Embed Size (px)
Citation preview

3 0 3 2 3 3 2 0 1 0
elements31S c i e n c e n e w S l e t t e r
r e S o u r c e e f f i c i e n c yResearch on the Cutting EdgeD e S i g n i n g w i t h p o l y m e r SPhotovoltaics off the Roll

Nearly two thirds of Germans have a positive opinion of the chemical industry. 79 percent say that the industry produces useful products, and 70 percent believe its products improve the quality of life. These are the results of the latest of the representative polls regularly conducted by the TNS Infratest polling institute on behalf of the Chemistry in Dialogue initiative. Good news, right? By no means. The poll also reveals that more than 40 percent of German citizens view the chemical industry as an important source of emissions, even though the companies have sustainably decoupled production and energy consumption. Over the past 20 years, for example, they have reduced absolute emissions of greenhouse gases by more than one third, while at the same time boosting production by almost 60 percent. And climate protection and more efficient use of energy do not automatically end at the factory gates when the products are shipped. According to a study by the global chemical association ICCA, each metric ton of CO2 emitted during production in the chemical industry prevents the customers using chemical products from emitting more than two metric tons. Evonik took part in the ICCA study, with its products DLmethionine, silica, polyamide 12, and solar silicon. When its products are compared to those outside the industry, the progress made by the chemical industry is clear: greenhouse gas emissions drop by a factor of 23, for example, when an amino acid is added to animal feed instead of soy or fish meal to compensate for protein deficits. We are also making significant strides in reducing carbon emissions with white biotechnology. To this end, we directly compared the biotechnological production of a cosmetic ingredient with the chemical synthesis and found that the biotechnological variant saves 60 percent energy and reduces the formation of environmentally harmful impurities by up to 88 percent. But public perception is another matter. According to the Infratest poll, not even one in ten German citizens believe that chemical products help prevent greenhouse gases. Strictly speaking, the poll suggests that chemical products are useful for people but harmful for the climate—an inherent contradiction, since a high quality of life presupposes climate protection. And commercial success is impossible without concern for the environment. Obviously, then, there is a gross lack of communication, and the chemical industry needs to do a better job of publicizing its climate protection activities. And that is precisely what we are doing in this issue of elements. We devote eleven pages to our SciencetoBusiness Center Eco², which develops projects and ideas on energy efficiency and climate protection, and is able to rely on the competencies of all our business areas—chemicals, energy, and real estate. The project portfolio ranges from ecocement and highefficiency power plants, through CO2 utilization, all the way to heatinsulating panels and lightweight parts for cars. Here, the work is reflected in public opinion, as 71 percent of Germans think the chemical industry is working hard on new, forwardlooking solutions.
The climate (of opinion)
Patrik Wohlhauserchairman of the Board of management of evonik Degussa gmbh
elements31 evonik science newsletter
e D i t o r i A l
n e w S 23 Evonik raises outlook for 2010 following
a strong start to the year
D e S i g n i n g w i t h p o l y m e r S 24 High-tech sports equipment: peak performance with plastics coAt i n g & B o n D i n g t e c h n o lo g i e S 30 Continuous direct polymerization: more powerful binders n e w S 35 Coating technology: exchanging knowledge
and building networks
36 e v e n t S A n D c r e D i t S
elements31 | 2010 n e w S 4 New metathesis catalysts 5 Evonik acquires Membrane Extraction Technology Ltd. 5 Catalyst business from H.C. Starck acquired
D e S i g n i n g w i t h p o ly m e r S 6 Barrier films for thin-film solar cells: photovoltaics off the roll n e w S 11 VESTAMID® Terra bio-polyamide protects high-performance cables 11 Systems Integration Project House one year later
r e S o u rc e e f f i c i e n c y 12 Science-to-Business Center Eco2: research on the cutting edge 14 Interview with Dr. Stefan Nordhoff: “Sustainability is no passing fancy” 18 Life cycle assessments 20 Full power on stand-by
contents
As the nighttime picture of europe shows, the world is full of energy. energy, and how we can use it more efficiently, is one major topic discussed in this issue (beginning on p. 12).

3elements31 evonik science newsletter
news
tokyo-based toppan printing co., ltd., one of the largest print-ing companies in the world, has developed a new prototype elec-tronic paper. the pixels in the e-paper, like those in an lcD mon-itor, are controlled by tfts (thin film transistors). the new pro-cess will now bring flexible e-paper within reach of users. the company uses tfts based on an oxide semiconductor from creavis technologies & innovation, the strategic research unit at evonik. it is a semiconductor that can be processed from a solution at low temperatures, which means that in the future a flexible plastic film will be able to serve as the substrate for tfts instead of the glass typically used for this purpose, thus making it possible to produce flexible displays. oxide semiconductors have attracted tremendous attention as a promising candidate for next-generation semiconductor materi-als, since the “a-ingaZno tft” was mentioned for the first time by group led by professor hosono of the tokyo institute of tech-nology in the fall 2004 issue of nature (nomura et al. 2004; pp. 432–488). compared to amorphous Si or organic semiconductors, oxide semiconductors are suitable for large-area processing at rel-atively low temperatures and are unique for their high charge car-rier mobility, not to mention high stability and transparency. for the prototype, toppan printing made the oxide semicon-ductor layer of the tft from a solution-processable oxide semi-conductor. the material was applied by spin coating in a vacuum-free solution-based process, while other layers were made using a standard vacuum deposition process. the oxide semiconductor was developed by the Science-to-Business center nanotronics, where the work focuses on such fields as printed electronics. together, toppan printing and evonik lowered the processing temperature of the semiconductor to 270 °c—a value 100 °c lower than the currently known value for solution-processed oxide semiconductors. in the future, it should be possible to use plastic films as a substrate for tfts by reducing the temperature even further. moreover, toppan printing also expects the vacuum-free process to reduce the equipment and processing costs for tfts dramatically, and therefore for e-paper.
with a 2-inch diagonal display (80 x 60 pixels), the new pro-totype is based on an electrophoretic material supplied by the e-ink corporation: the electronic ink consists of millions of tiny white and black spherules that align themselves according to the applied voltage and generate the desired image. they are con-trolled by tft based on the newly developed semiconductor. the on/off ratio is 105 at a substrate mobility of 0.5 cm2/vs, which is comparable to a typical amorphous silicon tft. the substrate for the tfts is still currently glass, but this should change soon. toppan printing has set a goal of realizing thin, lightweight, and flexible displays, and plans to accelerate their commercialization. As early as 2006, the company surprised experts and the public alike with the prototype for a flexible e-paper with a resolution of 400 ppi (pixels per inch)—the highest resolution for a flexible display in the world. Demand for unbreakable, thin, lightweight and flexible dis-plays is growing, particularly in the area of e-paper. According to Displaybank co. ltd., a Korean display research firm specializing in market analysis, the market for electronic paper will reach an estimated uS$6 billion by the year 2017, based on the steady growth in the number of e-book readers.
+++ Toppan e-paper with solution from Creavis
The new e-paper prototype of Toppan Printing
+++ VESTAKEEP® film protects pacemaker batteries
high-performance batteries enhance the quality of life of pacemaker patients substantially. Because of space restrictions in pacemakers, battery insulator must be precisely tailored and as thin-walled as pos-sible. to produce this protective liner, welch fluorocarbon, a com-pany based in Dover (new hampshire, uSA), has now developed a unique process using a veStAKeep® polyetheretherketone (peeK) film from evonik industries. earlier generations of pacemakers were fitted with batteries that had to be recharged daily. only with the advent of high-performance batteries, however, were patients relieved of this considerable bur-den. following a period when even plutonium-based radionuclide batteries were used, pacemakers are now fitted almost exclusively with top-capacity lithium iodine batteries, which power the pace-
maker for up to ten years. these must be accommodated in the con-fined spaced of the pacemaker. the space available for the insulation is also very limited, and wall thickness tolerances are low. for this reason, the batteries have so far been encapsulated manually with considerable effort using polyimide adhesive strips or parylene con-formal coatings. custom-fit insulators are an alternative, but they usually cannot be produced by injection molding because of their thin wall thick-nesses, low tolerances, and long flow paths. the company welch fluorocarbon has now developed a unique thermoforming process that makes it possible to manufacture such components. evonik industries acquired membrane extraction technology (met) ltd., headquartered in london, on march 1, 2010. >>>
4 elements31 evonik science newsletter
A plastic film is fixed in a frame, melted completely by heating to a temperature above the crystalline melt point of 340 °c, and then molded in vacuum. this molding from the melt produces particu-larly low-stress molded parts. Because the insulator material must be chemically resistant to metallic lithium, the choice of suitable polymers is rather restricted. welch decided on an amorphous veStAKeep® peeK film from evonik, which both companies developed in close collaboration. the film is unusually low-stress and, in contrast to conventional ex-truded films, hardly flows at all on melting. only in this way is it possible to comply with the low thickness tolerances required. using this film, welch fluorocarbon is now producing battery insu-lators with wall thicknesses of less than 25 microns and at extreme-ly low tolerances. veStAKeep® film is highly resistant to chemicals and also fea-tures very high mechanical and flame resistance; it is stable even at high continuous working temperatures, and has excellent tribologi-cal and electrical properties. evonik offers suitably adapted crystal-line and amorphous veStAKeep® films for all sectors of industry, including medical applications.
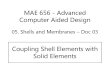
+++ New metathesis catalysts
The metathesis catalysts that Evonik markets under the catMETium® RF brand
Three-dimensional parts with ultra-thin thermoplastic walls (25–190 microns) for applications where real estate is at a premium
the catalysts Business line of evonik industries has expanded its portfolio of metathesis catalysts. it is offering its customers three new, efficient homoge-neous catalysts that cover a broad spectrum of reactions in cross-metathesis, ring-closing metathesis, and ring-opening metathesis: catmetium® rf2, catmetium® rf3, and catmetium® rf4. in the chemical industry, metathesis is an important method for developing and producing, for example, high-tech plastics—including those based on renewable resources—or active ingre-dients for medicines and pesticides. Accordingly, the primary areas of application for the new catalysts are polymer chemistry and the pharmaceutical and agri-cultural industries. ring-closing metathesis, for in-stance, is an indispensable reaction step in the synthesis of active ingredients for hepatitis c and cancer med-ications. ring-open ing cross-metathesis can be used to manufacture highly effective light-guiding polymer materials.
catMETium® RF 1
catMETium® RF 3 catMETium® RF 4
catMETium® RF 2
evonik markets the new catalysts based on a proven, straightforward business model that requires no licensing agreements and ensures transparency. the total kilogram price for the catalysts already includes the licensing fees for the use of the intellectual property rights. the customer makes no additional commitments, and the name of the business model reflects its approach: the abbreviation “rf” stands for “royalty free.” “this model allows the customer to use the new catalysts without limitations,“ says Dr. wilfried eul, head of evonik‘s catalysts Business line.

5elements31 evonik science newsletter
news
+++ Evonik acquires Membrane Extraction Technology Ltd.
evonik industries acquired membrane extraction technology (met) ltd., headquartered in london, on march 1, 2010. organic solvent nanofiltration, the membrane technology of the startup company met, can be used in a wide range of processes based on organic solvents, and generates substantial energy cost savings compared to conventional separation technologies. this technology can be used, for example, to purify products particularly gently, recover catalysts, or recycle solvents. the acquisition is an integral part of
+++ Catalyst business from H.C. Starck acquired
evonik industries has acquired the catalyst business of h.c. Starck gmbh based in goslar (germany). the know-how and technology relating to the production and use of Amperkat® catalysts have therefore been transferred to evonik. following a transition phase, evonik will produce these catalysts in hanau (germany). the Amperkat® 1 brand comprises activated metal catalysts—known as skeletal catalysts and customized supported catalysts. the Amperkat® business focuses principally on activated nickel catalysts, which are used in the pharmaceuticals and food industries and in fine and industrial chemicals, for example, for producing selective pharmaceutical active substances, sweeteners, and start-ing materials for polyurethanes for the building materials and automotive sectors. evonik is a global leader in producing activated metal catalysts and precious metal powder catalysts. Both product groups are used in similar market segments, but their activity and selectivity differ enormously. the acquisition of Amperkat® catalysts comple-ments evonik’s present range of products and customized solutions. “catalysts are not off-the-rack products; they need to be specially tailored to every individual synthesis reaction,” explains Dr. wilfried eul, who heads evonik’s catalysts Business line. “the h.c. Starck technologies give us additional tools to produce the optimal catalyst for each reaction.” the newly acquired business also makes it possible for evonik to manufacture activated metal catalysts based on spray alloys and in tablet form, two highly specialized processes that offer additional freedom when designing high-performance catalysts. “that strengthens our position as a fully integrated supplier of systems solutions for catalysis,” comments eul. evonik is a leading global supplier of catalytic system solutions. it offers an exten- sive range of catalysts from a single source, as well as integrated services for customers in the life sciences, fine chemicals, industrial chemicals, chemical intermediates, petro-chemicals, and polymer industries.1 Registered trademark of H.C. Starck GmbH, Goslar (Germany); license held by Evonik Degussa GmbH, Essen (Germany)
Production of the alloy for an activated metal catalyst
evonik’s strategy to invest in attractive growth mar-kets driven by the „resource efficiency“ megatrend. the met acquisition strengthens evonik’s activi-ties in the new fibres & membranes Business Segment with in the high performance polymers Business line. for Dr. Joachim leluschko, head of the high performance polymers Business line, the investment means a significant step toward expanding the high-performance polymers business and enhancing it with leading technologies for tomorrow and beyond: “there will be a fast-growing demand for energy and eco-friendly solutions like membrane-based technol-ogies. met’s proprietary technology complements evonik’s process competence and global market pres-ence very well, and consolidates our access to this
Evonik’s laboratory facilities for testing membranes for organic solvent nanofiltration
attractive market.” in the past several years, evonik has worked intensively with organic solvent nanofiltration, and brought this technology to tech nical maturity in its own applications (see ele-ments 30). professor Andrew livingston, ceo membrane extraction tech nology, added: “the synergies be tween met and evonik make a compelling case for this excellent deal, and will make the combination company a leading player in organic sol-vent nanofiltration.“
photovoltaics off the Roll
B A r r i e r f i l m S f o r t h i n - f i l m S o l A r c e l l S
6 elements31 evonik science newsletter
DR. FLoRIAN SCHWAgER, gHIRMAy SEyouM, DR. JoHANN SIEgL
Flexible copper indium gallium diselenide (CIgS) thin-film solar cells from Solarion Ag, headquartered in Leipzig. Established in the year 2000, the company started up in 2002 the first industrial pilot line in Europe for production of high-flexibility ultralight CIgS thin-film solar cells on a polymer substrate. Mass production of solar cells and modules is expected to start in 2010. CIgS technology achieves higher efficiencies compared with amorphous silicon tech-nology, but requires superior barrier properties in the encapsulating material
P
hoto
: Sol
ario
n A
G

photovoltaics off the Roll
T
thin-film solar cells are developing into a rapidly growing market segment. if their commercial potential is to be fully exploited, the solar modules must be produced in a roll-to-roll manu-facturing process. evonik has now developed the “missing link” necessary for continuous pro-duction: a highly transparent and also weathering-resistant barrier film based on pleXiglAS® that can replace glass plates as a front cover.
7elements31 evonik science newsletter
o describe the photovoltaics market as anything less than booming would be an understatement. Massive state subsidies, the climate debate, and increasing public demand for “clean” energy are the
most important reasons for the growth of the sector, which has been strong and steady—except perhaps over the last year, when not even photovoltaics companies were spared from the effects of the economic crisis. In contrast to power generation from coal, for example, photovoltaics is free from emissions, and so releases no carbon dioxide during operation. An entire industry has built up around this “green wave.” According to a study presented by the European Photovoltaic Industry Association (EPIA) last November, power from solar cells could be supplying 4 to 6 percent, and in the best case as much as 12 percent, of Europe‘s requirements in the year 2020. The current figure, says the EPIA, is less than 1 percent. Last November the Swiss Bank Sarasin also presented the results of a study on the global photovoltaics market, forecasting growth of 45 percent for 2010. The bank predicts that the output from new installations will amount to 8.5 gi ga watts and the industry will benefit from sinking module prices, the increasing efficiency of solar cells, and the devel opment of marketing channels. Despite declining feedin tariffs in Germany, Sarasin‘s ana lysts expect that the domestic market will grow this year by 15 to 20 percent. The future global growth drivers will be China, India, and the U.S. For these markets the study anticipates annual growth rates of up to 130 percent while those in Europe will be around 14 percent.
Crystalline silicon solar cells dominate the market
Most of the solar modules to be found on roofs in Germany today contain crystalline solar cells, for which the light sensitive semiconductor layers are produced from silicon wafers. The technology is now well understood: Modules of crystalline solar cells have lifetimes of 25 to 30 years and attain efficiencies averaging 15 percent.
D e S i g n i n g w i t h p o l y m e r S
>>>
In these modules the solar cells, which are soldered to one another, are embedded in a thermally curing polymer that protects them from excessive mechanical stress. This is backed by an electrically insulating and weatheringresistant film, and at the front a glass plate shields the cells in the modules from environmental effects. A module of this type, typically measuring 1.5 m x 1 m, weighs about 20 kilograms. Mono or polycrystalline solar cells have thicknesses between 150 and 300 micrometers but the upper 10 micrometers absorb the incident light; a better solution is offered by what are known as thinfilm solar cells, which are about 100 times thinner than the waferbased cells. These are made from a variety of materials such as amorphous silicon (aSi), cadmium telluride (CdTe), and copper indium (gallium) selenide/sulfide (CIGS/CIS). At present they attain module efficiencies of only about 11 percent at most, but they have the advantage that they can be manufactured in a continuous rolltoroll process that is highly cost efficient compared to crystalline solar cell production, which, in the tradition of the semiconductor industry, is a batch process.
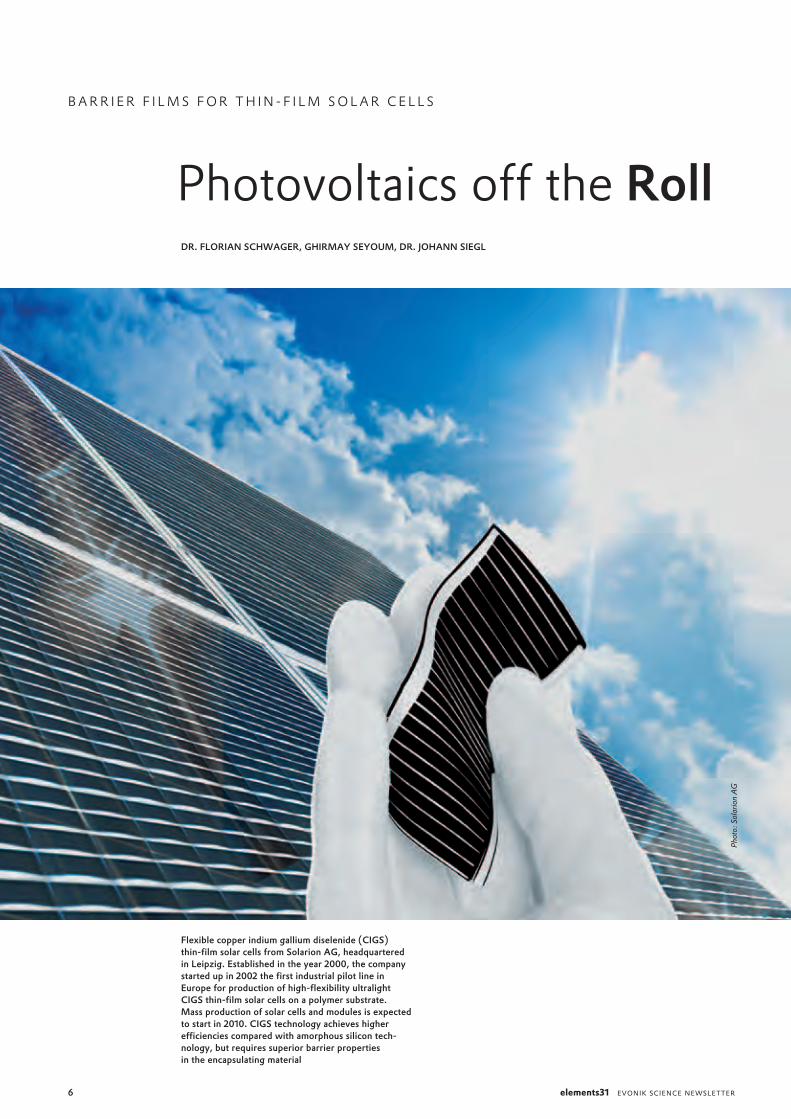
overview of semiconductor materials for solar cells. If the barrier film protecting the solar cells from environmental effects is of plastic rather than glass, flexible and therefore cost efficient thin-film solar cells can be realized with a number of semiconductor materials. (CSg = crystal-line silicon on glass, a-Si = amorphous silicon, µc-Si = microcrystalline silicon, DSSC = dye sensitized solar cell; oPV = organic photovoltaics)
Solar cells
Wafer (150-300 µm) Thin film (1-3 µm)
Si non Si
Mono-crystallinec-Si
CSg CdTe
Mono-crystallineµc-Si
a-Si CI(g)S[Cu(In,ga)(Se,S)2)
Tandem cella-Si/µc-Si
DSSC
Triple cella-Si/a-Sige/µc-Si
oPV
Potential for flexible solar cells
Potential for flexible solar cells
8 elements31 evonik science newsletter
Poly(methyl methacrylate) (PMMA) has many of the re quired properties such as high transparency, weathering resistance, and UV stability. Initial trials in the project house, which is managed by Evonik’s strategic research unit Creavis Technologies & Innovation, were therefore carried out with a film based on PLEXIGLAS® molding compound, which the researchers coated with an inorganic oxide film as a barrier, using a sputter process. The results were dis appointing, however: The film could not withstand the sputter process and the barrier requirements could not be met.
.Continuous production process expected to reduce costs
But there’s one obstacle in thinfilm solar cell production: Until now, the producer has had at some stage to convert the continuous process to a batch process because no suitable barrier films are available that protect the solar cells from harmful environmental effects over the long term. This means that, with only a few exceptions, even modules with flexible thinfilm solar cells have glass plates on the front, and with glass no continuous production process is possible. While thinfilm solar modules in the form of roll material do exist, the ethylene tetrafluoroethylene (ETFE) film used does not provide adequate barrier properties; it allows water vapor and oxygen to pass through largely unhindered, so that corrosion effects reduce the service life of the cell. Given this situation, the industry is interested in a suitable covering film that has the same properties as glass as far as possible and can be integrated into a continuous, and therefore more cost effective, production process. Organic solar cells, which consist of conjugated semiconducting polymers and are currently being intensively investigated, would also benefit from film technology of this kind because they have the additional advantage of being easily printed and can therefore be produced in a rolltoroll process. At this point, researchers of Evonik‘s Functional Films & Surfaces Project House took up the challenge: Why not, they asked, use the Group‘s polymer expertise to develop a suitable polymer film? This would have to act as a barrier to water vapor and oxygen, allow high light transmission, adhere well to solar cells, and be electrically insulating, flexible, and cost efficient. It should also have high weathering and UV resistance. In short, this would mean developing an entirely new system solution for the photovoltaics industry.
Requirements on water vapor and oxygen transfer of barrier films for solar cells are particularly high and cannot be met by currently avail able materials, such as those used in packaging
The new PMMA-based barrier film developed in the project house does not attain the high transmission of a pure PMMA film, the shortfall depending on the desired barrier properties; however, the transmission remains of the same order of magnitude as for glass
PMMA based front cover film without barrier properties PMMA based front cover film with barrier properties
Important region for photovoltaics
Transmission [%]100
80
60
40
20
0
Wavelength [nm]
300 500 700 900 1,100 1,300 1,500 1,700 1,900 2,100 2,300 2,500
Flexible oLED
Technical & foodpackaging
Solar cell encapsulation
WVTR*oTR**
10-6
10-3
10-3
10-1
100
100
oPVCI(g)S
a-Si
c-Si
Barrier requirements
* wvtr: water vapor transfer rate, g/(d·m²)**otr: oxygen transfer rate, cm³/(d·m²·bar)
D e S i g n i n g w i t h p o l y m e r S
9elements31 evonik science newsletter
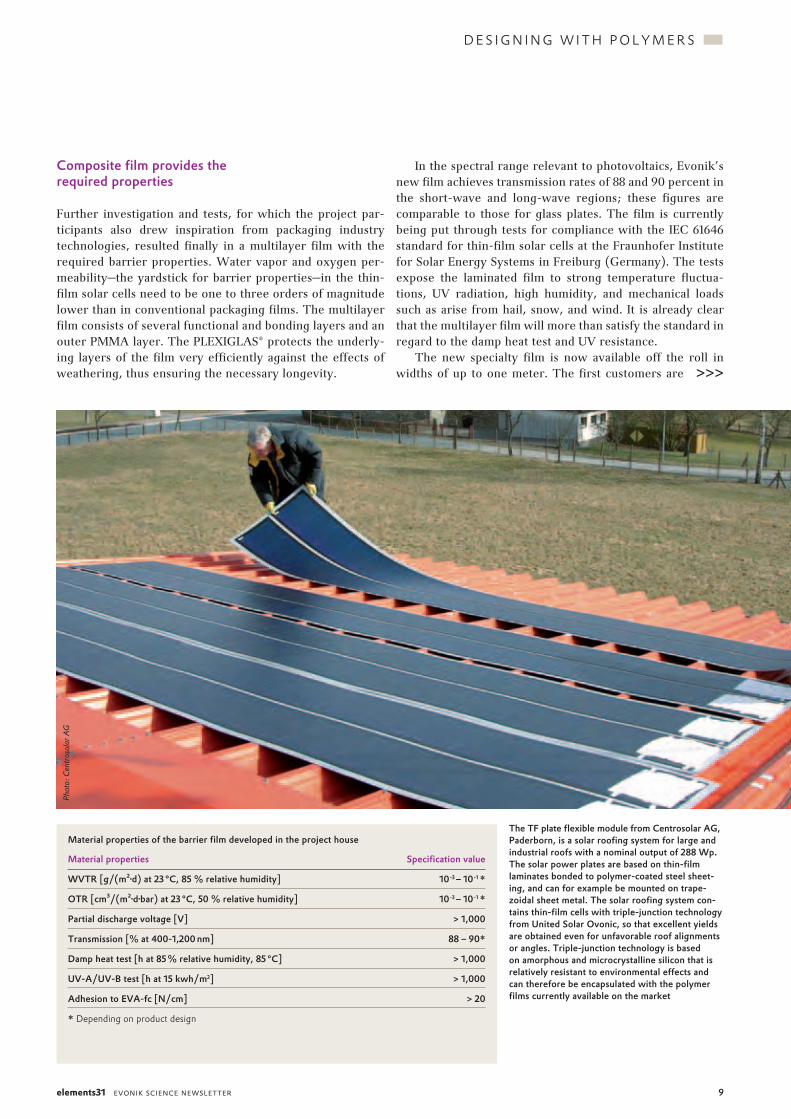
Composite film provides the required properties
Further investigation and tests, for which the project participants also drew inspiration from packaging industry technologies, resulted finally in a multilayer film with the required barrier properties. Water vapor and oxygen permeability—the yardstick for barrier properties—in the thinfilm solar cells need to be one to three orders of magnitude lower than in conventional packaging films. The multilayer film consists of several functional and bonding layers and an outer PMMA layer. The PLEXIGLAS® protects the underlying layers of the film very efficiently against the effects of weathering, thus ensuring the necessary longevity. >>>
In the spectral range relevant to photovoltaics, Evonik’s new film achieves transmission rates of 88 and 90 percent in the shortwave and longwave regions; these figures are comparable to those for glass plates. The film is currently being put through tests for compliance with the IEC 61646 standard for thinfilm solar cells at the Fraunhofer Institute for Solar Energy Systems in Freiburg (Germany). The tests expose the laminated film to strong temperature fluctuations, UV radiation, high humidity, and mechanical loads such as arise from hail, snow, and wind. It is already clear that the multilayer film will more than satisfy the standard in regard to the damp heat test and UV resistance. The new specialty film is now available off the roll in widths of up to one meter. The first customers are
The TF plate flexible module from Centrosolar Ag, Paderborn, is a solar roofing system for large and industrial roofs with a nominal output of 288 Wp. The solar power plates are based on thin-film laminates bonded to polymer-coated steel sheet-ing, and can for example be mounted on trape-zoidal sheet metal. The solar roofing system con-tains thin-film cells with triple-junction technology from united Solar ovonic, so that excellent yields are obtained even for unfavorable roof alignments or angles. Triple-junction technology is based on amorphous and microcrystalline silicon that is relatively resistant to environmental effects and can therefore be encapsulated with the polymer films currently available on the market
P
hoto
: Cen
tros
olar
AG
Material properties
WVTR [g/(m²·d) at 23 °C, 85 % relative humidity]
oTR [cm³/(m²·d·bar) at 23 °C, 50 % relative humidity]
Partial discharge voltage [V]
Transmission [% at 400-1,200 nm]
Damp heat test [h at 85 % relative humidity, 85 °C]
uV-A/uV-B test [h at 15 kwh/m2]
Adhesion to EVA-fc [N/cm]
* Depending on product design
Specification value
10-3 – 10-1 *
10-3 – 10-1 *
> 1,000
88 – 90*
> 1,000
> 1,000
> 20
Material properties of the barrier film developed in the project house

10 elements31 evonik science newsletter
already testing the film for use in their flexible thinfilm solar modules. The project having been successfully wound up in Creavis’s Functional Films & Surfaces Project House, its activities are now being transferred to the Performance Polymers Business Unit. In addition to receiving customer feedback and performing any fine tuning that may be required as a result, a production concept for the film system will also be developed before the end of the year.
Attractive growth market
Thinfilm solar cells and modules will soon develop into the fastest growing segment in photovoltaics. The abovementioned EPIA study of last autumn forecasts that this tech nol ogy will account for as much as one third of the global market in ten years time. A key advantage of the flexible thinfilm solar modules is their low weight; they weigh less than a third as much as crystalline silicon solar modules. Flat roofs, which for structural reasons cannot currently be used as supports for the heavy, rigid, solar modules, would then become a possible mounting site; this is of interest particularly for commercial and urban buildings, which often have flat roofs. The new film also opens up a whole new market for thinfilm solar cells—in the automotive sector. The low weight and thickness of the flexible modules allows them to be integrated into, for example, roofs and tarpaulins of passenger cars, trucks, and buses. As electric power consumption in the car continues to increase, car makers are keenly interested in reducing gas consumption in their vehicles. Air conditioning alone increases gas consumption in a passenger car by an average of one liter per hundred kilometers. If the necessary power, or even part of it, came from photovoltaics, this would be a powerful selling point because gas consumption would fall. Due to their greater usable surface area, buses and trucks offer significantly more possibilities here than passenger cars. Such concepts would also be futureproof, from a current viewpoint, if the automotive industry switches over to the electric drive over the long term. Finally, the consumer electronics industry is also becoming increasingly interested in flexible solar cells to make the increasing number of mobile devices—cell phones, smartphones, notebooks, etc.—less dependent on mains power. Handheld bags or backsacks with integrated flexible thinfilm solar cells on the outside are no longer the stuff of science fiction, and are indeed already available on the market. If a barrier film turns out to be economically unviable for the first wave of products, there could still be interesting applications for consumer electronics in the medium or long term. Even if in some areas of Germany the roofs appear to be plastered with solar modules, the potential of photovoltaics is far from exhausted. l
gHIRMAy SEyouMBorn in 1979ghirmay Seyoum works on functional materials in the performance polymers Business unit, where his tasks include overseeing the technical aspects of solar barrier films. following an apprentice-ship as a chemical plant technician at evonik röhm gmbh, he worked there from 2000 onward as a technician in the molding and coating laboratory. At the same time he attended night school,
taking a degree course in chemical technology focusing on laboratory techniques, which he completed successfully in 2005; he also trained as an instructor. in early 2007 he moved to the then newly established functional films & Surfaces project house, where he worked on the solar barrier film project before taking up his present post in may 2010.+49 6151 18-3176, [email protected]
DR. FLoRIAN SCHWAgERBorn in 1976florian Schwager has been responsible for the market launch of the solar barrier film in the performance polymers Busi-ness unit since may 2010. he studied chemistry at the technical university of vienna and obtained a doctorate in 2007 at the max planck institute for polymer research in mainz (germany), working on polymer nanocomposites in the re-search group of prof. Klaus müllen.
he started his professional career at evonik in the functional films & Surfaces project house, where he worked initially on the paint film technology project and then in the solar barrier film project of which he was appointed senior project manager in early 2009. +49 6151 18-3692, [email protected]
DR. INg. JoHANN E. SIEgLBorn in 1952Johann Siegl is responsible for market research, project analysis, and strategic marketing in the functional films & Surfaces project house. following studies in polymer technology at the fachhochschule rosenheim and in materials science at the technical university of Berlin, he worked as a research assistant at the institute of Structural research in the fritz haber
institute of the max planck Society in Berlin, and obtained a doc-torate from tu Berlin in 1980. in 1981 he started his professional career as head of quality control in plastic parts production at ford werke Ag & co. Kg in Berlin. from 1984 onward he worked as market developer for the automotive industry for general electric plastics gmbh, rüsselsheim. in 1987 he joined evonik röhm gmbh, where he occupied a variety of posts, including head of product management and marketing manager, before moving to the project house in early 2007.+49 6181 59-5152, [email protected]
11elements31 evonik science newsletter
news
+++ Systems Integration Project House one year later
A good one-third of the way through its term, the Systems in tegration project house can look back at a marvelously success-ful first year. originally, the project houses were conceived to develop new products and production technologies. in the Sys-tems in tegration project house, researchers develop new applica-tions from already existing (test) products. Joint, holistic develop-ment of product and processing technology for new applications is the guiding principle behind all of the projects in the Sys tems integration project house. the deal ultimately offers the customer a systems solution that extends far beyond a pure product. these systems solutions over-come the usual market entry barriers because they can be inte-grated into existing production processes or be offered to the customer as an entirely redesigned process. in a tried-and-proven arrangement, an interdisciplinary pool of experts works side-by- side with external technology leaders to develop highly focused system solutions outside the day-to-day business of the company. these solutions combine the product and the essential technol ogy for the target application. the project house is active in such areas as renewable ener-gies and electromobility, process efficiency, environmental pro-tection, and lightweight construction. the projects vary widely and range from induction-curable adhesive systems (“bonding on demand”) for non-metallic joining parts (e.g. plastic welding), through solar thermal power plant concepts, to the development of a “magnetic fishing rod” for selective separation of proteins from biomasses. A key technical highlight of the year was
evonik’s first-ever production of electrospun fabrics made of ultra fine fibers for a new generation of filter systems. five patent registrations and five invention applications have been submitted in this first year alone. with the newly added projects from the performance polymers Business unit, a special focus of the pro j -ect house is lightweight construction for automotive applications (plastic glazing and sandwich composites). the work of the Systems integration project house in these areas consistently ad-vances the groundwork of evonik’s Automotive industry teams (Ait). “Klaus hedrich, who’s the head of the Ait, and his team have, with the evonik lotus exige, given tangible form to evonik’s expertise in lightweight construction. the project house will now take its next steps toward serial production and developing the necessary process and manufacturing technology with oems and tier1 partners,” says Dr. michael olbrich, head of the project house. lightweight construction offers big advantages, especially in the automotive sector: the lighter the vehicle, the less fuel it consumes. with plastics and material concepts that replace the heavy metal components in the motor and the body, evonik is already able to help make vehicles significantly lighter. plastic glazing made of pleXiglAS®, for example, helps significantly to reduce weight and co2 emissions, and the integration of photovoltaics in lightweight parts increases potential efficiency even more. the Systems integration project house will now continue some of these lightweight construction activities over the next two years.
+++ VESTAMID® Terra bio-polyamide protects high-performance cables
evonik industries has expanded its range of compounds for high-performance cables to include bio-based veStAmiD® Terra DS. evonik is thus responding to the rapidly growing interest in bio-based plastics, even in technically challeng-ing fields of application. A polyamide 1010, veStAmiD® Terra DS is produced entirely from monomers obtained from castor oil. castor oil is in turn ob tained from the bean of the castor oil plant, which is used neither as food nor animal feed and whose cultivation does not compete with that of food crops. veStAmiD® Terra DS molding compounds are semi-crystal line and therefore distinguished by high mechanical strength as well as resistance to chemicals and stress crack-ing. they also have high to very high heat deflection tem-peratures and a low water-absorption capacity, retaining their good mechanical properties such as elon gation at break and impact strength, even in high humidity. Areas of application for veStAmiD® Terra DS cable jacketing include special cables for the automotive indus-try, underground cables, in which case the bio-polyamide protects against damage caused by gnawing rodents, and polymer optical fibers.
Polymer optical fibers are a possible application for VESTAMID® Terra DS
VESTAMID® Terra DSPA 1010 based up to 100% on bio-renewables
H
N
H
N
o o10 8
n
Research on the cutting edge
S c i e n c e - t o - B u S i n e S S c e n t e r e c o ²
12 elements31 evonik science newsletter
From the standpoint of the company, research makes little sense if it does not result in a marketable product. But products are constantly changing. Demands for energy
efficiency, conservation of resources, and sustainability mean that products have to be optimized, or even replaced, with completely new solutions. How is it possible to develop innovative products with proven high environmental and economic potential? Creavis Technologies & Innovation, Evonik‘s strategic research and development unit, has an integrative answer to the question. “We combine employees and partners from various disciplines in our SciencetoBusiness (S2B) Centers. S2B Centers integrate not only different disciplines but all key steps under one roof: basic research, product development, and pilot production. Following development in the S2B Centers, the
products are then commercialized by internal startups, one of Evonik’s business units, or a Group partner,” explains Dr. Harald Schmidt, head of Creavis Technologies & Innovation. Evonik has built three such S2B Centers at its Marl site. Two in the Chemicals Business Area are devoted to integrating nanotechnology and electronics and to biotechnology, and the third—the S2B Center Eco²—spans all business areas.
Evonik provides € 50 million for interdisciplinary research in S2B Eco²
“S2B Eco² deals with major global trends in climate and energy—areas that will increasingly influence the economy and society in the next few decades,” says Dr. Stefan Nordhoff, head of S2B Eco² (see also interview). These major global trends include resource conservation, energy efficiency,
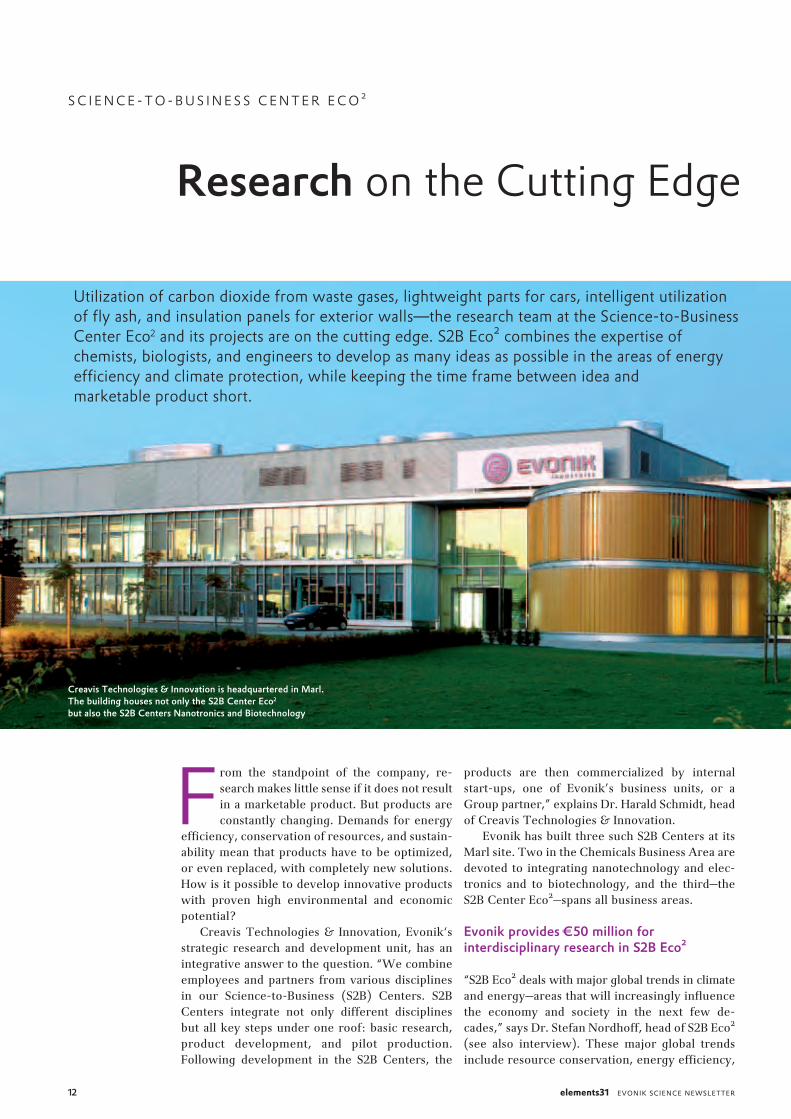
utilization of carbon dioxide from waste gases, lightweight parts for cars, intelligent utilization of fly ash, and insulation panels for exterior walls—the research team at the Science-to-Business center eco2 and its projects are on the cutting edge. S2B eco² combines the expertise of chemists, biologists, and engineers to develop as many ideas as possible in the areas of energy efficiency and climate protection, while keeping the time frame between idea and marketable product short.
Creavis Technologies & Innovation is headquartered in Marl. The building houses not only the S2B Center Eco2 but also the S2B Centers Nanotronics and Biotechnology

Research on the cutting edge
13elements31 evonik science newsletter
and climate protection. The common thread linking all of them is that they cover a variety of technical fields. This is why the S2B Eco² combines the expertise of chemists, biologists, engineers, process technologists, and electrical engineers to de velop as many good ideas as possible while keep ing the time frame between idea and marketable product short. “We build on interdisciplinary groups that sometimes work directly in the S2B Center, and sometimes in one of the business and service units. This way, we ensure close cooperation and a pool of available expertise,“ says Nord hoff. The S2B Center Eco² started in October 2008 with a twoman team and has since worked on nearly two dozen project ideas, divided among five socalled development lines: CO2 Separation and Use, Energy Generation, Energy Storage, Energy Efficiency Customer Solutions, and Energy
r e S o u r c e e f f i c i e n c y
Efficiency in Evonik Processes. S2B Eco² is rounded off by the Life Cycle Assessments Group. For the activities in the S2B Center Eco², Evonik will be providing a total of €50 million between 2009 and 2013.
Smart use of existing expertise
Within these development lines, researchers selectively search for solutions that span business areas. “Synergies from the Energy, Chemistry, and Real Estate Business Areas allow us to differentiate ourselves from the monoindustrial competition,“ says Nordhoff. What is more, the ideas do not always have to be brand new. Changed conditions, such as increasing raw materials prices, can shine a different light on supposedly old approaches and make them commercially attractive. Therefore, S2B Eco² will function as a cen >>>

14 elements31 evonik science newsletter
Converting Co2 into valuable raw materials
A number of ideas for using CO2 from waste gases are among the topics to have made it successfully through this process. The goal of these project ideas is to convert large quantities of the CO2 separated from gas mixtures into valuable raw materials, thereby redirecting the carbon dioxide back into the valueadded chain. To do this, the gas must first be separated by the right absorption materials. Then suitable synthetic processes can be used to convert it into chemical compounds that then go into highquality products for such applications as fuels, polymers, fertilizers, or spe
tral contact within Evonik Industries for all questions related to resource conservation and energy effi ciency. Research projects carried out in the S2B Centers are highrisk activities. Naturally, this also applies to S2B Eco². To limit the overall risk, portfolio management counterbalances the projects to keep risks at an optimal level. Portfolio management obtains its data from a fivestage stagegate process: from the idea, through evaluation and project development, to assessment of the results and transfer to the market. The process focuses on seven criteria, including market attractiveness and value for the customer, risks, and costs.
in the Science-to-Business center eco², experts take an interdisciplinary approach to the search for solutions that improve resource conservation and energy efficiency. S2B eco² head Dr. Stefan nordhoff explains why the most exciting questions can be found where the business areas interface.
What connects Evonik‘s business areas with ecology and environmental protec-tion?our traditional business areas are energy, chemicals and real estate. But when you think about it, you notice that these seem-ingly very different fields intersect in im-portant ways.
For example?Buildings can be made more energy-effi-cient with the help of chemical products. innovative processes for separating and using co2 can make power plants more climate-friendly. car tires with low rolling resistance save fuel and, therefore, reduce emissions. with products like these we’re specifically addressing today’s major global trends: climate change, energy efficiency, and resource conservation.
How important to Evonik is ecology? extremely important. no company can ex-pect to enjoy long-term commercial suc-cess if its production processes completely disregard the environment. material re-sources are finite—that‘s simply a fact. So using them intelligently and sustainably is vital. that particularly applies to a group like evonik, which operates internationally in the areas of energy and chemicals.
Dr. Stefan Nordhoff, head of the Science-to-Business Center Eco²
“Sustainability is no passing fancy”

r e S o u r c e e f f i c i e n c y
15elements31 evonik science newsletter
Also, CO2 is an extremely inert and lowenergy molecule. “This is why energy must always be used in the conversion of CO2. To use as little energy as possible, a product should be selected which focuses on compounds that have not only the carbon atom present in the CO2 but also the oxygen atoms,” says Kruse. Hydrogen is on the list of highenergy reaction partners to use, but such processes are sustainable only if hydrogen is produced regeneratively. For this reason, the second part of the project—within the energy generation development line—is devoted to photocatalytic generation of hydrogen from water.
cialty chemicals. “If we can do that, we’re not only able to use an extremely inexpensive raw material that can be found everywhere,“ says S2B Eco² researcher Dr. Daniela Kruse, “but we’re also sav ing for the cost of future CO2 certificates because we would be emitting less.” While it sounds simple and convincing, it is actually a technical, chemical, and thermodynamic challenge. Separating CO2 from the large waste gas streams of a power plant, for instance, requires highly chemicalresistant absorbents that efficiently capture and concentrate the gas but also desorb it easily and with low energy costs later.
What role do politics play in this?An increasing one. take co2 certificates, for example. So far, companies have been allocated these certificates free of cost. But this will gradually change, and we’ll have to buy more and more of the certificates. politics and the economy are also bringing pressure to bear.
What kind of action have you taken in the search for environmental issues that are particularly attractive for Evonik?we’ve conducted workshops and inter-views in all areas of the group to search for topics at the interfaces of the individual business areas—topics that are socially rel-evant right now, which help us reduce our greenhouse gas emissions, but which are also economically attractive.
Was your search successful?very successful. in the beginning, there were 250 ideas for interdisciplinary proj-ects. out of these, we’ve now developed almost two dozen project ideas to work on.
Processes and products that save green-house gases are often quite expensive...naturally, we’re caught in the conflict be-tween environmental and business objec-tives. in all our choices, however, economic criteria are just as important as environ-mental criteria. to put it another way: this
is why we also pursue ideas that can signif-icantly reduce greenhouse gases but that may possibly have somewhat less economic potential. And we’ve also approved ideas that sound rather unusual but that also have high environmental and economic potential, wherever possible. our cross-group ranking committee then selected the most attractive ideas to receive the € 50 million provided for their implementation until 2013.
By what specific criteria were the selec-tions made?five criteria were the basis for a vote of go or no go. can the product help save at least 100,000 metric tons of co2 equivalents five years after its market launch? is the time-to-market phase shorter than ten years? will the project benefit more than one business area? is it sustainable? And not least: are the r&D costs reasonable?
you currently have 20 employees in the S2B Center. That’s not many.we plan to hire another ten employees. But S2B eco2 researchers don’t work alone. we rely on interdisciplinary groups that work directly in the S2B center part of the time, and in one of the business and service units part of the time. this way, we ensure close cooperation and a pool of available expertise.
What qualifications are important to you?we need employees who are able to cross cultural and linguistic boundaries to get things done. A healthy mixture of universi-ty graduates and experienced employees is essential. what is more, we work with 40 external partners, that is, universities and other companies whose expertise we can draw upon when dealing with certain is sues. this we do, for example, to access markets more quickly.
What will happen to the S2B Center Eco2 after the end of the first phase in 2013?we’ve initiated a number of exciting proj-ects, and are receiving public funding for a good many of them. we can already tell that, in addition to implementing proj ects successfully, we’ll have a growing number of attractive ideas to develop—ideas re-searched by us or referred to us. protection of climate and resources will become in-creasingly important. this is why strategic alignment of the value-added chains to sustainability and environmental compa ti-bility is no passing fancy.
>>>

16 elements31 evonik science newsletter
For the biotechnological use of CO2, S2B Eco² is focusing on microalgaes, which grow seven to ten times faster than land plants and are able to absorb larger quantities of CO2. They use this CO2 to form in their cells highquality substances like unsaturated fatty acids and antioxidants. One reason that microalgaes are not yet used for producing inexpensive and largevolume products is that cultivation is extremely costintensive. The goal of S2B Eco² researchers is to use innovative PMMAbased reactor technologies to enable commercially viable cultivation of microalgaes, and also lay the foundation for efficient CO2 utilization by algae for the chemical industry.
Practical use of waste heat
Waste heat from power plants and chemical plants often goes unused and is thus lost to the environment. The experts from S2B Eco² are pursuing several routes for practical use of waste heat, including thermal storage with high storage density. “This could involve special chemical reactions that absorb heat and then give it off again in the back reaction,” explains S2B Eco² expert Dr. Jens Busse. This will make it possible to reuse the heat at a later time, or a different place in a more rational way. A second alternative is the organic ranking cycle (ORC) process, in which organic working
Catalysis as the key to success
The project has also impressed the North RhineWestphalia Ministry of Innovation. The H2ECO2 project is among the winners of the Hightech.NRW cuttingedge technology competition and is sponsored by the Ministry for Innovation, Science, Research and Technology (MIWFT) of the State of NRW and cofinanced by the European Union.
Co2 Separation and use: one goal of this develop-
ment line is to use op-timized absorption
materials to separate Co2 from the waste
gases created by chem-ical production or energy
generation and return them on an industrial
scale into the chemical industry‘s value-added
chain (photo left)
Microalgae-based bio-technological processes
are another highly prom-ising idea that S2B Eco2
researchers are pursuing to convert Co2 from gas streams into high-quality substances (photo right)
The Ministry and the EU are providing the consortium of S2B Eco² and the Universities of Aachen, Dortmund and Bochum €4 million over the next three years for research into CO2 utilization and the regenerative production of hydrogen. Catalysts will play an important role in this process. “Together with our partners, we’re looking for catalysts with high efficiency and selectivity because that’s the key to commercial success,” stresses Kruse.

r e S o u r c e e f f i c i e n c y
17elements31 evonik science newsletter
says S2B Eco² researcher Dr. Matthias Berghahn. The panels slated for development in the S2B Center Eco² should be efficient, easy to install, more compact, and less expensive than the currently available systems.
“Lightweight” must not mean “expensive”
Another important focus for customer solutions is lightweight construction in the mobility seg ment. Lightweight construction is not only a key premise for economical vehicles but also a basic requirement for building electric cars, which, under current battery capacities, will necessitate lower vehicle weight to extend their range. To meet demand, Evonik researchers are consid ering not only lightweight parts but a significant reduction in production costs—for example, through increased use of plastics or fiberreinforced mater ials, for example. Evonik has extensive knowhow in membrane technology, and S2B Eco² researchers intend to leverage it for use in such projects as biogas plants. Biogas can be fed directly into the grid only if its properties and purities are comparable to natural gas. Together with biogas plant operators, S2B Eco² researchers plan to develop a membrane process to purify biogas. The process needs to be compact, lowmaintenance and inexpensive,
fluids are used in a cyclical process to obtain electricity from waste heat. To improve the efficiency of these systems, the researchers are developing new working fluids for the organic ranking cycle. Thermoelectrics provides a third method of directly converting thermal energy into electricity. “This method can utilize the currently unexploited waste heat of a car engine to charge the battery, for example, or run the electrical system,” says Busse. With thermoelectrics, conventional heating systems could be operated without additional electrical power for pumps and control—a particularly attractive application for countries suffering from frequent power outages.
Intelligent renovation of old buildings
For many topics, tailormade solutions for customers are the central theme. This includes project ideas for new exterior wall panels that will meet the future standards of the German Energy Conservation Regulation, and that should be particularly suitable for renovating the vast majority of old buildings in Germany in an energyconserving way. It is an undisputed fact that energyconserving renovation of old buildings holds enormous potential for cutting emissions. “If Germany wants to achieve its climate objectives, its old buildings will have to be extensively renovated,“ >>>
Energy Efficiency Customer Solutions, lightweight auto-mobile construction. Here, S2B Eco² has set its sights on the mass market for genuine fuel and Co2 savings (photo left)
Energy Efficiency Customer Solutions, building insulation: An overwhelming number of houses in germany are old and do not meet the stan-d ards of the german Energy Conservation Regulation. With intelligent insulation, Evonik plans to improve the energy efficiency of these buildings (photo right)
18 elements31 evonik science newsletter
how big is the environmental impact of our morning eggs? how much co2 was generated for hand cream, and is there another manufacturer who makes a product with a lower carbon foot-print? Beginning in 2011, consumers will find the answers to these questions by looking on labels on products sold in french super-markets. french lawmakers are planning such legislation, and the eu is already considering a similar eu-wide labeling system. in areas that the government does not regulate, or has not yet reg-ulated, individual companies like wal-mart have taken matters into their own hands. each product on the store’s shelves will feature a sustainability label providing information on the prod-uct‘s en vironmental and climate impact as based on data from the supplier. this also applies to the supplier‘s suppliers, as each interme-diate product also carries an invisible environmental backpack, which has to be taken into account when the life cycle of an end product is assessed. for this purpose, evonik can rely on an exten-sive set of tools, including databases, software, and the expertise of the S2B eco² life cycle Assessment team to be able to answer the questions of the customers, “what are you emitting, and what are you saving?“ the life cycle assessment (lcA) considers not only the pro-duction process of individual products but makes its backpack visible—their raw materials and their production—and describes the rest of the life cycle, from use to disposal. “we want to de-velop group-wide lcA standards and assess the sustainability and
climate relevance of evonik‘s products and processes,“ says erwin ostermann, head of the lcA team in the Science-to-Business center eco2. “this can also help us to identify those areas where our products can make important contributions to reducing the environmental impact.“
Eco-calculator for animal feedthe health & nutrition Business unit, for example, has used the life cycle assessment tool for its four amino acids for animal nutri-tion—Dl-methionine, l-lysine, l-tryptophan, and l-threonine. within evonik, the unit is one of the pioneers in the field, having commissioned ifeu heidelberg to conduct the first life cycle assess ment for Dl-methionine as early as 2002. “Due to the sig-nificant changes in animal feeding in the last few years, we’ve up-dated our data,” says Dr. michael Binder, who is responsible for product approval at health & nutrition. the results are impres-sive. if an amino acid—instead of soy or fish meal—is added to the feed to compensate for protein deficits, greenhouse gas emis-sions, expressed as co2 equivalents, drop by a factor of 23. the next coup is right on the horizon: the business unit plans to offer its customers an eco-calculator based on the tools devel-oped in S2B eco2. this will allow each feed manufacturer to pre-pare a life cycle assessment for its animal feeds that also takes into account regional factors such as transport routes. “with the eco-calculator, we’re further consolidating our position as top sup-plier,“ says Binder.
Life Cycle Assessments
Evonik´s pilot plant for studying separation processes based on
membrane technology. In its development line
Power generation, S2B Eco² plans to use mem-
brane processes to clean biogas so that it
can be fed into the natural gas network

r e S o u r c e e f f i c i e n c y
19elements31 evonik science newsletter
(Continued on p. 22) >>>
Planning with foresightBut ecological assessment of its existing products and processes is only the first step for evonik. in the future, lcAs and carbon footprints will also become part of planning, and a component of evonik‘s climate strategy: “we’ll substantially improve the carbon footprint of our entire group, and thereby benefit from the growth opportunities of such major global trends as resource ef-ficiency,” stresses Dr. thomas Jostmann, who heads evonik‘s central environment, Safety and health Division and the functio-nal unit of the same name in the chemicals Business Area. these steps include an extensive analysis of the impact of greenhouse gases, water, energy, and raw materials resources, as well as changing ecosystems on business activities. “climate change will have a sustainable impact on our portfolio,” says Jostmann. “it’ll
generate opportunities, such as new markets, but also risks, if a site can no longer be supplied with the raw materials it needs. we’ll have to consider these things within developing our portfolio, and also when we make investment decisions. After all, the plant we build today will be part of our operations for the next 30 years.“ this is why S2B eco2 has developed a method—the carbon footprint estimation tool—for evaluating the greenhouse gas potential of research ideas at an early stage. “even though a lot of assumptions still have to be made at the beginning of a project, this tool supplies us valuable information on co2-relevant effects at a very early stage,” says ostermann.“in combination with the lcA, we can thus analyze the ecological impact of both existing and future processes and products—an essential condition for reducing evonik‘s carbon footprint sustainably.”
More and more, product packaging in supermar-kets is featuring not only nutritional information, but also information about the energy con-sumed to make the prod-uct, or its carbon foot-print. Wal-Mart, for example, is planning to launch a sustainability label. Companies are increas ingly being pressured to conduct life cycle assessments for their products
and able to produce both large and small quantities at a reasonable cost. The researchers are also considering internal Evonik processes: How can they improve them and make them more efficient? How can they conserve fuels and raw materials? How can they improve the use of waste materials? Power plant operators have long grappled with the question of how to keep improving the efficiency of coalfired power plants. One highly promising way is to increase the process temperature to more than 700 °C. Such a highefficiency power plant would utilize the energy content of the coal far better and make optimal use of the waste heat. For Evonik, this kind of tech nology would also be a way to make coal an even more sustainable and efficient source of energy than it is today. “Our goal is to find out whether this kind of power plant is commercially viable. So we‘re planning a new project around the idea,“ says S2B Eco² energy expert Carsten Kolligs.
Each year, coalfired power plants generate large quantities of fly ash that contain the incombustible mineral components of the coal. Evonik researchers are looking for new methods of intelligently using this ash. One new, attractive field of application is the cement industry. Fly ash could replace a significant amount of Portland cement clinker, the primary component of today’s cement. To do this, it would be necessary to increase the performance of fly ash—through the right additives, for example. Because large quantities of energy are required to produce cement clinker, a cement that uses less clinker would be more energyefficient. Whether it is ecoconcrete or a highefficiency power plant, CO2 utilization, heatinsulating panels, or lightweight parts for cars, all project ideas must show from their inception onward, that they can make an unmistakably positive environmental impact during their life cycle. In other words, the emission
Evonik’s Walsum 10, a coal-fired power plant, is planned to go on the grid in Duisburg before the end of the year—with an effi -ciency exceeding 45 percent. The new block is the most ad vanced coal-fired power plant in Europe. one focus of the development line Energy Efficiency in Evonik Processes is, for example, how the 700 °C technology can be used to improve efficiency further
20 elements31 evonik science newsletter
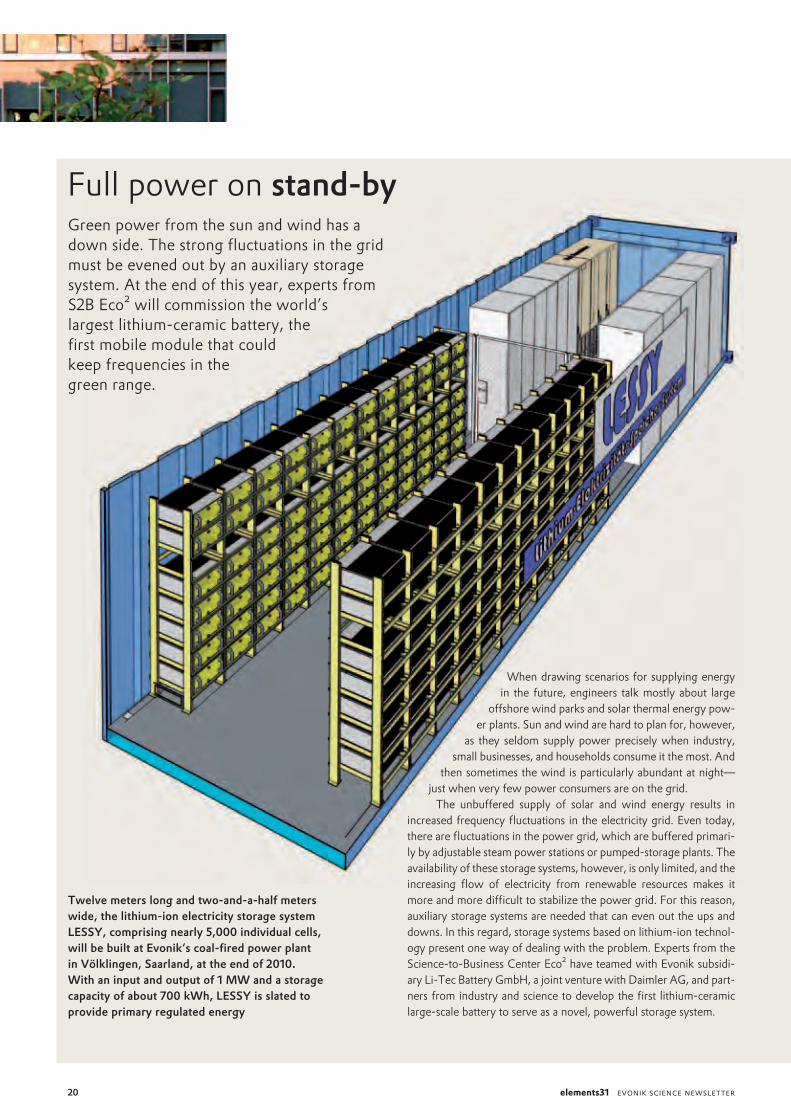
green power from the sun and wind has a down side. the strong fluctuations in the grid must be evened out by an auxiliary storage system. At the end of this year, experts from S2B eco² will commission the world’s largest lithium-ceramic battery, the first mobile module that could keep frequencies in the green range.
full power on stand-by
when drawing scenarios for supplying energy in the future, engineers talk mostly about large
offshore wind parks and solar thermal energy pow-er plants. Sun and wind are hard to plan for, however,
as they seldom supply power precisely when industry, small businesses, and households consume it the most. And
then sometimes the wind is particularly abundant at night—just when very few power consumers are on the grid. the unbuffered supply of solar and wind energy results in
increased frequency fluctuations in the electricity grid. even today, there are fluctuations in the power grid, which are buffered primari-ly by adjustable steam power stations or pumped-storage plants. the availability of these storage systems, however, is only limited, and the increasing flow of electricity from renewable resources makes it more and more difficult to stabilize the power grid. for this reason, auxiliary storage systems are needed that can even out the ups and downs. in this regard, storage systems based on lithium-ion technol-ogy present one way of dealing with the problem. experts from the Science-to-Business center eco² have teamed with evonik subsidi-ary li-tec Battery gmbh, a joint venture with Daimler Ag, and part-ners from industry and science to develop the first lithium-ceramic large-scale battery to serve as a novel, powerful storage system.
Twelve meters long and two-and-a-half meters wide, the lithium-ion electricity storage system LESSy, comprising nearly 5,000 individual cells, will be built at Evonik‘s coal-fired power plant in Völklingen, Saarland, at the end of 2010. With an input and output of 1 MW and a storage capacity of about 700 kWh, LESSy is slated to provide primary regulated energy
r e S o u r c e e f f i c i e n c y
21elements31 evonik science newsletter
First storage prototype tested in Völklingen At the end of the year, leSSy (lithium electricity Storage Sys-tem), a mobile power unit, will be built in evonik’s fenne coal-fired power plant in völklingen, which is located in ger many’s Saarland. the battery has an input and output capability of 1mw and a storage capacity of about 700 kwh, can fit in a standard sea container, and is 12 meters long and 2.5 meters wide. theoretically, if this storage system were charged and discharged every quarter hour, it could supply 4,000 households per year with electricity. But leSSy is not slated to supply households in völklingen. “leSSy‘s main job will be to provide primary regulation for stabil-izing the frequency in the electricity grid,“ explains carsten Kol-ligs, head of the project in the Science-to-Business center eco² of creavis technologies & innovation at evonik. funded by the liB (lithium-ion Battery) 2015 research initiative of the german federal ministry for edu cation and research (BmBf), the project’s aim is to make mega-batteries marketable for stationary applications. the coal-fired power plant in völklingen is the ideal site for this purpose, because the plant already helps provide re-gulated power. leSSy consists of nearly 5,000 individual cells and is basically structured like the kinds of lithium-ion batteries currently under development at li-tec for electric and hybrid vehicles. the core of the cells is a special combination of ceramic materials for the separator and high-molecular ionic conductors. But leSSy is 40 to 50 times the size of a car battery.
Lithium-ceramic technology sets new standards in regulated power And that raises questions. “the requirements for safety, battery management, network connection, energy amount, and perfor-mance, and not least, the number of cycles needed far surpass state-of-the-art lithium-ion batteries,“ stresses Kolligs. the most interesting question for the researchers: how quickly does it charge and recharge? how fast do the cells age? can the battery supply enough power to re-start a plant in the event of a power failure or breakdown? could leSSy‘s power electronics provide „reactive power,“ or electricity that generates in the grid the volt-age necessary for transport? the battery management system and power electronics are considered to be particularly complex and demanding: battery management must monitor the charge status of the battery cells, and it has to ensure seamless communication with the power plant and electrical grid. for its part, the power electronics must ensure fast conversion of Dc/Ac and vice versa. in the next two years, the experts of the Science-to-Business center eco² will look for answers to these questions. to this end, they can count on the experience of li-tec Battery gmbh and Digatron industrie-elektronik gmbh, two competent industrial partners evonik has acquired for leSSy. from the scientific com-
munity, the university of münster, the ewe research center for energy technology (next energy), and the htw institute of power engineering Saar are taking part in the project.
More than € 10 billion in market volume expected over the long termtoday, at least one question appears answered. the worldwide market for powerful and mobile storage batteries is huge. experts value the long-term market volume at over € 10 billion. “many countries are planning to expand renewable energy but have weak and underdeveloped electricity grids,” says Kolligs. more-over, the german grid is unequipped for large and constantly fluc-tuating margins of wind and solar power. the future power demand for advanced storage systems in germany alone is in the high three-digit megawatt range. compared to conventional power storage, leSSy would be compact and mobile. As a result, the battery could be suitable for installation at virtually any point desired in the grid, which would simplify the inte gration and distribution of green power. cur rent ly, wind and sun power plants, which are frequently built in remote places, lack lines that are effective enough to feed the electricity grid. electrical storage based on the leSSy model, however, will be attractive sooner or later for private households, too. the strong political pressure to use renewable energies, including the private sector, has resulted in a fast-growing network of local electricity producers. in the future, it will become increasingly lucrative to use self-generated electricity, since the rates for sell-ing power to the grid are falling more rapidly year after year compared to the cost advantage of internal use. Kolligs: “the modular structure of the lithium-ceramic battery makes it pos sible to scale the size up or down.” the next step will be expansion to 10 mw.
one of LESSy‘s nearly 5,000 individual cells

22 elements31 evonik science newsletter
balance for the products—from raw materials extraction, through production, the entire use phase, to eventual disposal or recycling—must be positive. To leverage Life Cycle Assessment (LCA) expertise, S2B Eco² established a group of internal experts when the Center opened in 2008. “Similar to the way economists scrutinize every euro on a balance sheet, we perform a kind of ecocontrolling,” explains the head of Evonik‘s team of LCA experts, Erwin Ostermann. Their results are sometimes quite surprising. Renewable resources, for example, do not always display a better ecological profile than fossil fuels. Also, a new coating from Evonik for energysaving lamps extends the life of these lamps so much that they significantly improve their ecological benefit.
Head of the Science-to-Business Center Eco²:DR. STEFAN NoRDHoFF+49 2365 49-4661, [email protected]
Co2 Separation and use:DR. DANIELA KRuSE+49 2365 49-9077, [email protected]
Energy generation:DR. JENS BuSSE+49 2365 49-86509, [email protected]
Energy Storage Energy Efficiency in Evonik ProcessesCARSTEN KoLLIgS+49 2365 49-5934, [email protected]
Energy Efficiency Customer Solutions:DR. MATTHIAS BERgHAHN+49 2365 49-7493, [email protected]
Life Cycle Assessments:ERWIN oSTERMANN+49 6181 59-2159, [email protected]
CoNTACT
In the Science-to-Business Center Eco2, some 20 employees from all business areas work on energy efficiency and climate protection projects
sions as they caused—even by conservative estimates. “Without the chemical industry, worldwide greenhouse gas emissions would have been about ten percent higher by this time,“ says Oster mann. The study provides a model for a similar anal ysis of the products and processes at Evonik. Currently, the LCA team is conducting a similar LCAbased study for the year 2008 to determine the greenhouse gas savings potential through the use of representative Evonik products compared to the total emissions of Evonik. In another step, and by using scenarios, researchers will study how new products and process ideas—those gener ated by S2B Eco², for example—can provide even greater improvements in the emissions savings potential. l
Life cycle assessments can also be used to show that the chemical industry, precisely because of its products, is a key player in resource and climate protection. “Despite its emissions, the chemical industry is making a significant contribution,” says Ostermann. In 2009, the International Council of Chemical Associations (ICCA) presented the results of a study of the climate compatibility of 100 representative chemical products—including some important Evonik products, too—based on LCAs. The study not only determined in each case how much greenhouse gases were created during production and through the raw materials used, but also what amount of those same gases can be saved over their entire useful life. Using these LCAs, researchers compared the CO2 emissions of these products with those of a nonchemical reference product that enabled the same functions. The total potential savings compared to the reference products were then compared to the total greenhouse gas emissions of the chemical industry worldwide. The study found that in 2005, chemical products such as insulation materials, fertilizers and pesticides, efficient lighting sources, and plastic packages saved more than twice as many emis

23elements31 evonik science newsletter
news
+++ Evonik raises outlook for 2010 following a strong start to the year
“we started this year with strong figures,” commented Dr. Klaus engel, chairman of the executive Board of evonik industries Ag, middle of may, when the company published its key financial data for the first quarter of 2010. the group reported a substantial im-provement in all major financial indicators. in particular, earnings have increased steadily. “the economy is starting to recover and our confidence is growing. nevertheless, the economic situation remains uncertain,” said engel. the evonik group grew sales to € 3,769 million in the first quarter of 2010, a rise of 18 percent on the year-back quarter, which was marked by the economic crisis. eBitDA (earnings befo-re inter est, taxes, depreciation and amortization) increased 126 per-cent to € 744 million, principally due to far higher volume sales. the eBitDA margin improved to 19.7 percent (Q1 2009: 10.3 percent), bringing it to a good level. eBit (earnings before interest and taxes) more than quadrupled to € 554 million, driven mainly by the pleas-ing development of the chemicals and energy Business Areas. overall, the evonik group’s net income was € 290 million, com-pared with a loss of € 46 million in Q1 2009. the cash flow from operating activities advanced 20 percent to € 530 million. this was mainly attributable to a far higher operating result, while net working capital increased as a result of a percep-tible upturn in business. the cash flow was sufficient to finance capital expenditures of € 117 million and to reduce net financial debt to € 3,192 million, a decline of € 239 million compared with year end 2009.
Positive development in all three business areas the successful business trend registered by the chemicals Business Area in Q4 2009 continued and gained momentum. there was a clear rise in demand, especially in Asia and europe, and business also picked up slightly in north America. overall, volume sales were considerably higher than in the first quarter of last year, which was severely impacted by the economic crisis. Sales grew 32 per-
cent to € 2,989 million. that was attributable to a 30 percentage point increase in volume sales and a slight improvement of 3 per-centage points in selling prices, whereas currency effects trimmed sales by 1 percentage point. eBitDA rose 140 percent to € 579 mil-lion. eBit increased fivefold to € 425 million, driven principally by a significant rise in volumes and the related increase in capacity uti-lization. A substantial rise in raw material costs was partly recouped through selling prices. Sales slipped 15 percent year-on-year to € 689 million in the energy Business Area as a result of lower coal prices. eBitDA climbed 67 percent to € 149 million and eBit advanced 93 percent to € 129 million. this was mainly due to coal trading, which was held back by one-off factors in Q1 2009. the real estate Business Area posted sales of € 82 million, in line with the year-back level. eBitDA rose 9 percent to € 43 mil-lion, while the good development of property and portfolio man-agement lifted eBit 48 percent to € 32 million.
outlook for 2010 raisedDespite the present improvement in economic conditions, there is still some uncertainty with regard to future economic trends, espe-cially in view of the situation on the financial markets. rising raw material costs could also dampen the trend. nevertheless, after a successful first quarter evonik is more optimistic about the outlook for the full year than it was at the start of the year. thanks to far higher demand, the group now anticipates that sales growth will be in the double-digit percentage range. overall, evonik expects both eBitDA and eBit to be higher than last year. positive impetus will also come from the on track efficiency enhancement program in 2010. this program aims to achieve sustained cost savings of around € 500 million p.a. from 2012. By the end of Q1 2010, spe cific measures had already been defined for 80 percent of this target. “we are making good progress but we will not diminish our efforts and will resolutely drive forward further action,” commented engel.
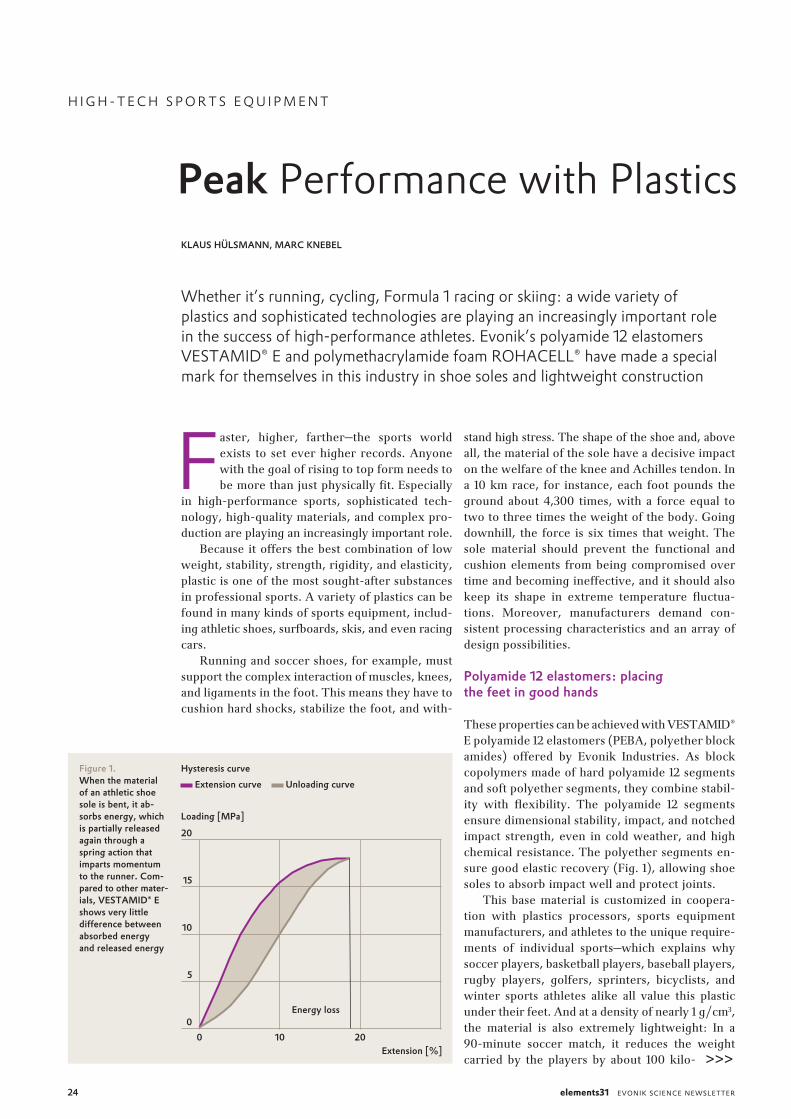
Peak performance with plastics
h i g h - t e c h S p o r t S e Q u i p m e n t
24 elements31 evonik science newsletter
KLAuS HüLSMANN, MARC KNEBEL
F
whether it’s running, cycling, formula 1 racing or skiing: a wide variety of plastics and sophisticated technologies are playing an increasingly important role in the success of high-performance athletes. evonik’s polyamide 12 elastomers veStAmiD® e and polymethacrylamide foam rohAcell® have made a special mark for themselves in this industry in shoe soles and lightweight construction
aster, higher, farther—the sports world exists to set ever higher records. Anyone with the goal of rising to top form needs to be more than just physically fit. Especially
in highperformance sports, sophisticated technology, highquality materials, and complex production are playing an increasingly important role. Because it offers the best combination of low weight, stability, strength, rigidity, and elasticity, plastic is one of the most soughtafter substances in professional sports. A variety of plastics can be found in many kinds of sports equipment, including athletic shoes, surfboards, skis, and even rac ing cars. Running and soccer shoes, for example, must support the complex interaction of muscles, knees, and ligaments in the foot. This means they have to cushion hard shocks, stabilize the foot, and with
stand high stress. The shape of the shoe and, above all, the material of the sole have a decisive impact on the welfare of the knee and Achilles tendon. In a 10 km race, for instance, each foot pounds the ground about 4,300 times, with a force equal to two to three times the weight of the body. Going downhill, the force is six times that weight. The sole material should prevent the functional and cushion elements from being compromised over time and becoming ineffective, and it should also keep its shape in extreme temperature fluctuations. Moreover, manufacturers demand con sistent processing characteristics and an array of design possibilities.
Polyamide 12 elastomers: placing the feet in good hands
These properties can be achieved with VESTAMID® E polyamide 12 elastomers (PEBA, polyether block amides) offered by Evonik Indus tries. As block copolymers made of hard polya mide 12 segments and soft polyether segments, they combine stability with flexibility. The polyamide 12 segments ensure dimensional stability, impact, and notched impact strength, even in cold weather, and high chemical resistance. The polyether segments ensure good elastic recovery (Fig. 1), allowing shoe soles to absorb impact well and protect joints. This base material is customized in cooperation with plastics processors, sports equipment manufacturers, and athletes to the unique requirements of individual sports—which explains why soccer players, basketball players, baseball players, rugby players, golfers, sprinters, bicyclists, and winter sports athletes alike all value this plastic under their feet. And at a density of nearly 1 g/cm3, the material is also extremely lightweight: In a 90minute soccer match, it reduces the weight carried by the players by about 100 kilo >>>
Figure 1. When the material of an athletic shoe sole is bent, it ab-sorbs energy, which is partially released again through a spring action thatimparts momentum to the runner. Com-pared to other mater-ials, VESTAMID® E shows very little difference between absorbed energy and released energy
0 10 20
Hysteresis curve
Extension curve unloading curve
Loading [MPa]
20
Extension [%]
15
5
10
0Energy loss

25elements31 evonik science newsletter
D e S i g n i n g w i t h p o l y m e r S
High-tech bicycling featuring RoHACELL®, a high-performance structural foam made of polyme th -a crylimide from Evonik. CarbonSports gmbH of Friedrichshafen, manu-fac turer of lightweight full-carbon wheels, uses the material in the core of the rim (photo below), because it’s not only extremely rigid and strong, but low in density
P
hoto
: ww
w.fo
cus-
bike
s.co
m
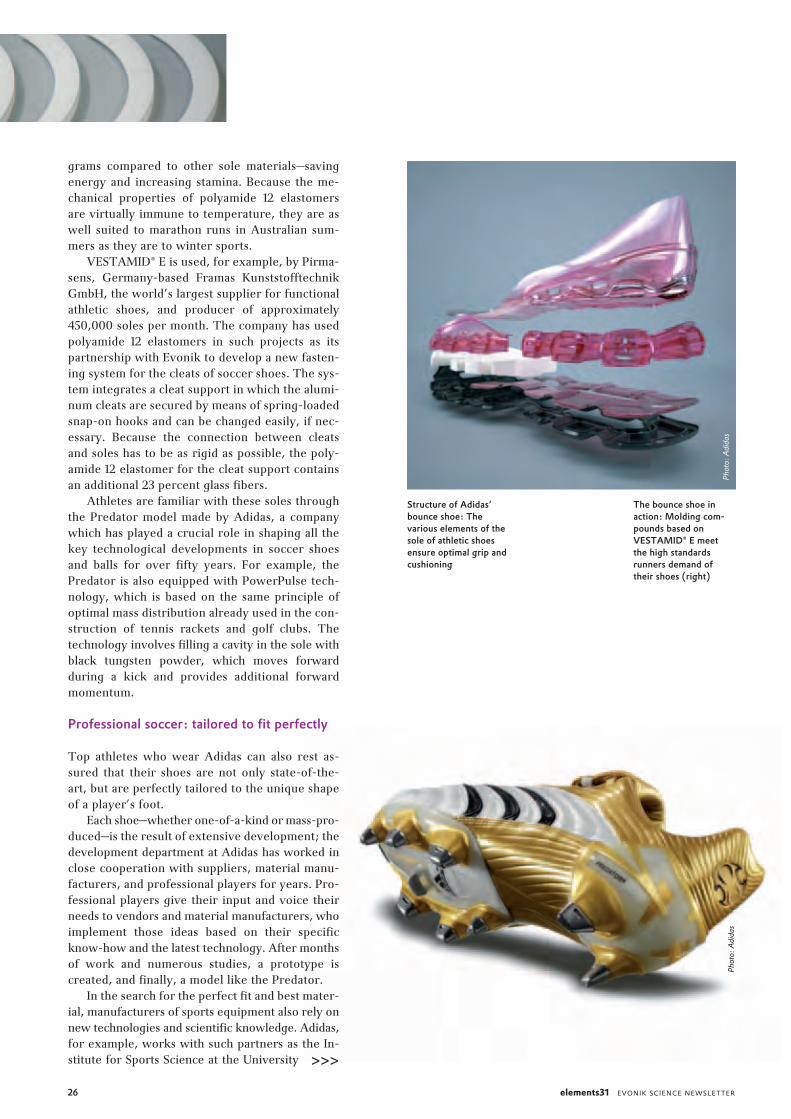
26 elements31 evonik science newsletter
grams compared to other sole materials—saving energy and increasing stamina. Because the mechanical properties of polyamide 12 elastomers are virtually immune to temperature, they are as well suited to marathon runs in Australian summers as they are to winter sports. VESTAMID® E is used, for example, by Pir masens, Germanybased Framas Kunststofftechnik GmbH, the world’s largest supplier for func ti onal athletic shoes, and producer of approxi mately 450,000 soles per month. The company has used polyamide 12 elastomers in such projects as its part nership with Evonik to develop a new fastening system for the cleats of soccer shoes. The system integrates a cleat support in which the aluminum cleats are secured by means of springloaded snapon hooks and can be changed easily, if necessary. Because the connection between cleats and soles has to be as rigid as possible, the polyamide 12 elastomer for the cleat support contains an additional 23 percent glass fibers. Athletes are familiar with these soles through the Predator model made by Adidas, a company which has played a crucial role in shaping all the key technological developments in soccer shoes and balls for over fifty years. For example, the Predator is also equipped with PowerPulse technology, which is based on the same principle of optimal mass distribution already used in the construction of tennis rackets and golf clubs. The tech nology involves filling a cavity in the sole with black tungsten powder, which moves forward dur ing a kick and provides additional forward momentum.
Professional soccer: tailored to fit perfectly
Top athletes who wear Adidas can also rest assured that their shoes are not only stateoftheart, but are perfectly tailored to the unique shape of a player’s foot. Each shoe—whether oneofakind or massproduced—is the result of extensive development; the development department at Adidas has worked in close cooperation with suppliers, material manufac turers, and professional players for years. Professional players give their input and voice their needs to vendors and material manufacturers, who implement those ideas based on their specific knowhow and the latest technology. After months of work and numerous studies, a proto type is created, and finally, a model like the Pre dator. In the search for the perfect fit and best material, manufacturers of sports equipment also rely on new technologies and scientific knowledge. Adidas, for example, works with such partners as the Institute for Sports Science at the University >>>
Structure of Adidas‘ bounce shoe: The various elements of the sole of athletic shoes ensure optimal grip and cushioning
The bounce shoe in action: Molding com-pounds based on VESTAMID® E meet the high standards runners demand of their shoes (right)
P
hoto
: Adi
das
P
hoto
: Adi
das
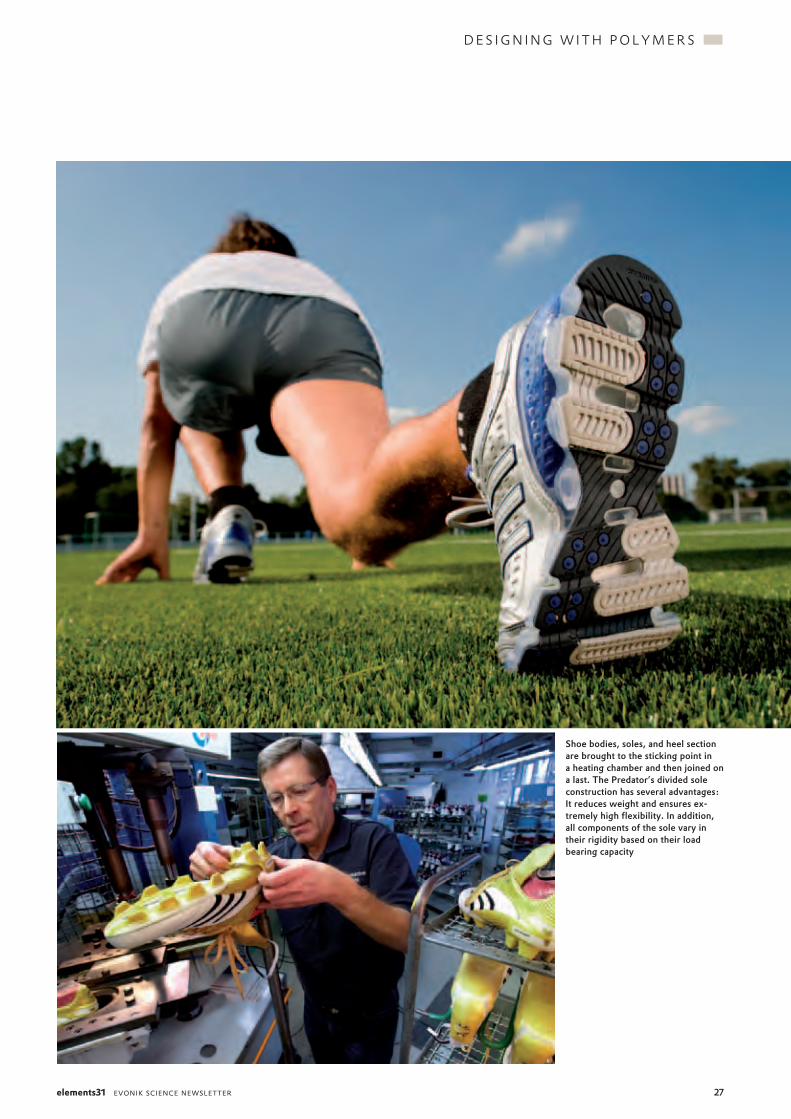
D e S i g n i n g w i t h p o l y m e r S
27elements31 evonik science newsletter
Shoe bodies, soles, and heel section are brought to the sticking point in a heating chamber and then joined on a last. The Predator’s divided sole construction has several advantages: It reduces weight and ensures ex-tremely high flexibility. In addition, all components of the sole vary in their rigidity based on their load bearing capacity

28 elements31 evonik science newsletter
optimizing sports equipment with motion capturing
To analyze complex movements biomechanically, the sports engineers of the University of Magdeburg work with motioncapturing systems in close cooperation with the Fraunhofer Institute for Factory Operation and Automation IFF. Motion capture makes it possible to convert human movements into a realistic 3D computer model. Media designers also use these kinds of systems when making animation films and PC games to transfer complex movements to the computer. To capture movement, the test person wears a black suit equipped at certain points with reflec
of Mag de burg. The Institute conducts movement ana ly ses, tests existing sports equipment, and develops new sports equipment. An important tool for this work is the initial measurement, in which the test person wears a special suit equipped with 16 acceleration sensors. When the athletes move, the sensors measure the orientation of the individual segments—for example, thigh, lower leg and foot—in space. A 3D model is then generated from the measuring data and, in combination with an insole system that measures foot pressure, the tread force and pressure on the soles is analyzed. Adidas then uses these results to develop its soles or customize shoes individually.
KLAuS HüLSMANNBorn in 1971As a key account manager in the market Development unit of evonik‘s high performance polymers Business line, Klaus hülsmann handles accounts for the sports industry, among others.
+49 2365 49-5258 [email protected]
MARC KNEBELBorn in 1970marc Knebel also works as a key account manager for the sports industry in the high performance polymers Business line.
+49 2365 49-6783 [email protected]
A sandwich core of RoHACELL® poly-m ethacrylimide replaced costly and “heavy” layers of carbon fibers in the rear wing of the Lotus. Nevertheless, the highly rigid, ex tremely light rear wing of the Lotus Exige racing car still with-stands the stresses of enormous wind pres sure at high speeds

D e S i g n i n g w i t h p o l y m e r S
29elements31 evonik science newsletter
The result is a highly resilient component that can be found, for example, in the body, rear wing and airdiverting elements of a racing car. Its low weight makes higher acceleration possible, and its strength ensures greater stability for faster speeds around curves. Crosscountry skiing and the biathlon also call for strength, stability and low weight, given the strong dynamic stresses suffered by crosscoun try skis. Because of its excellent dynamic properties, PMI foam as a core material can be easily shaped and therefore easily processed, and significantly reduces the weight of skis. Its superior heat and creep resistance also allow extremely short production times. This is why the Norwegian manufacturer Mad shus has been using ROHACELL® highperformance rigid foam for a number of years as the core material in its highperformance skis. Here, the material is used in a box structure with an internal foam core sheathed by fiberreinforced plastic. When the skis are manufactured, the foam panels are cut to size and then coated with the fiberreinforced material. The last stage of production creates the ski’s “bended camber,” which has a major impact on the slide characteristics of the skis on the track. Because the PMI core can be easily shaped to the required dimensions, the skis can be produced to such precise technical specifications as ri gidity, prestressing, and pressure distribution—all determined in numerous tests with professional athletes. The result is an extremely stable yet flexible crosscountry ski that can stand up to the severe strains of cold, weight, bending, and speed. Compared to models with other foam core mate r ials, the ski is also considerably lighter in weight. But there is still the question of what counts more in sports: the athlete‘s ability or the perfect material? Whether it comes to movement analyses to improve training or specially developed mate rials, high tech is now an integral part of sports. But more than anything, peak performance results from the interaction of physical fitness, perfect equipment, and the right technology. l
tive markers. Infrared cameras distributed throughout the room capture the movements from different directions based on the position of the markers. Special modeling software is then used to convert the data into a 3D model. Besides analyzing pure movement, researchers can also use this system to diagnose the performance of athletes and calculate the physical strain on the body in such areas as the knee joint. These findings then allow further optimization of training and sports equipment.
Whether motorsport or biathlon: every kilo counts
Movement and speed are also a challenge for material researchers. In Formula 1 racing, for example, speed and acceleration subject the individual parts of a car to extreme stress. Plastic components, therefore, have to be exceptionally stable and solid, and, at the same time, as light as possible. To meet these needs, ROHACELL®, a special highperformance structural foam made of polymethacrylimide (PMI), is used in sandwich constructions, which are formed by bonding a core of foamed polymethacrylimide under pressure and high temperatures to two covering layers made of carbon or glass fibers.
Skis with RoHACELL®: The sandwich structure creates a ski with optimal flexibility and dynamics, combined with ex-tremely low weight. The PMI structural foam RoHACELL® is used in a box construction—as an interior foam core sheathed by glass-fiber-reinforced plastic
Madshus skis: Its extreme strength and rigidity makes RoHACELL® foam an ideal material for lightweight yet hard-wearing skis
P
hoto
: Mad
shus
more powerful Binders
c o n t i n u o u S D i r e c t p o l y m e r i Z A t i o n
30 elements31 evonik science newsletter
DR. CoRNELIA BoRgMANN, DR. STEFANIE MüLLER, ANDREAS oLSCHEWSKI
The most important field of application for the methacrylic polymers Evonik produces through continuous direct polymerization is coatings for containers and ships. Since these are manufactured primarily in Asia, Evonik produces the polymers based on the new process in its new inte -grated methacrylic production network in Shanghai

C
A new industrial polymerization process enables the production of purer metha crylic binders for solvent-based coatings and paints. the new binders yield superior properties compared to those produced by conventional methods.
31elements31 evonik science newsletter
ontainer ships are the backbone of the world economy. Nowadays, almost all products are moved around the globe using these standard containers. The great
strength of this logistics concept is that containers enable a closed transport chain, no matter wheth er they are used on water, road or rail. Currently, almost all containers, container ships and other vessels are made in Asia—in South Korea, China, Taiwan and Japan. Their travels across the world’s oceans expose them to all the adversities of weather and sea: salt water, sun and rain afflict the surface coatings that are there to protect them against corrosion. As a result, a lot is expected of the coating system: despite mechanical and chemical stress, a coating should still offer corrosion protection after ten years. Coatings with binders made of methacrylic polymers are ideally suited to this purpose, as weather resistance, color fastness, gloss and pigment wetting are their strong points. Methacrylic polymer coatings are also easy to process. One of the advantages of methacrylate chem istry is its versatility. Evonik offers the market more than 60 different methacrylic monomers with a variety of properties, depending on how they are combined to give polymers. The hardness of the polymers can be determined by the monomer com posi tion, and the selection of the functional groups customizes the chemical properties. Con se quently, methacrylic polymers have a broad field of applications, the best known of which has to be PLEXIGLAS®. What is less well known is their abil ity as additives to improve the rheological pro p erties of hydraulic oils, or as coatings for active phar maceutical ingredients to increase the efficiency and compatibility of medicines.
c o A t i n g & B o n D i n g t e c h n o l o g i e S
Conventional production processes with compromises
The different processes available for producing acrylic binders—bulk polymerization, suspension polymerization, and solution polymerization—all have their various strengths but also exhibit weaknesses. In the oldest process for synthesizing acrylate binders, bulk or mass polymerization, the polymerization of the monomers occurs in the absence of water, for example, or organic solvents. The reaction mixture contains only the pure monomers, without processing aids, and inevita bly produces a higherpurity end product. A large variety of comonomers can be used in different formulations. Traditionally, they are produced in a batch process, which is a discontinuous reaction process. But because of its exothermicity, this kind of process is hard to control. Also, compared to the other polymerization processes, they require extremely long reaction times to generate high yields. Suspension polymerization, on the other hand, takes place in water, while solution polymerization requires an organic solvent. Compared to other methods, they both offer two clear advantages: the water and the solvent help discharge the heat generated during the exothermic polymerization reaction. The product also stays in an easytohandle form, and it can be transferred to other process steps relatively easily. Under these circumstances, suspension polymerization is considered the most efficient process. Suspension and solvent polymerization also have a few drawbacks. For example, suspension poly merization requires suspension stabil >>>
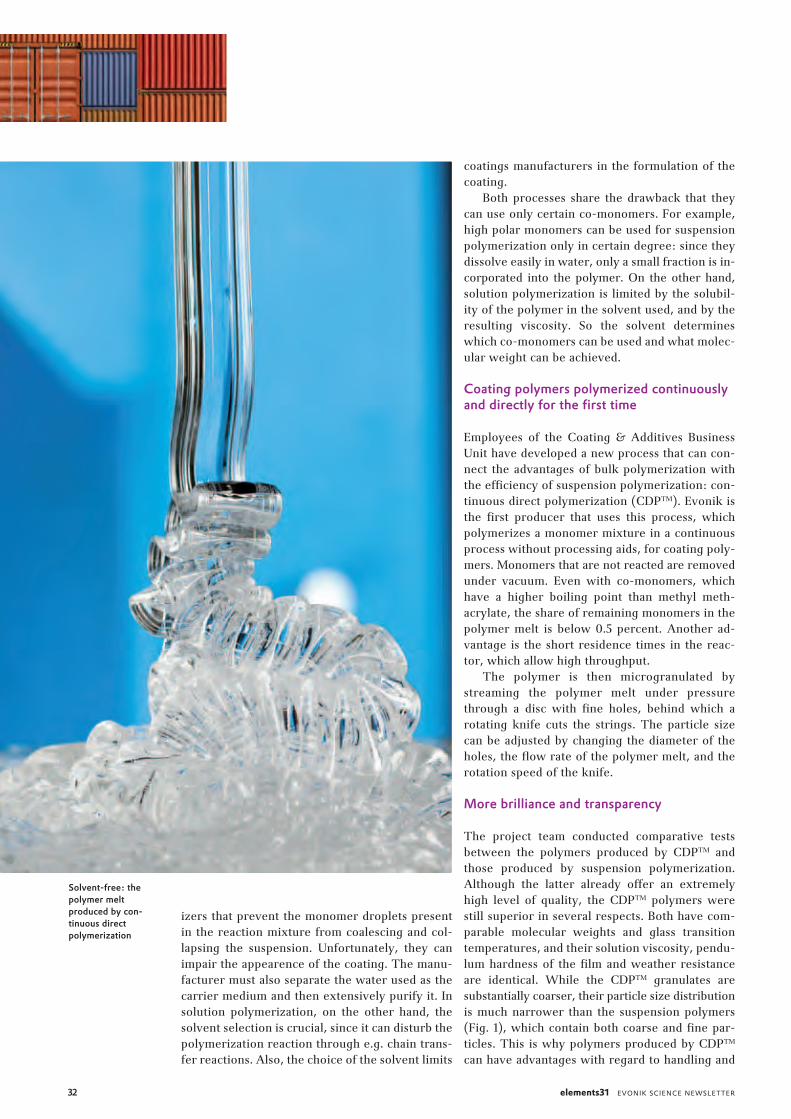
32 elements31 evonik science newsletter
coatings manufacturers in the formulation of the coating. Both processes share the drawback that they can use only certain comonomers. For example, high polar monomers can be used for suspension polymerization only in certain degree: since they dissolve easily in water, only a small fraction is incorporated into the polymer. On the other hand, solution polymerization is limited by the solubility of the polymer in the solvent used, and by the resulting viscosity. So the solvent determines which comonomers can be used and what molecular weight can be achieved.
Coating polymers polymerized continuously and directly for the first time
Employees of the Coating & Additives Business Unit have developed a new process that can connect the advantages of bulk polymerization with the efficiency of suspension polymerization: continuous direct polymerization (CDPTM). Evonik is the first producer that uses this process, which polymerizes a monomer mixture in a continuous process without processing aids, for coating polymers. Monomers that are not reacted are removed under vacuum. Even with comonomers, which have a higher boiling point than methyl meth a crylate, the share of remaining monomers in the polymer melt is below 0.5 percent. Another advantage is the short residence times in the reactor, which allow high throughput. The polymer is then microgranulated by streaming the polymer melt under pressure through a disc with fine holes, behind which a rotating knife cuts the strings. The particle size can be adjusted by changing the diameter of the holes, the flow rate of the polymer melt, and the rotation speed of the knife.
More brilliance and transparency
The project team conducted comparative tests between the polymers produced by CDPTM and those produced by suspension polymerization. Al though the latter already offer an extremely high level of quality, the CDPTM polymers were still superior in several respects. Both have comparable molecular weights and glass transition temperatures, and their solution viscosity, pendulum hardness of the film and weather resistance are identical. While the CDPTM granulates are substantially coarser, their particle size distribu tion is much narrower than the suspension polymers (Fig. 1), which contain both coarse and fine particles. This is why polymers produced by CDPTM
can have advantages with regard to han dling and
Solvent-free: the polymer melt produced by con-tinuous direct polymerization
izers that prevent the monomer droplets present in the reaction mixture from coalescing and collapsing the suspension. Unfortunately, they can impair the appearence of the coating. The manufacturer must also separate the water used as the carrier medium and then extensively purify it. In solution polymerization, on the other hand, the solvent selection is crucial, since it can disturb the polymerization reaction through e.g. chain transfer reactions. Also, the choice of the solvent limits
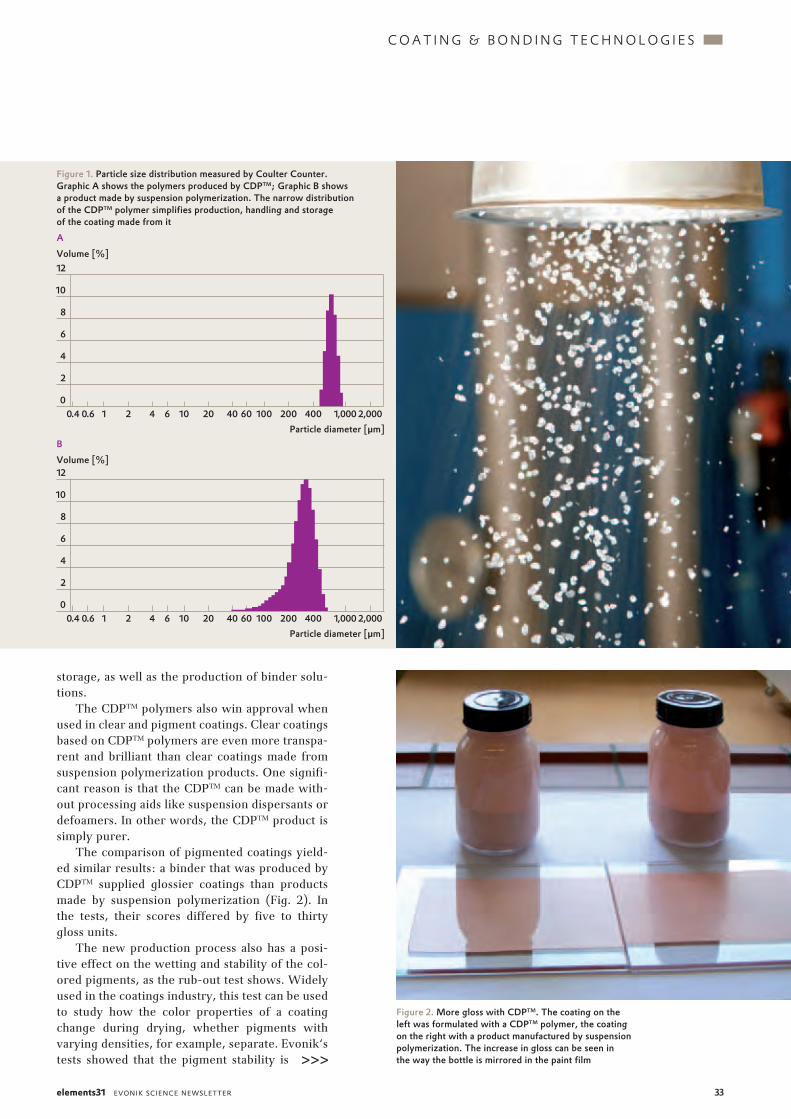
33elements31 evonik science newsletter
storage, as well as the production of binder solutions. The CDPTM polymers also win approval when used in clear and pigment coatings. Clear coatings based on CDPTM polymers are even more transparent and brilliant than clear coatings made from suspension polymerization products. One significant reason is that the CDPTM can be made without processing aids like suspension dispersants or defoamers. In other words, the CDPTM prod uct is simply purer. The comparison of pigmented coatings yielded similar results: a binder that was produced by CDPTM supplied glossier coatings than products made by suspension polymerization (Fig. 2). In the tests, their scores differed by five to thirty gloss units. The new production process also has a positive effect on the wetting and stability of the colored pigments, as the rubout test shows. Widely used in the coatings industry, this test can be used to study how the color properties of a coating change during drying, whether pigments with varying densities, for example, separate. Evonik‘s tests showed that the pigment stability is >>>
Figure 2. More gloss with CDPTM. The coating on the left was formulated with a CDPTM polymer, the coating on the right with a product manufactured by suspension polymerization. The increase in gloss can be seen in the way the bottle is mirrored in the paint film
Figure 1. Particle size distribution measured by Coulter Counter. graphic A shows the polymers produced by CDPTM; graphic B shows a product made by suspension polymerization. The narrow distribution of the CDPTM polymer simplifies production, handling and storage of the coating made from it
A
Volume [%]
B
Volume [%]
12
10
8
6
4
2
Particle diameter [µm]
0.4 0.6 1 2 4 6 10 20 40 60 100 200 400 1,000 2,0000
12
10
8
6
4
2
Particle diameter [µm]
0.4 0.6 1 2 4 6 10 20 40 60 100 200 400 1,000 2,0000
c o A t i n g & B o n D i n g t e c h n o l o g i e S

34 elements31 evonik science newsletter
significantly higher in formulations with the CDPTM products than in formulations with the suspensionpolymer products (Fig. 3). Even in the cross cutting test, which tests for adhesion, the binders produced by the new process performed far better—on steel, as well as on galvanized surfaces (Fig. 4). Here, too, the reason is the purity of the CDPTMbased polymers.
Close to market production
Project participants brought the process to industrial matur ity between 2007 and 2009. Beginning with a laboratory installation, they gradually developed a pilot plant, and then production facilities, which began full operation in Shanghai in late 2009. Each leap to the next size facility increased capacity tenfold. The production plant is part of the new integrated methacrylic production network in Shanghai, which Evonik commissioned at the end of 2009. Evonik selected the site because the key cus tomers for polymers—the paints and coat ings man ufacturers for container and ship construction in Asia—are located there. Additional fields of application for the new binders include, for example, printing inks, ceramic transfer paints, aerosol paints and coatings for plastics. Given its ad vanced technology, CDPTM is proving competitive in the Asian market. In particular, eliminating the need for solvents and water is a logistics advantage that should not be underestimated. The team members are optimistic that CDPTM technol ogy will enable them not only to develop binders with more beneficial properties but new types of binders that cannot be produced by conventional polymerization processes. Such studies are already underway at Evonik. l
DR. CoRNELIA BoRgMANNAs the director of the technical Service for coating resins, a part of the coatings & Additives Business unit, Dr. Borgmann is responsible for the product group protective coatings & ink. After studying chemistry and receiving her doctorate at the university of heidelberg, she spent her post-doctoral year researching high-through-put screening in the working group of prof. robert crabtree at yale university
in the united States. Borgmann then began her career at evonik in the r&D department of the c4 chemistry Business line in 2000. from 2004, she worked in r&D for suspension polymerization at coatings & Additives before moving to her current position in 2008.+49 6151 18-4285, [email protected]
DR. STEFANIE MüLLERSince 2007, Stefanie müller has worked as laboratory head in the innovation management Acrylic resins group of the coatings & Additives Business unit, where she is currently in charge of product development for the cDptm process and develops solution polymers for coating applications. müller studied chemistry at the universities of Kaisers-lautern and freiburg, earning her doc-torate in 2007 at the institute for macro-
molecular chemistry in freiburg, studying liquid crystalline polymers and elastomers in the working group of prof. heino finkelmann. +49 6181 59-2374, [email protected]
ANDREAS oLSCHEWSKIAndreas olschewski spent several years as a global technical sales man-ager in evonik’s coatings & Ad di tives Business unit, working as a technical adviser for Acrylic resins. After an apprenticeship as a coating techni-cian, he received his engineer ing degree from the university of Applied Science for print and media technology in Stuttgart, specializing in paints and coatings. he began
his professional career in the Applied technology, Acrylic resins department at evonik röhm gmbh in 1980. +49 6151 18-4784, [email protected]
Figure 3. The rub-out test shows that a CDPTM-produced binder (left) stabilizes pigments better than a suspension polymerization binder (right)
Figure 4. The binder produced by CDPTM (the sheet to the left on each pair) adheres significantly better to steel (left pair of sheets)...
...than suspension polymers—even when the steel is galvanized prior to coating (right pair of sheets)
Steel galvanized steel

35elements31 evonik science newsletter
news
+++ Coating technology: exchanging knowledge and building networks
for evonik, the coatings market is vital: the chemicals Business Area generates 14 percent of its sales here. this is why a close understanding of the coatings markets and their associated tech-nologies is so important. in this sector, the added value for evonik is predominantly in the production of coating raw materials and additives for coating formulations. But there are also some developments at evonik for which coating is a key production step and the added value is in the finished total system. many of these developments originate in the Science-to-Business center nanotronics at creavis. the idea behind the Science-to-Business centers of evonik’s strategic research unit creavis technologies & innovation is to combine partners from various disciplines to keep the time from idea to marketable product as short as possible.
devices and process windows for the material properties. Kit gave a total of four presentations at the event. Dr. wilfried robers, head of Aoc coating & Bonding tech-nol ogies, stressed the importance of the coating market for evonik. using examples of products such as water-based coating formulations and low-temperature crosslinkers for powder coat-ings, he demonstrated evonik’s flexible and focused position to face the special challenges of these ever-changing markets. Dr. frank weinelt, head of the Smart coatings unit of the Science-to-Business center nanotronics, discussed the develop-ment and market launch of completely new coating materials based on anti-corrosive polyorganosiloxanes produced by sol-gel processes. natalia hinrichs-tontrup, Senior process engineer of process technology, described how the process technology & engi neer-ing unit supports the business units in such areas as rheological simu lation, particularities in the production of coating materials, the selection of coating and drying technology, treatment of layers, and measuring technology for coatings. her conclusion: integrating engineering methods and expertise into coating tech-nology at an early stage can significantly shorten development times.
Prof. Wilhelm Schabel from KIT discussed…
evonik´s “coating technology—focus on wet film coating” event was held in marl in march to initiate knowledge exchange and promote network formation in the field of coating technol-ogy. the event was organized by the Area of competence (Aoc) coating & Bonding technologies and the process technology & engineering unit. A presentation by prof. wilhelm Schabel, head of thin film technology at the Karlsruhe institute of technology (Kit), en-abled a look over the horizon of the discipline as it stands now. Kit was established in 2009 as the result of a merger between the university of Karlsruhe and the Karlsruhe research center, and is the largest research institution in this field in germany. in his pre-sentation, prof. Schabel discussed the world of thin films and the current key areas of interest in the discipline. in addition to or-ganic photovoltaics and organic leDs, the most important fields include medical technology and lithium-ion batteries. evonik already operates successfully in the latter. prof. Schabel’s working group is unique for its work in visualizing and simulating mass and heat transport processes in thin layers to find the optimal coating
...the world of thin films
the poster session that followed addressed such topics as coat ing and uv crosslinking in the production of radiation-curing sili cones in essen; the expertise of the coatings & Additives Business unit in the areas of can and coil coating, industrial coat-ings and specialty applications; high-throughput methods for coat-ing color sample cards; and selectively modifying polymer sur-faces by imprinting certain structures in coatings. the session gave the more than 30 attendees the opportunity to gain disci-pline-specific knowledge and make cross-unit contacts. the event underscored that networking, both among universities and in the market, is essential for opening up new fields of activity in future-oriented markets.

Credits
PublisherEvonik Degussa GmbHInnovation Management Chemicals & CreavisRellinghauser Straße 1–1145128 EssenGermany
Scientific Advisory BoardDr. Norbert FinkeEvonik Degussa GmbHInnovation Management Chemicals & [email protected]
EditorsDr. Karin Assmann (responsible)Evonik Services GmbHEditorial [email protected]
Contributing EditorsChrista FriedlMichael Vogel
DesignMichael Stahl, Munich (Germany)
PhotosEvonik IndustriesDirk BannertKarsten BootmannDieter DeboKirsten NeumannStefan WildhirtBinkski/Fotolia (p. 30)P. Jobst/Digitalstock (p.17 right)Nazira/Fotolia (p.17 left)Volker Steger/SPL/Agency Focus (p.16 right)Stocktrek Images/Getty Images (title)
Printed byLaupenmühlen Druck GmbH & Co.KGBochum (Germany)
Reproduction only with permission of the editorial office
Evonik Industries is a worldwide manufacturer of PMMA products sold under the PLEXIGLAS® trademark on the European, Asian, African, and Australian continents and under the ACRYLITE® trademark in the Americas
Evonik Industries AgRellinghauser Straße 1–1145128 EssenGermany
www.evonik.com
events
J u N E 1 0
06/02–06/04/2010nanotoxicology 2010edinburgh (united kingdom)www.nanotoxicology2010.org/
06/07–06/11/2010formula vi – formulations for the futurestockholm (sweden)www.chemsoc.se/sidor/KK/formulavi/index.htm
06/09–06/11/2010nanoformulation 2010stockholm (sweden)www.nanoformulations2010.com
06/21–06/23/2010AcS 14th Annual green chemistry & enginnering conferencewashington d.c. (usa)www.gcande.org
J u Ly 1 0
07/04–07/08/20101st international conference on materials for energykarlsruhe (germany)http://events.dechema.de/en/enmat2010.html
08/29–09/02/20103rd euchemS chemistry congressnuremberg (germany)www.euchems-congress2010.org
A u g u S T 1 0
S E P T E M B E R 1 0
09/03–09/04/2010150th Anniversary weltkongress chemiekarlsruhe (germany)www.chem-bio.uni-karlsruhe.de/weltkongress
09/13–09/15/2010orchem 2010weimar (germany)www.gdch.de/orchem2010
09/21–09/23/2010processnet Annual meeting 2010aachen (germany)http://events.dechema.de/jt2010
09/22–09/24/201075. Jahrestagung gDch lackchemiewerningerode (germany)www.gdch.de/lackchemie2010
o C T o B E R 1 0
10/03–10/05/2010polydays 2010 - polymers in Biomedicine and electronicsberlin (germany)www.gdch.de/makro2010
10/10–10/13/2010green Solvents for Synthesisberchtesgarden (germany)http://events.dechema.de/gsfs2010.html