Embed Size (px)
Citation preview
CHINA FOUNDRY
148
Vol.9 No.2
Effect of Ti-V-Nb-Mo addition on microstructure of high chromium cast iron
Male, born in 1961, Ph.D, Professor. Research interests: metal solidification and wear materials.E-mail: [email protected]: 2011-07-11; Accepted: 2012-02-20
*Ma Youping
*Ma Youping1, Li Xiulan1, Liu Yugao2, Zhou Shuyi1, and Dang Xiaoming1
(1. School of Metallurgic Engineering, Xi’an University of Architecture & Technology, Xi’an 710055, China; 2. School of Mechanical
and Electrical Engineering, Qingdao Agricultural University, Qingdao 266109, China)
High chromium white cast irons have been widely used in slurry pumps, brick dies, several types of mine
drilling equipment, rock machining equipment and similar areas due to their excellent abrasion resistance and high cost performance [1-3]. Their excellent abrasive wear resistance is achieved from the high volume fraction of hard M7C3-type chromium carbides having micro-hardness of 1,300 to 1,800 HV. However, because of the possibility of brittle failure, fracture toughness must also be a consideration in selecting an appropriate material. Hypoeutectic high chromium cast iron has been widely applied in industrial production because of its good hardness and toughness. Hypereutectic high chromium cast iron is of great significance in improving the wear resistance owing to the high volume fraction of carbides and high hardness. However, owing to the improper ratio of hardness and toughness, cracking and fragmentation of the hypereutectic high chromium cast iron in working conditions greatly restricts its further application. From the material microstructure considerations, the size, morphology and distribution of carbides play important roles in determining comprehensive properties of the hypereutectic high chromium cast iron, although the toughness of the matrix also contributes
Abstract: The effects of trace additions of multi-alloying elements (Ti, Nb, V, Mo) on carbides precipitation and as-cast microstructure of eutectic high chromium cast iron containing 2.85wt.%C and 31.0wt.%Cr were investigated from thermodynamic and kinetic considerations. The thermodynamic calculations show that Ti and Nb exist in the multi-alloying system in the forms of TiC and NbC. The formation of VC during the solidification is not feasible from the thermodynamic consideration. XRD analysis shows that the V exists in alloy compounds (VCr2C2, VCrFe8). The first precipitated high melting point particles (TiC, NbC) can act as the heterogeneous substrate of M7C3 carbides, which results in significant refinement of the M7C3 carbides. After the addition of alloying elements, C atom diffusion is hindered due to the strong affinities of the strong carbide forming elements for carbon, which decreases the growth rate of carbides. The combined roles of the increase of nucleation rate and the decrease of carbides growth rate lead to the finer microstructure.
Key words: high chromium cast iron; microstructure; alloying; thermodynamics; kineticsCLC numbers: TG143.9 Document code: A Article ID: 1672-6421(2012)02-148-06
to the wear resistance. Sharp-angled and coarse hexagonal (Cr,Fe)7C3 carbides greatly decrease toughness. In order to achieve a reasonable ratio of hardness and toughness, a large number of researchers have made considerable efforts for many years. They have tried to improve experimental techniques and extend the applications, such as alloying [4-5], modification treatment [6], different casting techniques [7-8], heat treatment [9-11], and surface treatment [12], but there is still no breakthrough progress.
For eutectic high chromium cast irons, fine carbides with high strength are embedded in a relatively soft austenite matrix, and because the eutectic temperature is low and the fluidity is good, thermal cracking and the segregation tendency are small. According to Ogi’s research [13], the size of the eutectic colonies, the size of the eutectic carbides, as well as the eutectic freezing range are the smallest in all cases for a chromium content of 30.0wt.%. For this reason, 2.85C-31Cr (adjacent to 30.0wt.%Cr) alloy was selected for the present study. The effect of one alloying element on high chromium cast iron has been investigated by several authors [14-16]. Qu Yinhu [14] has reported that the primary M7C3 carbides are refined and spheroidized by the addition of a suitable amount of cerium to hypereutectic high chromium cast iron containing 4.0wt.%C and 20.0wt.%Cr. Niobium was reported to refine carbides and the shape of the primary M7C3 carbides becomes isotropic. However, the studies on the effects of multi-alloying elements on high chromium cast iron from the thermodynamic and kinetic considerations have drawn relatively little attention. Therefore, the general
149
Research & DevelopmentMay 2012
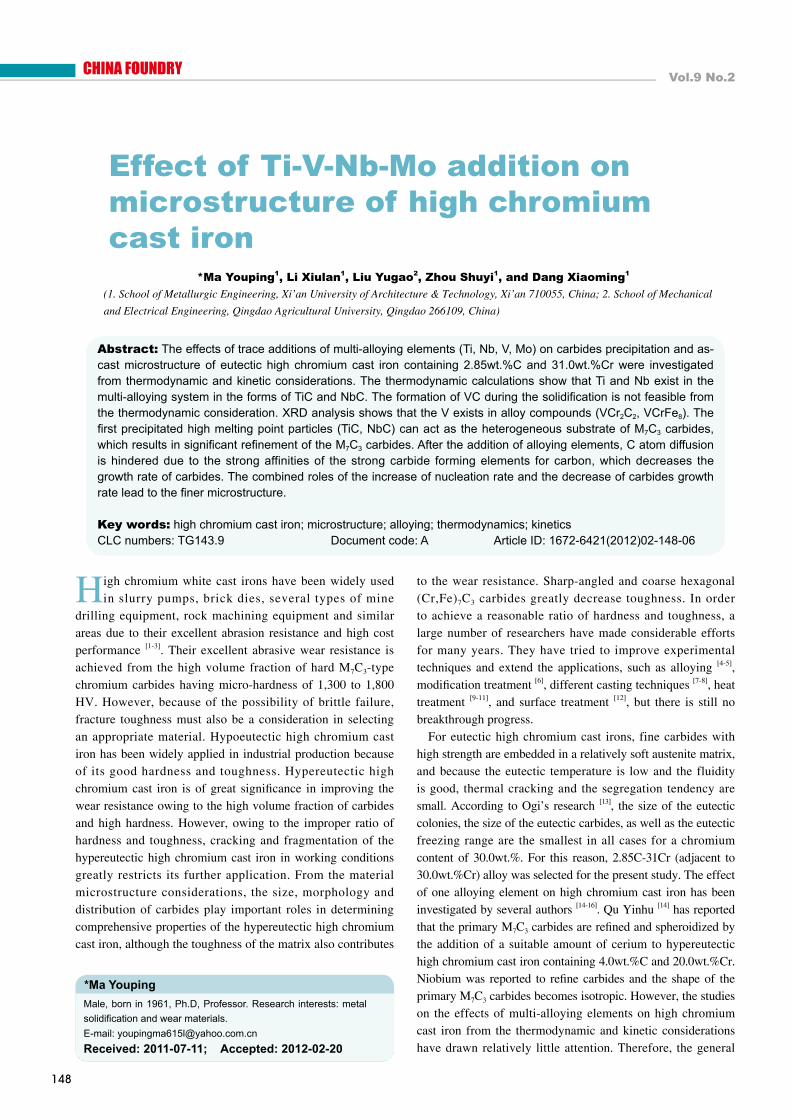
Fig. 1: As-cast microstructures of 2.85C-31Cr high chromium white cast iron: (a) sample 1; (b) sample 2; (c) sample 3; and (d) sample 4
purpose of this study is to investigate the effects of multi-alloying elements on the microstructure refinement from the thermodynamic and the kinetic considerations.
1 Experimental details
1.1 MaterialsThe high chromium cast iron used in the experiment contains a certain amount of alloying elements. Its normal chemical compositions (wt.%) are C: 2.85, Cr: 31, Si: 0.5, S < 0.06, and P < 0.06. The alloys were melted in a 30 kg high frequency induction furnace. The initial charge materials were steel scrap, ferroalloy and pig iron. The melt temperature was controlled at 1,753 ± 20 K. When all the charge materials were melted in the furnace, pure aluminum was added to deoxidize, then the molten metal was poured at 1,693 ± 20 K into sand molds with dimensions of 20 mm × 20 mm × 110 mm and four different samples were obtained with different alloying elements. The content of the additional alloying elements are given in Table 1.
techniques. The ground and polished specimens of high chromium cast iron were subsequently etched with aqua regia. The microstructure observation of the metallographic structure was performed using a GX-51 OLYMPUS optical microscope. The SEM(S-3400N) observations revealed a difference in scale of the microstructure of high chromium cast iron; and a composition analysis was carried out using an energy dispersive spectrum (EDS) attached to the SEM. The phase constituents of the alloy were determined by X-ray diffraction (XRD).
2 Results2.1 Microstructure evolutionFigure 1 shows the optical micrographs of the samples with four different concentrations of the alloying elements in the as-cast condition. It can be seen that they are adjacent to eutectic microstructure consisting of hard eutectic carbides embedded in an austenitic matrix. And the hexagonal carbides are hollow and coarse; the carbides/matrix interface is usually irregular and obvious with no additional alloying elements (Fig. 1a). With an increase in the amount of alloying elements, the carbides are gradually refined. A comparison of Fig. 1(a-d) shows that the as-cast microstructures of sample 3 (Fig. 1c) exhibits the best effect and the carbides are greatly refined in size; the carbides morphology tends to become obtuse and the carbides distribution is uniform. However, it is not appropriate to increase the concentration of alloying elements without limit. An excessive concentration of alloying elements might produce a large amount of bulky heterogeneous particles and agglomerate in the eutectic high chromium cast iron. Ultimately, the microstructures become coarse (Fig. 1d).
Table 1: The contents of main alloying elements in specimens (wt.%)
Sample No. C Cr V Ti Nb Mo 1 2.85 30.74 2 2.86 30.58 0.10 0.10 0.10 0.15 3 2.84 31.05 0.40 0.40 0.40 0.35 4 2.87 31.36 0.60 0.60 0.60 0.50
1.2 Metallographic observation The specimens were prepared using standard metallographic
CHINA FOUNDRY
150
Vol.9 No.2
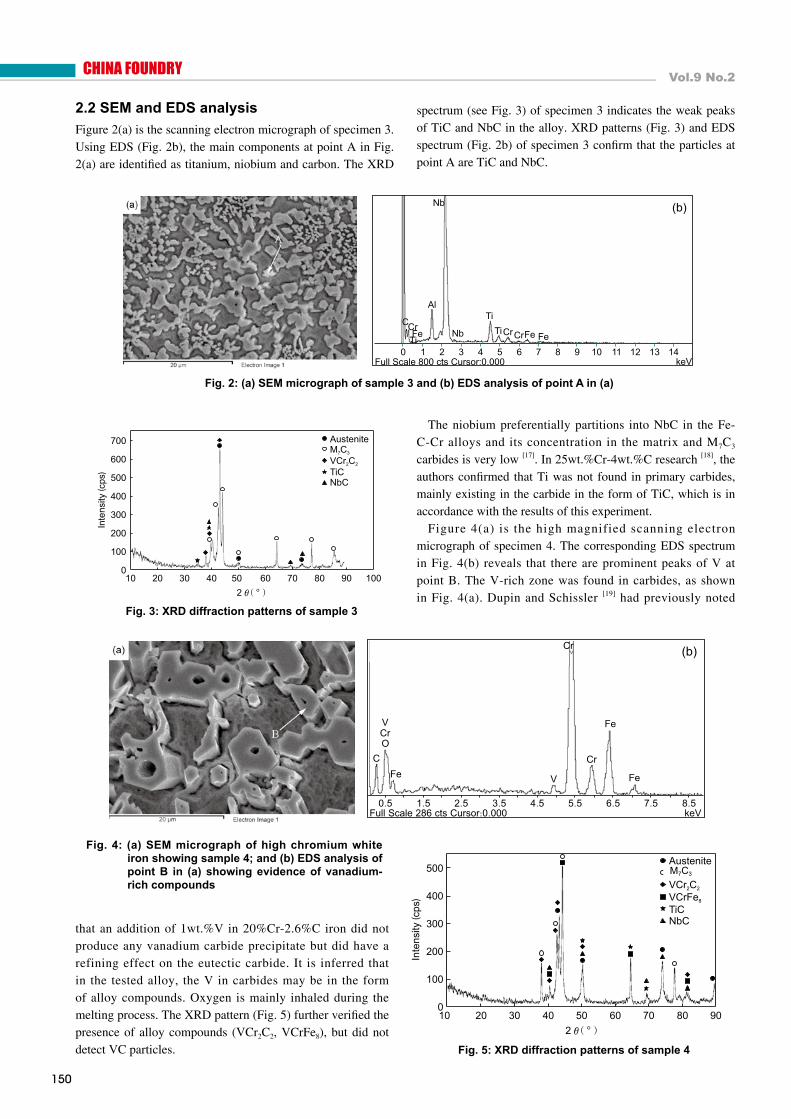
Fig. 3: XRD diffraction patterns of sample 3
Fig. 5: XRD diffraction patterns of sample 4
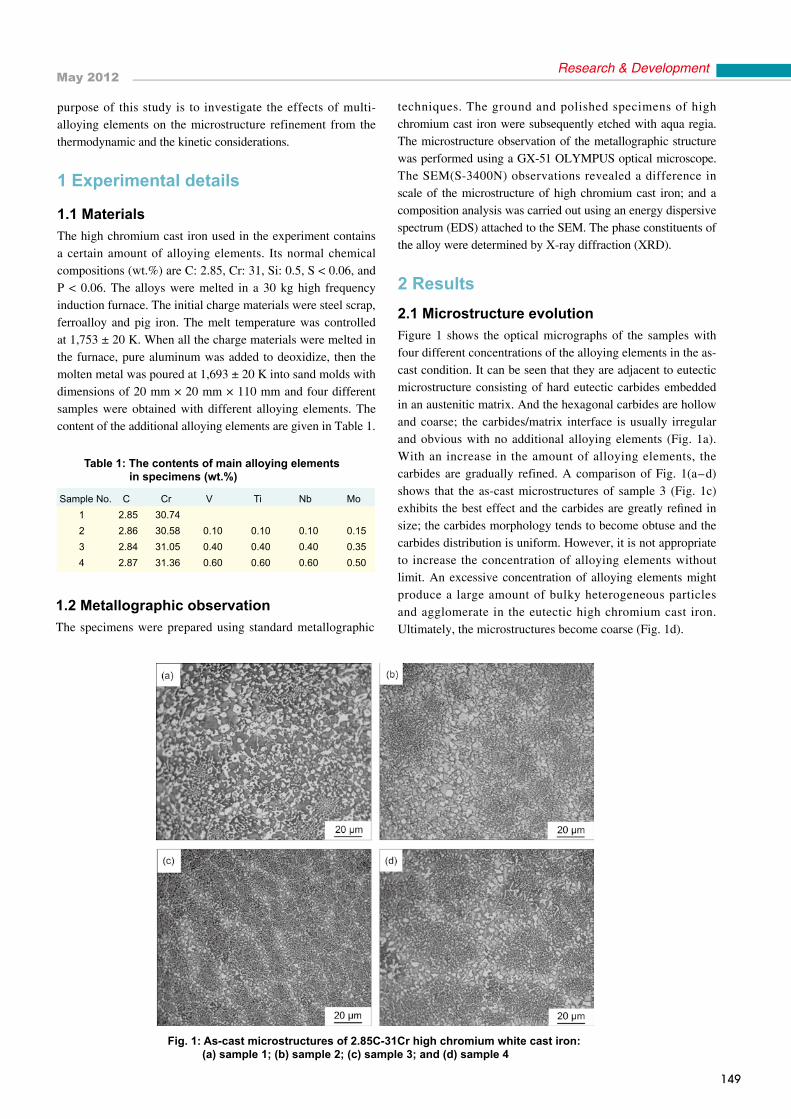
2.2 SEM and EDS analysisFigure 2(a) is the scanning electron micrograph of specimen 3. Using EDS (Fig. 2b), the main components at point A in Fig. 2(a) are identified as titanium, niobium and carbon. The XRD
spectrum (see Fig. 3) of specimen 3 indicates the weak peaks of TiC and NbC in the alloy. XRD patterns (Fig. 3) and EDS spectrum (Fig. 2b) of specimen 3 confirm that the particles at point A are TiC and NbC.
Fig. 2: (a) SEM micrograph of sample 3 and (b) EDS analysis of point A in (a)
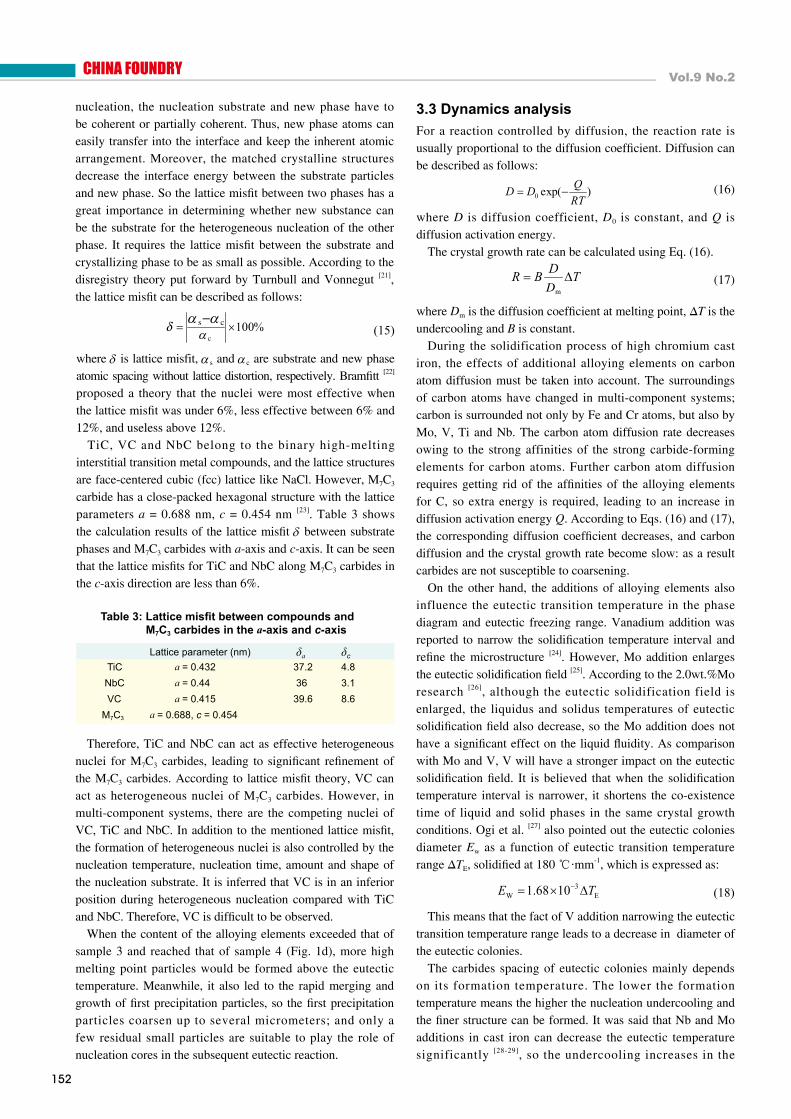
Fig. 4: (a) SEM micrograph of high chromium white iron showing sample 4; and (b) EDS analysis of point B in (a) showing evidence of vanadium-rich compounds
The niobium preferentially partitions into NbC in the Fe-C-Cr alloys and its concentration in the matrix and M7C3 carbides is very low [17]. In 25wt.%Cr-4wt.%C research [18], the authors confirmed that Ti was not found in primary carbides, mainly existing in the carbide in the form of TiC, which is in accordance with the results of this experiment.
Figure 4(a) is the high magnified scanning electron micrograph of specimen 4. The corresponding EDS spectrum in Fig. 4(b) reveals that there are prominent peaks of V at point B. The V-rich zone was found in carbides, as shown in Fig. 4(a). Dupin and Schissler [19] had previously noted
that an addition of 1wt.%V in 20%Cr-2.6%C iron did not produce any vanadium carbide precipitate but did have a refining effect on the eutectic carbide. It is inferred that in the tested alloy, the V in carbides may be in the form of alloy compounds. Oxygen is mainly inhaled during the melting process. The XRD pattern (Fig. 5) further verified the presence of alloy compounds (VCr2C2, VCrFe8), but did not detect VC particles.
M7C3

151
Research & DevelopmentMay 2012
3 Discussion
3.1 Thermodynamic analysisWhen alloying elements are added into the melt, they may react with C as follows:
(1)
(2) (3)
where , , and are the standard Gibbs free energy changes of Eqs. (1), (2) and (3), respectively; T is absolute temperature, K.
The reaction of TiC and the composition of sample 3 are selected to describe and confirm the existence of Ti in this form. When the reaction in Eq. (1) occurs, the free energy change can be calculated by Eq. (4).
where fTi and fC are the activity coefficients of titanium and
Table 2: The elements activity interaction coefficients in iron liquid at 1,873 K
J C Cr Si Mn Ni Cu Ti Nb V Ti -0.3 0.055 0.05 -0.012 0.048 C 0.14 -0.024 0.08 -0.012 0.012 0.016 -0.008 -0.006 0.03Nb -0.49 -0.11 0.028 V -0.34 0.042 0.015
X
The main alloying elements interaction coefficients are listed
in Table 2 at 1,873 K [20]. The effects of sulfur and phosphor on multi-component systems’ contribution are negligible because of the low contents (less than 0.06%).
At 1,753 K for the sample 3, putting the value of the weight percent of the alloying elements (Table. 1) and the necessary interaction coefficients of activity (Table 2) into Eqs. (7) and (8), respectively, the values of ln fTi and fC are obtained as follows:
(9) (10)
If the reaction in Eq. (1) takes place, the change of free energy ΔG is thermodynamically favored, which is described as follows:
(11)By combining Eqs. (1), (4), (9) with (11), Eq. (12) is
obtained: (12)
Equation (12) is the theoretical equilibrium concentration qualification under which TiC particles are produced in the molten liquid at 1,753 K. Only if the amount of the titanium satisfies Eq. (12), will Eq. (1) take place and TiC be obtained. The same method can be applied to calculate similar expressions for V and Nb. The following relations at 1,753 K can be obtained:
(13)
(14)
(4)
(7)
(8)
carbon, respectively. [%Ti] and [%C] are, respectively, weight percent of titanium and carbon in the melt. When Eq. (1) is balanced, the activity coefficient can be described as follows:
(5)
(6)
where is the interaction coefficient of J elements, such as chromium, carbon, etc. on X.
As for Ti and C, ln fx can be calculated using Eqs. (7) and (8) respectively.
ln fTi = 0.12[%Ti] + 2.17
By thermodynamic calculation, it is easy to figure out that the formations of TiC and NbC in the designed composition range (as shown in Table 1) are favored; only the formation of VC is not thermodynamically favored. The thermodynamic calculations give results in satisfactory agreement with the experimental results.
3.2 Refinement of microstructureThe added strong carbides-forming elements enter firstly into solid solution in austenite; then they gradually precipitate and form different compounds in proper conditions when the amount of alloying elements exceed the maximum solid solubility in austenite. The high melting point, first precipitated compounds have the tendency toward agglomeration and growth before the eutectic reaction. However, it is inevitable that some residual small high melting point particles remain in subsequent solidification processing and act as heterogeneous nucleation nuclei for carbides in the eutectic reaction, leading to significant refinement of the M7C3 carbides and improvement of M7C3 distribution and morphology.
If these first precipitated compounds particles are to act as the heterogeneous substrate of M7C3 carbides, it is necessary to satisfy certain crystallographic relationships with M7C3 carbides. It is well known that during heterogeneous
TiC (s)
NbC (s)
VC (s)
-17.7
G
CHINA FOUNDRY
152
Vol.9 No.2
nucleation, the nucleation substrate and new phase have to be coherent or partially coherent. Thus, new phase atoms can easily transfer into the interface and keep the inherent atomic arrangement. Moreover, the matched crystalline structures decrease the interface energy between the substrate particles and new phase. So the lattice misfit between two phases has a great importance in determining whether new substance can be the substrate for the heterogeneous nucleation of the other phase. It requires the lattice misfit between the substrate and crystallizing phase to be as small as possible. According to the disregistry theory put forward by Turnbull and Vonnegut [21], the lattice misfit can be described as follows:
3.3 Dynamics analysisFor a reaction controlled by diffusion, the reaction rate is usually proportional to the diffusion coefficient. Diffusion can be described as follows:
(16)
where D is diffusion coefficient, D0 is constant, and Q is diffusion activation energy.
The crystal growth rate can be calculated using Eq. (16).
(17)
where Dm is the diffusion coefficient at melting point, ΔT is the undercooling and B is constant.
During the solidification process of high chromium cast iron, the effects of additional alloying elements on carbon atom diffusion must be taken into account. The surroundings of carbon atoms have changed in multi-component systems; carbon is surrounded not only by Fe and Cr atoms, but also by Mo, V, Ti and Nb. The carbon atom diffusion rate decreases owing to the strong affinities of the strong carbide-forming elements for carbon atoms. Further carbon atom diffusion requires getting rid of the affinities of the alloying elements for C, so extra energy is required, leading to an increase in diffusion activation energy Q. According to Eqs. (16) and (17), the corresponding diffusion coefficient decreases, and carbon diffusion and the crystal growth rate become slow: as a result carbides are not susceptible to coarsening.
On the other hand, the additions of alloying elements also influence the eutectic transition temperature in the phase diagram and eutectic freezing range. Vanadium addition was reported to narrow the solidification temperature interval and refine the microstructure [24]. However, Mo addition enlarges the eutectic solidification field [25]. According to the 2.0wt.%Mo research [26], although the eutectic solidification field is enlarged, the liquidus and solidus temperatures of eutectic solidification field also decrease, so the Mo addition does not have a significant effect on the liquid fluidity. As comparison with Mo and V, V will have a stronger impact on the eutectic solidification field. It is believed that when the solidification temperature interval is narrower, it shortens the co-existence time of liquid and solid phases in the same crystal growth conditions. Ogi et al. [27] also pointed out the eutectic colonies diameter Ew as a function of eutectic transition temperature range ΔTE, solidified at 180 ℃·mm-1, which is expressed as:
This means that the fact of V addition narrowing the eutectic transition temperature range leads to a decrease in diameter of the eutectic colonies.
The carbides spacing of eutectic colonies mainly depends on its formation temperature. The lower the formation temperature means the higher the nucleation undercooling and the finer structure can be formed. It was said that Nb and Mo additions in cast iron can decrease the eutectic temperature significantly [28-29], so the undercooling increases in the
Table 3: Lattice misfit between compounds and M7C3 carbides in the a-axis and c-axis
Lattice parameter (nm) δa δc
TiC a = 0.432 37.2 4.8 NbC a = 0.44 36 3.1 VC a = 0.415 39.6 8.6M7C3 a = 0.688, c = 0.454
where δ is lattice misfit, α s and α c are substrate and new phase atomic spacing without lattice distortion, respectively. Bramfitt [22] proposed a theory that the nuclei were most effective when the lattice misfit was under 6%, less effective between 6% and 12%, and useless above 12%.
TiC, VC and NbC belong to the binary high-melting interstitial transition metal compounds, and the lattice structures are face-centered cubic (fcc) lattice like NaCl. However, M7C3 carbide has a close-packed hexagonal structure with the lattice parameters a = 0.688 nm, c = 0.454 nm [23]. Table 3 shows the calculation results of the lattice misfit δ between substrate phases and M7C3 carbides with a-axis and c-axis. It can be seen that the lattice misfits for TiC and NbC along M7C3 carbides in the c-axis direction are less than 6%.
(15)
(18)
Therefore, TiC and NbC can act as effective heterogeneous nuclei for M7C3 carbides, leading to significant refinement of the M7C3 carbides. According to lattice misfit theory, VC can act as heterogeneous nuclei of M7C3 carbides. However, in multi-component systems, there are the competing nuclei of VC, TiC and NbC. In addition to the mentioned lattice misfit, the formation of heterogeneous nuclei is also controlled by the nucleation temperature, nucleation time, amount and shape of the nucleation substrate. It is inferred that VC is in an inferior position during heterogeneous nucleation compared with TiC and NbC. Therefore, VC is difficult to be observed.
When the content of the alloying elements exceeded that of sample 3 and reached that of sample 4 (Fig. 1d), more high melting point particles would be formed above the eutectic temperature. Meanwhile, it also led to the rapid merging and growth of first precipitation particles, so the first precipitation particles coarsen up to several micrometers; and only a few residual small particles are suitable to play the role of nucleation cores in the subsequent eutectic reaction.
α s-α c
α c
Dm
153
Research & DevelopmentMay 2012
The study was financially supported by the Education Department of Shaanxi Province (No. 2010JK49).
same pouring temperature conditions. The temperature and concentration conditions, which are needed for the nuclei, easily appear, thus resulting in an increase in eutectic colony nuclei. Conversely the growth rate of the eutectic colonies decreases with decreasing eutectic temperature. The increase of the nuclei rate and the decrease of the growth rate of the eutectic colonies together lead to the small carbides spacing.
4 Conclusions(1) The added alloying elements Ti and Nb mainly exist in
multi-component systems in the form of TiC and NbC. The formation of VC is shown by calculation to be not feasible in the multi-component systems. V forms alloy compounds (VCr2C2, VCrFe8).
(2) These first precipitates (TiC and NbC) act as the heterogeneous nucleation nuclei of M7C3 carbides and increase the nucleation rate. After addition of alloying elements, carbides growth rate decreases. The combined influence of Ti-Nb-V on high chromium cast iron finally leads to microstructure refining.
(3) Among the designed alloys, sample 3 (0.4V-0.40Ti-0.40Nb-0.35Mo) is found to be the optimum alloy having the smallest carbides size and exhibiting a relatively fine and uniform solidification structure compared with those of the other alloys.
References[1] Albertin E and Sinatora A. Effect of carbide fraction and
matrix microstructure on the wear of cast iron balls tested in a laboratory ball mill. Wear, 2001, 250(1): 492-501.
[2] Wu X J, Xing J D, Fu H G, et al. Effect of titanium on the morphology of primary M7C3 carbides in hypereutectic high chromium white iron. Materials Science and Engineering A, 2007, 457: 180-185.
[3] Llewellyn R J, Yick S K, and Dolman K F. An investigation of the wear behaviors of white cast irons under different compositions. Material and Design, 2006, 27(6): 437-445.
[4] Sampathkumaran P, Ranganathaiah C, Seetharamu S, et al. Processes-induced structural transformations and the impact properties of Cr-Mn iron systems. Materials and Manufacturing Processes, 2008, 23: 320-325.
[5] Chunga R J, Tanga X, Li D Y, et al. Effects of titanium addition on microstructure and wear resistance of hypereutectic high chromium cast iron Fe-25wt.%Cr-4wt.%C. Wear, 2009, 267(1): 502-510.
[6] Zhi X, Xing J, Fu H, and Gao Y. Effect of fluctuation and modification on microstructure and impact toughness of 20wt.% Cr hypereutectic white cast iron. Material wissenschaft und Werkstofftechnik. 2008, 39(6): 391-393.
[7] Lu L M, Soda H, and McLean A. Microstructure and mechanical properties of Fe-Cr-C eutectic composites. Materials Science and Engineering A, 2003, 347(1): 214-219.
[8] Dai Yongxiang, Yang Min, and Song Changjiang. Solidification structure of C2.08Cr25.43Si1.19Mn0.43Fe70.87 powders fabricated by high pressure gas atomization. Materials Characterization, 2010, 61(1): 116-122.
[9] Yang Hongshan, Wang Jun, and Shen Baoluo. Effect of cryogenic treatment on the matrix structure and abrasion resistance of white cast iron subjected to destabilization treatment. Wear, 2006, 261(10): 1150-1154.
[10] Liu Haohuai and Wang Jun. Effects of deep cryogenic treatment on property of 3Cr13Mo1V1.5 high chromium cast iron. Material and Design, 2007, 28(3): 1059-1064.
[11] Hou Qingyu, Huang Zhenyi, and Wang Jingtao. Application of rietveld refinement to investigate the high chromium white cast iron austempered at different temperatures. Journal of Iron and Steel Research International, 2009, 16(4): 33-38.
[12] Borisov Y, Tyurin Y, Lotsko D, and Efimov N. Surface modification of iron carbon alloys by plasma detonation treatment. Materials and Manufacturing Processes, 1996, 11(2): 307-311.
[13] Matsubara Y, Ogi K, and Matsuda K. Eutectic solidification of high chromium cast iron-eutectic structures and their quantitative analysis. AFS Transactions, 1982, 89: 183-196.
[14] Qu Yinhu, Xing Jiandong, Zhi Xiaohui, and Peng Jiyun. Effect of cerium on the as-cast microstructure of a hypereutectic high chromium cast iron. Materials Letters, 2008, 62: 3024-3027.
[15] Zhi Xiaohui, Xing Jiandong, Fu Hanguang, and Xiao Bing. Effect of niobium on the as-cast microstructure of hypereutectic high chromium cast iron. Materials Letters, 2008, 62: 857-860.
[16] Tasgin Y, Kaplan M, and Yaz M. Investigation of effects of boron additives and heat treatment on carbides and phase transition of highly alloyed duplex cast iron. Materials and Design, 2009, 30: 3174-3179.
[17] Baik H K and Loper C R. The influence of niobium on the solidification structure of Fe-Cr-C alloys. AFS Transactions, 1988, 96: 405-412.
[18] Chunga R J, Tang X, Li D Y, et al. Effects of titanium addition on microstructure and wear resistance of hypereutectic high chromium cast iron Fe-25wt.%Cr-4wt.%C. Wear, 2009, 267: 356-361.
[19] Dupin P, Saverna J, and Schissler J M. A structural study of chromium white cast irons. AFS Transactions, 1982, 90: 711-718.
[20] Liang Yingjiao and Che Yinchan. Inorganics Thermodynamics Data Handbook. Shenyang: Northeastern University Press, 1993: 508-511. (in Chinese).
[21] Turnbull D and Vonnegut B. Nucleation catalysis. Industrial and Engineering Chemistry Research, 1952, 44: 1292-1298.
[22] Bramfitt B L. The effect of carbides and nitride additions on the heterogeneous nucleation behavior of liquid iron. Metallurgical and Materials Transactions B, 1970, 1(7): 1987−1995.
[23] Eckstrom H C and Adcock W A. A new carbide in hydrocarbon synthesis catalysts. Journal of the American Chemical Society, 1950, 72: 1042-1049.
[24] Filipovic M, Kamberovic Z, and Korac M. Solidification of high chromium white cast iron alloyed with vanadium. Materials Transactions, 2011, 52: 386-390.
[25] Chen Jingju and Yu Zisu. High Chromium Alloy Cast Irons and Their Application. Beijing: China Metallurgical Industry Press, 1999: 129. (in Chinese).
[26] Ding Genbao. Foundry Technology. Beijing: China Machine Press, 1985: 300. (in Chinese).
[27] Ogi K, Matsubara Y, and Matsuda K. Eutectic solidification of high chromium cast iron-eutectic mechanism of eutectic growth. AFS Transactions, 1982, 89: 197-204.
[28] Zhou Wenbin, Zhu Hongbo, Zheng Dengke, et al. Niobium alloying effect in high carbon equivalent grey cast iron. China Foundry, 2011, 8(1): 36-40.
[29] Hao shijian. High Chromium Wear Resistant Cast Iron. Beijing: China Coal Industry Press, 1993: 118. (in Chinese).





























