Embed Size (px)
Citation preview

K1 Competence Center - Initiated by the Federal Ministry of Transport, Innovation and Technology (BMVIT)
and the Federal Ministry of Science, Research and Economy (BMWFW).
Funded by the Austrian Research Promotion Agency (FFG), Land Steiermark and the Styrian Business
Promotion Agency (SFG).
Hier “rcpe ppt header Large 01.emf” platzieren
Efficient Control of Continuous Pharmaceutical Manufacturing
Processes
Stephan Sacher
evon up2date, 21.6.2016

Overview
21.6.2017 evon up2date Slide 2
Traditional vs advanced pharmaceutical manufacturing
Advanced pharmaceutical control concept
Process Analytical Technology
Active process control
PharmControl

Batch vs Continuous Manufacturing
21.6.2017 evon up2date Slide 3
Traditional batch-based manufacturnig
Continuous manufacturing based on a sequence of unit operations
Continuous manufacturing with an integrated continuous process
QA, material handling
and storage
Blending step in batch
and continuous mode

Benefits of Continuous Manufacturing
21.6.2017 evon up2date Slide 4
Reduce variability
Improve robustness
Better utilization of capacities
Standardized development effort
Shorten supply chains
Smaller footprint
Less working capital
Reduced complexity of logistics
Individualize manufacturing
Cost effectiveness

Expertise for Advanced Pharmaceutical Manufacturing
21.6.2017
Manufacturing Science
RTRT
CM Control
Strategies
Mass-flow Under -standing
Process Economics
evon up2date Slide 5
Concepts for 100% quality control through
manufacturing line
Development and adaptation of novel PAT tools
Soft sensor concepts
Basic engineering of plant layout (interfaces,
mass transport, buffers, etc.)
Test runs to determine the system dynamics
Evaluation of RTDs (experimental and modeling)
Development of process models
Flow sheet modeling and sensitivity analysis
Model based controller design and in silico
implementation
Techno-economic profiling of manufacturing
routes

Advanced Control Concept including PAT Strategy and OOS Handling
21.6.2017 evon up2date Slide 6
Risk based process analysis
Definition of a QTPP and associated CQAs
Assessment of relation between single unit operations and CQAs
Criticality assessment of process parameters and definition of CPPs
Development of a PAT strategy in order to
monitor quality in-line
handle out of spec material
initiate process control actions
Development of process models
Development of a hierarchical control strategy
Design of model based controllers
Implementation of a closed loop control
No active process control, just
reaction on events
Discharge of OOS material
(intermediates, product)
Closed loop control, e.g. model
predictive control
Mitigation of OOS material

Risk-based Process Analysis - Influence Factors on Final Product Quality
21.6.2017 evon up2date Slide 7
Definition of a QTPP for a model drug product and
associated CQAs
Assessment of relation between single unit
operations and CQAs of intermediates and final
product
Criticality assessment of process parameters and
definition of CPPs
For PPs marked in red, in-process control actions are
considered
Feeding-Blending step as example
CQA final DF: content uniformity
CQAs FBU: blend homogeneity, blend ratio
CPPs FBU: feeder refill, feed rate, blender
speed, fill volume, blender set-up (e.g. weir)

Process Analytical Technology - Motivation
evon up2date 21.6.2017 Slide 8
Fixed and approved process
Any change might be dangerous
0
0,2
0,4
0,6
0,8
1
1,2
0 5 10 15 20
Product Quality
Sources of variability Yet, variable product quality
Responsibility for people

Process Analytical Technology - Motivation
evon up2date 21.6.2017 Slide 9
Process is understood
and product quality ensured for a design space
0
0,2
0,4
0,6
0,8
1
1,2
0 5 10 15 20
Product Quality
Sources of variability
are understood and the
process controlled
Quality is ensured during production
Responsibility for people
Generating process knowledge
In-line monitoring
Active process control
Real-time release testing

Full Process Analytical Technology Concept Steps in drug manufacturing call for different analyses and analytical technologies
evon up2date 21.6.2017 Slide 10
Production
Step
Crystallization Drying Blending Granulation Compaction Coating
Material Crystals / Solvent Slurry Granular Material Agglomerates Compacted Powder Tablets / Pellets
CMA/CQA Crystal Size Water Content Homogeneity Particle Size Content Uniformity Coating Thickness
Method PI NIRS NIRS FBRM CI OCT
Control Temp. Gradient Air Flow Blender Speed Pressure Quality Check Spray Time
Data Layer for data archiving, process understanding, and multi-unit control actions
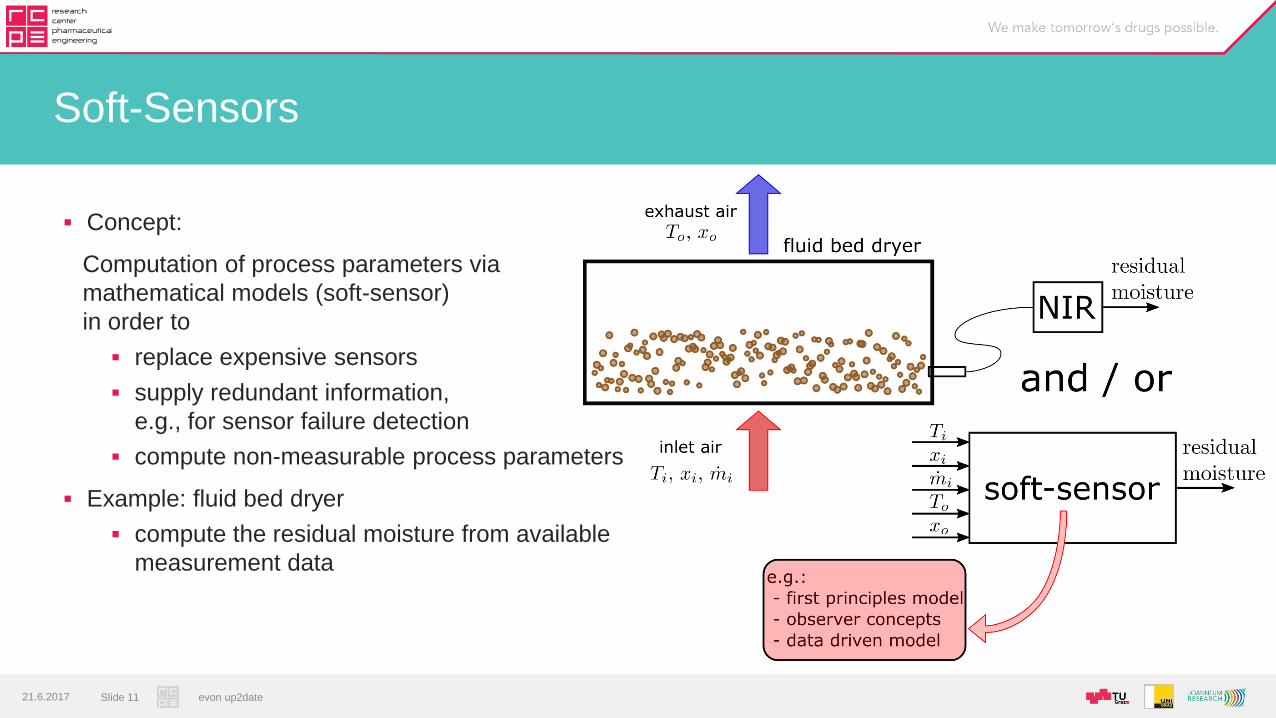
Soft-Sensors
Concept:
Computation of process parameters via
mathematical models (soft-sensor)
in order to
replace expensive sensors
supply redundant information,
e.g., for sensor failure detection
compute non-measurable process parameters
Example: fluid bed dryer
compute the residual moisture from available
measurement data
evon up2date 21.6.2017 Slide 11

Process Control Out of Spec Handling and Residence Time Distribution
21.6.2017 evon up2date Slide 12
NIR Controller
Time delay due to
Acquisition rate
Data treatment, e.g. chemometrics and prediction
Reaction time of discharge unit
OOS
In Spec Intermediate
Knowledge about RTD is crucial for
Correct discharge of OOS material, release of entire batch
Material tracking and batch definition

RTD Measurements and Modeling for a Blender
Addition of tracer impulse at the
inlet of the blender
Acquisition of impulse response
using a camera on top of
conveyor belt
Data processing: extraction of
color values (tracer intensity)
using Matlab
Fit of RTD model with
experimental data
21.6.2017 evon up2date Slide 13
Time in s
Tra
cer
Inte
nsity
Camera
Time in s
Tra
cer
Inte
nsity
Residence Time Distribution of Blender
t=0

Process Control Model Predictive Control (MPC) for a Feeding Blending Unit
evon up2date 21.6.2017 Slide 14
Actuating signals are computed by solving an optimization problem
Constraints (e.g. minimum/maximum mass hold-up) are considered
Multi-input, multi-output systems can be handled straightforward
Setup:
Block diagram:
Idea of MPC:
Mathematical plant
model, e.g.:
- first principles model
- data driven model

Process Control, Simulation Results
evon up2date 21.6.2017 Slide 15

PharmControl
21.6.2017 evon up2date Slide 16
Project Name: Efficient Control of Continuous Pharmaceutical Production
Project duration: 1.1.2017-31.12.2018
Project type: FFG funded project
Project partners:
RCPE GmbH
evon GmbH
Institute of Automation and Control, Graz University of Technology
Merck KGaA & Co. Spittal

Operative Project Goals
21.6.2017 evon up2date Slide 17
Realisation of continuous manufacturing line in RCPE technical lab
Direct compaction line
DC + HME pelletization
Development of process models
Development of control strategies
OOS handling
Model predictive control
Realization of in-line process monitoring (PAT) and real time process data acquisition
Development and design of control hierarchy and controllers
Development of observer / soft sensor concepts
Implementation of control concept in manufacturing line and execution of runs
Including Start and Stop
Events, long term runs

Layout of Continuous Model Process
21.6.2017 evon up2date Slide 18
Feeding
Feeding
Hot Melt Extrusion
Blending
Tableting
Cooling Track
Strand Pelletizer
Powders
Blend
Strands
Tablets
Pellets
Powders
Unit o
pera
tions
Raw
mate
rials
, in
term
edia
tes,
pro
ducts

Definition of CQAs and CPPs
21.6.2017 evon up2date Slide 19
CQAs to be monitored
Hoppers: fill level (no CQA)
Extrusion: temperature, API homogeneity
Cooling track: temperature, quality, diameter
Pelletizer: PSD
Blender: homogeneity
Tablet press: weight, thickness, hardness
CPPs to be controlled
Feeders: rotation, mass flow rate, total mass
Extrusion: barrel tempertures, rotation,
pressure, torque
Cooling track: cooling air
Pelletizer: intake speed, knife speed
Blender: rotation, mass flow/ hold up
Tablet press: diverse (pressures, turret speed,
etc.)

Definition of Controlled and Manipulated Variables
21.6.2017 evon up2date Slide 20
Stellgröße / Manipulated variable Regelgröße / Controlled variable
turret speed tablet press level hopper tablet press
feeder set-points
feed frame speed tablet press Variation compaction pressure
blender speed NIR probe after blender (blend
homogeneity)
feeder set-points
level hopper pellet feeder
NIR probe after blender / extruder (API
concentration)
feeder refill intervall / refill time
(pneumatic transport unit) level hopper pellet feeder
intake speed strand pelletizer,
knife speed pelletizer PSD after pelletizer
temperature extruder strand temperature

Development of Process Models
21.6.2017 evon up2date Slide 21
Unit operation Modelled parameters Description
Feeder Mass flow rate of feeder,
including feed disturbances
Blender RTD model, Fokker-Planck
Extruder RTD model, Fokker-Planck
1D/3D SPH model
LoLiMoT
Soft sensor model
Strand cutter Pellet length, PSD, pellet
diameter
Mechanistic model based on
intake and cut velocity
Tablet Press Mass flow
Hopper fill level
Weight, thickness, hardness
Dependent on turret speed
RTD model, Fokker-Planck
Soft sensors based on
process parameters

Control Concept for Homogeneity at Feeding/Blending
Based on concentration/homogeneity measurement adaption of
Feeder set-points
Blender speed
If material cannot be kept in-spec OOS handling (discharge flap)
21.6.2017 Slide 22 evon up2date

Process Example Trigger of a Control Action Based on Spectroscopic Data
21.6.2017 evon up2date
Feeding/blending unit
Blend is transported via
conveyor belt
NIR for monitoring of
concentration
Discharge of out of spec
material by means of a
vacuum cleaner
M M
API
EXC
QRC 001 Waste Product
Good Product
M
M
SHL
Slide 23

Detailed Experimental Set-up
evon up2date 21.6.2017
API Feeder EXC Feeder
Conveyer Belt
Blender NIR probe Vacuum
Wall
Spectrometer Control PC
Container
Separate control units
for feeders and blender
Connected to the
control software
Nominal concentration
of 5 % API
API feed rate 5 kg/h
Intentional increase of
API concentration
Slide 24

Information Flow
evon up2date 21.6.2017
Feeder set points and
actual values (mass) are
accessible via OPC
Blender set point and
actual value (rotation
speed) is accessible by
Modbus
Fiber optic connection
between NIR probe and
spectrometer
The recorded spectrum is
transferred to the OPC
server at the control PC
The control PC performs
the spectral interpretation
and triggers the vacuum
OPC
TCP/IP
Light
Modbus
SentroRemoteOPCServer
XAMControl
SentroSuite
SentroOPCDriver
Slide 25

Supervised Test Run
evon up2date 21.6.2017
API feeder is set to 10 kg/h
API level is increasing, spectra
outside of the specified
concentration range are
measured
API concentration reaches
trigger level, relay is set active
(note the purple rectangle in the
SCADA) and the vacuum is
turned on
Vacuum is running. Note the
black line on the conveyer belt,
where powder is cleared by the
vacuum
Slide 26
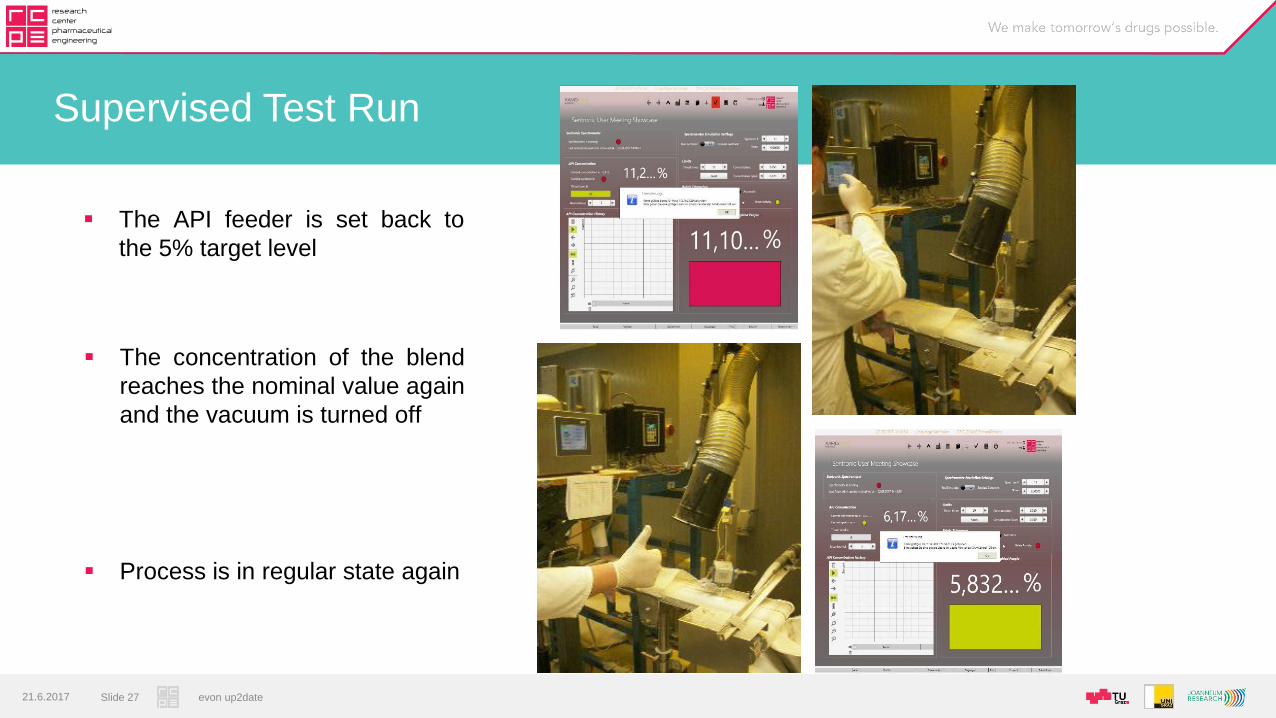
Supervised Test Run
evon up2date 21.6.2017
The API feeder is set back to
the 5% target level
The concentration of the blend
reaches the nominal value again
and the vacuum is turned off
Process is in regular state again
Slide 27

Acknowledgement
21.6.2017 evon up2date Slide 28
Thank you for
your attention!
RCPE:
Julia Kruisz
Jakob Rehrl
Otto Scheibelhofer





























