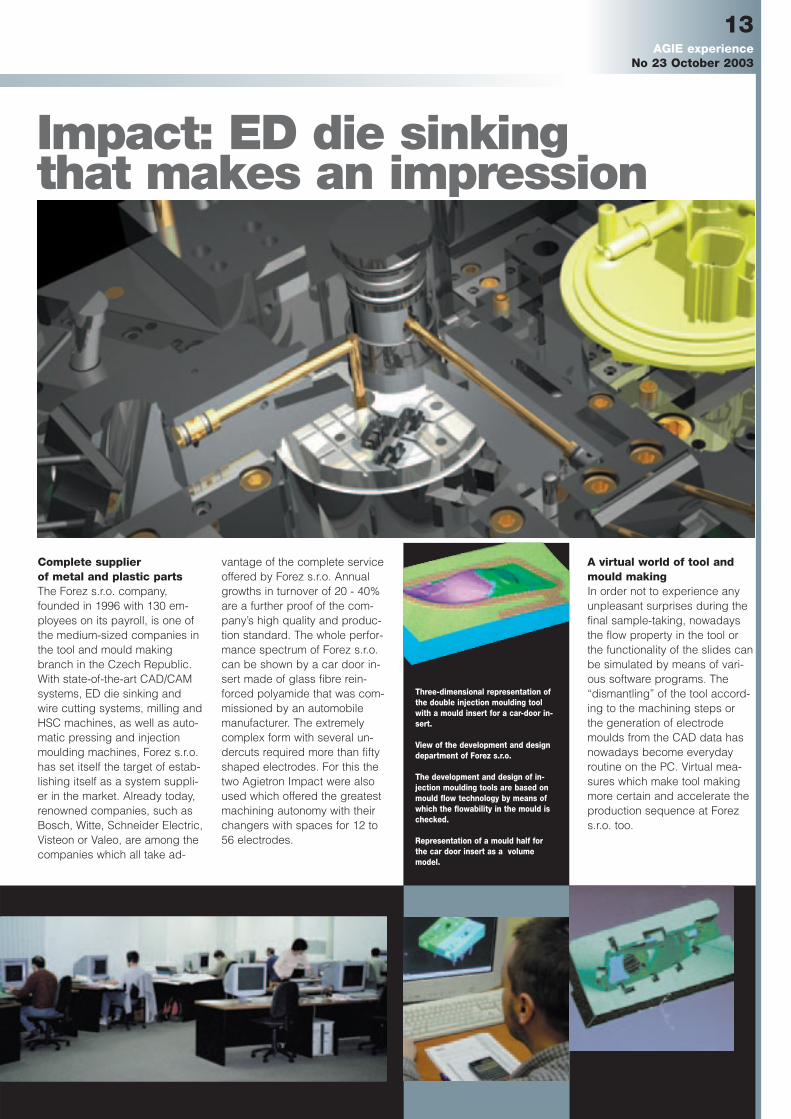
Impact: ED die sinking that makes an impression
Complete supplier of metal and plastic partsThe Forez s.r.o. company,founded in 1996 with 130 em-ployees on its payroll, is one ofthe medium-sized companies inthe tool and mould makingbranch in the Czech Republic.With state-of-the-art CAD/CAMsystems, ED die sinking andwire cutting systems, milling andHSC machines, as well as auto-matic pressing and injectionmoulding machines, Forez s.r.o.has set itself the target of estab-lishing itself as a system suppli-er in the market. Already today,renowned companies, such asBosch, Witte, Schneider Electric,Visteon or Valeo, are among thecompanies which all take ad-
vantage of the complete serviceoffered by Forez s.r.o. Annualgrowths in turnover of 20 - 40%are a further proof of the com-pany’s high quality and produc-tion standard. The whole perfor-mance spectrum of Forez s.r.o.can be shown by a car door in-sert made of glass fibre rein-forced polyamide that was com-missioned by an automobilemanufacturer. The extremelycomplex form with several un-dercuts required more than fiftyshaped electrodes. For this thetwo Agietron Impact were alsoused which offered the greatestmachining autonomy with theirchangers with spaces for 12 to56 electrodes.
13AGIE experience
No 23 October 2003
Three-dimensional representation ofthe double injection moulding toolwith a mould insert for a car-door in-sert.
View of the development and designdepartment of Forez s.r.o.
The development and design of in-jection moulding tools are based onmould flow technology by means ofwhich the flowability in the mould ischecked.
Representation of a mould half forthe car door insert as a volumemodel.
A virtual world of tool andmould making In order not to experience anyunpleasant surprises during thefinal sample-taking, nowadaysthe flow property in the tool orthe functionality of the slides canbe simulated by means of vari-ous software programs. The“dismantling” of the tool accord-ing to the machining steps orthe generation of electrodemoulds from the CAD data hasnowadays become everydayroutine on the PC. Virtual mea-sures which make tool makingmore certain and accelerate theproduction sequence at Forezs.r.o. too.

The 2-fold injection moulding tool for theproduction of automobile door inserts. The view of the lower und upper die half aswell as the final product can be easily madewith the help of a 3D computer animationprogram.
The EDM parameters are examined on theEDM system Agietron Impact 3.
Over 500 hours of reliable EDM sequence The production sequence forthe door insert was carried outby Forez s.r.o. as follows:- The injection moulding toolwas designed as a double toolin order to economicallyachieve the required service lifeof 2 million single parts.- After receipt of the CAD datafor the door insert from the cus-
Forez
14AGIE experienceNo 23 October 2003
tomer, the injection mouldingtool with the various mould in-serts was designed using the3D-CAD program from Uni-graphics.- The production procedure wasdetermined on the basis of thetool data.- The electrode shapes weregenerated from the CAD data ofthe mould inserts.- With these data, the programsfor the high-speed machiningand ED wire cutting for the elec-trode production were prepared.- The CAM data were trans-ferred by Agie Scriptfile to theappropriate ED wire-cutting orhigh-speed milling machine.These data contain all the spe-cific requirements for produc-tion, such as roughness, preci-sion and production sequences.- Before loading the AgietronImpact changer, the electrodeswere measured and preset onthe measuring machine.- Then the CAD electrode datawere supplemented with detailsof the material type, undersizeand degree of difficulty.- The input of data to the Agie-tron Impact was carried out bydescribing the workpiece in ac-cordance with the material, aswell as the placing, quality andpriority targets of the machining.
Various mould inserts made of tool steel1.2343 for the double injection mouldingtool. In order to be able to eject the cardoor insert made of glass-fibre reinforcedpolyamide with 7 spring-loaded catchesand further undercuts, the tool has 2 times12 slides at its disposal.

Tool name double injection moulding tool
Finished part name car door insert
Mould inserts material tool steel 1.2343
Finished part material glass fibre reinforced polyamide
Tool weight approx. 900 kg
Electrode material Graphite
Electrode production high-speed milling
EDM time 545 hours
Surface roughness outside VDI 24
We would like to thank Forezs.r.o., in particular Director Ing.Jindrich Marek, for their kindsupport and helpful collabora-tion with this report.
Responsible
Sales Engineer:
Reto Parolini,
Agiesales Ltd.
With the open system Agievision control, the user surface of which is nearly identical for both ED
die sinking and wire cutting systems, we have the advantage that we can standardise our internal
sequences. Starting from the transmission of CAD data through measuring in the machine to tar-
get-oriented data input on the Agietron or Agiecut. Especially the Impact ED die-sinking models
make an exceptional impression.
Jindrich Marek
Director of
Forez s.r.o.
15AGIE experience
No 23 October 2003
The tool insert data
”
“
- On the basis of the machiningtask, the electrodes were put to-gether to form a family whichcould then be shifted to any co-ordination point without any fur-ther data input.- After the input of the degree ofdifficulties, the Agietron Impactwill then generate the technolo-gy from this and prepare themachining sequence in accor-dance with the number of elec-trodes available.- The workpieces were plottedby Agiesetup 2D directly on theAgietron Impact.- As it was a double injectionmoulding tool, all the mould in-serts also had to be ED ma-chined twice so that, for exam-ple, it was possible to use thefinishing electrode from the firstmould as the roughing electrodefor the second mould. These se-quences were input, managedand called up via the Agievisionmodule Toolmanager.- Individual mould inserts werepre-milled so that they only hadto be ED machined 0.5 mm withplanetary spotting.- The ED die sinking works werecompleted after 545 hours andthe use of over 50 electrodes.- On all the forming parts, therequired surface roughness ofVDI 24 was achieved. For Forez s.r.o. ED die sinkingthat made an impression with itsautonomy and scope of perfor-mance.
Every detail of the mould inserts is plottedon the DEA measuring machine fromBrown & Sharp. The data obtained are sentonline to design, compared with the givengeometry data there and, if necessary,passed on to mould making for correction.
The finished door insert made of glass-fi-bre reinforced polyamide as it is then usedby the million in cars.

BTMT
BT Magnet- Technologie GmbHCountry Germany
Production - Ferrite magnets- Sintered compacts- Sintered bearings
Target market International
Employees approx. 500
Founded Established in1989 by the companies Bosch and TDK
EDM systems 1 Agietron Exact 31 Agietron Intergral 31 Agiecut Evolution 2SF1 Agiecut 220
Programming - PCam- Mecanic
Clamping systems - 3R- own system solutions
Measuring, checking - Measuring system Vista from Zeiss
- Contour measuring device from Hommel- Measuring system Venturion from Zoller
BT Magnet-Technologie GmbH
Werkzeugbau
Forellstrasse 100
Herne
D-44629
Tel +49 (0)2323 201 361
Fax +49 (0)2323 201 402
www.btmt.de
Contact Frank Pietzuch, Manager Toolmaking
16AGIE experienceNo 23 October 2003
The name BT Magnet-Technologie GmbHstands for a company that is present withits technologies in the markets for ferritemagnets and sintered metal parts worldwide. The works in Herne (North Rhine-Westphalia, Germany), with over 500 em-ployees on the payroll, produce around 18.0million ferrite magnets as well as 8.0 mil-lion sintered compacts and approx. 6.0 mil-lion sintered bearings monthly that are sup-plied primarily to the automotive, automo-tive supplies and electric tools industries.

17AGIE experience
No 23 October 2003
Open up new markets with new technologiesBT Magnet-Technologie GmbHis a joint venture by RobertBosch GmbH and the TDK Cor-poration, Japan. BTMT utilisesthe synergies resulting fromthese two companies’ manyyears of experience with theproduction of ferrite magnetsand sintered metal parts.BTMT’s customers include com-panies such as Robert Bosch,Siemens, DaimlerChrysler, Volk-swagen, Valeo, Luk, Visteon andDenso. Already from the compo-nent development stage throughto the launch of a series, eachproject is continuously attendedby experts from various spe-cialised departments. Modernsinter technology offers the fol-lowing advantages:- Production almost without anyloss of material- High repeating accuracy withlarge quantities- Outstanding surface quality- Material compositions whichcannot be presented withmolten steels.The correct choice of materials,as well as the mastery of theproduction of high precision andgeometrically demanding com-ponents are decisive for thesuccess of the workpiece. Asthe production example of aclutch hub shows, electrical dis-charge machining plays a keyrole in this: Repeatable results,super fine surfaces, as well ashigh machining autonomy.
Roughness values and EDM time halved
At all stages of the production and de-velopment of the clutch hub, BTMTmakes use of the most modern tech-nology – from computer-aided designthrough automated production andquality monitoring to the planning ofdelivery (workshop drawing, mould in-sert and moulding plug of the sinteredpressing tool, check of the tool inserton the Zeiss Vista measuring machine).

BTMT
18AGIE experienceNo 23 October 2003
EDM programs are preparedexternallyAfter the receipt of the work-piece data for the clutch hub viaIGES or DXF, the design of thesinter pressing tool is generatedfrom this by ProEngineer. Spe-cial emphasis is placed here ondesigning correctly for the tooland using technologies adaptedto the sintering process. Whenthe parts to be machined usingED die sinking and wire cuttinghave once been defined, theEDM programs are prepared.Thanks to the Agievision PCsoftware, this task is carried outexternally at the pre-setting po-sition, where the workpieces arealso palletised, clamped andmeasured. The machining pro-grams are then allotted to thepallets by means of Agie AVManager.
ED die sink punches in reverse procedureThe following steps result for EDmachining:- Preparation of the holder forthe roughing electrode(graphite), the finishing electrode(copper) and fine finishing elec-trode (tungsten-copper).- ED wire-cutting of the elec-trodes as “dies” with the SFmodule for the finest surfaces.- Loading the electrode changerwith the electrode families.- ED die sinking of the outsideand inside form of the mouldingplug from the material in auto-matic operation in which eachelectrode is called up with themachining technology and strat-egy allotted to it.
Few machining steps increase the precisionSintered compacts pass throughthe following productionprocesses:- pressing- sintering- possibly calibration in addition- if necessary, further finishingtreatment.If the machining steps during thetool production are added tothis, it becomes clear that theproblem of positioning accuracymust not be underestimated ei-ther when ED machining orwhen sinter pressing. Because,with each reclamping, fixing orcalibration operation, there is arisk of a loss of positioning preci-sion, even if “only” in the tenth ofa micron range. These minimaldeviations can then quickly addtogether to 1 µm on the finishedpart. Thus at BTMT the foremosttarget, and also an integral partof the quality management, is tokeep the number of machiningand production steps as smallas possible, and to documenteach machining and productionstep with measuring and testprocedures. Precision whichshows itself with a long workinglife, for example with clutchhubs.
The outside contour of the sinter mould-ing plug is ED die sunk in the reverseprocess on an Agietron Exact.
On account of the high precision require-ments and the complexity of the forms,all the electrodes, both those made ofgraphite and those made of copper, areED wire cut on an Agiecut Evolution 2SF.
A fully automatic handling device re-moves the finished clutch hubs from thesinter pressing tool.
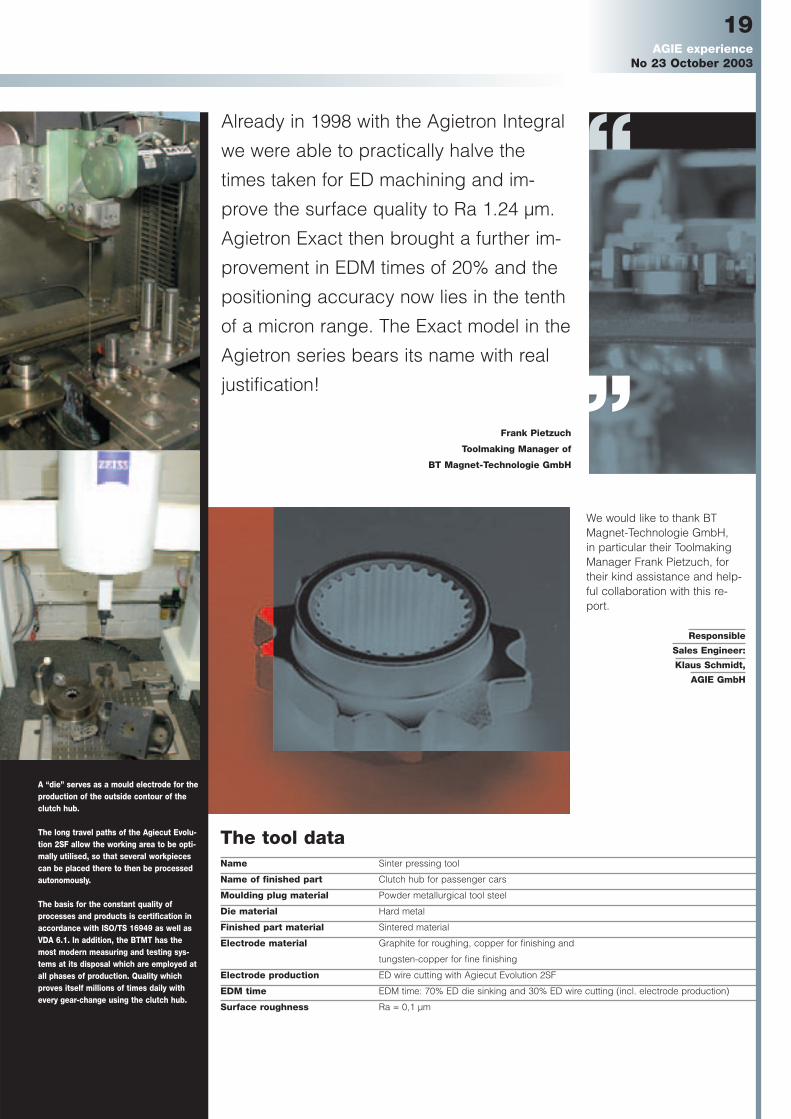
The tool dataName Sinter pressing tool
Name of finished part Clutch hub for passenger cars
Moulding plug material Powder metallurgical tool steel
Die material Hard metal
Finished part material Sintered material
Electrode material Graphite for roughing, copper for finishing and
tungsten-copper for fine finishing
Electrode production ED wire cutting with Agiecut Evolution 2SF
EDM time EDM time: 70% ED die sinking and 30% ED wire cutting (incl. electrode production)
Surface roughness Ra = 0,1 µm
“
”
Already in 1998 with the Agietron Integral
we were able to practically halve the
times taken for ED machining and im-
prove the surface quality to Ra 1.24 µm.
Agietron Exact then brought a further im-
provement in EDM times of 20% and the
positioning accuracy now lies in the tenth
of a micron range. The Exact model in the
Agietron series bears its name with real
justification!
Frank Pietzuch
Toolmaking Manager of
BT Magnet-Technologie GmbH
We would like to thank BTMagnet-Technologie GmbH, in particular their ToolmakingManager Frank Pietzuch, fortheir kind assistance and help-ful collaboration with this re-port.
Responsible
Sales Engineer:
Klaus Schmidt,
AGIE GmbH
A “die” serves as a mould electrode for theproduction of the outside contour of theclutch hub.
The long travel paths of the Agiecut Evolu-tion 2SF allow the working area to be opti-mally utilised, so that several workpiecescan be placed there to then be processedautonomously.
The basis for the constant quality ofprocesses and products is certification inaccordance with ISO/TS 16949 as well asVDA 6.1. In addition, the BTMT has themost modern measuring and testing sys-tems at its disposal which are employed atall phases of production. Quality whichproves itself millions of times daily withevery gear-change using the clutch hub.
19AGIE experience
No 23 October 2003
20AGIE experienceNo 23 October 2003
Country Russia
Production - Navigation instruments for aviation and shipping- Household and DIY appliances- Medical diagnosis instruments
Target market International
Employees 4200
Founded 1956
EDM systems 1 Agiecut Challenge 21 Agiecut Classic 21 Agiecut Classic 31 Agiecut 120F1 Agiecut Sprint 701 Agietron Impact 21 Agietron Innovation 21 Agietron 3U1 Agie Mondo Star 201 Agie Elox Mondo 11 Agie EDM-D
Programming - Unicam- 2D and 3D-CAD/CAM systems- Agievision PC
Clamping systems - System 3R
Measuring testing - Global from DEA
PNPPK – Perm Scientific Industrial InstrumentMaking Company
25.-Oktober-Strasse 106
Perm 614990
Russland
Tel +007 (3432) 45 23 36
Fax +007 (3432) 45 12 19
www.ppk.perm.ru
Contact - Andrey Poloskov, Technical Director- Viatscheslav Bloch, Deputy Manager
Manufacturing Technology
The PNPPK company based in the Uralshas 4200 people on its payroll and is thelargest producer of household appliancesand home working tools for the Russianmarket. In addition, the enterprise is knownworldwide as the manufacturer of naviga-tion instruments for the aviation and ship-ping fields. PNPPK has received awards onseveral occasions in Russia for the “BestRussian Product”, “Best Quality Produc-tion” and further prizes in various cate-gories.
PNPPK
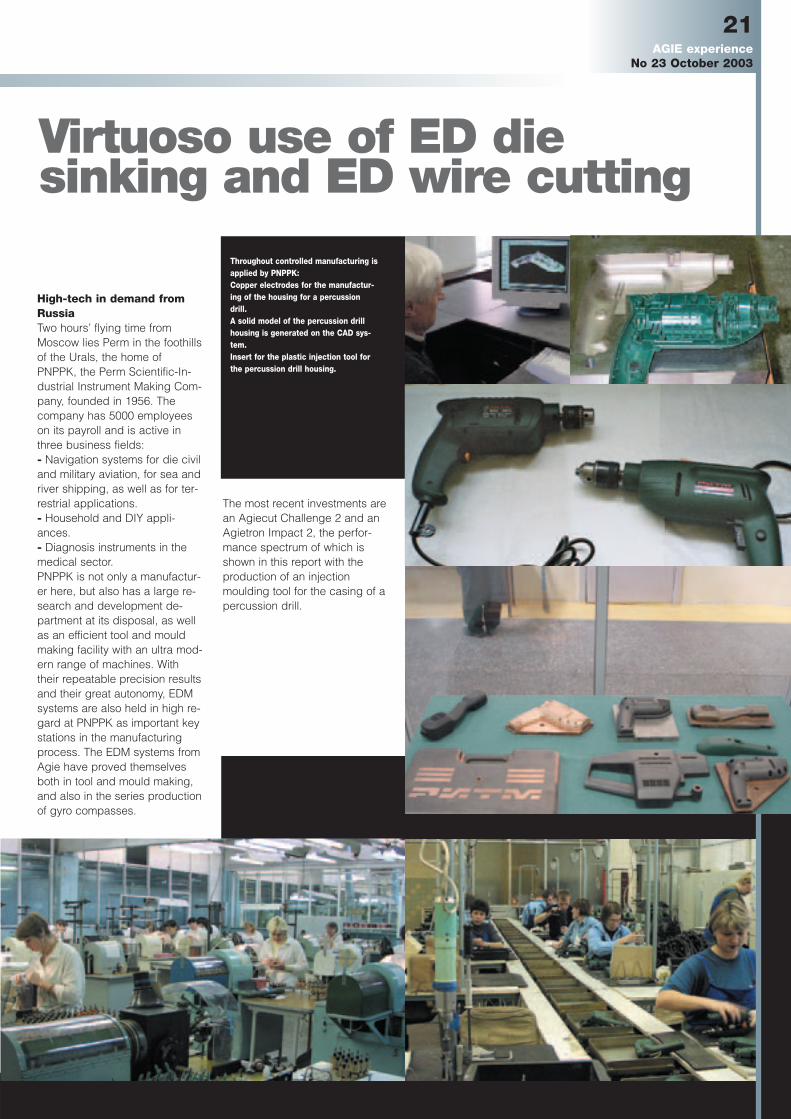
Throughout controlled manufacturing isapplied by PNPPK:Copper electrodes for the manufactur-ing of the housing for a percussiondrill.A solid model of the percussion drillhousing is generated on the CAD sys-tem.Insert for the plastic injection tool forthe percussion drill housing.
High-tech in demand fromRussiaTwo hours’ flying time fromMoscow lies Perm in the foothillsof the Urals, the home ofPNPPK, the Perm Scientific-In-dustrial Instrument Making Com-pany, founded in 1956. Thecompany has 5000 employeeson its payroll and is active inthree business fields:- Navigation systems for die civiland military aviation, for sea andriver shipping, as well as for ter-restrial applications.- Household and DIY appli-ances.- Diagnosis instruments in themedical sector.PNPPK is not only a manufactur-er here, but also has a large re-search and development de-partment at its disposal, as wellas an efficient tool and mouldmaking facility with an ultra mod-ern range of machines. Withtheir repeatable precision resultsand their great autonomy, EDMsystems are also held in high re-gard at PNPPK as important keystations in the manufacturingprocess. The EDM systems fromAgie have proved themselvesboth in tool and mould making,and also in the series productionof gyro compasses.
Virtuoso use of ED die sinking and ED wire cutting
The most recent investments arean Agiecut Challenge 2 and an Agietron Impact 2, the perfor-mance spectrum of which isshown in this report with theproduction of an injectionmoulding tool for the casing of apercussion drill.
21AGIE experience
No 23 October 2003
”
22AGIE experienceNo 23 October 2003
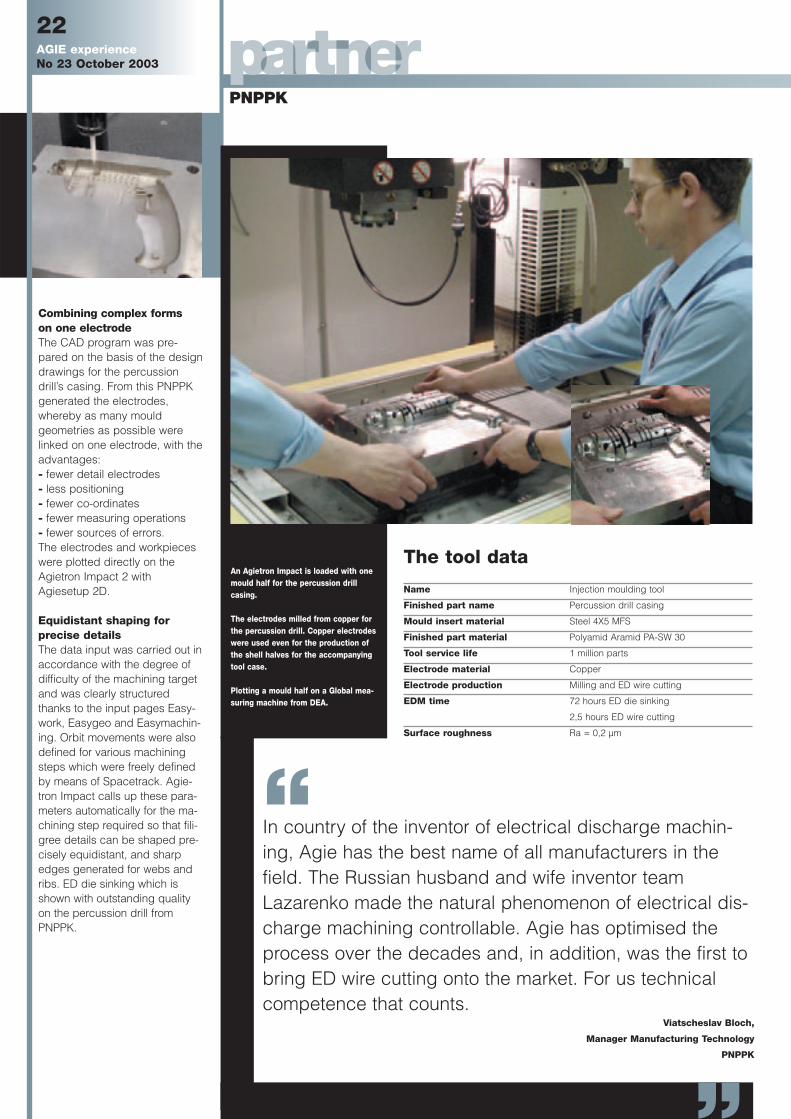
Combining complex forms on one electrodeThe CAD program was pre-pared on the basis of the designdrawings for the percussiondrill’s casing. From this PNPPKgenerated the electrodes,whereby as many mouldgeometries as possible werelinked on one electrode, with theadvantages: - fewer detail electrodes- less positioning- fewer co-ordinates- fewer measuring operations- fewer sources of errors.The electrodes and workpieceswere plotted directly on the Agietron Impact 2 with Agiesetup 2D.
Equidistant shaping for precise detailsThe data input was carried out inaccordance with the degree ofdifficulty of the machining targetand was clearly structuredthanks to the input pages Easy-work, Easygeo and Easymachin-ing. Orbit movements were alsodefined for various machiningsteps which were freely definedby means of Spacetrack. Agie-tron Impact calls up these para-meters automatically for the ma-chining step required so that fili-gree details can be shaped pre-cisely equidistant, and sharpedges generated for webs andribs. ED die sinking which isshown with outstanding qualityon the percussion drill fromPNPPK.
The tool data
Name Injection moulding tool
Finished part name Percussion drill casing
Mould insert material Steel 4X5 MFS
Finished part material Polyamid Aramid PA-SW 30
Tool service life 1 million parts
Electrode material Copper
Electrode production Milling and ED wire cutting
EDM time 72 hours ED die sinking
2,5 hours ED wire cutting
Surface roughness Ra = 0,2 µm
An Agietron Impact is loaded with onemould half for the percussion drill casing.
The electrodes milled from copper forthe percussion drill. Copper electrodeswere used even for the production ofthe shell halves for the accompanyingtool case.
Plotting a mould half on a Global mea-suring machine from DEA.
In country of the inventor of electrical discharge machin-ing, Agie has the best name of all manufacturers in thefield. The Russian husband and wife inventor teamLazarenko made the natural phenomenon of electrical dis-charge machining controllable. Agie has optimised theprocess over the decades and, in addition, was the first tobring ED wire cutting onto the market. For us technicalcompetence that counts.
Viatscheslav Bloch,
Manager Manufacturing Technology
PNPPK
“
PNPPK
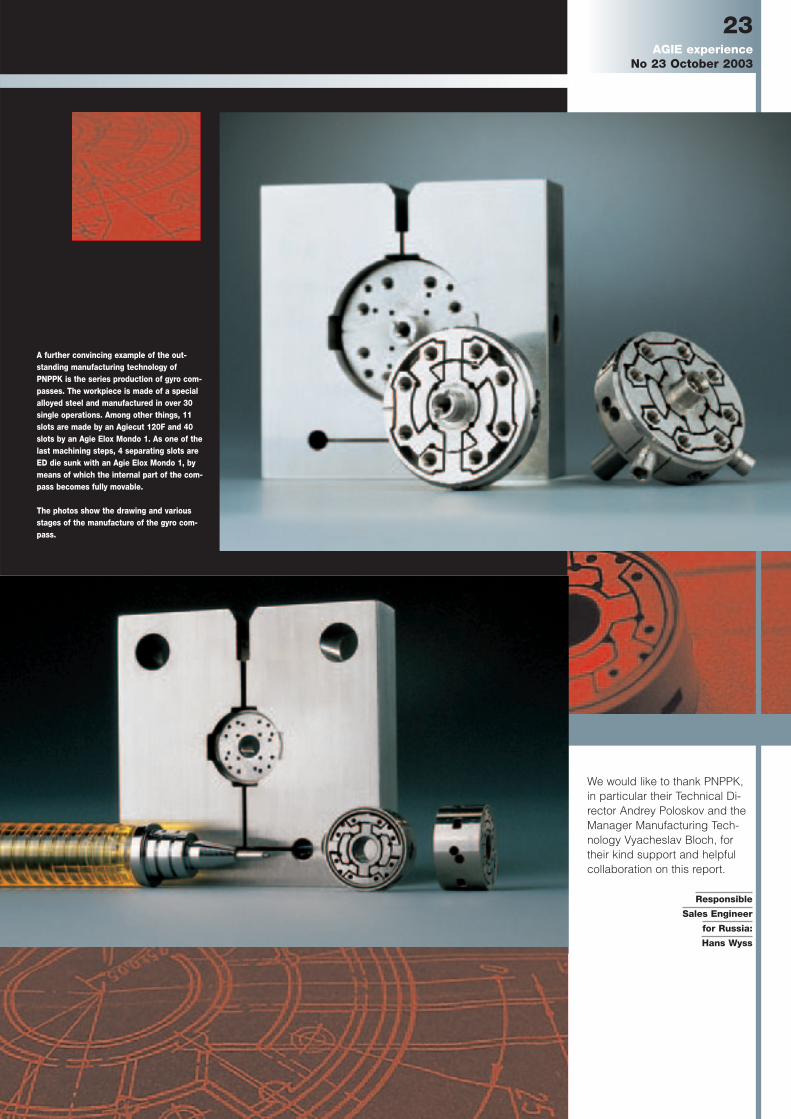
A further convincing example of the out-standing manufacturing technology ofPNPPK is the series production of gyro com-passes. The workpiece is made of a specialalloyed steel and manufactured in over 30single operations. Among other things, 11slots are made by an Agiecut 120F and 40slots by an Agie Elox Mondo 1. As one of thelast machining steps, 4 separating slots areED die sunk with an Agie Elox Mondo 1, bymeans of which the internal part of the com-pass becomes fully movable.
The photos show the drawing and variousstages of the manufacture of the gyro com-pass.
We would like to thank PNPPK,in particular their Technical Di-rector Andrey Poloskov and theManager Manufacturing Tech-nology Vyacheslav Bloch, fortheir kind support and helpfulcollaboration on this report.
Responsible
Sales Engineer
for Russia:
Hans Wyss
23AGIE experience
No 23 October 2003





























