Embed Size (px)
Citation preview

EFFECT OF MODIFIER AND GRAIN REFINER ON CAST AL-7SI
ALUMINUM ALLOY: A REVIEW N. R. Rathod
a, J.V. Manghani
b
a PG Student, Department of Mechanical Engineering, National Institute of Technology, Surat, India
b Assistant Professor, Department of Mechanical Engineering, National Institute of Technology, Surat, India.
Abstract: The wide popularity of Al–7Si alloys in the automobile industry stems from their high strength to
weight ratio, excellent casting characteristics, and good mechanical properties including wear resistance, low
coefficient of thermal expansion, high thermal conductivity and high corrosion resistance. Al–7Si alloys are
mainly used in cast form in critical components like pistons, valve lifters, cylinder liners, engine blocks, etc.
These applications demand the study of techniques to improve the wear properties of these alloys. The present
seminar attempts to achieve this at least partially by grain refinement and modification of these alloys.
In the recent years the usage of cast Al–7Si alloy components in automotive and marine industries has increased
significantly. Such alloys are invariably treated for modification prior to casting to achieve improved properties
and performance. Modification define as it converts eutectic silicon acicular structure in fine fibrous/globular
eutectic silicon, which otherwise exist in the form of large plate/needle like morphology. It is well established
that modification of eutectic silicon can be achieved by several methods like faster solidification, mould
vibration, melt agitation in mushy state and melt inoculation by using some elements like Na, Sr, Sb etc. Among
the modifiers used, Sr and Sb are known to result in good modification in hypoeutectic Al–Si alloys. However,
it has been reported that modification effect of Sr diminishes on longer melt treatment time (melt holding time),
while Sb results in good modification on longer melt treatment time.
Grain refinement has also drawn the attention of many researchers during last few years. It has been reported
that grain refinement leads to fine equiaxed grain structure, which in turn results in improved mechanical and
wear properties. Modifier and grain refiners are to be added to the molten Al–7Si alloys to get combined grain
refinement and modification effects. Many have reported the grain refinement and modification by addition of
grain refiner and modifier simultaneously. However, it is a difficult task to control the addition levels of
individual grain refiner and modifier in actual industrial practice. It has been reported that the combined addition
of the Al–Ti–B grain refiner and Al–Sr master alloy results in mutual poisoning of the grain refinement and
modification effects.
Recently developed a new Al-Ti-C-Sr master alloy “Modifiner” which plays a dual role both as grain refiner as
well as modifier at a time.
Key words: Fading, Melt holding time, Rare Earth, MM, Grain refiner, Modifiner.
1. Introduction
Mechanical properties of Al-Si alloys greatly influenced by morphology of Si phase. Si is polyhedral in shape
and eutectic Si is coarse acicular in shape. Presence of coarse acicular shape is highly detrimental as needles act
as stress raises and leads to premature failure. Transformation of acicular Si morphology to fibrous one resulting
in noticeable improvement in mechanical properties by chemical treatment of the molten metal is called
Modification [1]. It is well established that modification of eutectic silicon can be achieved by several method s
like Faster solidification, Mould vibration and Melt agitation [2, 3]. There are three main non-destructive testing
methods to control modification: a. Thermal analysis, b. Electrical conductivity and c. Ultrasound. The
measurement of ultrasonic attenuation allows an estimate of the modification rating in Al-Si alloys. There is a
tendency towards a linear correlation between attenuation and the modification rating, where attenuation
decreases as the modification rating increases [5]. Sr & Sb are known to result in good modification in
hypoeutectic Al-Si alloys [2, 3]. Modification effect diminishes on longer melt holding [4]. Grain refinement,
also known as inoculation is the set of techniques used to implement grain boundary strengthening in
metallurgy. The specific techniques and corresponding mechanisms will vary based on what materials are being
considered [6]. One method for controlling grain size in aluminum alloys is by introducing particles to serve as
nucleants, such as Al-5%Ti. Grains will grow via heterogeneous nucleation; that is, for a given degree of under
cooling beneath the melting temperature, aluminum particles in the melt will nucleate on the surface of the
added particles. Grains will grow in the form of dendrites growing radially away from the surface of the
nucleants. Solute particles can then be added (called grain refiners) which limit the growth of dendrites, leading
to grain refinement. TiB2 is a common grain refiner for Al alloys; however, novel refiners such as Al3Sc have
been suggested [7].
Page 574
INTERNATIONAL JOURNAL OF EMERGING TRENDS IN ENGINEERING AND DEVELOPMENT
Issue 2, Vol.5.(JULY-2012) ISSN 2249-6149
_________________________________________________________________________________________________________________________
_________________________________________________________________________________________________________________________
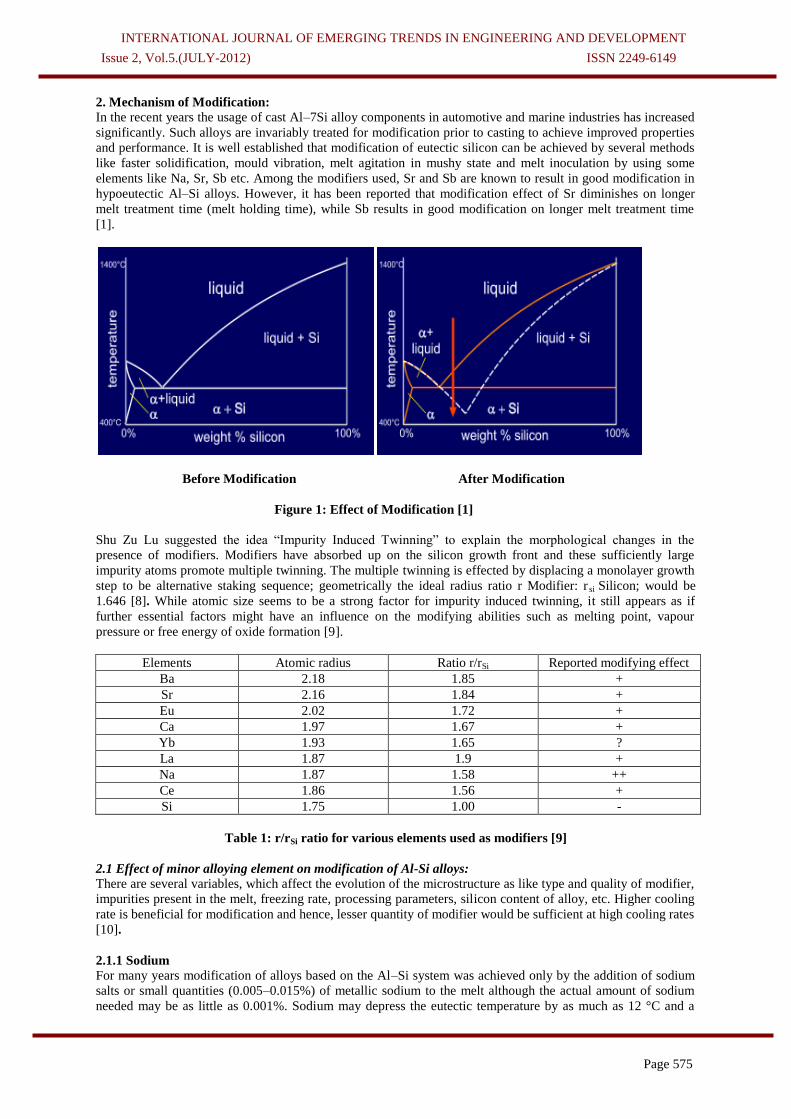
2. Mechanism of Modification:
In the recent years the usage of cast Al–7Si alloy components in automotive and marine industries has increased
significantly. Such alloys are invariably treated for modification prior to casting to achieve improved properties
and performance. It is well established that modification of eutectic silicon can be achieved by several methods
like faster solidification, mould vibration, melt agitation in mushy state and melt inoculation by using some
elements like Na, Sr, Sb etc. Among the modifiers used, Sr and Sb are known to result in good modification in
hypoeutectic Al–Si alloys. However, it has been reported that modification effect of Sr diminishes on longer
melt treatment time (melt holding time), while Sb results in good modification on longer melt treatment time
[1].
Before Modification After Modification
Figure 1: Effect of Modification [1]
Shu Zu Lu suggested the idea “Impurity Induced Twinning” to explain the morphological changes in the
presence of modifiers. Modifiers have absorbed up on the silicon growth front and these sufficiently large
impurity atoms promote multiple twinning. The multiple twinning is effected by displacing a monolayer growth
step to be alternative staking sequence; geometrically the ideal radius ratio r Modifier: r si Silicon; would be
1.646 [8]. While atomic size seems to be a strong factor for impurity induced twinning, it still appears as if
further essential factors might have an influence on the modifying abilities such as melting point, vapour
pressure or free energy of oxide formation [9].
Elements Atomic radius Ratio r/rSi Reported modifying effect
Ba 2.18 1.85 +
Sr 2.16 1.84 +
Eu 2.02 1.72 +
Ca 1.97 1.67 +
Yb 1.93 1.65 ?
La 1.87 1.9 +
Na 1.87 1.58 ++
Ce 1.86 1.56 +
Si 1.75 1.00 -
Table 1: r/rSi ratio for various elements used as modifiers [9]
2.1 Effect of minor alloying element on modification of Al-Si alloys:
There are several variables, which affect the evolution of the microstructure as like type and quality of modifier,
impurities present in the melt, freezing rate, processing parameters, silicon content of alloy, etc. Higher cooling
rate is beneficial for modification and hence, lesser quantity of modifier would be sufficient at high cooling rates
[10].
2.1.1 Sodium
For many years modification of alloys based on the Al–Si system was achieved only by the addition of sodium
salts or small quantities (0.005–0.015%) of metallic sodium to the melt although the actual amount of sodium
needed may be as little as 0.001%. Sodium may depress the eutectic temperature by as much as 12 °C and a
Page 575
INTERNATIONAL JOURNAL OF EMERGING TRENDS IN ENGINEERING AND DEVELOPMENT
Issue 2, Vol.5.(JULY-2012) ISSN 2249-6149
finer microstructure is therefore to be expected because the rate of nucleation will be greater in the under-cooled
condition. Sodium reduces the potency of nucleating sites for the eutectic phases, notably silicon. Sodium is that
it neutralizes the effect of phosphorus, probably by the preferential formation of the compound NaP. Major
problems with the Na modification is, it reduced fluidity and rapid loss of elements by evaporation/ oxidati on
[1]. Minor addition of modifying elements like (Na) transfer the eutectic Si from a coarse plate like network in a
finer, more fibrous morphology [11].
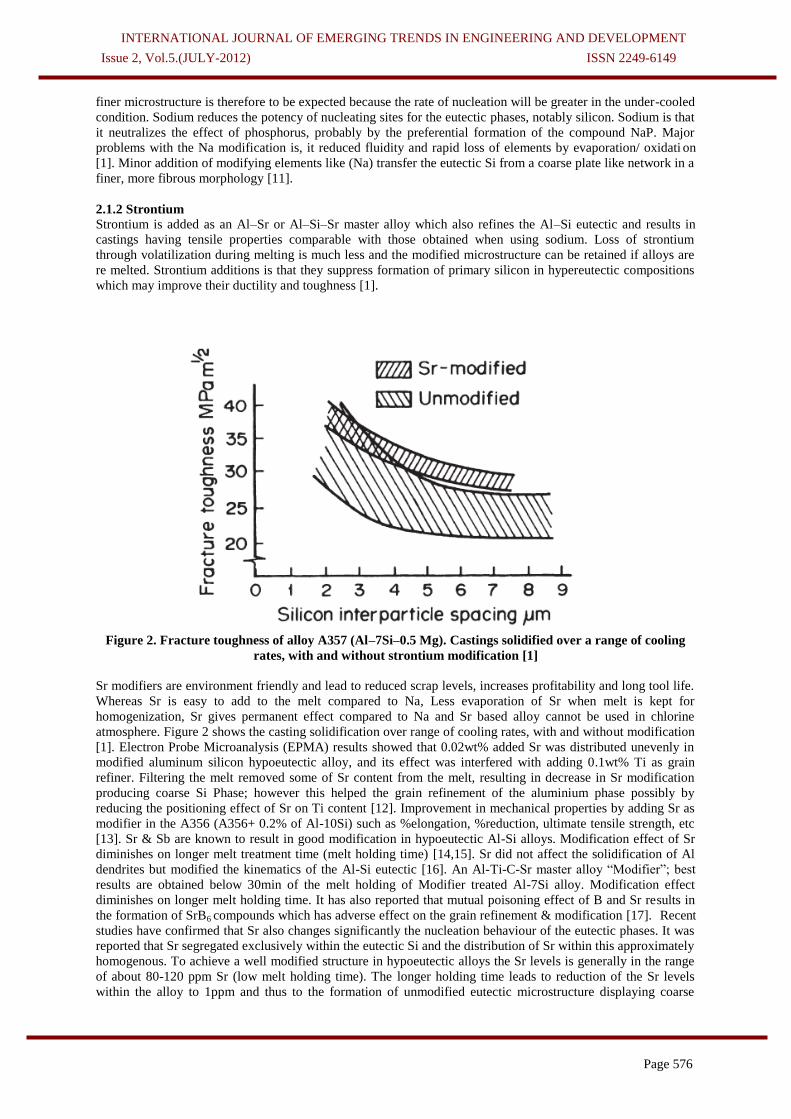
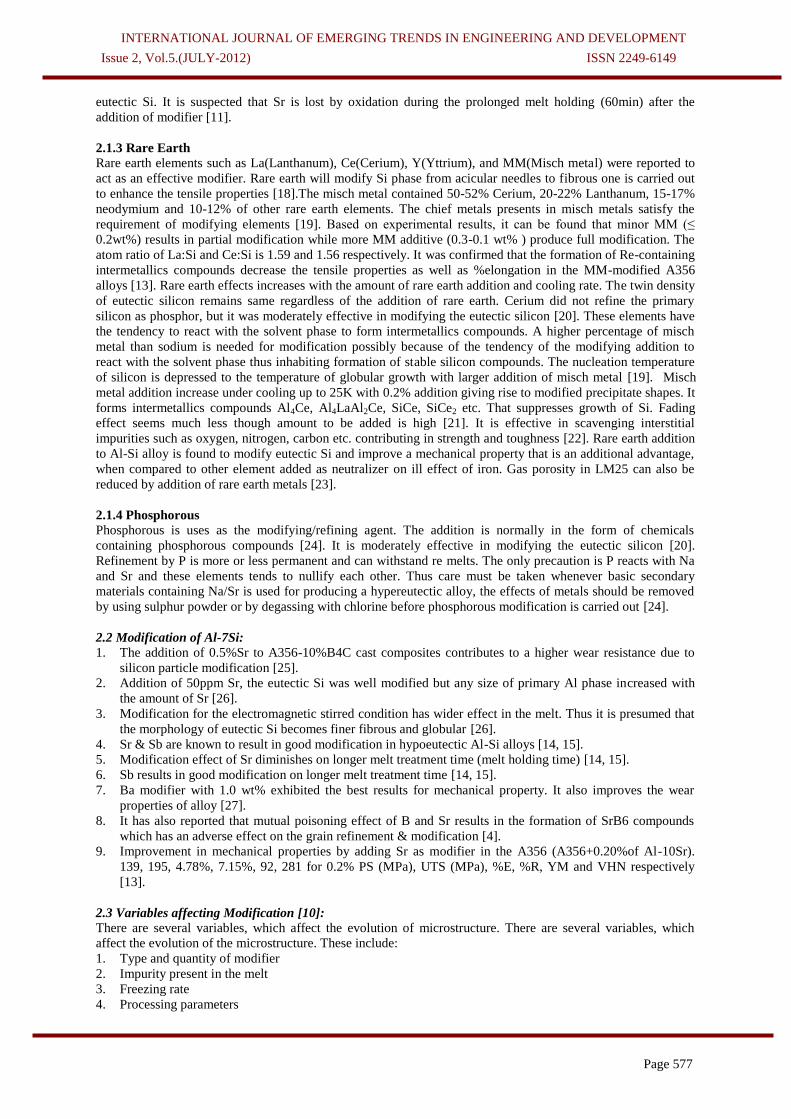
2.1.2 Strontium
Strontium is added as an Al–Sr or Al–Si–Sr master alloy which also refines the Al–Si eutectic and results in
castings having tensile properties comparable with those obtained when using sodium. Loss of strontium
through volatilization during melting is much less and the modified microstructure can be retained if alloys are
re melted. Strontium additions is that they suppress formation of primary silicon in hypereutectic compositions
which may improve their ductility and toughness [1].
Figure 2. Fracture toughness of alloy A357 (Al–7Si–0.5 Mg). Castings solidified over a range of cooling
rates, with and without strontium modification [1]
Sr modifiers are environment friendly and lead to reduced scrap levels, increases profitability and long tool life.
Whereas Sr is easy to add to the melt compared to Na, Less evaporation of Sr when melt is kept for
homogenization, Sr gives permanent effect compared to Na and Sr based alloy cannot be used in chlorine
atmosphere. Figure 2 shows the casting solidification over range of cooling rates, with and without modification
[1]. Electron Probe Microanalysis (EPMA) results showed that 0.02wt% added Sr was distributed unevenly in
modified aluminum silicon hypoeutectic alloy, and its effect was interfered with adding 0.1wt% Ti as grain
refiner. Filtering the melt removed some of Sr content from the melt, resulting in decrease in Sr modification
producing coarse Si Phase; however this helped the grain refinement of the aluminium phase possibly by
reducing the positioning effect of Sr on Ti content [12]. Improvement in mechanical properties by adding Sr as
modifier in the A356 (A356+ 0.2% of Al-10Si) such as %elongation, %reduction, ultimate tensile strength, etc
[13]. Sr & Sb are known to result in good modification in hypoeutectic Al-Si alloys. Modification effect of Sr
diminishes on longer melt treatment time (melt holding time) [14,15]. Sr did not affect the solidification of Al
dendrites but modified the kinematics of the Al-Si eutectic [16]. An Al-Ti-C-Sr master alloy “Modifier”; best
results are obtained below 30min of the melt holding of Modifier treated Al-7Si alloy. Modification effect
diminishes on longer melt holding time. It has also reported that mutual poisoning effect of B and Sr results in
the formation of SrB6 compounds which has adverse effect on the grain refinement & modification [17]. Recent
studies have confirmed that Sr also changes significantly the nucleation behaviour of the eutectic phases. It was
reported that Sr segregated exclusively within the eutectic Si and the distribution of Sr within this approximately
homogenous. To achieve a well modified structure in hypoeutectic alloys the Sr levels is generally in the range
of about 80-120 ppm Sr (low melt holding time). The longer holding time leads to reduction of the Sr levels
within the alloy to 1ppm and thus to the formation of unmodified eutectic microstructure displaying coarse
Page 576
INTERNATIONAL JOURNAL OF EMERGING TRENDS IN ENGINEERING AND DEVELOPMENT
Issue 2, Vol.5.(JULY-2012) ISSN 2249-6149
eutectic Si. It is suspected that Sr is lost by oxidation during the prolonged melt holding (60min) after the
addition of modifier [11].
2.1.3 Rare Earth
Rare earth elements such as La(Lanthanum), Ce(Cerium), Y(Yttrium), and MM(Misch metal) were reported to
act as an effective modifier. Rare earth will modify Si phase from acicular needles to fibrous one is carried out
to enhance the tensile properties [18].The misch metal contained 50-52% Cerium, 20-22% Lanthanum, 15-17%
neodymium and 10-12% of other rare earth elements. The chief metals presents in misch metals satisfy the
requirement of modifying elements [19]. Based on experimental results, it can be found that minor MM (≤
0.2wt%) results in partial modification while more MM additive (0.3-0.1 wt% ) produce full modification. The
atom ratio of La:Si and Ce:Si is 1.59 and 1.56 respectively. It was confirmed that the formation of Re-containing
intermetallics compounds decrease the tensile properties as well as %elongation in the MM-modified A356
alloys [13]. Rare earth effects increases with the amount of rare earth addition and cooling rate. The twin density
of eutectic silicon remains same regardless of the addition of rare earth. Cerium did not refine the primary
silicon as phosphor, but it was moderately effective in modifying the eutectic silicon [20]. These elements have
the tendency to react with the solvent phase to form intermetallics compounds. A higher percentage of misch
metal than sodium is needed for modification possibly because of the tendency of the modifying addition to
react with the solvent phase thus inhabiting formation of stable silicon compounds. The nucleation temperature
of silicon is depressed to the temperature of globular growth with larger addition of misch metal [19]. Misch
metal addition increase under cooling up to 25K with 0.2% addition giving rise to modified precipitate shapes. It
forms intermetallics compounds Al4Ce, Al4LaAl2Ce, SiCe, SiCe2 etc. That suppresses growth of Si. Fading
effect seems much less though amount to be added is high [21]. It is effective in scavenging interstitial
impurities such as oxygen, nitrogen, carbon etc. contributing in strength and toughness [22]. Rare earth addition
to Al-Si alloy is found to modify eutectic Si and improve a mechanical property that is an additional advantage,
when compared to other element added as neutralizer on ill effect of iron. Gas porosity in LM25 can also be
reduced by addition of rare earth metals [23].
2.1.4 Phosphorous
Phosphorous is uses as the modifying/refining agent. The addition is normally in the form of chemicals
containing phosphorous compounds [24]. It is moderately effective in modifying the eutectic silicon [20].
Refinement by P is more or less permanent and can withstand re melts. The only precaution is P reacts with Na
and Sr and these elements tends to nullify each other. Thus care must be taken whenever basic secondary
materials containing Na/Sr is used for producing a hypereutectic alloy, the effects of metals should be removed
by using sulphur powder or by degassing with chlorine before phosphorous modification is carried out [24].
2.2 Modification of Al-7Si:
1. The addition of 0.5%Sr to A356-10%B4C cast composites contributes to a higher wear resistance due to
silicon particle modification [25].
2. Addition of 50ppm Sr, the eutectic Si was well modified but any size of primary Al phase increased with
the amount of Sr [26].
3. Modification for the electromagnetic stirred condition has wider effect in the melt. Thus it is presumed that
the morphology of eutectic Si becomes finer fibrous and globular [26].
4. Sr & Sb are known to result in good modification in hypoeutectic Al-Si alloys [14, 15].
5. Modification effect of Sr diminishes on longer melt treatment time (melt holding time) [14, 15].
6. Sb results in good modification on longer melt treatment time [14, 15].
7. Ba modifier with 1.0 wt% exhibited the best results for mechanical property. It also improves the wear
properties of alloy [27].
8. It has also reported that mutual poisoning effect of B and Sr results in the formation of SrB6 compounds
which has an adverse effect on the grain refinement & modification [4].
9. Improvement in mechanical properties by adding Sr as modifier in the A356 (A356+0.20%of Al-10Sr).
139, 195, 4.78%, 7.15%, 92, 281 for 0.2% PS (MPa), UTS (MPa), %E, %R, YM and VHN respectively
[13].
2.3 Variables affecting Modification [10]:
There are several variables, which affect the evolution of microstructure. There are several variables, which
affect the evolution of the microstructure. These include:
1. Type and quantity of modifier
2. Impurity present in the melt
3. Freezing rate
4. Processing parameters
Page 577
INTERNATIONAL JOURNAL OF EMERGING TRENDS IN ENGINEERING AND DEVELOPMENT
Issue 2, Vol.5.(JULY-2012) ISSN 2249-6149
5. Silicon content of alloy
3. Effect of Grain Refiner:
Grain refiners modify the form of inter granular shrinkage cavities in cast Al alloys and thereby improve tensile
properties. Normally reduction in grain size to 1/10 of its value gives two-fold increase in UTS and fourfold
increase in elongation [28].
1. Fine grain ensures high toughness & high yield strength.
2. Uniform distribution of 2nd
phase and micro porosity of fine scale resulting in improved machinability.
3. Good surface finish.
Grain refinement achieved by the different methods such as: a.) Rapid solidification of molten metal, b.)
Mechanical vibration/ electromagnetic vibration, c.) Inoculation/ heterogeneous nucleation [29].
The requirements of inoculants for it to act as an effective nucleating site are the following [29]:
1. It should have Melting point higher than alloy being solidified.
2. Sufficient number of nucleating particles.
3. Should initiate freezing at very small under cooling.
4. Should be uniform distributed.
5. The size of nucleating particles should be larger than critical size, which depends on the under cooling of
melt.
The most common grain refiners used are Al-Ti, Al-Ti-C, Al-Ti-B to melt before castings to promote
refinement. Al-Ti-B is most widely used alloy with Ti:B ratios varying from 3:1 to 50:1 [1].
3.1Behaviour of Grain Refiners:
3.1.1 Titanium and Boron [30]:
Titanium (Ti) and boron (B) are used to refine primary aluminum grains. Titanium alone, added as a titanium
aluminum master alloy, forms TiAl3, which serves to nucleate primary aluminum dendrites. More frequent
nucleation or initiation of dendrites means a larger number of smaller grains. Grain refining efficiency is better
when titanium and boron are used in combination. Master alloys of aluminum with 5% titanium and 1% boron
are commonly used additives for this purpose. They form TiB2 and TiAl3, which together are more effective
grain refiners than TiAl3 alone. The most efficient grain refiner for Al-Si alloys has a Ti- B ratio closer to 1.5:1.
That is a special case, applicable to 3XX and 4XX alloys and not to the other alloy systems.
3.2 Grain Refinement of Al-7Si:
1. The composition of the Al-7Si alloy also has an effect on the performance of grain refiners (Ti/B ratios
5.0/1.0 and 6.0/0.0) [31].
2. Refined A356 alloy (T6 treated) was found to exhibit much higher damping capacity than that of A356 base
alloy, by using grain refiner as AlTiB master alloy [32].
3. Its damping capacity value at room temp is 12.3*10-3
increased by 8*10-3
compared to A356 base alloy [32,
33].
4. The improvement in damping capacity of refined A356 alloy is ascribed to the change of Si size and grain
refinement [32].
5. After reinforcement α-Al dendrite decreases from 22µm to 23µm in size and mechanical properties
increased by 30MPa, 24MPa, 4.1% in tensile strength, yield strength and elongation respectively [33, 34].
6. Damping capacity of A356 alloy increases with increasing the temperature and decreases with increases the
frequency [34].
7. The optimum percentage of Ti and B for alloy studied is approximately between 0.06%Ti, 0.01%B and
0.08%Ti, 0.02%B. Higher percentage of Ti and B re melt in the formation of Ti based intermetallics
compounds within eutectic region [35].
8. Al5Ti1B is effective in refining the structure. However there is still some degree of under cooling which
may suggest there might be some room for improving Al5Ti1B grain refining effectiveness [35].
9. Application of mechanical vibration led to increase grain refinement and density of A356 Al alloy [36].
10. Increasing vibration time up to 15min led to decrease in the size of α-Al phase for all vibration frequency
(10-50Hz) [36].
11. Increasing vibration frequency up to 50Hz led to decrease in the size of α-Al phase for all vibration time (5-
15min) [36].
12. Max. achieved grain refinement was 53% in 50Hz and 15min size of α-Al phase reached to 173µm [36].
13. Increasing vibration time and frequency led to degassing because of applying mechanical vibration have
strong effect on the density of alloy. Density of alloy was improved from 2.3gm/cm3 to 2.66gm/cm3 at 50
Hz and 15min Vibration condition [36].
14. The wear rate of composites improves significantly with the TiB2 content [37].
Page 578
INTERNATIONAL JOURNAL OF EMERGING TRENDS IN ENGINEERING AND DEVELOPMENT
Issue 2, Vol.5.(JULY-2012) ISSN 2249-6149
15. It is suggest that the wear rate per unit amount of reinforcement should be taken in to consideration to
explain the load carrying capacity of metal matrix composites [37].
16. The morphology and size of wear debris is dictated by the loading condition and also the amount of TiB2 in
the composites [37].
17. Addition of 2.5wt% TiB2 lowers coefficient of Friction, followed by an increase in coefficient of friction
for higher TiB2 content [37].
18. A difference in the effect of grain refiner on primary aluminium nucleation temperature was observed based
on the cooling rate. At slower rates, adding 0.1 wt.% Ti (as Al-3Ti-B) resulted in a significant change of 20
°C in whereas at higher rates same amount of grain refiner altered by around 5 °C [38].
19. Wear rate of Al–7Si alloy was found to be dependent on the DAS (Dendritic Arm spacing) and the size of
the silicon particles irrespective of the master alloy used for grain refinement [39].
20. Grain refinement improves the load bearing capacity of Al–7Si alloy [39].
4. Combined effect of Grain Refiner and Modifier on Al-7Si Al alloy:
Modifier and grain refiners are to be added to the molten Al–7Si alloys to get combined grain refinement and
modification effects. Many researchers have reported the grain refinement and modification by addition of gain
refiner and modifier simultaneously. However, it is a difficult task to control the addition levels of individual
grain refiner and modifier in actual industrial practice. It has been reported that the combined addition of the Al –
Ti–B grain refiner and Al–Sr master alloy results in mutual poisoning of the grain refinement and modification
effects.
Recently developed, A new Al-Ti-C-Sr master alloy “Modifiner” which plays a dual role both as grain refiner as
well as modifier at a time.
1. EMPA (Electron probe Microanalysis technique) results showed that 0.02 wt% added Sr was distributed
unevenly in modified samples, and its effect was interfered with adding 0.1 wt% Ti as grain refiner [40].
2. Filtering the melt removed some of Sr content from the melt, resulting in a decrease in Sr modification,
producing coarser silicon phase; however, this helped the grain refinement of the aluminium phase (shown
a decrease in grain size) possibly by reducing the positioning effect of Sr on Ti content [40].
3. The Al–Si alloys investigated exhibit plastic deformation and work hardening during wear testing; the grain
refined and modified Al–7Si–2.5Cu cast alloys work-hardened to a greater extent than the un-treated alloys
[17].
4. The wear resistance decreases with increasing load in case of unmodified alloys. In the grain refined and
modified alloys, it increases with increasing load due to higher work hardening rates [17].
5. Coefficient of friction and temperature rise sharply at high wear load [17].
6. Al–1Ti–3B master alloy is found to be more efficient grain refiner for hypoeutectic Al–Si cast alloy when
compared to Al–5Ti–1B master alloy [17].
7. Combined grain refinement and modification minimizes oxidation of the matrix. The best-combined grain
refined and modified (Al–1Ti–3B + Sr) alloys recorded minimum coefficient of friction and temperature at
high-wear load [17].
8. Addition of grain refiner (Al-3Ti and Al-3B) and modifier Al-10Sr master alloys to A356 alloys leads to
change in microstructure [41].
9. Addition of grain refiners to A356 alloy converts predominantly columnar dendritic structure into fine
equiaxed dendritic structure and addition of modifier changes plate like eutectic Si into fine particles, which
leads to the improvements in mechanical properties [41].
10. Combined grain refinement and modification can be obtained by the addition of new Al–Ti–C–Sr master
alloy [3, 4, 14].
11. The grain refining and modifying efficiency of the master alloy developed is effective at shorter holding
time (5 min), and its efficiency drops on longer holding (120 min) of the melt due to fading (for 0.2 and 0.5
wt% addition of the master alloy) [3, 4, 14].
12. Best results are obtained below 30min of the melt holding of a Modifiner treated Al-7Si alloy [3, 4, 14].
13. Grain refinement can be retained even for long holding at higher addition level of 1.0 wt%, although there
is some fading of modification [3, 4, 14].
14. Modification effect diminishes on longer melting holding [3, 4, 14].
5. Summery
1. Higher cooling rate is beneficial for modification and hence, lesser quantity of modifier would be sufficient
at high cooling rates.
2. Modification effect diminishes on longer melt holding.
3. Degassing with Cl2 will remove some/entire modifier if Na/Sr are used.
4. Sb results in good modification on longer melt treatment time.
Page 579
INTERNATIONAL JOURNAL OF EMERGING TRENDS IN ENGINEERING AND DEVELOPMENT
Issue 2, Vol.5.(JULY-2012) ISSN 2249-6149
5. It has also reported that mutual poisoning effect of B and Sr results in the formation of SrB 6 compounds
which has an adverse effect on the grain refinement & modification.
6. The improvement in damping capacity of refined A356 alloy is ascribed to the change of Si size and grain
refinement.
7. Damping capacity of A356 alloy increases with increasing the temperature and decreases with increases the
frequency.
8. The wear rate of composites improves significantly with the TiB2 content.
9. Wear rate of Al–7Si alloy was found to be dependent on the DAS (Dendritic Arm spacing) and the size of
the silicon particles irrespective of the master alloy used for grain refinement.
10. Fading phenomenon affects the wear rate of the grain refined Al–7Si alloy.
11. Grain refinement improves the load bearing capacity of Al–7Si alloy.
12. Combined grain refinement and modification can be obtained by the addition of new Al–Ti–C–Sr master
alloy.
13. Best results are obtained below 30min of the melt holding of a Modifiner (Al–Ti–C–Sr master alloy) treated
Al-7Si alloy.
14. The wear resistance decreases with increasing load in case of unmodified alloys. In the grain refined and
modified alloys, it increases with increasing load due to higher work hardening rates.
15. Coefficient of friction and temperature rise sharply at high wear load.
4. References:
[1] I. J. Polmear, Light Alloy, pp217-220.
[2] A. K. Prasad Rao, B. S. Murty, K.Das and M.Chakraborty. (2006) Wear, Vol. 261, pp133-139.
[3] A. K. Prasad Rao, B. S. Murty, K.Das and M.Chakraborty. (2008) Materials letters, Vol 62, pp273-275.
[4] A. K. Prasad Rao, B. S. Murty, K.Das and M.Chakraborty. (2004) International Symposium of Research
Students on Material science and Engineering.
[5] K. G. Basavakumar, P. G. Mukund, M. Chakrabory. (2007) Journal of materials processing
technology,Vol.186, pp236-245.
[6] Stefanescu, Doru Michael (2002), Science and engineering of casting solidification, Springer, p 265,
ISBN 9780306467509.
[7] K.T. Kashyap and T. Chandrashekar, Bulletin of Materials Science, Vol 24, August 2001.
[8] M. A. Joseph and N. M. Nagarajan, IFJ, Vol. 46, No. 10/2000.
[9] Katharina Gammer, Erhard Ogris, Peter J. Uggoowitzer and Herbert Hutter Microchim. Acta 141, 2003.
[10] V. Ronto & A. Roosz, Int. Journal of Cast Metals, 2001, 13, pp337-342.
[11] M. Timpel, N. Wanderka, G. S. Vinod Kumar, J. Banhart. (2010) , Ultramicroscopy, Vol 111, pp695-700. [12] M. Faraji, L. Katgerman. (2010) , Micron, Vol 41, pp554-559.
[13] D. G. Mallapur, S. A. Kori, K. Rajendra Udupa. (2010), Journal of material science, Vol 46, pp1622-1627.
[14] A. K. Prasad Rao, B. S. Murty, K.Das and M.Chakraborty. (2006) , Wear, Vol. 261, pp133-139.
[15] A. K. Prasad Rao, B. S. Murty, K.Das and M.Chakraborty. (2008) , Materials letters, Vol 62, pp273-275.
[16] Gang Liu, Guodong Li, Anhui Cai, Zhaoke Chen. (2010) , Materials and design, Vol 32, pp121-126.
[17] K. G. Basavakumar, P. G. Mukund, M. Chakrabory. (2007), Journal of materials processing
technology,Vol.186, pp236-245.
[18] Man Zhu, Zengyun Jian, Lijuan Yao, Cuixia Liu, Gencang Yang, Yaohe Zhou. (2010), Journal of material
science, Vol 46, pp2685-2694.
[19] R. Sharma and T. R. Ananthraman, Current science, 1967, Vol5, pp568-570.
[20] Joonyeon Chang, Inge Moon, Chongsool Choi. (1998), Journal of materials science, 33.
[21] A. D. Damodaran, INCAL 91 Proceeding, 1(1991), pp221-219.
[22] S. K. Agrawal and Jyoti Menghani, IFJ, Vol 48, No. 8/August2002, pp27-31.
[23] M. Ravi, U. T. S. Pillai, B. C. Pai, A. D. Damodaran and E.S. Dwarkadsa, Metallurgicul and Materials
Transactions, Vol 33A, Feb-2002, pp391-399.
[24] U. M. Nadgar, IFJ, Vol 50,No. 1, Jan 2004, pp38-46.
[25] H.R. Lashagani, A.R. Sfizaheh, M. Emamy. Material and Design 31 (2010) 2187-2195.
[26] B. I. Jung, C.H. Jung, T. K. Han, Y.H. Kim. Journal of material processing technology 111 (2001) 69-73.
[27] X. H. Zhang, G. C. Su, C. W. Ju, W. C. Wang, W. L. Yan. Materials and design 31 (2010) 408-4413.
[28] S. Pramanik, R.K. Mahanti, Kishori Lal, C.S. Sivaramkrishnan and P.L. Roy, IFJ, Vol. 47, No. 3/March
2001, pp 17-19.
[29] M. Chakraborty, A. K. Prasada Rao, G. S. Vinod Kumar and B. S. Murty. IFJ, Vol.48, No. 11/Nov-2002,
pp 19-27.
[30] www.diecasting.org [31] T. Sritharan and H. LI, Journal of Materials Processing Technology, 63 (1997) 585-589.
[32] Yijie Zhang, Naihang Ma, Haowein wang, Xianfeng Li, Materials and Design, 29 (2008) 706-708.
Page 580
INTERNATIONAL JOURNAL OF EMERGING TRENDS IN ENGINEERING AND DEVELOPMENT
Issue 2, Vol.5.(JULY-2012) ISSN 2249-6149
[33] Yijie ZhangT, Naiheng Ma, Yongkang Le, Songchun Li, Haowei Wang, Materials Letters, 59 (2005) 2174–
2177.
[34] Jun Wang, Shuxian He, Baode Sun, Qixin Guo, Mitsuhiro Nishio. Material Letters, 59(2005)2174-2177.
[35] Shahrooz Nafisi, Reza Ghomaschchi. Journal of material processing technology, 174 (2006) 371-383.
[36] Farshid Taghavi, Hasan Saghafin, Yousef H.K. Kharrazi. Materials and design, 30 (2009) 1604-1611.
[37] A. Mandal, B.S. Murty, M. Charaborty. Wear, 206 (2009) 865-872.
[38] M. Faraji , J.P. Wright , L. Katgerman, Materials Letters, 64 (2010) 1016–1018.
[39] A.K. Prasada Rao, Karabi Das, B.S. Murty, M. Chakraborty, Wear, 257 (2004) 148–153.
[40] M. Faraji, L. Katgerman, Micron 41 (2010) 554–559.
[41] D. G. Mallapur, K. Rajendra Udupa, S. A. Kori, International Journal of Engineering Science and
Technology, Vol. 2(9), 2010, 4487-4493.
Page 581
INTERNATIONAL JOURNAL OF EMERGING TRENDS IN ENGINEERING AND DEVELOPMENT
Issue 2, Vol.5.(JULY-2012) ISSN 2249-6149

Page 582
INTERNATIONAL JOURNAL OF EMERGING TRENDS IN ENGINEERING AND DEVELOPMENT
Issue 2, Vol.5.(JULY-2012) ISSN 2249-6149





























