Embed Size (px)
Citation preview

Effect of Non-metallic Inclusions on Solidification of Inoculated Spheroidal Graphite Iron
Simon N. Lekakh Missouri University of Science and Technology, Rolla, MO, USA
Copyright 2018 American Foundry Society
ABSTRACT
Inoculation of spheroidal graphite cast iron (SGI) is used for improving casting performance and eliminating solidification micro-porosity by controlling graphite nodule nucleation. In this study, thermodynamic simulations were done to predict thermal and chemical stability of different potential heterogeneous nuclei formed in the inoculated melt above liquidus temperature and during solidification. Several inoculation treatments of SGI were designed using these simulations.
Laboratory heats were performed to verify simulated predictions. An automated SEM/EDX analysis was applied to analyze the graphite nodule distribution statistics and a family of the non-metallic inclusions in the experimental castings. These data were used to reconstruct a graphite nodule nucleation rate. It was shown that the graphite nodule’s nucleation kinetics in the castings was significantly different from those predicted by monotonic nucleation models. Near normal distribution of graphite nodules in not-inoculated SGI indicated about it instantaneous nucleation at the initial solidification period. In inoculated SGI, the observed bi-modal distribution of graphite nodules was related to continuous nucleation with the second nucleation wave that occurred towards the solidification end. The origin of the continuous nucleation and the possibility of engineering solidification kinetics to control casting soundness by inoculation are discussed.
Keywords: cast iron with spheroidal graphite, solidification, inoculation, non-metallic inclusions
1. PERFORMANCE OF SGI CASTINGS ANDSOLIDIFICATION KINETICS
1.1 MICRO-DEFECTS IN SGI CASTINGS ORIGINATED DURING SOLIDIFICATION Micro-structural inconsistencies, including variations in graphite shape, alloying elements segregation, micro-porosity, as well as macro-imperfections, such as cracks, are originated during solidification of SGI. Therefore, control of graphite nodule precipitation during solidification is used to eliminate these imperfections and improve the overall casting performance. Among these
imperfections created during solidification, micro-porosity in SGI castings is one of practically important and critical defect. Kainzinger et al.1 demonstrated that micro-shrinkage is a dominant reason for crack initiation during SGI fatigue tests of machined specimens.
It is well known that precipitation of a low-density graphite phase directly from the melt increases a specific volume of Fe-C-Si alloys. Such volume increase could compensate a total thermal shrinkage and partially or fully eliminate shrinkage defects in solidified castings. Graphite precipitation in the casting develops a solidification pressure on the mold wall; however, resulting casting geometry changes depend on a combination of intrinsic (solidification kinetics, graphite shape, mushy zone structure) and extrinsic (rate of heat extraction, mold rigidity, external risering) factors. Alonso et al.2 showed that changing lamellar to compacted and spherical graphite shape by adding magnesium increased the amount and the time of linear expansion in these cast irons with similar carbon equivalent. Low linear expansion in grey iron with flake graphite (GI) is related to development of a solid shell followed by a narrow mushy zone on early solidification stage. This solidification mode in GI prevents casting surface deformation when compared to SGI which solidified with a soft and extended mushy zone. Such changes in the mushy zone structure provide a difference in shrinkage defect tendency in SGI when compared to GI.
Micro-porosity formed in castings has been linked to the mushy zone structure in different alloys. Typically, the grain refining additions make the mushy zone wide in casting solidified in the same mold. Therefore, refining treatment facilitates micro-porosity in the alloys where the precipitated solid phase has higher density than the melt. Knuutinen et al.3 demonstrated this relationship in grain refined aluminum alloys. In SGI, the refining cast structure by adding inoculants also made the mushy zone vide; however, Skaland4 showed that, an effective inoculation decreases sensitivity to form micro-porosity. Solvio et al.5 also reported that the inoculation is detrimental to SGI casting soundness because of increased numbers of graphite precipitates.
2018 AFS Proceedings of the 122nd Metalcasting Congress, Fort Worth, Texas Paper 18-083 (10 pages)
Page 1 of 10
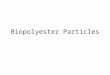
Graphite precipitation from the melt causes a volume increase during the solidification, therefore control of the kinetics of graphite eutectic solidification could be used as an effective way to eliminate shrinkage micro-porosity. Let us consider two solidification scenarios: (i) early instantaneous graphite nodule nucleation at maximal undercooling and (ii) continuous graphite nodule nucleation toward the end of solidification. The first solidification mode directly follows from the classical models which a priori assumed that the potential heterogeneous nucleation sites already exist in the melt before solidification started. Within this assumption, the active nucleation sites will have a minimal radius at the maximal undercooling which typically occurred at the early solidification stage and after that nucleation is stopped. In this solidification scenario, the casting volume increase caused by massive graphite growth on the early solidification stage will provide pressure on mold/casting interface and the soft casting surface could swell in the not rigid mold. The following decrease of melt volume at the end of solidification upon cooling will be not compensated because developed solid network blockades direct feeding of isolated melt pockets and micro-porosity will be formed (Fig. 1 top).
Figure 1. Two possible scenarios of graphite nodule nucleation kinetics: top - instantaneous nucleation at solidification start (at maximum undercooling) with forming micro-porosity (red) and bottom - continuous nucleation toward the end of solidification which could eliminate micro-porosity in SGI. The second scenario assumes the continuous nucleation and growth of graphite nodules to the end of solidification. This scenario will promote decreasing micro-porosity (Fig. 1, bottom). In the ideal case, this solidification mode could provide self-healing of shrinkage in castings solidified without risers. The technical possibility to realize a second scenario by effective melt inoculation and increasing mold rigidity was experimentally confirmed in SGI. Chisamera et al.6
found that the FeSi-inoculation with Ce, Ca, S, O additions provided a specific bi-modal nodule size distribution. In this case, nodule diameter distribution curve consisted of two overlapped sets of relatively large nodules formed at the start of solidification and smaller nodules formed later toward the end of solidification. Pederson et al.7 and the authors8 observed such not uniform graphite nodule distributions in well inoculated SGI. Recently, Yin et al.9 directly observed two categories of graphite nodules using 3D X-ray micro-tomography, which were classified as precipitated in eutectic cell (large diameter) and located between cells (small diameter). 1.2 DETERMINATION OF SOLIDIFICATION KINETICS IN SGI CASTING Described SGI solidification scenarios assumed the different graphite nodules nucleation modes and it is important to have supporting experimental results. Two- dimensional X-ray radiography with micron scale spatial resolution was recently used by Yamane et al.10 for visualization of the solidification kinetics in very thin, X-ray transparent specimens from SGI. However, direct observation of graphite nodule precipitation in the real castings with such resolution is not technically feasible today. Several indirect experimental methods assisted by simulations have been developed to reconstruct the solidification kinetics in the casting. Dioszegi et al.11 used an inverse kinetic analysis to study eutectic growth by simulation of the cooling curve and fitting it to the experimentally measured cooling curve in the casting. The results indicated that this method can accurately back-calculate the overall evolution of the solid fraction during casting solidification. However, this approach is not sufficiently sensitive to predict a second nucleation wave of graphite nodules because it will have a relatively small effect on the cooling curve shape. Bhaskaran et al.12 tried to correlate the parameters extracted from the cooling curves with observed micro-porosity in the castings, but the strong correlations were not determined. Larranage et al.13 collected six hundred cases and advanced computer-aided thermal analysis was applied for the evaluation of shrinkage propensity and to link it to the cooling curve parameters, total nodule count and the measured linear contraction. Stefanescu et al.14 used combined measurements of the linear contraction and the cooling curve to better understand the shrinkage phenomenon and they stated that further work is necessary to analyze the differences in solidification mechanisms of cast irons with different graphite shapes. When compared to direct observation of solidification in tiny specimen, these indirect methods have some advantages because they investigate solidification processes in a whole casting. However, the indirect methods struggle to deliver the real solidification kinetics. The author15,16 suggested a method for structural reconstruction of the nucleation kinetics in the SGI casting based on analysis of the final graphite
2018 AFS Proceedings of the 122nd Metalcasting Congress, Fort Worth, Texas Paper 18-083 (10 pages)
Page 2 of 10
nodule distribution after solidification. This method assumes that the final 3D distribution of graphite nodules mirrored a casting solidification sequence, because the early formed nodules have time to grow while graphite nodules formed at the solidification end will be small. Therefore, it is possible to reconstruct a relative sequence of graphite nodule nucleation events from the nodule diameter distribution in the final casting structure. In this article, the thermodynamic simulations were used for predicting the formation sequence of non-metallic inclusions and it composition in inoculated SGI. An automated SEM/EDX analysis was performed for determination of the family of non-metallic inclusions, graphite nodule distribution and nucleation kinetics. The effect of inoculation on micro-porosity in experimental castings was determined and the principles of engineering graphite nodules nucleation kinetics in desired way to increase casting performance were discussed. 2. METHODS 2.1 THERMODYNAMIC SIMULATIONS OF POTENTIAL HETEROGENEOUS NUCLEI A classical approach assumes a ready size distribution of the potential heterogeneous nucleation sites in the SGI melt before solidification and spontaneous heterogeneous nucleation of graphite nodules at maximal undercooling. This mode will provide a narrow distribution of 3D diameters of graphite nodules. However, the experimental data6-8 indicate about more complicated graphite nodule distribution in inoculated SGI castings, which could be related to the continuous nucleation toward the end of solidification and a possible second nucleation wave. This means that a family of heterogeneous nuclei changed during solidification and the new active nucleation sites were developed during solidification process. A transient chemically assisted formation of the potential heterogeneous nucleation sites in inoculated SGI was analyzed in this article. The thermodynamic conditions for forming the secondary non-metallic inclusions during solidification, which could stimulate a continuous nucleation and a new nucleation wave are related to: - segregation of the active elements during the solidification and - increasing the affinity of the active elements in the melt to form the fresh compounds with decreasing temperature. Thermodynamic FACTSAGE software17 was used to simulate the several possible reactions in the inoculated Mg-treated near eutectic Fe-Si-C alloy (3.6 wt.%C, 2.5 wt.%Si, 0.03 wt.%Mg). The list of studied potential inoculation additions included: (i) the electropositive transitional metals (Zr and Ti) available react with remained dissolved metalloid impurities (O, N) after Mg-treatment and (ii) the electronegative elements (S and N) available react with dissolved Mg.
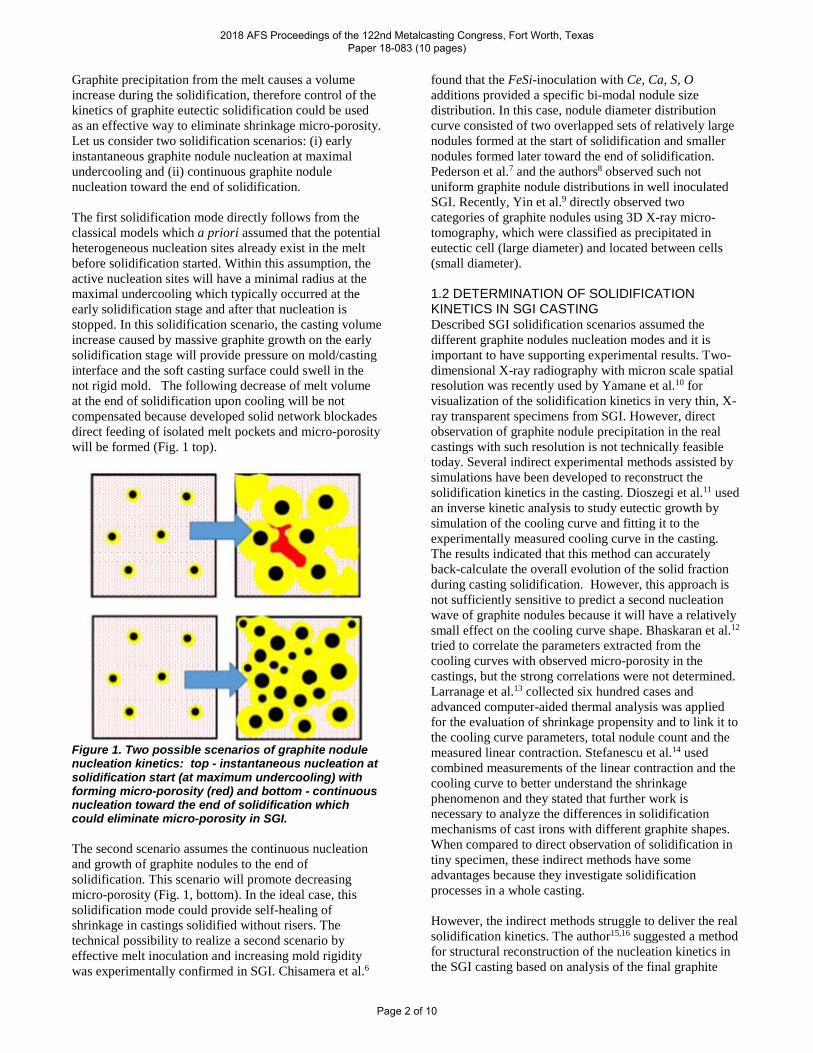
Thermodynamic simulations showed (Fig. 2a) that, the precipitates developed in inoculated SGI could be classified into three classes related to different conditions of it formation: - primary precipitates: (i) existed in the melt after Mg-treatment (mainly oxides and sulfides) or (ii) formed during following inoculation treatment. For example, the Zr- and Ti-additions with inoculant can react with nitrogen dissolved in Mg-treated melt and form primary nitrides; - secondary precipitates, which will be formed below the liquidus temperature in the mushy zone. This category of precipitates includes Mg nitrides. Increasing affinity of N to Mg and lowering temperature together with a positive segregation of these elements into the melt will promote the secondary nitrides formation during solidification. A Ti-Mg ratio defines a composition of nitrides formed in the mushy zone (Fig. 2b for 50 ppm N in SGI melt); - mixture of primary and secondary precipitates can be formed after inoculation with S-additions: part of sulfides will be immediately formed by reaction with Mg, Ca, La or Ce dissolved in the melt. However, two mechanisms will promote formation of a small portion of the secondary sulfides during solidification by: (i) rejection of C and S into the remained melt by growing austenite dendrites, which will significantly increase a sulfur activity, and (ii) increasing thermodynamic stability of sulfides with lowering temperature at solidification end.
(a)
(b) Figure 2: (a) sequence of primary and secondary precipitations in the melt (50 ppm N) upon cooling and solidification and (b) equilibrium between TiN and Mg3N2 in SGI at solidification end at different Ti and N levels.
0
50
100
150
200
0 200 400 600
Ti, p
pm
Mg, ppm
30 ppm N50 ppm N80 ppm N
TiN
Mg3N2
2018 AFS Proceedings of the 122nd Metalcasting Congress, Fort Worth, Texas Paper 18-083 (10 pages)
Page 3 of 10
The amount of secondary sulfide and nitride precipitates (color lines in Fig. 2a) increases during solidification and they will be formed by the co-precipitation mechanism on the ready in the melt prime inclusions. Such complex compounds were observed inside graphite nodules in many cases mentioned in review.18 Using an automated SEM/EDX analysis, the authors19 statistically proved a higher probability of appearance of secondary S-containing inclusions inside the graphite nodules when compared to the primary oxide inclusions located in metal matrix. The predictions followed from this thermodynamic analysis were used to design the active additions of S, N, Ti or Zr to inoculant to control nucleation kinetics through changing a formation sequence of the potential nucleation sites for graphite nodules. 2.2 EXPERIMENTAL HEATS The experimental trials were performed to verify the possibility of controlling solidification kinetics by inoculation, applying a commercial complex inoculant (74 Si, 1.1 Al, 1.1 Ca, 0.8 Ba, in wt.%) with additions of S, N, Ti or Zr. The ppm levels of these additions were designed using described above thermodynamic simulations. SGI was prepared in a 200 lb induction furnace by melting an industrial purity metallic charge consisting of 50 wt.% induction iron and 50 wt.% industrial ductile iron revert. The melt was treated in a 200 lbs ladle by commercial FeSiMg alloy (in wt.%) (45.4 Si, 4.03 Mg, 0.44 La, 0.97 Ce, 0.75 Al). After that, melt was poured into several 25 lbs handle ladles with 0.3 wt.% commercial inoculant without and with additions of S, N, Ti or Zr. The test articles, 100x100x16 mm (4”x”8”x0.6”) horizontal plates with three top cylindrical bosses of different diameters (17, 22 and 28 mm or 0.65”, 0.86” and 1.1”) to observe micro-shrinkage forming tendency were poured at 1340°C-1350°C using no-bake molds. The chemistry of SGI is given in Table 1. The samples for microstructure analysis were taken from the flat part of
the plates. The samples for study micro-porosity were cut from medium size bosses using core drill. Micro-porosity was determined by Archimedes method, comparing plates and bosses densities. Table 1. Chemistry of Experimental SGI (wt. %)
C Si Mn Cr Cu Ni Mg S 3.63 2.4 0.15 0.05 0.05 0.02 0.045 0.004
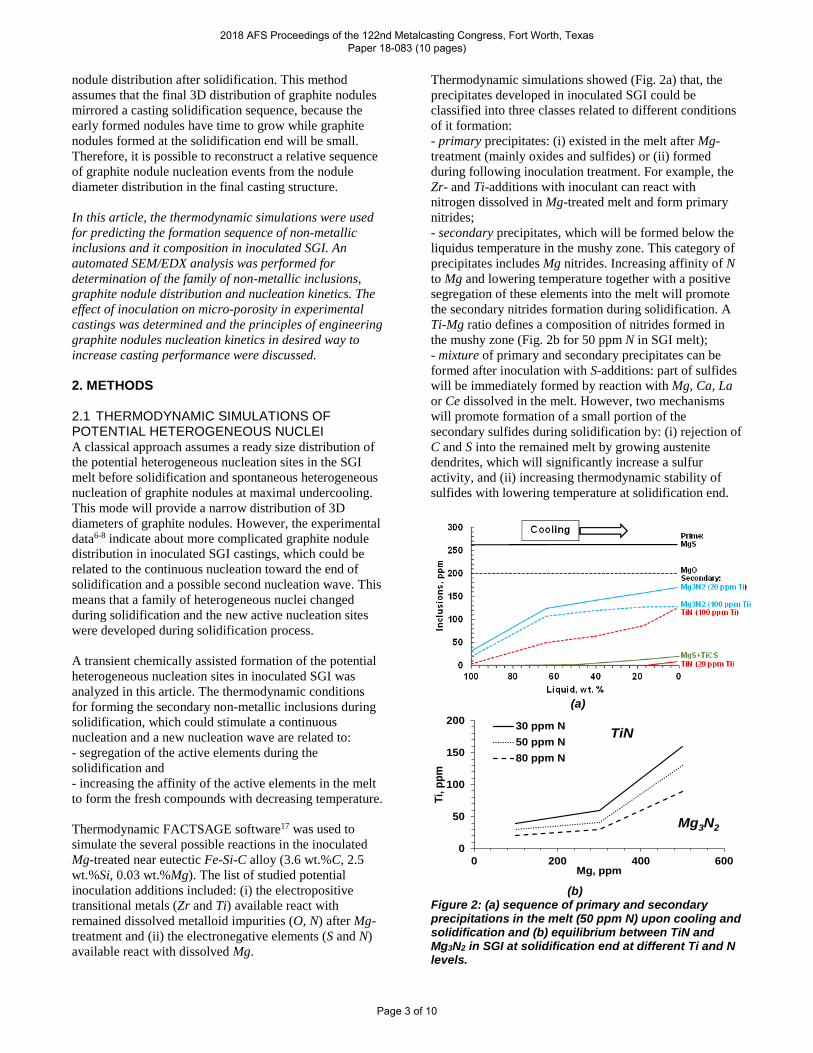
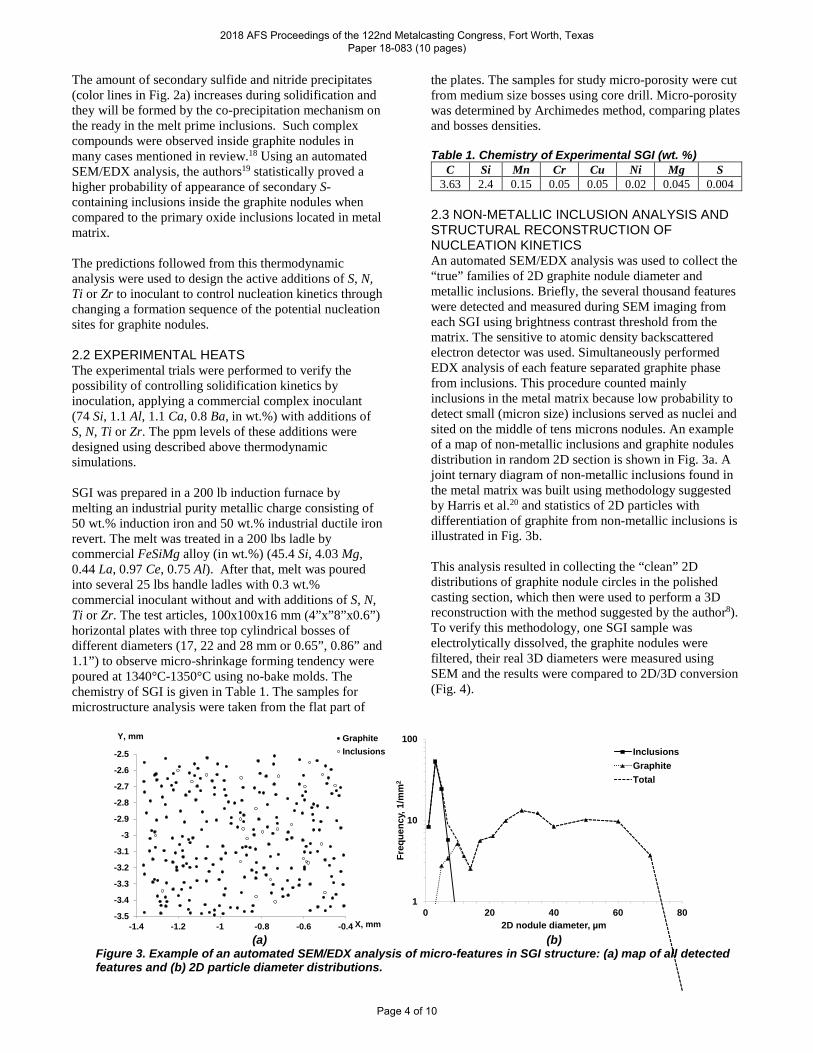
2.3 NON-METALLIC INCLUSION ANALYSIS AND STRUCTURAL RECONSTRUCTION OF NUCLEATION KINETICS An automated SEM/EDX analysis was used to collect the “true” families of 2D graphite nodule diameter and metallic inclusions. Briefly, the several thousand features were detected and measured during SEM imaging from each SGI using brightness contrast threshold from the matrix. The sensitive to atomic density backscattered electron detector was used. Simultaneously performed EDX analysis of each feature separated graphite phase from inclusions. This procedure counted mainly inclusions in the metal matrix because low probability to detect small (micron size) inclusions served as nuclei and sited on the middle of tens microns nodules. An example of a map of non-metallic inclusions and graphite nodules distribution in random 2D section is shown in Fig. 3a. A joint ternary diagram of non-metallic inclusions found in the metal matrix was built using methodology suggested by Harris et al.20 and statistics of 2D particles with differentiation of graphite from non-metallic inclusions is illustrated in Fig. 3b. This analysis resulted in collecting the “clean” 2D distributions of graphite nodule circles in the polished casting section, which then were used to perform a 3D reconstruction with the method suggested by the author8). To verify this methodology, one SGI sample was electrolytically dissolved, the graphite nodules were filtered, their real 3D diameters were measured using SEM and the results were compared to 2D/3D conversion (Fig. 4).
(a) (b)
Figure 3. Example of an automated SEM/EDX analysis of micro-features in SGI structure: (a) map of all detected features and (b) 2D particle diameter distributions.
-3.5
-3.4
-3.3
-3.2
-3.1
-3
-2.9
-2.8
-2.7
-2.6
-2.5
-1.4 -1.2 -1 -0.8 -0.6 -0.4
GraphiteInclusions
Y, mm
X, mm
1
10
100
0 20 40 60 80
Freq
uenc
y, 1
/mm
2
2D nodule diameter, µm
InclusionsGraphiteTotal
2018 AFS Proceedings of the 122nd Metalcasting Congress, Fort Worth, Texas Paper 18-083 (10 pages)
Page 4 of 10
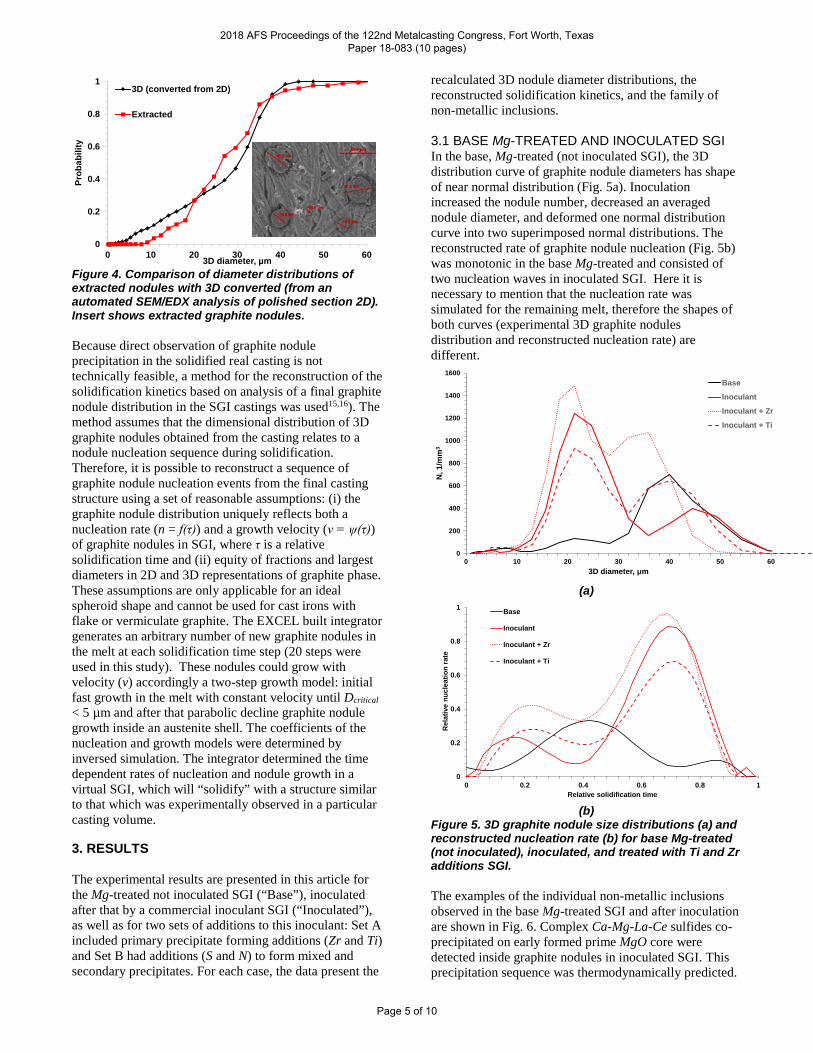
Figure 4. Comparison of diameter distributions of extracted nodules with 3D converted (from an automated SEM/EDX analysis of polished section 2D). Insert shows extracted graphite nodules. Because direct observation of graphite nodule precipitation in the solidified real casting is not technically feasible, a method for the reconstruction of the solidification kinetics based on analysis of a final graphite nodule distribution in the SGI castings was used15,16). The method assumes that the dimensional distribution of 3D graphite nodules obtained from the casting relates to a nodule nucleation sequence during solidification. Therefore, it is possible to reconstruct a sequence of graphite nodule nucleation events from the final casting structure using a set of reasonable assumptions: (i) the graphite nodule distribution uniquely reflects both a nucleation rate (n = f(τ)) and a growth velocity (v = ψ(τ)) of graphite nodules in SGI, where τ is a relative solidification time and (ii) equity of fractions and largest diameters in 2D and 3D representations of graphite phase. These assumptions are only applicable for an ideal spheroid shape and cannot be used for cast irons with flake or vermiculate graphite. The EXCEL built integrator generates an arbitrary number of new graphite nodules in the melt at each solidification time step (20 steps were used in this study). These nodules could grow with velocity (v) accordingly a two-step growth model: initial fast growth in the melt with constant velocity until Dcritical < 5 µm and after that parabolic decline graphite nodule growth inside an austenite shell. The coefficients of the nucleation and growth models were determined by inversed simulation. The integrator determined the time dependent rates of nucleation and nodule growth in a virtual SGI, which will “solidify” with a structure similar to that which was experimentally observed in a particular casting volume.
3. RESULTS The experimental results are presented in this article for the Mg-treated not inoculated SGI (“Base”), inoculated after that by a commercial inoculant SGI (“Inoculated”), as well as for two sets of additions to this inoculant: Set A included primary precipitate forming additions (Zr and Ti) and Set B had additions (S and N) to form mixed and secondary precipitates. For each case, the data present the
recalculated 3D nodule diameter distributions, the reconstructed solidification kinetics, and the family of non-metallic inclusions. 3.1 BASE Mg-TREATED AND INOCULATED SGI In the base, Mg-treated (not inoculated SGI), the 3D distribution curve of graphite nodule diameters has shape of near normal distribution (Fig. 5a). Inoculation increased the nodule number, decreased an averaged nodule diameter, and deformed one normal distribution curve into two superimposed normal distributions. The reconstructed rate of graphite nodule nucleation (Fig. 5b) was monotonic in the base Mg-treated and consisted of two nucleation waves in inoculated SGI. Here it is necessary to mention that the nucleation rate was simulated for the remaining melt, therefore the shapes of both curves (experimental 3D graphite nodules distribution and reconstructed nucleation rate) are different.
(a)
(b)
Figure 5. 3D graphite nodule size distributions (a) and reconstructed nucleation rate (b) for base Mg-treated (not inoculated), inoculated, and treated with Ti and Zr additions SGI. The examples of the individual non-metallic inclusions observed in the base Mg-treated SGI and after inoculation are shown in Fig. 6. Complex Ca-Mg-La-Ce sulfides co-precipitated on early formed prime MgO core were detected inside graphite nodules in inoculated SGI. This precipitation sequence was thermodynamically predicted.
0
0.2
0.4
0.6
0.8
1
0 10 20 30 40 50 60
Prob
abili
ty
3D diameter, µm
3D (converted from 2D)
Extracted
0
200
400
600
800
1000
1200
1400
1600
0 10 20 30 40 50 60
N, 1
/mm
3
3D diameter, μm
Base
Inoculant
Inoculant + Zr
Inoculant + Ti
0
0.2
0.4
0.6
0.8
1
0 0.2 0.4 0.6 0.8 1
Rel
ativ
e nu
clea
tion
rate
Relative solidification time
Base
Inoculant
Inoculant + Zr
Inoculant + Ti
2018 AFS Proceedings of the 122nd Metalcasting Congress, Fort Worth, Texas Paper 18-083 (10 pages)
Page 5 of 10
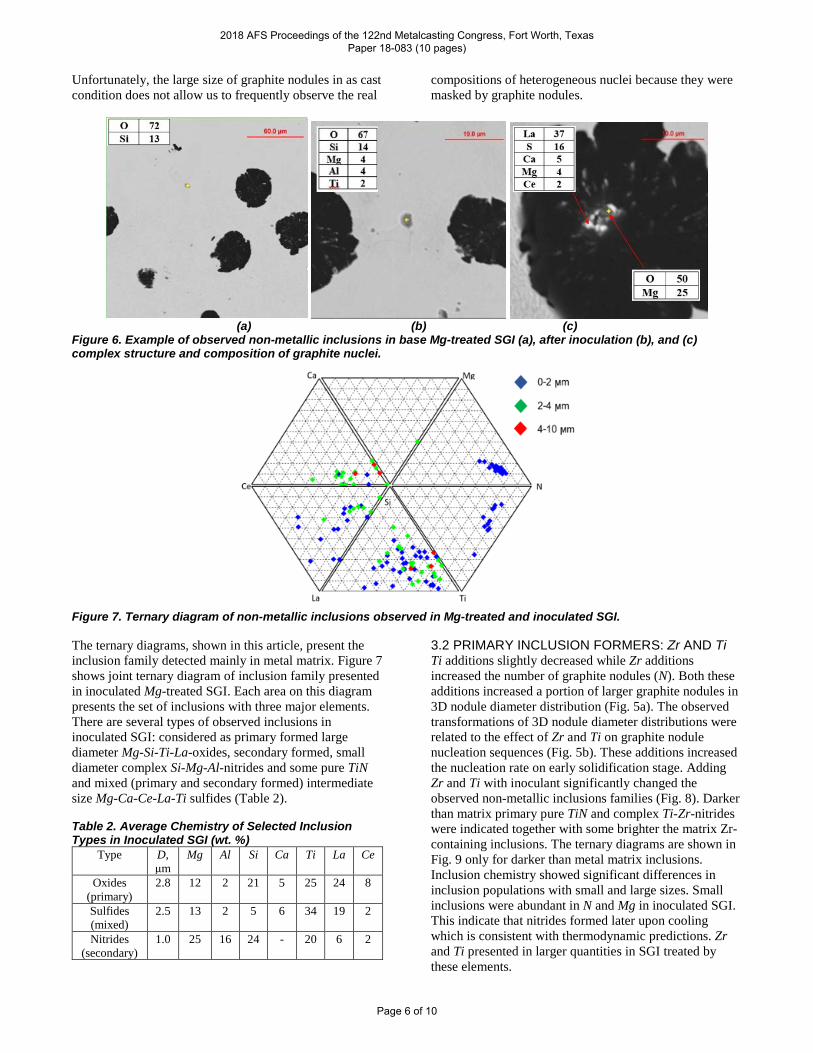
Unfortunately, the large size of graphite nodules in as cast condition does not allow us to frequently observe the real
compositions of heterogeneous nuclei because they were masked by graphite nodules.
(a) (b) (c)
Figure 6. Example of observed non-metallic inclusions in base Mg-treated SGI (a), after inoculation (b), and (c) complex structure and composition of graphite nuclei.
Figure 7. Ternary diagram of non-metallic inclusions observed in Mg-treated and inoculated SGI.
The ternary diagrams, shown in this article, present the inclusion family detected mainly in metal matrix. Figure 7 shows joint ternary diagram of inclusion family presented in inoculated Mg-treated SGI. Each area on this diagram presents the set of inclusions with three major elements. There are several types of observed inclusions in inoculated SGI: considered as primary formed large diameter Mg-Si-Ti-La-oxides, secondary formed, small diameter complex Si-Mg-Al-nitrides and some pure TiN and mixed (primary and secondary formed) intermediate size Mg-Ca-Ce-La-Ti sulfides (Table 2). Table 2. Average Chemistry of Selected Inclusion Types in Inoculated SGI (wt. %)
Type D, μm
Mg Al Si Ca Ti La Ce
Oxides (primary)
2.8 12 2 21 5 25 24 8
Sulfides (mixed)
2.5 13 2 5 6 34 19 2
Nitrides (secondary)
1.0 25 16 24 - 20 6 2
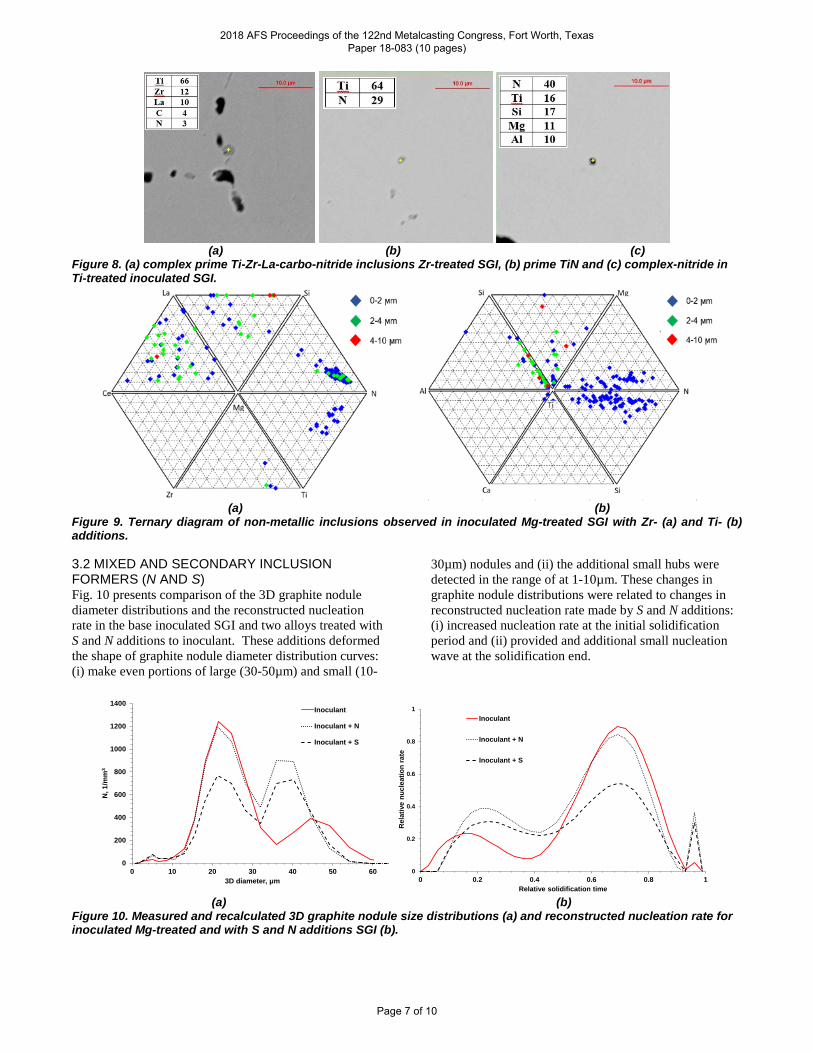
3.2 PRIMARY INCLUSION FORMERS: Zr AND Ti Ti additions slightly decreased while Zr additions increased the number of graphite nodules (N). Both these additions increased a portion of larger graphite nodules in 3D nodule diameter distribution (Fig. 5a). The observed transformations of 3D nodule diameter distributions were related to the effect of Zr and Ti on graphite nodule nucleation sequences (Fig. 5b). These additions increased the nucleation rate on early solidification stage. Adding Zr and Ti with inoculant significantly changed the observed non-metallic inclusions families (Fig. 8). Darker than matrix primary pure TiN and complex Ti-Zr-nitrides were indicated together with some brighter the matrix Zr-containing inclusions. The ternary diagrams are shown in Fig. 9 only for darker than metal matrix inclusions. Inclusion chemistry showed significant differences in inclusion populations with small and large sizes. Small inclusions were abundant in N and Mg in inoculated SGI. This indicate that nitrides formed later upon cooling which is consistent with thermodynamic predictions. Zr and Ti presented in larger quantities in SGI treated by these elements.
2018 AFS Proceedings of the 122nd Metalcasting Congress, Fort Worth, Texas Paper 18-083 (10 pages)
Page 6 of 10
(a) (b) (c)
Figure 8. (a) complex prime Ti-Zr-La-carbo-nitride inclusions Zr-treated SGI, (b) prime TiN and (c) complex-nitride in Ti-treated inoculated SGI.
(a) (b)
Figure 9. Ternary diagram of non-metallic inclusions observed in inoculated Mg-treated SGI with Zr- (a) and Ti- (b) additions. 3.2 MIXED AND SECONDARY INCLUSION FORMERS (N AND S) Fig. 10 presents comparison of the 3D graphite nodule diameter distributions and the reconstructed nucleation rate in the base inoculated SGI and two alloys treated with S and N additions to inoculant. These additions deformed the shape of graphite nodule diameter distribution curves: (i) make even portions of large (30-50µm) and small (10-
30µm) nodules and (ii) the additional small hubs were detected in the range of at 1-10µm. These changes in graphite nodule distributions were related to changes in reconstructed nucleation rate made by S and N additions: (i) increased nucleation rate at the initial solidification period and (ii) provided and additional small nucleation wave at the solidification end.
(a) (b) Figure 10. Measured and recalculated 3D graphite nodule size distributions (a) and reconstructed nucleation rate for inoculated Mg-treated and with S and N additions SGI (b).
0
200
400
600
800
1000
1200
1400
0 10 20 30 40 50 60
N, 1
/mm
3
3D diameter, μm
Inoculant
Inoculant + N
Inoculant + S
0
0.2
0.4
0.6
0.8
1
0 0.2 0.4 0.6 0.8 1
Rel
ativ
e nu
clea
tion
rate
Relative solidification time
Inoculant
Inoculant + N
Inoculant + S
2018 AFS Proceedings of the 122nd Metalcasting Congress, Fort Worth, Texas Paper 18-083 (10 pages)
Page 7 of 10
(a) (b)
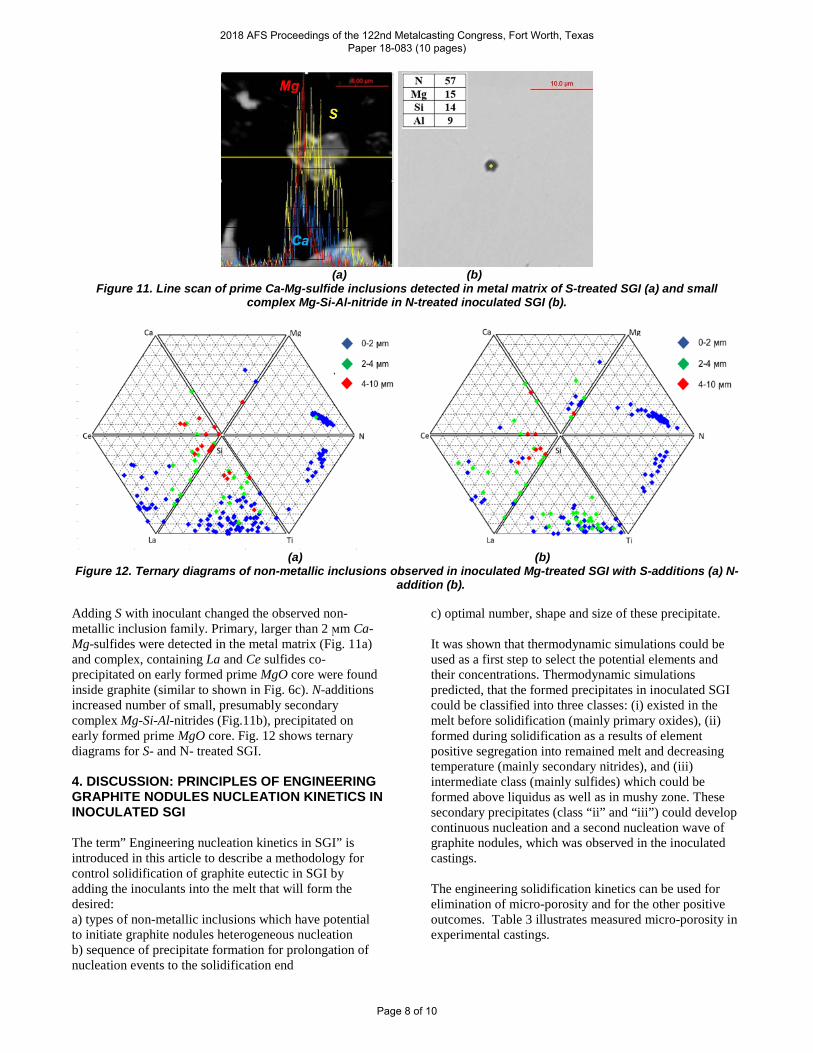
Figure 11. Line scan of prime Ca-Mg-sulfide inclusions detected in metal matrix of S-treated SGI (a) and small complex Mg-Si-Al-nitride in N-treated inoculated SGI (b).
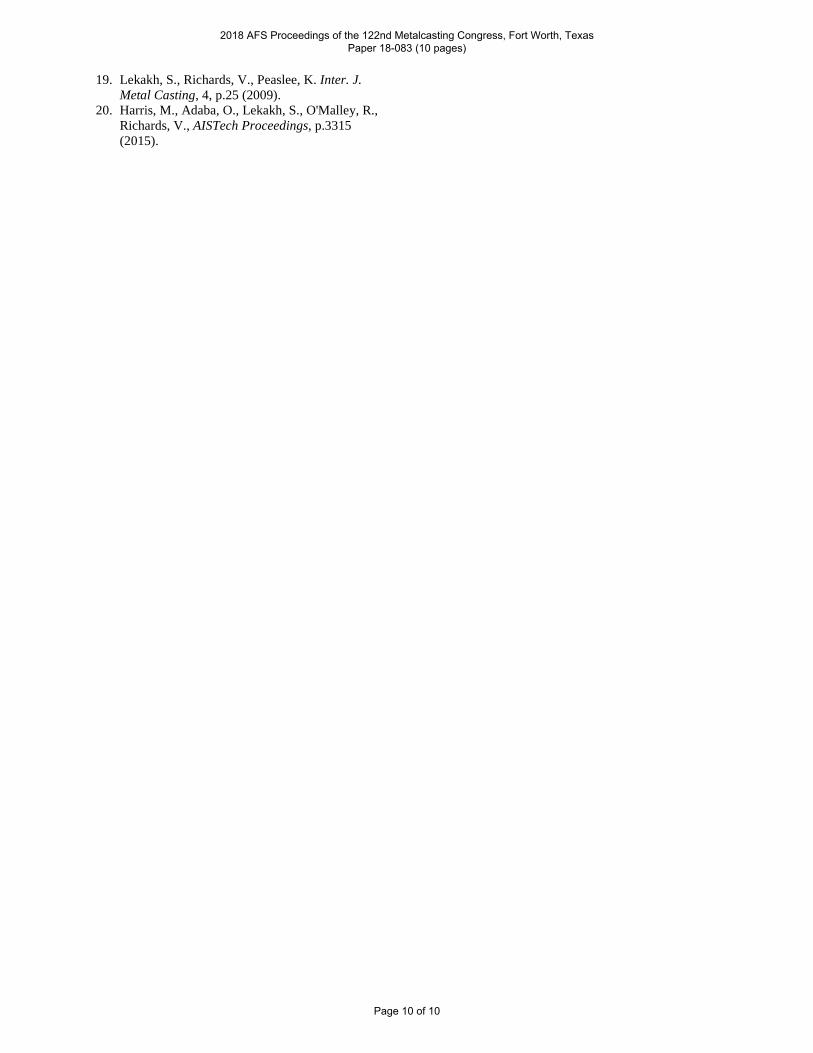
(a) (b)
Figure 12. Ternary diagrams of non-metallic inclusions observed in inoculated Mg-treated SGI with S-additions (a) N-addition (b).
Adding S with inoculant changed the observed non-metallic inclusion family. Primary, larger than 2 ϻm Ca-Mg-sulfides were detected in the metal matrix (Fig. 11a) and complex, containing La and Ce sulfides co-precipitated on early formed prime MgO core were found inside graphite (similar to shown in Fig. 6c). N-additions increased number of small, presumably secondary complex Mg-Si-Al-nitrides (Fig.11b), precipitated on early formed prime MgO core. Fig. 12 shows ternary diagrams for S- and N- treated SGI. 4. DISCUSSION: PRINCIPLES OF ENGINEERING GRAPHITE NODULES NUCLEATION KINETICS IN INOCULATED SGI The term” Engineering nucleation kinetics in SGI” is introduced in this article to describe a methodology for control solidification of graphite eutectic in SGI by adding the inoculants into the melt that will form the desired: a) types of non-metallic inclusions which have potential to initiate graphite nodules heterogeneous nucleation b) sequence of precipitate formation for prolongation of nucleation events to the solidification end
c) optimal number, shape and size of these precipitate. It was shown that thermodynamic simulations could be used as a first step to select the potential elements and their concentrations. Thermodynamic simulations predicted, that the formed precipitates in inoculated SGI could be classified into three classes: (i) existed in the melt before solidification (mainly primary oxides), (ii) formed during solidification as a results of element positive segregation into remained melt and decreasing temperature (mainly secondary nitrides), and (iii) intermediate class (mainly sulfides) which could be formed above liquidus as well as in mushy zone. These secondary precipitates (class “ii” and “iii”) could develop continuous nucleation and a second nucleation wave of graphite nodules, which was observed in the inoculated castings. The engineering solidification kinetics can be used for elimination of micro-porosity and for the other positive outcomes. Table 3 illustrates measured micro-porosity in experimental castings.
2018 AFS Proceedings of the 122nd Metalcasting Congress, Fort Worth, Texas Paper 18-083 (10 pages)
Page 8 of 10

Table 3. Measured micro-porosity in experimental castings (middle bosses). Archimedes method.
SGI Porosity, % Base 22.8 Inoculated 16.0 Inoculated + Zr 9.1 Inoculated + S 0.5
The experimental results showed that the observed transformations of 3D nodule diameter distributions were related to the effect of Zr and Ti on graphite nodule nucleation sequences. These elements promoted nucleation of graphite nodules at an early solidification period (Fig. 6b) which resulted in an increased a portion of larger nodules. It was moderate improvement in micro-porosity with Zr-additions. However, the additions, which form secondary precipitates, can continuously nucleate graphite nodules to the solidification end. This change in solidification sequence was observed in SGI inoculated with S- and N-additions. Continuous nucleation and the second nucleation wave is practically beneficial for decreasing micro-porosity by small graphite nodules precipitated in inter- dendritic regions (Table 3). It is important to note here that optimization of engineering nucleation parameters is still a challenge because of possible negative effects. Extra S-additions to inoculant could degrade graphite nodule shape and large nitrogen additions could promote gas porosity. Minor impurity levels in the melt also is very important for development of desired secondary precipitates to control the nucleation kinetics. For example, the formation of the particular Ti or Mg nitrides in the mushy zone will depend on a Ti-Mg ratio (Fig. 2b). Also, still a challenge to predict which types of non-metallic inclusions will have a higher potential to initiate graphite nodules heterogeneous nucleation. CONCLUSIONS The methodology of engineering nucleation kinetics of graphite nodules based on thermodynamic simulations, an automated SEM/EDX analysis of formed precipitates, and a structural reconstruction of solidification kinetics was suggested and tested in inoculated SGI. It was shown that: - Ti- and Zr-additions can directly form the potential nuclei in the melt by reactions with dissolved oxygen and nitrogen and initiate heterogeneous nucleation of graphite nodules on early solidification period; - S- and N-additions to inoculant can form secondary inclusions precipitated during solidification which stimulate a secondary nucleation wave and reduces micro-porosity in casting.
ACKNOWLEDGEMENTS Dr. Mingzhi Xu for help with Magma simulation and PhD student Obinna Adaba to perform graphite extraction. Special thanks to undergrad students Michael Khayt and Stephen Arant for help with experimental heat and sample preparation. This study is a part of AFS project and author thanks the members of 5R Research Committee for support research and result discussion. REFERENCES
1. Kainzinger, P., Guster, C., Severing, M., Wolf, A., Proceedings 13th Inter. Conference on Fracture, Beijing, China (2013).
2. Alonso, G., Stefanescu, D. M., Suarez, R., Loizaga, A., Zarrabeitia, G. G., Int. J. Metal Cast., 27(2), p.87 (2014).
3. Knuutinen, A., Nogita, K., McDonald, S., Dohle, A., J. Light Met. 1, p.241 (2001).
4. Skaland, T., Int. J. Cast Met. Res. 16(1-3), p.11 (2003).
5. Solvio, K., Elmquist, L., Int. J. Cast Met. Res. 26(4), p.220 (2013).
6. Chisamera, M., Riposa, I., Stan, S., Barstow, M., AFS Proceedings, Paper 12-071 (2012).
7. Pedersen, K. M., Tiedjie, N. S., Mater. Charact., 59 p.1111 (2008).
8. Lekakh, S., Qing, J., Richards, V., Peaslee, K., AFS Trans., 121, p.1321 (2013).
9. Yin, Y., Tu, Z., Zhou, J., Zhang, D., Wang, M., Guo, A., Liu, C., Chen, X., Met. And Mat. Trans A, published online 05/23/2017, DOI: 10.1007/s11661-047-4130-x.
10. Yamane, K., Yasuda, H., Sugiyama, A., Nadira, T., Yoshita, M., Morishita, K., Uesugi, K., Takeuchi, T., Suzuki, Y., Met. and Mat. Trans. A, 46, p. 4937 (2015).
11. Dioszegi, A., Svensson, I., Int. J. Cast Met. Res, 18(1), p. 41 (2005).
12. Bhaskaran, C. A., Wirth, D. J., AFS Trans. 02-003, p.1 (2002).
13. Larranaga, P., Gutierres, J. M., Loizaga, A., Sertucha, J., Suarez, R, AFS Trans., Paper 08-008 (05), (2008).
14. Stefanescu, D. M., Morgan, M., Boonmee, S., Guesser, W. L. AFS Proceedings, Paper 12-0.45 (2012).
15. Lekakh, S., ISIJ Inter. 56 (5), p.812 (2016). 16. Lekakh, S., Hrebec, B., Inter. J. Metalcasting,
10(4) p.389 (2016). 17. FactSage software, www.factsage.com. 18. Alonso, G., Stefanescu, D. M., Larranaga, R.,
Suarez, R., De la Fuente, E., AFS Proceedings of the 121st Metalcasting Congress, Paper 17-031 (2017).
2018 AFS Proceedings of the 122nd Metalcasting Congress, Fort Worth, Texas Paper 18-083 (10 pages)
Page 9 of 10
19. Lekakh, S., Richards, V., Peaslee, K. Inter. J. Metal Casting, 4, p.25 (2009).
20. Harris, M., Adaba, O., Lekakh, S., O'Malley, R., Richards, V., AISTech Proceedings, p.3315 (2015).
2018 AFS Proceedings of the 122nd Metalcasting Congress, Fort Worth, Texas Paper 18-083 (10 pages)
Page 10 of 10