Embed Size (px)
Citation preview

7/28/2019 During the Petroleum Refining Process
http://slidepdf.com/reader/full/during-the-petroleum-refining-process 1/16
This paper provides a novel method for removal of hydrogen sulfide from waste water
streams in oil refineries. Sulfur is present in crude petroleum and during the process of
refining is reduced to hydrogen sulfide. The hydrogen sulfide in waste water streams poses a
serious health hazard and needs to be removed. The conventional method of removal of
hydrogen sulfide is by neutralization with caustic soda, and the resultant spent caustic sludge
is subsequently treated to remove the sulfides and the converted bicarbonate solution is used
of neutralisation of refinery wastewater.
During the petroleum refining process, sulfur compounds in crude oil are converted tohydrogen sulfide. In the lighter fractions such as propane, butane, and gasoline, thehydrogen sulfide is chemically removed with caustic soda. During the process, the causticsoda is changed, producing a material difficult to manage due to its foul smell. Previously,this hazardous waste was shipped off-site and disposed of by deep-well injection. Thismanagement option was not only expensive, it was also not environmentally preferable.
The Delaware City Refinery developed a process to remove from the spent caustic thecompounds that tend to cause odors (sulfides, mercaptons and phenols). The processed spentcaustic, now a bicarbonate solution, is then used for neutralization at the refinery wastewater treatment plant.
http://www.chemalliance.org/Handbook/plant/case_study.asp?CSID=356
Heliodor Solutions provides a proven hydrogen sulfide removal system that has been usedsuccessfully in the petroleum and natural gas industries for more than ten years. The processremoves H2S from both refinery process vapor streams and field production units and converts it toelemental sulfur suspended in a non-hazardous solution. Systems are custom designed to
accommodate a wide range of flow rates, pressures and H 2S concentrations.
http://www.heliodorsolutions.com/Hydrogen.htm
Hydrogen Sulfide Removal One of the most common and problematic toxic industrial chemicals is hydrogen sulfide (H2S). Many industries—including petroleum,chemical processing, pulp and paper, and agricultural—spend considerable time and money dealing with this toxic acid gas.
NanoActive™ materials have proven effective in the adsorption of hydrogen sulfide, due to their high surface areas and enhancedchemical and physical properties.
NanoActive™ Material H2S Removal

7/28/2019 During the Petroleum Refining Process
http://slidepdf.com/reader/full/during-the-petroleum-refining-process 2/16
(lb H2S/lb Formulation)
NanoActive™ Calcium Oxide 0.54
NanoActive™ Copper Oxide 0.29
NanoActive™ Zinc Oxide 0.34
Performance of NanoActive™ materials in the removal of Hydrogen Sulfide.
NanoActive™ materials adsorption of Hydrogen Sulfide
http://www.nanoactive.com/content/nanoactive_materials/HydrogenSulfideRemoval.asp
I. Adsorption
Adsorbers commonly used empty activated carbon or alumina pellets impregnated with
permanganate. These materials are highly porous and consequently there is a large surface areaupon which adsorption of odorous compounds may occur.
Activated carbon is generally considered for organic gases and vapours, some inorganic gases andsome metallic vapours. The mechanism which attracts and attaches the molesules to the surface of the pores known as Van der Waals forces.
It is generally accepted that compounds with a molecular weight af at least 45 or with a boiling pointover 0oC will be well absorbed on activated carbon.
The odorous stream needs to be pretreated before it passes through activated carbon when itstemperature is high, moisture content is high or it contains dusts. The odorous stream should be free
of dust in order not to clog the surface of activated carbon.
Activated carbon needs to be replaced before it is saturated. The used activated carbon can beregenerated, otherwise it should be disposed.
II. Liquid scrubbing
Liquid scrubbing of gases for the removal of odours can involve either adsorption in a suitable solventor chemical treatment with a suitable reagent. Liquid scrubbing becomes ecnomically attractivecompared with incineration and adsortion on activated carbon when the volume of odorous gas to betreated is great than 5000 cubic metres per hour.
Liquid scrubbeing of gases involves bringing the odorous gas stream into intiate contact with thescrubbing liquid. Liquid scrubber needs to be well designed to ensure adequate contact between the
2

7/28/2019 During the Petroleum Refining Process
http://slidepdf.com/reader/full/during-the-petroleum-refining-process 3/16
gas and liquid phases. The treatment ability should be sufficient enough to treat the odorous gasesgenerated.
The principal types of gas absorption equipments include packed towers, plate or tray towers, spraytowers, venturi and fluidised-bed scrubbers.
It is important that hot moist vapour streams be cooled before contacting scrubbing solutions. Director indirect condenser can be used to condense the moisture from the odorous stream (the indirectcondenser is preferred).
The most frequently used absorbing solutions are:
• Sodium hydroxide - ideal for absorb hydrogen sulfide and mercaptans
• Amine - used to trap hydrogen sulfide of hydrocarbon gases from petroleum refinery
• chlorine, sodium hypochlorite, potassium permanganate, ozone or hydrogen peroxide -
effective to absorb unsaturated organic compounds
• Diluted sulfuric acid - used to absorb ammonia
III. Biofiltration
For biological odour control, the odour is removed by biological processes - bacterial action. Thebacteria grow on inert supports, allowing intimate contact between the odorous gases and thebacteria. The process is self-sustaining.
Biofiliters require careful attention to ensure continured operation. The bed may have to be replacedregularly because of mechanical failure.
IV. Bioscrubbers
Bioscrubbers use teh combined principles of liquid scrubbing and the biofiltration in order to removevapours pollutions from waste gases. Bioscrubbers can only be used successfully if the contaminantscan be removed from teh waste gas by absorption in a water water/activated sludge mixture.Furthermore the contaminants must be biologically degradable.
http://www.odour.unsw.edu.au/odour-control.html
Petroleum refineries extract hydrogen from natural gas to produce plastics (e.g., polyethylene) and add the hydrogen to crude oil to make gasoline. To removesulfur during gasoline production, hydrogen is added under pressure along with a
catalyst to produce hydrogen sulfide, which is removed as a gas. To produce themaximum amount of gasoline from crude oil, the process of adding hydrogen must
be run in a narrow temperature and pressure range. The catalyst used effectivelyremoves most sulfur-containing compounds.
"To get rid of the most difficult sulfur compounds, the refinery must operate at alower temperature or higher hydrogen pressure, which will raise its fuel productioncosts," Schmidt says. "At a lower temperature, the reaction will go slower, so morerefining capacity must be added and more crude oil must be used to produce thenormal yield of gasoline. At a higher pressure, the wall thickness of the refinery
3

7/28/2019 During the Petroleum Refining Process
http://slidepdf.com/reader/full/during-the-petroleum-refining-process 4/16
units must be doubled or tripled, which is a difficult and expensive engineering problem."
A novel chemical-biological process for removing sulfur from gasoline and dieselfuel has been developed by Abhijeet Borole, Catherine Cheng, Eric Kaufman, andBrian H. Davison, all of ORNL's Chemical Technology Division, in collaborationwith Petro Star, a small refinery in Anchorage, Alaska, and Travis/PetersonConsulting, Inc., also of Anchorage. Petro Star, which funded ORNL's
biodesulfurization research, has developed a chemical process that adds oxygen tosulfur compounds in the diesel fuel to allow their selective removal using asolvent. As a result of this oxidation-extraction process, a desulfurized fuel and ahigh-sulfur extract are produced. The extract is about 10% of the original fuel andhas recoverable hydrocarbons, the fuel's energy source. During the research
project, this extract was sent to the ORNL group, whose job was to use bacteria to
remove the sulfur from the extract and recover its fuel value.
"Biological processes may not be fast enough alone to give commerciallyeconomic rates of desulfurization," Borole says. "So, Petro Star's chemical processis being studied as an initial step because it is believed that oxidized sulfur speciesare more soluble in water where the bacteria reside, making it easier for themicrobes to act on the sulfur. Our studies have indicated that this is the case."
For the research project, the ORNL group used genetically engineered Pseudomonas bacteria obtained from a Spanish molecular biology organization
(Consejo Superior de Investigaciones Cientificas of Madrid). Each microbe carriesan inserted gene from another bacterium that breaks the carbon-sulfur bond byadding two oxygen atoms, converting each sulfur species to a sulfate (SO4
-2). The Pseudomonas bacteria were selected to carry this gene for two reasons. They havea high tolerance of the oil in which the sulfur compounds and hydrocarbons are
present. In addition, because they can potentially produce biosurfactants, they canincrease the contact between the oil and the water in which they reside. Thisincreased mixing reduces mass transfer limitations and speeds up the biologicaloxidation reaction by which dibenzothiophene sulfone (an organic sulfur
compound in diesel fuel) is converted to sulfate and sulfur-free hydrocarbons. Inaddition, the newly formed sulfate is soluble in the water phase, which naturallyseparates from the oil. The hydrocarbon-rich oil that remains can be used as a fuel.
"We measured the amount of energy the bacteria require for biodesulfurization,and we studied how well and how fast they remove sulfur from the diesel extract,"Borole says. "It was not as fast as we'd like. We need to do more research todetermine the best way for the bacteria to get more energy for desulfurization
through metabolism of carbon sources. We need to find ways to increase thereaction rate to speed up the biological process for sulfur separation."
4

7/28/2019 During the Petroleum Refining Process
http://slidepdf.com/reader/full/during-the-petroleum-refining-process 5/16
Borole notes that biodesulfurization is a potentially economical process because itcan be performed at room temperature. Conventional refinery techniques for sulfur removal, which add hydrogen to crude oil, gasoline, and diesel to producehydrogen sulfide gas, require temperatures as high as 300°C. "Biodesulfurization,"
Borole says, "may ultimately cost less because it will use much less energy."
http://www.ornl.gov/info/ornlreview/v33_3_00/emissions.htmSubterranean rock formations, particularly those of dome shape, are often found to contain naturalgas; the domes are tapped by drilling. Natural gas and oil (petroleum) are often found in the same or adjacent areas. Significant producing areas are in the Persian Gulf area, the Gulf Coast areas of theUnited States, southwestern Soviet Union, Rumania, Indonesia, the North Sea and western Canada.Natural gas is usually over 80% CH4, with decreasing quantities of ethane, propane, and butane, andmay contain nitrogen in varying proportions. The higher hydrocarbons are more valuable as rawmaterials for industry than as a fuel and therefore are often stripped from the gas stream by plantsbuilt astride the pipelines.
A significant impurity in some natural gas sources is H2S. Such "sour" gas must be purified byremoval of the H2S before sale since SO2 would be formed on combustion. Sulfur removal is generallyachieved by use of some variant of the Claus process in which the hydrogen sulfide is partiallyoxidized. The hydrogen sulfide is absorbed from the natural gas at ambient temperature in a scrubber,either in alkanolamine-glycol solution:
H2S(g) + H2NROH(aq) <--> HS- - [+NH3ROH](aq)
or in aqueous alkaline carbonate solution:
Na2CO3(aq) + H2S(g) <--> NaHCO3(aq) + NaSH(aq)
Both systems can extract some 90% of the hydrogen sulfide on one pass, but multiple extractions are
necessary for quantitative removal. The reversible reactions then yield hydrogen sulfide again onheating in a separate column, and the regenerated carbonate or alkanolamine solutions are recycled.
The Claus reactions proper follow the extraction steps. The hydrogen sulfide is partially oxidized toSO2 with considerable evolution of heat:
2H2S + 3O2 --> 2SO2 + 2H2O, DH0 = -1036.04 kJ/mole reaction
The resulting sulfur dioxide is then reacted with hydrogen sulfide in the presence of Fe2O3 as acatalyst to yield the more conveniently handled elemental sulfur:
2H2S + SO2 --> 2H2O + 3S, DH0 = -145.55 kJ/mole reaction
The elemental sulfur in turn may be oxidized to sulfuric acid or stored as sulfur depending uponeconomic demands.
http://www.psigate.ac.uk/newsite/reference/plambeck/chem1/p01264b.htm
Soaking up a stinkHydrogen sulphide is a gaseous by-product of many industries including wastewater treatment, paper manufacturing and petroleumrefining. This gas is responsible for the unpleasant ‘rotten egg’ smell and can be detected by people at concentrations as low as onepart per billion.
Ensuring complete cleansing of this gas is extremely important as the smell can lower quality of life as well as being damaging to
vegetation and highly corrosive. Researchers at the University of La Coruña, Spain, have developed a method to remove hydrogensulphide using a biotrickling filter. This combines both inorganic longevity with excellent biological removal of the gas. A filter of plasticrings with a very high surface area has hydrogen sulphide degrading bacteria trickled onto it from above, and as the gas rises it is
5

7/28/2019 During the Petroleum Refining Process
http://slidepdf.com/reader/full/during-the-petroleum-refining-process 6/16
degraded by the bacteria. Degradation rates of up to 100% were achieved, making this an excellent technology for treatment of wastegases.
Autotrophic deodorisation of hydrogen sulfide in a biotrickling filter, Yaomin Jin, María C Veiga, Christian Kennes, Journal of Chemical Technology and Biotechnology, DOI: 10.1002/jctb.1275 (Available on EarlyView)
Cutting the cost of sulfur removal
Refiners are under immense pressure to find an economical way to remove sulfur fromgasoline and diesel fuel, as governments worldwide mandate tough new air-quality standardsrequiring cleaner commercial fuels. In anticipation of these upcoming regulations, researchersare developing cost-effective new technologies for desulfurizing fuels that could keeprefineries from going out of business.
Stringent U.S. EPA regulations for highway diesel, which will be phased in beginning in2006, require a reduction in sulfur content from the current average of 500 parts per million(ppm) to 15 ppm. The EPA standard for gasoline, which phases in from 2004 to 2006 for large refineries, requires an average sulfur level of 30 ppm. In the European Union, theregulations are even stricter, requiring gasoline and diesel to have <10 ppm sulfur by 2005( Environ. Sci. Technol. 2003, 37 , 85A–86A). Similarly tough regulations are also beingimplemented in Japan.
To meet EPA regulations for highway diesel, a typical refinery will have to spend $35–100million, according to industry experts. The cost depends on what technology a refineryalready has in place and where it is now in taking out sulfur, says Geoff Dolbear, a consultantfor the refining and chemical businesses, based in southern California. Refineries that onlyhave to spend $35 million have already invested a lot in sulfur removal, he says.
The most common approach for removing sulfur from fuels is a process calledhydrodesulfurization, which uses a catalyst, such as Co-Mo/Al2O3 or Ni-Mo/Al2O3, to break down sulfur compounds under high pressures of hydrogen (20–100 atmospheres) andelevated temperatures (300–340 ºC), forming hydrogen sulfide gas. The technology has beenaround since the 1930s, and several companies have recently developed new catalysts tomake the reaction more efficient. Even so, to meet the new regulations, many analysts predict
that higher temperatures and pressures will be needed and the reactors will have to beconsiderably larger, resulting in higher costs for the industry. “The expense is the investment
6

7/28/2019 During the Petroleum Refining Process
http://slidepdf.com/reader/full/during-the-petroleum-refining-process 7/16
for the equipment,” says Dolbear. “If you have to put $50 million into your refinery and itdoes not change by one gallon the amount of product that comes out the back, it is very hardto figure out how you are going to pay for it. It is very difficult to pass the costs on to theconsumer,” he adds.
One way to avoid the increased costs is to use a different approach, such as adsorption, whichoperates at ambient temperature and pressure. Researchers have been searching for manydecades for adsorbent materials that are highly selective toward sulfur compounds, but untilrecently, none have proven to be effective for removing large amounts of sulfur from fuels( Environ. Sci. Technol. 2000, 34, 142A–143A). Researchers at the University of Michigan’sAnn Arbor campus believe they have now discovered a promising new zeolite sorbent thatcould be just the material the petroleum refining industry needs (Science 2003, 301, 79–81).The new sorbent, which costs about $4.4 per kilogram, is produced by a simple ion-exchangereaction in which Na+ ions in zeolite Y are replaced with Cu+ or Ag+ ions. The resulting
product is capable of reducing the sulfur content in commercial diesel fuel from 430 to <0.2 ppm by weight, and each gram has the ability to clean 34 cm3 of diesel.
Most importantly, the new sorbent is regenerable, says Ralph Yang, a chemical engineering professor who developed the new sorbent with the help of graduate student ArturoHernández-Maldonado and postdoc Frances Yang. Although it is not 100% regenerable, it is
probably 95–98% regenerable, which means that it can be used for at least 20 cycles, he says.
The new sorbent is highly selective toward aromatic sulfur compounds, such as thiopheneand its derivatives, which are not efficiently removed by hydrodesulfurization ( Environ. Sci.
Technol. 2000, 34, 161A). The Cu+ and Ag+ zeolites form a weak chemical bond with thethiophene compounds, “so it is reversible,” Yang says. The sulfur compounds can therefore
be easily removed, allowing the sorbent to be reused multiple times.
Yang is currently working with a large oil company to commercialize the new sorbent, butsome experts are quick to point out the difficulties of bringing a refining technology tomarket. “Whether or not you could devise some sort of a refinery process or unit that coulduse this technology is a matter of economics and practicality,” says Lester Wyborny, achemical engineer with EPA’s Office of Transportation and Air Quality. “Refiners lovecontinuous technologies where you just run the thing for several years and shut it down oncein a while,” he says. The new sorbent developed by Yang and colleagues was able to reducethe sulfur content of commercial diesel fuel from 400 to <1 ppm, but after a matter of days,the sulfur began to break through, he adds. “That is something that has to be considered with
respect to how refineries normally operate.”
Dolbear sees a couple of niche areas in which the new sorbent could be used. “If you have theability to get down to 40–50 ppm sulfur and just have to take out half of what is left, anadsorbent would make a marvelous technology,” he says. “Taking out 10–15 ppm is notgoing to require an immense bed.” Taking out 100 ppm, on the other hand, will require a lotof adsorbent material and an immensely large adsorbent bed. The problem is that refinerieshandle a tremendous amount of material. “A typical refinery handles 100,000–200,000
barrels a day,” Dolbear estimates. If a particular stream has 500 ppm sulfur in it, you willneed a lot of adsorbent material and a bed that could be half the size of the refinery, he adds.According to Yang, however, the bed size can be reduced significantly by shortening the
adsorption/regeneration cycles. “Adsorption processes are cyclic. The simplest operation
7

7/28/2019 During the Petroleum Refining Process
http://slidepdf.com/reader/full/during-the-petroleum-refining-process 8/16
involves two beds; one undergoes adsorption, while the other undergoes regeneration. Theamount of sorbent depends on the cycle frequency,” he explains.
“The other place I can see it being used is in cleaning up samples that get accidentallytainted,” Dolbear says. For example, if a gasoline sample that meets EPA’s standard leaves a
refinery and somehow gets contaminated before it reaches the pump, the material cannotlegally be sold. It could be possible to have small units around, which contain sorbent beds,to clean out that little bit of sulfur. “You could make them portable, truck-mounted units,”Dolbear adds.
Yang believes the new sorbent also has great potential for use with fuel cells, which need asource of hydrogen. When gasoline is used to produce the hydrogen, a fuel processor isneeded to convert the liquid fuel into hydrogen. “The fuel processor requires liquid fuel thathas less than 0.1 or 0.2 ppm sulfur. Otherwise the sulfur will poison the catalyst,” Yang says.The new sorbent could be just what is needed to remove any traces of sulfur from thegasoline.
It is too early to calculate the economics of the new sorbent technology. EPA’s most recentcost estimate for achieving a 15-ppm standard for highway diesel using conventionalhydrodesulfurization technology is about 3.5 cents per gallon, Wyborny says. The newsorbent would have to do better than that to be considered. —BRITT E. ERICKSON
http://pubs.acs.org/subscribe/journals/esthag-w/2003/jul/tech/be_sulfur.html
SULFIRANULFIRAN
Technology of Technology of Single Stage process for removing H2S from gasSingle Stage process for removing H2S from gasstreams andstreams andconverting it to innocuous elemental sulfur on liquid Redoxconverting it to innocuous elemental sulfur on liquid Redox(Reduction-Oxidation) reaction(Reduction-Oxidation) reaction
H 2S is a toxic, corrosive & odorous com poundis a toxic, corrosive & odorous com pound
HYDROGEN SULFIDE …
• When dissolved in water, forms an acidic solution,which can be
very corrosive to pipelines and equipment.
• When burned, forms sulfur dioxide (SO2) which is aprecursor
to acid rain. SO2 is itself the subject of regulatoryconcern.
• Is strong poison for most of industrial catalysisand deadly poison
8

7/28/2019 During the Petroleum Refining Process
http://slidepdf.com/reader/full/during-the-petroleum-refining-process 9/16
Direct Removing H2S from Gas Streams
There are 3 main methods of removing H2S:
• Liquid & Solid H2S Scavengers such as Triazines &Iron sponge
• Liquid Redox processes employ aqueous-basedsolutions containing
metal ions, usually iron,which are capable of transferring electrons
in reduction-dation (redox) reactions
• CluseCluse systemssystems
SULFIRANULFIRAN Is a Is a Liquid Redox Process
SULFIRAN process …
• Is a Special Technology Developed by
RIPI(Research Institute of Petroleum Industry)
• Has a 99+% H2S Removal Efficiency
• Using Iron Chelate Catalyst Licensed by RIPI
• Is High Flexible and Can be Used on a Wide Varietyof H2S Containing Gases
• Has a Catalyst which Continuously Regenerated inan Oxidizer
9

7/28/2019 During the Petroleum Refining Process
http://slidepdf.com/reader/full/during-the-petroleum-refining-process 10/16
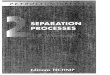
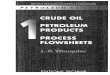
SULFIRANULFIRAN Process Process
Absorption Oxidizer Filter
Sweet Gas
Acid Gas Air
Sulfu
r
Cake
10

7/28/2019 During the Petroleum Refining Process
http://slidepdf.com/reader/full/during-the-petroleum-refining-process 11/16
11

7/28/2019 During the Petroleum Refining Process
http://slidepdf.com/reader/full/during-the-petroleum-refining-process 12/16
Absorber Reactions
H2S(g) + H
2O(liq) H2S(liq)
H2S(liq) HS- + H+
HS- + 2 Fe+++ S°(soild)+2Fe+++H+
• In the absorber, H2S is absorbed into the s
alkaline, aqueous RIPI Catalyst:
• Then the H2S ionizes to bisulfide(HS- ):
• which finally bisulfide is oxidized to sulfur
reducing the iron ion from the ferric( Fe+++
the ferrous( Fe++ ) state
12

7/28/2019 During the Petroleum Refining Process
http://slidepdf.com/reader/full/during-the-petroleum-refining-process 13/16
Oxidizer Reactions
½ O2 +H2O ½ O2 (liq)
½ O2(liq.) ++ 2 Fe++ + H2O 2 Fe+++ +2 OH _
In the oxidizer, atmospheric oxygen is absorbed into theRIPI solution:
The ferrous iron is reoxidizedto ferric iron,regenerating the catalyst:
The regenerated catalyst is ready for use in theabsorber section
Overall Reactions
The overall reaction is an isothermal reaction:
To maintain the above reactions some chemical additionsrequired:
• Caustic for maintaining the pH
• Replacement of chelated iron lost in the sulfur removalprocess
• Replacement of degraded chelating agents
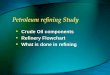
Comparison TableComparison Table
13
<150 kg
S/day
economic
Moderately Low
$6.64 / kg of Sulfur
Not Sensitive
Yes
Yes
Solid
Scavengers
>15 TPD S
>15%
H2S
<20 TPDS
economic
<50 kg S/day
economicLimits
High Moderately High LowEquipment
~ $0$0.35 / kg of Sulfur
$20 / kg of Sulfur Operating
Cost
SensitiveNot Sensitive SensitiveTurndown
NoYesYesNatural Gas
YesYesYesAcid gas
Gas Treated
ClausLiquid RedoxLiquid
Scavengers

7/28/2019 During the Petroleum Refining Process
http://slidepdf.com/reader/full/during-the-petroleum-refining-process 14/16
SULFIRAN Semi Commercial Unit At FAJR-E-JAM Gas SULFIRAN Semi Commercial Unit At FAJR-E-JAM Gas
Refinery Refinery
Based on the results obtained in the laboratory & pilot
plant, RIPI has been designedand constructing a semi commercial unit at Fajr-E-Jam gasrefinery with followingspecifications:• Capacity: 450,000 SCFD
• Feed : A portion of Amine tail gas containing Max 2%wt H2S
• Catalyst: Iron Chelate 2000 PPM Licenced by RIPI • H2S in outlet gas: Nil
14

7/28/2019 During the Petroleum Refining Process
http://slidepdf.com/reader/full/during-the-petroleum-refining-process 15/16
Summary
• The SULFIRAN technology is applicable to all types of
gas streams including :Air, sour gas, CO2, amine acid gas, biogas, landfill gas,
refinery, fuel gas, etc.
• In cases of sulfur recovery from .2 up to 20 TPD,SULFIRAN is the BestChoice in economical &technical view of point
• The liquid catalyst adapts easily to variations in flow andconcentration.
Flexible operation allows 100% turndown in gas flow andH2S concentrations.So Units require minimal operator attention
http://www.ripi.ir/en/sulfiran.asp
The Capstone Turbine Corporation, a Cali-fornia-based publicly heldcorporation produces low-emission micro turbines that burn air pollutantsto generate clean electric power. As applied to reduce air pollution from
the very sour (high in hydrogen sulfide) solution gasses otherwise flaredinto the atmosphere by oil refineries in Alberta, Canada, Capstone’s microturbines have virtually eliminated the release of 250 potentially dangerouschemical compounds, including hydrogen sulfide, toluene and benzene, aswell as greenhouse gasses, such as nitrous oxide (NOx) and carbonmonoxide (CO). Using a single moving part, the micro turbines burn thesetoxic flare gasses to generate electric power that can be used either atthe refinery or on the electric power grid. Capstone’s micro turbines arefitted with a Digital Power Controller that assures that generatedelectricity meets qualitative requirements of electric power utilities. Inaddition to the treatment of solution gas from petroleum refineries,Capstone micro turbines’elegant technology contributes to low-emissionand relatively quiet distributed generation of electric power in othersettings, such as landfills where odoriferous methane is used to generateelectric power. Capstone also applies its micro-turbine technology inpowering hybrid electric vehicles, such as busses. A fascinating look athow Capstone’s micro turbines work is available at the company’s Website: http:// www.capstoneturbine.com.
15

7/28/2019 During the Petroleum Refining Process
http://slidepdf.com/reader/full/during-the-petroleum-refining-process 16/16
16