Embed Size (px)
Citation preview

1068-1302/11/0708-0557 ©2011 Springer Science+Business Media, Inc. 557
Powder Metallurgy and Metal Ceramics, Vol. 50, Nos. 7-8, November, 2011 (Russian Original Vol. 50, Nos. 7-8, July-August, 2011)
EFFECT OF THE ADHESION, CONCENTRATION, SIZE, AND QUALITY OF DIAMOND GRAINS ON THE STRENGTH AND WEAR RESISTANCE OF SAMPLES MODELING AN IMPREGNATED LAYER OF DIAMOND CROWN BITS
V. P. Umanskii,1,2 A. A. Bugaev,1 V. A. Evdokimov,1 N. P. Brodnikovskii,1 and Yu. V. Naidich1
UDC 622.233.05
The decrease in geological surveys in Ukraine complicates field tests of experimental batches of diamond bits produced using advanced scientific developments. The strength of samples that model an impregnated layer of diamond bits both in terms of their composition and production method has been tested in laboratory. The process for producing the samples is similar to the vacuum impregnation technology developed previously for crown bits. The performance of these crown bits during granite boring is also modeled. The experimental results are used to evaluate the strength and performances of the impregnated diamond layer and to draw a conclusion that the improvement of diamond crown bits is a promising area.
Keywords: adhesion, diamond, strength, wear resistance, diamond layer, crown bit.
INTRODUCTION
Modern diamond drilling has evolved owing to the experiments by Leschot, who proposed a crown ring set with diamonds, and to Piguet, who developed a hand-operated machine for drilling holes in the 1860s. Steam-driven machines appeared in different countries in the 1880s [1]. For a long time, large expensive Brazilian diamonds called carbonados (black diamonds) were set into crown bits. As drilling became more and more extensive, diamonds of bort grade (much cheater than large ones) came into use in the 1930th, which improved the speed of drilling the hardest rocks and made penetration cheaper. Small diamonds were mounted in cast matrices. For matrices with varying hardness and wear resistance, bronze, copper–beryllium alloys, cobalt–chromium–tungsten alloys (stellites), and Monel metals (2/3 nickel and 1/3 copper) were used.
Later on, in rigorous drilling conditions, very hard copper-impregnated tungsten carbide bits that showed good diamond retention became very popular. They were produced with powder metallurgy methods. Since the 1960th impregnated crown bits have been widely used (with a layer saturated with small diamonds); their matrix was made of VK6 (6% Co–94% WC) alloy charge impregnated with copper. The hardness of the bits (25–35 HRC) permitted most (to 80%) hard rocks to be drilled.
Despite some decline in explorations in recent years in Ukraine, the use of diamond bits for drilling hard rocks has no alternative and remains relevant, and improvement in their quality and efficiency is an important task as well.
1Frantsevich Institute for Problems of Materials Science, National Academy of Sciences of Ukraine, Kiev, Ukraine.
3To whom correspondence should be addressed; e-mail: [email protected]; [email protected].
Translated from Poroshkovaya Metallurgiya, Vol. 50, No. 7–8 (480), pp. 213–221, 2011. Original article submitted June 20, 2011.
558
Testing of experimental crowns made at the Frantsevich Institute for Problems of Materials Science performed during expeditions of the State Enterprise Kirovgeologiya (Ukraine) showed that the following areas were promising for improvement of diamond drilling tools: • provide crown bits with reaming elements made of new diamond–hard-alloy macrocomposite of AVKM
grade [2]; • use the highest-strength synthetic diamonds of AS400 and higher grades in the impregnated effective layer
of bits; • provide a high concentration of diamonds in crown bits (use bits with 125% diamonds versus 100%*); • use adhesive coatings and matrices (this approach not only ensured strong adhesion of grains but increased
the strength of sectors even in extreme drilling conditions, for example, in sinking of cavings filled with melanite and strongly silicified granite; while the resistance of all bits decreased by a factor of 1.5, the test samples showed no breaks of sectors, which were the case for individual commercial multisector bits). Nevertheless, further improvement of diamond bits seems to be important regarding the design, number,
and fixture of reaming elements of AVKM material and the search for optimal composition of the impregnated diamond layer.
We tested the bending strength, specific penetration, penetration rate, and specific consumption of diamonds in special model samples made of diamonds with different grain sizes and different concentrations and studied the effect of metal coating of diamond grains and vacuum impregnation of the composite with copper containing dissolved chromium as an adhesive additive.
The samples were tested in laboratory conditions modeling the performance of diamond bits. These tests allowed us to make conclusions on the quality of various bits for rock drilling.
EXPERIMENTAL PROCEDURE
We made samples of VK6 charge granulated in accordance with a special technology using a matrix (6% solution of polybutyl methacrylate in acetic ester). Granules 500–250 µm in size were mixed with synthetic diamonds of two grades (AS32 200/160 and AS400 500/400) uncoated and coated with chromium in conditions that promoted the maximum coating–diamond adhesion and fixture of diamond grains in the matrix [3]. The granulation of the VK6 charge permitted even mixing of diamond grains with it. The diamond content of the charge (%) 0, 100, 125, and 150 corresponds to 0, 25, 31.25, and 37.5 vol.%. The chosen concentration of diamonds is due to their content of diamond bits [4, 5].
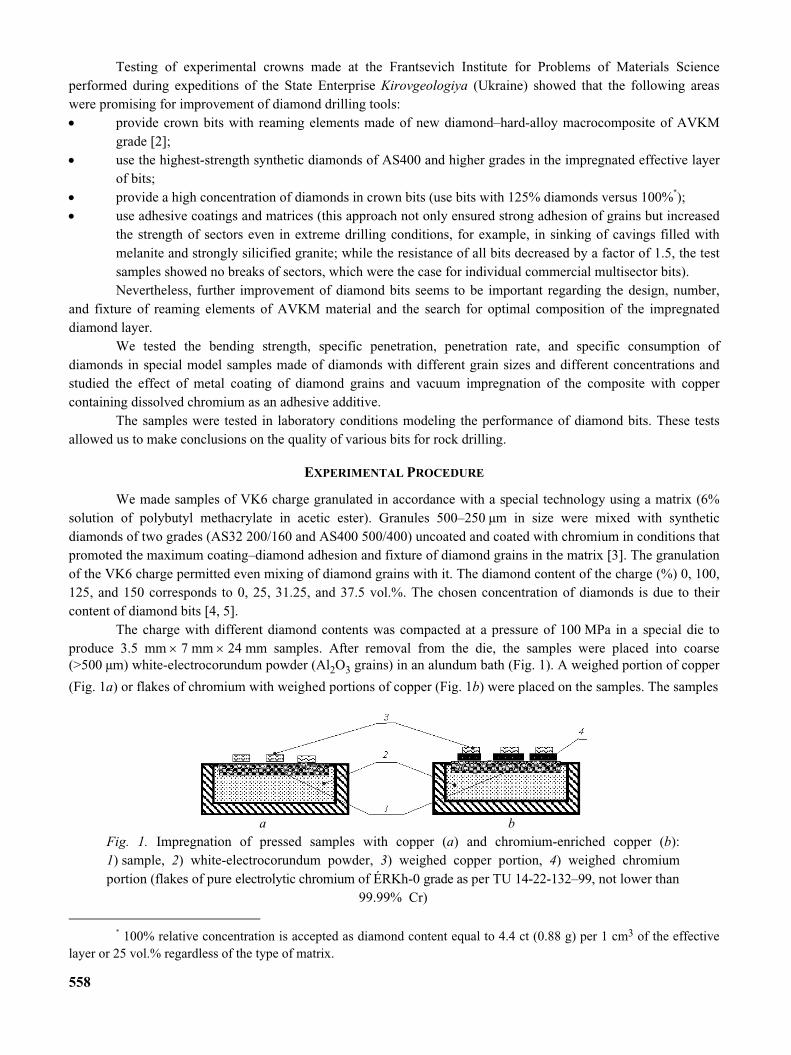
The charge with different diamond contents was compacted at a pressure of 100 MPa in a special die to produce 3.5 mm × 7 mm × 24 mm samples. After removal from the die, the samples were placed into coarse (>500 µm) white-electrocorundum powder (Al2O3 grains) in an alundum bath (Fig. 1). A weighed portion of copper
(Fig. 1a) or flakes of chromium with weighed portions of copper (Fig. 1b) were placed on the samples. The samples
a b
Fig. 1. Impregnation of pressed samples with copper (a) and chromium-enriched copper (b): 1) sample, 2) white-electrocorundum powder, 3) weighed copper portion, 4) weighed chromium portion (flakes of pure electrolytic chromium of ÉRKh-0 grade as per TU 14-22-132–99, not lower than
99.99% Cr)
* 100% relative concentration is accepted as diamond content equal to 4.4 ct (0.88 g) per 1 cm3 of the effective
layer or 25 vol.% regardless of the type of matrix.
559
1
2
3
4
a b c
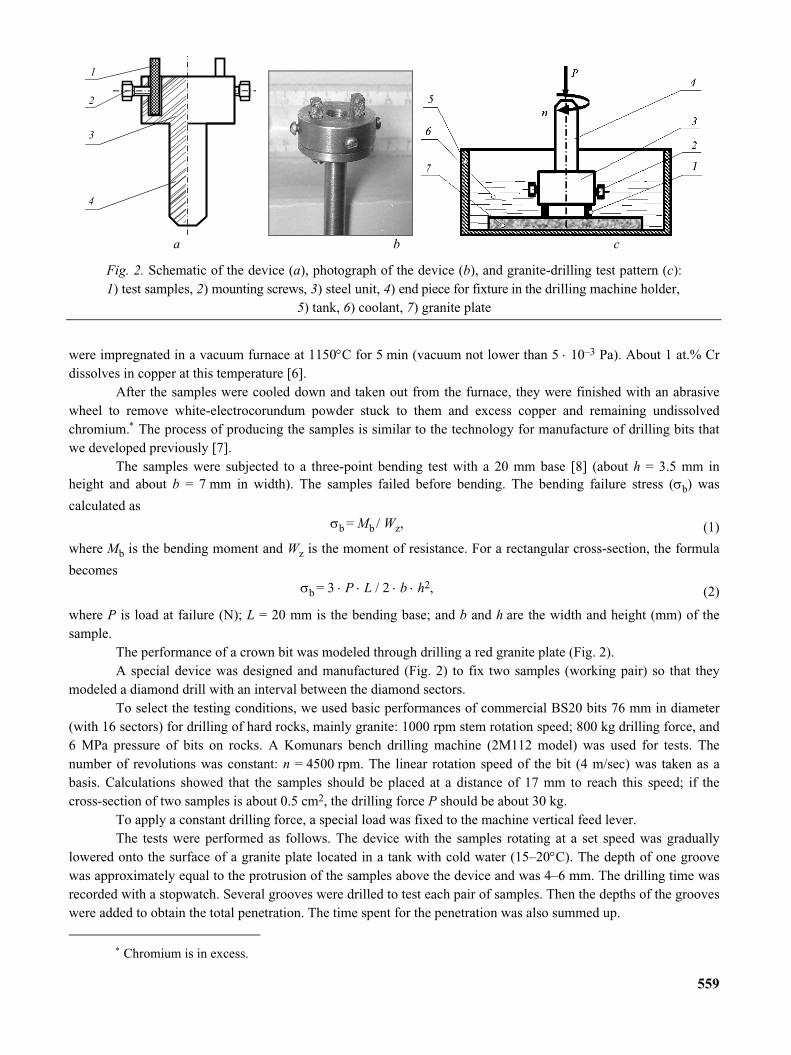
Fig. 2. Schematic of the device (a), photograph of the device (b), and granite-drilling test pattern (c): 1) test samples, 2) mounting screws, 3) steel unit, 4) end piece for fixture in the drilling machine holder,
5) tank, 6) coolant, 7) granite plate
were impregnated in a vacuum furnace at 1150°C for 5 min (vacuum not lower than 5 ⋅ 10–3 Pa). About 1 at.% Cr dissolves in copper at this temperature [6].
After the samples were cooled down and taken out from the furnace, they were finished with an abrasive wheel to remove white-electrocorundum powder stuck to them and excess copper and remaining undissolved chromium.∗ The process of producing the samples is similar to the technology for manufacture of drilling bits that we developed previously [7].
The samples were subjected to a three-point bending test with a 20 mm base [8] (about h = 3.5 mm in height and about b = 7 mm in width). The samples failed before bending. The bending failure stress (σb) was
calculated as σb = Mb / Wz, (1)
where Mb is the bending moment and Wz is the moment of resistance. For a rectangular cross-section, the formula
becomes σb = 3 ⋅ P ⋅ L / 2 ⋅ b ⋅ h2, (2)
where P is load at failure (N); L = 20 mm is the bending base; and b and h are the width and height (mm) of the sample.
The performance of a crown bit was modeled through drilling a red granite plate (Fig. 2). A special device was designed and manufactured (Fig. 2) to fix two samples (working pair) so that they
modeled a diamond drill with an interval between the diamond sectors. To select the testing conditions, we used basic performances of commercial BS20 bits 76 mm in diameter
(with 16 sectors) for drilling of hard rocks, mainly granite: 1000 rpm stem rotation speed; 800 kg drilling force, and 6 MPa pressure of bits on rocks. A Komunars bench drilling machine (2M112 model) was used for tests. The number of revolutions was constant: n = 4500 rpm. The linear rotation speed of the bit (4 m/sec) was taken as a basis. Calculations showed that the samples should be placed at a distance of 17 mm to reach this speed; if the cross-section of two samples is about 0.5 cm2, the drilling force P should be about 30 kg.
To apply a constant drilling force, a special load was fixed to the machine vertical feed lever. The tests were performed as follows. The device with the samples rotating at a set speed was gradually
lowered onto the surface of a granite plate located in a tank with cold water (15–20°C). The depth of one groove was approximately equal to the protrusion of the samples above the device and was 4–6 mm. The drilling time was recorded with a stopwatch. Several grooves were drilled to test each pair of samples. Then the depths of the grooves were added to obtain the total penetration. The time spent for the penetration was also summed up.
∗ Chromium is in excess.
560
The drilling speed or feed (mm/min) was determined as the ratio of the total penetration to the total drilling time. In addition, the weight loss of the samples (diamond layer) was found by their weighing before and after tests using an ADV-200M laboratory balance. The specific penetration is determined as the ratio of the total penetration to the weight loss of the samples. The consumption of diamonds was calculated from the weight loss of the samples containing a known mass of diamond grains. The specific consumption of diamonds was determined as the ratio of their consumption to the total penetration.
EXPERIMENTAL RESULTS AND DISCUSSION
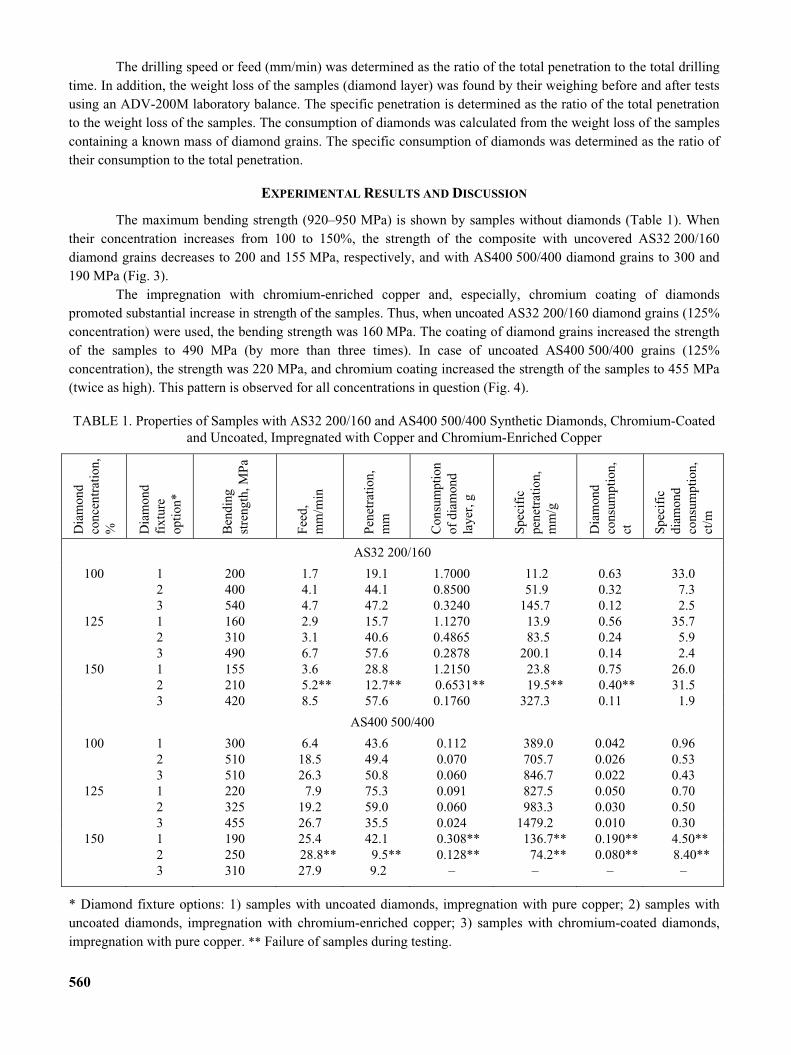
The maximum bending strength (920–950 MPa) is shown by samples without diamonds (Table 1). When their concentration increases from 100 to 150%, the strength of the composite with uncovered AS32 200/160 diamond grains decreases to 200 and 155 MPa, respectively, and with AS400 500/400 diamond grains to 300 and 190 MPa (Fig. 3).
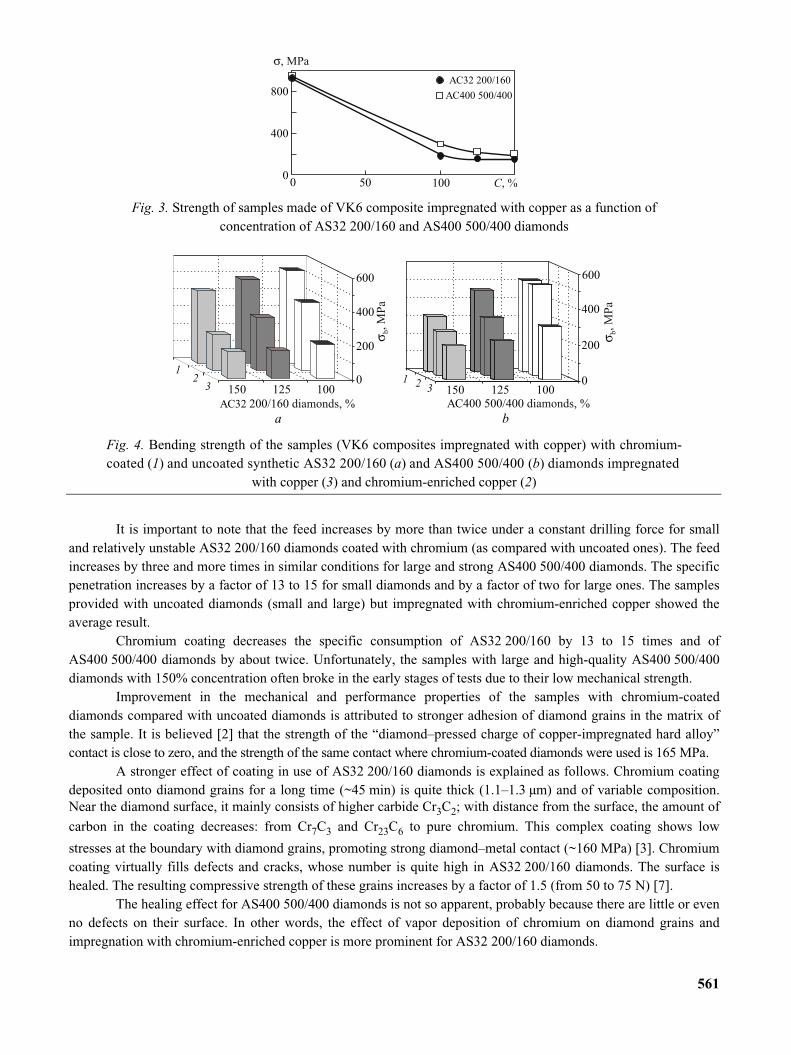
The impregnation with chromium-enriched copper and, especially, chromium coating of diamonds promoted substantial increase in strength of the samples. Thus, when uncoated AS32 200/160 diamond grains (125% concentration) were used, the bending strength was 160 MPa. The coating of diamond grains increased the strength of the samples to 490 MPa (by more than three times). In case of uncoated AS400 500/400 grains (125% concentration), the strength was 220 MPa, and chromium coating increased the strength of the samples to 455 MPa (twice as high). This pattern is observed for all concentrations in question (Fig. 4).
TABLE 1. Properties of Samples with AS32 200/160 and AS400 500/400 Synthetic Diamonds, Chromium-Coated
and Uncoated, Impregnated with Copper and Chromium-Enriched Copper
Dia
mon
d co
ncen
trat
ion,
%
Dia
mon
d fi
xtur
e op
tion*
Ben
ding
st
reng
th, M
Pa
Feed
, m
m/m
in
Pene
trat
ion,
m
m
Con
sum
ptio
n of
dia
mon
d la
yer,
g
Spec
ific
pe
netr
atio
n,
mm
/g
Dia
mon
d co
nsum
ptio
n,
ct
Spec
ific
di
amon
d co
nsum
ptio
n,
ct/m
AS32 200/160
100 1 200 1.7 19.1 1.7000 11.2 0.63 33.0 2 400 4.1 44.1 0.8500 51.9 0.32 7.3 3 540 4.7 47.2 0.3240 145.7 0.12 2.5
125 1 160 2.9 15.7 1.1270 13.9 0.56 35.7 2 310 3.1 40.6 0.4865 83.5 0.24 5.9 3 490 6.7 57.6 0.2878 200.1 0.14 2.4
150 1 155 3.6 28.8 1.2150 23.8 0.75 26.0 2 210 5.2** 12.7** 0.6531** 19.5** 0.40** 31.5 3 420 8.5 57.6 0.1760 327.3 0.11 1.9
AS400 500/400
100 1 300 6.4 43.6 0.112 389.0 0.042 0.96 2 510 18.5 49.4 0.070 705.7 0.026 0.53 3 510 26.3 50.8 0.060 846.7 0.022 0.43
125 1 220 7.9 75.3 0.091 827.5 0.050 0.70 2 325 19.2 59.0 0.060 983.3 0.030 0.50 3 455 26.7 35.5 0.024 1479.2 0.010 0.30
150 1 190 25.4 42.1 0.308** 136.7** 0.190** 4.50** 2 250 28.8** 9.5** 0.128** 74.2** 0.080** 8.40** 3 310 27.9 9.2 – – – –
* Diamond fixture options: 1) samples with uncoated diamonds, impregnation with pure copper; 2) samples with uncoated diamonds, impregnation with chromium-enriched copper; 3) samples with chromium-coated diamonds, impregnation with pure copper. ** Failure of samples during testing.
561
АС32 200/160
АС400 500/400
0
400
800
0 50 100 С, %
σ, PМ а
Fig. 3. Strength of samples made of VK6 composite impregnated with copper as a function of concentration of AS32 200/160 and AS400 500/400 diamonds
0
200
400
600
100125150
АС400 500/400 , %diamonds
0
200
400
600
100125150
АС32 200/160 , %diamonds
112
23 3σ b
,P
Ма
σ b,
PМ
а
a b
Fig. 4. Bending strength of the samples (VK6 composites impregnated with copper) with chromium-coated (1) and uncoated synthetic AS32 200/160 (a) and AS400 500/400 (b) diamonds impregnated
with copper (3) and chromium-enriched copper (2)
It is important to note that the feed increases by more than twice under a constant drilling force for small and relatively unstable AS32 200/160 diamonds coated with chromium (as compared with uncoated ones). The feed increases by three and more times in similar conditions for large and strong AS400 500/400 diamonds. The specific penetration increases by a factor of 13 to 15 for small diamonds and by a factor of two for large ones. The samples provided with uncoated diamonds (small and large) but impregnated with chromium-enriched copper showed the average result.
Chromium coating decreases the specific consumption of AS32 200/160 by 13 to 15 times and of AS400 500/400 diamonds by about twice. Unfortunately, the samples with large and high-quality AS400 500/400 diamonds with 150% concentration often broke in the early stages of tests due to their low mechanical strength.
Improvement in the mechanical and performance properties of the samples with chromium-coated diamonds compared with uncoated diamonds is attributed to stronger adhesion of diamond grains in the matrix of the sample. It is believed [2] that the strength of the “diamond–pressed charge of copper-impregnated hard alloy” contact is close to zero, and the strength of the same contact where chromium-coated diamonds were used is 165 MPa.
A stronger effect of coating in use of AS32 200/160 diamonds is explained as follows. Chromium coating deposited onto diamond grains for a long time (~45 min) is quite thick (1.1–1.3 µm) and of variable composition. Near the diamond surface, it mainly consists of higher carbide Cr3C2; with distance from the surface, the amount of
carbon in the coating decreases: from Cr7C3 and Cr23C6 to pure chromium. This complex coating shows low
stresses at the boundary with diamond grains, promoting strong diamond–metal contact (~160 MPa) [3]. Chromium coating virtually fills defects and cracks, whose number is quite high in AS32 200/160 diamonds. The surface is healed. The resulting compressive strength of these grains increases by a factor of 1.5 (from 50 to 75 N) [7].
The healing effect for AS400 500/400 diamonds is not so apparent, probably because there are little or even no defects on their surface. In other words, the effect of vapor deposition of chromium on diamond grains and impregnation with chromium-enriched copper is more prominent for AS32 200/160 diamonds.
562
The improvement of properties in use of a copper–chromium melt for impregnation produces an intermediate effect among the samples with coated and uncoated diamonds. This is attributed to adhesion of diamond grains through absorption of chromium dissolved in copper [3], which reaches the diamond surface at the impregnation temperature and chemically interacts with it to form carbides, mainly Cr3C2. This interaction
promotes strong adhesion of diamond grains in the samples, improving their properties. Because of the limited time of impregnation (τ = 5 min), the carbide layer is not thick, about 0.3–0.4 µm. Interfacial thermal stresses are high, and adhesion to the diamond surface (σ = 80–100 MPa) is lower than in the case of chromium-coated diamonds. In addition, the copper–chromium alloy does not always heal small pores and defects on the surface of diamonds. Hence, it is concluded that the healing effect and increase in strength of the samples are limited in the same way as in chromium coating.
Thus, chromium coating promotes fixture and healing of diamond grains, and impregnation with a copper–chromium solution leads only to fixture of grains. This is why the effect on the properties of test samples differs.
In conclusion, it should be noted that [9] provides results for testing of commercial BS20 crown bits with uncoated AS200 (AS250) 500/400 diamonds and experimental BA bits with 125% diamonds in industrial conditions involving drilling of solid and low-fracture granite. The average penetration of the experimental BA bits was 23.9 m and of commercial BS20 bits was 20.2 m. Considering that the impregnated layer of each bit contained 22 and 22.6 carats, the specific consumption of diamonds for the BS20 bit was 1.12 ct/m and for the BA bit 0.92 ct/m.
These values are somewhat inferior to the specific consumption of diamonds that we obtained for our coated samples with AS400 500/400 diamonds. In the case of 125% uncoated diamonds, the specific consumption was 0.7 ct/m, which is 1.6 times lower than the values for commercial BS bits with uncoated diamonds. In the case of chromium-coated diamonds, the specific consumption was 0.3 ct/m, which is one-third of the values for experimental BA bits (0.92 ct/m).
The specific consumption of diamonds for the tested samples is lower than that for crown bits. This is due, first, to lower-quality diamonds used for crown bits and, second, to more complex geotechnical conditions in which samples are tested (when a crown bit runs into granite fragments of different sizes during drilling). The wear of crown bits is higher in these conditions.
CONCLUSIONS
Samples are produced by pressing a granulated VK6 charge evenly mixed with AS32 200/160 and AS400 500/400 synthetic diamonds that are uncoated and coated with chromium and further impregnated with pure copper and chromium-enriched copper. These samples model crown bits used in national industry and also bits whose vacuum production technology was developed previously by the authors.
Tests of samples modeling crown bits can, to some extent, replace expensive and complex geotechnical tests with crown bits. This helps to determine how the hardness of the matrix, concentration, and quality of diamonds, their coating, etc., influence the performances of crown bits.
The bending strength and performances of the samples in granite drilling are examined (at constant drilling force and revolution speed). It is shown that samples with chromium-coated AS400 500/400 synthetic diamonds with 125% concentration have the highest performances compared with small and lower-quality diamonds that are in the same concentration and also chromium-coated. The feed is 26.7 for AS400 500/400 and 6.7 mm/min for AS32 200/160. The specific penetration is 1479 and 200 mm/g and specific consumption of diamonds is 0.3 and 2.4 ct/m, respectively.
The use of high-quality large diamonds in combination with chromium coating has promoted conditions for obtaining proper model samples and, hence, crown bits.
REFERENCES
1. J. Cumming, Diamond Drill: Handbook, Toronto, Ontario (1956), p. 501.
563
2. Yu. V. Naidich, A. A. Bugaev, A. A. Adamovskii, et al., “Diamond-hard alloy macrocomposite material: Development and application,” Powder Metall. Met. Ceram., 47, No. 3–4, 191–196 (2008).
3. Yu. V. Naidich, V. P. Umanskii, and I. A. Lavrinenko, Strength of Diamond–Metal Contact and Diamond Brazing [in Russian], Naukova Dumka, Kiev (1988), p. 136.
4. V. N. Bakul’ (ed.), A. A. Bugaev, V. N. Livshits, V. V. Ivanov, et al., Synthetic Diamonds in Exploration Drilling [in Russian], Naukova Dumka, Kiev (1978), p. 232.
5. R. K. Bogdanov, A. M. Isonkin, and A. P. Zakora, “Optimum concentration of diamonds in impregnated drill bits with different matrix compositions,” Nauk. Visnyk NGU, No. 4, 107–110 (2010).
6. N. Kh. Abrikosov (ed.), Binary and Multicomponent Copper-Based Systems [in Russian], Nauka, Moscow (1979), p. 248.
7. V. P. Umanskii, A. A. Bugaev, V. A. Evdokimov, and T. B. Konovalenko, “Vacuum manufacture of drill bits,” Adgez. Raspl. Paika Mater., Issue 37, 95–102 (2004).
8. H. Blumenauer, Materials Testing [Russian translation], Metallurgiya, Moscow (1979), p. 447. 9. A. A. Bugaev, V. A. Evdokimov, T. B. Konovalenko, et al., “Industrial applications of diamond crowns of
new modifications in complex geotectonic conditions of exploration drilling,” Razvedka Okhrana Nedr, No. 1, 45–50 (2009).





























