Embed Size (px)
DESCRIPTION
EFFECT OF GRINDING PARAMETERS ON GRINDING WHEEL PERFORMANCEMetal Cutting and Tool DesignMechanical Engineering 6 Semester course
Citation preview
EFFECT OF GRINDING PARAMETERS ON GRINDING
WHEEL PERFORMANCE
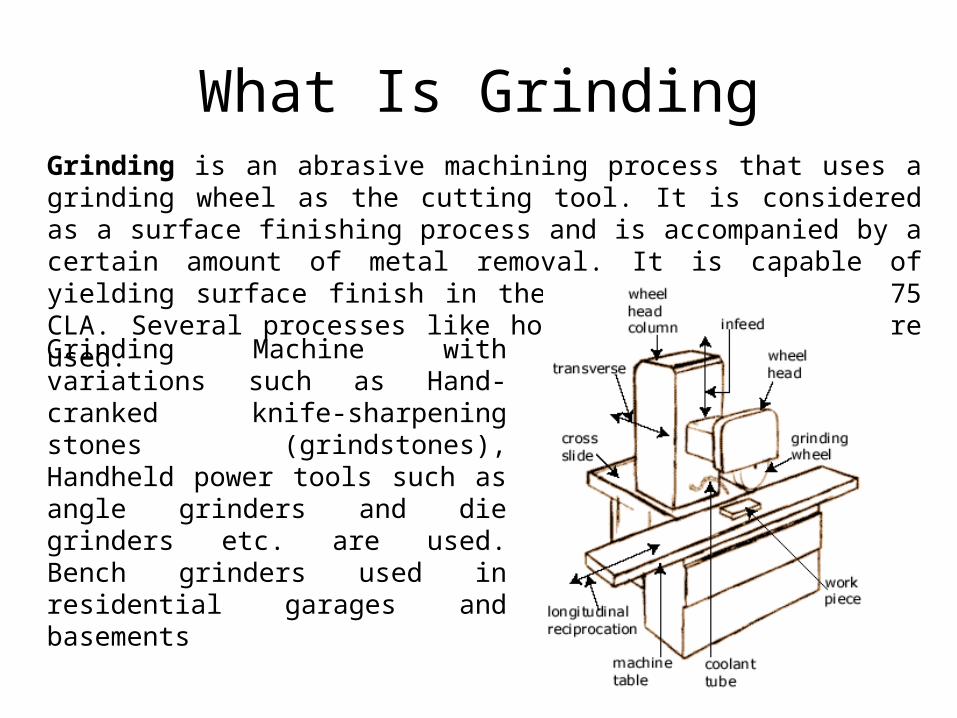
What Is GrindingGrinding is an abrasive machining process that uses a grinding wheel as the cutting tool. It is considered as a surface finishing process and is accompanied by a certain amount of metal removal. It is capable of yielding surface finish in the order of 12.5 to 0.75 CLA. Several processes like honing, lapping, etc. are used.
Grinding Machine with variations such as Hand-cranked knife-sharpening stones (grindstones), Handheld power tools such as angle grinders and die grinders etc. are used. Bench grinders used in residential garages and basements
WHAT IT CAN DO!!• It can produce very fine finishes and very accurate dimensions; yet in mass
production contexts it can also rough out large volumes of metal quite rapidly.
• It is usually better suited to the machining of very hard materials than is "regular" machining (that is, cutting larger chips with cutting tools such as tool bits or milling cutters),
• It was the only practical way to machine materials like hardened steels. It is better suited to taking very shallow cuts, like reducing a shaft’s diameter by half a thousandth of an inch or 12.7 μM.
• Grinding is one of the widely accepted finishing operations because it removes material in very small size of chips 0.25 to 0.50 mm. It provides accuracy of the order of 0.000025 mm. Grinding of very hard material is also possible.
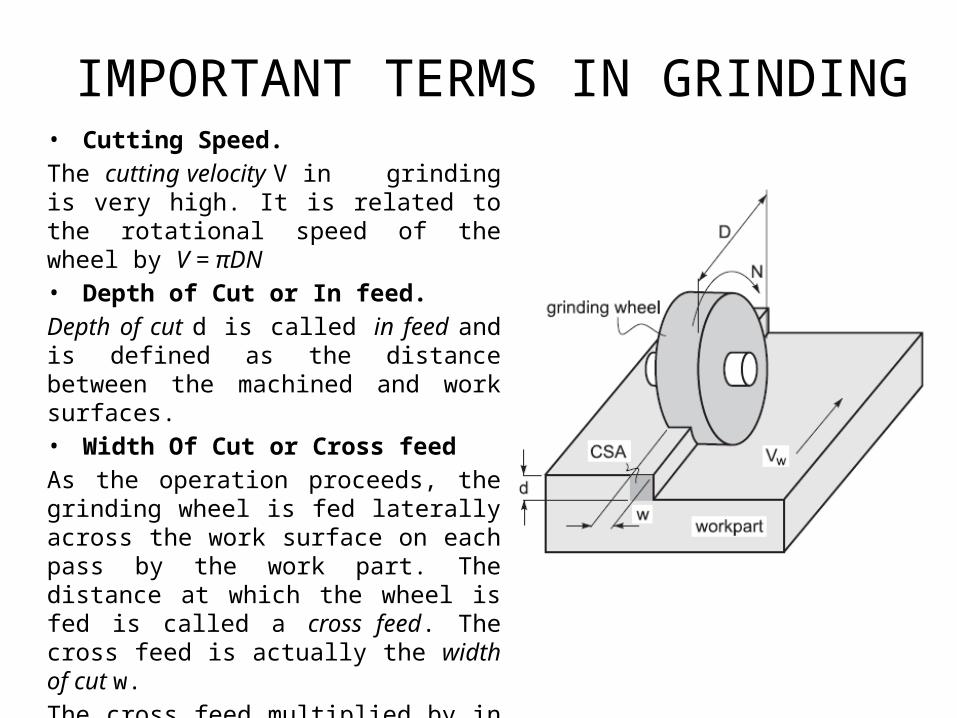
IMPORTANT TERMS IN GRINDING• Cutting Speed.The cutting velocity V in grinding is very high. It is related to the rotational speed of the wheel by V = πDN• Depth of Cut or In feed.Depth of cut d is called in feed and is defined as the distance between the machined and work surfaces.• Width Of Cut or Cross feedAs the operation proceeds, the grinding wheel is fed laterally across the work surface on each pass by the work part. The distance at which the wheel is fed is called a cross feed. The cross feed is actually the width of cut w. The cross feed multiplied by in feed determines the cross-sectional area of cut, or the CSA.
CSA = cross feed × indeed = w.d
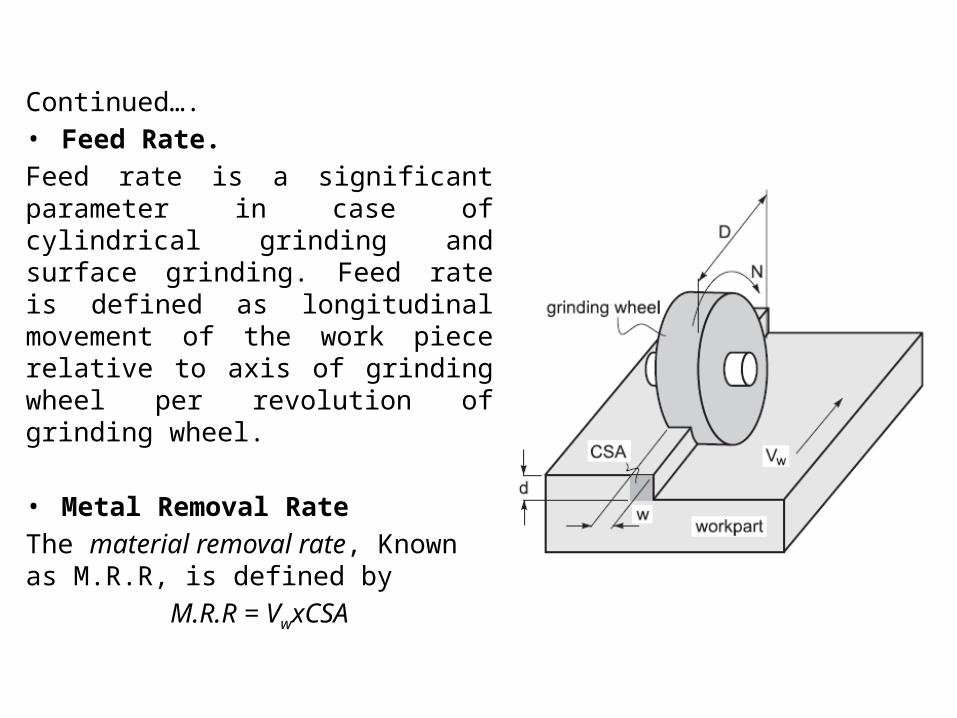
Continued….• Feed Rate.Feed rate is a significant parameter in case of cylindrical grinding and surface grinding. Feed rate is defined as longitudinal movement of the work piece relative to axis of grinding wheel per revolution of grinding wheel.
• Metal Removal RateThe material removal rate, Known as M.R.R, is defined by
M.R.R = VwxCSA
GRINDING PARAMETERSGrinding Parameters have a severe effect on the performance of the grinding wheel. G is the ratio of the amount of metal removed to the amount of wheel wear. The important grinding parameters are• Wheel Speed• Work Piece speed• In Feed• Transverse Feed• Grinding Fluids and the method of there application• Severity Of Dressing.
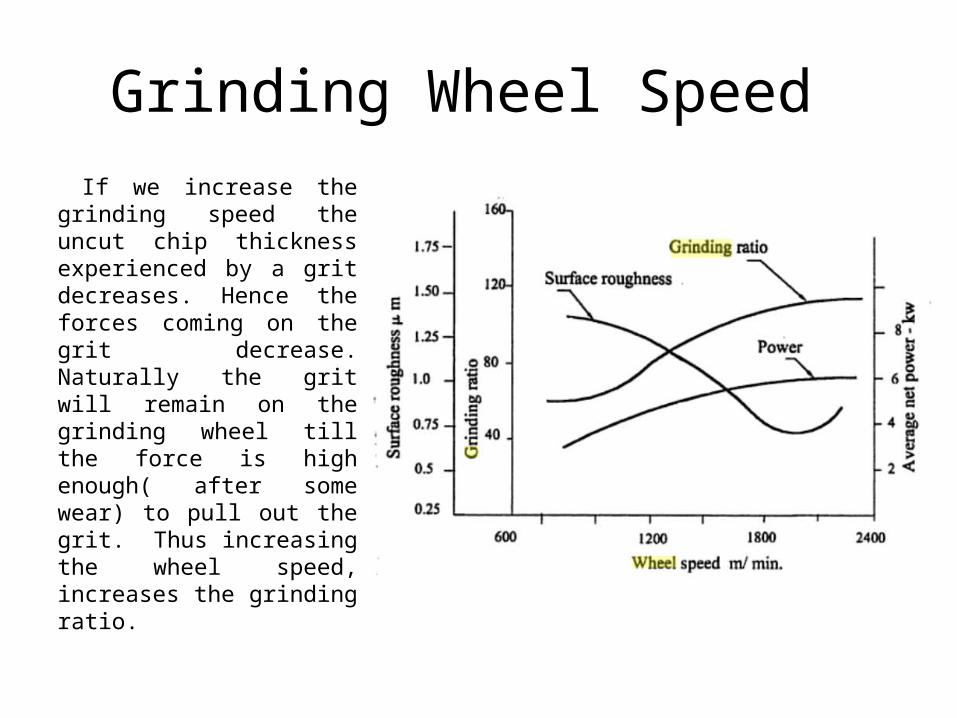
Grinding Wheel Speed If we increase the grinding speed the uncut chip thickness experienced by a grit decreases. Hence the forces coming on the grit decrease. Naturally the grit will remain on the grinding wheel till the force is high enough( after some wear) to pull out the grit. Thus increasing the wheel speed, increases the grinding ratio.
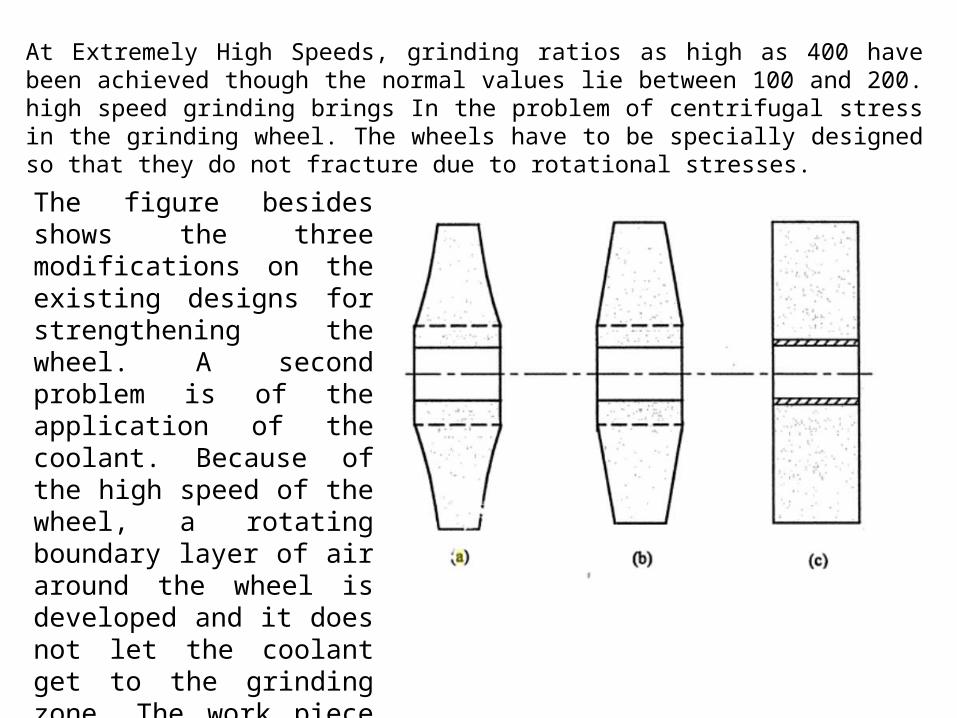
At Extremely High Speeds, grinding ratios as high as 400 have been achieved though the normal values lie between 100 and 200. high speed grinding brings In the problem of centrifugal stress in the grinding wheel. The wheels have to be specially designed so that they do not fracture due to rotational stresses.
The figure besides shows the three modifications on the existing designs for strengthening the wheel. A second problem is of the application of the coolant. Because of the high speed of the wheel, a rotating boundary layer of air around the wheel is developed and it does not let the coolant get to the grinding zone. The work piece surface may get overheated and thus get damaged. For countering this special fixtures have been developed
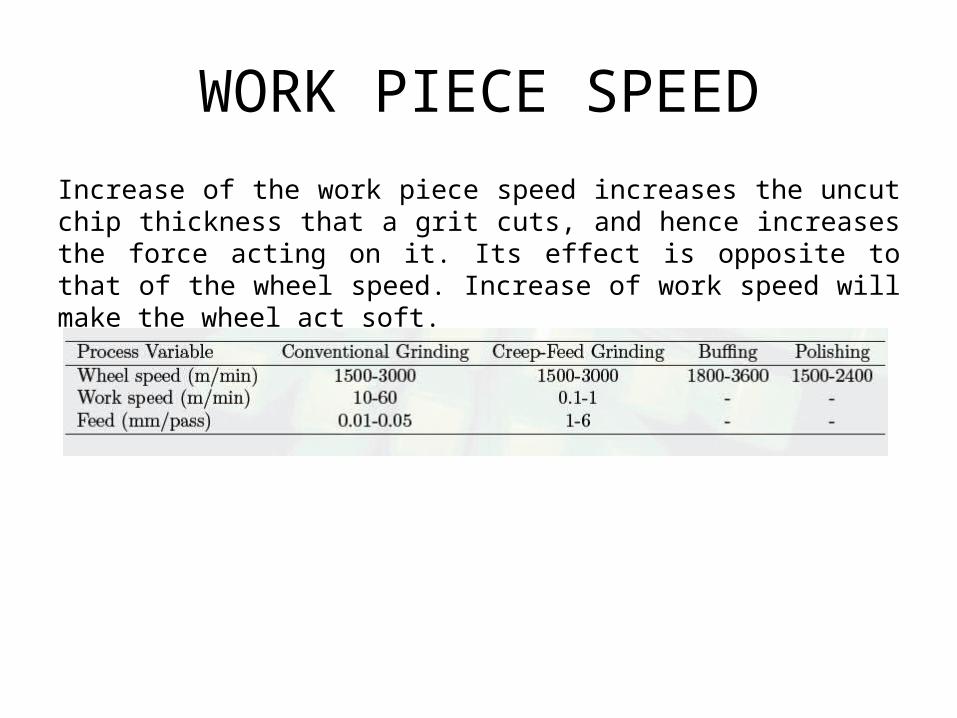
WORK PIECE SPEEDIncrease of the work piece speed increases the uncut chip thickness that a grit cuts, and hence increases the force acting on it. Its effect is opposite to that of the wheel speed. Increase of work speed will make the wheel act soft. A large work speed will result in more wheel wear
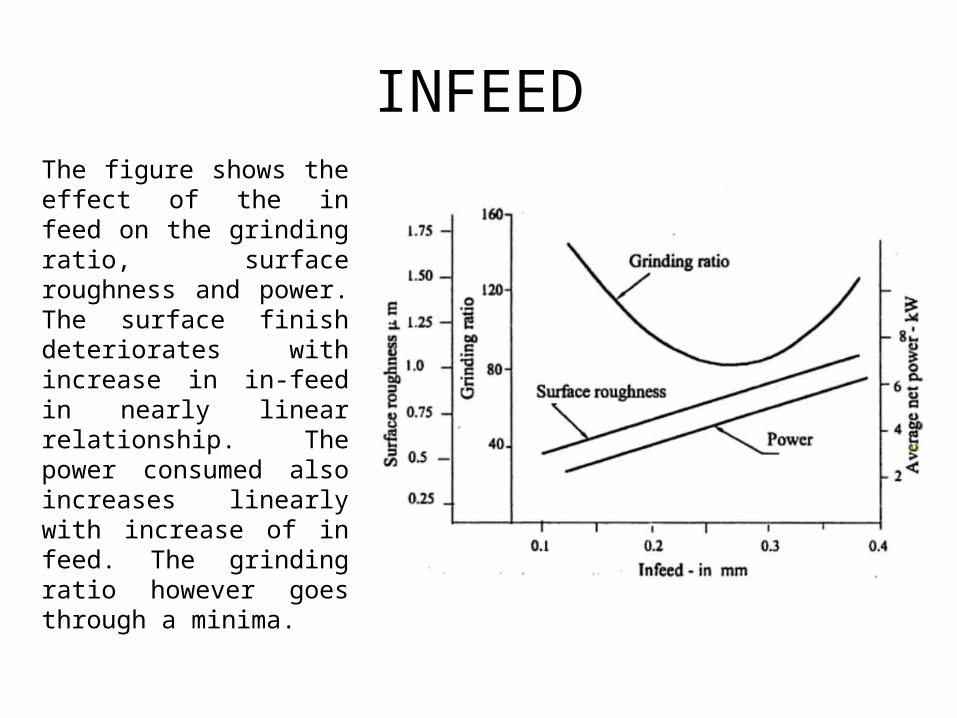
INFEEDThe figure shows the effect of the in feed on the grinding ratio, surface roughness and power. The surface finish deteriorates with increase in in-feed in nearly linear relationship. The power consumed also increases linearly with increase of in feed. The grinding ratio however goes through a minima.
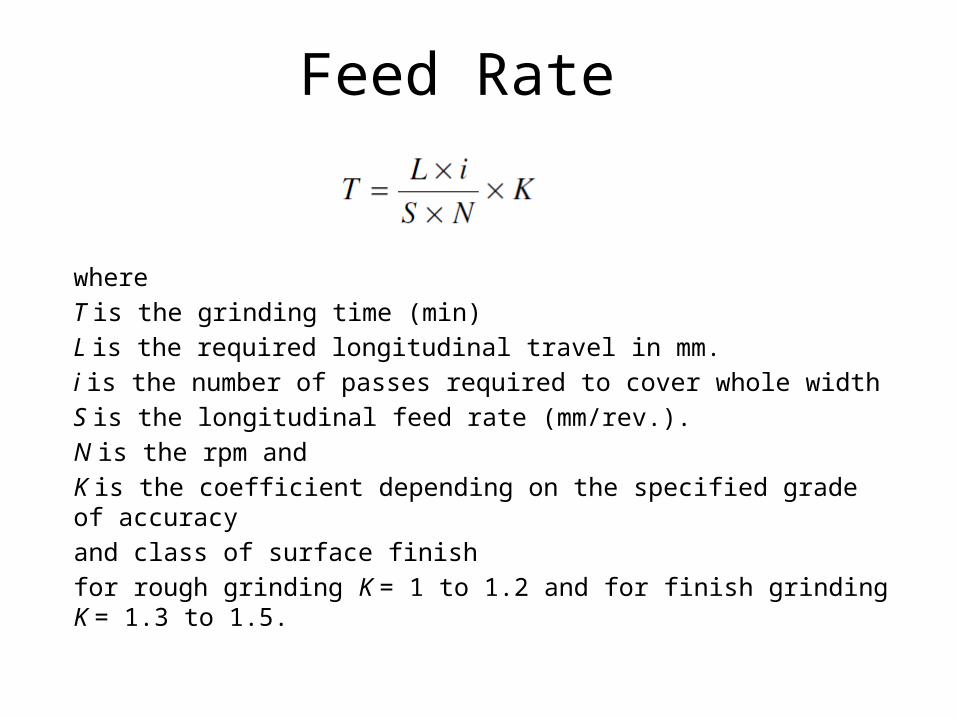
where T is the grinding time (min) L is the required longitudinal travel in mm. i is the number of passes required to cover whole width S is the longitudinal feed rate (mm/rev.).N is the rpm and K is the coefficient depending on the specified grade of accuracyand class of surface finish for rough grinding K = 1 to 1.2 and for finish grinding K = 1.3 to 1.5.
Feed Rate
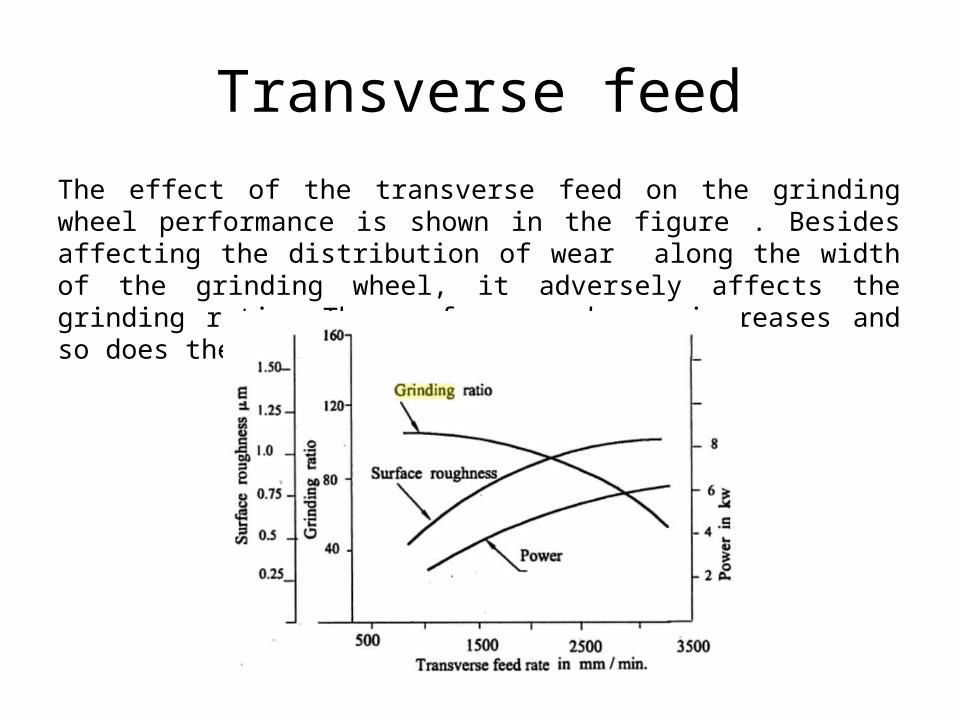
Transverse feedThe effect of the transverse feed on the grinding wheel performance is shown in the figure . Besides affecting the distribution of wear along the width of the grinding wheel, it adversely affects the grinding ratio. The surface roughness increases and so does the power in the process
Grinding fluidsGrinding fluids or coolants affects the surface finish, the wheel wear surface temperature and the surface integrity of the ground surface. In rough grinding used for stock removal, surface finish is not very important. With proper choice of the bond of the wheel and the grinding parameters, the wheel may act as ‘a self sharpening wheel. The role of cutting fluids is to remove the heat generated during the process and to cool the wheel in order to reduce excessive wheel wear. It may also reduce the surface damage of the work piece.
In the finish grinding the grits do not come out so readily and thus develop wear flats. The rubbing actions of the wear slats with work surface may produce excessive temperatures in the work surface and thus damage the work surface. The role of the cutting fluid is to lubricate the rubbing surfaces so as to reduce friction and also produce a separating layer between the abrasive grain and the chip, for reducing the tendency of welding between the two. In extremely high speed grinding, the work surface may burn due to excessive temperatures , thus making role of the grinding fluids very important as a coolant
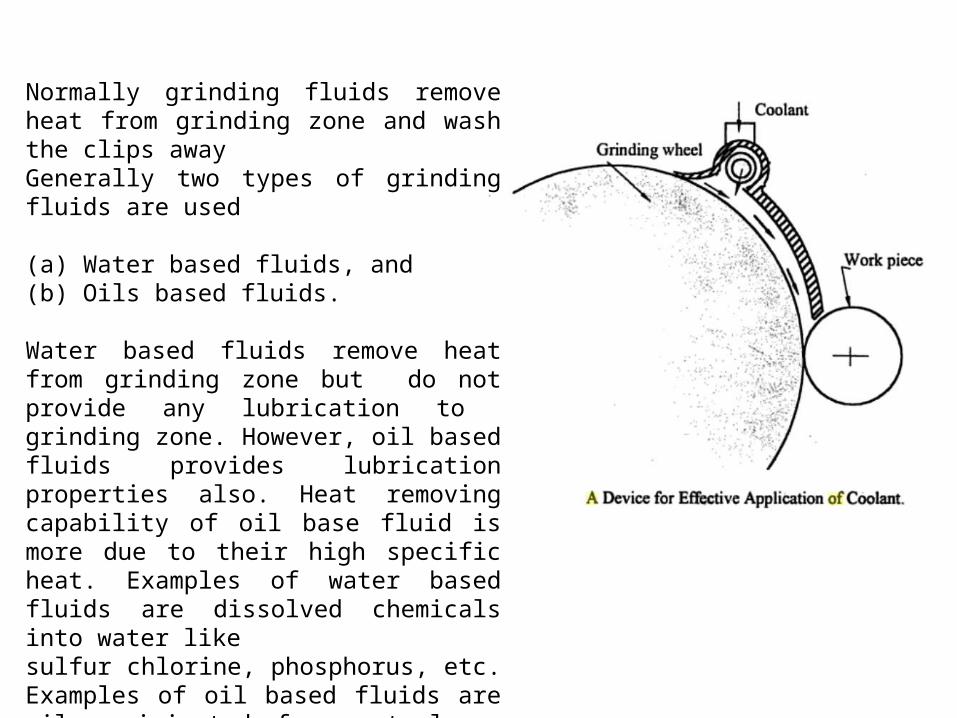
Normally grinding fluids remove heat from grinding zone and wash the clips awayGenerally two types of grinding fluids are used
(a) Water based fluids, and(b) Oils based fluids.
Water based fluids remove heat from grinding zone but do not provide any lubrication to grinding zone. However, oil based fluids provides lubrication properties also. Heat removing capability of oil base fluid is more due to their high specific heat. Examples of water based fluids are dissolved chemicals into water likesulfur chlorine, phosphorus, etc. Examples of oil based fluids are oils originated from petroleum, animals and vegetables. They can be emulsified oils suspended in water in the form of droplets. Cutting fluids can be recycled in flow after filtering them by separating out chips and dirt.
SEVERITY OF DRESSINGThe severity of dressing has a great influence on the performance of grinding wheel. If the dressing is too mild , the grains have more flat areas and during grinding the temperature of the grit becomes excessive which results in rapid wheel wear. On the other hand if the dressing is too severe, the working life of the wheel will be reduced by premature pull out of grits. Therefore the dressing should be just sufficient to bring out grits which are worn out and are bonded to the wheel surface.
The temperature during grinding are less if the wear rate is more. Also the bond strength is such that with dulling of the grit, increased grinding force pulls it out. The right speed of the dressing can be determined by dressing at different speeds and determining the performance of the grinding wheel.
Bibliography• Wikipediahttp://en.wikipedia.org/wiki/Grinding_%28abrasive_cutting%29• Grinding – NPTELhttp://nptel.ac.in/courses/112105127/pdf/LM-28.pdf• University Of Notre Dam- http://www.nd.edu/http://www3.nd.edu/~manufact/MPEM_pdf_files/Ch09.pdf• IGNOUhttp://www.ignou.ac.in/upload/unit-2.pdf• Fundamentals of Metal Cutting and Machine Tools- B.L. Juneja & Nitin Seth• Production Engineering Science- P.C. Pandey & C.K. Singh• University Of Notre Dam
THANK YOU







![Special Form PVA Grinding Wheel · Further improved grinding wheels have been developed. (Applied for design registration) New grinding wheel Features of 704-type / 878-type [1] Traces](https://img.pdfslide.us/doc/110x75/5edda9d7ad6a402d6668d152/special-form-pva-grinding-wheel-further-improved-grinding-wheels-have-been-developed.jpg)




















