Embed Size (px)
Citation preview

Soldagem & Inspeção. 2017;22(1):72-86http://dx.doi.org/10.1590/0104-9224/SI2201.08
Technical Papers
This is an Open Access article distributed under the terms of the Creative Commons Attribution Non-Commercial License which permits unrestricted non-commercial use, distribution, and reproduction in any medium provided the original work is properly cited.
Received: 07 Oct., 2016 Accepted: 08 May, 2017
E-mails: [email protected] (IGF), [email protected] (BVA), [email protected] (JJGD), [email protected] (CECG), [email protected] (MAGA), [email protected] (JPV)
Abstract: The effect of torch weaving on the microstructure, tensile strength, impact resistance and fracturing in robotic welded joints using varing welding speeds, voltages and currents was evaluated through fractography using scanning electron microscopy, tension, impact and micro-hardness tests and optic microscopy. Results indicated that linear, sinusoidal and circular weavings favored an increase of the width of the HAZ as well as a slight increase in yield resistance accompanied by hardening in comparison with a triangular weave. The latter favored larger impact energy in the HAZ with less width, containing coarse-grained ferrite due to lower tensile strength and Vickers hardness. A circular weave generated the highest level of hardening and the lowest energy absorbed in the HAZ as a consequence of an increase in yield strength related to the fine needles of acicular ferrite. A linear weave favored the greatest width of the HAZ compared with other weld weavings due to heat accumulation along the fusion line of the welded joint. Hardening and loss of toughness were evaluated through fractographic analysis showing mixed fractures mainly composed of brittle fracturing made by transgranular cleavages with facets containing well defined river patterns.
Key-words: HAZ; Cleavage fracture; Robotic welding; Torch weaving; ASTM A36 steel.
Efeito do Movimento da Tocha na Microestrutura, Resistência à Tração e ao Impacto, e Fratura da ZAC e Cordão de Solda por Processo GMAW Robotizado em Aço ASTM A36Resumo: O efeito do movimento da tocha sobre a microestrutura, resistência à tração e impacto e fratura em juntas soldadas por processo robotizado, variando velocidade, voltagem e corrente de soldagem foi avaliado através de fratografia, usando microscopia eletrônica de varredura, provas de tração e impacto e testes de microdureza e microscopia óptica. Os resultados indicaram que os movimentos lineares, senoidais e circulares favorecem um aumento da largura da ZAC, assim como, um ligeiro aumento do limite elástico acompanhado de endurecimento em comparação com o movimento triangular. A energia de impacto é mais favorecida na ZAC com menor largura, contendo grãos grosseiros de ferrita devido à menor resistência à tração e dureza Vickers. Um movimento circular produziu o nível mais elevado de endurecimento e a menor energia absorvida na ZAC como consequência de um aumento na limite elástico relacionado com as agulhas finas de ferrita acicular. Um movimento linear favoreceu maior largura da ZAC em comparação com outros movimentos da tocha, devido à acumulação de calor ao longo da linha de fusão da junta soldada. Endurecimento e perda de tenacidade foram avaliados através de análise fratográfica mostrando fraturas mistas compostas principalmente de fratura frágil por clivagem transgranular com facetas contendo marcas de rio bem definidas.
Palavras-chave: ZAC; Fratura por clivagem; Soldagem robotizada; Movimento de tocha; Aço ASTM A36.
Effect of Torch Weaving on the Microstructure, Tensile and Impact Resistances, and Fracture of the HAZ and Weld Bead by Robotic GMAW Process on ASTM A36 SteelIsidro Guzman-Flores1, Benjamin Vargas-Arista2, Juan Jose Gasca-Dominguez3, Celso Eduardo Cruz-Gonzalez4, Marco Antonio González-Albarrán5, Joaquin del Prado-Villasana3
1 InstitutoTecnológicodeAguascalientes,Aguascalientes,México.2 InstitutoTecnológicodeTlalnepantla,DivisióndeEstudiosdePosgradoeInvestigación,TlalnepantladeBaz,EstadodeMéxico,México.
3 ManufactureradecigueñalesdeMéxico–MACIMEX,CentrodeInvestigación,InnovaciónyDesarrolloAvanzado,TenangodelValle,EstadodeMéxico,México.
4 GerenciadeSistemasDinámicosydeTransferencia,CentrodeIngenieríayDesarrolloIndustrial–CIDESI,Queretaro,México.5 UniversidadAutónomadeGuadalajara,DepartamentodeIngenieríadeProyectos−CUCEI,Guadalajara,Jalisco,México.

Soldagem & Inspeção. 2017;22(1):72-86 73
Effect of Torch Weaving on the Microstructure, Tensile and Impact Resistances, and Fracture of the HAZ and Weld Bead by Robotic GMAW Process on ASTM A36 Steel
1. Introduction
PulsedarcGMAWroboticweldingwithtorchweavingisaprocessfoundintherenewableenergyindustry.Themaingoal is to increaseweldabilityandqualityof steelused inmulti-stepwelded jointspresent in thecomponentscommontothissectorandalsoinmetallicstructures[1].Inparticular,ASTMA36structuralcarbonsteelcouldbeanoptionformanufacturingstructuralcomponentsthatrequirethenewroboticweldingtechnology.Furthermore,torchweavinghasbeenbroadlyusedtoimproveweldingqualitybysolvingtheproblemoflackoffusioninlateralwallsandgeneratinglargerweldingbeads,thusimprovingefficiency[2].
FieldsofstudybelongingtothemetallurgyofroboticweldingaretheformationoftheconventionalHAZcomposedbyrecrystallizedmicrostructures,aswellasthereheatedHAZbetweenweldpasses,formedbydifferentmorphologiesof ferrite fromacicularpassing throughallotriomorphic, idiomorphicandcoarsegrains,whichwerelinkedtohardeningandlossoftoughness[3],presenceoffragilemartensitelocatedatthefusionlineandhotcrackingsusceptibilityintheweldbeadinstructuralcarbonsteelweldedjoints.Alloftheseissueslimitthemetallurgyandqualityoftheaforementionedjoints[4].
Therehasbeensomeworkonroboticweldingfocusedonweldingmetallurgy,functionalityandtechnicalcapabilitiesofadequateperformancetechniques[2,4,5].ThisresearchisrelatedtoChenet.al,2014andreportedontheeffectofthefrequencyandamplitudeofweavingonweldingtemperaturedistributionunderdifferentweavingvalues.Peakandmeantemperaturesatthecenteroftheweldbeaddroppedduetotheincreaseinbothparametersofweaving.Nevertheless,frequencyhasalessereffectonmeantemperatures[2].InthestudyoftheeffectofdifferentwireswithweavingusedintheGMAWroboticweldingprocessonthequalityandpenetrationofjointfilletsbetweenstainlesssteelAISI304LandstructuralsteelS355MCporositywasdetectedintherootsoftheweldsinsamplesweldedwithweavingduetothelowefficiencyingasprotection.Formationofanarrowmartensiticbandaroundthefusionlineontheferriticsideoftheweldedjointwasdetectedonthemajorityofsamplesobtainedusingweaving,resultinginhardeningfavoredbyquicksolidification.Torchweavingloweredpenetrationonthestructuralsteelsideduetorapidheatdissipationandhigherheatconductivity[4].Anotherstudyreportedtheeffectofthreesignificantvariables,namelyweldingcurrent,arcvoltageandweldingspeedoverthepenetrationof6842steelweldedusingaGMAWroboticprocess.Theresultwasthatahighercurrentincreasedthedepthofpenetrationoftheweldmetal.Thegreatestpenetrationwasobservedatanintermediatespeedof60cm/min[6].
However, thecriticalproblem is that fewpublicationsexist containing fractography,mechanical andmicrostructuralcharacterizationsoftheHAZandweldmetalinjointsweldedbyarobotusingtorchweavingoncarbonsteelsuchasASTMA36making itdifficult tohavemorecompleteknowledgementregardingweldingmetallurgyforbothkindsofmicrostructuralzonesinordertoproducefurtherunderstandingoftherelationshipsamongcausesandeffectsofthefracturebehavioronservicelife.
Themainobjectiveofthisinvestigationisacomparativeanalysisofthemicrostructure,tensilestrength,micro-hardness,toughness(measuredasCharpyabsorbedenergy)andfractographyofbuttweldedjointsusingarobotwithfourtorch-weavingtypesfortheaforementionedsteeltocontributetotheweldingmetallurgyandimprovethequalityoftheroboticjoints.Theoriginalityofthisresearchisfound,ononehand,inthefactthattheHAZisadetrimentalmicrostructuralhardenedzonewithlowtoughnesswherecoldcrackingisnucleated,affectingthelifespanofweldedcomponents,inthiscase,solarstructures.Elsewhere,theHAZshouldbeminimized,thisincludesitswidthinthejointbyusingcorrectweldingparametersoptimizedtoavoidcrackingonceroboticweldingcycleisover[7].
2. Methodology
2.1. Materials
SamplesofbuttweldedjointweretakenusingASTMA36carbonsteelplatesthatwere250x250x9.5mminlength,widthandthickness,respectively.TheweldpositionofA36platesforthegrooveweldedjointswasthetestposition1G,i.e.,flatwelds.TheplateswerelongitudinallyweldedusingaGMAW-MIGtechniqueunderweldingprocedurespecification(WPS).Preparationincludeda60ºbezelintheareatobewelded.TheelectrodeusedwasacarbonsteelER70S6of1.2mmindiameter.Theinertgasmixturewas82%Arand18%CO2 and the flow rate

Guzman-Flores et al.
74 Soldagem & Inspeção. 2017;22(1):72-86
was15L/min,allaccordingtostandardsDINEN1011-2[7]andUNE-ENISO15609-1[8].TheMIGprocessusedshortcircuitmetaltransferencebymeansofapulsedarcwithfourdifferentweldingparametersusingaComaustationaryrobotwithmanualcontrol,aC5Garmwithsixmotionaxes,aworkstationwithtwoworktablesandaFroniuspowersupplymodelTranspuls4000.
ThechemicalcompositionofthesolidweldingwireER70S6andbasesteelASTMA36inoriginalconditionsasperAWSA5.18[9]andDINEN10025-2[10],respectively,islistedinTable1.Valuesofequivalentcarbon(Ceq)werecalculatedusingEquation1foundinDINEN1011-2[7]andwereinagreementwithDINEN10025-2[10].ThechemicalcompositionwasobtainedusingopticalemissionspectrometryfromSpectrolab.Carbonandsulfurcontentswereobtainedusingthedirectcombustionmethodandinfrareddetection.
( ) ( ) / 6 / 5 / 15eqC C Mn Cr Mo V Ni Cu = + + + + + + (1)
Table 1.ChemicalcompositionofER70S6electrodeandASTMA36steel.
MaterialElement (Wt. %)
C Mn Si Nb P S Ceq
ER70S6 0.10 1.15 0.41 0.010 0.002 0.008 0.310ASTM A36 0.055 0.943 0.015 ---- 0.009 0.004 0.212
Table 2.Micro-wireER70S6andbasemetalASTMA36mechanicalproperties.
Material Vickers hardnessHVN, 500 gf
YS 0.2%(MPa)
UTS(MPa)
Elongation(%)
ER70S6 198.2 430 530 24Base metal 180.6 305 406 33
ElectrodeandbasemetalmechanicalpropertiesarepresentedinTable2.Theycomplywiththeaforementionedstandards.Wecansee that theweldmetal showedgreatermechanical strength than thebasemetal,whichcomplieswiththebasicsinthedesignofweldedjoints.
Basedonpreviousexperimentation,thedesignoffactorialexperimentsusingMinitab2015software[11] for theGMAWroboticweldingprocesswasbasedonfourcriticalparameters:weldingspeed(Ws)withtwovalues,power(P,energytowelddependingofaverageweldingcurrentandmeanarcvoltage)takingtwovaluesintoaccount, arc length (Al,longitudeamongwireandworkpiece)withtwovaluesandfourtypesoftorchweaving(linear,triangular,sinusoidalandcircular)includingthevaluesofamplitudeandfrequency,asshowninTable3.Thisresultedinsevenexperimentaltrialsgroupedintwoweldingconditions,AandB,forbuttweldedjoints.Aditionally,thenetheatinputvalueswerecalculatedbyEquations2and3[12] for both welding conditions, which are included in Table3.
net arcQ Q= η (2)
where:Qnet=netheatinput(kJ/mm);Ƞ=heattransferefficiency,0.85forGMAWprocess.
( ) ( ) / 60 /arcQ E I S arc energy kJ mm= = (3)
where:E=arcvoltage(V);I=weldingcurrent(A);S=travelspeed(cm/min).
Soldagem & Inspeção. 2017;22(1):72-86 75
Effect of Torch Weaving on the Microstructure, Tensile and Impact Resistances, and Fracture of the HAZ and Weld Bead by Robotic GMAW Process on ASTM A36 Steel
2.2. Mechanicals testing
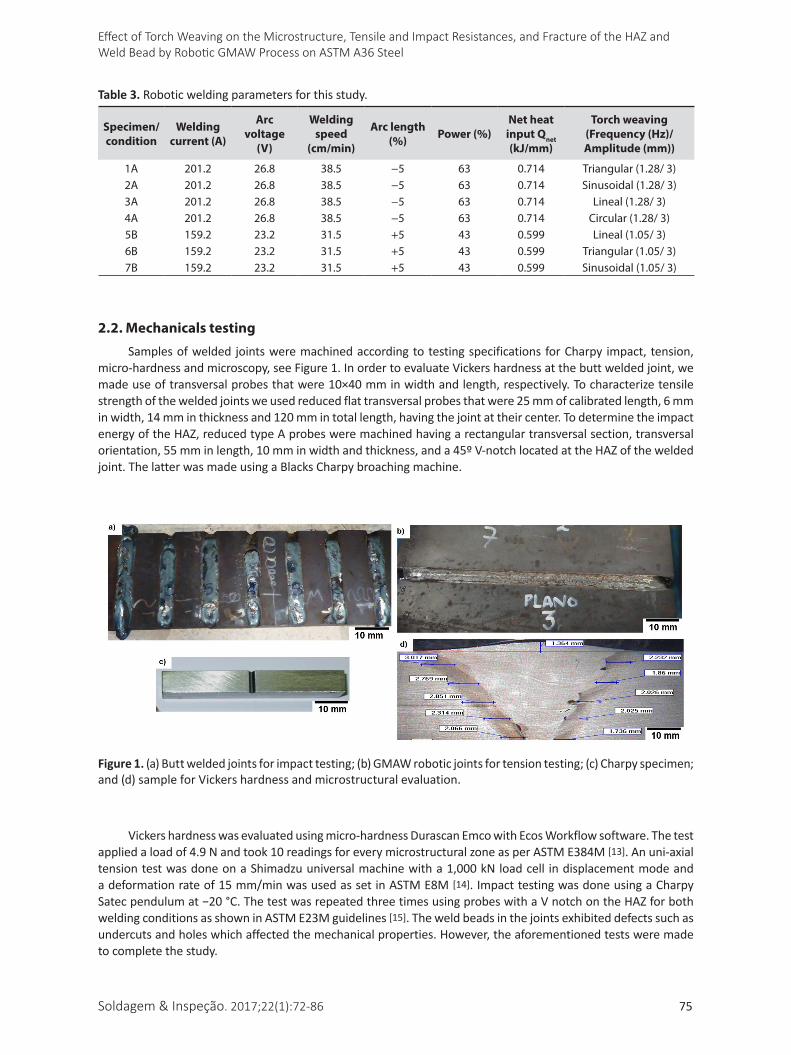
Samplesofwelded jointsweremachinedaccordingtotestingspecificationsforCharpy impact,tension,micro-hardnessandmicroscopy,seeFigure 1.InordertoevaluateVickershardnessatthebuttweldedjoint,wemadeuseoftransversalprobesthatwere10×40mminwidthandlength,respectively.Tocharacterizetensilestrengthoftheweldedjointsweusedreducedflattransversalprobesthatwere25mmofcalibratedlength,6mminwidth,14mminthicknessand120mmintotallength,havingthejointattheircenter.TodeterminetheimpactenergyoftheHAZ,reducedtypeAprobesweremachinedhavingarectangulartransversalsection,transversalorientation,55mminlength,10mminwidthandthickness,anda45ºV-notchlocatedattheHAZoftheweldedjoint.ThelatterwasmadeusingaBlacksCharpybroachingmachine.
Table 3.Roboticweldingparametersforthisstudy.
Specimen/ condition
Weldingcurrent (A)
Arc voltage
(V)
Welding speed
(cm/min)
Arc length (%) Power (%)
Net heat input Qnet (kJ/mm)
Torch weaving(Frequency (Hz)/ Amplitude (mm))
1A 201.2 26.8 38.5 −5 63 0.714 Triangular (1.28/ 3)2A 201.2 26.8 38.5 −5 63 0.714 Sinusoidal (1.28/ 3)3A 201.2 26.8 38.5 −5 63 0.714 Lineal (1.28/ 3)4A 201.2 26.8 38.5 −5 63 0.714 Circular (1.28/ 3)5B 159.2 23.2 31.5 +5 43 0.599 Lineal (1.05/ 3)6B 159.2 23.2 31.5 +5 43 0.599 Triangular (1.05/ 3)7B 159.2 23.2 31.5 +5 43 0.599 Sinusoidal (1.05/ 3)
Figure 1.(a)Buttweldedjointsforimpacttesting;(b)GMAWroboticjointsfortensiontesting;(c)Charpyspecimen;and(d)sampleforVickershardnessandmicrostructuralevaluation.
Vickershardnesswasevaluatedusingmicro-hardnessDurascanEmcowithEcosWorkflowsoftware.Thetestappliedaloadof4.9Nandtook10readingsforeverymicrostructuralzoneasperASTME384M[13].Anuni-axialtensiontestwasdoneonaShimadzuuniversalmachinewitha1,000kNloadcell indisplacementmodeandadeformationrateof15mm/minwasusedassetinASTME8M[14].ImpacttestingwasdoneusingaCharpySatecpendulumat−20°C.ThetestwasrepeatedthreetimesusingprobeswithaVnotchontheHAZforbothweldingconditionsasshowninASTME23Mguidelines[15].Theweldbeadsinthejointsexhibiteddefectssuchasundercutsandholeswhichaffectedthemechanicalproperties.However,theaforementionedtestsweremadetocompletethestudy.
Guzman-Flores et al.
76 Soldagem & Inspeção. 2017;22(1):72-86
2.3. Microstructural characterization
Formicrostructuralcharacterizationweusedprobescutfromtheweldedjoints.Theprobe’sdimensionswere40mminlengthand10mminwidth.TheywereroughandthenpolishedwithaluminainwaterandsubsequentlywereetchedwithNital2%solutiontorevealmicrostructuralcharacteristicsofthezonesunderstudyusinganNikonopticmicroscopewithinvertedplateanddigitalcameraconnectedtoacomputerhavingNIS-elementD3.2software.
2.4. Fractography
Finally,fractographicanalysisalongtheHAZofthefracturedprobesduetotheimpacttestingwasdoneusingaCARLZEISS-GeminiSupra55VPfieldemissionscanningelectronmicroscopebrandworkingat10kVandasecondaryeléctronsignal.
3. Results and Discussion
Thechangeintorchweaving(sinusoidal,linearandcircular),weldingspeed,powerandarclengthinfluencedtheweldingmetallurgyaswellasthedissipationandaccumulationofheatandsolidification(cooling)withinweldedjoint,affectingthemicrostructuralzoneswhichshowedhardphasesresultinginVickershardening[4], an increase inHAZwidth,anincreaseinyieldingstrength,reductionofimpactenergyanddegradationofquality.However,thetriangulartorchweavingfavoredthebestmetallurgicalqualityofthebuttweldedjoint.
3.1. Macrostructural analysis
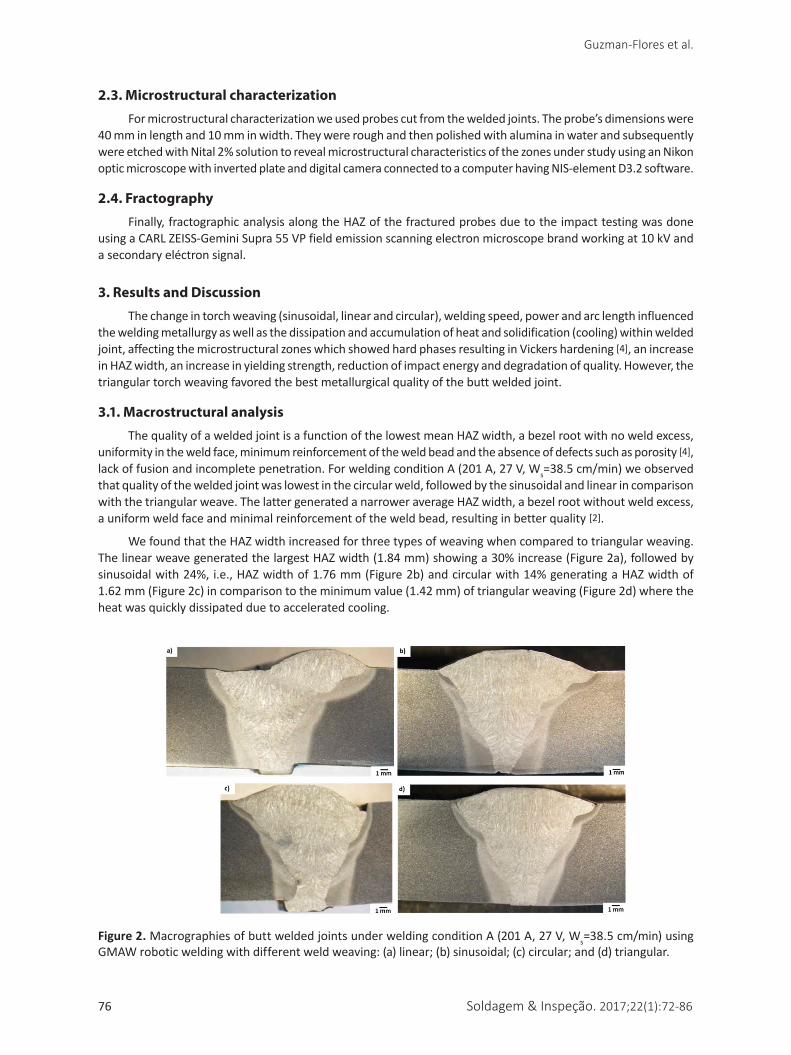
ThequalityofaweldedjointisafunctionofthelowestmeanHAZwidth,abezelrootwithnoweldexcess,uniformityintheweldface,minimumreinforcementoftheweldbeadandtheabsenceofdefectssuchasporosity[4], lackoffusionandincompletepenetration.ForweldingconditionA(201A,27V,Ws=38.5cm/min)weobservedthatqualityoftheweldedjointwaslowestinthecircularweld,followedbythesinusoidalandlinearincomparisonwiththetriangularweave.ThelattergeneratedanarroweraverageHAZwidth,abezelrootwithoutweldexcess,auniformweldfaceandminimalreinforcementoftheweldbead,resultinginbetterquality[2].
WefoundthattheHAZwidthincreasedforthreetypesofweavingwhencomparedtotriangularweaving.ThelinearweavegeneratedthelargestHAZwidth(1.84mm)showinga30%increase(Figure 2a),followedbysinusoidalwith24%,i.e.,HAZwidthof1.76mm(Figure 2b)andcircularwith14%generatingaHAZwidthof1.62mm(Figure 2c)incomparisontotheminimumvalue(1.42mm)oftriangularweaving(Figure 2d)wheretheheatwasquicklydissipatedduetoacceleratedcooling.
Figure 2.MacrographiesofbuttweldedjointsunderweldingconditionA(201A,27V,Ws=38.5cm/min)usingGMAWroboticweldingwithdifferentweldweaving:(a)linear;(b)sinusoidal;(c)circular;and(d)triangular.
Soldagem & Inspeção. 2017;22(1):72-86 77
Effect of Torch Weaving on the Microstructure, Tensile and Impact Resistances, and Fracture of the HAZ and Weld Bead by Robotic GMAW Process on ASTM A36 Steel
ThebehaviorofthelargestHAZwidthgeneratedbylinealweavingwasrelatedtoheataccumulationunderthearcinalimitedlinearzone,whichmeantthatcoolingwasdelayed,givingrisetoagreaterthermalaffectationatthepointoffusion.Thisheatcouldbecalculatedusingnumericaltemperaturedistributioninhorizontalpositionroboticweldingduringthethermalcycle[16].Furthermore,thisweldedjointpresentedweldexcessattherootandadiscontinuousweldfaceskewedtoonesideofthejoint,seeFigure 2a.
Consideringthereinforcementintheseweldedjointswefoundthattriangularweavinggeneratedthelesser(1.749mm),followedbycircular(2mm),linear(2.308mm)andsinousoidalweaving(2.712mm)whichpresentedthegreatestreinforcement.Lastly,thejointmadewithcircularweaveshowedthelargestamountofweldexcessattheroot,lackoffusionattheupperpartofthejoint,porewithameandiameterof0.613mmlocatedatthefusionlineinthelowerpartofthejointandobviousplatemisalignmentwhichcanbeobservedinFigure 2c.
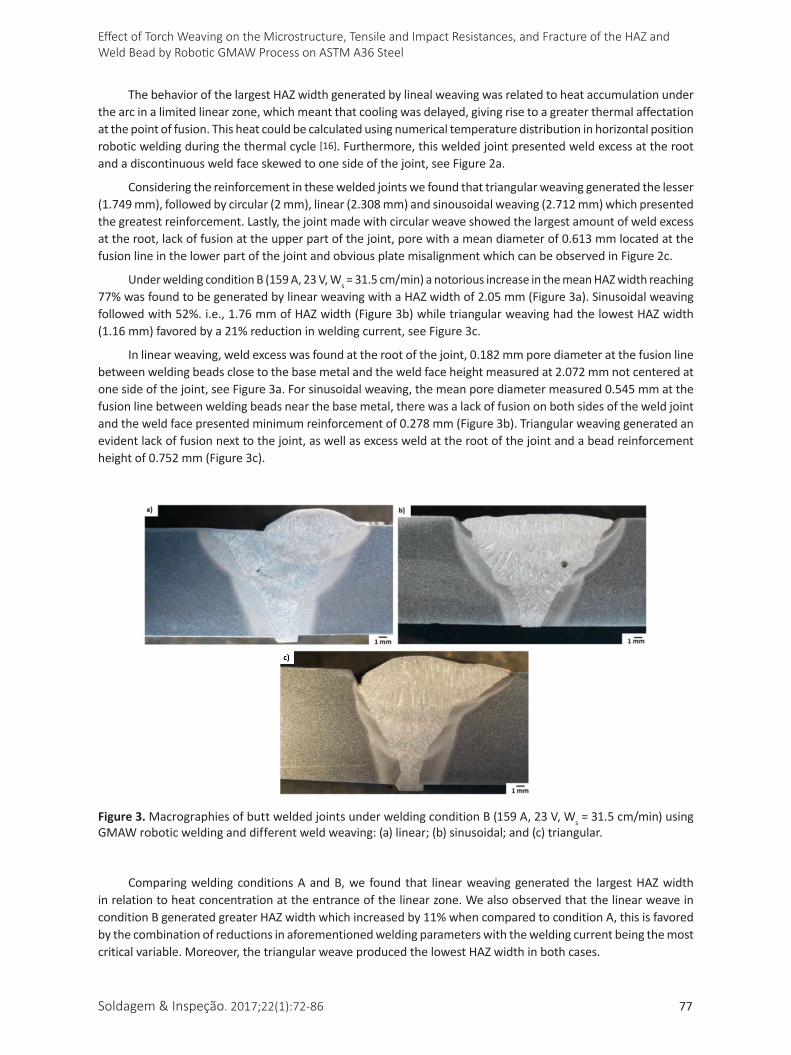
UnderweldingconditionB(159A,23V,Ws=31.5cm/min)anotoriousincreaseinthemeanHAZwidthreaching77%wasfoundtobegeneratedbylinearweavingwithaHAZwidthof2.05mm(Figure 3a).Sinusoidalweavingfollowedwith52%.i.e.,1.76mmofHAZwidth(Figure 3b)whiletriangularweavinghadthelowestHAZwidth(1.16mm)favoredbya21%reductioninweldingcurrent,seeFigure 3c.
Inlinearweaving,weldexcesswasfoundattherootofthejoint,0.182mmporediameteratthefusionlinebetweenweldingbeadsclosetothebasemetalandtheweldfaceheightmeasuredat2.072mmnotcenteredatone side of the joint, see Figure 3a.Forsinusoidalweaving,themeanporediametermeasured0.545mmatthefusionlinebetweenweldingbeadsnearthebasemetal,therewasalackoffusiononbothsidesoftheweldjointandtheweldfacepresentedminimumreinforcementof0.278mm(Figure 3b).Triangularweavinggeneratedanevidentlackoffusionnexttothejoint,aswellasexcessweldattherootofthejointandabeadreinforcementheightof0.752mm(Figure 3c).
Figure 3.MacrographiesofbuttweldedjointsunderweldingconditionB(159A,23V,Ws=31.5cm/min)usingGMAWroboticweldinganddifferentweldweaving:(a)linear;(b)sinusoidal;and(c)triangular.
ComparingweldingconditionsAandB,we found that linearweavinggenerated the largestHAZwidthinrelationtoheatconcentrationattheentranceofthelinearzone.WealsoobservedthatthelinearweaveinconditionBgeneratedgreaterHAZwidthwhichincreasedby11%whencomparedtoconditionA,thisisfavoredbythecombinationofreductionsinaforementionedweldingparameterswiththeweldingcurrentbeingthemostcriticalvariable.Moreover,thetriangularweaveproducedthelowestHAZwidthinbothcases.
Guzman-Flores et al.
78 Soldagem & Inspeção. 2017;22(1):72-86
3.2. Microstructural evolution
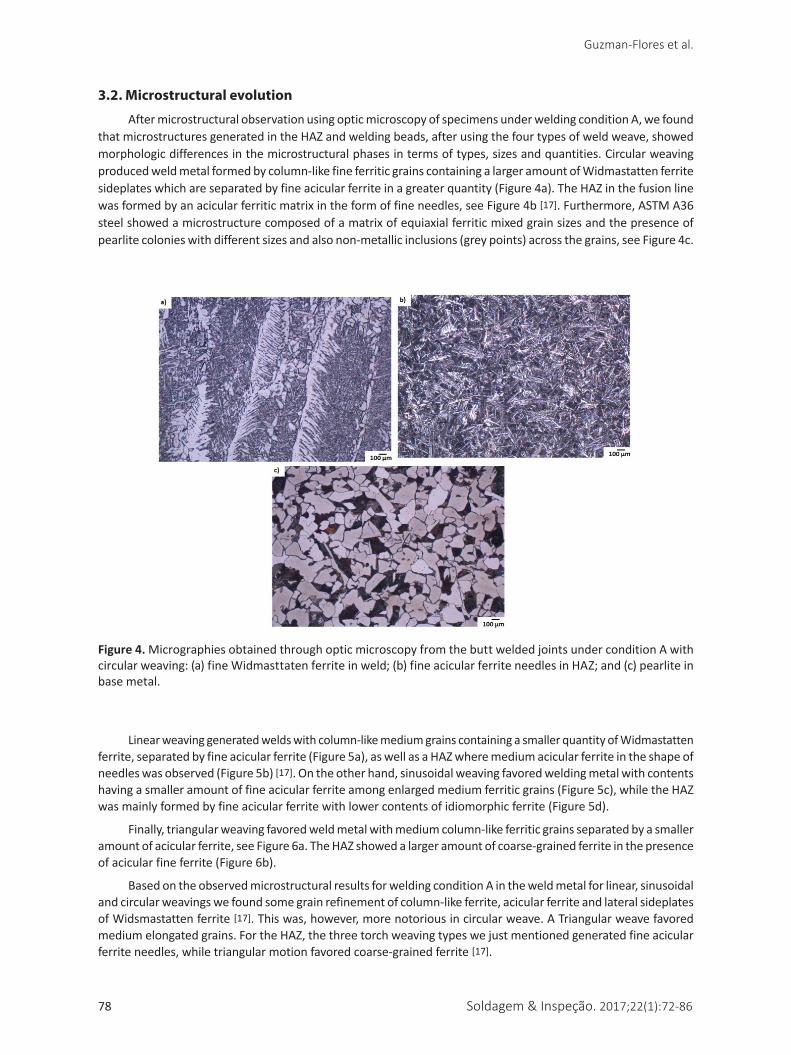
AftermicrostructuralobservationusingopticmicroscopyofspecimensunderweldingconditionA,wefoundthatmicrostructuresgeneratedintheHAZandweldingbeads,afterusingthefourtypesofweldweave,showedmorphologicdifferencesinthemicrostructuralphasesintermsoftypes,sizesandquantities.Circularweavingproducedweldmetalformedbycolumn-likefineferriticgrainscontainingalargeramountofWidmastattenferritesideplateswhichareseparatedbyfineacicularferriteinagreaterquantity(Figure 4a).TheHAZinthefusionlinewasformedbyanacicularferriticmatrixintheformoffineneedles,seeFigure 4b [17].Furthermore,ASTMA36steelshowedamicrostructurecomposedofamatrixofequiaxialferriticmixedgrainsizesandthepresenceofpearlitecolonieswithdifferentsizesandalsonon-metallicinclusions(greypoints)acrossthegrains,seeFigure 4c.
Figure 4.MicrographiesobtainedthroughopticmicroscopyfromthebuttweldedjointsunderconditionAwithcircularweaving:(a)fineWidmasttatenferriteinweld;(b)fineacicularferriteneedlesinHAZ;and(c)pearliteinbasemetal.
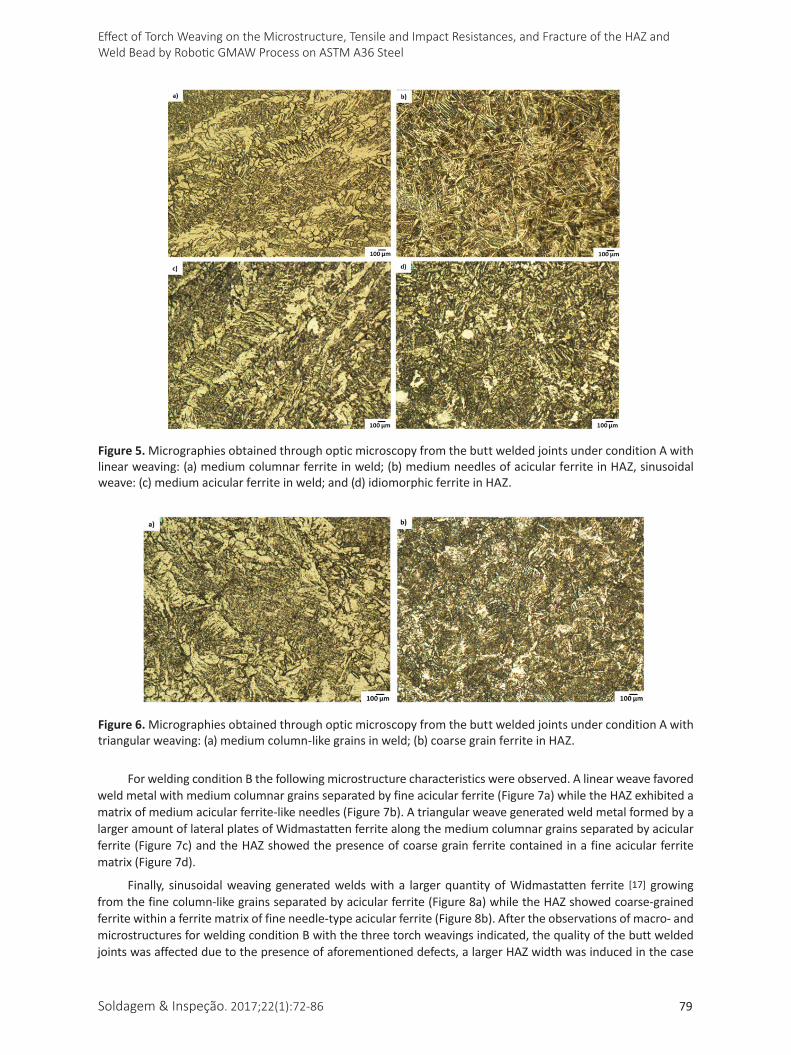
Linearweavinggeneratedweldswithcolumn-likemediumgrainscontainingasmallerquantityofWidmastattenferrite,separatedbyfineacicularferrite(Figure 5a),aswellasaHAZwheremediumacicularferriteintheshapeofneedleswasobserved(Figure 5b)[17].Ontheotherhand,sinusoidalweavingfavoredweldingmetalwithcontentshavingasmalleramountoffineacicularferriteamongenlargedmediumferriticgrains(Figure 5c),whiletheHAZwasmainlyformedbyfineacicularferritewithlowercontentsofidiomorphicferrite(Figure 5d).
Finally,triangularweavingfavoredweldmetalwithmediumcolumn-likeferriticgrainsseparatedbyasmalleramount of acicular ferrite, see Figure6a.TheHAZshowedalargeramountofcoarse-grainedferriteinthepresenceof acicular fine ferrite (Figure6b).
BasedontheobservedmicrostructuralresultsforweldingconditionAintheweldmetalforlinear,sinusoidalandcircularweavingswefoundsomegrainrefinementofcolumn-likeferrite,acicularferriteandlateralsideplatesof Widsmastatten ferrite [17].Thiswas,however,morenotoriousincircularweave.ATriangularweavefavoredmediumelongatedgrains.FortheHAZ,thethreetorchweavingtypeswejustmentionedgeneratedfineacicularferriteneedles,whiletriangularmotionfavoredcoarse-grainedferrite[17].
Soldagem & Inspeção. 2017;22(1):72-86 79
Effect of Torch Weaving on the Microstructure, Tensile and Impact Resistances, and Fracture of the HAZ and Weld Bead by Robotic GMAW Process on ASTM A36 Steel
Figure 5.MicrographiesobtainedthroughopticmicroscopyfromthebuttweldedjointsunderconditionAwithlinearweaving:(a)mediumcolumnarferriteinweld;(b)mediumneedlesofacicularferriteinHAZ,sinusoidalweave:(c)mediumacicularferriteinweld;and(d)idiomorphicferriteinHAZ.
Figure 6.MicrographiesobtainedthroughopticmicroscopyfromthebuttweldedjointsunderconditionAwithtriangularweaving:(a)mediumcolumn-likegrainsinweld;(b)coarsegrainferriteinHAZ.
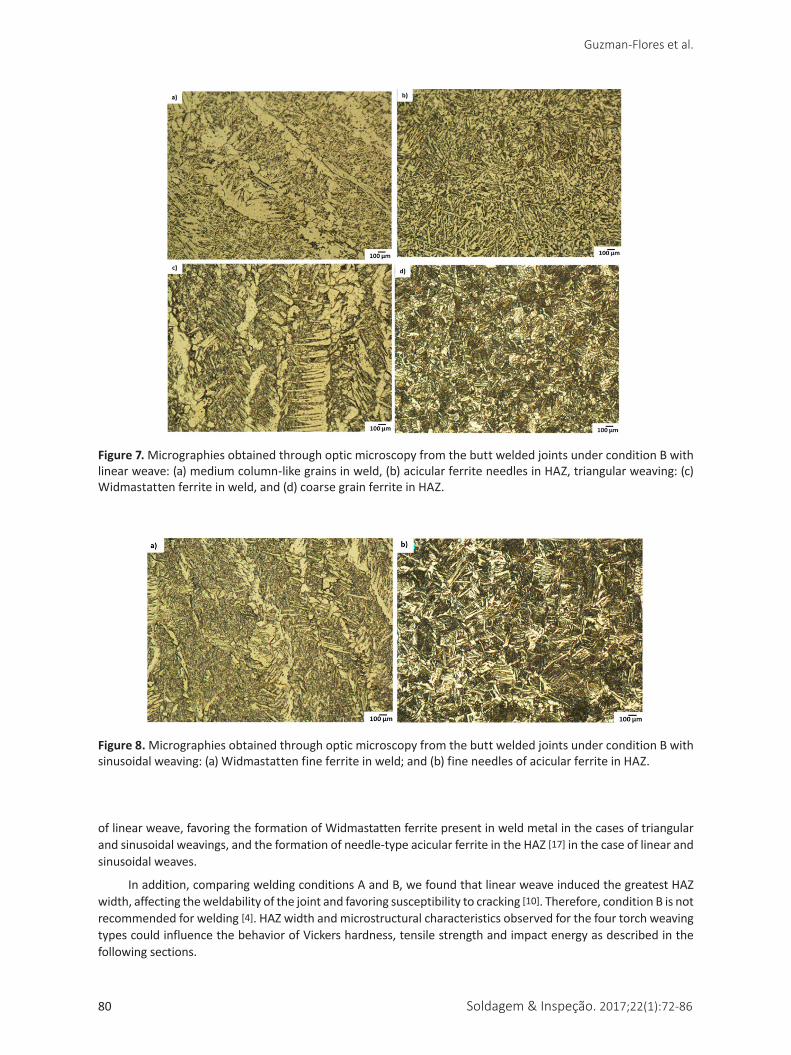
ForweldingconditionBthefollowingmicrostructurecharacteristicswereobserved.Alinearweavefavoredweldmetalwithmediumcolumnargrainsseparatedbyfineacicularferrite(Figure 7a)whiletheHAZexhibitedamatrixofmediumacicularferrite-likeneedles(Figure 7b).AtriangularweavegeneratedweldmetalformedbyalargeramountoflateralplatesofWidmastattenferritealongthemediumcolumnargrainsseparatedbyacicularferrite (Figure 7c)andtheHAZshowedthepresenceofcoarsegrainferritecontainedinafineacicularferritematrix(Figure 7d).
Finally, sinusoidalweavinggeneratedweldswitha largerquantityofWidmastatten ferrite [17] growing fromthefinecolumn-likegrainsseparatedbyacicularferrite(Figure8a)whiletheHAZshowedcoarse-grainedferritewithinaferritematrixoffineneedle-typeacicularferrite(Figure8b).Aftertheobservationsofmacro-andmicrostructuresforweldingconditionBwiththethreetorchweavingsindicated,thequalityofthebuttweldedjointswasaffectedduetothepresenceofaforementioneddefects,alargerHAZwidthwasinducedinthecase
Guzman-Flores et al.
80 Soldagem & Inspeção. 2017;22(1):72-86
oflinearweave,favoringtheformationofWidmastattenferritepresentinweldmetalinthecasesoftriangularandsinusoidalweavings,andtheformationofneedle-typeacicularferriteintheHAZ[17] in the case of linear and sinusoidalweaves.
Inaddition,comparingweldingconditionsAandB,wefoundthatlinearweaveinducedthegreatestHAZwidth,affectingtheweldabilityofthejointandfavoringsusceptibilitytocracking[10].Therefore,conditionBisnotrecommended for welding [4].HAZwidthandmicrostructuralcharacteristicsobservedforthefourtorchweavingtypescouldinfluencethebehaviorofVickershardness,tensilestrengthandimpactenergyasdescribedinthefollowingsections.
Figure 7.MicrographiesobtainedthroughopticmicroscopyfromthebuttweldedjointsunderconditionBwithlinearweave:(a)mediumcolumn-likegrainsinweld,(b)acicularferriteneedlesinHAZ,triangularweaving:(c)Widmastattenferriteinweld,and(d)coarsegrainferriteinHAZ.
Figure 8.MicrographiesobtainedthroughopticmicroscopyfromthebuttweldedjointsunderconditionBwithsinusoidalweaving:(a)Widmastattenfineferriteinweld;and(b)fineneedlesofacicularferriteinHAZ.
Soldagem & Inspeção. 2017;22(1):72-86 81
Effect of Torch Weaving on the Microstructure, Tensile and Impact Resistances, and Fracture of the HAZ and Weld Bead by Robotic GMAW Process on ASTM A36 Steel
3.3. Vickers hardness
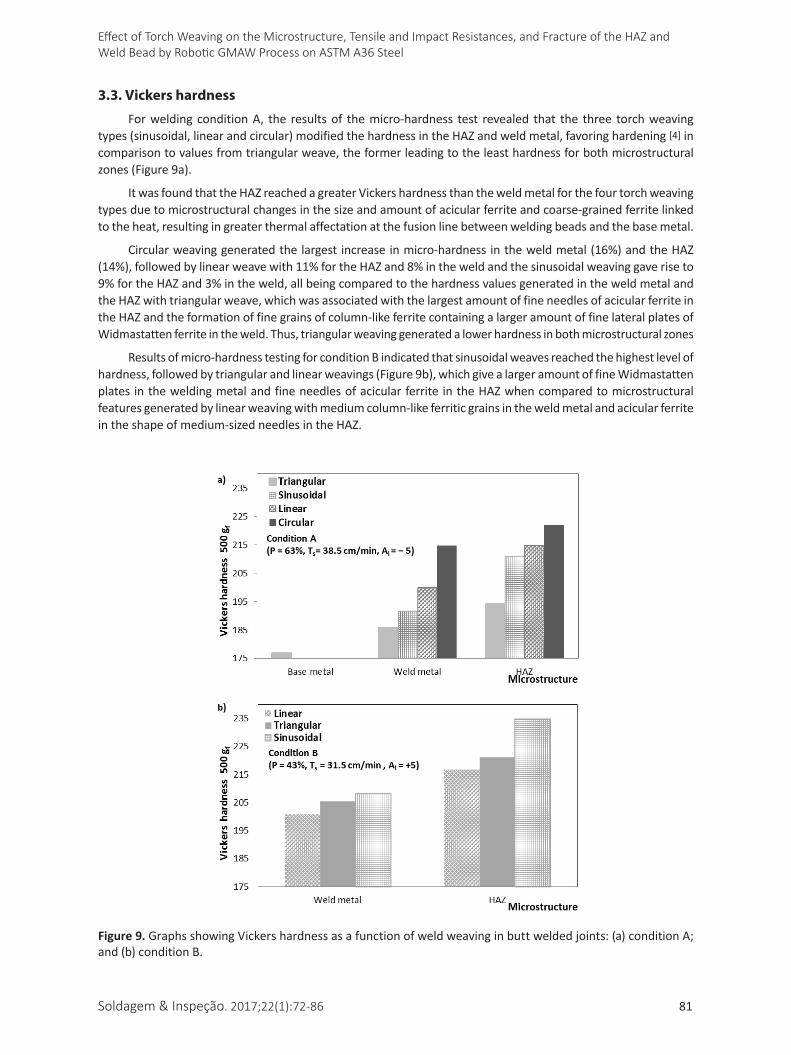
ForweldingconditionA, the resultsof themicro-hardness test revealed that the three torchweavingtypes(sinusoidal,linearandcircular)modifiedthehardnessintheHAZandweldmetal,favoringhardening[4] in comparisontovaluesfromtriangularweave,theformerleadingtotheleasthardnessforbothmicrostructuralzones (Figure9a).
ItwasfoundthattheHAZreachedagreaterVickershardnessthantheweldmetalforthefourtorchweavingtypesduetomicrostructuralchangesinthesizeandamountofacicularferriteandcoarse-grainedferritelinkedtotheheat,resultingingreaterthermalaffectationatthefusionlinebetweenweldingbeadsandthebasemetal.
Circularweavinggeneratedthelargest increaseinmicro-hardness intheweldmetal(16%)andtheHAZ(14%),followedbylinearweavewith11%fortheHAZand8%intheweldandthesinusoidalweavinggaveriseto9%fortheHAZand3%intheweld,allbeingcomparedtothehardnessvaluesgeneratedintheweldmetalandtheHAZwithtriangularweave,whichwasassociatedwiththelargestamountoffineneedlesofacicularferriteintheHAZandtheformationoffinegrainsofcolumn-likeferritecontainingalargeramountoffinelateralplatesofWidmastattenferriteintheweld.Thus,triangularweavinggeneratedalowerhardnessinbothmicrostructuralzones
Resultsofmicro-hardnesstestingforconditionBindicatedthatsinusoidalweavesreachedthehighestlevelofhardness,followedbytriangularandlinearweavings(Figure9b),whichgivealargeramountoffineWidmastattenplatesintheweldingmetalandfineneedlesofacicularferriteintheHAZwhencomparedtomicrostructuralfeaturesgeneratedbylinearweavingwithmediumcolumn-likeferriticgrainsintheweldmetalandacicularferriteintheshapeofmedium-sizedneedlesintheHAZ.
Figure 9.GraphsshowingVickershardnessasafunctionofweldweavinginbuttweldedjoints:(a)conditionA;and(b)conditionB.
Guzman-Flores et al.
82 Soldagem & Inspeção. 2017;22(1):72-86
Hardening[4]wasevidentwhencomparingdifferenttorchweavingtypesforcasesAandB.Thus,conditionB is not adequate [4] ifqualityweldedjointsaretobeobtained,sinceitfavoredmicrostructuralhardeningasmentionedabove.ItalsogeneratedalargerHAZwidthwhenalinearweavewasused.Defectssuchasporosity[4], lackoffusionandexcessweldingatthelowerpartofthejointwerealsogenerated.Hardeningbehaviorwasdirectlyrelatedtotensilestrength,asdescribedinthefollowingsection.
3.4. Mechanical strength
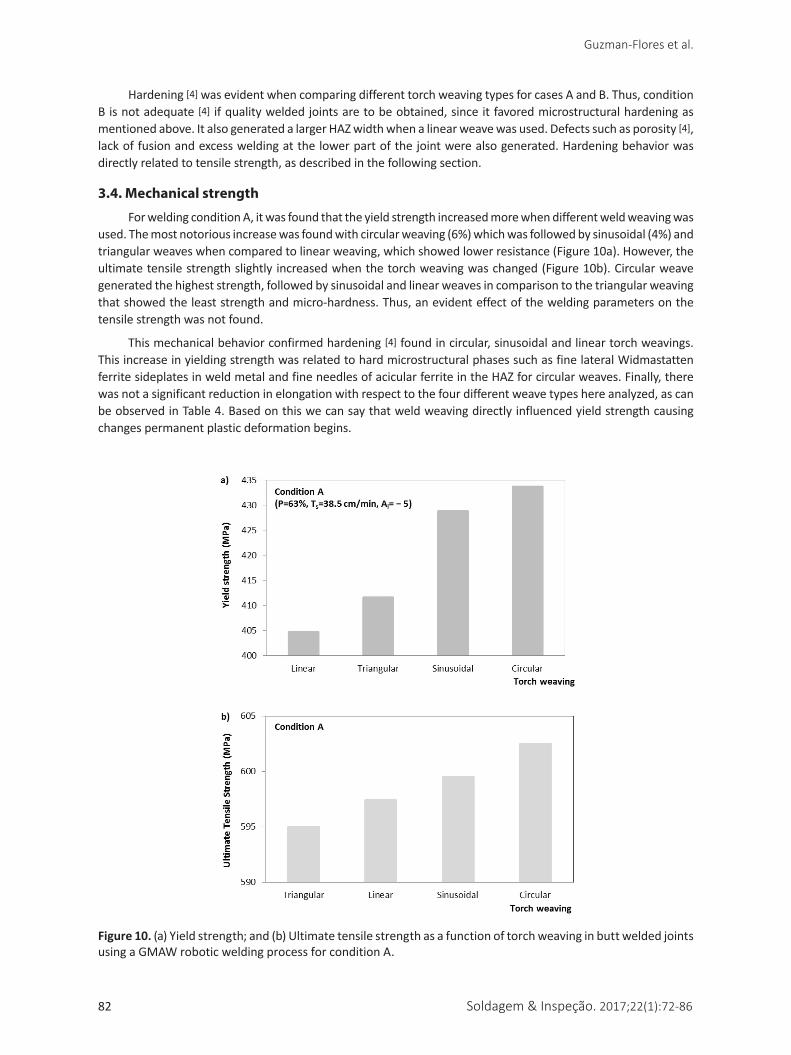
ForweldingconditionA,itwasfoundthattheyieldstrengthincreasedmorewhendifferentweldweavingwasused.Themostnotoriousincreasewasfoundwithcircularweaving(6%)whichwasfollowedbysinusoidal(4%)andtriangularweaveswhencomparedtolinearweaving,whichshowedlowerresistance(Figure10a).However,theultimatetensilestrengthslightly increasedwhenthetorchweavingwaschanged(Figure10b).Circularweavegeneratedthehigheststrength,followedbysinusoidalandlinearweavesincomparisontothetriangularweavingthatshowedtheleaststrengthandmicro-hardness.Thus,anevidenteffectoftheweldingparametersonthetensilestrengthwasnotfound.
Thismechanicalbehaviorconfirmedhardening[4]foundincircular,sinusoidalandlineartorchweavings.ThisincreaseinyieldingstrengthwasrelatedtohardmicrostructuralphasessuchasfinelateralWidmastattenferritesideplatesinweldmetalandfineneedlesofacicularferriteintheHAZforcircularweaves.Finally,therewasnotasignificantreductioninelongationwithrespecttothefourdifferentweavetypeshereanalyzed,ascanbeobservedinTable4.Basedonthiswecansaythatweldweavingdirectlyinfluencedyieldstrengthcausingchangespermanentplasticdeformationbegins.
Figure 10.(a)Yieldstrength;and(b)UltimatetensilestrengthasafunctionoftorchweavinginbuttweldedjointsusingaGMAWroboticweldingprocessforconditionA.
Soldagem & Inspeção. 2017;22(1):72-86 83
Effect of Torch Weaving on the Microstructure, Tensile and Impact Resistances, and Fracture of the HAZ and Weld Bead by Robotic GMAW Process on ASTM A36 Steel
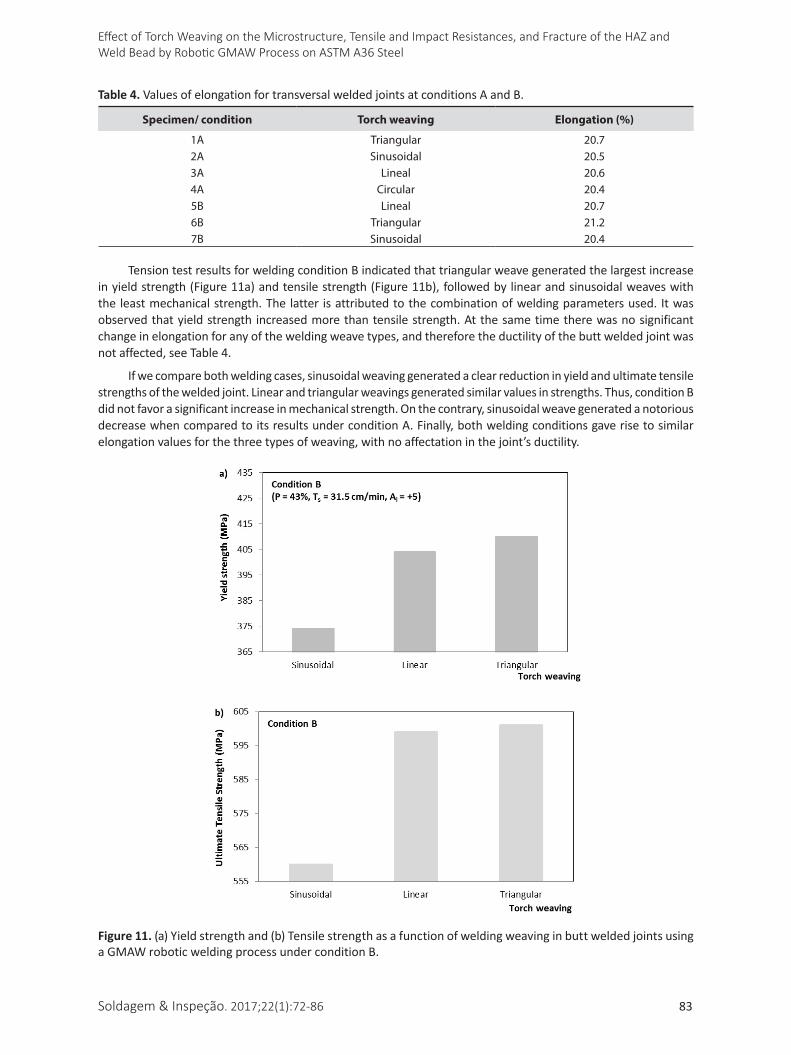
TensiontestresultsforweldingconditionBindicatedthattriangularweavegeneratedthelargestincreaseinyieldstrength(Figure 11a)andtensilestrength(Figure 11b),followedbylinearandsinusoidalweaveswiththeleastmechanicalstrength.Thelatter isattributedtothecombinationofweldingparametersused. Itwasobservedthatyieldstrength increasedmorethantensilestrength.Atthesametimetherewasnosignificantchangeinelongationforanyoftheweldingweavetypes,andthereforetheductilityofthebuttweldedjointwasnot affected, see Table4.
Ifwecomparebothweldingcases,sinusoidalweavinggeneratedaclearreductioninyieldandultimatetensilestrengthsoftheweldedjoint.Linearandtriangularweavingsgeneratedsimilarvaluesinstrengths.Thus,conditionBdidnotfavorasignificantincreaseinmechanicalstrength.Onthecontrary,sinusoidalweavegeneratedanotoriousdecreasewhencomparedtoitsresultsunderconditionA.Finally,bothweldingconditionsgaverisetosimilarelongationvaluesforthethreetypesofweaving,withnoaffectationinthejoint’sductility.
Table 4.ValuesofelongationfortransversalweldedjointsatconditionsAandB.
Specimen/ condition Torch weaving Elongation (%)
1A Triangular 20.72A Sinusoidal 20.53A Lineal 20.64A Circular 20.45B Lineal 20.76B Triangular 21.27B Sinusoidal 20.4
Figure 11.(a)Yieldstrengthand(b)TensilestrengthasafunctionofweldingweavinginbuttweldedjointsusingaGMAWroboticweldingprocessunderconditionB.
Guzman-Flores et al.
84 Soldagem & Inspeção. 2017;22(1):72-86
3.5. Impact energy
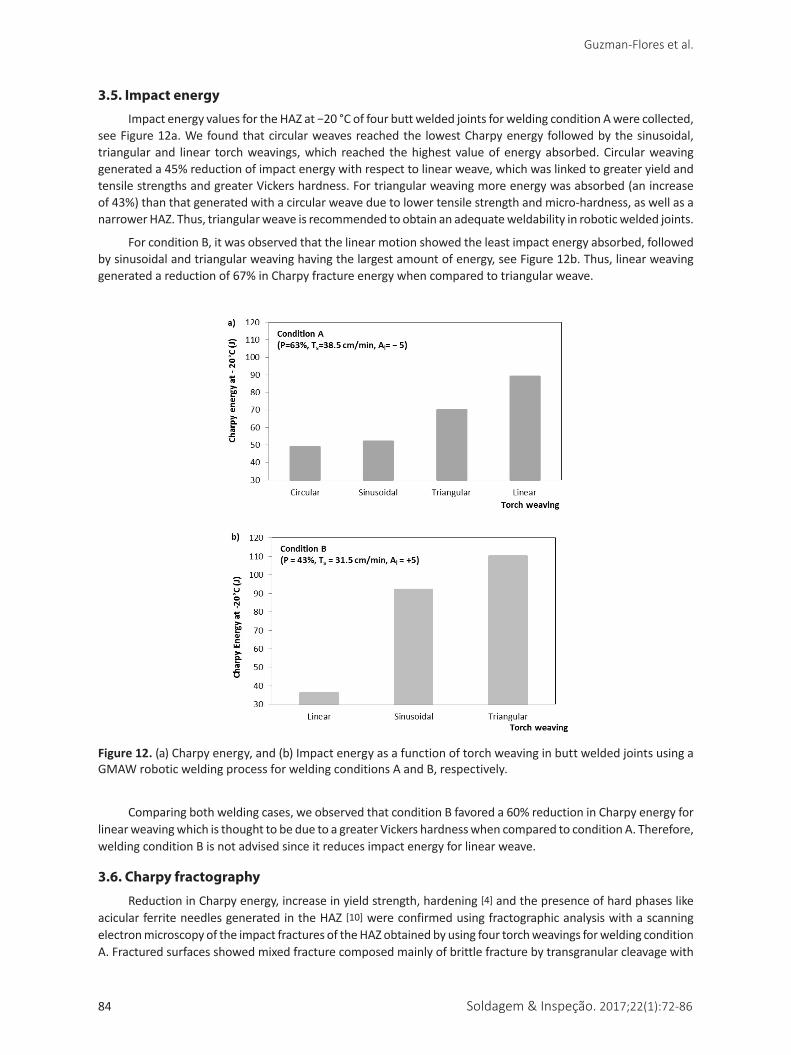
ImpactenergyvaluesfortheHAZat−20°CoffourbuttweldedjointsforweldingconditionAwerecollected,see Figure 12a.Wefoundthatcircularweavesreachedthe lowestCharpyenergyfollowedbythesinusoidal,triangularand linear torchweavings,which reached thehighestvalueofenergyabsorbed.Circularweavinggenerateda45%reductionofimpactenergywithrespecttolinearweave,whichwaslinkedtogreateryieldandtensilestrengthsandgreaterVickershardness.Fortriangularweavingmoreenergywasabsorbed(anincreaseof43%)thanthatgeneratedwithacircularweaveduetolowertensilestrengthandmicro-hardness,aswellasanarrowerHAZ.Thus,triangularweaveisrecommendedtoobtainanadequateweldabilityinroboticweldedjoints.
ForconditionB,itwasobservedthatthelinearmotionshowedtheleastimpactenergyabsorbed,followedbysinusoidalandtriangularweavinghavingthelargestamountofenergy,seeFigure 12b.Thus,linearweavinggeneratedareductionof67%inCharpyfractureenergywhencomparedtotriangularweave.
Figure 12.(a)Charpyenergy,and(b)ImpactenergyasafunctionoftorchweavinginbuttweldedjointsusingaGMAWroboticweldingprocessforweldingconditionsAandB,respectively.
Comparingbothweldingcases,weobservedthatconditionBfavoreda60%reductioninCharpyenergyforlinearweavingwhichisthoughttobeduetoagreaterVickershardnesswhencomparedtoconditionA.Therefore,weldingconditionBisnotadvisedsinceitreducesimpactenergyforlinearweave.
3.6. Charpy fractography
ReductioninCharpyenergy,increaseinyieldstrength,hardening[4]andthepresenceofhardphaseslikeacicularferriteneedlesgeneratedintheHAZ[10]wereconfirmedusingfractographicanalysiswithascanningelectronmicroscopyoftheimpactfracturesoftheHAZobtainedbyusingfourtorchweavingsforweldingconditionA.Fracturedsurfacesshowedmixedfracturecomposedmainlyofbrittlefracturebytransgranularcleavagewith
Soldagem & Inspeção. 2017;22(1):72-86 85
Effect of Torch Weaving on the Microstructure, Tensile and Impact Resistances, and Fracture of the HAZ and Weld Bead by Robotic GMAW Process on ASTM A36 Steel
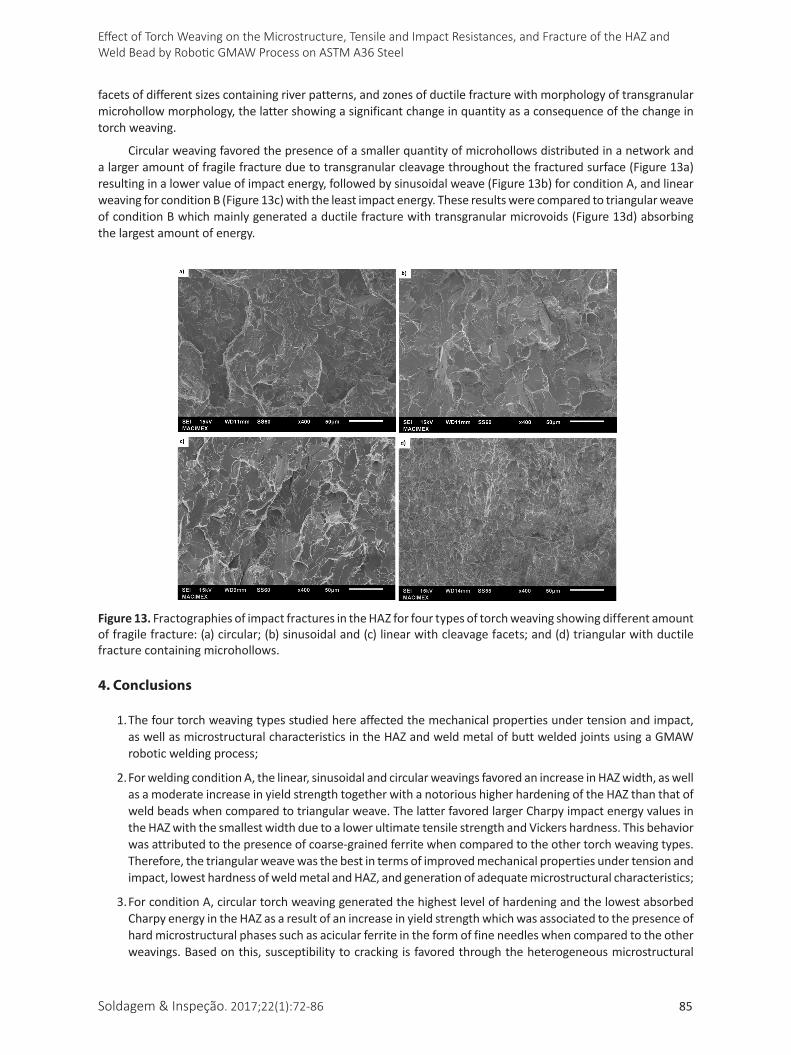
facetsofdifferentsizescontainingriverpatterns,andzonesofductilefracturewithmorphologyoftransgranularmicrohollowmorphology,thelattershowingasignificantchangeinquantityasaconsequenceofthechangeintorchweaving.
Circularweavingfavoredthepresenceofasmallerquantityofmicrohollowsdistributedinanetworkandalargeramountoffragilefractureduetotransgranularcleavagethroughoutthefracturedsurface(Figure 13a)resultinginalowervalueofimpactenergy,followedbysinusoidalweave(Figure 13b)forconditionA,andlinearweavingforconditionB(Figure 13c)withtheleastimpactenergy.TheseresultswerecomparedtotriangularweaveofconditionBwhichmainlygeneratedaductilefracturewithtransgranularmicrovoids(Figure 13d)absorbingthelargestamountofenergy.
Figure 13.FractographiesofimpactfracturesintheHAZforfourtypesoftorchweavingshowingdifferentamountoffragilefracture:(a)circular;(b)sinusoidaland(c)linearwithcleavagefacets;and(d)triangularwithductilefracturecontainingmicrohollows.
4. Conclusions
1.Thefourtorchweavingtypesstudiedhereaffectedthemechanicalpropertiesundertensionandimpact,aswellasmicrostructuralcharacteristicsintheHAZandweldmetalofbuttweldedjointsusingaGMAWroboticweldingprocess;
2.ForweldingconditionA,thelinear,sinusoidalandcircularweavingsfavoredanincreaseinHAZwidth,aswellasamoderateincreaseinyieldstrengthtogetherwithanotorioushigherhardeningoftheHAZthanthatofweldbeadswhencomparedtotriangularweave.ThelatterfavoredlargerCharpyimpactenergyvaluesintheHAZwiththesmallestwidthduetoalowerultimatetensilestrengthandVickershardness.Thisbehaviorwasattributedtothepresenceofcoarse-grainedferritewhencomparedtotheothertorchweavingtypes.Therefore,thetriangularweavewasthebestintermsofimprovedmechanicalpropertiesundertensionandimpact,lowesthardnessofweldmetalandHAZ,andgenerationofadequatemicrostructuralcharacteristics;
3.ForconditionA,circulartorchweavinggeneratedthehighestlevelofhardeningandthelowestabsorbedCharpyenergyintheHAZasaresultofanincreaseinyieldstrengthwhichwasassociatedtothepresenceofhardmicrostructuralphasessuchasacicularferriteintheformoffineneedleswhencomparedtotheotherweavings.Basedonthis,susceptibilitytocrackingisfavoredthroughtheheterogeneousmicrostructural
Guzman-Flores et al.
86 Soldagem & Inspeção. 2017;22(1):72-86
zoneoftheHAZ.Thismetallurgicalbehaviorwasconfirmedbyafractographicanalysis,resultinginsurfaceswithmixed failuremainlycomposedby fragile fracturemorphologydue to transgranular cleavagewithwell-definedriver-patternedcleavagefacets;
4.Lineartorchweaving favoredthe largestHAZwidthcontainingacicular ferriteneedles forbothweldingconditionsAandBwhencomparedtotheothertypesofweavings.Thiswasrelatedtotheheataccumulationalongthefusionlineofthebuttweldedjoint.Circular,linearandsinusoidaltorchweavingtypesarenotrecommended to roboticweldsince theygeneratedhardening,an increase inyield strengthandmoremicrostructuralheterogeneityintheHAZwithhardacicularferriteneedlephases.
Acknowledgements
TheauthorswishtothanktheexperimentalandfinancialsupportsreceivedfromtheMACIMEXTenangoandCOMECyT,respectively.
References[1] KumarBP.Effectofweldingparametersofgasmetalarcwelding
onweldbeadgeometry:a review. International JournalofEngineeringScienceandTechnology.2012;4(7):3446-3449.
[2] ChenY,HeY,ChenH,ZhangH,ChenS.Effectofweavefrequencyandamplitudeontemperaturefieldinweavingweldingprocess.InternationalJournalofAdvancedManufacturingTechnology.2014;75(5):803-813.http://dx.doi.org/10.1007/s00170-014-6157-0.
[3] González-GutiérrezS,Vargas-AristaB,SolísJ,García-VázquezF.Effect of wire feed rate on the microstructure and microhardness ofmultilayerweldmentbyGMAWprocessonASTMA633steel.In:Proceedingsofthe32thCongresoInternacionaldeMetalurgiayMateriales;2010;Saltillo.Mexico:UNL;2010.p.1-11.
[4] TasallotiH,KahP,MartikainenJ.EffectsofweldingwireandtorchweavingonGMAWofS355MCandAISI304Ldissimilarwelds. International JournalofAdvancedManufacturingTechnology.2014;71(1-4):197-205.http://dx.doi.org/10.1007/s00170-013-5484-x.
[5] LeeD,KuN,KimT-W,KimJ,LeeK-Y,SonY-S.Developmentandapplicationofan intelligentwelding robot systemforshipbuilding.RoboticsandComputer-integratedManufacturing.2011;27(2):377-388.http://dx.doi.org/10.1016/j.rcim.2010.08.006.
[6] KaradenizE,OzsaracU,YildizC.Theeffectprocessparametersonpenetrationingasmetalarcweldingprocesses.Materials&Design.2007;28(2):649-656.http://dx.doi.org/10.1016/j.matdes.2005.07.014.
[7] DeutschesInstitutfurNormung.DIN-EN1011-2:recommendationsforweldingofmetallicmaterials,part2arcweldingofferriticsteels.Berlin:DIN;2001.9p.
[8] AsociaciónEspañoladeNormalización.UNE-ENISO15609-1:specificationandqualificationofweldingproceduresformetallicmaterials,Part1Arcwelding.Spain:AENOR;2004.p.6-10.
[9] AmericanWeldingSociety.AWSA5.18:Specificationforcarbonsteelelectrodesandrodsforgasshieldedarcwelding.Miami:AWS;2005.p.2-6.
[10] DeutschesInstitutfurNormung.DIN-EN10025-2:hotrolledproductsofstructuralsteels,part2technicaldeliveryconditionsfornon-alloystructuralsteels.Berlin:DIN;2004.p.18-29.
[11] CruzC,HiyaneG,Mosquera-Artamonov JD,SalgadoL JM.OptimizationoftheGTAWprocessforTi6Al4Vplates.Soldagem&Inspeção.2014;19(1):2-9.http://dx.doi.org/10.1590/S0104-92242014000100002.
[12] AtkinsG,ThiessenD,NissleyN,AdonyiY.Weldingprocesseffectsinweldabilitytestingofsteels.WeldingJournal.2002;81(4):61-66.
[13] AmericanSociety forTestingandMaterials.ASTME384M:standard test method for microindentacion hardness of materials.WestConshohocken:ASTM;2005.p.1-8.
[14] AmericanSocietyforTestingandMaterials.ASTME8M:standardtestmethodsfortensiontestingofmetallicmaterials.WestConshohocken:ASTM;2008.p.7-18.
[15] AmericanSociety forTestingandMaterials.ASTME23M:standardtestmethodsfornotchedbarimpacttestingofmetallicmaterials.WestConshohocken:ASTM;2006.p.2-8.
[16] KumarA,DebroyT.Heat transferand fluid flowduringgas-metal-arcfilletweldingforvariousjointconfigurationsandweldingpositions.MetallurgicalandMaterialsTransactions.A,PhysicalMetallurgyandMaterialsScience.2007;38(3):506-519.http://dx.doi.org/10.1007/s11661-006-9083-4.
[17] ThewlisG.Classificationandquantificationofmicrostructureinsteels.MaterialsScienceandTechnology.2004;20(2):143-160.http://dx.doi.org/10.1179/026708304225010325.





























