Embed Size (px)
Citation preview

Eu
Ma
b
c
a
ARRAA
KHNEI1A
1
fcrpartrooa
gadmt
AA
0d
Electrochimica Acta 56 (2011) 10210– 10216
Contents lists available at SciVerse ScienceDirect
Electrochimica Acta
j ourna l ho me pag e: www.elsev ier .com/ locate /e lec tac ta
lectrodeposition of high Mo content amorphous/nanocrystalline Ni–Mo alloyssing 1-ethyl-3-methyl-imidazolium chloride ionic liquid as an additive
.H. Allahyarzadeha,c,∗, B. Roozbehania, A. Ashrafib
Department of Technical Inspection Engineering, Abadan Faculty of Petroleum Engineering, Petroleum University of Technology, Abadan 63165, IranDepartment of Materials Engineering, Faculty of Engineering, Shahid Chamran University, Ahvaz, IranCorrosion Department, Iranian Offshore Oil Company, Lavan Island, Iran
r t i c l e i n f o
rticle history:eceived 9 February 2011eceived in revised form 30 August 2011ccepted 5 September 2011vailable online 14 September 2011
eywords:
a b s t r a c t
In the following research, adherent, compact and bright Ni–Mo alloy has been electrodeposited on mildsteel in the presence of ionic liquid additive 1-ethyl-3-methyl-imidazolium chloride in ammonia cit-rate solution using pulse plating technique. The textural components of the coatings were evaluatedemploying X-ray diffraction (XRD) method. Microstructure, morphology and chemical composition ofthe coatings were studied using scanning electron microscopy (SEM) and energy-dispersive X-ray (EDX)analysis. The results revealed that in the presence of ionic liquid at pH of 8.5, Ni–Mo films containing
igh Mo contenti–Mo coatinglectrodepositiononic liquid-Ethyl-3-methyl-imidazolium-chloridedditive
more than 49 wt.% Mo have been carried out whilst no proper deposits have been conducted in additivefree solution at the same condition. SEM micrographs showed different morphology of Ni–Mo depositsin the presence of ionic liquid additive. Also XRD patterns represented that present conditions lead toamorphous/nanocrystalline Ni–Mo coatings. Temperature and pH were varied for studying their effectson Ni–Mo characteristics. Moreover the effect of substrate preparation on morphology of coatings was
also investigated.. Introduction
Nickel–molybdenum alloys are of interest because of their use-ul properties. They are known of premium hardness, wear andorrosion (especially in the corrosive media containing Cl− ions)esistance. Moreover it is reported that they have special catalyticroperties [1–7]. The high electrochemical activity of the Ni–Molloys makes them widely used in modern electrochemistry-elated industry [1,4,7]. Related to electrocatalytic applications,hey serve as electrodes in the process of the hydrogen evolutioneaction [8–10], and as catalysts for hydroprocessing of aromaticils and gas phase hydrogenation of benzene [6]. The presencef molybdenum in these materials increases their electrocatalyticctivity and improves their mechanical properties.
Ni–Mo alloys can be prepared using several methods. Metallur-ical methods are not very convenient because of easy oxidationt the crystallization step and high melting temperature of molyb-
enum. Advanced processing methods such as powder metallurgy,echanical alloying, laser cladding and electrodeposition are usedo prepare molybdenum alloys [11]. The electrodeposition of these
∗ Corresponding author at: Department of Technical Inspection Engineering,badan Faculty of Petroleum Engineering, Petroleum University of Technology,badan 63165, Iran. Tel.: +98 6314420050; fax: +98 6314423520.
E-mail address: [email protected] (M.H. Allahyarzadeh).
013-4686/$ – see front matter © 2011 Elsevier Ltd. All rights reserved.oi:10.1016/j.electacta.2011.09.011
© 2011 Elsevier Ltd. All rights reserved.
alloys has been described as induced co-deposition by Brenner [12].Molybdenum cannot be deposited alone from an aqueous bath,but it could be co-deposited with an iron-group metal such asCo [13], Cr [14], Fe and Ni [15], forming an alloy [12]. Nanocrys-talline/amorphous materials can be obtained easily by electrode-position and there is also a possibility to control the grain size of thealloys from several to hundreds of nanometers. For electrochemicaldeposition of the molybdenum alloys with the iron-group metalsin most of the cases the citrate–ammonia baths are used [16–19].
Stepanova et al. [16,17] showed that if the content of Mo doesnot exceed 12–13 at.% (18–19.6 wt.%), the deposits obtained in thecitrate ammonia bath consist of just one crystallographic phase, i.e.the solid solution of Mo in nickel. When the Mo content increasesup to 18 at.% (26 wt.%), the initial indications of the formation of theamorphous/nanostructured phase arise. The Ni–Mo alloys becomequite amorphous/nanostructured when the content of Mo exceedsover 22–25 at.% (about 31–35 wt.%). The electrodeposition of high-molybdenum-content alloys from the citrate–ammonia solutionis possible, however, the very-high-molybdenum-content alloys(38 at.% of Mo or 50 wt.%), independently of the deposition rate,exhibit cracks and small pits which diminish their practical impor-tance and application [18]. It has been noted that the Ni–Mo
alloys, electrodeposited by pulse current might contain up to 41 at.%(53 wt.%) of Mo, however the morphology of the deposits was par-ticularly sensitive to the co-evolution of hydrogen, and most of thedeposits exhibited a dense net of bumps and cracks.
M.H. Allahyarzadeh et al. / Electrochimica Acta 56 (2011) 10210– 10216 10211
F sing
a d 30 ±
poaasiiaabFpaRafm
iofwoeTpbm
2
c
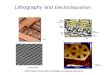
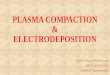
ig. 1. SEM micrographs of Ni–Mo deposits in additive free sulfate-chloride bath und b) and on mechanically polished substrate (c and d) with thickness of 28 ± 3 an
Ionic liquids are defined as molten salts with a meltingoint below 100 ◦C [20–22]. Generally, they are composed ofrganic cations, such as substituted imidazolium ions or tetra-lkyl-ammonium ions, and of inorganic or organic anions, suchs AlCl4−, PF6
−, BF4−, CF3SO3
−, and (CF3SO2)2N−. Ionic liquidshow an extraordinarily high chemical and thermal stabil-ty as well as wide electrochemical window [20,23]. Recently,t is reported that nanocrystalline aluminium, with an aver-ge crystallite size of 34 nm, can be electrodeposited withoutny additives in the ionic liquid 1-butyl-1-methylpyrrolidinium-is(trifluoromethylsulfonyl) imide saturated with AlCl3 [20].urthermore they have very low vapor pressures, even at tem-eratures as high as 300 ◦C [20]. Application of ionic liquids asn additive in deposition solution has not been well investigated.ecently Zhang et al. studied the effect of ionic liquid [BMIM]HSO4s an additive on the electrochemical deposition of copper in sul-ate electrolyte. Their results showed that addition of IL leading to
ore leveled and fine-grained cathodic deposits [24].The aim of the current research is to investigate the effects of
onic liquid 1-ethyl-3-methyl imidazolium chloride as an additiven the morphology and chemical composition of Ni–Mo coatingsormed onto mild steel substrate. All the results are comparedith those plated without additive. Ni–Mo coatings were plated
n mild steel substrates which have been prepared in two differ-nt methods including mechanical and electrochemical polishing.he morphology of mechanically polished and electrochemicallyolished substrates was quite different. Although advances haveeen made, there are still many unknown aspects concerning theechanism of action of additives.
. Materials and methods
The bath utilized for electrodeposition of the Ni–Mo alloyontained 0.1 M nickel sulfate (NiSO4·6H2O), 0.1 M nickel chloride
pulse technique at pH of 9.5 and 40 ◦C: on electrochemically polished substrate (a 3 �m, respectively.
(NiCl2·6H2O), 0.03 M sodium molybdate (Na2MoO4·2H2O) and0.25 M sodium citrate (Na3C6H5O7·2H2O) as complexing agent.The ionic liquid which was used as additive was 1-ethyl-3-methyl-imidazolium-chloride (≥95%) from Sigma Aldrich. Distilled waterwas used for electrolyte preparation. The pH of the solution wasadjusted using ammonium hydroxide or sulfuric acid. (In the caseof ionic liquid additive only ammonium hydroxide was used.)
The mild steel specimens were disk shape mounted samples,having the exposed area of 0.81 cm2. Prior to the deposition, thesubstrate was mechanically polished from 280 to 1200 grit emerypapers. Some of the specimens were electrochemically polishedusing 95% acetic acid and 5% perchloric acid solution for about1 min at the constant potential of 6 V. After that, the specimenswere washed with distilled water and immediately placed intothe electroplating bath. The mechanically polished specimens wereactivated before plating in 10% HCl aqueous solution.
The pulse plating was carried out using a computer controlledAutoLab PGSTAT302N potentiostat system and Nova 1.6 softwarefor application of pulse current and collecting the experimentaldata. Electrochemical deposition was plated in a 250 ml beaker witha conventional three electrode cell system. Ag/AgCl was consideredas reference electrode and 316 stainless steel was used as counterelectrode. The pulse parameters such as pulse current density, dutycycle and frequency were set as 8 A/dm2, 0.3 and 10 Hz respec-tively (for 35 min or 21,000 cycles and 38.115 C). Deposition wasconducted at four different temperatures of 30 ◦C, 40 ◦C, 50 ◦C and60 ◦C. For investigating the effect of pH variations, acidity was var-ied from 8.5 to 10.5. During the electrodeposition, temperature andpH were kept fixed and the electrolyte was stirred at 200 rpm usingmagnetic stirrer.
Characterization of the Ni–Mo coatings was investigated usingX-ray diffraction (XRD) technique and the patterns were collectedusing a Bruker AXS D8ADVANCE X-ray diffractometer, with Cu K�
radiation, a step size of 0.02◦ and the dwell time of 1 s. The surface

10212 M.H. Allahyarzadeh et al. / Electrochimica Acta 56 (2011) 10210– 10216
Fts
mwacd
3
3
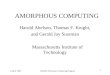
isosatbattE(Tcc
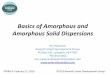
ig. 2. EDX spectra of Ni–Mo deposits in sulfate-chloride bath in additive free solu-ion using pulse technique at pH of 9.5 and 40 ◦C: on electrochemically polishedubstrate (a) and on mechanically polished substrate (b).
orphology and the microstructure of the electrodeposited layersere characterized by scanning electron microscopy (SEM) using
SERON AIS-2100 scanning electron microscope. The chemicalomposition of the Ni–Mo alloy was also determined by energyispersive X-ray (EDX) analysis using SERON AIS-2100.
. Results and discussion
.1. Electrodeposition of Ni–Mo in additive free solution
Fig. 1 shows the morphology of Ni–Mo deposits on electrochem-cally polished substrate (a and b) and on mechanically polishedubstrate (c and d) in the additive free solution. The bright surfacef Ni–Mo coatings which conducted on mild steel includes micro-phere fragments and bumps. These electrodeposits were obtainedt 40 ◦C and pH 9.5, because it has been reported that at this condi-ions the deposition efficiency is high and crack-free deposits cane obtained in citrate-ammoniacal electrolyte [28]. Citrate withmmonia was chosen because as mentioned before it seems to behe best complexing agent [25,26]. The amount of Mo content inhe nickel–molybdenum electrodeposits that was revealed by theDX spectra, was 26.3 wt.% for electrochemically polished substrate
Fig. 2a) and 22.9 wt.% for mechanically polished substrate (Fig. 2b).he amount of Mo content which conducted in present depositionondition, is in the range of %Mo which has been reported as the bestorrosion resistant [29] of nickel–molybdenum electrodeposits.Fig. 3. Relationship between temperature and Mo content of Ni–Mo coatings con-ducted from additive free citrate-ammonia solution on both mechanically andelectrochemically polished steel substrates at pH 9.5.
Temperature and pH were varied to investigate their effects onMo content in the electrodeposition process onto both mechan-ically and electrochemically polished substrates. Fig. 3 showsthe relationship between temperature and Mo content in thenickel–molybdenum deposits. EDX spectra show that the Mo con-tents of Ni–Mo coatings onto mechanically and electrochemicallypolished substrates are different. It is obvious that at fixed pH (9.5)and different temperatures, Mo content on electrochemically pol-ished substrate is quite more than that on mechanically polishedone. The differences between Mo content of the deposited layer onthe two different prepared substrates would be due to the effectof surface characteristics. The substrate surface properties couldenhance the deposition of one element or even one or more planesof the element. So, variation in the surface roughness and also thesubstrate crystallographic planes using electrochemical polishingenhance the higher Mo content of the coating at appropriate con-ditions.
Comparison between Fig. 2a and b proves previous claim. Fig. 3also indicates that at pH of 9.5 and constant pulse parametersfrom 30 ◦C to 40 ◦C, as the temperature increases, the Mo con-tent decreases, and from 40 ◦C to 60 ◦C, Mo content increaseswith increasing the temperature. Such behavior is observed forboth coatings on mechanically and electrochemically polished sub-strates. Related to temperature variations it is reported that from30 ◦C to 70 ◦C the amount of %Ni in nickel–molybdenum depositsdecreased from 83.4 wt.% to 78.8 wt.% and resulted in increasingMo content [15]; having obtained such results, direct current wasapplied and bath pH varied between 9.5 and 10.5. It is also reportedthe same behavior was obtained at 80 mA/cm2, 2000 rpm rotationrate and pH about 9.2 [18]. The effect of temperature on Mo con-tent in Ni–Mo coatings has been shown in pyrophosphate bath, andresults were quite opposite to those of sulfate solution [30].
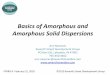
For investigating the pH effect on Ni–Mo deposits, three pH val-ues have been chosen as 8.5, 9.5 and 10.5 and they were kept duringeach deposition so that temperature maintained at fixed 40 ◦C. TheEDX spectra in Fig. 4 obviously demonstrate that at pH 8.5 Ni–Modeposits were plated very poorly so that a sharp Fe peak can beobserved over there. This fact could be due to very low cathodiccurrent efficiency as a result of hydrogen evolution reaction (HER)and lack of proper condition for alloy deposition. Nickel and spe-cially molybdenum promote hydrogen evolution reaction, on theother hand hydrogen in its turn, has very low overpotential for HER
on these two metals [31]. The relationship between pH and Mo con-tent in the nickel–molybdenum electrodeposits in Fig. 5 is clearlyobserved. This fact indicates that acidity is one of the major impor-tant deposition parameters which plays an important role during
M.H. Allahyarzadeh et al. / Electrochimica Acta 56 (2011) 10210– 10216 10213
Fig. 4. EDX spectra of Ni–Mo deposits in sulfate-chloride bath in the absence of ILas
aaEdca
FNm
Fig. 6. EDX spectra of Ni–Mo deposits in sulfate-chloride bath in the presence of
dditive using pulse technique at pH of 8.5 and 40 ◦C: on electrochemically polishedubstrate (a) and on mechanically polished substrate (b).
lloy deposition. Results represent that the Mo contents obtainedt pH 8.5 and 10.5 are less than that of electrodeposit at pH 9.5.rnst et al. investigated the effect of pH on Mo content of Ni–Mo
eposits in sulfate solution. They showed that the lowest amountathodic current efficiency of codeposition of Mo with Ni occurs atpproximately pH 8.0 [15].ig. 5. Relationship between the electrodeposition bath pH and Mo content ofi–Mo coatings conducted from additive free citrate-ammonia solution on bothechanically and electrochemically polished substrates at 40 ◦C.
1-ethyl-3-methyl-imidazolium-chloride additive using pulse technique at pH of 8.5and 40 ◦C: on electrochemically polished substrate (a) and on mechanically polishedsubstrate (b).
3.2. Electrodeposition of Ni–Mo in the presence of IL additive
Despite poor deposition of nickel–molybdenum films at pH of8.5 in additive free electrolyte, in the presence of ionic liquid addi-tive (10 ppm) interesting and promising results were obtained atexactly the same condition. EDX spectra clearly reveal that in thepresence of just 10 ppm 1-ethyl-3-methyl-imidazolium chlorideionic liquid as an additive, the Mo content of nickel–molybdenumcoatings exceeds more than 49 wt.% on electrochemically polishedsubstrate (Fig. 6a), and greater than 50 wt.% on mechanically pol-ished substrate (Fig. 6b). These promising results were obtainedwhilst in additive free solution very poor deposit has been con-ducted. So it could be observed that electrodeposition of highMo content Ni–Mo alloy coatings was carried out in the pres-ence of just 10 ppm ionic liquid additive with above mentionedconditions (pulse current density 8 A/dm2, frequency f = 10 Hz,duty cycle � = 0.3, 21,000 cycles and 38.115 C). Other researcherdeposited high Mo nickel–molybdenum coatings using very highforced convection about 4000 rpm rotation rate [18,32]. MaximumMo content which can be obtained under a high forced convec-tion and 4000 rpm rotation rate was 48 wt.% [18,32], whereas inthe current study and in the presence of 10 ppm 1-ethyl-3-methyl-imidazolium chloride ionic liquid additive more than 50 wt.% Mo
was obtained only with 200 rpm rotation.In this part, the differences between Mo content of the depositedlayer on different prepared substrates would be due to either theeffect of surface properties or the effect of IL content of the solution

10214 M.H. Allahyarzadeh et al. / Electrochimica Acta 56 (2011) 10210– 10216
F e of 1a olishe
aiptto
fptootpsdt
Fa
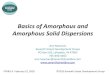
ig. 7. SEM micrographs of Ni–Mo deposits in sulfate-chloride bath in the presencnd 40 ◦C: on electrochemically polished substrate (a and b) and on mechanically p
nd its effect. However, the substrate surface properties, variationn the surface roughness and also the substrate crystallographiclanes using electrochemical polishing could enhance the deposi-ion of one element or even one or more planes of the element; buthe presence of ionic liquid could enhance or inhibit the Mo contentf the coating at different deposition conditions.
Fig. 7 represents different morphologies and microstructuresor Ni–Mo coatings conducted in citrate-ammonia solution in theresence of 10 ppm ionic liquid additive at pH of 8.5 and 40 ◦C. Inhis figure effect of surface preparation on morphologies can bebserved. Fig. 7a and b shows the morphology of Ni–Mo depositsnto electrochemically polished substrate and Fig. 7c and d exhibitshe Ni–Mo morphology on mechanically polished substrate. Com-
arison between these SEM micrographs obviously illustrated thaturface preparation can influence the surface morphology of Ni–Moeposited at pH of 8.5 and in the presence of ionic liquid addi-ive. For more investigation of this idea, the morphology of Ni–Moig. 8. SEM micrographs of Ni–Mo deposits in sulfate-chloride bath in the presence of 1nd 50 ◦C: on electrochemically polished substrate (a) and on mechanically polished subs
ethyl-3-methyl-imidazolium-chloride additive using pulse technique at pH of 8.5d substrate (c and d) with thickness of 38 ± 3 and 45 ± 3 �m, respectively.
which conducted at 50 ◦C in the presence of ionic liquid was studiedusing electron microscope (Fig. 8). Fig. 8a shows the morphologyof deposit on electrochemically polished substrate which differsfrom surface morphology of coatings onto mechanically polishedsubstrate (Fig. 8b).
For investigating the effect of temperature on the Ni–Mo coat-ings in the presence of 10 ppm 1-ethyl-3-methyl-imidazoliumchloride ionic liquid, temperature was varied from 40 ◦C to 60 ◦Cwhilst pH was kept at 9.5 (pulsing parameters were also kept fixed).Fig. 9 illustrates the variation of Mo content as a function of temper-ature at constant pH 9.5. As shown in Fig. 9, at the temperature equalto 50 ◦C, maximum amount of Mo in deposits could be obtained.This behavior of increasing and then decreasing the Mo content
with arising temperature, is repeated for both mechanically andelectrochemically polished substrates. But the only matter whichcan be induced from Fig. 10 is that the variation for electrochemi-cally polished substrate is less than that for mechanically polished-ethyl-3-methyl-imidazolium-chloride additive using pulse technique at pH of 9.5trate (b) with thickness of 30 ± 3 and 32 ± 3 �m, respectively.

M.H. Allahyarzadeh et al. / Electrochimica Acta 56 (2011) 10210– 10216 10215
Table 1Grain size of amorphous/nanocrystalline Ni–Mo coatings electrodeposited from sulfate-chloride solution at 40 ◦C in the presence of 1-ethyl-3-methyl-imidazolium chlorideadditive.
Mo content (wt.%) Bath pH Temperature (◦C) Surface preparation Grain size (nm) Thickness (�m) Current efficiency (%)
50 ± 1 8.5 40 Mechanically polished 15 45 ± 3 8749 ± 1 8.5 40 Electrochemically polished 20 38 ± 3 7732 ± 1 9.5 40 Mechanically polished 9 38 ± 3 7433 ± 1 9.5 40 Electrochemically po29 ± 1 10.5 40 Mechanically polishe25 ± 1 10.5 40 Electrochemically po
Fig. 9. Relationship between temperature and Mo content of Ni–Mo coatingsdeposited from citrate-ammonia solution in the presence of 1-ethyl-3-methyl-imidazolium-chloride additive on both mechanically and electrochemicallypolished substrates at pH 9.5.
Fig. 10. Relationship between the electrodeposition solution pH and Mo content ofNi–Mo coatings deposited from citrate-ammonia solution in the presence of 10 ppm1-ethyl-3-methyl-imidazolium chloride ionic liquid additive on both mechanicallyand electrochemically polished substrates at 40 ◦C.
Table 2Grain size of amorphous/nanocrystalline Ni–Mo coatings electrodeposited from sulfate-chadditive.
Mo content (wt.%) Bath pH Temperature (◦C) Surface preparation
32 ± 1 9.5 40 Mechanically polishe33 ± 1 9.5 40 Electrochemically po38 ± 1 9.5 50 Mechanically polishe37 ± 1 9.5 50 Electrochemically po31 ± 1 9.5 60 Mechanically polishe32 ± 1 9.5 60 Electrochemically po
lished 20 35 ± 3 69d 13 35 ± 3 67lished 12 32 ± 3 62
substrate. Moreover it should be noted that the cathodic currentefficiency was decreased as a result of temperature increasing.
Besides temperature investigation, pH variations have been alsoinvestigated. Fig. 10 illustrates the Mo content of Ni–Mo depositsas a function of pH on both mechanically and electrochemicallypolished substrates in the presence of 10 ppm ionic liquid additiveand 40 ◦C. This figure represents that in the presence of ionic liquidadditive and 40 ◦C, Mo content decreases when the acidity of thebath is increased. The results demonstrated that cathodic currentefficiency decreases by increasing the solution pH and the maxi-mum efficiency was obtained at pH of 8.5. As mentioned before atpH of 8.5, Ni–Mo alloys were deposited with more than 50 wt.% Mocontent in the presence of 10 ppm ionic liquid additive (EDX spectrain Fig. 6). This fact is in contrast to the results which were obtainedby other authors in additive free solution [15]. However, Ernst et al.[15] have reported the lowest cathodic current efficiency at pH of 8;current research demonstrated maximum current efficiency (87%)at pH of 8.5 in the presence of IL (Tables 1 and 2).
3.3. X-ray diffraction analysis
The structural properties of the deposits were determinedusing X-ray diffraction method (Fig. 11). Patterns A and B arerelated to Ni–Mo deposits in the presence of 1-ethyl-3-methyl-imidazolium chloride ionic liquid as an additive at pH 8.5 ontomechanically and electrochemically polished substrates respec-tively. Moreover patterns C and D are related to the coatings whichwere deposited at the same condition at pH 9.5. Regarding the X-rayspectra of the nickel–molybdenum coatings, it should be noted thatthe amorphous-like Ni–Mo structure resulted in the appropriatewidening of the diffraction peaks. The diffractograms in Fig. 11 rep-resent the shapes typical for the nanostructured deposits becausethe solid solution of Mo in Ni was supersaturated. These shapescontain one broad peak placed in the same 2� position about 44◦.The mean crystal sizes determined from the peak width using theScherrer’s equation modified by Warren and Biscoe [33]:
� = 0.94�
cos �
where � is the position of the peak in the diffractogram, is an
integral peak broadening (in radians) which approximated [34] asfull width at half maximum (FWHM), � is the wavelength (in A)and � is the grain size. For estimating the crystal size, an averagevalue is considered for FWHM (or ˇ). Table 1 represents the meanloride solution at pH 9.5 in the presence of 1-ethyl-3-methyl-imidazolium chloride
Grain size (nm) Thickness (�m) Current efficiency (%)
d 9 38 ± 3 74lished 20 35 ± 3 69d 13 32 ± 3 60lished 10 30 ± 3 58d 10 25 ± 3 48lished 13 25 ± 3 48

10216 M.H. Allahyarzadeh et al. / Electrochim
Fig. 11. X-ray diffractograms obtained for Ni–Mo alloys plated from sulfate chloridesolution and in the presence of 10 ppm 1-ethyl-3-methyl-imidazolium chloride attemperature 40 ◦C: (A) pH of 9.5 onto mechanically polished substrate, (B) pH of 9.5onto electrochemically polished substrate, (C) pH of 8.5 onto mechanically polishedsubstrate, and (D) pH of 8.5 onto electrochemically polished substrate.
Fig. 12. X-ray diffractograms obtained for Ni–Mo coatings deposited from sulfate-c3
cisatdom[ew
tAX
[
[[[[[[[
[[[[
[[[
[[
[[[[[
hloride solution at temperature 40 ◦C and pH 8.5 in the presence of 10 ppm 1-ethyl--methyl-imidazolium chloride (�: MoO2, �: NiO, �: Ni, Fe).
rystal sizes of Ni–Mo deposits at different pH onto both mechan-cally and electrochemically polished substrates. The mean grainizes on nickel–molybdenum coatings at different temperature arelso listed in Table 2. All the results in Tables 1 and 2 demonstratehat, at present condition, nickel–molybdenum coatings have beeneposited with amorphous/nanocrystalline structure. The resultsbtained in this work agree well with the calculations and experi-ents done by Donten et al. [35], Zhang et al. [36], Mousavi et al.
27] and Chassaing [29]. It has been noted that when the Mo contentxceeds 20 at.% (29 wt.%), the alloy gives wide X-ray diffractograms,hich proves that the deposit is nanostructured [27,36].
For more investigation of the structural properties, one ofhe specimens was heat treated at 680 ◦C in the furnace for 1 h.fter heat treating, the Ni–Mo structure was evaluated using-ray diffraction method again. The new XRD diffractograms
[[[[[
ica Acta 56 (2011) 10210– 10216
(Fig. 12) obviously represent a fully crystalline structure. This factclearly exhibits that amorphous/nanocrystalline structure convertscompletely to a fully crystalline structure. The diffractogram inFig. 12 confirms previous results in Fig. 11.
4. Conclusion
In the presence of 1-ethyl-3-methyl-imidazolium chloride as anadditive, Ni–Mo alloy coatings containing more than 49 wt.% Mohave been electrodeposited at pH 8.5 onto mild steel from aque-ous ammonia citrate solution using pulse plating technique. Thispromising result was obtained so that, at the same conditions, noproper deposits were conducted in additive free solution. More-over, present conditions lead to the deposition of Ni–Mo coatingswith amorphous/nanocrystalline structure.
Acknowledgments
The authors gratefully acknowledge the technical staff at thePetroleum University of Technology. Also authors would like toappreciate Mr. Shali and Mr. Shahvar for their assistance.
References
[1] C.-C. Hu, C.-Y. Weng, J. Appl. Electrochem. 30 (2000) 499.[2] T.E. Tsenta, V.M. Knyazheva, T.V. Svistunova, Y.M. Kolotyrkin, D. Zakharin, Prot.
Met. 25 (1989) 28.[3] D. Landolt, Plat. Surf. Finish. 88 (2001) 70.[4] W.K. Hu, X.J. Cao, F.P. Wang, Y.S. Zhang, Int. J. Hydrogen Energy 22 (1997) 621.[5] M.P. Astier, G. Dji, S.J. Teichner, Appl. Catal. 72 (1991) 321.[6] J.F. Kriz, H. Shimada, Y. Yoshimura, N. Matsubayashi, A. Nishijim, Fuel 74 (1995)
1852.[7] C. Fan, D.L. Piron, A. Steb, P. Paradis, J. Electrochem. Soc. 1 (1994) 382.[8] F.C. Crnkovic, S.A.S. Machado, L.A. Avaca, Int. J. Hydrogen Energy 29 (2004) 249.[9] P.R. Zabinski, H. Nemoto, S. Meguro, K. Asami, K. Hashimoto, J. Electrochem.
Soc. 150 (2003) C717.10] A. Kawashima, E. Akiyama, H. Habazaki, K. Hashimoto, Mater. Sci. Eng. A 905
(1998) 226.11] E. Gomez, E. Pellicer, E. Valles, J. Electroanal. Chem. 556 (2003) 137.12] A. Brenner, Electrodeposition of Alloys, Academic Press, New York, 1963.13] A. Brenner, P.S. Burkhead, U.S. Pat. 2,653,127, September (1953).14] C.C. Ma, U.S. Pat. 2,516,227, July (1950).15] D.W. Ernst, R.F. Amlie, M.L. Holt, J. Electrochem. Soc. 102 (1955) 461.16] L.I. Stepanova, O.G. Purovskaja, V.V. Sviridov, Russ. J. Appl. Chem. 73 (2000) 66.17] L.I. Stepanova, O.G. Purovskaja, V.N. Azarko, V.V. Sviridov, Ser. Chem. Sci. (1997)
38.18] E.J. Podlaha, D. Landolt, J. Electrochem. Soc. 143 (1996) 885.19] E.J. Podlaha, D. Landolt, J. Electrochem. Soc. 143 (1996) 893.20] F. Endres, ChemPhysChem 3 (2002) 144.21] F. Endres, M. Bukowski, R. Hempelmann, H. Natter, Angew. Chem. Int. Ed. 42
(2003) 3428.22] K.R. Seddon, J. Chem. Technol. Biotechnol. 68 (1997) 351.23] R. Hagiwara, Y. Ito, J. Fluorine Chem. 105 (2000) 221.24] Q.B. Zhang, Y.X. Hua, Y.T. Wang, H.J. Lu, X.Y. Zhang, Hydrometallurgy 98 (2009)
291.25] E. Chassaing, M.P. Roumegas, M.F. Trichet, J. Appl. Electrochem. 25 (1995) 667.26] L.S. Sanches, S.H. Domingues, A. Carubelli, L.H. Mascaro, J. Braz. Chem. Soc. 14
(2003) 556.27] R. Mousavi, K. Raeissi, A. Saatchi, Int. J. Mod. Phys. B 22 (2008) 3060.28] M. Cherkaoui, E. Chassaing, K. Vu Quang, Plat. Surf. Finish. 74 (1987) 50.29] E. Chassaing, N. Portail, A. Levy, G. Wang, J. Appl. Electrochem. 34 (2004) 1085.30] N.W. Hovey, A. Krohn, G.M. Hanneken Jr, J. Electrochem. Soc. 110 (1963) 362.31] N.V. Krstajic, V.D. Jovic, Lj. Gajic-Krstajic, B.M. Jovic, A.L. Antozzi, G.N. Martelli,
Int. J. Hydrogen Energy 33 (2008) 3676.
32] E.J. Podlaha, M. Matlosz, D. Landolt, J. Electrochem. Soc. 140 (1993) L149.33] B.E. Warren, J. Biscoe, J. Am. Ceram. Soc. 21 (1938) 259.34] A.L. Patterson, Phys. Rev. 56 (1939) 978.35] M. Donten, H. Cesiulis, Z. Stojek, Electrochim. Acta 50 (2005) 1405.36] Q. Zhang, Z.C. Li, C. Lin, B.X. Liu, E. Ma, J. Appl. Phys. 87 (2000) 4147.