Embed Size (px)
Citation preview

EFFECTS OF ANGLED STITCH REINFORCEMENT
ON FOAM CORE SANDWICH STRUCTURES
by
Thien Sok
A thesis submitted to the faculty of The University of Utah
in partial fulfillment of the requirements for the degree of
Master of Science
Department of Mechanical Engineering
The University of Utah
December 2010

Copyright © Thien Sok 2010
All Rights Reserved

T h e U n i v e r s i t y o f U t a h G r a d u a t e S c h o o l
STATEMENT OF THESIS APPROVAL
The thesis of Thien Sok
has been approved by the following supervisory committee members:
Daniel O. Adams , Chair 07/14/2010 Date Approved
K. Larry DeVries , Member 07/14/2010
Date Approved
David W. Hoeppner , Member 07/14/2010
Date Approved
and by Timothy A. Ameel , Chair of
the Department of Mechanical Engineering
and by Charles A. Wight, Dean of The Graduate School.

ABSTRACT
The mechanical effects of varying stitch angles in stitched sandwich structures
were investigated. A repeatable fabrication method was developed for stitching Kevlar
yarn through sandwich panels of polyurethane foam and dry woven carbon fiber
facesheets. Unstitched, 30o, 45o, 60o, and 90o stitch orientations, measured from the
horizontal, were used throughout the study. Mechanical tests of flatwise tension, flatwise
compression, and core shear were performed to observe the stiffness and strength effects
of the different stitch configurations. With only a measured areal density increase of 2-
7%, stitches oriented at 90o were found to nearly double out-of-plane tensile stiffness and
strength while compressive stiffness and strength increased only modestly. Stitches
oriented at 30o and 45o were found to increase shear stiffness and strength by as much as
70% and 100%, respectively. Analytical models were developed to predict out-of-plane
tensile modulus and shear modulus using a rule-of-mixtures approach to account for the
separate constituent properties. As expected, the model predicts 90o as the optimal stitch
orientation for flatwise tension stiffness; however, 35.2o was found to be optimal for
shear stiffness. Agreement between model predictions and experimental measurements
were within 15% for the core shear model and within 4% for the flatwise tension model
when compared to the average. Creep behavior of the varying stitch angle reinforced
sandwich structures was also investigated. Portable spring loaded creep test fixtures were

iv
specially developed to test reinforced polymer core sandwich panel configurations under
flatwise compression and core shear. Traditional creep test methods of using dead weight
were not practical for testing multiple specimens simultaneously at ‘high’ loads (above
3.5 kN in flatwise compression and 5.3 kN for core shear). The required 60 tests at 150
hours made use of servo-hydraulic and electromechanical machines for creep testing not
feasible. Low cost creep test fixtures were developed to accurately apply and sustain
load, allow for creep measurement, and be compact enough to fit six test fixtures
simultaneously in a large convection oven approximately. Use of the developed creep
test fixtures resulted in typical creep curves for polymers loaded under compression and
shear for the collected creep data with only a 3.8% and 1.2% load loss for flatwise
compression creep and core shear creep testing, respectively. Measurements of creep
under constant flatwise compressive stress indicate stitch angles of 90o decreased creep
by approximately 75% when compared with unstitched sandwich specimens.
Measurements of creep under core shear loading indicate stitch angles 30o, 45o, and 60o
decreased creep by approximately 70% when compared to unstitched sandwich
specimens.

TABLE OF CONTENTS
ABSTRACT .................................................................................................iii
LIST OF TABLES ...................................................................................... vii
INTRODUCTION ........................................................................................ 1
CHAPTERS
1. EFFECTS OF ANGLED STITCH REINFORCEMENT ON STIFFNESS AND STRENGTH PROPERTIES OF SANDWICH STRUCTURES ................................................................ 4
1.1 Abstract ............................................................................................. 4 1.2 Introduction ....................................................................................... 5 1.3 Sandwich Panel Fabrication .............................................................. 6 1.4 Flatwise Tension Testing ................................................................ 14 1.5 Flatwise Compression Testing ........................................................ 19 1.6 Core Shear Testing .......................................................................... 21 1.7 Analytical Modeling ....................................................................... 27 1.8 Discussion and Conclusions ............................................................ 37 1.9 References ....................................................................................... 39
2. CREEP OF POLYMER FOAM CORE SANDWICH STRUCTURES WITH ANGLED STITCH REINFORCEMENT ....................................... 41
2.1 Abstract ........................................................................................... 41 2.2 Introduction ..................................................................................... 41 2.3 Sandwich Panel Fabrication ............................................................ 43 2.4 Flatwise Compression Creep Testing.............................................. 51 2.5 Core Shear Creep Testing ............................................................... 56 2.6 Discussion ....................................................................................... 63 2.7 Conclusions and Recommendations ............................................... 65 2.8 References ....................................................................................... 67
3. PORTABLE SPRING LOADED CREEP TEST FIXTURES FOR SANDWICH COMPOSITES ............................................................ 69
3.1 Abstract ........................................................................................... 69 3.2 Introduction ..................................................................................... 69

vi
3.3 Test fixture development................................................................. 71 3.4 Flatwise compression creep testing ................................................. 73 3.5 Through-thickness shear creep test method .................................... 78 3.6 Creep Testing of Composite Sandwich Specimens ........................ 81 3.7 Summary ......................................................................................... 83 3.8 References ....................................................................................... 84

LIST OF TABLES
Table
1.1 Material selection ......................................................................................................... 7
1.2 Comparison of areal densities for varying stitch angles ............................................. 14
1.3 Comparison of flatwise tension tests results for varying stitch angles ...................... 18
1.4 Comparison of flatwise compression tests results for varying stitch angles ............. 22
1.5 Comparison of core shear test results for varying stitch angles ................................. 26
1.6 Material and geometry properties used in modulus models ...................................... 33
2.1 Material selection ....................................................................................................... 44
2.2 Comparison of areal densities for varying stitch angles ............................................. 51
2.3 Results for flatwise compression creep tests ............................................................. 57
2.4 Results for core shear creep tests ............................................................................... 62
3.1 Test fixture load summaries ........................................................................................ 75

INTRODUCTION
Composite sandwich structures are a special class of composite materials which,
as the name implies, consists of two thin, stiff facesheets that sandwich a thick, light core.
The core is similar to the strut of an I-beam and serves to separate the facesheets which
increases the structure’s moment of inertia. Facesheets typically consist of metal or fiber-
based composite, and the cores are often made of polymeric or metal foam, balsa wood,
or honeycomb structures. Composite sandwich panels have been used widely for many
years for their high bending stiffness and relatively low weight. To date, composite
sandwich panels have found applications in aerospace, automotive components, and
building structures.
Polymer foams are a desirable core material for their low cost when compared to
other traditional cores and their ease of manufacturing as the polymer foam can be
molded and fabricated into complex shapes. However, the polymer foams, being the
weaker of the two materials in a sandwich structure, are often a source of failure as they
are also subjected to out-of-plane tensile and compressive stresses as well as shear
stresses.
Consequently, through-the-thickness core reinforcements have appeared in many
cases in industry and in literature including through-the-thickness stitching. Stitching
was found to greatly increase out-of-plane strength and stiffness as well as reduce
debonding as a result of impacts [1]. Little work, however, has been performed on the

2
topic of varying the angle of stitch reinforcements. It was hypothesized that stitch angles
more closely aligned with 45o measured from the horizontal would increase shear
performance of the sandwich structure as it is known that under a state of pure shear
stress, the greatest tensile stress is on a plane oriented at 45o to the original element.
Since one primary use of sandwich structures are to carry bending loads, which result in
shear forces through the core, varying the stitch angle to reinforce the core could result in
more optimal designs. Therefore, knowledge of how varying the stitch angle affects the
core behavior of the sandwich panel is important and could aid in design and
optimization.
The scope of this study is three fold: First, experimentally investigate how
different stitch configurations affect stiffness and strength properties of the sandwich
structure through mechanical testing. Second, develop a model to predict the out-of-
plane tensile stiffness as well as the shear stiffness of the varying stitch angle
reinforcement sandwich panels. Third, investigate the creep performance of these same
angle-stitch reinforced sandwich panels when placed under constant load at elevated
temperatures.
The first study presented is an investigation into the stiffness and strength of
varying angle stitch reinforcement. To investigate the effect of varying stitch angles
through the sandwich structure core, a consistent fabrication technique was developed to
stitch all of the sandwich panels. Five configurations of sandwich coupons were
fabricated and tested: unstitched, 30o, 45o, 60o, and 90o when measured from the
horizontal. All panels were stitched with Kevlar yarns through six-ply dry woven carbon
fiber facesheets surrounding a polyurethane foam core. The different configurations were

3
compared through testing under flatwise tension, flatwise compression, and core shear.
An analytical model was also developed in this first study to predict the stiffness of the
different stitch configurations under flatwise tension and core shear.
Since the varying stitch angle reinforcement was hypothesized to increase
mechanical properties of the sandwich structures, it was natural to also hypothesize the
stitch reinforcement could also reduce creep deformation. Creep has been shown to
occur even at room temperatures for certain polymers, and therefore, a knowledge of
time-dependent behavior of polymer foam sandwich composites is extremely important.
Creep has been studied extensively in the areas of polymers and polymer foams; due to
the complexity of the sandwich cores as a result of the reinforcements, however,
insufficient information is known regarding their time-dependent behavior.
The second study is a creep investigation of the different reinforced polymer foam
core sandwich structure configurations. The different stitch reinforcement configurations
were creep tested under flatwise compression and core shear. Creep test fixtures were
specially developed to creep test the reinforced sandwich panels, as loads were too high
and not practical for traditional dead-weight testing. Large numbers of tests at extended
time periods were also required making servo-hydraulic and electromechanical machine
use not feasible.
The third section of this thesis is a detailed description of the spring-based creep
test fixtures used in the creep study. The creep test fixtures developed also needed to
comply with certain requirements including cost, size, and load monitoring.

CHAPTER 1
EFFECTS OF ANGLED STITCH REINFORCEMENT
ON STIFFNESS AND STRENGTH PROPERTIES
OF SANDWICH STRUCTURES
1.1 Abstract
The effects of varying stitch angles on the stiffness and strength properties of
stitched sandwich composites were investigated. A fabrication method was developed
for stitching Kevlar yarn through sandwich panels of polyurethane foam core and dry
woven carbon fiber facesheets. Mechanical tests were performed to observe the effects
of stitching. Tests included flatwise tension, flatwise compression, and core shear.
Analytical models were developed to predict out-of-plane tensile modulus and shear
modulus. Agreement between model predictions and experimental measurements were
within 15% for the core shear model and within 4% for the flatwise tension model.
Stitches oriented at 90o were found to greatly increase out-of-plane tensile and
compressive modulus as well as tensile strength. Stitches oriented at 45o and 30o were
found to produce the greatest increase in shear modulus and strength.

5
1.2 Introduction
Composite sandwich panels have been widely used for many years. Sandwich
panels have been used for their high stiffness properties without large increases in weight.
To date, composite sandwich panels have found applications in aerospace, automotive
components, and building structures. A sandwich composite is a special class
of composite material that is fabricated by attaching two thin, but usually stiff facesheets
to a lightweight and relatively thick core. The core material is normally a lower strength
material, but its higher thickness provides the sandwich composite with
high bending stiffness with overall low density. Closed cell structured foam, balsa wood,
and aluminum honeycomb are commonly used core materials. The basic concepts of a
sandwich panel are similar to an I-beam. The sandwich panel facesheets, like the flanges
on an I-beam, accomodate the tensile and compressive stresses produced from bending
loads. The core of sandwich panels, like the web of an I-beam, carry shear stresses under
bending loads.
Some common failures associated with sandwich structures are debonding
between the core and facesheets, core failure in tension or compression, and core shear
failure. Consequently, several types of through-the-thickness reinforcements have been
investigated including stitching [1-5], strut webs [7], fiber infused pre-form cores [8],
grids within the sandwich core [9], and z-pins [10], which have resulted in increases in
specific strength, flexural stiffness, flexural strength, out-of-plane tensile strength, core
shear strength, and, in many cases reduced debonding.
Although there have been several studies of core reinforcements, to date, there has
been little work done in investigating and modeling the effect of reinforcements oriented

6
at different through-the-thickness angles, specifically stitching at different angles. The
focus of this study is a comparison of five stitched sandwich panel configurations:
unstitched, 30o, 45o, 60o, and 90o stitched panels measured from the horizontal, tested in
flatwise tension, flatwise compression, and core shear. Because vertical stitches have
been used in the past to increase out-of-plane strength and modulus of sandwich
structures [1-3], it was hypothesized that stitches at 45o would more effectively increase
shear performance as it is understood that for an element under pure shear, the principal
tensile stress should be along its 45o direction. This paper presents an investigation in
using through-the-thickness stitching at various angles in composite sandwich structures.
A stitch technique is outlined for fabricating the five stitch panel configurations. Test
results are presented and a closed-form analytical model is used to predict the elastic out-
of-plane tensile modulus and shear modulus.
1.3 Sandwich Panel Fabrication
1.3.1 Material selection
The first step in comparing the performance of varying stitch angles in stitched
sandwich composites was to develop a consistent fabrication technique to manufacture
each configuration of stitched sandwich composite tested. Material selection was the first
step in the fabrication process. Selection of materials was guided by past work in the
areas of sandwich panels and stitching of sandwich panels at the University of Utah. The
core, facesheet, and stitching used are presented in Table 1.1.
The core used throughout the entire study was selected to be a closed-cell
polyurethane foam of 160 kg/m3 made by General Plastics LAST-A-FOAM FR-6710

7
Table 1.1 Material selection
Configuration Stitching Method
Facesheet Material
Core Material Curing Method
Unstitched N/A
Woven carbon fabric
T300B 3K ([0/90]6T)
[12]
EPON 862 epoxy
EPON 9553 hardener
[13]
6 plies/facesheet
Polyurethane foam (FR-6710) (General Plastics)
[11]
160 kg/m3
12.7 mm thick
Vacuum Assisted
Resin Transfer
Mold (VARTM)
30o, 45o, 60o Hand Stitched 1600 denier
Kevlar 29 yarn
90o
Manual Industrial
Sewing Machine 1600 denier
Kevlar 29 yarn
[11]. This foam was selected for its low density and the foam’s ability to be stitched.
Since a Vacuum Assisted Resin Transfer Mold (VARTM) technique would be used to
infiltrate the panels, open-cell foams could not be used because they would saturate the
foam with resin during the infiltration process. A nominal core thickness of 12.7 mm
was used for all samples.
Facesheets used in all specimens for this study consisted of six ply woven carbon
fiber. The layup was [0/90]6T. The stitching methods varied for unstitched specimens,
30o, 45o, 60o stitch specimens, and 90o stitch specimens, and are described in the next
three sections.
1.3.2 Unstitched panels and VARTM process
Using previously described materials, six plies of woven carbon fiber sheets were
used to sandwich a piece of 12.7 mm thick polyurethane closed cell foam. The panel

8
assembly was then placed on a flat aluminum tool, vacuum bag sealed, and infiltrated
using VARTM processing.
VARTM processing utilizes a vacuum and atmospheric pressure to force resin
through a bag and mold. Prior to infiltration, porous Teflon-coated fiberglass was used to
wrap the panel allowing the release of the panel upon curing. A layer of coarse nylon
mesh was placed on the top and bottom sides of the panel to assist transfer of the resin
and distribute it to the top and bottom surfaces of the panel. Two tubes were inserted into
the vacuum bag, where one tube was attached to a vacuum pump and the other was
sealed and placed in a resin container and then opened to allow the transfer of resin.
Within the vacuum bag, a breather cloth was placed towards the suction side of the bag to
absorb excess resin and allow for any gases to exit the bag. An assembly of the VARTM
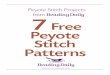
process is illustrated in Fig. 1.1.
1.3.3 90o stitched panel fabrication
90o sandwich panels, like the unstitched panels, also consisted of 6 plies of woven
carbon fiber as faces sheets sandwiching a 12.7 mm thick polyurethane closed cell foam
with the same [0/90]6T layup. The facesheets were temporarily taped in place while a
12.7 mm x 12.7 mm grid pattern was also temporarily taped onto the facesheet surface.
This grid pattern was used as a template to stitch using a Consew industrial sewing
machine, as seen in Fig. 1.2. The opposing side also had paper taped to the surface to
prevent the sewing machine feeder from moving the woven carbon pattern. Following
the stitching, the paper template was removed. The panels were stitched using 1600
denier Kevlar 29 yarn.

9
Figure 1.1 Cross section of an infiltration assembly
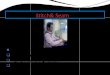
Figure 1.2 Stitching of sandwich composites using an industrial sewing machine
All stitch panels in this study used a modified lockstitch. Traditional lockstitch
techniques have equal tension on both the needle and bobbin threads and ideally have the
locked portion somewhere near the middle of the thickness. A modified lock stitch was
used, as shown in Fig. 1.3, where the upper thread is pulled completely through to the
bobbin side. This allowed for easier fabrication as the yarn intersection was made
outside the core and the yarns kept continuous through the core.

10
Figure 1.3 Diagram of traditional and modified lock stitch.
1.3.4 30o, 45o,60o panel fabrication
The fabrication process for the angled stitch panels differed as the panels were
hand stitched. The layup was exactly the same for the unstitched and 90o stitched panels.
However, the foam had predrilled holes at 30o, 45o, and 60o. The holes were made using
a water jet cutting machine with 12.7 mm between stitch rows and 12.7 mm between
stitches. The direction of the angled holes alternated from row to row. These panels
were also stitched using the same 1600 denier Kevlar 29 yarn. A diagram of an angle
stitched panel can be seen in Fig. 1.4.
A method was developed to hand-stitch the angled stitch panels with the same
modified lockstitch as the 90o panels. Prior to stitching, needles were modified as shown
in Fig. 1.5. The needle eye hole was cut at one side to allow the Kevlar yarn to pass
through similar to using the needle as a hook. With approximately 20 needles modified,
the panels could then be prepared for stitching. The facesheets were set up as if they
were a cover of a book, as shown in Fig. 1.6, exposing the core and revealing the pre-
drilled stitch holes. With the facesheet folded open to expose the core, the precut holes
were accessible so needles could be placed and pushed through, as illustrated in Fig. 1.7
(Step 1 and 2). The needles shown in Fig. 1.7 (Step 3) were then pushed through to the

11
Figure 1.4 Schematic of a stitched sandwich panel
Figure 1.5 Modified needle for stitching 30o, 45o, 60o sandwich panels

12
Figure 1.6 Stitch process with core and book-cover-like woven carbon fiber facesheets with needles placed in the core
Figure 1.7 30o, 45o, 60o, stitching process
other side until flush with the core surface using a thimble. Next, the top facesheet
shown in Fig. 1.6 was folded closed where the needles were then pushed back up through
to be sewn at each stitch, as shown in Fig. 1.7 (Step 4). A picture of the stitch process in
Fig. 1.7 (step 4) can be seen in Fig. 1.8 (left). The needle was then threaded and pulled
through the core which also pulled the Kevlar yarn through the core. Then, the needle
was removed, and the bobbin thread was passed under the new stitch, as shown in Fig.
1.7 (Step 5). The stitch was finally pulled tight, as shown in Fig. 1.7 (Step 6). The

13
process is then repeated and can be seen in Fig. 1.7, step 7-10. A finished panel can be
seen in Fig. 1.8 (right).
As the needle pushes through the foam core, cells of the closed cell foam are
pierced or compressed to rupture. These damaged cells are filled with resin during the
infiltration process resulting in a resin column, as shown in Fig. 1.9. In general, the resin
column size is proportional to the needle diameter. A 2.9 mm diameter needle is
common for industrial sewing machines. However, a needle diameter of 1.9 mm was
selected as being large enough to perform the stitching without breaking while reducing
the resin column size [1]. The predrilled holes for the 30o, 45o, or 60o stitched sandwich
panels, on the other hand, measured 1.3 mm. When the modified needles with Kevlar
would pull through, the hole would widen and a comparable resin column resulted for
both the 90o stitch panels and the 30o, 45o, and 60o stitch panels. It is noted that the resin
column diameters varied significantly within a stitch and from stitch to stitch.
Following VARTM infiltration for all stitched and unstitched panels, areal density
measurements were taken for each stitch configuration, shown in Table 1.2. Slight
Figure 1.8 Sewing process with Kevlar yarn and needle (right), typical stitched sandwich
panel surface (left)

14
Figure 1.9 90o (left), 60o (right), stitched sandwich panel with stitch and resin column
Table 1.2 Comparison of areal densities for varying stitch angles
Configuration Areal Density g/m^2 Normalized Areal Density
Unstitched 6740±82 1.00
90 Degree 7060±44 1.04
60 Degree 6920±75 1.02
45 Degree 6970±180 1.03
30 Degree 7300±170 1.07
increases in density were observed for stitched panels. Variations in density are believed
to be slight inconsistencies in infiltration where resin did not completely penetrate
through the stitches. A 60o panel with the foam removed can be seen in Fig. 1.10.
1.4 Flatwise Tension Testing
1.4.1 Flatwise tension test method
Flatwise tensile testing of the subject reinforced sandwich structures was
conducted in accordance with ASTM C297/C297M-04 [14] to investigate improvements
in interlaminar tensile strength due to stitching. Fig. 1.11 shows a typical test setup.

15
Figure 1.10 Typical 60o stitch panel with foam removed
Figure 1.11 Typical flatwise tension test setup with extensometers attached
Each coupon tested was 51 mm x 51 mm and was adhesively bonded to steel
loading blocks of the same size using Hysol 907 epoxy. All specimens were cut using a
water cooled diamond saw. Two specially designed extensometers were used to measure
the strain produced on opposite sides of the sandwich specimen during loading. The
extensometers were removed prior to failure. A total of five configurations were tested,
four with stitches and one unstitched. Each coupon containing stitches contained four
rows of centered stitches, each with four stitches in each row. It is important to note that

16
specimens containing 300, 450, and 60o stitches had only three complete (unservered)
stitches per row as the stitch extended beyond the test size. The specimens were tested
using a 44 kN electro-mechanical machine. After testing, displacements from the
attached extensometers were averaged. Out-of-plane modulus was calculated using:
𝐸 = ∙ ∙ (1.1)
where 𝑃 is load, 𝑙 is the length of the specimen, 𝑤 is the width of the specimen, and 𝜀 is
the out-of-plane strain in the z direction calculated from dividing the averaged
displacements of the extensometers by the initial thickness. Maximum stress was
calculated using:
𝜎 , = ∙ (1.2)
where 𝑃 , is the maximum load. Six specimens from each configuration were tested.
1.4.2 Flatwise tension failure modes
First, failure is defined as a large instantaneous load drop greater than 10% of
current load or as a discontinuous slope found in a stress versus strain or crosshead
displacement plot. Failure of unstitched and 90o coupons resulted in one catastrophic
failure, as shown in Fig. 1.12. Failure of the unstitched specimens resulted in a complete
separation into two halves. 90o stitch panels for most tests exhibited the same failure

17
Figure 1.12 Failure in a flatwise tension test of an unstitched (left), 90o (right) sandwich panel.
mode; stitches and foam would fail simultaneously. For the 30o, 45o, and 60o stitch
angles, the foam would separate first with the stitches still intact, resulting in a major load
drop. The two halves of the specimen did not completely separate due to stitching. Fig.
1.13 represents a typical 30o panel failure compared with a crosshead versus load plot,
where the first initial load drop results in fracture of the core. As the 30o stitch panel is
loaded further, residual strength is dependent on the stitching, as shown by an increase in
load. Failure progression is noticed as load-carrying stitches fail. At this point, the panel
has not completely separated; however, the two halves of sandwich panel can no longer
carry higher loads.
1.4.3 Flatwise tension test results
Table 1.3 shows the results obtained from flatwise tensile testing. As expected, the
out-of-plane tensile strength and modulus increase as the stitch orientation becomes more
aligned with the applied load. It is clear, from the testing, that the angle of stitch is a
significant structural parameter. With only slight increases in areal weight (see Table

18
Figure 1.13 Failure progression in flatwise tension test of a 30o stitch panel
Table 1.3 Comparison of flatwise tension tests results for varying stitch angles
Stitch Angle
Flatwise Tensile
Strength (MPa)
% Improvement
from Unstitched
Out-of-Plane Modulus of Elasticity
(MPa) (Tensile)
% Improvement
from Unstitched
Unstitched 1.04±0.14 ---- 101±4.3 ----
30o 1.27±0.21 22 112±5.2 11
45o 1.58±0.36 52 133±19 31
60o 1.88±0.14 81 155±14 53
90o 2.23±0.23 110 194±18 91

19
1.2), the stitch contribution is great. The modulus for the 90o stitch panel is nearly double
and the maximum stress attained is over twice that of the unstiched panel.
The 30o, 45o, and 60o stitch panels do not fail completely with the initial load
drop, as seen in Fig. 1.14. Since the stitches do not fail on the initial load drop, the panel,
when loaded further, was able to carry approximately half their respective maximum
loads.
1.5 Flatwise Compression Testing
1.5.1 Flatwise compression test method
Flatwise compression tests were carried out in accordance with ASTM C365-05
[15]. Because of the similarities in testing between flatwise tension and compression,
similar performances were hypothesized. A flatwise compression test is shown in Fig.
1.15. No extensometers were used to measure deflection of the tested coupon. With
minimal fixture compliance, the strains for each test were calculated from the deflection
of the crosshead using the same equations as the flatwise tension tests, Eq. 1.1 and 1.2.
Six specimens from each configuration were tested.
1.5.2 Flatwise compression failure modes
Similar failure modes were observed for all sandwich panel configurations. From
the load versus crosshead displacement plots, seen in Fig. 1.16, all configurations had a
peak load followed by a small drop in load followed by a plateau. Load was removed
after a sufficient plateau was noticed. It was concluded that the foam cores failed due to
crushing of the foam cells as little recovery was observed.

20
Figure 1.14 Stress versus crosshead displacement plots for flatwise tension tests for varying stitch angles
Figure 1.15 Typical flatwise compression test setup

21
Figure 1.16 Stress versus crosshead displacement plots of flatwise compression test for varying stitch angles
1.5.3 Flatwise compression test results
As predicted, in flatwise compression, the sandwiches with the 90o stitching
performed best with approximately a 60% improvement in maximum compressive
strength as well as a modest gain of 23% in modulus which can be seen on Table 1.4.
Surprisingly however, the there was very little gain for the 30o and the 45o stitched
panels, and even a decrease in modulus for those configurations. Having the 30o stitches
actually decreased the modulus by almost 17%.
1.6 Core Shear Testing
1.6.1 Core shear test method
Interlaminar shear tests were conducted in accordance to ASTM C 273-00 [16].
A series of coupons, 51 mm x 203 mm, were prepared from the same five stitch

22
Table 1.4 Comparison of flatwise compression tests results for varying stitch angles
Angle
Flatwise Compressive
Strength (Mpa)
% Improvement
from Unstitched
Out-of-Plane Modulus of
Elasticity (Mpa) (Compressive)
% Improvement
from Unstitched
Unstitched 2.60±0.03 ---- 45.7±1.1 ----
30o 2.68±0.05 3.4 38.1±2.3 -17
45o 2.81±0.04 8.3 44.3±0.4 -3.2
60o 3.02±0.15 16 47.0±2.6 2.7
90o 4.16±0.18 60 56.2±1.3 23
configurations and tested. Two steel plates were adhesively bonded to the face of each
coupon using Hysol 907 Epoxy and can be seen in Fig. 1.17 (left) where the line of load
passes through opposing diagonal corners. A measure of shear stiffness was made using
the same extensometers used for flatwise tensile testing, as seen in Fig. 1.17 (right).
These extensometers were attached using aluminum angle pieces bonded to the steel
loading plates. Using this configuration, the extensometers measured the relative axial
motion occurring between the opposing faces of the sandwich composite specimen.
Shear stress was calculated as follows:
𝜏 = ∙ (1.3)
where P is load, L is the length of the specimen, and b is the width of the specimen.
Shear modulus was calculated using:

23
Figure 1.17 Core shear test schematic with sandwich panel showing load from corner to corner (left), typical core shear test setup with extensometers attached (right)
𝐺 = ∙∙ (1.4)
where S is the slope of the initial portion of the load-deflection curve (∆P/∆u) where u is
the displacement of the loading plates measured using the extensometers and t is the
initial thickness of the specimen.
1.6.2 Core shear failure modes Two main types of failure occurred for the differing stitch configurations. For the
unstitched and the 90o, failure resulted in a shearing and complete separation of the two
halves, as shown in Fig. 1.18.
Failure of the 30o, 45o, and 60o panels resulted in foam failure with a large drop in
load while the two halves remain together, as seen in Fig. 1.19. In the 30o, 45o, and 60o

24
Figure 1.18 Failure in a core shear test of an unstitched (left) and a 90o (right) sandwich panel
Figure 1.19 Failure in a core shear test of a 30o stitch panel
stitch panels, the angle direction alternated from row to row resulting in every other row
to be loaded in tension, and their alternating rows to be loaded in compression. This can
be seen in Fig. 1.20 (left) where the Kevlar yarn is severed near the bottom facesheet and
in Fig. 1.20 (right), buckling of the stitches can be seen near the centers of each stitch.
1.6.3 Core shear test results
Note that because each specimen with angled stitching had alternating directions
of stitches (+θ to a -θ orientation in adjacent stitch rows), only half the stitches were
effectively loaded in tension during shear loading. It is understood for an isotropic
element under pure shear, the principle tensile stress should be along its 45o direction.

25
Figure 1.20 Tensile failure (left), buckling failure (right) of stitches under core shear testing (foam removed)
Therefore, there was considerable interest to see how the Kevlar stitching would affect
the shear behavior of the sandwich structure. Table 1.5 shows the results obtained from
interlaminar shear testing. Significant improvements in both shear strength and shear
modulus was observed using all four stitch angles investigated. The highest values of
shear strength and modulus were recorded for the 30° and 45° stitch orientations,
respectively.
Plots of the shear stress versus crosshead displacement are found in Fig. 1.21. For
the unstitched panel, complete failure was noticed. Stitched panels, on the other hand,
have a progression of failures similar to the flatwise tension tests previously described.
Core shear testing of the stitched sandwich specimens resulted in failure with significant
load drop; however, the stitching would hold the sandwich specimen together. As the
specimen is loaded further, some increase in load is noticed with significant crosshead
displacement.

26
Table 1.5 Comparison of core shear test results for varying stitch angles
Stitch Angle
Core Shear Strength (MPa)
% Improvement from Unstitched
Core Shear
Modulus (MPa)
% Improvement from Unstitched
Unstitched 0.84±0.03 ---- 47.8±6.2 ----
30o 1.68±0.03 100 75.8±4.1 58
45o 1.62±0.09 93 81.1±8.8 70
60o 1.54±0.06 83 59.3±6.2 24
90o 1.51±0.002 79 52.6±6.7 10
Figure 1.21 Shear stress versus crosshead displacement plots of core shear tests for varying stitch angles

27
1.7 Analytical Modeling
A model, adapted from an analysis of strut webs [7], was developed to predict the
elastic behavior of the varying stitched sandwich configurations. Using a mechanics-of-
materials-based approach, an analytical solution was developed to predict out-of-plane
modulus as well as shear modulus. Using a rule-of-mixtures (springs in parallel)
approach, the stitch contribution can be accounted for by its area fraction. The rule-of-
mixtures approach assumes relative strain as equal for the foam and stitch. An easy to
use analytical solution was developed to predict out-of-plane modulus and shear modulus
of the sandwich structure as functions of the foam modulus, stitch modulus, stitch angle,
stitch area, stitch spacing, and the stitch row spacing.
1.7.1 Out-of-plane tensile modulus
An analytical model has been developed to predict the out-of-plane tensile
modulus. A diagram of a model element is shown in Fig. 1.22. To model the out-of-
plane tensile modulus, a mechanics-of-materials-based approach to model the stitch was
taken. A rule-of-mixtures was used to account for the foam and stitch contribution to the
modulus by way of area fraction.
Starting from a global coordinate system (refer to Fig. 1.22) and using a rule-of-
mixtures, the stitch and foam contribution to the modulus is given by the relationship:
𝐸 = 𝐸 𝛼 + 𝐸 (1 − 𝛼) (1.5)

28
Figure 1.22 Out-of-plane tensile modulus model with stitch
where 𝐸 , 𝐸 , and α are the out-of-plane stitch contribution to the modulus, the
out-of-plane foam modulus, and area fraction of the stitch, respectively. First the stitch is
assumed to be a two-force member with pinned-pinned boundary conditions at the top
and bottom of the stitch. 𝐸 can be related to stress and strain of the stitch given as:
𝐸 = (1.6)
where, 𝜎 𝑠𝑖𝑛𝜃 , is the vertical stress component of the stitch, where 𝜎 and 𝜃 , and 𝜀 are
the axial stress in the stitch, the stitch angle with respect to the horizontal, and the out-of-
plane strain, respectively. The lateral forces are assumed to be balanced due to the
alternating stitch pattern. The axial stress in the stitch is then defined as:

29
𝜎 = 𝜀 𝐸 (1.7)
where 𝜀 and 𝐸 are the axial stitch strain and axial stitch modulus, respectively. The
axial strain in the stitch can then be related to the global out-of-plane strain by way of
strain transformation equations:
𝜀 = ±𝛾 𝑐𝑜𝑠𝜃 𝑠𝑖𝑛𝜃 + 𝜀 sin 𝜃 (1.8)
where 𝛾 is the shear strain in the subject element. It is assumed that for a uni-axial
load, or stress only in the z-direction, the shear strain is zero or 𝛾 = 0. After
substitution of variables for axial strain and simplifying, the stitch contribution to the
global out-of-plane modulus results in the relation:
𝐸 = 𝑠𝑖𝑛 𝜃 𝐸 (1.9)
Finally, area fractions are defined as: 𝛼 = (1.10)
where 𝐴 , 𝑎 , and 𝑏 are the stitch cross-sectional area, stitch spacing, and stitch row
spacing, respectively. After substituting into the original out-of-plane modulus equation,
Eq. 1.5, the final equation results in the relation:

30
𝐸 = 𝑠𝑖𝑛 𝜃 𝐸 + 𝐸 1 − (1.11)
1.7.2 Shear modulus
An analytical shear model was also developed using a mechanics-of-materials-
based approach. A rule-of-mixtures was again used to account for the addition of stitches
shown in Fig. 1.23. Using area fractions to account for the stitch contribution to the shear
modulus, the model starts with the relation:
𝐺 = 𝐺 α + 𝐺 (1 − 𝛼) (1.12)
where 𝐺 , 𝐺 , and α are the effective shear modulus contribution from the
stitch, the shear modulus of the foam, and the stitch area fraction, respectively. The stitch
is still assumed to be a two-force member with pinned-pinned boundary conditions at the
top and bottom of the stitch. 𝐺 can be related to stress and strain of the stitch
given in Eq. 1.13:
𝐺 = (1.13)
where, 𝜎 𝑐𝑜𝑠𝜃 , is now the horizontal stress component of the stitch, where 𝜎 and 𝜃 ,
and 𝛾 are the axial stress in the stitch, the stitch angle with respect to the horizontal,
and the global shear strain, respectively. Axial stitch stress is defined as:

31
Figure 1.23 Shear modulus model with stitch
𝜎 = 𝜀 𝐸 (1.14)
where 𝜀 and 𝐸 are the axial stitch strain and axial stitch modulus, respectively. The
axial strain of the stitch can be related to the global shear strains by way of strain
transformation equations:
𝜀 = 𝛾 𝑐𝑜𝑠𝜃 𝑠𝑖𝑛𝜃 + 𝜀 sin 𝜃 (1.15)
where 𝛾 and 𝜀 are the global shear strain for the stitch and the global out-of-plane
strain for the stitch, respectively. For a pure shear loading condition, the out-of-plane
strain is assumed to be zero or 𝜀 = 0. After variable substitution of variables and
simplifying, the resulting global shear modulus for the stitch results in the relationship:

32
𝐺 = 𝑐𝑜𝑠 𝜃 𝑠𝑖𝑛𝜃 𝐸 (1.16)
Thus, after variable substitution, replacing the area fractions, 𝛼, with that found in Eq.
1.12, and simplifying, the global shear modulus for the stitched sandwich structure results
in the model written as:
𝐺 = 𝑐𝑜𝑠 𝜃 𝑠𝑖𝑛𝜃 𝐸 + 𝐺 1 − (1.17)
1.7.3 Material properties for model
To completely model the out-of-plane modulus and the shear modulus of the
different stitch sandwich configurations, three material properties and four stitch
geometries were required. The material properties required included: 𝐸 , 𝐺 , and 𝐸 , which are the out-of-plane modulus of the foam, shear modulus of the foam, and
stitch modulus, respectively. The stitch geometries needed included: 𝜃, 𝑎 , 𝑏 , and 𝐴
which are the stitch angle, stitch spacing, row spacing, and the stitch cross sectional area,
respectively. Material and geometry parameters used for modeling are shown in Table
1.6. 𝐸 and 𝐺 , were obtained from experimental data collected from the
previously described flatwise tension and core shear tests of unstitched panels. 𝐸 , the modulus of the stitch, was obtained from previous work performed at the
University of Utah [1], where a rule of mixtures was also used to determine the modulus
of the stitch. 𝐸 was calculated as:

33
Table 1.6 Material and geometry properties used in modulus models
E G θ as bs As
Foam 101 Mpa 47.8 Mpa ----- ----- ----- -----
Stitch 10.1 GPa ----- varying 12.7 mm 12.7 mm 1.47 mm2 𝐸 = 𝐸 𝑉 + 𝐸 𝑉 (1.18)
where the diameter of the Kevlar and resin were measured using vernier calipers to
calculate the volume fractions and the Kevlar/resin moduli were determined from
references [17, 18]. 𝐸 was found to be 10.1 GPa.
Stitch geometries, stitch spacing, row spacing, and stitch angle were all previously
defined. However, in using the stitch as a lumped parameter instead of Kelvar and resin
separately, an in-situ approach was taken to obtain an effect area of the stitch using the
previously described model. The effective stitch area was found using the previously
described flatwise tensile modulus model: Eq. 1.11, 90o stitch specimen test data, and
unstitched specimen data. The effective out-of-plane modulus for the 90o stitch panel
was assumed as 194 MPa taken from experimental data. 𝐸 was found to be 10.1 MPa
from previous work performed at the University of Utah. 𝐸 was measured as
101MPa from unstitched specimen test data. The geometries 𝜃, 𝑎 , and 𝑏 are defined as
90o, 12.7 mm, and 12.7 mm, respectively. Finally, solving for 𝐴 , 1.47 mm2 is the
resulting effective stitch area. With this area, the effective diameter was found to be
approximately 1.37 mm. In short, the model was curve fit to the 90o experimental data
point.

34
The needle diameter used for the 90o stitched panels was 1.9 mm (refer to section
2.3) which is larger than the in-situ diameter found. This may be due to a varying
diameter along the stitch as well as variation from the reported manufacturer material
properties used in obtaining the stitch modulus. Measurements taken of the resin
columns varied over the length of the stitch as well as from stitch to stitch. This in-situ
approach is, in effect, an average stitch area.
This effective in-situ area of the stitch found, using the out-of-plane modulus
model, was also used in the shear modulus model. With all model parameters defined,
predictions can be made at varying stitch angles.
1.7.4 Model results
Agreement between model predictions and experimental measurements were
within 15% for the core shear model and within 4% for the flatwise tensile model when
compared to the average.
The predicted and measured moduli values for the flatwise tension tests are
presented in Fig. 1.24. The out-of-plane modulus model presented above used material
properties from the unstitched and the 90o, so an exact match between the experimental
and predicted values at those two points is expected. The predicted values at the
remaining angles matched extremely well when compared to the average, within 4%.
The model was extremely accurate for the out-of-plane tensile predictions even though
the 30°, 45°, and 60° panels had only three complete stitches per row (refer to section
3.1), where the fourth stitch was severed due to the size of the coupon whereas the 900
stitched coupon had four complete stitches.

35
Figure 1.24 Comparison between predicted and measured out-of-plane modulus (tension)
The predicted and measured values for shear modulus are presented in Fig. 1.25.
The shear model used core shear experimental test data from the unstitched panels. All
other properties were kept the same. It is known that an isotropic material loaded under
pure shear will have maximum tensile and compressive forces along its 45o, but 35.2o
was found to be the mathematical maximum prediction. The results of the core shear test
do not indicate a clear maximum as the 30o and 45o stitch panels performed statistically
similar.
The model also does not take into account the alternating stitch direction. It is
known from the flatwise compression tests that the behavior of stitching in some cases, at
low angles of 30o, and 45o (refer to section 4.3), may decrease the effective modulus of
the sandwich core under compression. Due to the alternating stitch pattern of the 30o, 45o
and 60o, under load, the core shear tests effectively apply tensile loads to only half the

36
Figure 1.25 Comparison between predicted and measured shear modulus
stitches, while the other half are loaded under compression previously described in the
core shear test section and seen in Fig. 1.20. The stitches loaded under compression do
contribute to the overall shear modulus; however, the lower contribution from these
stitches may be a factor in the differences seen in Fig. 1.25 for the 30o and 60o panels
between the predicted and measured shear modulus values.
Due to the accuracy at 45o, it is hypothesized that these 45o stitches loaded in
compression contribute relatively more, as seen in Table 1.4. The 90o stitch specimens
were shown to increase the modulus by approximately 23% when compared to the
unstitched specimens, while the 60o specimens only had an increase in modulus of 2.7%
and the 30o and the 45o stitch specimens resulted in a decrease in modulus. In other
words, the 45o stitch reinforcement under compression found in a core shear test

37
contribute relatively more when compared to the other stitch angles under compression
due to flatwise compression results.
1.8 Discussion and Conclusions
A repeatable stitch method was developed and presented for the fabrication of
30°, 45°, 60°, and 90o stitch panels so that mechanical performances of these
configurations could be compared. Up to a 7% increase in areal density was recorded.
Out-of-plane tensile strength, tensile modulus, compressive strength, compressive
modulus, shear strength, and shear modulus have been investigated for the five
configurations of stitch reinforced polyurethane sandwich structures. As expected, the
out-of-plane tensile strength and modulus increases as the stitch orientation becomes
more aligned with the applied load with the highest load and modulus reported in the 90o
stitch panel. Whereas stitch failure occurred initially in the 90° stitched specimens, an
initial foam failure occurred in the three angled stitch configurations: 30°, 45°, and 60°
keeping the test coupon together during testing. Also, as predicted, the out-of-plane
compressive strength favored the 90o stitching angle as well as a modest gain of 23% in
modulus. Surprisingly however, there was very little gain for the 30o and the 45o stitched
panels in terms of compressive strength, and even a decrease in compressive modulus.
Significant improvements in both shear strength and shear modulus was observed using
all four stitch angles investigated. The highest values of shear strength and modulus were
recorded for the 30° and 45° stitch orientations, respectively. Increases in areal density
and cost of stitching are tradeoffs to these increases in stiffness and strength. Stitch

38
reinforcements may be optimized for use limiting their increases in weight and cost while
significantly improving performance.
Analytical models were also developed for out-of-plane tensile modulus as well
as interlaminar shear modulus. Material properties used in the models were obtained
from experimental data. An effective in-situ area was also obtained from the data.
Agreement between model predictions and experimental measurements were within 15%
for the core shear model and within 4% for the flatwise tension model when compared to
the average. The discrepancies between the shear model and measured values were
thought to have come from the alternating stitch pattern which resulted in compressive
stress for half the angled stitches. Compressive performance is quite low for stitches not
aligned to the loading direction. Alternating stitch patterns during core shear testing
loaded half their respective stitches in tension and half in compression. The model
assumed properties for all stitches were in tension. The model predicted the 45o stitch
specimens more accurately leading to a hypothesis that the 45o stitches loaded under
compression contribute relatively more than any other angle. The area fraction
parameters assume the contribution of the stitches to be linear. One reservation to these
models is that the limits of this assumption may need to be validated at extreme area
fractions. Extremely high or low area fraction percentages may yield unexpected
behavior. Overall, the closed form models presented predicted the out-of-plane and shear
modulus within 15% and include parameters for stitch angle, stitch spacing, and row
spacing which could be easily implemented in design.
Using stitching to reinforce sandwich core performance is feasible. Adding stitch
reinforcement is a tradeoff due to increases in areal density and cost. The addition of

39
strong, lightweight fibers, such as Kevlar, only slightly increases density by as little as 2-
7%, while performance gains are potentially large with more than doubling the stiffness
and strength in some cases. The ability to use stitches at different angles enables designs
to be optimized for improved load handling. Optimization has always been important to
the class of composite materials and sandwich structures. The approaches presented
above may provide additional tools for the designer to reinforce sandwich cores.
1.9 References
1. Stanley, L.E., 2001, “Development and Evaluation of Stitched Sandwich Panels,” Master’s thesis, University of Utah, Salt Lake City, UT. 2. Gharpure, S.S., 2006, “Failure Mechanisms of Stitched Sandwich Composite Under Interlaminar Loading,” Master’s thesis, University of Utah, Salt Lake City, UT. 3. Lascoup, B., et al., 2006, “On the Mechanical Effect of Stitch Addition in Sandwich Panels,” Compiegne Cedex : Composites Science and Technologies, 66, 1385-1398. 4. Raju, I.S. and Glaessgen, E.H., 2001, “Effect of Stitching on Debonding in Composite Structural Elements,” Analytical and Computational Methods Branch Langley, Hampton. 5. Mouritz, A. P., 2003, “Fracture and Tensile Fatigue Properties of Stitched Fiberglass Composites,” Institute of Mechanical Engineers Materials: Design and Applications, Melbourne, 218 L. 6. Mouritza, A. P., et al., 1999, “Review of Applications for Advanced Three-Dimensional Fibre Textile,” Composites, Melbourne, A 30 1445–1461. 7. Stoll, F. and Banerjee, R., 2001, “Measurement and Analysis of Fiber-Composite-Reinforced-Foam Sandwich Core Material Properties,” International SAMPE Symposium and Exhibition, Long Beach, CA. 8. . Stoll, F., et al, 2004, “High-Performance, Low-Cost Infusion Cores for Structural Sandwich Panels,” Proceedings of SAMPE, Long Beach, CA, May 16-20. 9. Muthyala, V. D., 2007, “Composite Sandwich Structure with Grid Stiffened Core,” Master’s thesis, Osmania University, Hyderabad, India.

40
10. Mouritz, A. P., 2006, “Compression Properties of Z-Pinned Sandwich Composites,” Journal of Material Science, Melbourne, Australia, 41:5771-5774. 11. LAST-A-FOAM FR-6710 Polyurethane Foam, General Plastics Manufacturing Company, Tacoma, WA. 12. Synthetic Carbon Fiber Fabric I.O.P. Woven, Class 70, BGF Industries, Inc., Los Angeles CA. 13. BPF 862 Epon Resin, RSC 9553 Curing Agent, E.V. Roberts Corporation, Carson, CA. 14. American Society for Testing and Materials, 2004, “Standard Test Method for Flatwise Tensile Strength of Sandwhich Constructions,” West Conshohocken, PA, ASTM C 297/C 297M-04, 0-8031-4228-5. 15. American Society for Testing and Materials, “Standard Test Method for Flatwise Compressive Properties of Sandwich Cores,” West Conshohocken, PA, ASTM 365/C 365M-05, 0-8031-4228-5. 16. American Society for Testing and Materials, “Standard Test Method for Shear Properties of Sandwich Core Materials,” West Conshohocken, PA, ASTM C 273-00, 0-8031-4228-5. 17. Barbero, E. J., 1998, Introduction to Composite Materials Design, Taylor & Francis, Inc, Philadelphia, PA, pp. 5-85. 18. Swanson, S. R., 1997, Introduction to Design and Analysis with Advanced Composite Materials, Prentic Hall, Upper Saddle River, NJ. Chap 2-4

CHAPTER 2
CREEP OF POLYMER FOAM CORE SANDWICH STRUCTURES
WITH ANGLED STITCH REINFORCEMENT
2.1 Abstract
Creep behavior of polyurethane foam/CFRP sandwich structures with varying
stitch angle reinforcement was investigated. Stitch reinforcement was hypothesized to
limit creep deformation in polymer core sandwich structures. A stitch method was
developed to fabricate sandwich structures with varying stitch angles. Portable creep test
fixtures were developed to test the subject sandwich specimens under flatwise
compression and core shear loading at elevated temperatures. Results from flatwise
compression loading indicate that 90o stitch angles decrease creep deformation by
approximately 75% when compared to unstitched sandwich specimens. Under shear
loading, stitch angles of 30o, 45o, and 60o decreased creep deformation by approximately
70% when compared to unstitched sandwich specimens.
2.2 Introduction
Polymer foams are widely used as core materials of sandwich structures. Polymer
foam cores in sandwich panels, in addition to creating a relatively high bending stiffness

42
per unit weight, may be easily mass-produced. Polymer foam core sandwich structures
are increasingly being considered for load bearing components. However, such polymers
have been known to creep and exhibit large irrecoverable strains, even at room
temperature, limiting their use and life in structural applications. Creep deformation is
important to consider, not only under high temperature loadings, but also in designs that
use polymers at a large range of temperatures and stress levels.
Much work has been performed on the topic of polymer creep [1-3] resulting in
empirical models, mechanical analogs, and constitutive models. These models have been
extended to the creep of polymer foams [4-5], where linear viscoelasticity theory is
adapted for high-strain creep. Similar polymer creep models have also been used to
predict the creep behavior of sandwich structures with foam cores in various loading
conditions [6-7].
In addition to the use of monotonic foam cores in sandwich panels, through-the-
thickness reinforcements, such as stitching and other inserts, have been used in the past to
improve sandwich core strength, stiffness, and facesheet debonding performance [8-12].
Stitching has been found to significantly increase the out-of-plane tensile strength and
core shear strength [8-9]. The fiber direction also affects the creep resistance of carbon
fiber/epoxy laminates, reducing the creep deformation of the polymer, provided the fiber
direction is aligned in the direction of loading [13]. Therefore, it has been hypothesized
that through-the-thickness stitching at angles aligned with the loading direction could
reduce creep deformation. To date, no published research investigations have focused on
investigating the creep behavior of stitch-reinforced foam core sandwich structures.

43
In this investigation, fabrication procedures were developed to introduce stitching
at 30o, 45o, 60o, and 90o angles as measured from the horizontal through polyurethane
foam core sandwich specimens. Creep testing was performed using specially designed
fixtures that produced flatwise compression and core shear loading. These tests were
used to assess the affect of stitch angle orientation on the creep behavior of sandwich
structures.
2.3 Sandwich Panel Fabrication
Five sandwich configurations were investigated in this study: unstitched, 30o, 45o,
60o, and 90o stitched configurations. The same materials were used in all configurations,
as shown in Table 2.1. The facesheets consisted of six plies per facesheet ([0/90]6T) of
woven carbon fabric T300B 3K [14]. The core material used was a closed cell
polyurethane foam (FR-6710 from General Plastics) [15], with a density of 160 kg/m3,
and a nominal thickness of 12.7 mm. The closed cell foam was selected for its low
density and the foam’s ability to be stitched. Open-cell foams could not be used because
resin would saturate the foam during the infiltration process. All specimens were cured
using a Vacuum Assisted Resin Transfer Mold (VARTM) technique, as shown in Fig.
2.1.
2.3.1 90o stitched panel fabrication
All stitch specimens in this study used 1600 denier Kevlar 29 yarn with a
modified lockstitch. Traditional lockstitch techniques have equal tension on both the
needle and bobbin threads and ideally have the locked portion somewhere near the
middle of the thickness. A modified lock stitch was used, where the upper thread is

44
Table 2.1 Material selection
Configuration Stitching Method
Facesheet Material
Core Material Curing Method
Unstitched N/A
Woven carbon fabric
T300B 3K ([0/90]6T)
[12]
EPON 862 epoxy
EPON 9553 hardener
[13]
6 plies/facesheet
Polyurethane foam (FR-6710) (General Plastics)
[11]
160 kg/m3
12.7 mm thick
Vacuum Assisted
Resin Transfer
Mold (VARTM)
30o, 45o, 60o Hand Stitched 1600 denier
Kevlar 29 yarn
90o
Manual Industrial
Sewing Machine 1600 denier
Kevlar 29 yarn
Figure 2.1 Cross section of a VARTM infiltration assembly

45
pulled completely through to the bobbin side, as shown in Fig. 2.2. This allowed for
easier fabrication as the yarn intersection was made outside the core and the yarns kept
continuous through the core.
The 90o stitch specimens were stitched using a Consew industrial sewing machine
for convenience and speed. A needle diameter of 2.9 mm is common for industrial
sewing machines. However, previous work performed at the University of Utah [8]
suggests an optimal needle diameter of 1.9 mm being large enough to perform the
stitching operation without breaking while minimizing the diameter of the resin column
surrounding the stitch yarn.
To stitch, facesheets were temporarily taped in place while a 13 mm x 13 mm grid
pattern was also temporarily taped on top of the facesheets to provide a stitch template, as
shown in Fig. 2.3. The opposing side also had paper taped to the surface to prevent the
feeder teeth from damaging the dry woven carbon fibers. Following stitching, the paper
template was removed.
2.3.2 30o, 45o,60o panel fabrication
The fabrication process for the angled stitch specimens differed slightly as the
stitches were hand stitched. The layup was exactly the same for the unstitched and 90o
stitched specimens. However, holes were premachined at 30o, 45o, and 60o using a water
jet cutting machine. All stitch rows were spaced 12.7 mm from each other with 12.7 mm
spacing between stitches. The direction of the angled holes alternated from row to row.
A diagram of an angle stitched panel can be seen in Fig. 2.4.

46
Figure 2.2 Diagram of traditional and modified lock stitch.
Figure 2.3 Stitching of sandwich composites using an industrial sewing machine.

47
Figure 2.4 Schematic of a stitched sandwich panel
A method was developed to hand-stitch angled stitch specimens with the same
modified lockstitch as the 90o specimens. To stitch, the facesheets were set up as if they
were a cover for a book, as shown in Fig. 2.5. Modified needles, produced by cutting the
needle eye hole at one side, were placed in the predrilled holes. These modified needles
allowed the Kevlar yarn to pass through allowing the needle to be used as a hook, as
shown in Fig. 2.6. Approximately 20 needles were used to stitch larger panels row by
row. A step-by-step diagram is illustrated in Fig. 2.7. With the facesheet folded open, as
shown in Fig. 2.5, needles were placed in each premade hole (Fig. 2.7 Step 1 and 2). The
needles were then pushed through the other side using a thimble (Fig. 2.7 Step 3). With
the needles pushed through, the cover, seen in Fig. 2.5, was then folded back over the
core and the needles were pushed back through the dry facesheets, ready to be stitched at
each needle (Fig. 2.7, Step 4). A picture of the stitch process at step 4 can be seen in Fig.
2.8 (left). The needle was threaded and pulled through, then removed and the

48
Figure 2.5 Stitch process with core and book-cover-like woven carbon fiber facesheets with needles placed in the core
Figure 2.6 Modified needle for stitching 30o, 45o, 60o sandwich specimens

49
Figure 2.7 30o, 45o, 60o sandwich specimen stitching process
bobbin thread passed under the new stitch, (Fig. 2.7 Step 5). The stitch was finally pulled
tight, (Fig. 2.7 Step 6). The process was then repeated and can be seen in Fig. 2.7, Step
7-10. This process was repeated row by row for the entire panel. A finished panel can be
seen in Fig. 2.8 (right).
As the needle pushes through the foam core, cells of the closed cell foam are
pierced or compressed to rupture. These damaged cells are filled with resin during the
infiltration process resulting in a resin column as shown in Fig. 2.9. In general, the resin
column diameter is proportional to the needle diameter. As stated previously, a needle
Figure 2.8 Stitch process with Kevlar yarn and needle (right), typical stitched sandwich panel surface (left)

50
Figure 2.9 90o left, 60o right, stitched sandwich panel with stitch and resin column
diameter of 1.9 mm was selected to stitch the 90o specimens using an industrial sewing
machine [1]. The predrilled holes for the 30o, 45o, or 60o stitched sandwich specimens,
on the other hand, measured 1.3 mm. When the modified needles with Kevlar were
pulled through the core by hand for the angled stitches, the hole would expand and a
comparable resin column resulted for the 90o stitch specimens and the 30o, 45o, and 60o
stitch specimens. It is noted that the resin column diameters varied significantly within a
stitch and from stitch to stitch.
Areal density measurements were taken for each stitch configuration shown in
Table 2.2. Areal density measurements reveal slight increases in density for stitched
specimens. It was expected that the stitched specimens would have higher areal densities
as the Kevlar and resin are denser than the polyurethane foam core. Variations in density
between the stitched specimens are believed to be from inconsistencies in VARTM
infiltration where air could possibly have been trapped at some stitch locations. A 60o
panel with the foam removed can be seen in Fig. 2.10.

51
Table 2.2 Comparison of areal densities for varying stitch angles
Configuration Areal Density g/m^2 Normalized Areal Density
Unstitched 6740±82 1.00
90 Degree 7060±44 1.04
60 Degree 6920±75 1.02
45 Degree 6970±180 1.03
30 Degree 7300±170 1.07
Figure 2.10 Typical 60o stitch panel with foam removed
2.4 Flatwise Compression Creep Testing
2.4.1 Flatwise compression creep test method
The previously described five configurations of stitched sandwich structures were
creep tested under flatwise compression loading in accordance with a quasi-static flatwise
compressive test method, ASTM C365-05 [17]. A test specimen size of 51 mm x 51 mm
was selected to include stitch reinforcement within the sandwich specimen. Specimens
were cut using a water cooled diamond saw. Since all five configurations were to be

52
creep tested at the same stress level, preliminary tests were conducted and it was
determined that approximately, a compression stress level of 1.4 MPa was well-suited for
creep testing. Thus, a compressive force of approximately 3.6 kN of force was required
for creep testing. Further, an elevated temperature of 82oC was deemed to be appropriate
for creep testing given the glass transition temperature (138oC) and the desired amount of
creep.
The creep tests were run for 150 hours. A total of six specimens were tested from
each of the five sandwich configurations. A Blue-M convection oven was used to
maintain the test specimens at a constant temperature of 82°C. It was desired that six
specimens be tested simultaneously. With the required load level of 3.6 kN, however, a
traditional creep test method using deadweight testing was deemed impractical. Thus a
compact spring-based testing apparatus was designed for use in the available oven space.
2.4.2 Flatwise compression creep test fixture
A spring-loaded creep test fixture was specifically developed to test the reinforced
stitched sandwich specimens at the required high loads. In addition to providing the
relatively high loads, the creep test fixtures needed to be relatively low cost while
allowing for load to be applied accurately and with minimal change during creep testing.
Finally, the fixtures needed to be compact enough such that multiple fixtures could be fit
into the available convection oven.
Several possible approaches were considered. The design finally selected for use
is based on a spring loaded lever arm arrangement, shown in Fig. 2.11. The compression
spring, capable of a maximum load of 5.3 kN and load rate of 36 N/mm, uses a centrally

53
Figure 2.11 Compression creep test fixture diagram

54
threaded rod and nuts to apply and maintain a compression load on the specimen. The
entire load frame was sized to be as small as possible, as six test fixtures were to be
fabricated and fit inside a 900 mm wide, 1200 mm tall, and 1500 mm deep laboratory
oven.
Some details of the test fixture are as follows (refer to Fig. 2.11). Two box
beams, 38 mm x 100 mm and 3.2 mm thick, were compressed using a threaded rod and
compression spring. Translation of a hex nut placed between the two box beams shifted
the load from the threaded rod to compressing the two box beams and onto the test
specimen.
Dial indicators of 0.025 mm resolution were used to monitor the out-of-plane
displacement of the specimen. A modified oven door was created to view the dial gages
during testing. A high resolution camera and intervalometer (a timer device used for time
lapse photography) were used to capture images of the dial gages every hour. A still
frame taken of a test in progress is shown in Fig. 2.12.
An inherent difficulty with the outlined approach is that any creep response of the
specimen will cause the load applied by the spring to change. One way to reduce load
change is to use a spring with the lowest spring constant possible, such that changes to
the spring deflection due to specimen creep will result in minimal changes in the applied
load. Hence, a relatively low stiffness spring of 29 N/mm with adequate maximum load
of 5.3 kN was selected for use. The springs selected were approximately 100 mm in
diameter and approximately 300 mm tall compressing to less than half of its nominal
height. All springs were purchased from www.mcmaster.com. Placement of the spring
between the specimen and the hinge resulted in a mechanical disadvantage of

55
Figure 2.12 Time lapse frame of compression creep test
approximately 0.8, in effect decreasing the spring rate. Thus, for an applied specimen
load of 3.6 kN, a 4.5 kN load was required from the spring.
Due to small load change that accompanies specimen creep, it was desired to
monitor load during creep testing. To accurately monitor the load applied by the spring
on the specimen, two biaxial ±45o strain gages were applied to a coil on the spring. The
strain gage placement compensated for any off-axis loading of the spring. Off-axis loads
would cause one side of the spring to compress more; however, loads were calculated
from measurements from the sum of the two gages which results in a more accurate total
load applied by the spring. A full Wheatstone bridge wiring setup of the gages also
compensated for thermal expansion of the spring and gages. Each spring was
individually calibrated using a 44 kN electromechanical testing machine. The spring
calibration exhibited extremely linear behavior and resulted in a resolution of
approximately 2 N or 0.05% of the total load.

56
2.4.3 Flatwise compression creep test results
Flatwise compression creep test results are presented in Fig. 2.13 and Table 2.3.
Of all sandwich configurations investigated, the 90o stitched specimens yielded the least
creep deformation, followed by the 60o , 45o, and 30o stitch orientations. The 90o stitches
were found to decrease total creep deformation by approximately 75% when compared to
the unstitched specimens.
Each configuration, except for the 30o stitch orientation, exhibited an initial linear
strain versus time response, followed by a secondary region characterized by a lower
slope. Following testing, the maximum spring load loss recorded was 3.7%.
The recovery column in Table 2.3 represents the specimen thickness measured
several months after testing and the specimen thickness at the peak of creep deformation.
Therefore, the recovery column represents both the elastic and viscoelastic components
of deformation recovered after testing. From the recovery presented, the 90o panel
recovers approximately 50% its total displacement, whereas the unstitched specimens
recovered only 25% of its total displacement. Real-time recovery was not measured due
to difficulties in quickly removing all loads from the test fixtures and monitoring their
displacements with time.
2.5 Core Shear Creep Testing
2.5.1 Core shear creep test method
Core shear creep testing was performed in a similar manner to that specified in the
quasi-static shear test method, ASTM C 273-00 [18]. Stress was calculated as shown in
Eq. 2.1:

57
Figure 2.13 Strain versus time for flatwise compression creep tests
Table 2.3 Results for flatwise compression creep tests
Initial Static Displacement
(mm)
Displacement after 150
hours (mm)
Creep Displacement
(mm)
Total Recovery
(mm)
Test Fixture Spring Load
Loss %
Unstitched 1.3±0.2 6.0±0.3 4.7±0.1 1.5±0.4 3.7
30o 1.4±0.3 4.3±0.3 2.9±0.3 1.6±0.3 3.0
45o 1.2±0.2 3.3±0.4 2.1±0.2 1.5±0.2 1.7
60o 1.2±0.1 2.2±0.1 1.1±0.1 1.1±0.2 1.1
90o 1.0±0.2 2.0±0.2 1.0±0.1 1.1±0.2 0.9

58
𝜏 = ∙ (2.1)
where P is the load, L is the length of the specimen, and b is the width of the specimen.
Preliminary testing indicated a shear stress of approximately 690 kP was well suited for
core shear creep testing.
Core shear creep tests were conducted with one variation in the length
requirement from the quasi-static core shear standard. ASTM C 273-00 [18] requires the
length of the sandwich specimen to be a minimum of 12 times the thickness. With a
sandwich thickness of approximately 15 mm, a minimum length of 183 mm was needed
to meet the standard. Creep testing specimens that were 183 mm x 51 mm resulted in
springs loads greater than 8 kN which was deemed too high for commercially available
springs. The specimen length was therefore shortened to 152 mm. This new size
required spring loads of approximately 6.8 kN which was sufficiently low for
commercially available springs with relatively low spring constants. This decreased load
also allowed for the use of existing fixture materials, the same used in the flatwise
compression creep test fixtures. Specimens were cut to the specified dimensions using a
water cooled diamond saw.
Similar to the flatwise compression creep tests, five configurations of stitched
sandwich structures previously described were tested under core shear creep at an
elevated temperature and duration of 82oC and 150 hours, respectively. Six tests were
performed from each of the five configurations; six specimens were tested
simultaneously. A Blue-M laboratory oven was used to maintain the test specimens at a

59
constant temperature of 82°C where time lapse images could be taken through a modified
door.
2.5.2 Core shear creep test fixture development
The flatwise compression creep test fixture design was modified for core shear
testing. A larger spring, with a maximum load of 7.7 kN, was moved between the two
box beams, changing the load on the test specimen from compression to tension, as
shown in Fig. 2.14. The spring, with centrally threaded rod and nuts, was used to apply
and maintain tension load on the specimen. The load rate of this spring was
approximately 58 N/mm which is higher than that of the flatwise compression spring.
However, lower deflections were also expected, and thus, load loss due to specimen
deflection was minimized. The same biaxial strain gage placement was used and a
calibration of each spring was also performed on a 44 kN load frame.
Specimens were prepared and adhesively bonded to each shear plate using Hysol
9394 high temperature epoxy. To measure displacement during the test, dial gages of
0.0025 mm resolution were placed on magnetic bases and measured the relative axial
motion occurring between the opposing faces of the sandwich composite specimen.
A high resolution time lapse set-up was used to monitor the dial indicators where
pictures were taken every hour. Dial readings were then recorded after testing. As
shown in Fig. 2.15, all six creep fixtures were placed in a large convection oven with a
modified door for viewing.

60
Figure 2.14 Core shear test fixture diagram

61
Figure 2.15 Time lapse frame of core shear test
2.5.3 Core shear creep test results
Core shear creep test results are presented in Fig. 2.16 and Table 2.4. It is noted
that one dial gage was defective for the 45o, 60o, and 90o tests, and thus, only five test
results are reported for these configurations. The strain versus time plots in Fig. 2.16
show a higher initial creep rate followed by a lower secondary creep rate for all
configurations tested. As expected, the unstitched specimens followed by the 90o stitch
specimens resulted in the greatest creep deformation. However, the 30o, 45o, and 60o
stitch sandwich specimens all deformed similarly. This result was not expected, as the
45o stitch angle under shear loading would produce the maximum tensile and
compressive stresses on planes oriented at 45o. However, both the 45o and 60o stitch
orientation reduced creep by approximately 70% when compared to the unstitched

62
Figure 2.16 Strain versus time for core shear creep tests
Table 2.4 Results for core shear creep tests
Initial Static Strain
Total strain After 150
hours Creep (Strain)
Test Fixture Spring Load
Loss %
Unstitched 0.05±0.007 0.13±0.010 0.08±0.004 1.2
30 Degree 0.02±0.004 0.05±0.006 0.02±0.006 0.6
45 Degree 0.02±0.004 0.04±0.007 0.02±0.007 0.4
60 Degree 0.02±0.004 0.04±0.003 0.02±0.003 0.5
90 Degree 0.03±0.002 0.07±0.004 0.04±0.006 1.0

63
specimens. The unstitched specimens experienced the maximum load loss observed;
however, the maximum decrease in load was only 1.2%. No creep recovery was
measured due to the difficulties in unloading the test specimen.
2.6 Discussion
Generally accepted linear viscoelastic models are said to be valid for loads below
50% of the materials compressive strength [19]. According to Huang and Gibson [4],
viscoelastic models have been found to be increasingly nonlinear above 50% of the
compressive strength, as other deformation mechanisms may be occurring. In this
investigation, creep tests were performed at approximately 54% of compressive strength
for the unstitched sandwich configurations. These loads were initially selected to result in
a measureable amount of creep in the most creep resistant stitch configuration, the 90o
stitch panel. The resulting amounts of creep deformation would generally be considered
high for actual applications. The strains resulting from creep reach nearly 50% strain for
the unstitched configurations. The highest load loss recorded from the unstitched panel
was 3.7% at approximately 6.1 mm of deformation. To decrease load loss and remain in
the valid linear viscoelastic model stress limits, lower stresses are recommended for
future tests as it would also resemble more realistic applications where creep
deformations may be a concern.
Real-time creep recovery was not measured due to the difficulty in completely
removing load and accurately measuring recovery in a timely fashion. Total recovery,
however, was measured several months after testing. Recovery data indicated that the
90o stitch specimens recovered almost 50% of total displacement whereas the unstitched
specimens recovered only 25% of total creep displacement. The lower recovery

64
displayed by the 45o, followed by the 30o, and unstitched configurations may be an
indication that other deformation mechanisms such as cell crushing may be involved in
the total deformation measured.
Core shear creep test results revealed that the 30o, 45o, and 60o stitch orientations
performed similarly and were most resistant to creep deformation. It is noted that due to
the alternating stitch pattern used, only half the stitch reinforcement is effectively loaded
in tension and half is loaded in compression. Shear strains resulting from the core shear
creep tests were greater than 12% shear strain. The shear stress applied for testing was
approximately 82% of the unstitched core shear strength. At these stress levels, linear
viscoelastic models are also not considered accurate. These load levels were selected to
result in measureable amounts of creep deformation in the most creep resistant stitch
configuration (45o). It is recommended that future core shear creep tests be performed at
lower stress levels which would allow linear viscoelastic models to be more accurate,
lower load loss, and better simulate conditions found in actual applications.
In designing for creep considerations, the most important parameters are stress,
temperature, and time. In this study, additional considerations that may have affected
creep results include quality of stitch infiltration, stitch tension, and stitch resin column
diameter variation. Stitch infiltration was not explored, and would require harvesting
stitches and performing density determinations. Automated stitching methods may have
remove most stitch tension variation as well as the resin column diameter variation as
compared to a hand stitching technique.

65
2.7 Conclusions and Recommendations
This investigation included the development of stitching and fabrication methods
to produce 30o, 45o, 60o, and 90o angled stitch orientations in foam core sandwich panels.
Stitching at 90o was found to greatly reduce creep under flatwise compression creep
testing by approximately 75% when compared to unstitched specimens. The 30o, 45o,
and 60o stitch sandwich specimens performed comparably under core shear creep testing
and reduced creep by approximately 70% when compared to the unstitched sandwich
specimens. These large creep reductions were recorded with only up to 7% increase in
areal density for the addition of stitch reinforcement. Stitch reinforcements may be
further optimized for use in specific applications, further reducing increases in weight
and cost.
Creep test methods were developed using specially designed test fixtures for
flatwise compression creep and core shear loading. The spring-loaded test fixtures were
able to sustain the required loads with minimal load loss and permitted six creep tests to
be performed simultaneously in a large convection oven. The spring elements were
instrumented with strain gages to allow for accurate load application as well as load loss
monitoring.
The results of this investigation suggest that stitch reinforcement may be used to
greatly reduce creep deformation in foam core sandwich panels. Depending on the
design and loading conditions expected, stitch reinforcement may be optimized according
to angle and stitch density to improve creep performance and limit weight addition.
Stitching could be limited to creep-prone locations or combinations of stitch angles could
be implemented for complex loading situations.

66
Creep behavior of stitched sandwich composites is related to the geometry of the
stitch angle as well as the properties of the constituents. Traditional creep models like the
Findley power law [21] have been shown to provide accurate predictions for linear
viscoelastic materials. For future work, a model may be developed relating creep, stress,
and temperature based on linear viscoelasticity theory.
It is often impractical to test long-term behavior of materials directly with
experiment because of the time required. Thus, predicting long-term creep using short-
term tests may be extremely useful. One of the most common techniques, Time
Temperature SuperPosition (TTSP), has been used for polymers by shifting the curves
from tests at different temperatures horizontally along a logarithmic time axis to generate
a single master curve. Thus, a long-term test may be replaced by several short-term tests.
Future work in this area would be of interest, as it is hypothesized that the creep of each
constituent material would be different at different temperatures. The interactions of the
constituents may lead to nonlinear behavior.
Finally, creep fatigue interactions would be an interesting topic of study for stitch
reinforced polymer core sandwich structures. As these sandwich structures are used in
more diverse applications, including those subjected to fatigue loading, knowledge of
their time-dependent behavior becomes increasingly important. It is known that cyclic
loading may increase creep of certain polymers [20]. Further, stitch reinforcements may
be viewed as stress concentrations, and thus may affect the performance of sandwich
structures under fatigue loading.

67
2.8 References 1. ASM International, 2003, “Characterization and Failure Analysis of Plastics” Library of Congress Catalog-in-Publication Data, s.l. 2. American Society for Testing and Materials, 2009, “Standard Test Methods for Tensile, Compressive, and Flexural Creep and Creep-Rupture of Plastics,” West Conshohocken, PA, ASTM D2990-09. 3. Wineman, A. S., 2000, Mechanical Response of Polymers, Cambridge University Press, Cambridge, UK. 4. Huang, J. S. and Gibson, L. J., 1991, “Creep of Polymer Foams,” Journal of Materials Science, 26, 637-647. 5. Zhu, H. X. and Mills, N. J., 1999, “Modelling the Creep of Open-Cell Polymer Foams,” Journal of the Mechanics and Physics of Solids, 47, 7, 1437-1457(21). 6. Huang, J. S. and Gibson, L. J., 1990, “Creep of Sandwich Beams with Polymer Foam Cores,” Journal of Materials in Civil Engineering. 7. Shenoi, R. A., Allen, H. G. and Clark, S. D., 1997, “Cyclic Creep and Creep-Fatigue Interaction in Sandwich Beams,” Journal of Strain Analysis 8. Stanley, L.E., 2001, “Development and Evaluation of Stitched Sandwich Panels,” Master’s thesis, University of Utah, Salt Lake City, UT. 9. Lascoup, B., et al., 2006, “On the Mechanical Effect of Stitch Addition in Sandwich Panels,” Compiegne Cedex : Composites Science and Technologies, 66, 1385-1398. 10. Gharpure, S.S., 2006, “Failure Mechanisms of Stitched Sandwich Composite Under Interlaminar Loading,” Master’s thesis, University of Utah, Salt Lake City, UT. 11. Mouritz, A. P., 2006, “Compression Properties of z-Pinned Sandwich Composites,” Journal of Material Science, Melbourne, Australia, 41:5771-5774. 12. Raju, I.S. and Glaessgen, E.H., 2001, “Effect of Stitching on Debonding in Composite Structural Elements,” Analytical and Computational Methods Branch Langley, Hampton. 13. Pang, F., Wang, C. H. and Bathgate, R. G., 1997, “Creep Response of Woven-Fibre Composites and the Effect of Stitching,” Composites Science and Technology, Geelong, 57. 14. Synthetic Carbon Fiber Fabric I.O.P. Woven, Class 70, BGF Industries, Inc., Los Angeles CA.

68
15. LAST-A-FOAM FR-6710 Polyurethane Foam, General Plastics Manufacturing Company, Tacoma, WA. 16. BPF 862 Epon Resin, RSC 9553 Curing Agent, E.V. Roberts Corporation, Carson, CA. 17. American Society for Testing and Materials, “Standard Test Method for Flatwise Compressive Properties of Sandwich Cores,” West Conshohocken, PA, ASTM 365/C 365M-05, 0-8031-4228-5. 18. American Society for Testing and Materials, “Standard Test Method for Shear Properties of Sandwich Core Materials,” West Conshohocken, PA, ASTM C 273-00, 0-8031-4228-5. 19. Yourd, R. A., 1996, “Compression Creep and Long-Term Dimensional Stability in Appliance Rigid Foam,” Journal of Cellular Plastics, Pittsburgh, PA, 32. 20. Vinogradov, A. M., 2003, “Creep-Fatigue Interaction in Polymers,” American Society of Civil Engineers 16th Engineering Mechanics Conference Seattle. 21. Findley, W. N., 1976, Creep and Relaxation of Nonlinear Viscoelastic Materials, North-Holland Publishing Company Toronto, 0-486-66016-8. 22. Xu, Y., 2009, “Creep Behavior of Natural Fiber Reinforced Polymer Composites,” Ph. D. thesis, Louisiana State University.

CHAPTER 3
PORTABLE SPRING LOADED CREEP TEST FIXTURES
FOR SANDWICH COMPOSITES
3.1 Abstract
Portable spring-loaded creep test fixtures were developed to test sandwich
composite specimens under both flatwise compression and through-thickness shear
loading. These low-cost creep test fixtures were able to sustain required loads with
minimal load loss, and permitted six creep tests to be performed simultaneously in a large
convection oven. Accurate load and creep deformation measurements were possible
through the use of strain gages and dial gages, respectively. Successful use of the test
fixtures was demonstrated through creep testing of polymer foam core sandwich
composites reinforced with Kevlar stitching.
3.2 Introduction
Polymer foams are widely used as core materials in sandwich structures due to
their relatively low cost, low density, and ease of manufacture. However, polymer foams
used as cores of sandwich composites are especially vulnerable to creep when subjected
to through-the-thickness tension, compression, or shear loading. Creep deformations

70
usually results from sustained loading at elevated temperatures. For polymers, however,
creep can occur at relatively low temperatures [1].
Time-dependent creep behavior of polymeric composites has been studied for
many years [3]. As composites become more widely used for safety critical components,
knowledge of long-term loading behavior also becomes increasingly important. In recent
years, core reinforcements have been developed and used to increase sandwich panel
strength and modulus under out-of-plane tension, compression, and shear loading. An
example of one such core reinforcement, angled stitching, is shown in Fig. 3.1.
Insufficient information is known about the added resistance to creep deformation
produced from such core reinforcements. Thus, an investigation was performed to
investigate the creep performance of stitch reinforced sandwich composites under
different loading conditions. As a result, it was necessary to develop creep test fixtures to
produce flatwise compression and through-thickness shear loading of composite
sandwich specimens at elevated temperatures. The test fixtures were required to sustain
the applied load with minimum inherent load loss due to specimen creep, be cost
effective, and be compact such that multiple fixtures could be placed into an
environmental test chamber for simultaneous testing.
Figure 3.1 60o stitch reinforcement in polymer core sandwich structure

71
3.3 Test fixture development
Numerous creep test methods currently exist. Creep test methods that require the
application of relatively high loads commonly are performed using servo-hydraulic or
electromechanical test machines equipped with environmental test chambers.
Additionally, creep tests are often performed using dead weight loading; however, such
tests are limited to a practical volume of weights that can be used. Devices with
mechanical advantage and dead weights have also been used within environmental
chambers with some increases in maximum load due to a lever arm, but are limited by
space [4].
For both flatwise compression and through-thickness shear testing of sandwich
composites, standard test methods exist for quasi-static loading, complete with prescribed
specimen dimensions and loading methodologies. Since no test methods exist for creep
loading, the existing specimen dimensions and loading methods were used. The use of
such specimen dimensions led to required load levels that were deemed too large for
deadweight loading. Thus, compact spring-based creep testers were developed for use in
a large convection oven.
Since creep tests usually run for long periods of time, it is desirable to test
multiple specimens simultaneously. A review of the literature revealed that specialized
spring-loaded fixtures had been developed in several cases. An ASTM standard creep
test method for use with concrete [6] consists of two springs on either side of a concrete
specimen mounted on a large frame. Awal used a modified version of this test method
[7] which consisted of a large load frame, disc springs, and a hydraulic jack to maintain
load on the concrete specimens. This setup is not suitable for elevated temperature

72
testing due to the hydraulic jack. Spring-loaded fixtures have also been developed for
use with composite laminates where Henshaw et al. [8] developed a fixture which
consisted of a tension spring and fulcrum, compressing laminates between two plates
mounted on linear bearings. This approach uses a lever arm which increases the effective
spring rate which inherently increases load loss due to creep. Tuttle et al. [9] also
developed a spring and fulcrum test device for use applying tensile stresses on composite
laminates. Similar to the Henshaw et al. design, a lever arm also increased mechanical
advantage effectively increasing spring rate. Also, the placement of the specimen
required a relatively long and slender specimen, not suitable for out-of-plane tests of
sandwich specimens. Finally, a spring-loaded test apparatus was developed to measure
degradation and creep of polymers [10]. This design consisted of a base and springs with
centrally threaded rod which applied tensile and/or compressive stresses on the specimen.
The base was specially developed to contain liquid for degradation of the polymer. No
mechanical advantage was utilized which results in load loss directly proportional to
spring rate. Since these fixture designs were specialized for their respective
circumstances, development of a new, spring-loaded fixture design was required to creep
test polymer core sandwich specimens.
An inherent difficulty with using spring-loaded test fixtures for creep testing is
that any creep deformation produced in the specimen will cause the load applied by the
spring to change. However, it is desired that the fixture sustain a constant load during the
test. Thus, while needing to be cost effective, and compact, the test fixture design also
required that a less than 5% load change occur during creep testing of sandwich
composites.

73
3.4 Flatwise compression creep testing
It was desired to perform flatwise compression creep testing in a similar manner
to that used for quasi-static testing, as specified in ASTM C 365 [11]. This test method
specifies that the minimum specimen cross section should be 25 mm x 25 mm. To
investigate the effects of stitch reinforcements, however, a 50 mm x 50 mm specimen
size was required. Based on preliminary testing performed using this specimen size, a
compression load of approximately 3.6 kN was deemed necessary for flatwise
compression creep testing. Further, simultaneous testing of multiple testing was desired
at elevated temperature using a large convection oven. These requirements led to the
development of the spring-loaded test fixture shown in Fig. 3.2. and Fig. 3.3. This fixture
consisted of two 38 mm x 102 mm rectangular steel box beams connected at one end with
a hinge, as shown in Fig. 3.3. The specimen was placed at the opposite end of the 610
mm long steel box beams.
The compression spring selected was capable of a maximum load of 5.3 kN and
had a spring constant of 36 N/mm. A central threaded rod and nuts were used to
compress the spring and apply and maintain a compression load on the specimen. To
reduce the amount of spring displacement and thus load drop associated with specimen
creep deformation during testing, the spring was placed off to one side of the center of
the fixture. This positioning resulted in a mechanical disadvantage, such that a force
equal to 0.81 times the spring force was applied to the specimen. The spring positioning
was selected to ensure that the maximum required specimen load could be provided using
the selected coil spring. A summary of the fixture loading capabilities is provided in
Table 3.1. Spacers were used at the hinged ends of the beams to ensure that the beams

74
Figure 3.2 Compression creep test fixture diagram

75
Figure 3.3 Flatwise compression creep test fixture
Table 3.1 Test fixture load summaries
Flatwise Compression Creep
Test Fixture Through-Thickness Shear Test
Fixture
Maximum load capacity of coil spring
5.3 kN 7.7 kN
Mechanical disadvantage produced by test fixture
0.81 0.78
Maximum specimen force provided by coil spring
4.5 kN 6.8 kN
Spring constant of coil spring 36 N/mm 58 N/mm
Effective spring constant produced at specimen
29 N/mm 45 N/mm
Maximum load loss experienced 1.6% 0.96%

76
were parallel for a given thickness of sandwich specimen. Dial indicators with a 0.025
mm resolution were used to measure the out-of-plane displacement of the specimen
during testing.
To accurately monitor the load applied by the spring onto the specimen, two
biaxial ±45 degree strain gages were applied to coils of the spring. The strain gage
placement compensated for any off-axis loading of the spring. A full Wheatstone bridge
wiring setup was used which provided for temperature compensation. Each spring was
calibrated individually using a 44 kN electromechanical testing machine, as shown in Fig.
3.4 (left). The spring calibration exhibited linear behavior in the spring up to peak
operational load of 4.5 kN, as shown in Fig. 3.4 (right). The resulting strain resolution
obtained during testing was approximately 2 N or 0.05% of the total load.
Figure 3.4 Spring calibration in 44 kN load frame (left), Load versus strain results
(right)

77
As creep deformation occurs in the specimen during the test, a small angle is
produced between the two box beams of the test fixture as well as a reduction in the
compression force applied by the coil spring. However, due to the length of the beams,
the maximum angle change is small (less than 0.2o for 2.5 mm of specimen
displacement). Due to the spring placement between the hinge and the specimen and the
resulting mechanical disadvantage, the effective spring constant produced by the fixture
at the location of the specimen is decreased. As a result, the load drop resulting from
specimen deformation is reduced. The maximum load loss recorded during any flatwise
compression creep testing performed to date was 1.6% of the total load.
Prior to testing, all springs were loaded against their central threaded rod and
preheated for at least 24 hours. From preliminary testing, it was determined that
approximately 90 N of additional load was needed to be loaded on the spring to account
for fixture compliance at the start of testing. To apply the load to the specimen at the
start of the test, one nut was simply loosened from the threaded rod, transferring load
from the threaded rod to the box beams. To monitor displacement measurements from
the dial gages, a high resolution digital camera was set up. Using an intervalometer, time
lapse images were taken every hour. Dial readings were then recorded after testing from
the time lapse images. As shown in Fig. 3.5, all six creep fixtures were placed in a Blue-
M laboratory convection oven with a modified door for viewing the dial indicators during
the test.

78
Figure 3.5 Time lapse frame of six simultaneous compression creep tests
3.5 Through-thickness shear creep test method
Similar to flatwise compression loading, the creep test method for through-
thickness shear loading was patterned after that used for quasi-static testing. ASTM C
273 [12] describes a through-thickness shear test method used for sandwich composites
and core materials. The length of the specimen specified in the standard is at least 12
times the specimen thickness and the width not less than 50 mm. This relatively large
specimen would require a significantly higher applied load than possible using a coil
spring similar to that used for flatwise compression loading. As a result, a shorter
specimen length of 152 mm (10 times the specimen length) was adopted for shear creep
testing. The specimen width was retained at 51 mm.
The flatwise compression creep test fixture design was modified for through-
thickness shear testing, as shown in Fig. 3.6 and 3.7. The spacing between the box beams

79
Figure 3.6 Through-thickness shear test fixture diagram

80
Figure 3.7 Through-thickness shear creep test fixture
was widened to accommodate the different orientation of the longer test specimen. Two
hinges connected by a steel plate were used to join the steel tubes and provide the
required movement at the shear specimen. A larger spring, with a load capacity of 7.7
kN, was moved to a position between the box beams, changing the load on the test
specimen from compression to tension. Additionally, larger threaded rods were selected
as higher loads were expected. Although the spring constant for this spring, 58 N/mm,
was higher than that used for flatwise compression, lower deflections were also expected.
The same biaxial strain gage placement was used, and each spring was calibrated
individually. A summary of loading capabilities for the through-thickness shear test
fixture is provided in Table 3.1.
Prior to testing, specimens were adhesively bonded to steel shear loading plates
using Hysol 9394 high temperature epoxy. To measure the shear deformation produced

81
during the test, dial gages with 0.0025 mm resolution were placed on magnetic bases to
measure the relative axial motion occurring between the opposing faces of the sandwich
composite specimen. The fixture springs were preloaded on threaded rods, heated to the
test temperature, and held for at least 24 hours prior to testing. From preliminary testing,
an additional 440 N of load was needed to be placed on the spring to account for fixture
compliance at the start of testing.
To start the test, one nut was again loosened, transferring load from the threaded
rod to the box beams. To monitor the dial gages, the same high resolution digital camera
and intervalometer were used to obtain time lapse images every hour. A total of six creep
fixtures were placed in a large Blue-M laboratory convection oven with a modified door
for viewing during testing.
3.6 Creep Testing of Composite Sandwich Specimens
The flatwise compression and through-thickness shear test fixtures described
above were used to evaluate the use of Kevlar stitching to reduce creep deformations in
polymer foam core sandwich composites. A series of tests were performed using
specimens fabricated with stitches at different orientations as well as unstitched
specimens. All testing was performed at an elevated temperature of 82oC for a total of
150 hours. A total of six specimens were tested simultaneously for each sandwich
configuration.
Typical test results, presented for the case of 60o stitch reinforcement (as shown
previously in Fig. 3.1) are shown in Fig. 3.8 and Fig 3.9 for flatwise compression and
through-thickness shear, respectively. For both loading methods, specimens exhibited an

82
Figure 3.8 Strain versus time results for flatwise compression creep testing
Figure 3.9 Strain versus time results from through-thickness shear creep testing

83
initial, linear strain versus time response, followed by a secondary region characterized
by a lower slope as expected. After testing, specimens were removed from the fixtures
and the recovery of creep deformation was measured for flatwise compression tests
following several months. Real-time recovery was not measured due to difficulties in
quickly removing all loads from the test fixtures and monitoring their displacements with
time. Core shear recovery was not measured as the loading plates were removed for use
in testing more sandwich configurations.
The load levels used in these tests were selected to produce a measureable amount
of creep in the most creep-resistant stitch configuration for each type of loading. The
resulting levels of creep deformation would generally be considered high for actual
applications. The strains resulting from creep reached nearly 50% normal strain for
flatwise compression loading 12% shear strain for through-thickness shear loading.
Lower stresses are recommended for future tests as it would also resemble more realistic
applications where creep deformations may be a concern.
3.7 Summary
Portable and compact, spring-loaded creep test fixtures were developed for testing
polymer foam core sandwich composite specimens under flatwise compression and
through-thickness shear loading. The spring-loaded test fixtures were able to sustain the
required loads with minimal load loss and permitted six creep tests to be performed
simultaneously in a large convection oven. The spring elements were instrumented with
strain gages to allow for accurate load application as well as load loss monitoring. The
inherent load loss due to creep deformation was limited to 1.6% for flatwise compression

84
loading and 1.0% for through-thickness shear loading. Successful use of the test fixtures
was demonstrated through creep testing of polymer foam core sandwich composites
reinforced with Kevlar stitching.
3.8 References
1. ASM International, 2003, Characterization and Failure Analysis of Plastics, Library of Congress Catalog-in-Publication Data. 2. Wineman, A. S., 2000, Mechanical Response of Polymers, Cambridge University Press, Cambridge, UK. 3. Scott, David W., Lai, James S. and Zureick, Abdul-Hamid, 1995, “Creep Behavior of Fiber-Reinforced Polymeric Composites: A Review of the Technical Literature,” Journal of Reinforced Plastics and Composites. 4. Muller, Werner, et al., 2007, “Long-term shear strength of geosynthetic clay liners,” Geotextiles and Geomembranes, Berlin, 26. 5. American Society for Testing and Materials, 2009, “Standard Test Methods for Tensile, Compressive, and Flexural Creep and Creep-Rupture of Plastics,” West Conshohocken, PA, ASTM D2990-09. 6. American Society for Testing and Materials, 2002, “Standard Test Method for Creep of Concrete in Compression,” West Conshohocken, PA, ASTM C512-02. 7. A.S.M. and Awal, Abdul, 2002, “A Study on Shrinkage and Creep of Prepacked Aggregate Concrete,” Advances in Mechanics of Structures and Materials, Bangladesh Agricultural University, Bangladesh, India. 8. Henshaw, John M. and Pierson, Ben, 2005, “Annual Progress Report, Automotive Lightweight Materials,Low-Cost Test Methods for Advanced Automotive Composite Materials; Creep Compression Fixture,” US Department of Energy, pp. 243-247. 9. Lupkes, K. R. and Tuttle, M. E., 1995, “Mass Loss and Residual Stiffness and Strength of IM7/5260 Composites Subjected to Elevated Loads and Temperatures,” University of Washington, Department of Mechanical Engineering, Seattle, WA. 10. Fan, Yu-Bo, et al., 2008, “Effects of Mechanical Load on the Degradation of Poly (D, L-Lactic acid) Foam,” Polymer Degradation and Stability, Beijing, China.

85
11. American Society for Testing and Materials, “Standard Test Method for Flatwise Compressive Properties of Sandwich Cores,” West Conshohocken, PA, ASTM 365/C 365M-05, 0-8031-4228-5 12. American Society for Testing and Materials, “Standard Test Method for Shear Properties of Sandwich Core Materials,” West Conshohocken, PA, ASTM C 273-00, 0-8031-4228-5.