Embed Size (px)
Citation preview
HAUPT-KATALOG 2.16MAIN CATALOGUE 2.16
DREHEN: WSP HARTMETALL NEUE SERIE, NEGATIVTURNING: INSERTS CARBIDE NEW SERIES, NEGATIVE
24
WV
TS
RK
DC
Wsp negativ |inserts
negative
T | DREHEN |TURNING
WV
TS
RK
DC
Wsp positiv | inserts positive
T.2.1.4
T.2.1.3
T.2.1.2
T.2.1.1
Vandurit Qu
ickCha
nge system
T.2.2.4
T.2.2.3
T.2.2.2
T.2.2.1
Drehstahlhalter |
tool holder
WENDESCHNEIDPLATTEN | INSERTST.1.1 HARTMETALL, NEUE SERIE | CARBIDE, NEW SERIES
Sorten & Bearbeitungsempfehlungen | grades & recommended cutting data 26 - 27
Übersicht Anwendungsbereiche | application range overview 28 - 29
Spanleitstufen Übersicht | chipformer overview 30 - 31
T.1.1.1 Negative Wendeschneidplatten | negative inserts 32 - 68
T.1.1.2 Positive Wendeschneidplatten | positive inserts 69 - 104
T.1.1.3 Wendeschneidplatten für Aluminiumbearbeitung | inserts for aluminium application 105 - 111
Inhaltsverzeichnis | table of contents
25
T.1.1 | HARTMETALL WSP | CARBIDE INSERTS
Wsp
neg
ativ
|in
serts
neg
ativ
e
WV
TS
RK
DC
Wsp
pos
itiv | i
nser
ts p
ositi
ve
WV
TS
RK
DC
Vand
urit
Quic
kCha
nge
syst
em
T.2.
1.4
T.2.
1.3
T.2.
1.2
T.2.
1.1
Dreh
stah
lhal
ter |
tool
hol
der
T.2.
2.4
T.2.
2.3
T.2.
2.2
T.2.
2.1
T | DREHEN |TURNING
T.1.1 | HARTMETALL WSP | CARBIDE INSERTS Sortenübersicht | grade survey
26
WV
TS
RK
DC
Wsp
neg
ativ
|in
serts
neg
ativ
eT | DREHEN |TURNING
WV
TS
RK
DC
Wsp
pos
itiv | i
nser
ts p
ositi
veT.
2.1.
4T.
2.1.
3T.
2.1.
2T.
2.1.
1Va
ndur
it Qu
ickC
hang
e sy
stem
T.2.
2.4
T.2.
2.3
T.2.
2.2
T.2.
2.1
Dreh
stah
lhal
ter |
tool
hol
der
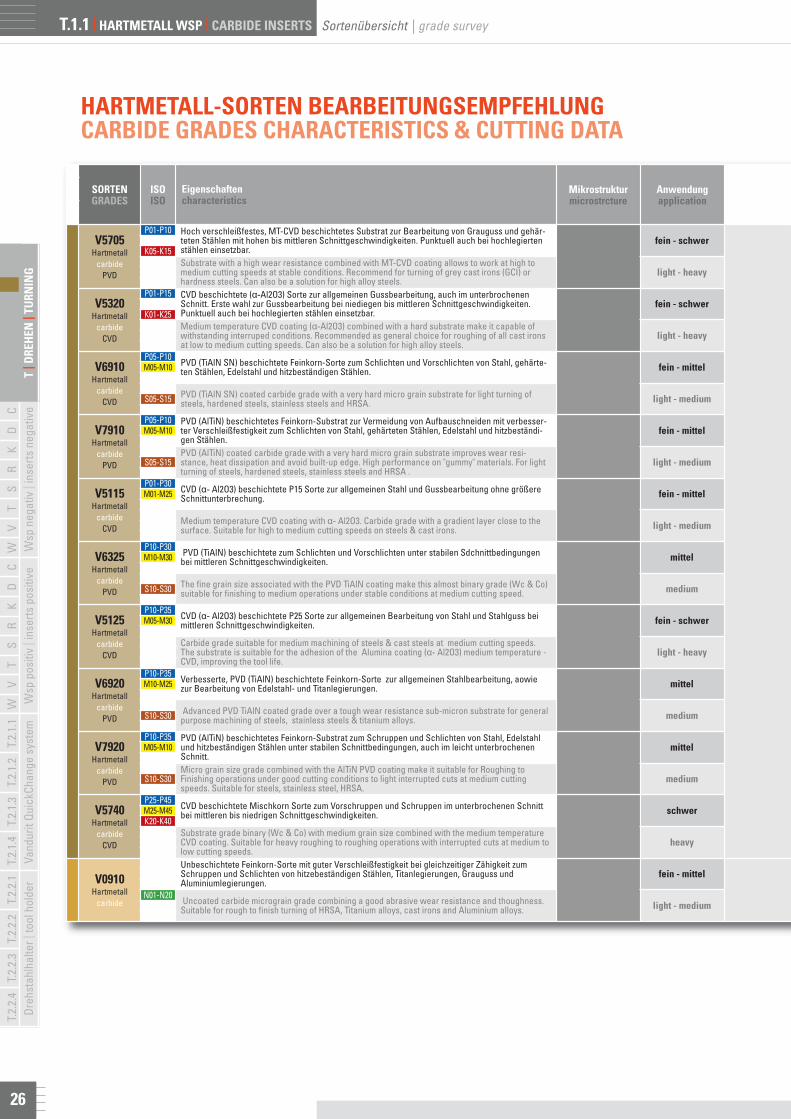
HARTMETALL-SORTEN BEARBEITUNGSEMPFEHLUNGCARBIDE GRADES CHARACTERISTICS & CUTTING DATA
SORTENGRADES
ISOISO
Eigenschaftencharacteristics
Mikrostrukturmicrostrcture
Anwendungapplication
V5705Hartmetallcarbide
PVD
P01-P10 Hoch verschleißfestes, MT-CVD beschichtetes Substrat zur Bearbeitung von Grauguss und gehär-teten Stählen mit hohen bis mittleren Schnittgeschwindigkeiten. Punktuell auch bei hochlegiertenstählen einsetzbar.
fein - schwerK05-K15
Substrate with a high wear resistance combined with MT-CVD coating allows to work at high tomedium cutting speeds at stable conditions. Recommend for turning of grey cast irons (GCI) orhardness steels. Can also be a solution for high alloy steels.
light - heavy
V5320Hartmetallcarbide
CVD
P01-P15 CVD beschichtete (α-Al2O3) Sorte zur allgemeinen Gussbearbeitung, auch im unterbrochenenSchnitt. Erste wahl zur Gussbearbeitung bei niediegen bis mittleren Schnittgeschwindigkeiten.Punktuell auch bei hochlegierten stählen einsetzbar.
fein - schwerK01-K25
Medium temperature CVD coating (α-Al2O3) combined with a hard substrate make it capable ofwithstanding interruped conditions. Recommended as general choice for roughing of all cast ironsat low to medium cutting speeds. Can also be a solution for high alloy steels.
light - heavy
V6910Hartmetallcarbide
CVD
P05-P10PVD (TiAlN SN) beschichtete Feinkorn-Sorte zum Schlichten und Vorschlichten von Stahl, gehärte-ten Stählen, Edelstahl und hitzbeständigen Stählen. fein - mittelM05-M10
PVD (TiAlN SN) coated carbide grade with a very hard micro grain substrate for light turning ofsteels, hardened steels, stainless steels and HRSA. light - mediumS05-S15
V7910Hartmetallcarbide
PVD
P05-P10 PVD (AlTiN) beschichtetes Feinkorn-Substrat zur Vermeidung von Aufbauschneiden mit verbesser-ter Verschleißfestigkeit zum Schlichten von Stahl, gehärteten Stählen, Edelstahl und hitzbeständi-gen Stählen.
fein - mittelM05-M10
PVD (AlTiN) coated carbide grade with a very hard micro grain substrate improves wear resi-stance, heat dissipation and avoid built-up edge. High performance on "gummy" materials. For lightturning of steels, hardened steels, stainless steels and HRSA .
light - mediumS05-S15
V5115Hartmetallcarbide
CVD
P01-P30CVD (α- Al2O3) beschichtete P15 Sorte zur allgemeinen Stahl und Gussbearbeitung ohne größereSchnittunterbrechung. fein - mittelM01-M25
Medium temperature CVD coating with α- Al2O3. Carbide grade with a gradient layer close to thesurface. Suitable for high to medium cutting speeds on steels & cast irons. light - medium
V6325Hartmetallcarbide
PVD
P10-P30PVD (TiAlN) beschichtete zum Schlichten und Vorschlichten unter stabilen Sdchnittbedingungenbei mittleren Schnittgeschwindigkeiten. mittelM10-M30
The fine grain size associated with the PVD TiAlN coating make this almost binary grade (Wc & Co)suitable for finishing to medium operations under stable conditions at medium cutting speed. mediumS10-S30
V5125Hartmetallcarbide
CVD
P10-P35CVD (α- Al2O3) beschichtete P25 Sorte zur allgemeinen Bearbeitung von Stahl und Stahlguss beimittleren Schnittgeschwindigkeiten. fein - schwerM05-M30
Carbide grade suitable for medium machining of steels & cast steels at medium cutting speeds.The substrate is suitable for the adhesion of the Alumina coating (α- Al2O3) medium temperature -CVD, improving the tool life.
light - heavy
V6920Hartmetallcarbide
PVD
P10-P35Verbesserte, PVD (TiAlN) beschichtete Feinkorn-Sorte zur allgemeinen Stahlbearbeitung, aowiezur Bearbeitung von Edelstahl- und Titanlegierungen. mittelM10-M25
Advanced PVD TiAlN coated grade over a tough wear resistance sub-micron substrate for generalpurpose machining of steels, stainless steels & titanium alloys. mediumS10-S30
V7920Hartmetallcarbide
PVD
P10-P35 PVD (AlTiN) beschichtetes Feinkorn-Substrat zum Schruppen und Schlichten von Stahl, Edelstahlund hitzbeständigen Stählen unter stabilen Schnittbedingungen, auch im leicht unterbrochenenSchnitt.
mittelM05-M10
Micro grain size grade combined with the AlTiN PVD coating make it suitable for Roughing toFinishing operations under good cutting conditions to light interrupted cuts at medium cuttingspeeds. Suitable for steels, stainless steel, HRSA.
mediumS10-S30
V5740Hartmetallcarbide
CVD
P25-P45CVD beschichtete Mischkorn Sorte zum Vorschruppen und Schruppen im unterbrochenen Schnittbei mittleren bis niedrigen Schnittgeschwindigkeiten. schwerM25-M45
K20-K40Substrate grade binary (Wc & Co) with medium grain size combined with the medium temperatureCVD coating. Suitable for heavy roughing to roughing operations with interrupted cuts at medium tolow cutting speeds.
heavy
V0910Hartmetallcarbide
Unbeschichtete Feinkorn-Sorte mit guter Verschleißfestigkeit bei gleichzeitiger Zähigkeit zumSchruppen und Schlichten von hitzebeständigen Stählen, Titanlegierungen, Grauguss undAluminiumlegierungen.
fein - mittel
N01-N20Uncoated carbide micrograin grade combining a good abrasive wear resistance and thoughness.Suitable for rough to finish turning of HRSA, Titanium alloys, cast irons and Aluminium alloys. light - medium
Bearbeitungsempfehlung | recommended cutting data
27
T.1.1 | HARTMETALL WSP | CARBIDE INSERTS
Wsp
neg
ativ
|in
serts
neg
ativ
e
WV
TS
RK
DC
Wsp
pos
itiv | i
nser
ts p
ositi
ve
WV
TS
RK
DC
Vand
urit
Quic
kCha
nge
syst
em
T.2.
1.4
T.2.
1.3
T.2.
1.2
T.2.
1.1
Dreh
stah
lhal
ter |
tool
hol
der
T.2.
2.4
T.2.
2.3
T.2.
2.2
T.2.
2.1
T | DREHEN |TURNING
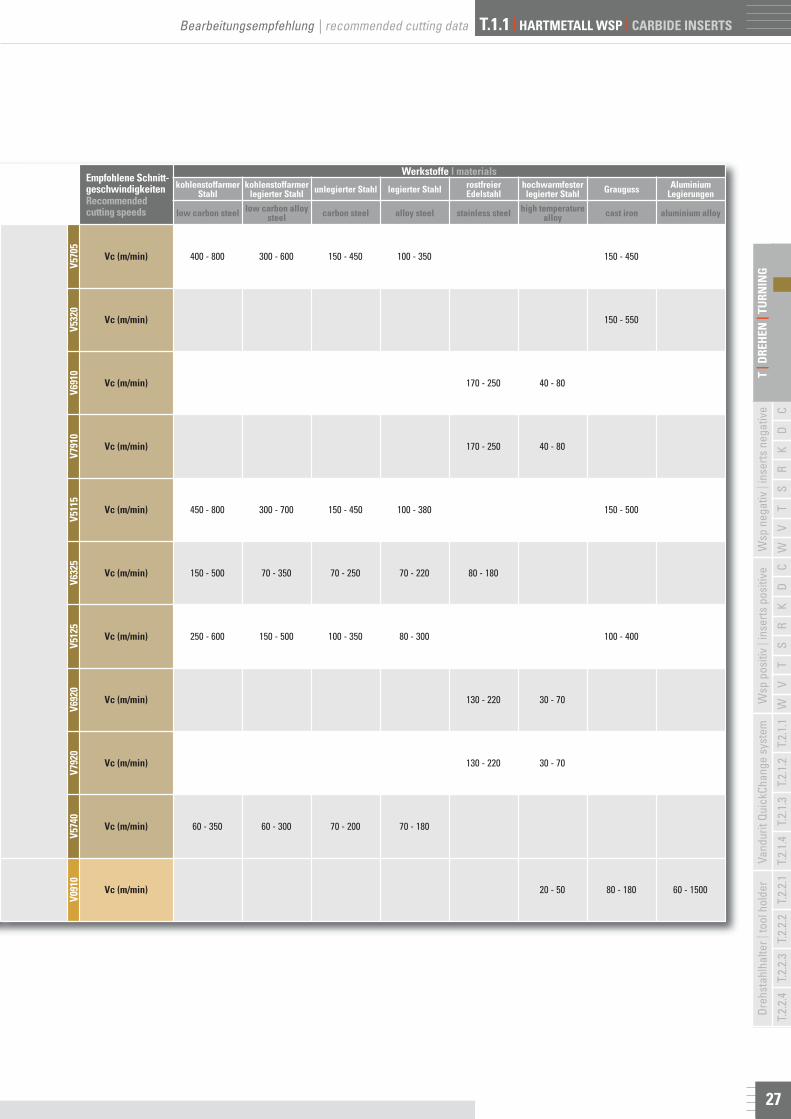
Empfohlene Schnitt-geschwindigkeitenRecommended cutting speeds
Werkstoffe l materialskohlenstoffarmer
Stahlkohlenstoffarmerlegierter Stahl unlegierter Stahl legierter Stahl rostfreier
Edelstahlhochwarmfesterlegierter Stahl Grauguss Aluminium
Legierungen
low carbon steel low carbon alloysteel carbon steel alloy steel stainless steel high temperaturealloy cast iron aluminium alloy
V5705
Vc (m/min) 400 - 800 300 - 600 150 - 450 100 - 350 150 - 450
V5320
Vc (m/min) 150 - 550
V6910
Vc (m/min) 170 - 250 40 - 80
V7910
Vc (m/min) 170 - 250 40 - 80
V5115
Vc (m/min) 450 - 800 300 - 700 150 - 450 100 - 380 150 - 500
V6325
Vc (m/min) 150 - 500 70 - 350 70 - 250 70 - 220 80 - 180
V5125
Vc (m/min) 250 - 600 150 - 500 100 - 350 80 - 300 100 - 400
V6920
Vc (m/min) 130 - 220 30 - 70
V7920
Vc (m/min) 130 - 220 30 - 70
V5740
Vc (m/min) 60 - 350 60 - 300 70 - 200 70 - 180
V0910
Vc (m/min) 20 - 50 80 - 180 60 - 1500
T.1.1 | HARTMETALL WSP | CARBIDE INSERTS Anwendungsübersicht | application range overview
28
WV
TS
RK
DC
Wsp
neg
ativ
|in
serts
neg
ativ
eT | DREHEN |TURNING
WV
TS
RK
DC
Wsp
pos
itiv | i
nser
ts p
ositi
veT.
2.1.
4T.
2.1.
3T.
2.1.
2T.
2.1.
1Va
ndur
it Qu
ickC
hang
e sy
stem
T.2.
2.4
T.2.
2.3
T.2.
2.2
T.2.
2.1
Dreh
stah
lhal
ter |
tool
hol
der
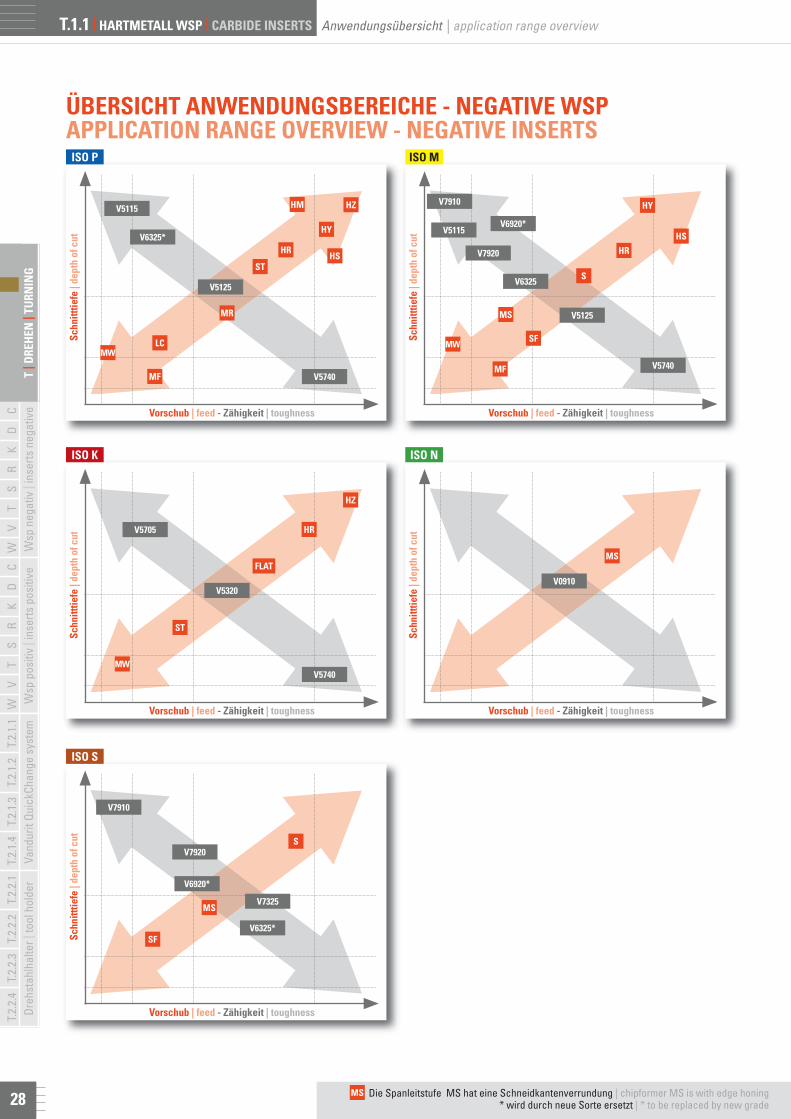
ÜBERSICHT ANWENDUNGSBEREICHE - NEGATIVE WSPAPPLICATION RANGE OVERVIEW - NEGATIVE INSERTS
Schnitttiefe | depth of cut
ISO P
Vorschub | feed - Zähigkeit | toughnessSchnitttiefe | depth of cut
ISO M
Vorschub | feed - Zähigkeit | toughness
MW
MF
LC
MR
ST
HR
HY
HS
HM HZ
V5740
V5125
V6325*
V5115
V5115V6920*
V6325
V5125
V5740
MW
MF
MS
S
HR
HY
HS
Schnitttiefe | depth of cut
ISO K
Vorschub | feed - Zähigkeit | toughness
Schnitttiefe | depth of cut
ISO N
Vorschub | feed - Zähigkeit | toughness
MW
FLAT
ST
HR
HZ
V5740
V5320
V5705
V0910
MS
Schnitttiefe | depth of cut
ISO S
Vorschub | feed - Zähigkeit | toughness
SF
MS
S
V7325
V6920*
V7920
V7910
V7910
V7920
SF
V6325*
Die Spanleitstufe MS hat eine Schneidkantenverrundung | chipformer MS is with edge honing* wird durch neue Sorte ersetzt | * to be replaced by new grade
MS
Anwendungsübersicht | application range overview
29
T.1.1 | HARTMETALL WSP | CARBIDE INSERTS
Wsp
neg
ativ
|in
serts
neg
ativ
e
WV
TS
RK
DC
Wsp
pos
itiv | i
nser
ts p
ositi
ve
WV
TS
RK
DC
Vand
urit
Quic
kCha
nge
syst
em
T.2.
1.4
T.2.
1.3
T.2.
1.2
T.2.
1.1
Dreh
stah
lhal
ter |
tool
hol
der
T.2.
2.4
T.2.
2.3
T.2.
2.2
T.2.
2.1
T | DREHEN |TURNING
Schnitttiefe | depth of cut
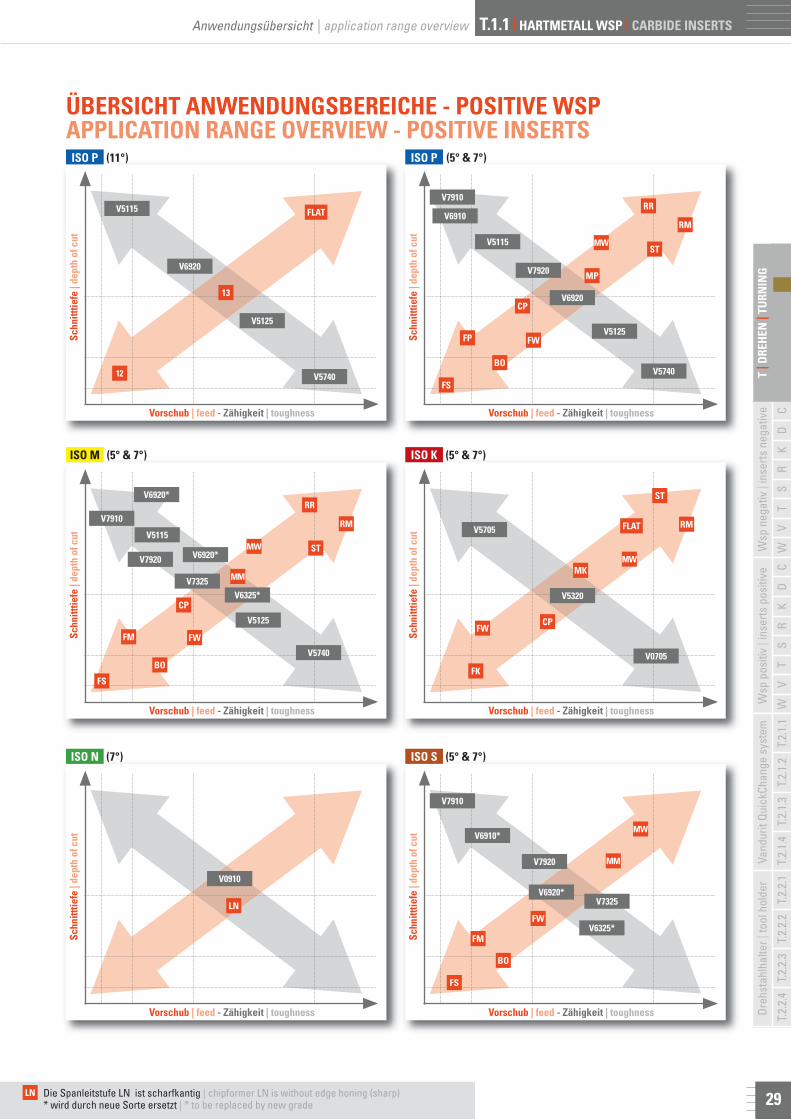
ISO P
Vorschub | feed - Zähigkeit | toughness
12
13
V5740
V5125
V6920
V5115
Schnitttiefe | depth of cut
ISO P
Vorschub | feed - Zähigkeit | toughness
MW
FS
FP
BO
MP
ST
RR
RM
V5740
V6920
V5115
V7910
Schnitttiefe | depth of cut
ISO M
Vorschub | feed - Zähigkeit | toughness
V5115
V6920*
V6325*
V5125
V5740
V7910
V7920
Schnitttiefe | depth of cut
ISO K
Vorschub | feed - Zähigkeit | toughness
MW
FLAT
FW
MK
ST
V0705
V5320
V5705
Schnitttiefe | depth of cut
ISO N
Vorschub | feed - Zähigkeit | toughness
V0910
LN
Schnitttiefe | depth of cut
ISO S
Vorschub | feed - Zähigkeit | toughness
V7325V6920*
V7920
V7910
V6325*
FLAT
(11°) (5° & 7°)
V6910
V7920
V5125FW
CP
V7325
V6920*MW
FS
FM
BO
MM
ST
RR
RM
FW
CP
(5° & 7°) (5° & 7°)
(7°) (5° & 7°)
CP
FK
RM
V6910*MW
FS
FM
BO
MM
FW
ÜBERSICHT ANWENDUNGSBEREICHE - POSITIVE WSPAPPLICATION RANGE OVERVIEW - POSITIVE INSERTS
Die Spanleitstufe LN ist scharfkantig | chipformer LN is without edge honing (sharp)* wird durch neue Sorte ersetzt | * to be replaced by new grade
LN
T.1.1 | HARTMETALL WSP | CARBIDE INSERTS Spanleitstufen negative Wsp | chip breaker negative inserts
30
WV
TS
RK
DC
Wsp
neg
ativ
|in
serts
neg
ativ
eT | DREHEN |TURNING
WV
TS
RK
DC
Wsp
pos
itiv | i
nser
ts p
ositi
veT.
2.1.
4T.
2.1.
3T.
2.1.
2T.
2.1.
1Va
ndur
it Qu
ickC
hang
e sy
stem
T.2.
2.4
T.2.
2.3
T.2.
2.2
T.2.
2.1
Dreh
stah
lhal
ter |
tool
hol
der
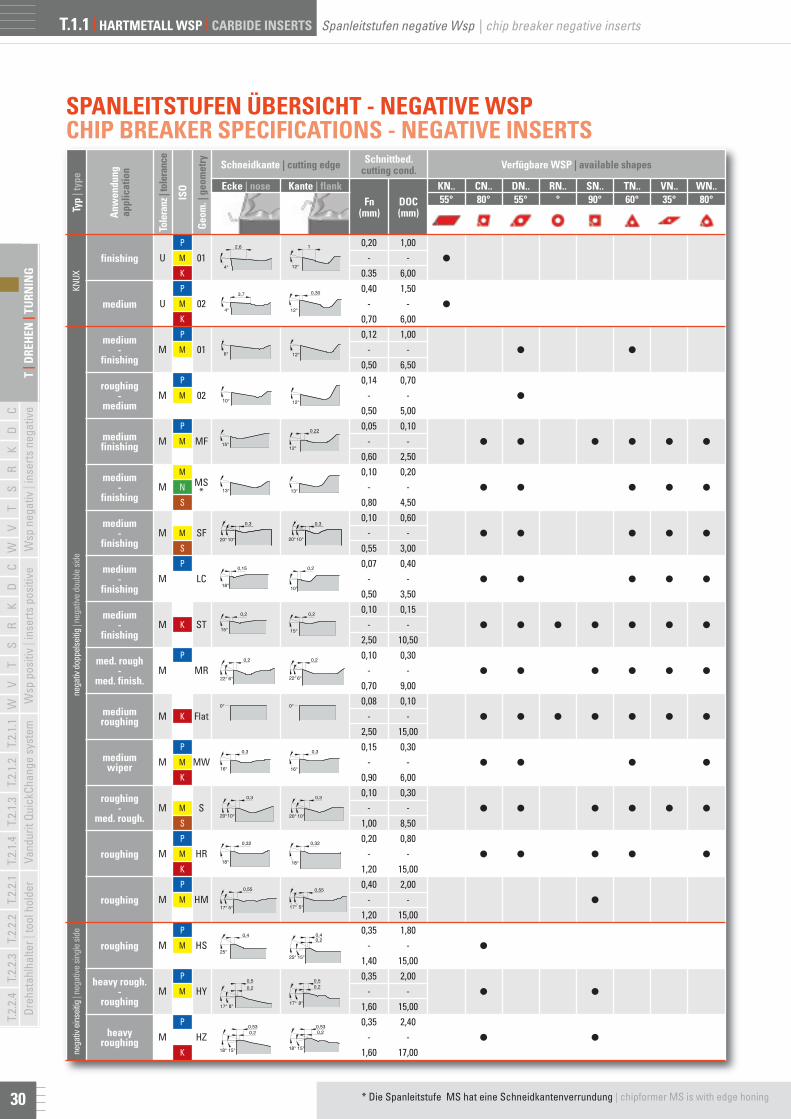
Typ | type
Anwendung
application
Toleranz | tolerance
ISO
Geom. | geometry Schneidkante | cutting edge Schnittbed.
cutting cond. Verfügbare WSP | available shapes
Ecke | nose Kante | flankFn (mm)
DOC(mm)
KN.. CN.. DN.. RN.. SN.. TN.. VN.. WN..55° 80° 55° ° 90° 60° 35° 80°
KNUX
finishing U
P
010,20 1,00
lM - -K 0.35 6,00
medium U
P
020,40 1,50
lM - -K 0,70 6,00
nega
tiv d
oppe
lseitig
| neg
ative
dou
ble
side
medium-
finishingM
P
010,12 1,00
l lM - -0,50 6,50
roughing-
mediumM
P
020,14 0,70
lM - -0,50 5,00
medium finishing M
P
MF0,05 0,10
l l l l l lM - -0,60 2,50
medium-
finishingM
MMS*
0,10 0,20
l l l l lN - -S 0,80 4,50
medium-
finishingM SF
0,10 0,60
l l l l lM - -S 0,55 3,00
medium-
finishingM
P
LC0,07 0,40
l l l l l- -0,50 3,50
medium-
finishingM ST
0,10 0,15
l l l l l l lK - -2,50 10,50
med. rough -
med. finish.M
P
MR0,10 0,30
l l l l l l- -0,70 9,00
medium roughing M Flat
0,08 0,10
l l l l l l lK - -2,50 15,00
medium wiper M
P
MW0,15 0,30
l l l lM - -K 0,90 6,00
roughing-
med. rough.M S
0,10 0,30
l l l l l lM - -S 1,00 8,50
roughing M
P
HR0,20 0,80
l l l l lM - -K 1,20 15,00
roughing M
P
HM0,40 2,00
lM - -1,20 15,00
nega
tiv e
inse
itig| n
egat
ive si
ngle
side
roughing M
P
HS0,35 1,80
lM - -1,40 15,00
heavy rough.-
roughingM
P
HY0,35 2,00
l lM - -1,60 15,00
heavy roughing M
P
HZ0,35 2,40
l l- -K 1,60 17,00
SPANLEITSTUFEN ÜBERSICHT - NEGATIVE WSPCHIP BREAKER SPECIFICATIONS - NEGATIVE INSERTS
* Die Spanleitstufe MS hat eine Schneidkantenverrundung | chipformer MS is with edge honing
Spanleitstufen positive Wsp | chip breaker positive inserts
31
T.1.1 | HARTMETALL WSP | CARBIDE INSERTS
Wsp
neg
ativ
|in
serts
neg
ativ
e
WV
TS
RK
DC
Wsp
pos
itiv | i
nser
ts p
ositi
ve
WV
TS
RK
DC
Vand
urit
Quic
kCha
nge
syst
em
T.2.
1.4
T.2.
1.3
T.2.
1.2
T.2.
1.1
Dreh
stah
lhal
ter |
tool
hol
der
T.2.
2.4
T.2.
2.3
T.2.
2.2
T.2.
2.1
T | DREHEN |TURNING
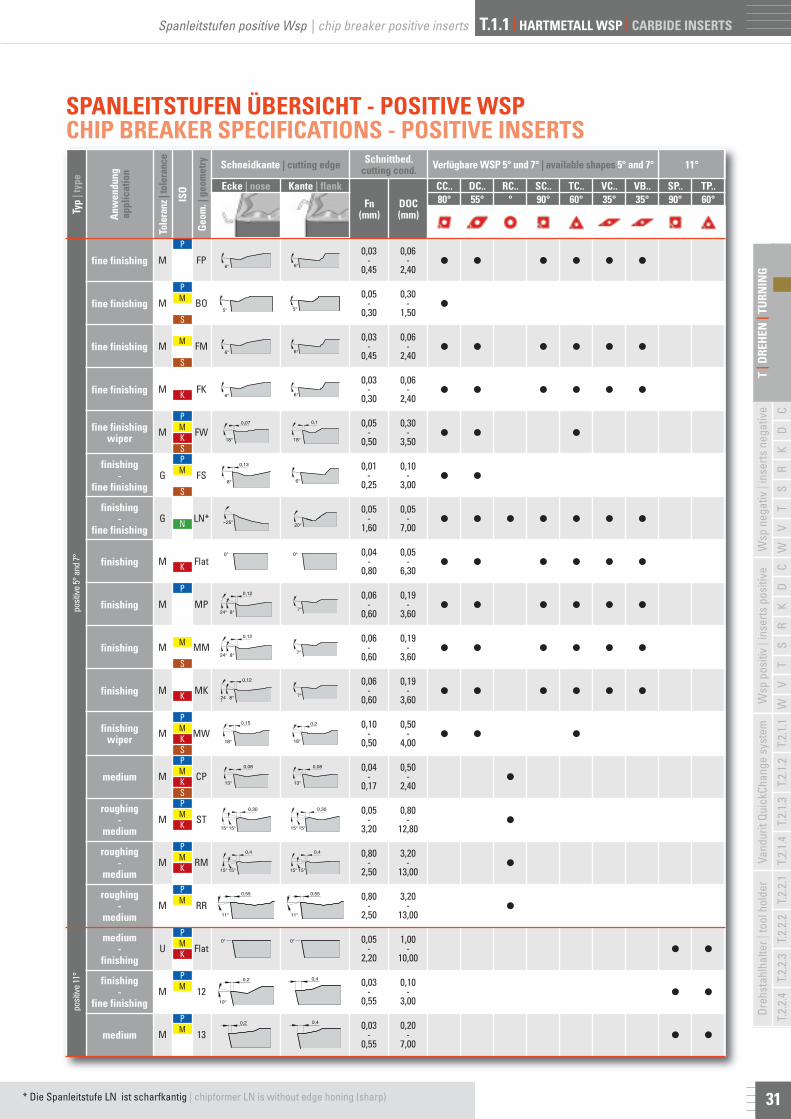
SPANLEITSTUFEN ÜBERSICHT - POSITIVE WSPCHIP BREAKER SPECIFICATIONS - POSITIVE INSERTS
Typ | type
Anwendung
application
Toleranz | tolerance
ISO
Geom. | geometry Schneidkante | cutting edge Schnittbed.
cutting cond. Verfügbare WSP 5° und 7° | available shapes 5° and 7° 11°
Ecke | nose Kante | flank
Fn (mm)
DOC(mm)
CC.. DC.. RC.. SC.. TC.. VC.. VB.. SP.. TP..80° 55° ° 90° 60° 35° 35° 90° 60°
posit
ive 5°
and
7°
fine finishing M
P
FP0,03
-0,45
0,06-
2,40l l l l l l
fine finishing M
P
BO0,05
-0,30
0,30-
1,50l
M
S
fine finishing M FM0,03
-0,45
0,06-
2,40l l l l l l
M
S
fine finishing M FK0,03
-0,30
0,06-
2,40l l l l l lK
fine finishingwiper M
P
FW0,05
-0,50
0,30-
3,50l l l
MKS
finishing-
fine finishingG
P
FS0,01
-0,25
0,10-
3,00l l
M
S
finishing-
fine finishingG LN*
0,05-
1,60
0,05-
7,00l l l l l l lN
finishing M Flat0,04
-0,80
0,05-
6,30l l l l l lK
finishing M
P
MP0,06
-0,60
0,19-
3,60l l l l l l
finishing M MM0,06
-0,60
0,19-
3,60l l l l l l
M
S
finishing M MK0,06
-0,60
0,19-
3,60l l l l l lK
finishing wiper M
P
MW0,10
-0,50
0,50-
4,00l l l
MKS
medium M
P
CP0,04
-0,17
0,50-
2,40l
MKS
roughing-
mediumM
P
ST0,05
-3,20
0,80-
12,80l
MK
roughing-
mediumM
P
RM0,80
-2,50
3,20-
13,00l
MK
roughing-
mediumM
P
RR0,80
-2,50
3,20-
13,00l
M
posit
ive 11
°
medium-
finishingU
P
Flat0,05
-2,20
1,00-
10,00l l
MK
finishing-
fine finishingM
P
120,03
-0,55
0,10-
3,00l l
M
medium M
P
130,03
-0,55
0,20-
7,00l l
M
* Die Spanleitstufe LN ist scharfkantig | chipformer LN is without edge honing (sharp)
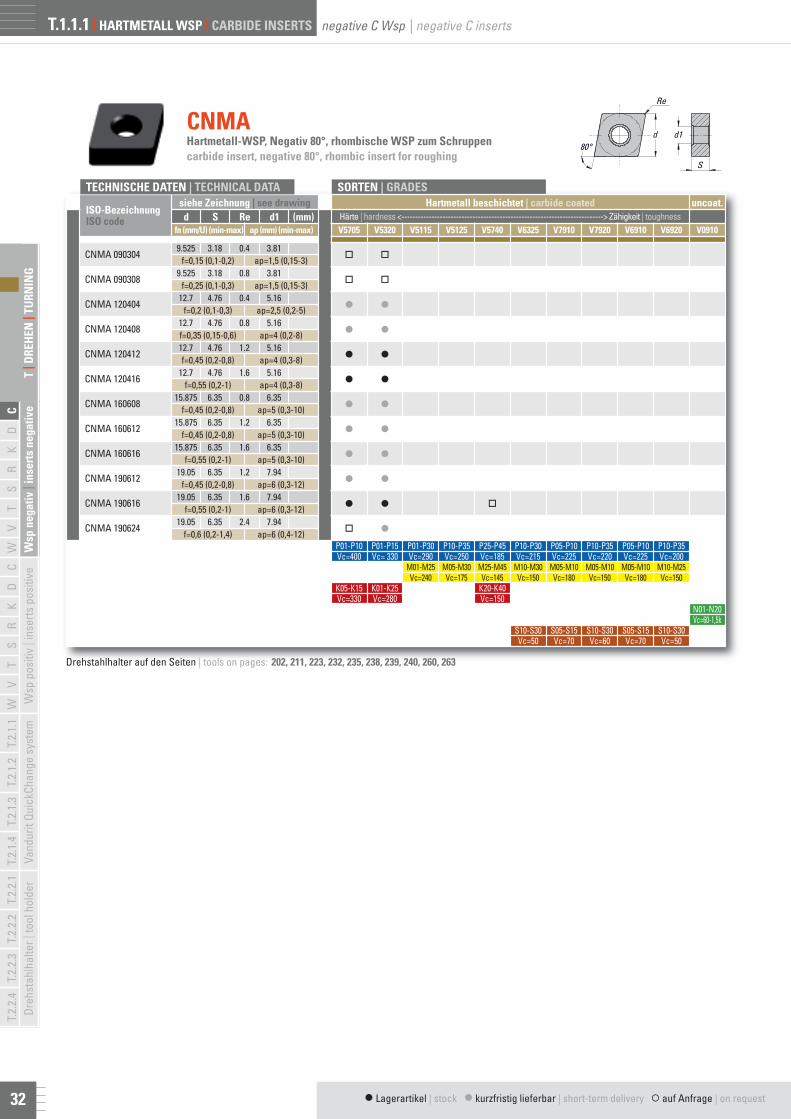
SORTEN | GRADES
ISO-BezeichnungISO code
siehe Zeichnung | see drawing Hartmetall beschichtet | carbide coated uncoat.d S Re d1 (mm) Härte | hardness <--------------------------------------------------------------------------> Zähigkeit | toughness
fn (mm/U) (min-max) ap (mm) (min-max) V5705 V5320 V5115 V5125 V5740 V6325 V7910 V7920 V6910 V6920 V0910
CNMA 0903049.525 3.18 0.4 3.81
o of=0,15 (0,1-0,2) ap=1,5 (0,15-3)
CNMA 0903089.525 3.18 0.8 3.81
o of=0,25 (0,1-0,3) ap=1,5 (0,15-3)
CNMA 12040412.7 4.76 0.4 5.16
l lf=0,2 (0,1-0,3) ap=2,5 (0,2-5)
CNMA 12040812.7 4.76 0.8 5.16
l lf=0,35 (0,15-0,6) ap=4 (0,2-8)
CNMA 12041212.7 4.76 1.2 5.16
l lf=0,45 (0,2-0,8) ap=4 (0,3-8)
CNMA 12041612.7 4.76 1.6 5.16
l lf=0,55 (0,2-1) ap=4 (0,3-8)
CNMA 16060815.875 6.35 0.8 6.35
l lf=0,45 (0,2-0,8) ap=5 (0,3-10)
CNMA 16061215.875 6.35 1.2 6.35
l lf=0,45 (0,2-0,8) ap=5 (0,3-10)
CNMA 16061615.875 6.35 1.6 6.35
l lf=0,55 (0,2-1) ap=5 (0,3-10)
CNMA 19061219.05 6.35 1.2 7.94
l lf=0,45 (0,2-0,8) ap=6 (0,3-12)
CNMA 19061619.05 6.35 1.6 7.94
l l of=0,55 (0,2-1) ap=6 (0,3-12)
CNMA 19062419.05 6.35 2.4 7.94
o lf=0,6 (0,2-1,4) ap=6 (0,4-12)P01-P10 P01-P15 P01-P30 P10-P35 P25-P45 P10-P30 P05-P10 P10-P35 P05-P10 P10-P35Vc=400 Vc= 330 Vc=290 Vc=250 Vc=185 Vc=215 Vc=225 Vc=220 Vc=225 Vc=200
M01-M25 M05-M30 M25-M45 M10-M30 M05-M10 M05-M10 M05-M10 M10-M25Vc=240 Vc=175 Vc=145 Vc=150 Vc=180 Vc=150 Vc=180 Vc=150
K05-K15 K01-K25 K20-K40Vc=330 Vc=280 Vc=150
N01-N20Vc=60-1,5k
S10-S30 S05-S15 S10-S30 S05-S15 S10-S30Vc=50 Vc=70 Vc=60 Vc=70 Vc=50
CNMARe
d80°
S
d1Hartmetall-WSP, Negativ 80°, rhombische WSP zum Schruppencarbide insert, negative 80°, rhombic insert for roughing
TECHNISCHE DATEN | TECHNICAL DATA
T.1.1.1 | HARTMETALL WSP | CARBIDE INSERTS negative C Wsp | negative C inserts
32
WV
TS
RK
DC
Wsp negativ |inserts negative
T | DREHEN |TURNING
WV
TS
RK
DC
Wsp
pos
itiv | i
nser
ts p
ositi
veT.
2.1.
4T.
2.1.
3T.
2.1.
2T.
2.1.
1Va
ndur
it Qu
ickC
hang
e sy
stem
T.2.
2.4
T.2.
2.3
T.2.
2.2
T.2.
2.1
Dreh
stah
lhal
ter |
tool
hol
der
l Lagerartikel | stock l kurzfristig lieferbar | short-term delivery ¡ auf Anfrage | on request
Drehstahlhalter auf den Seiten | tools on pages: 202, 211, 223, 232, 235, 238, 239, 240, 260, 263
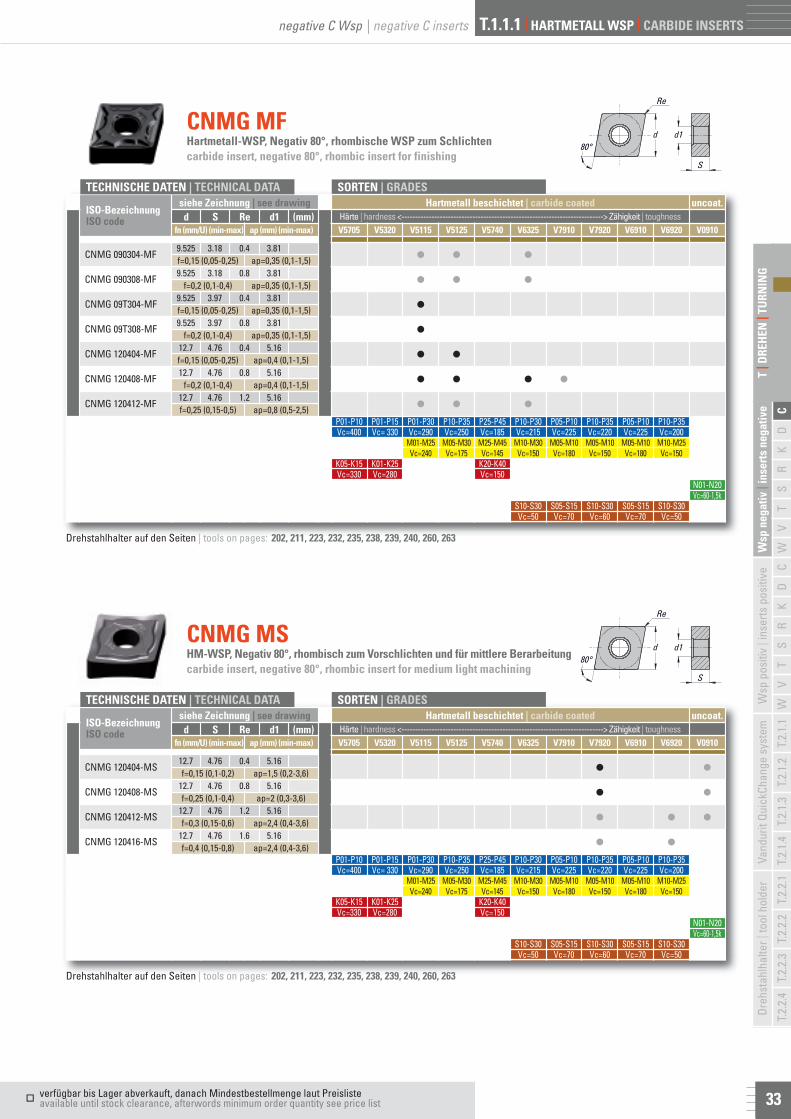
SORTEN | GRADES
ISO-BezeichnungISO code
siehe Zeichnung | see drawing Hartmetall beschichtet | carbide coated uncoat.d S Re d1 (mm) Härte | hardness <--------------------------------------------------------------------------> Zähigkeit | toughness
fn (mm/U) (min-max) ap (mm) (min-max) V5705 V5320 V5115 V5125 V5740 V6325 V7910 V7920 V6910 V6920 V0910
CNMG 120404-MS12.7 4.76 0.4 5.16
l lf=0,15 (0,1-0,2) ap=1,5 (0,2-3,6)
CNMG 120408-MS12.7 4.76 0.8 5.16
l lf=0,25 (0,1-0,4) ap=2 (0,3-3,6)
CNMG 120412-MS12.7 4.76 1.2 5.16
l l lf=0,3 (0,15-0,6) ap=2,4 (0,4-3,6)
CNMG 120416-MS12.7 4.76 1.6 5.16
l lf=0,4 (0,15-0,8) ap=2,4 (0,4-3,6)P01-P10 P01-P15 P01-P30 P10-P35 P25-P45 P10-P30 P05-P10 P10-P35 P05-P10 P10-P35Vc=400 Vc= 330 Vc=290 Vc=250 Vc=185 Vc=215 Vc=225 Vc=220 Vc=225 Vc=200
M01-M25 M05-M30 M25-M45 M10-M30 M05-M10 M05-M10 M05-M10 M10-M25Vc=240 Vc=175 Vc=145 Vc=150 Vc=180 Vc=150 Vc=180 Vc=150
K05-K15 K01-K25 K20-K40Vc=330 Vc=280 Vc=150
N01-N20Vc=60-1,5k
S10-S30 S05-S15 S10-S30 S05-S15 S10-S30Vc=50 Vc=70 Vc=60 Vc=70 Vc=50
CNMG MSRe
d80°
S
d1HM-WSP, Negativ 80°, rhombisch zum Vorschlichten und für mittlere Berarbeitungcarbide insert, negative 80°, rhombic insert for medium light machining
TECHNISCHE DATEN | TECHNICAL DATA
SORTEN | GRADES
ISO-BezeichnungISO code
siehe Zeichnung | see drawing Hartmetall beschichtet | carbide coated uncoat.d S Re d1 (mm) Härte | hardness <--------------------------------------------------------------------------> Zähigkeit | toughness
fn (mm/U) (min-max) ap (mm) (min-max) V5705 V5320 V5115 V5125 V5740 V6325 V7910 V7920 V6910 V6920 V0910
CNMG 090304-MF9.525 3.18 0.4 3.81
l l lf=0,15 (0,05-0,25) ap=0,35 (0,1-1,5)
CNMG 090308-MF9.525 3.18 0.8 3.81
l l lf=0,2 (0,1-0,4) ap=0,35 (0,1-1,5)
CNMG 09T304-MF9.525 3.97 0.4 3.81
lf=0,15 (0,05-0,25) ap=0,35 (0,1-1,5)
CNMG 09T308-MF9.525 3.97 0.8 3.81
lf=0,2 (0,1-0,4) ap=0,35 (0,1-1,5)
CNMG 120404-MF12.7 4.76 0.4 5.16
l lf=0,15 (0,05-0,25) ap=0,4 (0,1-1,5)
CNMG 120408-MF12.7 4.76 0.8 5.16
l l l lf=0,2 (0,1-0,4) ap=0,4 (0,1-1,5)
CNMG 120412-MF12.7 4.76 1.2 5.16
l l lf=0,25 (0,15-0,5) ap=0,8 (0,5-2,5)P01-P10 P01-P15 P01-P30 P10-P35 P25-P45 P10-P30 P05-P10 P10-P35 P05-P10 P10-P35Vc=400 Vc= 330 Vc=290 Vc=250 Vc=185 Vc=215 Vc=225 Vc=220 Vc=225 Vc=200
M01-M25 M05-M30 M25-M45 M10-M30 M05-M10 M05-M10 M05-M10 M10-M25Vc=240 Vc=175 Vc=145 Vc=150 Vc=180 Vc=150 Vc=180 Vc=150
K05-K15 K01-K25 K20-K40Vc=330 Vc=280 Vc=150
N01-N20Vc=60-1,5k
S10-S30 S05-S15 S10-S30 S05-S15 S10-S30Vc=50 Vc=70 Vc=60 Vc=70 Vc=50
CNMG MFRe
d80°
S
d1Hartmetall-WSP, Negativ 80°, rhombische WSP zum Schlichtencarbide insert, negative 80°, rhombic insert for finishing
TECHNISCHE DATEN | TECHNICAL DATA
negative C Wsp | negative C inserts
33
T.1.1.1 | HARTMETALL WSP | CARBIDE INSERTS
Wsp negativ |inserts negative
WV
TS
RK
DC
Wsp
pos
itiv | i
nser
ts p
ositi
ve
WV
TS
RK
DC
Vand
urit
Quic
kCha
nge
syst
em
T.2.
1.4
T.2.
1.3
T.2.
1.2
T.2.
1.1
Dreh
stah
lhal
ter |
tool
hol
der
T.2.
2.4
T.2.
2.3
T.2.
2.2
T.2.
2.1
T | DREHEN |TURNING
verfügbar bis Lager abverkauft, danach Mindestbestellmenge laut Preislisteavailable until stock clearance, afterwords minimum order quantity see price listo
Drehstahlhalter auf den Seiten | tools on pages: 202, 211, 223, 232, 235, 238, 239, 240, 260, 263
Drehstahlhalter auf den Seiten | tools on pages: 202, 211, 223, 232, 235, 238, 239, 240, 260, 263
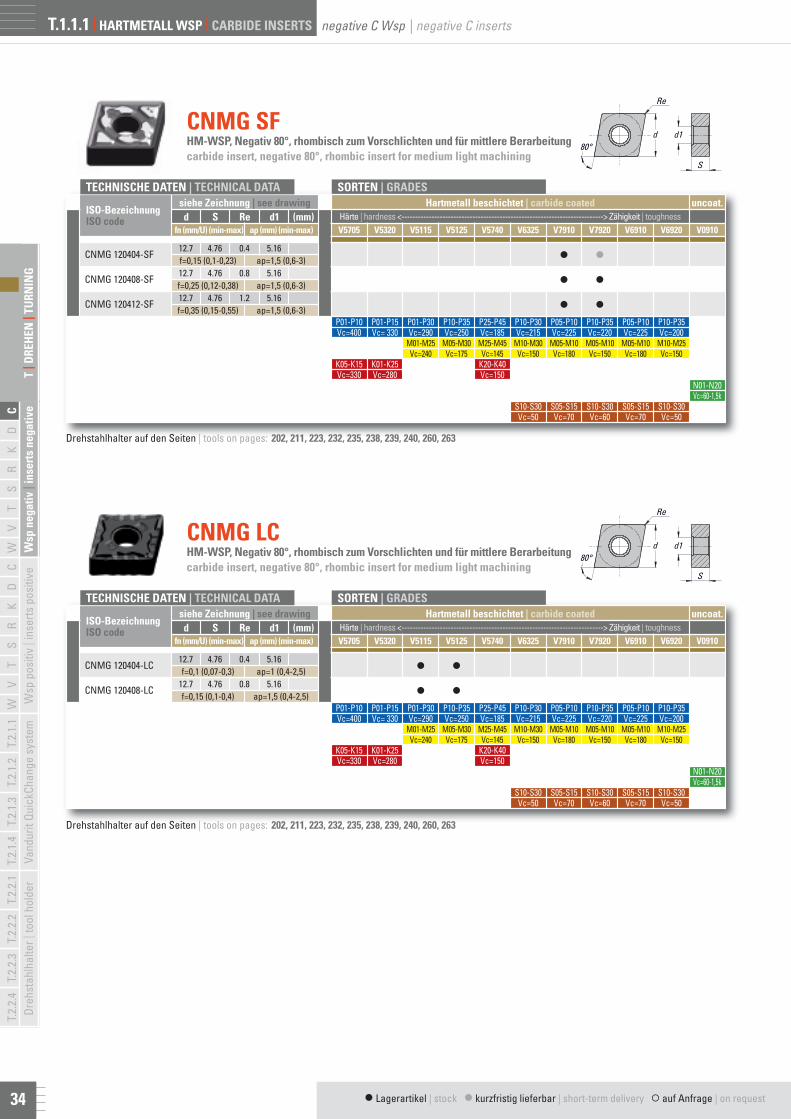
SORTEN | GRADES
ISO-BezeichnungISO code
siehe Zeichnung | see drawing Hartmetall beschichtet | carbide coated uncoat.d S Re d1 (mm) Härte | hardness <--------------------------------------------------------------------------> Zähigkeit | toughness
fn (mm/U) (min-max) ap (mm) (min-max) V5705 V5320 V5115 V5125 V5740 V6325 V7910 V7920 V6910 V6920 V0910
CNMG 120404-SF12.7 4.76 0.4 5.16
l lf=0,15 (0,1-0,23) ap=1,5 (0,6-3)
CNMG 120408-SF12.7 4.76 0.8 5.16
l lf=0,25 (0,12-0,38) ap=1,5 (0,6-3)
CNMG 120412-SF12.7 4.76 1.2 5.16
l lf=0,35 (0,15-0,55) ap=1,5 (0,6-3)P01-P10 P01-P15 P01-P30 P10-P35 P25-P45 P10-P30 P05-P10 P10-P35 P05-P10 P10-P35Vc=400 Vc= 330 Vc=290 Vc=250 Vc=185 Vc=215 Vc=225 Vc=220 Vc=225 Vc=200
M01-M25 M05-M30 M25-M45 M10-M30 M05-M10 M05-M10 M05-M10 M10-M25Vc=240 Vc=175 Vc=145 Vc=150 Vc=180 Vc=150 Vc=180 Vc=150
K05-K15 K01-K25 K20-K40Vc=330 Vc=280 Vc=150
N01-N20Vc=60-1,5k
S10-S30 S05-S15 S10-S30 S05-S15 S10-S30Vc=50 Vc=70 Vc=60 Vc=70 Vc=50
CNMG SFRe
d80°
S
d1HM-WSP, Negativ 80°, rhombisch zum Vorschlichten und für mittlere Berarbeitungcarbide insert, negative 80°, rhombic insert for medium light machining
TECHNISCHE DATEN | TECHNICAL DATA
SORTEN | GRADES
ISO-BezeichnungISO code
siehe Zeichnung | see drawing Hartmetall beschichtet | carbide coated uncoat.d S Re d1 (mm) Härte | hardness <--------------------------------------------------------------------------> Zähigkeit | toughness
fn (mm/U) (min-max) ap (mm) (min-max) V5705 V5320 V5115 V5125 V5740 V6325 V7910 V7920 V6910 V6920 V0910
CNMG 120404-LC12.7 4.76 0.4 5.16
l lf=0,1 (0,07-0,3) ap=1 (0,4-2,5)
CNMG 120408-LC12.7 4.76 0.8 5.16
l lf=0,15 (0,1-0,4) ap=1,5 (0,4-2,5)P01-P10 P01-P15 P01-P30 P10-P35 P25-P45 P10-P30 P05-P10 P10-P35 P05-P10 P10-P35Vc=400 Vc= 330 Vc=290 Vc=250 Vc=185 Vc=215 Vc=225 Vc=220 Vc=225 Vc=200
M01-M25 M05-M30 M25-M45 M10-M30 M05-M10 M05-M10 M05-M10 M10-M25Vc=240 Vc=175 Vc=145 Vc=150 Vc=180 Vc=150 Vc=180 Vc=150
K05-K15 K01-K25 K20-K40Vc=330 Vc=280 Vc=150
N01-N20Vc=60-1,5k
S10-S30 S05-S15 S10-S30 S05-S15 S10-S30Vc=50 Vc=70 Vc=60 Vc=70 Vc=50
CNMG LCRe
d80°
S
d1HM-WSP, Negativ 80°, rhombisch zum Vorschlichten und für mittlere Berarbeitungcarbide insert, negative 80°, rhombic insert for medium light machining
TECHNISCHE DATEN | TECHNICAL DATA
T.1.1.1 | HARTMETALL WSP | CARBIDE INSERTS negative C Wsp | negative C inserts
34
WV
TS
RK
DC
Wsp negativ |inserts negative
T | DREHEN |TURNING
WV
TS
RK
DC
Wsp
pos
itiv | i
nser
ts p
ositi
veT.
2.1.
4T.
2.1.
3T.
2.1.
2T.
2.1.
1Va
ndur
it Qu
ickC
hang
e sy
stem
T.2.
2.4
T.2.
2.3
T.2.
2.2
T.2.
2.1
Dreh
stah
lhal
ter |
tool
hol
der
l Lagerartikel | stock l kurzfristig lieferbar | short-term delivery ¡ auf Anfrage | on request
Drehstahlhalter auf den Seiten | tools on pages: 202, 211, 223, 232, 235, 238, 239, 240, 260, 263
Drehstahlhalter auf den Seiten | tools on pages: 202, 211, 223, 232, 235, 238, 239, 240, 260, 263
SORTEN | GRADES
ISO-BezeichnungISO code
siehe Zeichnung | see drawing Hartmetall beschichtet | carbide coated uncoat.d S Re d1 (mm) Härte | hardness <--------------------------------------------------------------------------> Zähigkeit | toughness
fn (mm/U) (min-max) ap (mm) (min-max) V5705 V5320 V5115 V5125 V5740 V6325 V7910 V7920 V6910 V6920 V0910
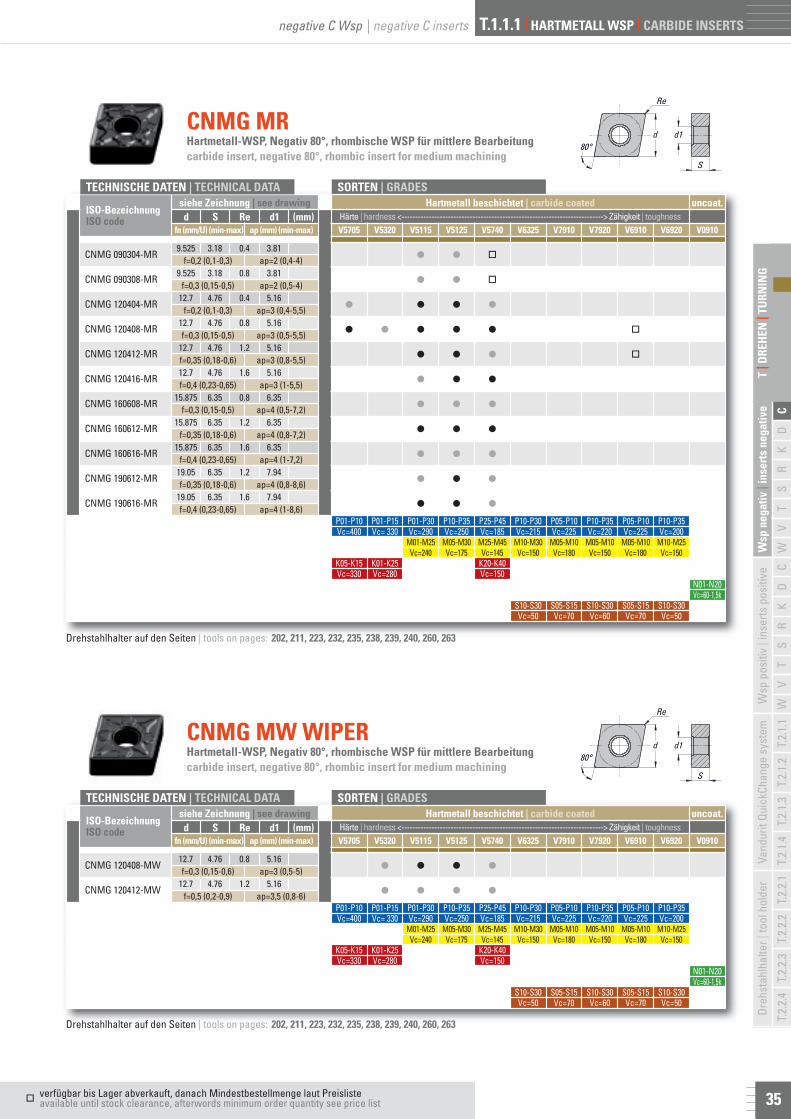
CNMG 120408-MW12.7 4.76 0.8 5.16
l l l lf=0,3 (0,15-0,6) ap=3 (0,5-5)
CNMG 120412-MW12.7 4.76 1.2 5.16
l l l lf=0,5 (0,2-0,9) ap=3,5 (0,8-6)P01-P10 P01-P15 P01-P30 P10-P35 P25-P45 P10-P30 P05-P10 P10-P35 P05-P10 P10-P35Vc=400 Vc= 330 Vc=290 Vc=250 Vc=185 Vc=215 Vc=225 Vc=220 Vc=225 Vc=200
M01-M25 M05-M30 M25-M45 M10-M30 M05-M10 M05-M10 M05-M10 M10-M25Vc=240 Vc=175 Vc=145 Vc=150 Vc=180 Vc=150 Vc=180 Vc=150
K05-K15 K01-K25 K20-K40Vc=330 Vc=280 Vc=150
N01-N20Vc=60-1,5k
S10-S30 S05-S15 S10-S30 S05-S15 S10-S30Vc=50 Vc=70 Vc=60 Vc=70 Vc=50
CNMG MW WIPERRe
d80°
S
d1Hartmetall-WSP, Negativ 80°, rhombische WSP für mittlere Bearbeitungcarbide insert, negative 80°, rhombic insert for medium machining
TECHNISCHE DATEN | TECHNICAL DATA
SORTEN | GRADES
ISO-BezeichnungISO code
siehe Zeichnung | see drawing Hartmetall beschichtet | carbide coated uncoat.d S Re d1 (mm) Härte | hardness <--------------------------------------------------------------------------> Zähigkeit | toughness
fn (mm/U) (min-max) ap (mm) (min-max) V5705 V5320 V5115 V5125 V5740 V6325 V7910 V7920 V6910 V6920 V0910
CNMG 090304-MR9.525 3.18 0.4 3.81
l l of=0,2 (0,1-0,3) ap=2 (0,4-4)
CNMG 090308-MR9.525 3.18 0.8 3.81
l l of=0,3 (0,15-0,5) ap=2 (0,5-4)
CNMG 120404-MR12.7 4.76 0.4 5.16
l l l lf=0,2 (0,1-0,3) ap=3 (0,4-5,5)
CNMG 120408-MR12.7 4.76 0.8 5.16
l l l l l of=0,3 (0,15-0,5) ap=3 (0,5-5,5)
CNMG 120412-MR12.7 4.76 1.2 5.16
l l l of=0,35 (0,18-0,6) ap=3 (0,8-5,5)
CNMG 120416-MR12.7 4.76 1.6 5.16
l l lf=0,4 (0,23-0,65) ap=3 (1-5,5)
CNMG 160608-MR15.875 6.35 0.8 6.35
l l lf=0,3 (0,15-0,5) ap=4 (0,5-7,2)
CNMG 160612-MR15.875 6.35 1.2 6.35
l l lf=0,35 (0,18-0,6) ap=4 (0,8-7,2)
CNMG 160616-MR15.875 6.35 1.6 6.35
l l lf=0,4 (0,23-0,65) ap=4 (1-7,2)
CNMG 190612-MR19.05 6.35 1.2 7.94
l l lf=0,35 (0,18-0,6) ap=4 (0,8-8,6)
CNMG 190616-MR19.05 6.35 1.6 7.94
l l lf=0,4 (0,23-0,65) ap=4 (1-8,6)P01-P10 P01-P15 P01-P30 P10-P35 P25-P45 P10-P30 P05-P10 P10-P35 P05-P10 P10-P35Vc=400 Vc= 330 Vc=290 Vc=250 Vc=185 Vc=215 Vc=225 Vc=220 Vc=225 Vc=200
M01-M25 M05-M30 M25-M45 M10-M30 M05-M10 M05-M10 M05-M10 M10-M25Vc=240 Vc=175 Vc=145 Vc=150 Vc=180 Vc=150 Vc=180 Vc=150
K05-K15 K01-K25 K20-K40Vc=330 Vc=280 Vc=150
N01-N20Vc=60-1,5k
S10-S30 S05-S15 S10-S30 S05-S15 S10-S30Vc=50 Vc=70 Vc=60 Vc=70 Vc=50
CNMG MRRe
d80°
S
d1Hartmetall-WSP, Negativ 80°, rhombische WSP für mittlere Bearbeitungcarbide insert, negative 80°, rhombic insert for medium machining
TECHNISCHE DATEN | TECHNICAL DATA
negative C Wsp | negative C inserts
35
T.1.1.1 | HARTMETALL WSP | CARBIDE INSERTS
Wsp negativ |inserts negative
WV
TS
RK
DC
Wsp
pos
itiv | i
nser
ts p
ositi
ve
WV
TS
RK
DC
Vand
urit
Quic
kCha
nge
syst
em
T.2.
1.4
T.2.
1.3
T.2.
1.2
T.2.
1.1
Dreh
stah
lhal
ter |
tool
hol
der
T.2.
2.4
T.2.
2.3
T.2.
2.2
T.2.
2.1
T | DREHEN |TURNING
verfügbar bis Lager abverkauft, danach Mindestbestellmenge laut Preislisteavailable until stock clearance, afterwords minimum order quantity see price listo
Drehstahlhalter auf den Seiten | tools on pages: 202, 211, 223, 232, 235, 238, 239, 240, 260, 263
Drehstahlhalter auf den Seiten | tools on pages: 202, 211, 223, 232, 235, 238, 239, 240, 260, 263
SORTEN | GRADES
ISO-BezeichnungISO code
siehe Zeichnung | see drawing Hartmetall beschichtet | carbide coated uncoat.d S Re d1 (mm) Härte | hardness <--------------------------------------------------------------------------> Zähigkeit | toughness
fn (mm/U) (min-max) ap (mm) (min-max) V5705 V5320 V5115 V5125 V5740 V6325 V7910 V7920 V6910 V6920 V0910
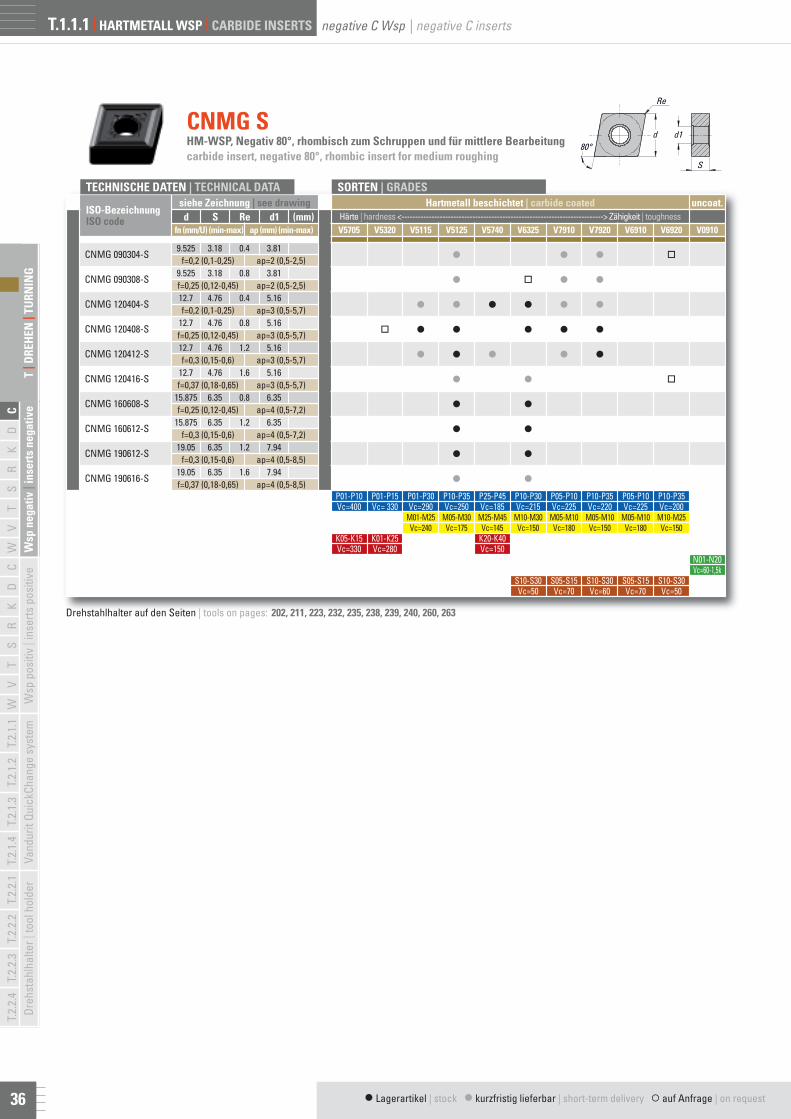
CNMG 090304-S9.525 3.18 0.4 3.81
l l l of=0,2 (0,1-0,25) ap=2 (0,5-2,5)
CNMG 090308-S9.525 3.18 0.8 3.81
l o l lf=0,25 (0,12-0,45) ap=2 (0,5-2,5)
CNMG 120404-S12.7 4.76 0.4 5.16
l l l l l lf=0,2 (0,1-0,25) ap=3 (0,5-5,7)
CNMG 120408-S12.7 4.76 0.8 5.16
o l l l l lf=0,25 (0,12-0,45) ap=3 (0,5-5,7)
CNMG 120412-S12.7 4.76 1.2 5.16
l l l l lf=0,3 (0,15-0,6) ap=3 (0,5-5,7)
CNMG 120416-S12.7 4.76 1.6 5.16
l l of=0,37 (0,18-0,65) ap=3 (0,5-5,7)
CNMG 160608-S15.875 6.35 0.8 6.35
l lf=0,25 (0,12-0,45) ap=4 (0,5-7,2)
CNMG 160612-S15.875 6.35 1.2 6.35
l lf=0,3 (0,15-0,6) ap=4 (0,5-7,2)
CNMG 190612-S19.05 6.35 1.2 7.94
l lf=0,3 (0,15-0,6) ap=4 (0,5-8,5)
CNMG 190616-S19.05 6.35 1.6 7.94
l lf=0,37 (0,18-0,65) ap=4 (0,5-8,5)P01-P10 P01-P15 P01-P30 P10-P35 P25-P45 P10-P30 P05-P10 P10-P35 P05-P10 P10-P35Vc=400 Vc= 330 Vc=290 Vc=250 Vc=185 Vc=215 Vc=225 Vc=220 Vc=225 Vc=200
M01-M25 M05-M30 M25-M45 M10-M30 M05-M10 M05-M10 M05-M10 M10-M25Vc=240 Vc=175 Vc=145 Vc=150 Vc=180 Vc=150 Vc=180 Vc=150
K05-K15 K01-K25 K20-K40Vc=330 Vc=280 Vc=150
N01-N20Vc=60-1,5k
S10-S30 S05-S15 S10-S30 S05-S15 S10-S30Vc=50 Vc=70 Vc=60 Vc=70 Vc=50
CNMG SRe
d80°
S
d1HM-WSP, Negativ 80°, rhombisch zum Schruppen und für mittlere Bearbeitungcarbide insert, negative 80°, rhombic insert for medium roughing
TECHNISCHE DATEN | TECHNICAL DATA
T.1.1.1 | HARTMETALL WSP | CARBIDE INSERTS negative C Wsp | negative C inserts
36
WV
TS
RK
DC
Wsp negativ |inserts negative
T | DREHEN |TURNING
WV
TS
RK
DC
Wsp
pos
itiv | i
nser
ts p
ositi
veT.
2.1.
4T.
2.1.
3T.
2.1.
2T.
2.1.
1Va
ndur
it Qu
ickC
hang
e sy
stem
T.2.
2.4
T.2.
2.3
T.2.
2.2
T.2.
2.1
Dreh
stah
lhal
ter |
tool
hol
der
l Lagerartikel | stock l kurzfristig lieferbar | short-term delivery ¡ auf Anfrage | on request
Drehstahlhalter auf den Seiten | tools on pages: 202, 211, 223, 232, 235, 238, 239, 240, 260, 263
SORTEN | GRADES
ISO-BezeichnungISO code
siehe Zeichnung | see drawing Hartmetall beschichtet | carbide coated uncoat.d S Re d1 (mm) Härte | hardness <--------------------------------------------------------------------------> Zähigkeit | toughness
fn (mm/U) (min-max) ap (mm) (min-max) V5705 V5320 V5115 V5125 V5740 V6325 V7910 V7920 V6910 V6920 V0910
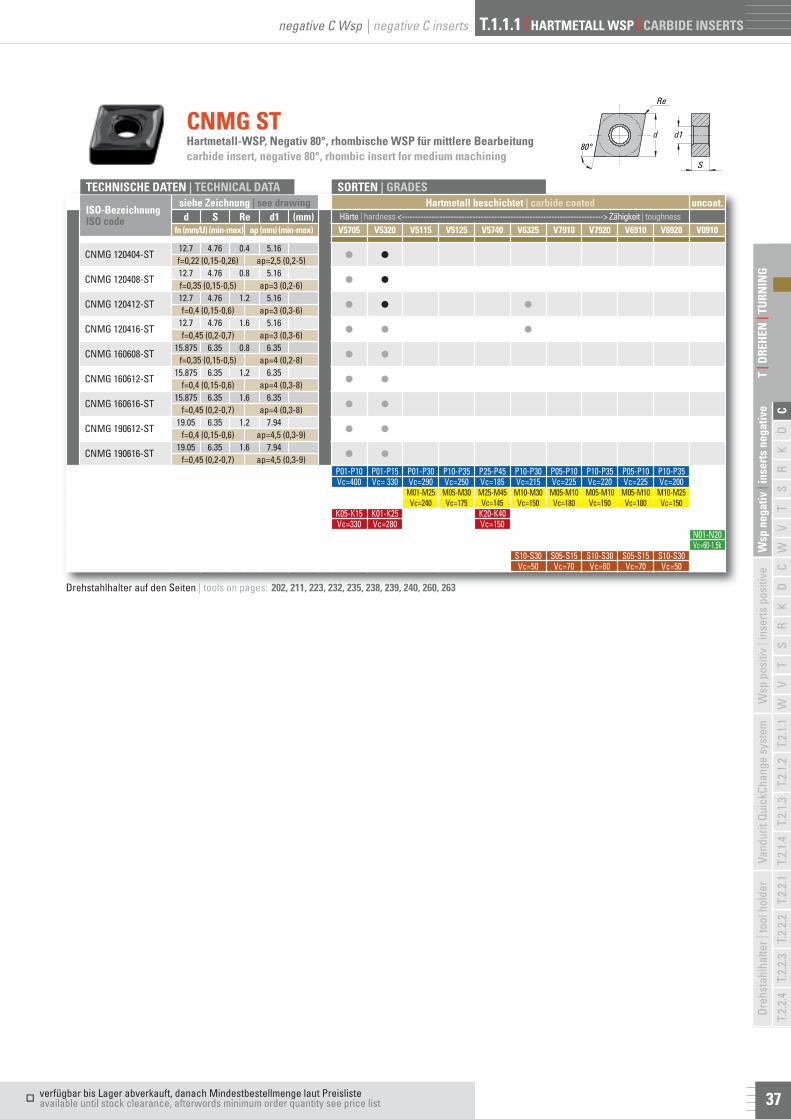
CNMG 120404-ST12.7 4.76 0.4 5.16
l lf=0,22 (0,15-0,26) ap=2,5 (0,2-5)
CNMG 120408-ST12.7 4.76 0.8 5.16
l lf=0,35 (0,15-0,5) ap=3 (0,2-6)
CNMG 120412-ST12.7 4.76 1.2 5.16
l l lf=0,4 (0,15-0,6) ap=3 (0,3-6)
CNMG 120416-ST12.7 4.76 1.6 5.16
l l lf=0,45 (0,2-0,7) ap=3 (0,3-6)
CNMG 160608-ST15.875 6.35 0.8 6.35
l lf=0,35 (0,15-0,5) ap=4 (0,2-8)
CNMG 160612-ST15.875 6.35 1.2 6.35
l lf=0,4 (0,15-0,6) ap=4 (0,3-8)
CNMG 160616-ST15.875 6.35 1.6 6.35
l lf=0,45 (0,2-0,7) ap=4 (0,3-8)
CNMG 190612-ST19.05 6.35 1.2 7.94
l lf=0,4 (0,15-0,6) ap=4,5 (0,3-9)
CNMG 190616-ST19.05 6.35 1.6 7.94
l lf=0,45 (0,2-0,7) ap=4,5 (0,3-9)P01-P10 P01-P15 P01-P30 P10-P35 P25-P45 P10-P30 P05-P10 P10-P35 P05-P10 P10-P35Vc=400 Vc= 330 Vc=290 Vc=250 Vc=185 Vc=215 Vc=225 Vc=220 Vc=225 Vc=200
M01-M25 M05-M30 M25-M45 M10-M30 M05-M10 M05-M10 M05-M10 M10-M25Vc=240 Vc=175 Vc=145 Vc=150 Vc=180 Vc=150 Vc=180 Vc=150
K05-K15 K01-K25 K20-K40Vc=330 Vc=280 Vc=150
N01-N20Vc=60-1,5k
S10-S30 S05-S15 S10-S30 S05-S15 S10-S30Vc=50 Vc=70 Vc=60 Vc=70 Vc=50
CNMG STRe
d80°
S
d1Hartmetall-WSP, Negativ 80°, rhombische WSP für mittlere Bearbeitungcarbide insert, negative 80°, rhombic insert for medium machining
TECHNISCHE DATEN | TECHNICAL DATA
negative C Wsp | negative C inserts
37
T.1.1.1 | HARTMETALL WSP | CARBIDE INSERTS
Wsp negativ |inserts negative
WV
TS
RK
DC
Wsp
pos
itiv | i
nser
ts p
ositi
ve
WV
TS
RK
DC
Vand
urit
Quic
kCha
nge
syst
em
T.2.
1.4
T.2.
1.3
T.2.
1.2
T.2.
1.1
Dreh
stah
lhal
ter |
tool
hol
der
T.2.
2.4
T.2.
2.3
T.2.
2.2
T.2.
2.1
T | DREHEN |TURNING
verfügbar bis Lager abverkauft, danach Mindestbestellmenge laut Preislisteavailable until stock clearance, afterwords minimum order quantity see price listo
Drehstahlhalter auf den Seiten | tools on pages: 202, 211, 223, 232, 235, 238, 239, 240, 260, 263
SORTEN | GRADES
ISO-BezeichnungISO code
siehe Zeichnung | see drawing Hartmetall beschichtet | carbide coated uncoat.d S Re d1 (mm) Härte | hardness <--------------------------------------------------------------------------> Zähigkeit | toughness
fn (mm/U) (min-max) ap (mm) (min-max) V5705 V5320 V5115 V5125 V5740 V6325 V7910 V7920 V6910 V6920 V0910
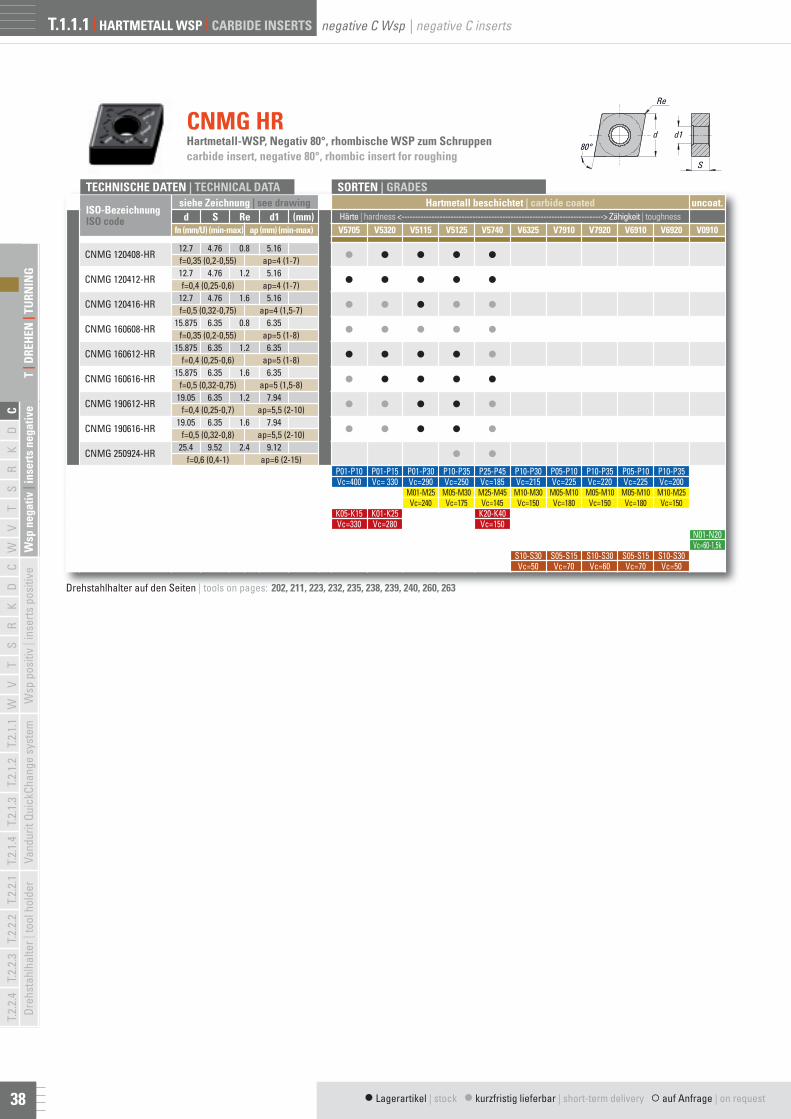
CNMG 120408-HR12.7 4.76 0.8 5.16
l l l l lf=0,35 (0,2-0,55) ap=4 (1-7)
CNMG 120412-HR12.7 4.76 1.2 5.16
l l l l lf=0,4 (0,25-0,6) ap=4 (1-7)
CNMG 120416-HR12.7 4.76 1.6 5.16
l l l l lf=0,5 (0,32-0,75) ap=4 (1,5-7)
CNMG 160608-HR15.875 6.35 0.8 6.35
l l l l lf=0,35 (0,2-0,55) ap=5 (1-8)
CNMG 160612-HR15.875 6.35 1.2 6.35
l l l l lf=0,4 (0,25-0,6) ap=5 (1-8)
CNMG 160616-HR15.875 6.35 1.6 6.35
l l l l lf=0,5 (0,32-0,75) ap=5 (1,5-8)
CNMG 190612-HR19.05 6.35 1.2 7.94
l l l l lf=0,4 (0,25-0,7) ap=5,5 (2-10)
CNMG 190616-HR19.05 6.35 1.6 7.94
l l l l lf=0,5 (0,32-0,8) ap=5,5 (2-10)
CNMG 250924-HR25.4 9.52 2.4 9.12
l lf=0,6 (0,4-1) ap=6 (2-15)P01-P10 P01-P15 P01-P30 P10-P35 P25-P45 P10-P30 P05-P10 P10-P35 P05-P10 P10-P35Vc=400 Vc= 330 Vc=290 Vc=250 Vc=185 Vc=215 Vc=225 Vc=220 Vc=225 Vc=200
M01-M25 M05-M30 M25-M45 M10-M30 M05-M10 M05-M10 M05-M10 M10-M25Vc=240 Vc=175 Vc=145 Vc=150 Vc=180 Vc=150 Vc=180 Vc=150
K05-K15 K01-K25 K20-K40Vc=330 Vc=280 Vc=150
N01-N20Vc=60-1,5k
S10-S30 S05-S15 S10-S30 S05-S15 S10-S30Vc=50 Vc=70 Vc=60 Vc=70 Vc=50
CNMG HRRe
d80°
S
d1Hartmetall-WSP, Negativ 80°, rhombische WSP zum Schruppencarbide insert, negative 80°, rhombic insert for roughing
TECHNISCHE DATEN | TECHNICAL DATA
T.1.1.1 | HARTMETALL WSP | CARBIDE INSERTS negative C Wsp | negative C inserts
38
WV
TS
RK
DC
Wsp negativ |inserts negative
T | DREHEN |TURNING
WV
TS
RK
DC
Wsp
pos
itiv | i
nser
ts p
ositi
veT.
2.1.
4T.
2.1.
3T.
2.1.
2T.
2.1.
1Va
ndur
it Qu
ickC
hang
e sy
stem
T.2.
2.4
T.2.
2.3
T.2.
2.2
T.2.
2.1
Dreh
stah
lhal
ter |
tool
hol
der
l Lagerartikel | stock l kurzfristig lieferbar | short-term delivery ¡ auf Anfrage | on request
Drehstahlhalter auf den Seiten | tools on pages: 202, 211, 223, 232, 235, 238, 239, 240, 260, 263
SORTEN | GRADES
ISO-BezeichnungISO code
siehe Zeichnung | see drawing Hartmetall beschichtet | carbide coated uncoat.d S Re d1 (mm) Härte | hardness <--------------------------------------------------------------------------> Zähigkeit | toughness
fn (mm/U) (min-max) ap (mm) (min-max) V5705 V5320 V5115 V5125 V5740 V6325 V7910 V7920 V6910 V6920 V0910
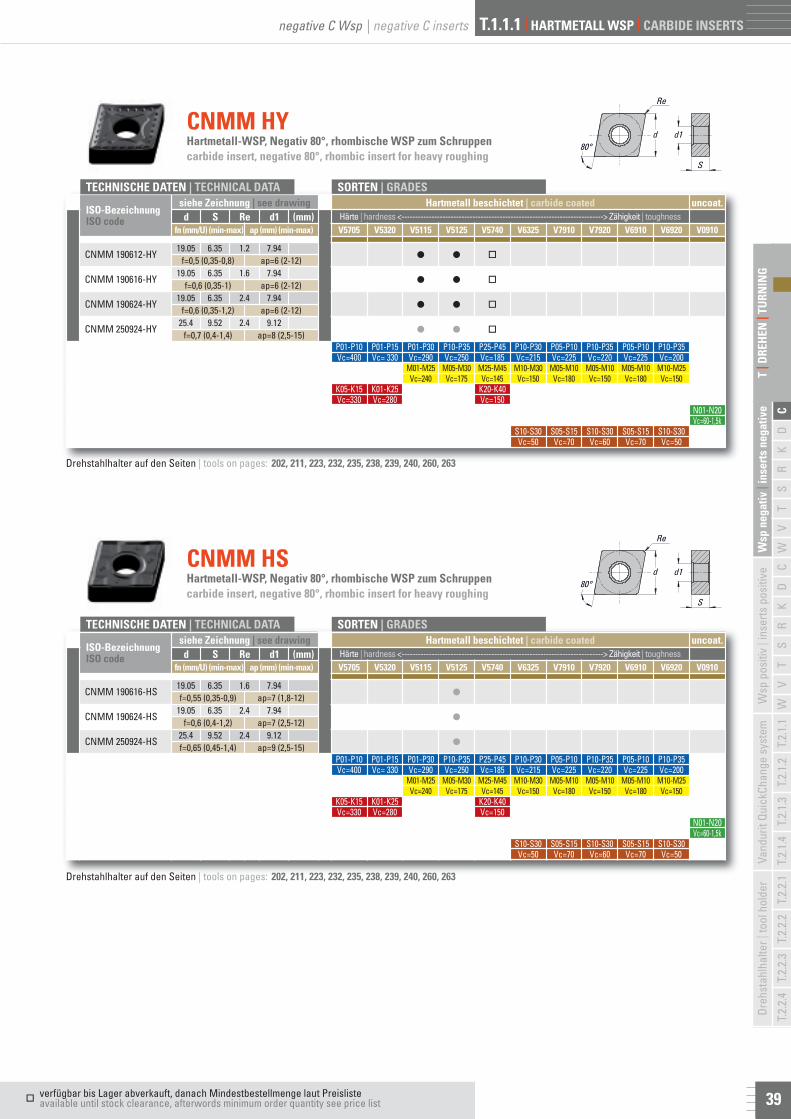
CNMM 190616-HS19.05 6.35 1.6 7.94
lf=0,55 (0,35-0,9) ap=7 (1,8-12)
CNMM 190624-HS19.05 6.35 2.4 7.94
lf=0,6 (0,4-1,2) ap=7 (2,5-12)
CNMM 250924-HS25.4 9.52 2.4 9.12
lf=0,65 (0,45-1,4) ap=9 (2,5-15)P01-P10 P01-P15 P01-P30 P10-P35 P25-P45 P10-P30 P05-P10 P10-P35 P05-P10 P10-P35Vc=400 Vc= 330 Vc=290 Vc=250 Vc=185 Vc=215 Vc=225 Vc=220 Vc=225 Vc=200
M01-M25 M05-M30 M25-M45 M10-M30 M05-M10 M05-M10 M05-M10 M10-M25Vc=240 Vc=175 Vc=145 Vc=150 Vc=180 Vc=150 Vc=180 Vc=150
K05-K15 K01-K25 K20-K40Vc=330 Vc=280 Vc=150
N01-N20Vc=60-1,5k
S10-S30 S05-S15 S10-S30 S05-S15 S10-S30Vc=50 Vc=70 Vc=60 Vc=70 Vc=50
CNMM HSRe
d80°
S
d1Hartmetall-WSP, Negativ 80°, rhombische WSP zum Schruppencarbide insert, negative 80°, rhombic insert for heavy roughing
TECHNISCHE DATEN | TECHNICAL DATA
SORTEN | GRADES
ISO-BezeichnungISO code
siehe Zeichnung | see drawing Hartmetall beschichtet | carbide coated uncoat.d S Re d1 (mm) Härte | hardness <--------------------------------------------------------------------------> Zähigkeit | toughness
fn (mm/U) (min-max) ap (mm) (min-max) V5705 V5320 V5115 V5125 V5740 V6325 V7910 V7920 V6910 V6920 V0910
CNMM 190612-HY19.05 6.35 1.2 7.94
l l of=0,5 (0,35-0,8) ap=6 (2-12)
CNMM 190616-HY19.05 6.35 1.6 7.94
l l of=0,6 (0,35-1) ap=6 (2-12)
CNMM 190624-HY19.05 6.35 2.4 7.94
l l of=0,6 (0,35-1,2) ap=6 (2-12)
CNMM 250924-HY25.4 9.52 2.4 9.12
l l of=0,7 (0,4-1,4) ap=8 (2,5-15)
P01-P10 P01-P15 P01-P30 P10-P35 P25-P45 P10-P30 P05-P10 P10-P35 P05-P10 P10-P35Vc=400 Vc= 330 Vc=290 Vc=250 Vc=185 Vc=215 Vc=225 Vc=220 Vc=225 Vc=200
M01-M25 M05-M30 M25-M45 M10-M30 M05-M10 M05-M10 M05-M10 M10-M25Vc=240 Vc=175 Vc=145 Vc=150 Vc=180 Vc=150 Vc=180 Vc=150
K05-K15 K01-K25 K20-K40Vc=330 Vc=280 Vc=150
N01-N20Vc=60-1,5k
S10-S30 S05-S15 S10-S30 S05-S15 S10-S30Vc=50 Vc=70 Vc=60 Vc=70 Vc=50
CNMM HYRe
d80°
S
d1Hartmetall-WSP, Negativ 80°, rhombische WSP zum Schruppencarbide insert, negative 80°, rhombic insert for heavy roughing
TECHNISCHE DATEN | TECHNICAL DATA
negative C Wsp | negative C inserts
39
T.1.1.1 | HARTMETALL WSP | CARBIDE INSERTS
Wsp negativ |inserts negative
WV
TS
RK
DC
Wsp
pos
itiv | i
nser
ts p
ositi
ve
WV
TS
RK
DC
Vand
urit
Quic
kCha
nge
syst
em
T.2.
1.4
T.2.
1.3
T.2.
1.2
T.2.
1.1
Dreh
stah
lhal
ter |
tool
hol
der
T.2.
2.4
T.2.
2.3
T.2.
2.2
T.2.
2.1
T | DREHEN |TURNING
verfügbar bis Lager abverkauft, danach Mindestbestellmenge laut Preislisteavailable until stock clearance, afterwords minimum order quantity see price listo
Drehstahlhalter auf den Seiten | tools on pages: 202, 211, 223, 232, 235, 238, 239, 240, 260, 263
Drehstahlhalter auf den Seiten | tools on pages: 202, 211, 223, 232, 235, 238, 239, 240, 260, 263
SORTEN | GRADES
ISO-BezeichnungISO code
siehe Zeichnung | see drawing Hartmetall beschichtet | carbide coated uncoat.d S Re d1 (mm) Härte | hardness <--------------------------------------------------------------------------> Zähigkeit | toughness
fn (mm/U) (min-max) ap (mm) (min-max) V5705 V5320 V5115 V5125 V5740 V6325 V7910 V7920 V6910 V6920 V0910
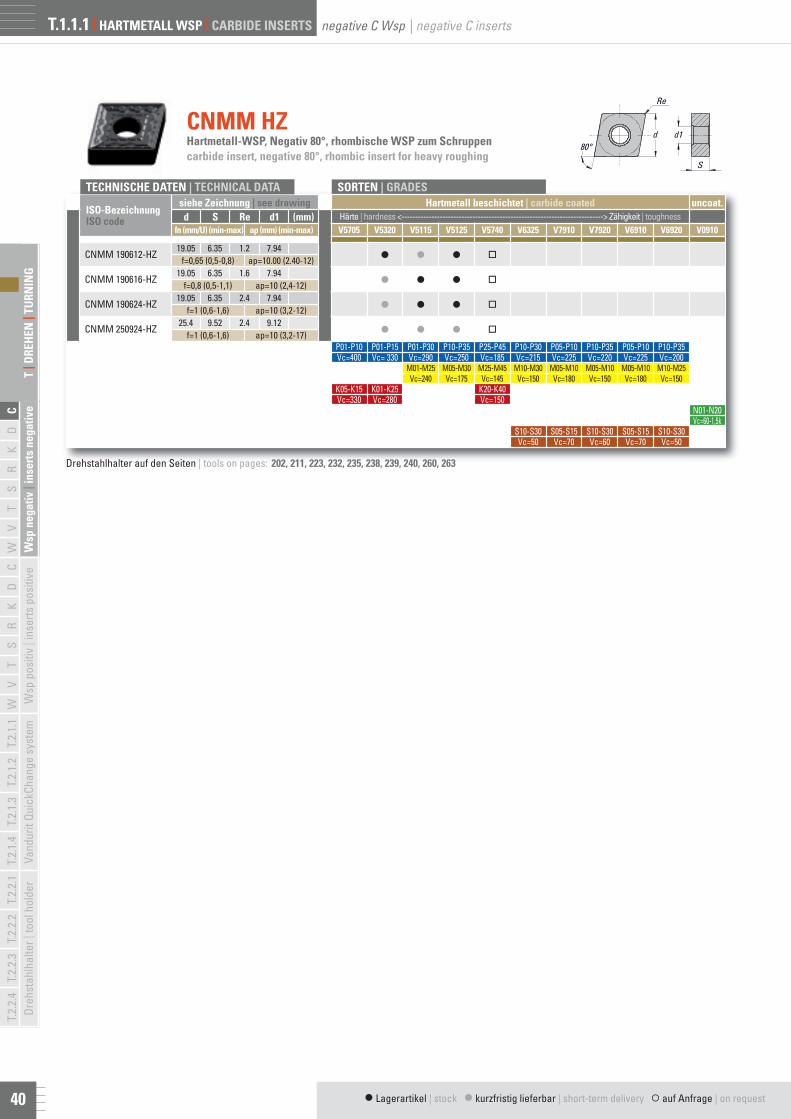
CNMM 190612-HZ19.05 6.35 1.2 7.94
l l l of=0,65 (0,5-0,8) ap=10.00 (2.40-12)
CNMM 190616-HZ19.05 6.35 1.6 7.94
l l l of=0,8 (0,5-1,1) ap=10 (2,4-12)
CNMM 190624-HZ19.05 6.35 2.4 7.94
l l l of=1 (0,6-1,6) ap=10 (3,2-12)
CNMM 250924-HZ25.4 9.52 2.4 9.12
l l l of=1 (0,6-1,6) ap=10 (3,2-17)
P01-P10 P01-P15 P01-P30 P10-P35 P25-P45 P10-P30 P05-P10 P10-P35 P05-P10 P10-P35Vc=400 Vc= 330 Vc=290 Vc=250 Vc=185 Vc=215 Vc=225 Vc=220 Vc=225 Vc=200
M01-M25 M05-M30 M25-M45 M10-M30 M05-M10 M05-M10 M05-M10 M10-M25Vc=240 Vc=175 Vc=145 Vc=150 Vc=180 Vc=150 Vc=180 Vc=150
K05-K15 K01-K25 K20-K40Vc=330 Vc=280 Vc=150
N01-N20Vc=60-1,5k
S10-S30 S05-S15 S10-S30 S05-S15 S10-S30Vc=50 Vc=70 Vc=60 Vc=70 Vc=50
CNMM HZRe
d80°
S
d1Hartmetall-WSP, Negativ 80°, rhombische WSP zum Schruppencarbide insert, negative 80°, rhombic insert for heavy roughing
TECHNISCHE DATEN | TECHNICAL DATA
T.1.1.1 | HARTMETALL WSP | CARBIDE INSERTS negative C Wsp | negative C inserts
40
WV
TS
RK
DC
Wsp negativ |inserts negative
T | DREHEN |TURNING
WV
TS
RK
DC
Wsp
pos
itiv | i
nser
ts p
ositi
veT.
2.1.
4T.
2.1.
3T.
2.1.
2T.
2.1.
1Va
ndur
it Qu
ickC
hang
e sy
stem
T.2.
2.4
T.2.
2.3
T.2.
2.2
T.2.
2.1
Dreh
stah
lhal
ter |
tool
hol
der
l Lagerartikel | stock l kurzfristig lieferbar | short-term delivery ¡ auf Anfrage | on request
Drehstahlhalter auf den Seiten | tools on pages: 202, 211, 223, 232, 235, 238, 239, 240, 260, 263
SORTEN | GRADES
ISO-BezeichnungISO code
siehe Zeichnung | see drawing Hartmetall beschichtet | carbide coated uncoat.d S Re d1 (mm) Härte | hardness <--------------------------------------------------------------------------> Zähigkeit | toughness
fn (mm/U) (min-max) ap (mm) (min-max) V5705 V5320 V5115 V5125 V5740 V6325 V7910 V7920 V6910 V6920 V0910
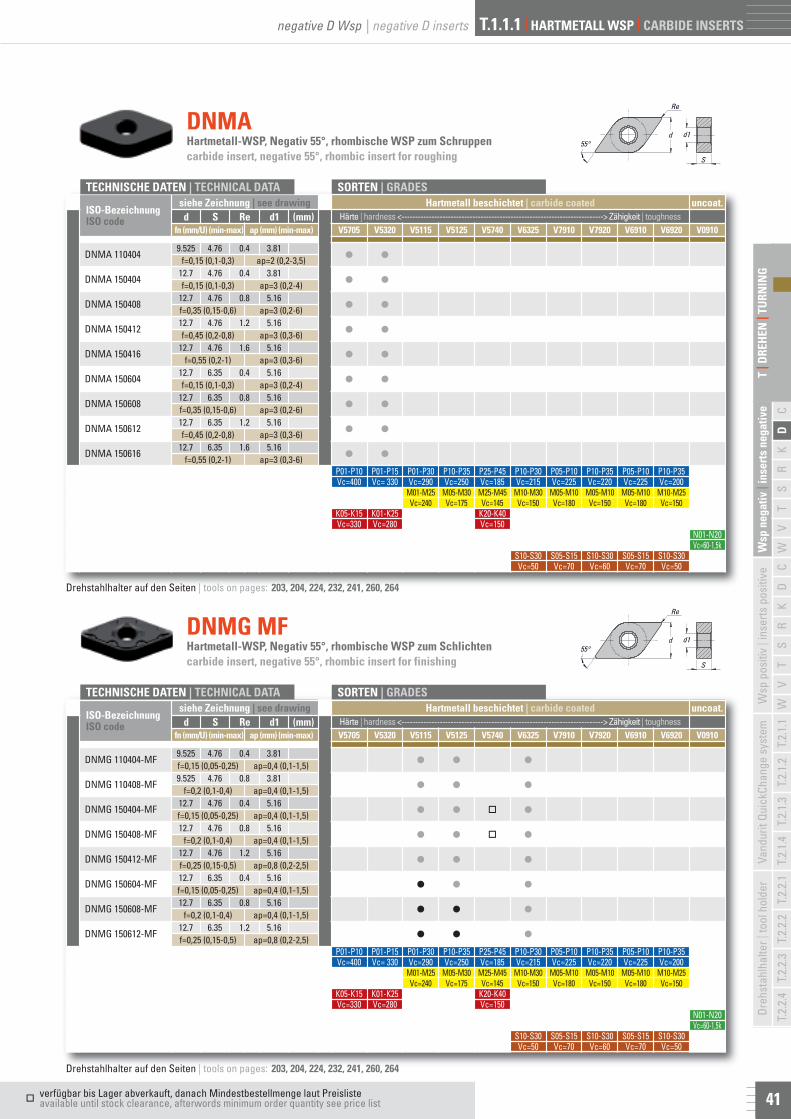
DNMG 110404-MF9.525 4.76 0.4 3.81
l l lf=0,15 (0,05-0,25) ap=0,4 (0,1-1,5)
DNMG 110408-MF9.525 4.76 0.8 3.81
l l lf=0,2 (0,1-0,4) ap=0,4 (0,1-1,5)
DNMG 150404-MF12.7 4.76 0.4 5.16
l l o lf=0,15 (0,05-0,25) ap=0,4 (0,1-1,5)
DNMG 150408-MF12.7 4.76 0.8 5.16
l l o lf=0,2 (0,1-0,4) ap=0,4 (0,1-1,5)
DNMG 150412-MF12.7 4.76 1.2 5.16
l l lf=0,25 (0,15-0,5) ap=0,8 (0,2-2,5)
DNMG 150604-MF12.7 6.35 0.4 5.16
l l lf=0,15 (0,05-0,25) ap=0,4 (0,1-1,5)
DNMG 150608-MF12.7 6.35 0.8 5.16
l l lf=0,2 (0,1-0,4) ap=0,4 (0,1-1,5)
DNMG 150612-MF12.7 6.35 1.2 5.16
l l lf=0,25 (0,15-0,5) ap=0,8 (0,2-2,5)P01-P10 P01-P15 P01-P30 P10-P35 P25-P45 P10-P30 P05-P10 P10-P35 P05-P10 P10-P35Vc=400 Vc= 330 Vc=290 Vc=250 Vc=185 Vc=215 Vc=225 Vc=220 Vc=225 Vc=200
M01-M25 M05-M30 M25-M45 M10-M30 M05-M10 M05-M10 M05-M10 M10-M25Vc=240 Vc=175 Vc=145 Vc=150 Vc=180 Vc=150 Vc=180 Vc=150
K05-K15 K01-K25 K20-K40Vc=330 Vc=280 Vc=150
N01-N20Vc=60-1,5k
S10-S30 S05-S15 S10-S30 S05-S15 S10-S30Vc=50 Vc=70 Vc=60 Vc=70 Vc=50
DNMG MFRe
d55°
d1
S
Hartmetall-WSP, Negativ 55°, rhombische WSP zum Schlichtencarbide insert, negative 55°, rhombic insert for finishing
TECHNISCHE DATEN | TECHNICAL DATA
SORTEN | GRADES
ISO-BezeichnungISO code
siehe Zeichnung | see drawing Hartmetall beschichtet | carbide coated uncoat.d S Re d1 (mm) Härte | hardness <--------------------------------------------------------------------------> Zähigkeit | toughness
fn (mm/U) (min-max) ap (mm) (min-max) V5705 V5320 V5115 V5125 V5740 V6325 V7910 V7920 V6910 V6920 V0910
DNMA 1104049.525 4.76 0.4 3.81
l lf=0,15 (0,1-0,3) ap=2 (0,2-3,5)
DNMA 15040412.7 4.76 0.4 3.81
l lf=0,15 (0,1-0,3) ap=3 (0,2-4)
DNMA 15040812.7 4.76 0.8 5.16
l lf=0,35 (0,15-0,6) ap=3 (0,2-6)
DNMA 15041212.7 4.76 1.2 5.16
l lf=0,45 (0,2-0,8) ap=3 (0,3-6)
DNMA 15041612.7 4.76 1.6 5.16
l lf=0,55 (0,2-1) ap=3 (0,3-6)
DNMA 15060412.7 6.35 0.4 5.16
l lf=0,15 (0,1-0,3) ap=3 (0,2-4)
DNMA 15060812.7 6.35 0.8 5.16
l lf=0,35 (0,15-0,6) ap=3 (0,2-6)
DNMA 15061212.7 6.35 1.2 5.16
l lf=0,45 (0,2-0,8) ap=3 (0,3-6)
DNMA 15061612.7 6.35 1.6 5.16
l lf=0,55 (0,2-1) ap=3 (0,3-6)P01-P10 P01-P15 P01-P30 P10-P35 P25-P45 P10-P30 P05-P10 P10-P35 P05-P10 P10-P35Vc=400 Vc= 330 Vc=290 Vc=250 Vc=185 Vc=215 Vc=225 Vc=220 Vc=225 Vc=200
M01-M25 M05-M30 M25-M45 M10-M30 M05-M10 M05-M10 M05-M10 M10-M25Vc=240 Vc=175 Vc=145 Vc=150 Vc=180 Vc=150 Vc=180 Vc=150
K05-K15 K01-K25 K20-K40Vc=330 Vc=280 Vc=150
N01-N20Vc=60-1,5k
S10-S30 S05-S15 S10-S30 S05-S15 S10-S30Vc=50 Vc=70 Vc=60 Vc=70 Vc=50
DNMARe
d55°
d1
S
Hartmetall-WSP, Negativ 55°, rhombische WSP zum Schruppencarbide insert, negative 55°, rhombic insert for roughing
TECHNISCHE DATEN | TECHNICAL DATA
Drehstahlhalter auf den Seiten | tools on pages: 203, 204, 224, 232, 241, 260, 264
negative D Wsp | negative D inserts
41
T.1.1.1 | HARTMETALL WSP | CARBIDE INSERTS
Wsp negativ |inserts negative
WV
TS
RK
DC
Wsp
pos
itiv | i
nser
ts p
ositi
ve
WV
TS
RK
DC
Vand
urit
Quic
kCha
nge
syst
em
T.2.
1.4
T.2.
1.3
T.2.
1.2
T.2.
1.1
Dreh
stah
lhal
ter |
tool
hol
der
T.2.
2.4
T.2.
2.3
T.2.
2.2
T.2.
2.1
T | DREHEN |TURNING
verfügbar bis Lager abverkauft, danach Mindestbestellmenge laut Preislisteavailable until stock clearance, afterwords minimum order quantity see price listo
Drehstahlhalter auf den Seiten | tools on pages: 203, 204, 224, 232, 241, 260, 264
SORTEN | GRADES
ISO-BezeichnungISO code
siehe Zeichnung | see drawing Hartmetall beschichtet | carbide coated uncoat.d S Re d1 (mm) Härte | hardness <--------------------------------------------------------------------------> Zähigkeit | toughness
fn (mm/U) (min-max) ap (mm) (min-max) V5705 V5320 V5115 V5125 V5740 V6325 V7910 V7920 V6910 V6920 V0910
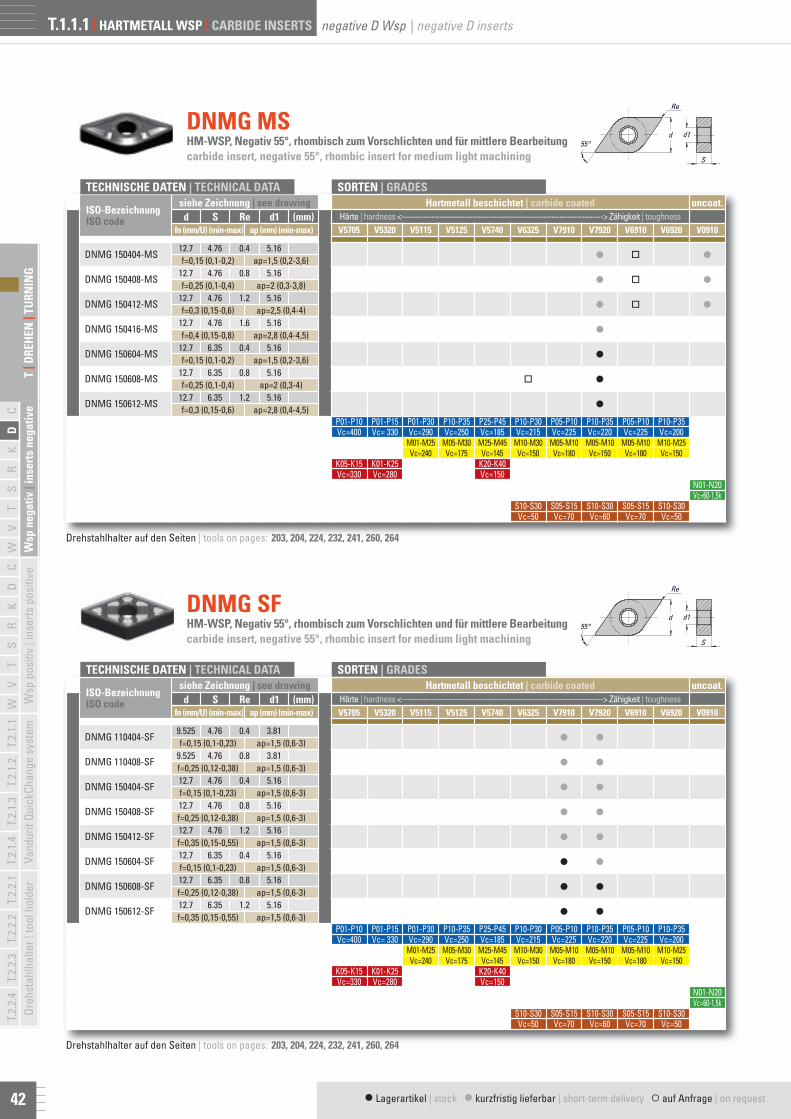
DNMG 150404-MS12.7 4.76 0.4 5.16
l o lf=0,15 (0,1-0,2) ap=1,5 (0,2-3,6)
DNMG 150408-MS12.7 4.76 0.8 5.16
l o lf=0,25 (0,1-0,4) ap=2 (0,3-3,8)
DNMG 150412-MS12.7 4.76 1.2 5.16
l o lf=0,3 (0,15-0,6) ap=2,5 (0,4-4)
DNMG 150416-MS12.7 4.76 1.6 5.16
lf=0,4 (0,15-0,8) ap=2,8 (0,4-4,5)
DNMG 150604-MS12.7 6.35 0.4 5.16
lf=0,15 (0,1-0,2) ap=1,5 (0,2-3,6)
DNMG 150608-MS12.7 6.35 0.8 5.16
o lf=0,25 (0,1-0,4) ap=2 (0,3-4)
DNMG 150612-MS12.7 6.35 1.2 5.16
lf=0,3 (0,15-0,6) ap=2,8 (0,4-4,5)P01-P10 P01-P15 P01-P30 P10-P35 P25-P45 P10-P30 P05-P10 P10-P35 P05-P10 P10-P35Vc=400 Vc= 330 Vc=290 Vc=250 Vc=185 Vc=215 Vc=225 Vc=220 Vc=225 Vc=200
M01-M25 M05-M30 M25-M45 M10-M30 M05-M10 M05-M10 M05-M10 M10-M25Vc=240 Vc=175 Vc=145 Vc=150 Vc=180 Vc=150 Vc=180 Vc=150
K05-K15 K01-K25 K20-K40Vc=330 Vc=280 Vc=150
N01-N20Vc=60-1,5k
S10-S30 S05-S15 S10-S30 S05-S15 S10-S30Vc=50 Vc=70 Vc=60 Vc=70 Vc=50
DNMG MSRe
d55°
d1
S
HM-WSP, Negativ 55°, rhombisch zum Vorschlichten und für mittlere Bearbeitungcarbide insert, negative 55°, rhombic insert for medium light machining
TECHNISCHE DATEN | TECHNICAL DATA
SORTEN | GRADES
ISO-BezeichnungISO code
siehe Zeichnung | see drawing Hartmetall beschichtet | carbide coated uncoat.d S Re d1 (mm) Härte | hardness <--------------------------------------------------------------------------> Zähigkeit | toughness
fn (mm/U) (min-max) ap (mm) (min-max) V5705 V5320 V5115 V5125 V5740 V6325 V7910 V7920 V6910 V6920 V0910
DNMG 110404-SF9.525 4.76 0.4 3.81
l lf=0,15 (0,1-0,23) ap=1,5 (0,6-3)
DNMG 110408-SF9.525 4.76 0.8 3.81
l lf=0,25 (0,12-0,38) ap=1,5 (0,6-3)
DNMG 150404-SF12.7 4.76 0.4 5.16
l lf=0,15 (0,1-0,23) ap=1,5 (0,6-3)
DNMG 150408-SF12.7 4.76 0.8 5.16
l lf=0,25 (0,12-0,38) ap=1,5 (0,6-3)
DNMG 150412-SF12.7 4.76 1.2 5.16
l lf=0,35 (0,15-0,55) ap=1,5 (0,6-3)
DNMG 150604-SF12.7 6.35 0.4 5.16
l lf=0,15 (0,1-0,23) ap=1,5 (0,6-3)
DNMG 150608-SF12.7 6.35 0.8 5.16
l lf=0,25 (0,12-0,38) ap=1,5 (0,6-3)
DNMG 150612-SF12.7 6.35 1.2 5.16
l lf=0,35 (0,15-0,55) ap=1,5 (0,6-3)P01-P10 P01-P15 P01-P30 P10-P35 P25-P45 P10-P30 P05-P10 P10-P35 P05-P10 P10-P35Vc=400 Vc= 330 Vc=290 Vc=250 Vc=185 Vc=215 Vc=225 Vc=220 Vc=225 Vc=200
M01-M25 M05-M30 M25-M45 M10-M30 M05-M10 M05-M10 M05-M10 M10-M25Vc=240 Vc=175 Vc=145 Vc=150 Vc=180 Vc=150 Vc=180 Vc=150
K05-K15 K01-K25 K20-K40Vc=330 Vc=280 Vc=150
N01-N20Vc=60-1,5k
S10-S30 S05-S15 S10-S30 S05-S15 S10-S30Vc=50 Vc=70 Vc=60 Vc=70 Vc=50
DNMG SFRe
d55°
d1
S
HM-WSP, Negativ 55°, rhombisch zum Vorschlichten und für mittlere Bearbeitungcarbide insert, negative 55°, rhombic insert for medium light machining
TECHNISCHE DATEN | TECHNICAL DATA
Drehstahlhalter auf den Seiten | tools on pages: 203, 204, 224, 232, 241, 260, 264
Drehstahlhalter auf den Seiten | tools on pages: 203, 204, 224, 232, 241, 260, 264
T.1.1.1 | HARTMETALL WSP | CARBIDE INSERTS negative D Wsp | negative D inserts
42
WV
TS
RK
DC
Wsp negativ |inserts negative
T | DREHEN |TURNING
WV
TS
RK
DC
Wsp
pos
itiv | i
nser
ts p
ositi
veT.
2.1.
4T.
2.1.
3T.
2.1.
2T.
2.1.
1Va
ndur
it Qu
ickC
hang
e sy
stem
T.2.
2.4
T.2.
2.3
T.2.
2.2
T.2.
2.1
Dreh
stah
lhal
ter |
tool
hol
der
l Lagerartikel | stock l kurzfristig lieferbar | short-term delivery ¡ auf Anfrage | on request
SORTEN | GRADES
ISO-BezeichnungISO code
siehe Zeichnung | see drawing Hartmetall beschichtet | carbide coated uncoat.d S Re d1 (mm) Härte | hardness <--------------------------------------------------------------------------> Zähigkeit | toughness
fn (mm/U) (min-max) ap (mm) (min-max) V5705 V5320 V5115 V5125 V5740 V6325 V7910 V7920 V6910 V6920 V0910
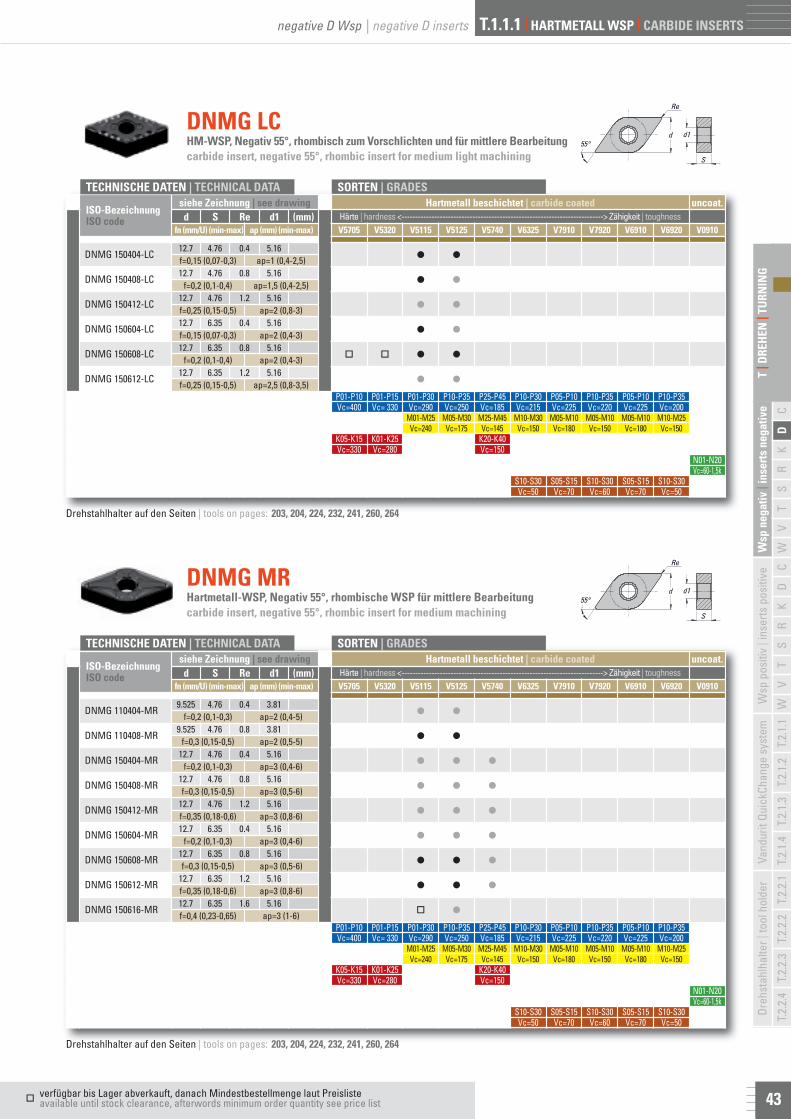
DNMG 110404-MR9.525 4.76 0.4 3.81
l lf=0,2 (0,1-0,3) ap=2 (0,4-5)
DNMG 110408-MR9.525 4.76 0.8 3.81
l lf=0,3 (0,15-0,5) ap=2 (0,5-5)
DNMG 150404-MR12.7 4.76 0.4 5.16
l l lf=0,2 (0,1-0,3) ap=3 (0,4-6)
DNMG 150408-MR12.7 4.76 0.8 5.16
l l lf=0,3 (0,15-0,5) ap=3 (0,5-6)
DNMG 150412-MR12.7 4.76 1.2 5.16
l l lf=0,35 (0,18-0,6) ap=3 (0,8-6)
DNMG 150604-MR12.7 6.35 0.4 5.16
l l lf=0,2 (0,1-0,3) ap=3 (0,4-6)
DNMG 150608-MR12.7 6.35 0.8 5.16
l l lf=0,3 (0,15-0,5) ap=3 (0,5-6)
DNMG 150612-MR12.7 6.35 1.2 5.16
l l lf=0,35 (0,18-0,6) ap=3 (0,8-6)
DNMG 150616-MR12.7 6.35 1.6 5.16
o lf=0,4 (0,23-0,65) ap=3 (1-6)P01-P10 P01-P15 P01-P30 P10-P35 P25-P45 P10-P30 P05-P10 P10-P35 P05-P10 P10-P35Vc=400 Vc= 330 Vc=290 Vc=250 Vc=185 Vc=215 Vc=225 Vc=220 Vc=225 Vc=200
M01-M25 M05-M30 M25-M45 M10-M30 M05-M10 M05-M10 M05-M10 M10-M25Vc=240 Vc=175 Vc=145 Vc=150 Vc=180 Vc=150 Vc=180 Vc=150
K05-K15 K01-K25 K20-K40Vc=330 Vc=280 Vc=150
N01-N20Vc=60-1,5k
S10-S30 S05-S15 S10-S30 S05-S15 S10-S30Vc=50 Vc=70 Vc=60 Vc=70 Vc=50
DNMG MRRe
d55°
d1
S
Hartmetall-WSP, Negativ 55°, rhombische WSP für mittlere Bearbeitungcarbide insert, negative 55°, rhombic insert for medium machining
TECHNISCHE DATEN | TECHNICAL DATA
SORTEN | GRADES
ISO-BezeichnungISO code
siehe Zeichnung | see drawing Hartmetall beschichtet | carbide coated uncoat.d S Re d1 (mm) Härte | hardness <--------------------------------------------------------------------------> Zähigkeit | toughness
fn (mm/U) (min-max) ap (mm) (min-max) V5705 V5320 V5115 V5125 V5740 V6325 V7910 V7920 V6910 V6920 V0910
DNMG 150404-LC12.7 4.76 0.4 5.16
l lf=0,15 (0,07-0,3) ap=1 (0,4-2,5)
DNMG 150408-LC12.7 4.76 0.8 5.16
l lf=0,2 (0,1-0,4) ap=1,5 (0,4-2,5)
DNMG 150412-LC12.7 4.76 1.2 5.16
l lf=0,25 (0,15-0,5) ap=2 (0,8-3)
DNMG 150604-LC12.7 6.35 0.4 5.16
l lf=0,15 (0,07-0,3) ap=2 (0,4-3)
DNMG 150608-LC12.7 6.35 0.8 5.16
o o l lf=0,2 (0,1-0,4) ap=2 (0,4-3)
DNMG 150612-LC12.7 6.35 1.2 5.16
l lf=0,25 (0,15-0,5) ap=2,5 (0,8-3,5)P01-P10 P01-P15 P01-P30 P10-P35 P25-P45 P10-P30 P05-P10 P10-P35 P05-P10 P10-P35Vc=400 Vc= 330 Vc=290 Vc=250 Vc=185 Vc=215 Vc=225 Vc=220 Vc=225 Vc=200
M01-M25 M05-M30 M25-M45 M10-M30 M05-M10 M05-M10 M05-M10 M10-M25Vc=240 Vc=175 Vc=145 Vc=150 Vc=180 Vc=150 Vc=180 Vc=150
K05-K15 K01-K25 K20-K40Vc=330 Vc=280 Vc=150
N01-N20Vc=60-1,5k
S10-S30 S05-S15 S10-S30 S05-S15 S10-S30Vc=50 Vc=70 Vc=60 Vc=70 Vc=50
DNMG LCRe
d55°
d1
S
HM-WSP, Negativ 55°, rhombisch zum Vorschlichten und für mittlere Bearbeitungcarbide insert, negative 55°, rhombic insert for medium light machining
TECHNISCHE DATEN | TECHNICAL DATA
Drehstahlhalter auf den Seiten | tools on pages: 203, 204, 224, 232, 241, 260, 264
Drehstahlhalter auf den Seiten | tools on pages: 203, 204, 224, 232, 241, 260, 264
negative D Wsp | negative D inserts
43
T.1.1.1 | HARTMETALL WSP | CARBIDE INSERTS
Wsp negativ |inserts negative
WV
TS
RK
DC
Wsp
pos
itiv | i
nser
ts p
ositi
ve
WV
TS
RK
DC
Vand
urit
Quic
kCha
nge
syst
em
T.2.
1.4
T.2.
1.3
T.2.
1.2
T.2.
1.1
Dreh
stah
lhal
ter |
tool
hol
der
T.2.
2.4
T.2.
2.3
T.2.
2.2
T.2.
2.1
T | DREHEN |TURNING
verfügbar bis Lager abverkauft, danach Mindestbestellmenge laut Preislisteavailable until stock clearance, afterwords minimum order quantity see price listo
SORTEN | GRADES
ISO-BezeichnungISO code
siehe Zeichnung | see drawing Hartmetall beschichtet | carbide coated uncoat.d S Re d1 (mm) Härte | hardness <--------------------------------------------------------------------------> Zähigkeit | toughness
fn (mm/U) (min-max) ap (mm) (min-max) V5705 V5320 V5115 V5125 V5740 V6325 V7910 V7920 V6910 V6920 V0910
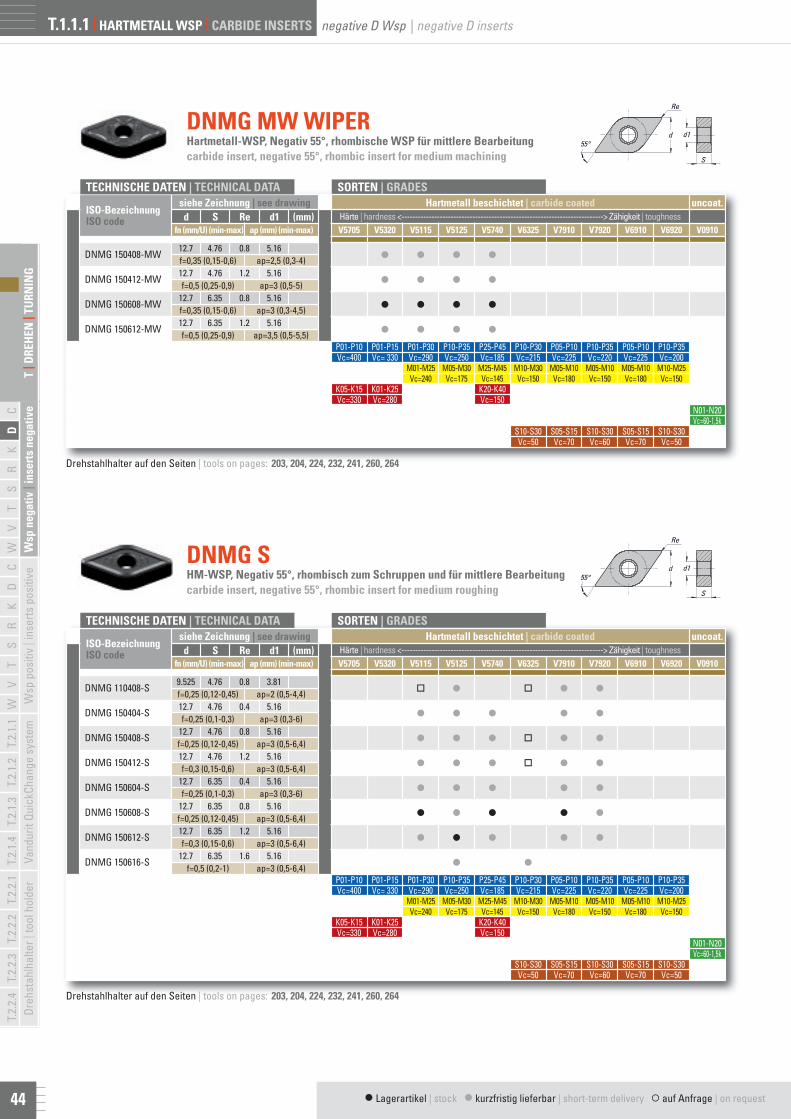
DNMG 150408-MW12.7 4.76 0.8 5.16
l l l lf=0,35 (0,15-0,6) ap=2,5 (0,3-4)
DNMG 150412-MW12.7 4.76 1.2 5.16
l l l lf=0,5 (0,25-0,9) ap=3 (0,5-5)
DNMG 150608-MW12.7 6.35 0.8 5.16
l l l lf=0,35 (0,15-0,6) ap=3 (0,3-4,5)
DNMG 150612-MW12.7 6.35 1.2 5.16
l l l lf=0,5 (0,25-0,9) ap=3,5 (0,5-5,5)P01-P10 P01-P15 P01-P30 P10-P35 P25-P45 P10-P30 P05-P10 P10-P35 P05-P10 P10-P35Vc=400 Vc= 330 Vc=290 Vc=250 Vc=185 Vc=215 Vc=225 Vc=220 Vc=225 Vc=200
M01-M25 M05-M30 M25-M45 M10-M30 M05-M10 M05-M10 M05-M10 M10-M25Vc=240 Vc=175 Vc=145 Vc=150 Vc=180 Vc=150 Vc=180 Vc=150
K05-K15 K01-K25 K20-K40Vc=330 Vc=280 Vc=150
N01-N20Vc=60-1,5k
S10-S30 S05-S15 S10-S30 S05-S15 S10-S30Vc=50 Vc=70 Vc=60 Vc=70 Vc=50
DNMG MW WIPERRe
d55°
d1
S
Hartmetall-WSP, Negativ 55°, rhombische WSP für mittlere Bearbeitungcarbide insert, negative 55°, rhombic insert for medium machining
TECHNISCHE DATEN | TECHNICAL DATA
SORTEN | GRADES
ISO-BezeichnungISO code
siehe Zeichnung | see drawing Hartmetall beschichtet | carbide coated uncoat.d S Re d1 (mm) Härte | hardness <--------------------------------------------------------------------------> Zähigkeit | toughness
fn (mm/U) (min-max) ap (mm) (min-max) V5705 V5320 V5115 V5125 V5740 V6325 V7910 V7920 V6910 V6920 V0910
DNMG 110408-S9.525 4.76 0.8 3.81
o l o l lf=0,25 (0,12-0,45) ap=2 (0,5-4,4)
DNMG 150404-S12.7 4.76 0.4 5.16
l l l l lf=0,25 (0,1-0,3) ap=3 (0,3-6)
DNMG 150408-S12.7 4.76 0.8 5.16
l l l o l lf=0,25 (0,12-0,45) ap=3 (0,5-6,4)
DNMG 150412-S12.7 4.76 1.2 5.16
l l l o l lf=0,3 (0,15-0,6) ap=3 (0,5-6,4)
DNMG 150604-S12.7 6.35 0.4 5.16
l l l l lf=0,25 (0,1-0,3) ap=3 (0,3-6)
DNMG 150608-S12.7 6.35 0.8 5.16
l l l l lf=0,25 (0,12-0,45) ap=3 (0,5-6,4)
DNMG 150612-S12.7 6.35 1.2 5.16
l l l l lf=0,3 (0,15-0,6) ap=3 (0,5-6,4)
DNMG 150616-S12.7 6.35 1.6 5.16
l lf=0,5 (0,2-1) ap=3 (0,5-6,4)P01-P10 P01-P15 P01-P30 P10-P35 P25-P45 P10-P30 P05-P10 P10-P35 P05-P10 P10-P35Vc=400 Vc= 330 Vc=290 Vc=250 Vc=185 Vc=215 Vc=225 Vc=220 Vc=225 Vc=200
M01-M25 M05-M30 M25-M45 M10-M30 M05-M10 M05-M10 M05-M10 M10-M25Vc=240 Vc=175 Vc=145 Vc=150 Vc=180 Vc=150 Vc=180 Vc=150
K05-K15 K01-K25 K20-K40Vc=330 Vc=280 Vc=150
N01-N20Vc=60-1,5k
S10-S30 S05-S15 S10-S30 S05-S15 S10-S30Vc=50 Vc=70 Vc=60 Vc=70 Vc=50
DNMG SRe
d55°
d1
S
HM-WSP, Negativ 55°, rhombisch zum Schruppen und für mittlere Bearbeitungcarbide insert, negative 55°, rhombic insert for medium roughing
TECHNISCHE DATEN | TECHNICAL DATA
Drehstahlhalter auf den Seiten | tools on pages: 203, 204, 224, 232, 241, 260, 264
Drehstahlhalter auf den Seiten | tools on pages: 203, 204, 224, 232, 241, 260, 264
T.1.1.1 | HARTMETALL WSP | CARBIDE INSERTS negative D Wsp | negative D inserts
44
WV
TS
RK
DC
Wsp negativ |inserts negative
T | DREHEN |TURNING
WV
TS
RK
DC
Wsp
pos
itiv | i
nser
ts p
ositi
veT.
2.1.
4T.
2.1.
3T.
2.1.
2T.
2.1.
1Va
ndur
it Qu
ickC
hang
e sy
stem
T.2.
2.4
T.2.
2.3
T.2.
2.2
T.2.
2.1
Dreh
stah
lhal
ter |
tool
hol
der
l Lagerartikel | stock l kurzfristig lieferbar | short-term delivery ¡ auf Anfrage | on request
SORTEN | GRADES
ISO-BezeichnungISO code
siehe Zeichnung | see drawing Hartmetall beschichtet | carbide coated uncoat.d S Re d1 (mm) Härte | hardness <--------------------------------------------------------------------------> Zähigkeit | toughness
fn (mm/U) (min-max) ap (mm) (min-max) V5705 V5320 V5115 V5125 V5740 V6325 V7910 V7920 V6910 V6920 V0910
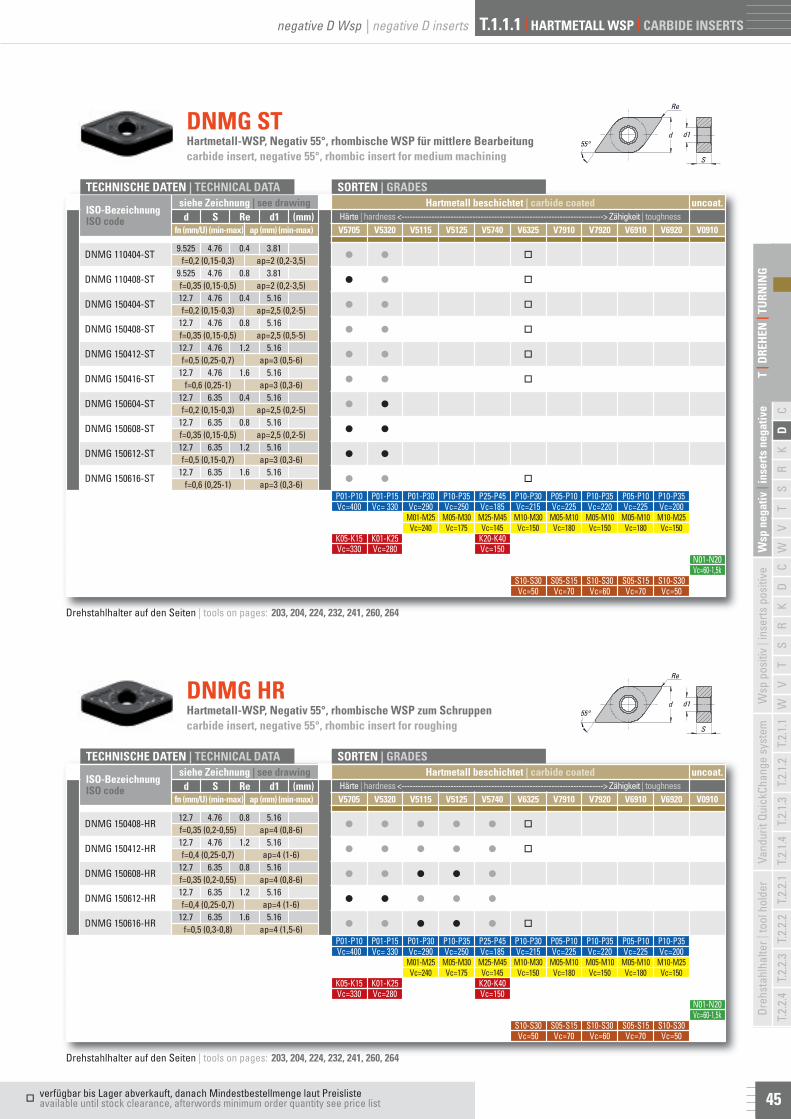
DNMG 150408-HR12.7 4.76 0.8 5.16
l l l l l of=0,35 (0,2-0,55) ap=4 (0,8-6)
DNMG 150412-HR12.7 4.76 1.2 5.16
l l l l l of=0,4 (0,25-0,7) ap=4 (1-6)
DNMG 150608-HR12.7 6.35 0.8 5.16
l l l l lf=0,35 (0,2-0,55) ap=4 (0,8-6)
DNMG 150612-HR12.7 6.35 1.2 5.16
l l l l lf=0,4 (0,25-0,7) ap=4 (1-6)
DNMG 150616-HR12.7 6.35 1.6 5.16
l l l l l of=0,5 (0,3-0,8) ap=4 (1,5-6)
P01-P10 P01-P15 P01-P30 P10-P35 P25-P45 P10-P30 P05-P10 P10-P35 P05-P10 P10-P35Vc=400 Vc= 330 Vc=290 Vc=250 Vc=185 Vc=215 Vc=225 Vc=220 Vc=225 Vc=200
M01-M25 M05-M30 M25-M45 M10-M30 M05-M10 M05-M10 M05-M10 M10-M25Vc=240 Vc=175 Vc=145 Vc=150 Vc=180 Vc=150 Vc=180 Vc=150
K05-K15 K01-K25 K20-K40Vc=330 Vc=280 Vc=150
N01-N20Vc=60-1,5k
S10-S30 S05-S15 S10-S30 S05-S15 S10-S30Vc=50 Vc=70 Vc=60 Vc=70 Vc=50
DNMG HRRe
d55°
d1
S
Hartmetall-WSP, Negativ 55°, rhombische WSP zum Schruppencarbide insert, negative 55°, rhombic insert for roughing
TECHNISCHE DATEN | TECHNICAL DATA
SORTEN | GRADES
ISO-BezeichnungISO code
siehe Zeichnung | see drawing Hartmetall beschichtet | carbide coated uncoat.d S Re d1 (mm) Härte | hardness <--------------------------------------------------------------------------> Zähigkeit | toughness
fn (mm/U) (min-max) ap (mm) (min-max) V5705 V5320 V5115 V5125 V5740 V6325 V7910 V7920 V6910 V6920 V0910
DNMG 110404-ST9.525 4.76 0.4 3.81
l l of=0,2 (0,15-0,3) ap=2 (0,2-3,5)
DNMG 110408-ST9.525 4.76 0.8 3.81
l l of=0,35 (0,15-0,5) ap=2 (0,2-3,5)
DNMG 150404-ST12.7 4.76 0.4 5.16
l l of=0,2 (0,15-0,3) ap=2,5 (0,2-5)
DNMG 150408-ST12.7 4.76 0.8 5.16
l l of=0,35 (0,15-0,5) ap=2,5 (0,5-5)
DNMG 150412-ST12.7 4.76 1.2 5.16
l l of=0,5 (0,25-0,7) ap=3 (0,5-6)
DNMG 150416-ST12.7 4.76 1.6 5.16
l l of=0,6 (0,25-1) ap=3 (0,3-6)
DNMG 150604-ST12.7 6.35 0.4 5.16
l lf=0,2 (0,15-0,3) ap=2,5 (0,2-5)
DNMG 150608-ST12.7 6.35 0.8 5.16
l lf=0,35 (0,15-0,5) ap=2,5 (0,2-5)
DNMG 150612-ST12.7 6.35 1.2 5.16
l lf=0,5 (0,15-0,7) ap=3 (0,3-6)
DNMG 150616-ST12.7 6.35 1.6 5.16
l l of=0,6 (0,25-1) ap=3 (0,3-6)
P01-P10 P01-P15 P01-P30 P10-P35 P25-P45 P10-P30 P05-P10 P10-P35 P05-P10 P10-P35Vc=400 Vc= 330 Vc=290 Vc=250 Vc=185 Vc=215 Vc=225 Vc=220 Vc=225 Vc=200
M01-M25 M05-M30 M25-M45 M10-M30 M05-M10 M05-M10 M05-M10 M10-M25Vc=240 Vc=175 Vc=145 Vc=150 Vc=180 Vc=150 Vc=180 Vc=150
K05-K15 K01-K25 K20-K40Vc=330 Vc=280 Vc=150
N01-N20Vc=60-1,5k
S10-S30 S05-S15 S10-S30 S05-S15 S10-S30Vc=50 Vc=70 Vc=60 Vc=70 Vc=50
DNMG STRe
d55°
d1
S
Hartmetall-WSP, Negativ 55°, rhombische WSP für mittlere Bearbeitungcarbide insert, negative 55°, rhombic insert for medium machining
TECHNISCHE DATEN | TECHNICAL DATA
Drehstahlhalter auf den Seiten | tools on pages: 203, 204, 224, 232, 241, 260, 264
Drehstahlhalter auf den Seiten | tools on pages: 203, 204, 224, 232, 241, 260, 264
negative D Wsp | negative D inserts
45
T.1.1.1 | HARTMETALL WSP | CARBIDE INSERTS
Wsp negativ |inserts negative
WV
TS
RK
DC
Wsp
pos
itiv | i
nser
ts p
ositi
ve
WV
TS
RK
DC
Vand
urit
Quic
kCha
nge
syst
em
T.2.
1.4
T.2.
1.3
T.2.
1.2
T.2.
1.1
Dreh
stah
lhal
ter |
tool
hol
der
T.2.
2.4
T.2.
2.3
T.2.
2.2
T.2.
2.1
T | DREHEN |TURNING
verfügbar bis Lager abverkauft, danach Mindestbestellmenge laut Preislisteavailable until stock clearance, afterwords minimum order quantity see price listo
SORTEN | GRADES
ISO-BezeichnungISO code
siehe Zeichnung | see drawing Hartmetall beschichtet | carbide coated uncoat.d S Re d1 (mm) Härte | hardness <--------------------------------------------------------------------------> Zähigkeit | toughness
fn (mm/U) (min-max) ap (mm) (min-max) V5705 V5320 V5115 V5125 V5740 V6325 V7910 V7920 V6910 V6920 V0910
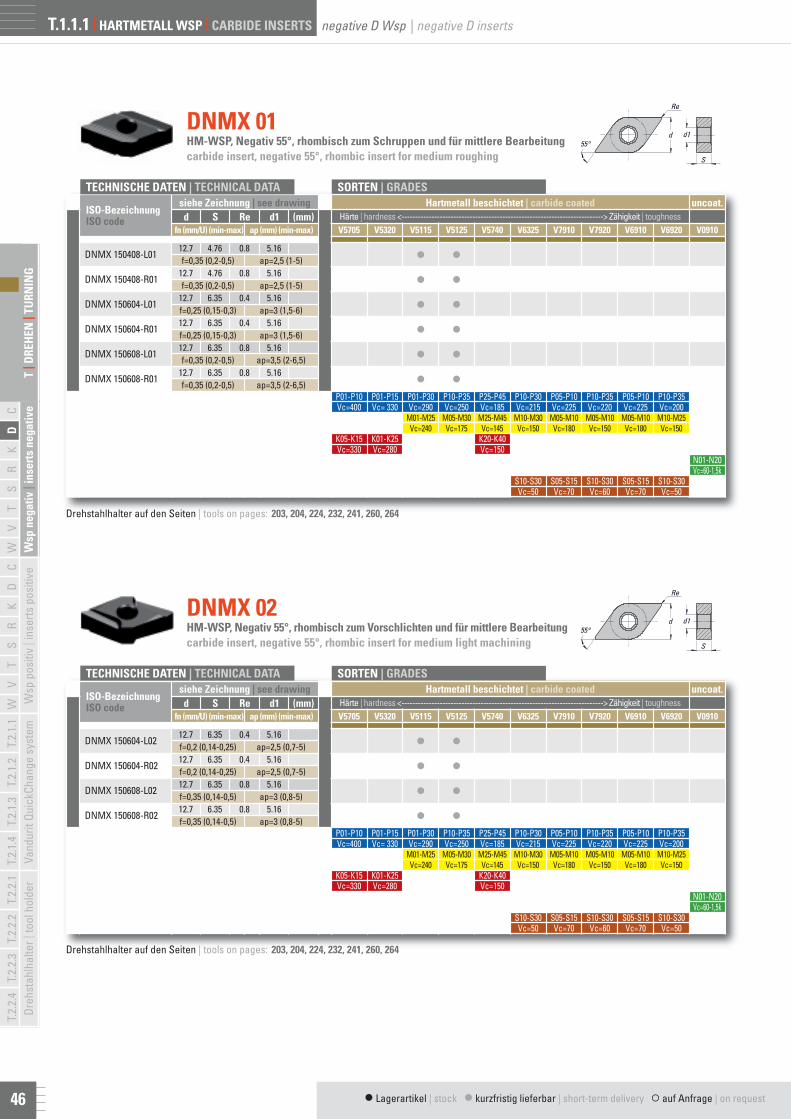
DNMX 150408-L0112.7 4.76 0.8 5.16
l lf=0,35 (0,2-0,5) ap=2,5 (1-5)
DNMX 150408-R0112.7 4.76 0.8 5.16
l lf=0,35 (0,2-0,5) ap=2,5 (1-5)
DNMX 150604-L0112.7 6.35 0.4 5.16
l lf=0,25 (0,15-0,3) ap=3 (1,5-6)
DNMX 150604-R0112.7 6.35 0.4 5.16
l lf=0,25 (0,15-0,3) ap=3 (1,5-6)
DNMX 150608-L0112.7 6.35 0.8 5.16
l lf=0,35 (0,2-0,5) ap=3,5 (2-6,5)
DNMX 150608-R0112.7 6.35 0.8 5.16
l lf=0,35 (0,2-0,5) ap=3,5 (2-6,5)P01-P10 P01-P15 P01-P30 P10-P35 P25-P45 P10-P30 P05-P10 P10-P35 P05-P10 P10-P35Vc=400 Vc= 330 Vc=290 Vc=250 Vc=185 Vc=215 Vc=225 Vc=220 Vc=225 Vc=200
M01-M25 M05-M30 M25-M45 M10-M30 M05-M10 M05-M10 M05-M10 M10-M25Vc=240 Vc=175 Vc=145 Vc=150 Vc=180 Vc=150 Vc=180 Vc=150
K05-K15 K01-K25 K20-K40Vc=330 Vc=280 Vc=150
N01-N20Vc=60-1,5k
S10-S30 S05-S15 S10-S30 S05-S15 S10-S30Vc=50 Vc=70 Vc=60 Vc=70 Vc=50
DNMX 01Re
d55°
d1
S
HM-WSP, Negativ 55°, rhombisch zum Schruppen und für mittlere Bearbeitungcarbide insert, negative 55°, rhombic insert for medium roughing
TECHNISCHE DATEN | TECHNICAL DATA
SORTEN | GRADES
ISO-BezeichnungISO code
siehe Zeichnung | see drawing Hartmetall beschichtet | carbide coated uncoat.d S Re d1 (mm) Härte | hardness <--------------------------------------------------------------------------> Zähigkeit | toughness
fn (mm/U) (min-max) ap (mm) (min-max) V5705 V5320 V5115 V5125 V5740 V6325 V7910 V7920 V6910 V6920 V0910
DNMX 150604-L0212.7 6.35 0.4 5.16
l lf=0,2 (0,14-0,25) ap=2,5 (0,7-5)
DNMX 150604-R0212.7 6.35 0.4 5.16
l lf=0,2 (0,14-0,25) ap=2,5 (0,7-5)
DNMX 150608-L0212.7 6.35 0.8 5.16
l lf=0,35 (0,14-0,5) ap=3 (0,8-5)
DNMX 150608-R0212.7 6.35 0.8 5.16
l lf=0,35 (0,14-0,5) ap=3 (0,8-5)P01-P10 P01-P15 P01-P30 P10-P35 P25-P45 P10-P30 P05-P10 P10-P35 P05-P10 P10-P35Vc=400 Vc= 330 Vc=290 Vc=250 Vc=185 Vc=215 Vc=225 Vc=220 Vc=225 Vc=200
M01-M25 M05-M30 M25-M45 M10-M30 M05-M10 M05-M10 M05-M10 M10-M25Vc=240 Vc=175 Vc=145 Vc=150 Vc=180 Vc=150 Vc=180 Vc=150
K05-K15 K01-K25 K20-K40Vc=330 Vc=280 Vc=150
N01-N20Vc=60-1,5k
S10-S30 S05-S15 S10-S30 S05-S15 S10-S30Vc=50 Vc=70 Vc=60 Vc=70 Vc=50
DNMX 02Re
d55°
d1
S
HM-WSP, Negativ 55°, rhombisch zum Vorschlichten und für mittlere Bearbeitungcarbide insert, negative 55°, rhombic insert for medium light machining
TECHNISCHE DATEN | TECHNICAL DATA
Drehstahlhalter auf den Seiten | tools on pages: 203, 204, 224, 232, 241, 260, 264
Drehstahlhalter auf den Seiten | tools on pages: 203, 204, 224, 232, 241, 260, 264
T.1.1.1 | HARTMETALL WSP | CARBIDE INSERTS negative D Wsp | negative D inserts
46
WV
TS
RK
DC
Wsp negativ |inserts negative
T | DREHEN |TURNING
WV
TS
RK
DC
Wsp
pos
itiv | i
nser
ts p
ositi
veT.
2.1.
4T.
2.1.
3T.
2.1.
2T.
2.1.
1Va
ndur
it Qu
ickC
hang
e sy
stem
T.2.
2.4
T.2.
2.3
T.2.
2.2
T.2.
2.1
Dreh
stah
lhal
ter |
tool
hol
der
l Lagerartikel | stock l kurzfristig lieferbar | short-term delivery ¡ auf Anfrage | on request
SORTEN | GRADES
ISO-BezeichnungISO code
siehe Zeichnung | see drawing Hartmetall beschichtet | carbide coated uncoat.L C Re S b Härte | hardness <--------------------------------------------------------------------------> Zähigkeit | toughness
fn (mm/U) (min-max) ap (mm) (min-max) V5705 V5320 V5115 V5125 V5740 V6325 V7910 V7920 V6910 V6920 V0910
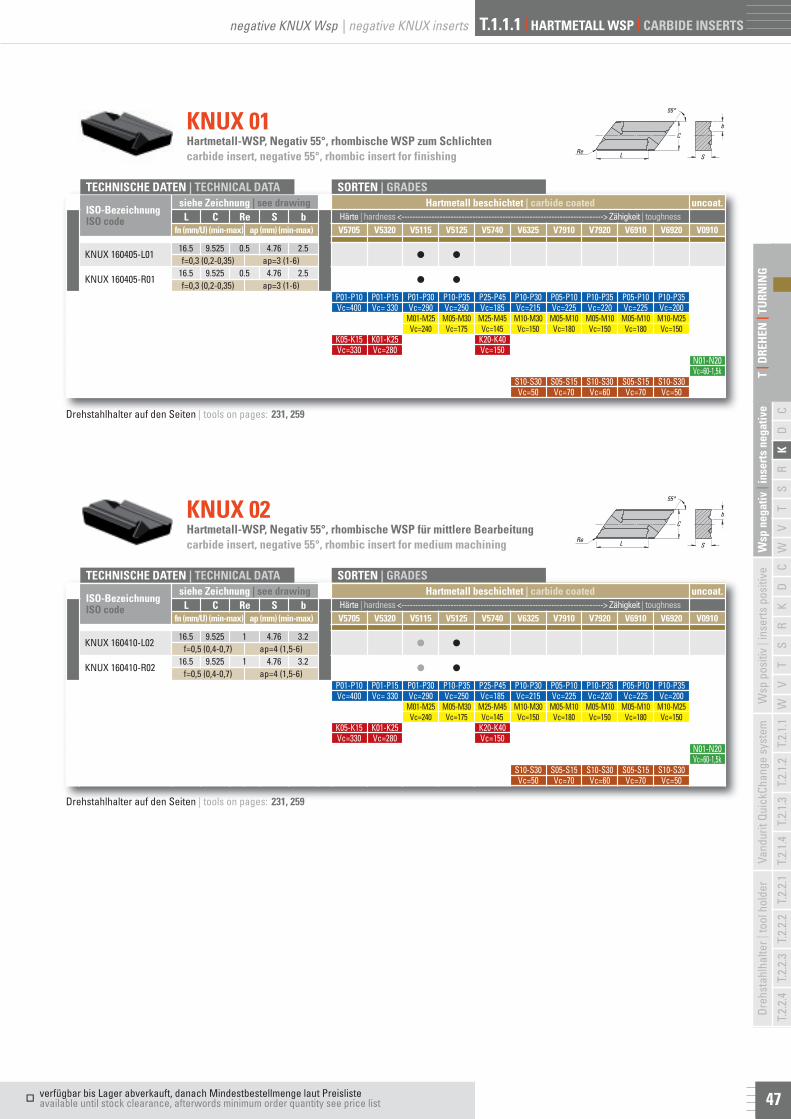
KNUX 160410-L0216.5 9.525 1 4.76 3.2
l lf=0,5 (0,4-0,7) ap=4 (1,5-6)
KNUX 160410-R0216.5 9.525 1 4.76 3.2
l lf=0,5 (0,4-0,7) ap=4 (1,5-6)P01-P10 P01-P15 P01-P30 P10-P35 P25-P45 P10-P30 P05-P10 P10-P35 P05-P10 P10-P35Vc=400 Vc= 330 Vc=290 Vc=250 Vc=185 Vc=215 Vc=225 Vc=220 Vc=225 Vc=200
M01-M25 M05-M30 M25-M45 M10-M30 M05-M10 M05-M10 M05-M10 M10-M25Vc=240 Vc=175 Vc=145 Vc=150 Vc=180 Vc=150 Vc=180 Vc=150
K05-K15 K01-K25 K20-K40Vc=330 Vc=280 Vc=150
N01-N20Vc=60-1,5k
S10-S30 S05-S15 S10-S30 S05-S15 S10-S30Vc=50 Vc=70 Vc=60 Vc=70 Vc=50
KNUX 02C
L
55°
Re
b
S
Hartmetall-WSP, Negativ 55°, rhombische WSP für mittlere Bearbeitungcarbide insert, negative 55°, rhombic insert for medium machining
TECHNISCHE DATEN | TECHNICAL DATA
SORTEN | GRADES
ISO-BezeichnungISO code
siehe Zeichnung | see drawing Hartmetall beschichtet | carbide coated uncoat.L C Re S b Härte | hardness <--------------------------------------------------------------------------> Zähigkeit | toughness
fn (mm/U) (min-max) ap (mm) (min-max) V5705 V5320 V5115 V5125 V5740 V6325 V7910 V7920 V6910 V6920 V0910
KNUX 160405-L0116.5 9.525 0.5 4.76 2.5
l lf=0,3 (0,2-0,35) ap=3 (1-6)
KNUX 160405-R0116.5 9.525 0.5 4.76 2.5
l lf=0,3 (0,2-0,35) ap=3 (1-6)P01-P10 P01-P15 P01-P30 P10-P35 P25-P45 P10-P30 P05-P10 P10-P35 P05-P10 P10-P35Vc=400 Vc= 330 Vc=290 Vc=250 Vc=185 Vc=215 Vc=225 Vc=220 Vc=225 Vc=200
M01-M25 M05-M30 M25-M45 M10-M30 M05-M10 M05-M10 M05-M10 M10-M25Vc=240 Vc=175 Vc=145 Vc=150 Vc=180 Vc=150 Vc=180 Vc=150
K05-K15 K01-K25 K20-K40Vc=330 Vc=280 Vc=150
N01-N20Vc=60-1,5k
S10-S30 S05-S15 S10-S30 S05-S15 S10-S30Vc=50 Vc=70 Vc=60 Vc=70 Vc=50
KNUX 01C
L
55°
Re
b
S
Hartmetall-WSP, Negativ 55°, rhombische WSP zum Schlichtencarbide insert, negative 55°, rhombic insert for finishing
TECHNISCHE DATEN | TECHNICAL DATA
Drehstahlhalter auf den Seiten | tools on pages: 231, 259
Drehstahlhalter auf den Seiten | tools on pages: 231, 259
negative KNUX Wsp | negative KNUX inserts
47
T.1.1.1 | HARTMETALL WSP | CARBIDE INSERTS
Wsp negativ |inserts negative
WV
TS
RK
DC
Wsp
pos
itiv | i
nser
ts p
ositi
ve
WV
TS
RK
DC
Vand
urit
Quic
kCha
nge
syst
em
T.2.
1.4
T.2.
1.3
T.2.
1.2
T.2.
1.1
Dreh
stah
lhal
ter |
tool
hol
der
T.2.
2.4
T.2.
2.3
T.2.
2.2
T.2.
2.1
T | DREHEN |TURNING
verfügbar bis Lager abverkauft, danach Mindestbestellmenge laut Preislisteavailable until stock clearance, afterwords minimum order quantity see price listo
SORTEN | GRADES
ISO-BezeichnungISO code
siehe Zeichnung | see drawing Hartmetall beschichtet | carbide coated uncoat.d S Re d1 (mm) Härte | hardness <--------------------------------------------------------------------------> Zähigkeit | toughness
fn (mm/U) (min-max) ap (mm) (min-max) V5705 V5320 V5115 V5125 V5740 V6325 V7910 V7920 V6910 V6920 V0910
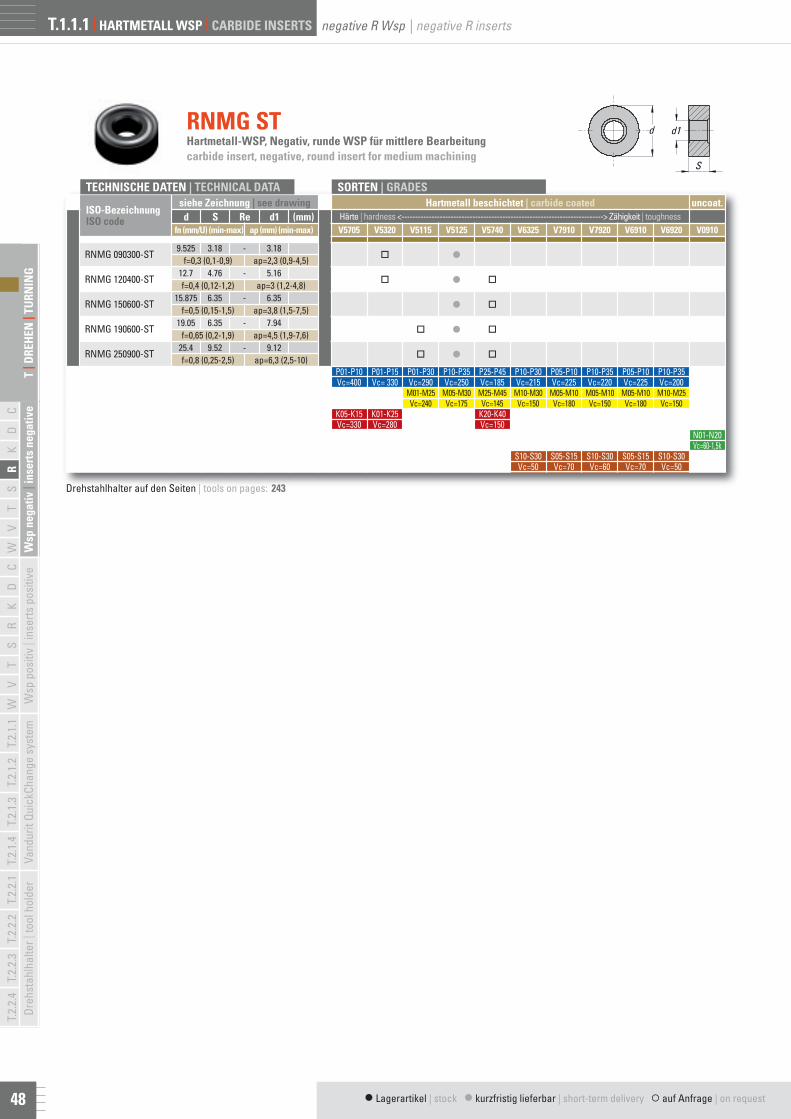
RNMG 090300-ST9.525 3.18 - 3.18
o lf=0,3 (0,1-0,9) ap=2,3 (0,9-4,5)
RNMG 120400-ST12.7 4.76 - 5.16
o l of=0,4 (0,12-1,2) ap=3 (1,2-4,8)
RNMG 150600-ST15.875 6.35 - 6.35
l of=0,5 (0,15-1,5) ap=3,8 (1,5-7,5)
RNMG 190600-ST19.05 6.35 - 7.94
o l of=0,65 (0,2-1,9) ap=4,5 (1,9-7,6)
RNMG 250900-ST25.4 9.52 - 9.12
o l of=0,8 (0,25-2,5) ap=6,3 (2,5-10)
P01-P10 P01-P15 P01-P30 P10-P35 P25-P45 P10-P30 P05-P10 P10-P35 P05-P10 P10-P35Vc=400 Vc= 330 Vc=290 Vc=250 Vc=185 Vc=215 Vc=225 Vc=220 Vc=225 Vc=200
M01-M25 M05-M30 M25-M45 M10-M30 M05-M10 M05-M10 M05-M10 M10-M25Vc=240 Vc=175 Vc=145 Vc=150 Vc=180 Vc=150 Vc=180 Vc=150
K05-K15 K01-K25 K20-K40Vc=330 Vc=280 Vc=150
N01-N20Vc=60-1,5k
S10-S30 S05-S15 S10-S30 S05-S15 S10-S30Vc=50 Vc=70 Vc=60 Vc=70 Vc=50
RNMG ST d d1
S
Hartmetall-WSP, Negativ, runde WSP für mittlere Bearbeitungcarbide insert, negative, round insert for medium machining
TECHNISCHE DATEN | TECHNICAL DATA
Drehstahlhalter auf den Seiten | tools on pages: 243
T.1.1.1 | HARTMETALL WSP | CARBIDE INSERTS negative R Wsp | negative R inserts
48
WV
TS
RK
DC
Wsp negativ |inserts negative
T | DREHEN |TURNING
WV
TS
RK
DC
Wsp
pos
itiv | i
nser
ts p
ositi
veT.
2.1.
4T.
2.1.
3T.
2.1.
2T.
2.1.
1Va
ndur
it Qu
ickC
hang
e sy
stem
T.2.
2.4
T.2.
2.3
T.2.
2.2
T.2.
2.1
Dreh
stah
lhal
ter |
tool
hol
der
l Lagerartikel | stock l kurzfristig lieferbar | short-term delivery ¡ auf Anfrage | on request
SORTEN | GRADES
ISO-BezeichnungISO code
siehe Zeichnung | see drawing Hartmetall beschichtet | carbide coated uncoat.d S Re d1 (mm) Härte | hardness <--------------------------------------------------------------------------> Zähigkeit | toughness
fn (mm/U) (min-max) ap (mm) (min-max) V5705 V5320 V5115 V5125 V5740 V6325 V7910 V7920 V6910 V6920 V0910
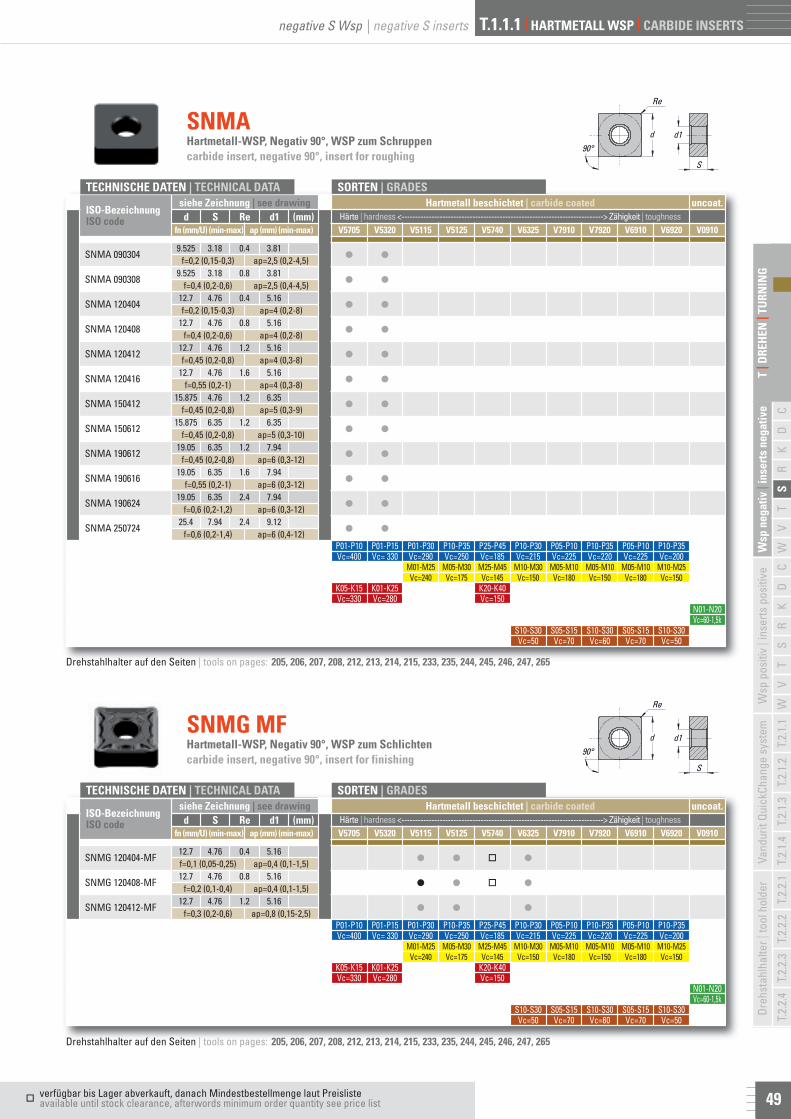
SNMA 0903049.525 3.18 0.4 3.81
l lf=0,2 (0,15-0,3) ap=2,5 (0,2-4,5)
SNMA 0903089.525 3.18 0.8 3.81
l lf=0,4 (0,2-0,6) ap=2,5 (0,4-4,5)
SNMA 12040412.7 4.76 0.4 5.16
l lf=0,2 (0,15-0,3) ap=4 (0,2-8)
SNMA 12040812.7 4.76 0.8 5.16
l lf=0,4 (0,2-0,6) ap=4 (0,2-8)
SNMA 12041212.7 4.76 1.2 5.16
l lf=0,45 (0,2-0,8) ap=4 (0,3-8)
SNMA 12041612.7 4.76 1.6 5.16
l lf=0,55 (0,2-1) ap=4 (0,3-8)
SNMA 15041215.875 4.76 1.2 6.35
l lf=0,45 (0,2-0,8) ap=5 (0,3-9)
SNMA 15061215.875 6.35 1.2 6.35
l lf=0,45 (0,2-0,8) ap=5 (0,3-10)
SNMA 19061219.05 6.35 1.2 7.94
l lf=0,45 (0,2-0,8) ap=6 (0,3-12)
SNMA 19061619.05 6.35 1.6 7.94
l lf=0,55 (0,2-1) ap=6 (0,3-12)
SNMA 19062419.05 6.35 2.4 7.94
l lf=0,6 (0,2-1,2) ap=6 (0,3-12)
SNMA 25072425.4 7.94 2.4 9.12
l lf=0,6 (0,2-1,4) ap=6 (0,4-12)P01-P10 P01-P15 P01-P30 P10-P35 P25-P45 P10-P30 P05-P10 P10-P35 P05-P10 P10-P35Vc=400 Vc= 330 Vc=290 Vc=250 Vc=185 Vc=215 Vc=225 Vc=220 Vc=225 Vc=200
M01-M25 M05-M30 M25-M45 M10-M30 M05-M10 M05-M10 M05-M10 M10-M25Vc=240 Vc=175 Vc=145 Vc=150 Vc=180 Vc=150 Vc=180 Vc=150
K05-K15 K01-K25 K20-K40Vc=330 Vc=280 Vc=150
N01-N20Vc=60-1,5k
S10-S30 S05-S15 S10-S30 S05-S15 S10-S30Vc=50 Vc=70 Vc=60 Vc=70 Vc=50
SNMARe
d90°
S
d1Hartmetall-WSP, Negativ 90°, WSP zum Schruppencarbide insert, negative 90°, insert for roughing
TECHNISCHE DATEN | TECHNICAL DATA
SORTEN | GRADES
ISO-BezeichnungISO code
siehe Zeichnung | see drawing Hartmetall beschichtet | carbide coated uncoat.d S Re d1 (mm) Härte | hardness <--------------------------------------------------------------------------> Zähigkeit | toughness
fn (mm/U) (min-max) ap (mm) (min-max) V5705 V5320 V5115 V5125 V5740 V6325 V7910 V7920 V6910 V6920 V0910
SNMG 120404-MF12.7 4.76 0.4 5.16
l l o lf=0,1 (0,05-0,25) ap=0,4 (0,1-1,5)
SNMG 120408-MF12.7 4.76 0.8 5.16
l l o lf=0,2 (0,1-0,4) ap=0,4 (0,1-1,5)
SNMG 120412-MF12.7 4.76 1.2 5.16
l l lf=0,3 (0,2-0,6) ap=0,8 (0,15-2,5)P01-P10 P01-P15 P01-P30 P10-P35 P25-P45 P10-P30 P05-P10 P10-P35 P05-P10 P10-P35Vc=400 Vc= 330 Vc=290 Vc=250 Vc=185 Vc=215 Vc=225 Vc=220 Vc=225 Vc=200
M01-M25 M05-M30 M25-M45 M10-M30 M05-M10 M05-M10 M05-M10 M10-M25Vc=240 Vc=175 Vc=145 Vc=150 Vc=180 Vc=150 Vc=180 Vc=150
K05-K15 K01-K25 K20-K40Vc=330 Vc=280 Vc=150
N01-N20Vc=60-1,5k
S10-S30 S05-S15 S10-S30 S05-S15 S10-S30Vc=50 Vc=70 Vc=60 Vc=70 Vc=50
SNMG MFRe
d90°
S
d1Hartmetall-WSP, Negativ 90°, WSP zum Schlichtencarbide insert, negative 90°, insert for finishing
TECHNISCHE DATEN | TECHNICAL DATA
Drehstahlhalter auf den Seiten | tools on pages: 205, 206, 207, 208, 212, 213, 214, 215, 233, 235, 244, 245, 246, 247, 265
Drehstahlhalter auf den Seiten | tools on pages: 205, 206, 207, 208, 212, 213, 214, 215, 233, 235, 244, 245, 246, 247, 265
negative S Wsp | negative S inserts
49
T.1.1.1 | HARTMETALL WSP | CARBIDE INSERTS
Wsp negativ |inserts negative
WV
TS
RK
DC
Wsp
pos
itiv | i
nser
ts p
ositi
ve
WV
TS
RK
DC
Vand
urit
Quic
kCha
nge
syst
em
T.2.
1.4
T.2.
1.3
T.2.
1.2
T.2.
1.1
Dreh
stah
lhal
ter |
tool
hol
der
T.2.
2.4
T.2.
2.3
T.2.
2.2
T.2.
2.1
T | DREHEN |TURNING
verfügbar bis Lager abverkauft, danach Mindestbestellmenge laut Preislisteavailable until stock clearance, afterwords minimum order quantity see price listo
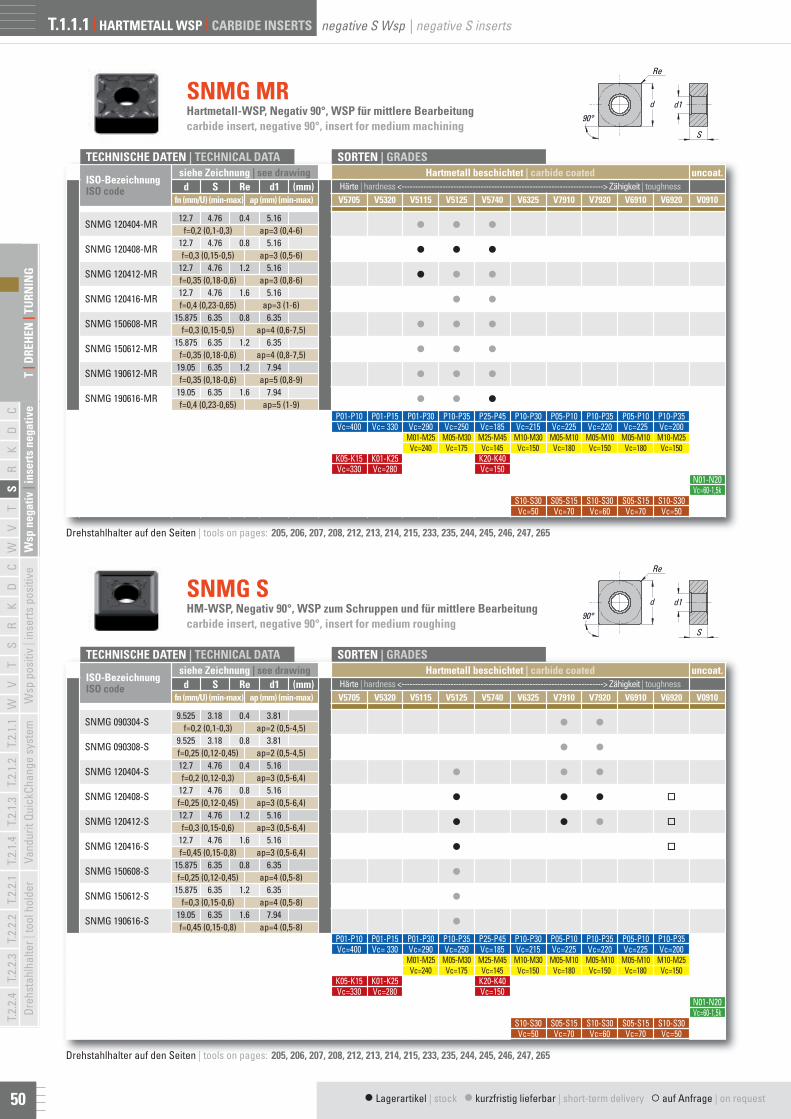
SORTEN | GRADES
ISO-BezeichnungISO code
siehe Zeichnung | see drawing Hartmetall beschichtet | carbide coated uncoat.d S Re d1 (mm) Härte | hardness <--------------------------------------------------------------------------> Zähigkeit | toughness
fn (mm/U) (min-max) ap (mm) (min-max) V5705 V5320 V5115 V5125 V5740 V6325 V7910 V7920 V6910 V6920 V0910
SNMG 120404-MR12.7 4.76 0.4 5.16
l l lf=0,2 (0,1-0,3) ap=3 (0,4-6)
SNMG 120408-MR12.7 4.76 0.8 5.16
l l lf=0,3 (0,15-0,5) ap=3 (0,5-6)
SNMG 120412-MR12.7 4.76 1.2 5.16
l l lf=0,35 (0,18-0,6) ap=3 (0,8-6)
SNMG 120416-MR12.7 4.76 1.6 5.16
l lf=0,4 (0,23-0,65) ap=3 (1-6)
SNMG 150608-MR15.875 6.35 0.8 6.35
l l lf=0,3 (0,15-0,5) ap=4 (0,6-7,5)
SNMG 150612-MR15.875 6.35 1.2 6.35
l l lf=0,35 (0,18-0,6) ap=4 (0,8-7,5)
SNMG 190612-MR19.05 6.35 1.2 7.94
l l lf=0,35 (0,18-0,6) ap=5 (0,8-9)
SNMG 190616-MR19.05 6.35 1.6 7.94
l l lf=0,4 (0,23-0,65) ap=5 (1-9)P01-P10 P01-P15 P01-P30 P10-P35 P25-P45 P10-P30 P05-P10 P10-P35 P05-P10 P10-P35Vc=400 Vc= 330 Vc=290 Vc=250 Vc=185 Vc=215 Vc=225 Vc=220 Vc=225 Vc=200
M01-M25 M05-M30 M25-M45 M10-M30 M05-M10 M05-M10 M05-M10 M10-M25Vc=240 Vc=175 Vc=145 Vc=150 Vc=180 Vc=150 Vc=180 Vc=150
K05-K15 K01-K25 K20-K40Vc=330 Vc=280 Vc=150
N01-N20Vc=60-1,5k
S10-S30 S05-S15 S10-S30 S05-S15 S10-S30Vc=50 Vc=70 Vc=60 Vc=70 Vc=50
SNMG MRRe
d90°
S
d1Hartmetall-WSP, Negativ 90°, WSP für mittlere Bearbeitungcarbide insert, negative 90°, insert for medium machining
TECHNISCHE DATEN | TECHNICAL DATA
SORTEN | GRADES
ISO-BezeichnungISO code
siehe Zeichnung | see drawing Hartmetall beschichtet | carbide coated uncoat.d S Re d1 (mm) Härte | hardness <--------------------------------------------------------------------------> Zähigkeit | toughness
fn (mm/U) (min-max) ap (mm) (min-max) V5705 V5320 V5115 V5125 V5740 V6325 V7910 V7920 V6910 V6920 V0910
SNMG 090304-S9.525 3.18 0.4 3.81
l lf=0,2 (0,1-0,3) ap=2 (0,5-4,5)
SNMG 090308-S9.525 3.18 0.8 3.81
l lf=0,25 (0,12-0,45) ap=2 (0,5-4,5)
SNMG 120404-S12.7 4.76 0.4 5.16
l l lf=0,2 (0,12-0,3) ap=3 (0,5-6,4)
SNMG 120408-S12.7 4.76 0.8 5.16
l l l of=0,25 (0,12-0,45) ap=3 (0,5-6,4)
SNMG 120412-S12.7 4.76 1.2 5.16
l l l of=0,3 (0,15-0,6) ap=3 (0,5-6,4)
SNMG 120416-S12.7 4.76 1.6 5.16
l of=0,45 (0,15-0,8) ap=3 (0,5-6,4)
SNMG 150608-S15.875 6.35 0.8 6.35
lf=0,25 (0,12-0,45) ap=4 (0,5-8)
SNMG 150612-S15.875 6.35 1.2 6.35
lf=0,3 (0,15-0,6) ap=4 (0,5-8)
SNMG 190616-S19.05 6.35 1.6 7.94
lf=0,45 (0,15-0,8) ap=4 (0,5-8)P01-P10 P01-P15 P01-P30 P10-P35 P25-P45 P10-P30 P05-P10 P10-P35 P05-P10 P10-P35Vc=400 Vc= 330 Vc=290 Vc=250 Vc=185 Vc=215 Vc=225 Vc=220 Vc=225 Vc=200
M01-M25 M05-M30 M25-M45 M10-M30 M05-M10 M05-M10 M05-M10 M10-M25Vc=240 Vc=175 Vc=145 Vc=150 Vc=180 Vc=150 Vc=180 Vc=150
K05-K15 K01-K25 K20-K40Vc=330 Vc=280 Vc=150
N01-N20Vc=60-1,5k
S10-S30 S05-S15 S10-S30 S05-S15 S10-S30Vc=50 Vc=70 Vc=60 Vc=70 Vc=50
SNMG SRe
d90°
S
d1HM-WSP, Negativ 90°, WSP zum Schruppen und für mittlere Bearbeitungcarbide insert, negative 90°, insert for medium roughing
TECHNISCHE DATEN | TECHNICAL DATA
Drehstahlhalter auf den Seiten | tools on pages: 205, 206, 207, 208, 212, 213, 214, 215, 233, 235, 244, 245, 246, 247, 265
Drehstahlhalter auf den Seiten | tools on pages: 205, 206, 207, 208, 212, 213, 214, 215, 233, 235, 244, 245, 246, 247, 265
T.1.1.1 | HARTMETALL WSP | CARBIDE INSERTS negative S Wsp | negative S inserts
50
WV
TS
RK
DC
Wsp negativ |inserts negative
T | DREHEN |TURNING
WV
TS
RK
DC
Wsp
pos
itiv | i
nser
ts p
ositi
veT.
2.1.
4T.
2.1.
3T.
2.1.
2T.
2.1.
1Va
ndur
it Qu
ickC
hang
e sy
stem
T.2.
2.4
T.2.
2.3
T.2.
2.2
T.2.
2.1
Dreh
stah
lhal
ter |
tool
hol
der
l Lagerartikel | stock l kurzfristig lieferbar | short-term delivery ¡ auf Anfrage | on request
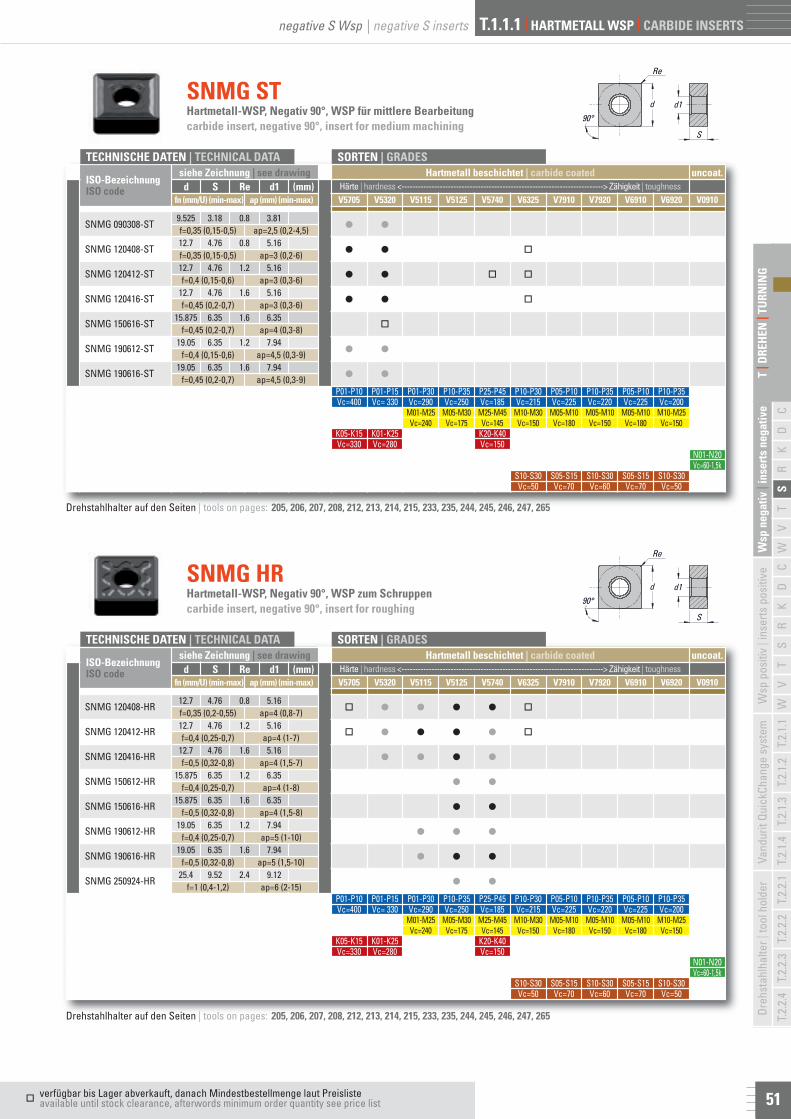
SORTEN | GRADES
ISO-BezeichnungISO code
siehe Zeichnung | see drawing Hartmetall beschichtet | carbide coated uncoat.d S Re d1 (mm) Härte | hardness <--------------------------------------------------------------------------> Zähigkeit | toughness
fn (mm/U) (min-max) ap (mm) (min-max) V5705 V5320 V5115 V5125 V5740 V6325 V7910 V7920 V6910 V6920 V0910
SNMG 090308-ST9.525 3.18 0.8 3.81
l lf=0,35 (0,15-0,5) ap=2,5 (0,2-4,5)
SNMG 120408-ST12.7 4.76 0.8 5.16
l l of=0,35 (0,15-0,5) ap=3 (0,2-6)
SNMG 120412-ST12.7 4.76 1.2 5.16
l l o of=0,4 (0,15-0,6) ap=3 (0,3-6)
SNMG 120416-ST12.7 4.76 1.6 5.16
l l of=0,45 (0,2-0,7) ap=3 (0,3-6)
SNMG 150616-ST15.875 6.35 1.6 6.35
of=0,45 (0,2-0,7) ap=4 (0,3-8)
SNMG 190612-ST19.05 6.35 1.2 7.94
l lf=0,4 (0,15-0,6) ap=4,5 (0,3-9)
SNMG 190616-ST19.05 6.35 1.6 7.94
l lf=0,45 (0,2-0,7) ap=4,5 (0,3-9)P01-P10 P01-P15 P01-P30 P10-P35 P25-P45 P10-P30 P05-P10 P10-P35 P05-P10 P10-P35Vc=400 Vc= 330 Vc=290 Vc=250 Vc=185 Vc=215 Vc=225 Vc=220 Vc=225 Vc=200
M01-M25 M05-M30 M25-M45 M10-M30 M05-M10 M05-M10 M05-M10 M10-M25Vc=240 Vc=175 Vc=145 Vc=150 Vc=180 Vc=150 Vc=180 Vc=150
K05-K15 K01-K25 K20-K40Vc=330 Vc=280 Vc=150
N01-N20Vc=60-1,5k
S10-S30 S05-S15 S10-S30 S05-S15 S10-S30Vc=50 Vc=70 Vc=60 Vc=70 Vc=50
SNMG STRe
d90°
S
d1Hartmetall-WSP, Negativ 90°, WSP für mittlere Bearbeitungcarbide insert, negative 90°, insert for medium machining
TECHNISCHE DATEN | TECHNICAL DATA
SORTEN | GRADES
ISO-BezeichnungISO code
siehe Zeichnung | see drawing Hartmetall beschichtet | carbide coated uncoat.d S Re d1 (mm) Härte | hardness <--------------------------------------------------------------------------> Zähigkeit | toughness
fn (mm/U) (min-max) ap (mm) (min-max) V5705 V5320 V5115 V5125 V5740 V6325 V7910 V7920 V6910 V6920 V0910
SNMG 120408-HR12.7 4.76 0.8 5.16
o l l l l of=0,35 (0,2-0,55) ap=4 (0,8-7)
SNMG 120412-HR12.7 4.76 1.2 5.16
o l l l l of=0,4 (0,25-0,7) ap=4 (1-7)
SNMG 120416-HR12.7 4.76 1.6 5.16
l l l lf=0,5 (0,32-0,8) ap=4 (1,5-7)
SNMG 150612-HR15.875 6.35 1.2 6.35
l lf=0,4 (0,25-0,7) ap=4 (1-8)
SNMG 150616-HR15.875 6.35 1.6 6.35
l lf=0,5 (0,32-0,8) ap=4 (1,5-8)
SNMG 190612-HR19.05 6.35 1.2 7.94
l l lf=0,4 (0,25-0,7) ap=5 (1-10)
SNMG 190616-HR19.05 6.35 1.6 7.94
l l lf=0,5 (0,32-0,8) ap=5 (1,5-10)
SNMG 250924-HR25.4 9.52 2.4 9.12
l lf=1 (0,4-1,2) ap=6 (2-15)P01-P10 P01-P15 P01-P30 P10-P35 P25-P45 P10-P30 P05-P10 P10-P35 P05-P10 P10-P35Vc=400 Vc= 330 Vc=290 Vc=250 Vc=185 Vc=215 Vc=225 Vc=220 Vc=225 Vc=200
M01-M25 M05-M30 M25-M45 M10-M30 M05-M10 M05-M10 M05-M10 M10-M25Vc=240 Vc=175 Vc=145 Vc=150 Vc=180 Vc=150 Vc=180 Vc=150
K05-K15 K01-K25 K20-K40Vc=330 Vc=280 Vc=150
N01-N20Vc=60-1,5k
S10-S30 S05-S15 S10-S30 S05-S15 S10-S30Vc=50 Vc=70 Vc=60 Vc=70 Vc=50
SNMG HRRe
d90°
S
d1Hartmetall-WSP, Negativ 90°, WSP zum Schruppencarbide insert, negative 90°, insert for roughing
TECHNISCHE DATEN | TECHNICAL DATA
Drehstahlhalter auf den Seiten | tools on pages: 205, 206, 207, 208, 212, 213, 214, 215, 233, 235, 244, 245, 246, 247, 265
Drehstahlhalter auf den Seiten | tools on pages: 205, 206, 207, 208, 212, 213, 214, 215, 233, 235, 244, 245, 246, 247, 265
negative S Wsp | negative S inserts
51
T.1.1.1 | HARTMETALL WSP | CARBIDE INSERTS
Wsp negativ |inserts negative
WV
TS
RK
DC
Wsp
pos
itiv | i
nser
ts p
ositi
ve
WV
TS
RK
DC
Vand
urit
Quic
kCha
nge
syst
em
T.2.
1.4
T.2.
1.3
T.2.
1.2
T.2.
1.1
Dreh
stah
lhal
ter |
tool
hol
der
T.2.
2.4
T.2.
2.3
T.2.
2.2
T.2.
2.1
T | DREHEN |TURNING
verfügbar bis Lager abverkauft, danach Mindestbestellmenge laut Preislisteavailable until stock clearance, afterwords minimum order quantity see price listo
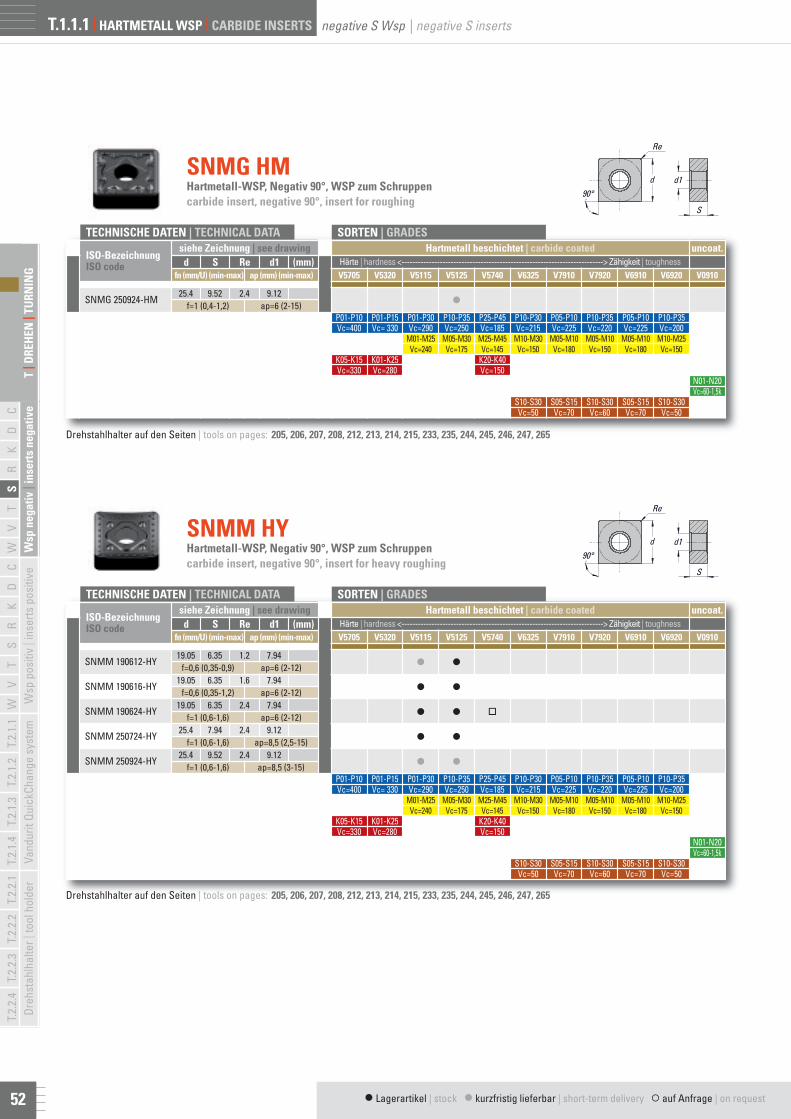
SORTEN | GRADES
ISO-BezeichnungISO code
siehe Zeichnung | see drawing Hartmetall beschichtet | carbide coated uncoat.d S Re d1 (mm) Härte | hardness <--------------------------------------------------------------------------> Zähigkeit | toughness
fn (mm/U) (min-max) ap (mm) (min-max) V5705 V5320 V5115 V5125 V5740 V6325 V7910 V7920 V6910 V6920 V0910
SNMG 250924-HM25.4 9.52 2.4 9.12
lf=1 (0,4-1,2) ap=6 (2-15)P01-P10 P01-P15 P01-P30 P10-P35 P25-P45 P10-P30 P05-P10 P10-P35 P05-P10 P10-P35Vc=400 Vc= 330 Vc=290 Vc=250 Vc=185 Vc=215 Vc=225 Vc=220 Vc=225 Vc=200
M01-M25 M05-M30 M25-M45 M10-M30 M05-M10 M05-M10 M05-M10 M10-M25Vc=240 Vc=175 Vc=145 Vc=150 Vc=180 Vc=150 Vc=180 Vc=150
K05-K15 K01-K25 K20-K40Vc=330 Vc=280 Vc=150
N01-N20Vc=60-1,5k
S10-S30 S05-S15 S10-S30 S05-S15 S10-S30Vc=50 Vc=70 Vc=60 Vc=70 Vc=50
SNMG HMRe
d90°
S
d1Hartmetall-WSP, Negativ 90°, WSP zum Schruppencarbide insert, negative 90°, insert for roughing
TECHNISCHE DATEN | TECHNICAL DATA
SORTEN | GRADES
ISO-BezeichnungISO code
siehe Zeichnung | see drawing Hartmetall beschichtet | carbide coated uncoat.d S Re d1 (mm) Härte | hardness <--------------------------------------------------------------------------> Zähigkeit | toughness
fn (mm/U) (min-max) ap (mm) (min-max) V5705 V5320 V5115 V5125 V5740 V6325 V7910 V7920 V6910 V6920 V0910
SNMM 190612-HY19.05 6.35 1.2 7.94
l lf=0,6 (0,35-0,9) ap=6 (2-12)
SNMM 190616-HY19.05 6.35 1.6 7.94
l lf=0,6 (0,35-1,2) ap=6 (2-12)
SNMM 190624-HY19.05 6.35 2.4 7.94
l l of=1 (0,6-1,6) ap=6 (2-12)
SNMM 250724-HY25.4 7.94 2.4 9.12
l lf=1 (0,6-1,6) ap=8,5 (2,5-15)
SNMM 250924-HY25.4 9.52 2.4 9.12
l lf=1 (0,6-1,6) ap=8,5 (3-15)P01-P10 P01-P15 P01-P30 P10-P35 P25-P45 P10-P30 P05-P10 P10-P35 P05-P10 P10-P35Vc=400 Vc= 330 Vc=290 Vc=250 Vc=185 Vc=215 Vc=225 Vc=220 Vc=225 Vc=200
M01-M25 M05-M30 M25-M45 M10-M30 M05-M10 M05-M10 M05-M10 M10-M25Vc=240 Vc=175 Vc=145 Vc=150 Vc=180 Vc=150 Vc=180 Vc=150
K05-K15 K01-K25 K20-K40Vc=330 Vc=280 Vc=150
N01-N20Vc=60-1,5k
S10-S30 S05-S15 S10-S30 S05-S15 S10-S30Vc=50 Vc=70 Vc=60 Vc=70 Vc=50
SNMM HYRe
d90°
S
d1Hartmetall-WSP, Negativ 90°, WSP zum Schruppencarbide insert, negative 90°, insert for heavy roughing
TECHNISCHE DATEN | TECHNICAL DATA
Drehstahlhalter auf den Seiten | tools on pages: 205, 206, 207, 208, 212, 213, 214, 215, 233, 235, 244, 245, 246, 247, 265
Drehstahlhalter auf den Seiten | tools on pages: 205, 206, 207, 208, 212, 213, 214, 215, 233, 235, 244, 245, 246, 247, 265
T.1.1.1 | HARTMETALL WSP | CARBIDE INSERTS negative S Wsp | negative S inserts
52
WV
TS
RK
DC
Wsp negativ |inserts negative
T | DREHEN |TURNING
WV
TS
RK
DC
Wsp
pos
itiv | i
nser
ts p
ositi
veT.
2.1.
4T.
2.1.
3T.
2.1.
2T.
2.1.
1Va
ndur
it Qu
ickC
hang
e sy
stem
T.2.
2.4
T.2.
2.3
T.2.
2.2
T.2.
2.1
Dreh
stah
lhal
ter |
tool
hol
der
l Lagerartikel | stock l kurzfristig lieferbar | short-term delivery ¡ auf Anfrage | on request
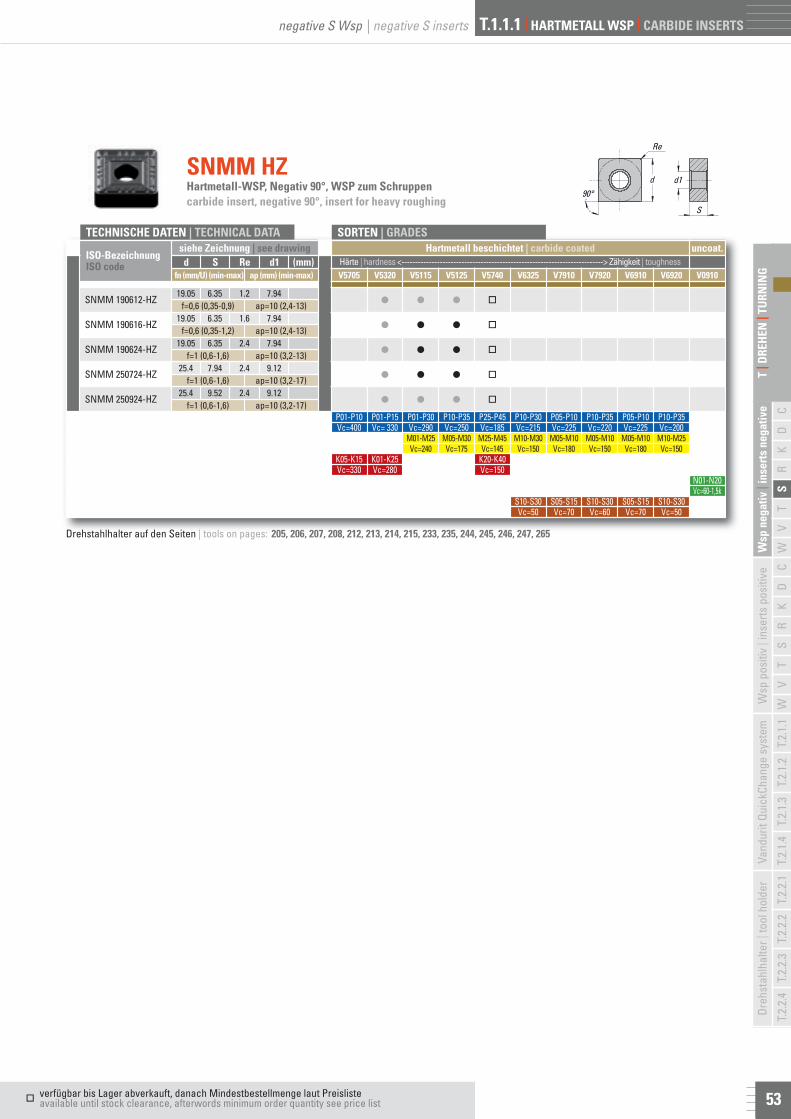
SORTEN | GRADES
ISO-BezeichnungISO code
siehe Zeichnung | see drawing Hartmetall beschichtet | carbide coated uncoat.d S Re d1 (mm) Härte | hardness <--------------------------------------------------------------------------> Zähigkeit | toughness
fn (mm/U) (min-max) ap (mm) (min-max) V5705 V5320 V5115 V5125 V5740 V6325 V7910 V7920 V6910 V6920 V0910
SNMM 190612-HZ19.05 6.35 1.2 7.94
l l l of=0,6 (0,35-0,9) ap=10 (2,4-13)
SNMM 190616-HZ19.05 6.35 1.6 7.94
l l l of=0,6 (0,35-1,2) ap=10 (2,4-13)
SNMM 190624-HZ19.05 6.35 2.4 7.94
l l l of=1 (0,6-1,6) ap=10 (3,2-13)
SNMM 250724-HZ25.4 7.94 2.4 9.12
l l l of=1 (0,6-1,6) ap=10 (3,2-17)
SNMM 250924-HZ25.4 9.52 2.4 9.12
l l l of=1 (0,6-1,6) ap=10 (3,2-17)
P01-P10 P01-P15 P01-P30 P10-P35 P25-P45 P10-P30 P05-P10 P10-P35 P05-P10 P10-P35Vc=400 Vc= 330 Vc=290 Vc=250 Vc=185 Vc=215 Vc=225 Vc=220 Vc=225 Vc=200
M01-M25 M05-M30 M25-M45 M10-M30 M05-M10 M05-M10 M05-M10 M10-M25Vc=240 Vc=175 Vc=145 Vc=150 Vc=180 Vc=150 Vc=180 Vc=150
K05-K15 K01-K25 K20-K40Vc=330 Vc=280 Vc=150
N01-N20Vc=60-1,5k
S10-S30 S05-S15 S10-S30 S05-S15 S10-S30Vc=50 Vc=70 Vc=60 Vc=70 Vc=50
SNMM HZRe
d90°
S
d1Hartmetall-WSP, Negativ 90°, WSP zum Schruppencarbide insert, negative 90°, insert for heavy roughing
TECHNISCHE DATEN | TECHNICAL DATA
Drehstahlhalter auf den Seiten | tools on pages: 205, 206, 207, 208, 212, 213, 214, 215, 233, 235, 244, 245, 246, 247, 265
negative S Wsp | negative S inserts
53
T.1.1.1 | HARTMETALL WSP | CARBIDE INSERTS
Wsp negativ |inserts negative
WV
TS
RK
DC
Wsp
pos
itiv | i
nser
ts p
ositi
ve
WV
TS
RK
DC
Vand
urit
Quic
kCha
nge
syst
em
T.2.
1.4
T.2.
1.3
T.2.
1.2
T.2.
1.1
Dreh
stah
lhal
ter |
tool
hol
der
T.2.
2.4
T.2.
2.3
T.2.
2.2
T.2.
2.1
T | DREHEN |TURNING
verfügbar bis Lager abverkauft, danach Mindestbestellmenge laut Preislisteavailable until stock clearance, afterwords minimum order quantity see price listo
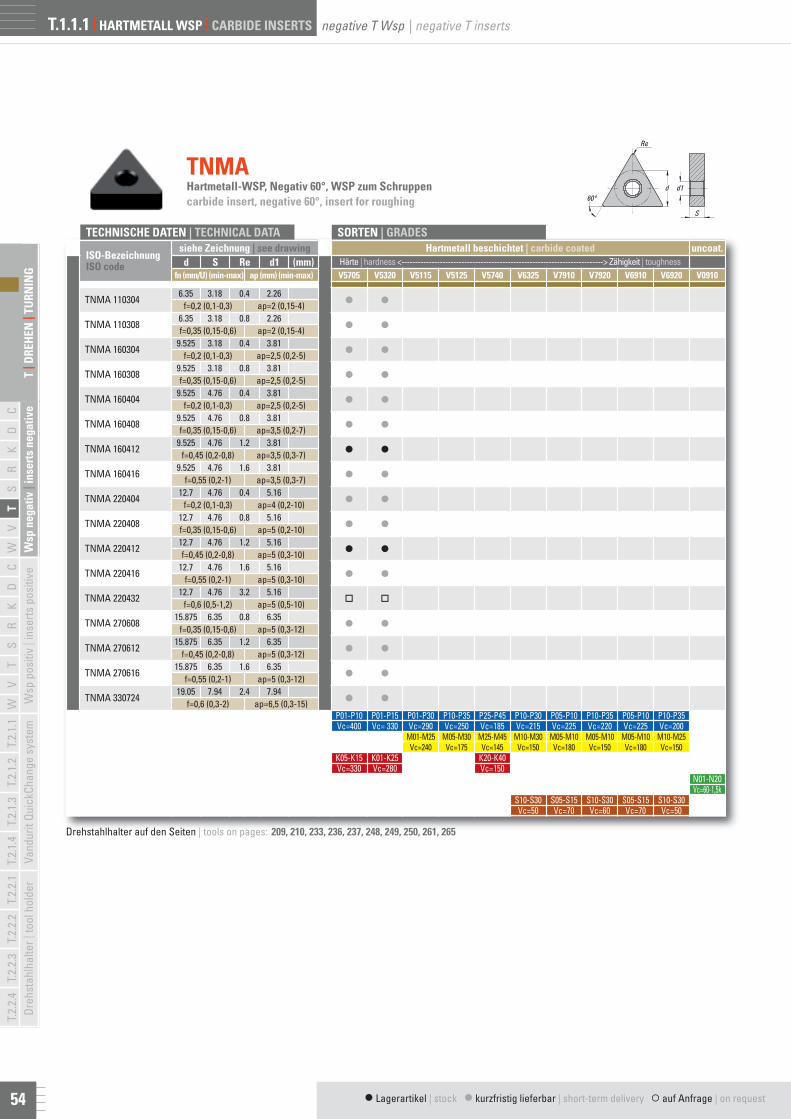
SORTEN | GRADES
ISO-BezeichnungISO code
siehe Zeichnung | see drawing Hartmetall beschichtet | carbide coated uncoat.d S Re d1 (mm) Härte | hardness <--------------------------------------------------------------------------> Zähigkeit | toughness
fn (mm/U) (min-max) ap (mm) (min-max) V5705 V5320 V5115 V5125 V5740 V6325 V7910 V7920 V6910 V6920 V0910
TNMA 1103046.35 3.18 0.4 2.26
l lf=0,2 (0,1-0,3) ap=2 (0,15-4)
TNMA 1103086.35 3.18 0.8 2.26
l lf=0,35 (0,15-0,6) ap=2 (0,15-4)
TNMA 1603049.525 3.18 0.4 3.81
l lf=0,2 (0,1-0,3) ap=2,5 (0,2-5)
TNMA 1603089.525 3.18 0.8 3.81
l lf=0,35 (0,15-0,6) ap=2,5 (0,2-5)
TNMA 1604049.525 4.76 0.4 3.81
l lf=0,2 (0,1-0,3) ap=2,5 (0,2-5)
TNMA 1604089.525 4.76 0.8 3.81
l lf=0,35 (0,15-0,6) ap=3,5 (0,2-7)
TNMA 1604129.525 4.76 1.2 3.81
l lf=0,45 (0,2-0,8) ap=3,5 (0,3-7)
TNMA 1604169.525 4.76 1.6 3.81
l lf=0,55 (0,2-1) ap=3,5 (0,3-7)
TNMA 22040412.7 4.76 0.4 5.16
l lf=0,2 (0,1-0,3) ap=4 (0,2-10)
TNMA 22040812.7 4.76 0.8 5.16
l lf=0,35 (0,15-0,6) ap=5 (0,2-10)
TNMA 22041212.7 4.76 1.2 5.16
l lf=0,45 (0,2-0,8) ap=5 (0,3-10)
TNMA 22041612.7 4.76 1.6 5.16
l lf=0,55 (0,2-1) ap=5 (0,3-10)
TNMA 22043212.7 4.76 3.2 5.16
o of=0,6 (0,5-1,2) ap=5 (0,5-10)
TNMA 27060815.875 6.35 0.8 6.35
l lf=0,35 (0,15-0,6) ap=5 (0,3-12)
TNMA 27061215.875 6.35 1.2 6.35
l lf=0,45 (0,2-0,8) ap=5 (0,3-12)
TNMA 27061615.875 6.35 1.6 6.35
l lf=0,55 (0,2-1) ap=5 (0,3-12)
TNMA 33072419.05 7.94 2.4 7.94
l lf=0,6 (0,3-2) ap=6,5 (0,3-15)P01-P10 P01-P15 P01-P30 P10-P35 P25-P45 P10-P30 P05-P10 P10-P35 P05-P10 P10-P35Vc=400 Vc= 330 Vc=290 Vc=250 Vc=185 Vc=215 Vc=225 Vc=220 Vc=225 Vc=200
M01-M25 M05-M30 M25-M45 M10-M30 M05-M10 M05-M10 M05-M10 M10-M25Vc=240 Vc=175 Vc=145 Vc=150 Vc=180 Vc=150 Vc=180 Vc=150
K05-K15 K01-K25 K20-K40Vc=330 Vc=280 Vc=150
N01-N20Vc=60-1,5k
S10-S30 S05-S15 S10-S30 S05-S15 S10-S30Vc=50 Vc=70 Vc=60 Vc=70 Vc=50
TNMARe
d60°
d1
S
Hartmetall-WSP, Negativ 60°, WSP zum Schruppencarbide insert, negative 60°, insert for roughing
TECHNISCHE DATEN | TECHNICAL DATA
Drehstahlhalter auf den Seiten | tools on pages: 209, 210, 233, 236, 237, 248, 249, 250, 261, 265
T.1.1.1 | HARTMETALL WSP | CARBIDE INSERTS negative T Wsp | negative T inserts
54
WV
TS
RK
DC
Wsp negativ |inserts negative
T | DREHEN |TURNING
WV
TS
RK
DC
Wsp
pos
itiv | i
nser
ts p
ositi
veT.
2.1.
4T.
2.1.
3T.
2.1.
2T.
2.1.
1Va
ndur
it Qu
ickC
hang
e sy
stem
T.2.
2.4
T.2.
2.3
T.2.
2.2
T.2.
2.1
Dreh
stah
lhal
ter |
tool
hol
der
l Lagerartikel | stock l kurzfristig lieferbar | short-term delivery ¡ auf Anfrage | on request
SORTEN | GRADES
ISO-BezeichnungISO code
siehe Zeichnung | see drawing Hartmetall beschichtet | carbide coated uncoat.d S Re d1 (mm) Härte | hardness <--------------------------------------------------------------------------> Zähigkeit | toughness
fn (mm/U) (min-max) ap (mm) (min-max) V5705 V5320 V5115 V5125 V5740 V6325 V7910 V7920 V6910 V6920 V0910
TNMG 160404-MS9.525 4.76 0.4 3.81
l lf=0,15 (0,1-0,2) ap=2 (0,3-3,8)
TNMG 160408-MS9.525 4.76 0.8 3.81
l lf=0,25 (0,1-0,4) ap=2 (0,3-3,8)
TNMG 160412-MS9.525 4.76 1.2 3.81
l o lf=0,3 (0,15-0,6) ap=2 (0,4-3,8)P01-P10 P01-P15 P01-P30 P10-P35 P25-P45 P10-P30 P05-P10 P10-P35 P05-P10 P10-P35Vc=400 Vc= 330 Vc=290 Vc=250 Vc=185 Vc=215 Vc=225 Vc=220 Vc=225 Vc=200
M01-M25 M05-M30 M25-M45 M10-M30 M05-M10 M05-M10 M05-M10 M10-M25Vc=240 Vc=175 Vc=145 Vc=150 Vc=180 Vc=150 Vc=180 Vc=150
K05-K15 K01-K25 K20-K40Vc=330 Vc=280 Vc=150
N01-N20Vc=60-1,5k
S10-S30 S05-S15 S10-S30 S05-S15 S10-S30Vc=50 Vc=70 Vc=60 Vc=70 Vc=50
TNMG MSRe
d60°
d1
S
HM-WSP, Negativ 60°, WSP zum Vorschlichten und für mittlere Bearbeitungcarbide insert, negative 60°, insert for medium light machining
TECHNISCHE DATEN | TECHNICAL DATA
SORTEN | GRADES
ISO-BezeichnungISO code
siehe Zeichnung | see drawing Hartmetall beschichtet | carbide coated uncoat.d S Re d1 (mm) Härte | hardness <--------------------------------------------------------------------------> Zähigkeit | toughness
fn (mm/U) (min-max) ap (mm) (min-max) V5705 V5320 V5115 V5125 V5740 V6325 V7910 V7920 V6910 V6920 V0910
TNMG 160404-MF9.525 4.76 0.4 3.81
l lf=0,15 (0,05-0,25) ap=0,4 (0,1-1,5)
TNMG 160408-MF9.525 4.76 0.8 3.81
l lf=0,2 (0,1-0,4) ap=0,4 (0,1-1,5)
TNMG 160412-MF9.525 4.76 1.2 3.81
l l lf=0,3 (0,15-0,6) ap=1 (0,2-2,5)
TNMG 220408-MF12.7 4.76 0.8 5.16
l lf=0,2 (0,1-0,4) ap=1,5 (0,25-2,5)P01-P10 P01-P15 P01-P30 P10-P35 P25-P45 P10-P30 P05-P10 P10-P35 P05-P10 P10-P35Vc=400 Vc= 330 Vc=290 Vc=250 Vc=185 Vc=215 Vc=225 Vc=220 Vc=225 Vc=200
M01-M25 M05-M30 M25-M45 M10-M30 M05-M10 M05-M10 M05-M10 M10-M25Vc=240 Vc=175 Vc=145 Vc=150 Vc=180 Vc=150 Vc=180 Vc=150
K05-K15 K01-K25 K20-K40Vc=330 Vc=280 Vc=150
N01-N20Vc=60-1,5k
S10-S30 S05-S15 S10-S30 S05-S15 S10-S30Vc=50 Vc=70 Vc=60 Vc=70 Vc=50
TNMG MFRe
d60°
d1
S
Hartmetall-WSP, Negativ 60°, WSP zum Schlichtencarbide insert, negative 60°, insert for finishing
TECHNISCHE DATEN | TECHNICAL DATA
Drehstahlhalter auf den Seiten | tools on pages: 209, 210, 233, 236, 237, 248, 249, 250, 261, 265
Drehstahlhalter auf den Seiten | tools on pages: 209, 210, 233, 236, 237, 248, 249, 250, 261, 265
negative T Wsp | negative T inserts
55
T.1.1.1 | HARTMETALL WSP | CARBIDE INSERTS
Wsp negativ |inserts negative
WV
TS
RK
DC
Wsp
pos
itiv | i
nser
ts p
ositi
ve
WV
TS
RK
DC
Vand
urit
Quic
kCha
nge
syst
em
T.2.
1.4
T.2.
1.3
T.2.
1.2
T.2.
1.1
Dreh
stah
lhal
ter |
tool
hol
der
T.2.
2.4
T.2.
2.3
T.2.
2.2
T.2.
2.1
T | DREHEN |TURNING
verfügbar bis Lager abverkauft, danach Mindestbestellmenge laut Preislisteavailable until stock clearance, afterwords minimum order quantity see price listo
SORTEN | GRADES
ISO-BezeichnungISO code
siehe Zeichnung | see drawing Hartmetall beschichtet | carbide coated uncoat.d S Re d1 (mm) Härte | hardness <--------------------------------------------------------------------------> Zähigkeit | toughness
fn (mm/U) (min-max) ap (mm) (min-max) V5705 V5320 V5115 V5125 V5740 V6325 V7910 V7920 V6910 V6920 V0910
TNMG 160404-SF9.525 4.76 0.4 3.81
l lf=0,15 (0,1-0,23) ap=1,5 (0,6-3)
TNMG 160408-SF9.525 4.76 0.8 3.81
l lf=0,25 (0,12-0,38) ap=1,5 (0,6-3)
TNMG 160412-SF9.525 4.76 1.2 3.81
l lf=0,35 (0,15-0,55) ap=1,5 (0,6-3)
TNMG 220408-SF12.7 4.76 0.8 5.16
l lf=0,25 (0,12-0,38) ap=1,5 (0,6-3)P01-P10 P01-P15 P01-P30 P10-P35 P25-P45 P10-P30 P05-P10 P10-P35 P05-P10 P10-P35Vc=400 Vc= 330 Vc=290 Vc=250 Vc=185 Vc=215 Vc=225 Vc=220 Vc=225 Vc=200
M01-M25 M05-M30 M25-M45 M10-M30 M05-M10 M05-M10 M05-M10 M10-M25Vc=240 Vc=175 Vc=145 Vc=150 Vc=180 Vc=150 Vc=180 Vc=150
K05-K15 K01-K25 K20-K40Vc=330 Vc=280 Vc=150
N01-N20Vc=60-1,5k
S10-S30 S05-S15 S10-S30 S05-S15 S10-S30Vc=50 Vc=70 Vc=60 Vc=70 Vc=50
TNMG SFRe
d60°
d1
S
HM-WSP, Negativ 60°, WSP zum Vorschlichten und für mittlere Bearbeitungcarbide insert, negative 60°, insert for medium light machining
TECHNISCHE DATEN | TECHNICAL DATA
SORTEN | GRADES
ISO-BezeichnungISO code
siehe Zeichnung | see drawing Hartmetall beschichtet | carbide coated uncoat.d S Re d1 (mm) Härte | hardness <--------------------------------------------------------------------------> Zähigkeit | toughness
fn (mm/U) (min-max) ap (mm) (min-max) V5705 V5320 V5115 V5125 V5740 V6325 V7910 V7920 V6910 V6920 V0910
TNMG 160404-LC9.525 4.76 0.4 3.81
l lf=0,15 (0,07-0,3) ap=1 (0,4-2,5)
TNMG 160408-LC9.525 4.76 0.8 3.81
l lf=0,2 (0,1-0,4) ap=1,5 (0,4-2,5)
TNMG 160412-LC9.525 4.76 1.2 3.81
l lf=0,25 (0,15-0,5) ap=2 (0,8-3)
TNMG 220408-LC12.7 4.76 0.8 5.16
l lf=0,2 (0,1-0,4) ap=2 (0,4-3)
TNMG 220412-LC12.7 4.76 1.2 5.16
l lf=0,25 (0,15-0,5) ap=2,5 (0,8-3,5)P01-P10 P01-P15 P01-P30 P10-P35 P25-P45 P10-P30 P05-P10 P10-P35 P05-P10 P10-P35Vc=400 Vc= 330 Vc=290 Vc=250 Vc=185 Vc=215 Vc=225 Vc=220 Vc=225 Vc=200
M01-M25 M05-M30 M25-M45 M10-M30 M05-M10 M05-M10 M05-M10 M10-M25Vc=240 Vc=175 Vc=145 Vc=150 Vc=180 Vc=150 Vc=180 Vc=150
K05-K15 K01-K25 K20-K40Vc=330 Vc=280 Vc=150
N01-N20Vc=60-1,5k
S10-S30 S05-S15 S10-S30 S05-S15 S10-S30Vc=50 Vc=70 Vc=60 Vc=70 Vc=50
TNMG LCRe
d60°
d1
S
HM-WSP, Negativ 60°, WSP zum Vorschlichten und für mittlere Bearbeitungcarbide insert, negative 60°, insert for medium light machining
TECHNISCHE DATEN | TECHNICAL DATA
Drehstahlhalter auf den Seiten | tools on pages: 209, 210, 233, 236, 237, 248, 249, 250, 261, 265
Drehstahlhalter auf den Seiten | tools on pages: 209, 210, 233, 236, 237, 248, 249, 250, 261, 265
T.1.1.1 | HARTMETALL WSP | CARBIDE INSERTS negative T Wsp | negative T inserts
56
WV
TS
RK
DC
Wsp negativ |inserts negative
T | DREHEN |TURNING
WV
TS
RK
DC
Wsp
pos
itiv | i
nser
ts p
ositi
veT.
2.1.
4T.
2.1.
3T.
2.1.
2T.
2.1.
1Va
ndur
it Qu
ickC
hang
e sy
stem
T.2.
2.4
T.2.
2.3
T.2.
2.2
T.2.
2.1
Dreh
stah
lhal
ter |
tool
hol
der
l Lagerartikel | stock l kurzfristig lieferbar | short-term delivery ¡ auf Anfrage | on request
SORTEN | GRADES
ISO-BezeichnungISO code
siehe Zeichnung | see drawing Hartmetall beschichtet | carbide coated uncoat.d S Re d1 (mm) Härte | hardness <--------------------------------------------------------------------------> Zähigkeit | toughness
fn (mm/U) (min-max) ap (mm) (min-max) V5705 V5320 V5115 V5125 V5740 V6325 V7910 V7920 V6910 V6920 V0910
TNMG 160308-MR9.525 3.18 0.8 3.81
l lf=0,3 (0,15-0,5) ap=2,8 (0,3-5)
TNMG 160404-MR9.525 4.76 0.4 3.81
l l lf=0,2 (0,1-0,3) ap=3 (0,4-5)
TNMG 160408-MR9.525 4.76 0.8 3.81
l l lf=0,3 (0,15-0,5) ap=3 (0,5-5)
TNMG 160412-MR9.525 4.76 1.2 3.81
l l lf=0,35 (0,18-0,6) ap=3 (0,8-5)
TNMG 220404-MR12.7 4.76 0.4 5.16
l l lf=0,2 (0,1-0,3) ap=4 (0,4-6,6)
TNMG 220408-MR12.7 4.76 0.8 5.16
l l lf=0,3 (0,15-0,5) ap=4 (0,5-6,6)
TNMG 220412-MR12.7 4.76 1.2 5.16
l l lf=0,35 (0,18-0,6) ap=4 (0,8-6,6)
TNMG 220416-MR12.7 4.76 1.6 5.16
l lf=0,4 (0,23-0,7) ap=4 (1-6,6)P01-P10 P01-P15 P01-P30 P10-P35 P25-P45 P10-P30 P05-P10 P10-P35 P05-P10 P10-P35Vc=400 Vc= 330 Vc=290 Vc=250 Vc=185 Vc=215 Vc=225 Vc=220 Vc=225 Vc=200
M01-M25 M05-M30 M25-M45 M10-M30 M05-M10 M05-M10 M05-M10 M10-M25Vc=240 Vc=175 Vc=145 Vc=150 Vc=180 Vc=150 Vc=180 Vc=150
K05-K15 K01-K25 K20-K40Vc=330 Vc=280 Vc=150
N01-N20Vc=60-1,5k
S10-S30 S05-S15 S10-S30 S05-S15 S10-S30Vc=50 Vc=70 Vc=60 Vc=70 Vc=50
TNMG MRRe
d60°
d1
S
Hartmetall-WSP, Negativ 60°, WSP für mittlere Bearbeitungcarbide insert, negative 60°, insert for medium machining
TECHNISCHE DATEN | TECHNICAL DATA
SORTEN | GRADES
ISO-BezeichnungISO code
siehe Zeichnung | see drawing Hartmetall beschichtet | carbide coated uncoat.d S Re d1 (mm) Härte | hardness <--------------------------------------------------------------------------> Zähigkeit | toughness
fn (mm/U) (min-max) ap (mm) (min-max) V5705 V5320 V5115 V5125 V5740 V6325 V7910 V7920 V6910 V6920 V0910
TNMG 160408-MW9.525 4.76 0.8 3.81
l l l lf=0,35 (0,15-0,6) ap=2 (0,5-4,5)
TNMG 160412-MW9.525 4.76 1.2 3.81
l l l lf=0,5 (0,25-0,9) ap=2,5 (0,5-5)P01-P10 P01-P15 P01-P30 P10-P35 P25-P45 P10-P30 P05-P10 P10-P35 P05-P10 P10-P35Vc=400 Vc= 330 Vc=290 Vc=250 Vc=185 Vc=215 Vc=225 Vc=220 Vc=225 Vc=200
M01-M25 M05-M30 M25-M45 M10-M30 M05-M10 M05-M10 M05-M10 M10-M25Vc=240 Vc=175 Vc=145 Vc=150 Vc=180 Vc=150 Vc=180 Vc=150
K05-K15 K01-K25 K20-K40Vc=330 Vc=280 Vc=150
N01-N20Vc=60-1,5k
S10-S30 S05-S15 S10-S30 S05-S15 S10-S30Vc=50 Vc=70 Vc=60 Vc=70 Vc=50
TNMG MW WIPERRe
d60°
d1
S
Hartmetall-WSP, Negativ 60°, WSP für mittlere Bearbeitungcarbide insert, negative 60°, insert for medium machining
TECHNISCHE DATEN | TECHNICAL DATA
Drehstahlhalter auf den Seiten | tools on pages: 209, 210, 233, 236, 237, 248, 249, 250, 261, 265
Drehstahlhalter auf den Seiten | tools on pages: 209, 210, 233, 236, 237, 248, 249, 250, 261, 265
negative T Wsp | negative T inserts
57
T.1.1.1 | HARTMETALL WSP | CARBIDE INSERTS
Wsp negativ |inserts negative
WV
TS
RK
DC
Wsp
pos
itiv | i
nser
ts p
ositi
ve
WV
TS
RK
DC
Vand
urit
Quic
kCha
nge
syst
em
T.2.
1.4
T.2.
1.3
T.2.
1.2
T.2.
1.1
Dreh
stah
lhal
ter |
tool
hol
der
T.2.
2.4
T.2.
2.3
T.2.
2.2
T.2.
2.1
T | DREHEN |TURNING
verfügbar bis Lager abverkauft, danach Mindestbestellmenge laut Preislisteavailable until stock clearance, afterwords minimum order quantity see price listo
SORTEN | GRADES
ISO-BezeichnungISO code
siehe Zeichnung | see drawing Hartmetall beschichtet | carbide coated uncoat.d S Re d1 (mm) Härte | hardness <--------------------------------------------------------------------------> Zähigkeit | toughness
fn (mm/U) (min-max) ap (mm) (min-max) V5705 V5320 V5115 V5125 V5740 V6325 V7910 V7920 V6910 V6920 V0910
TNMG 160404-S9.525 4.76 0.4 3.81
l l l l lf=0,2 (0,1-0,3) ap=2 (0,5-4)
TNMG 160408-S9.525 4.76 0.8 3.81
l l l l lf=0,25 (0,12-0,45) ap=3 (0,5-4,8)
TNMG 160412-S9.525 4.76 1.2 3.81
l l l l l lf=0,3 (0,15-0,6) ap=3 (0,5-4,8)
TNMG 220408-S12.7 4.76 0.8 5.16
l l l l lf=0,25 (0,12-0,45) ap=4 (0,5-6,6)
TNMG 220412-S12.7 4.76 1.2 5.16
l of=0,3 (0,15-0,6) ap=4 (0,5-6,6)
P01-P10 P01-P15 P01-P30 P10-P35 P25-P45 P10-P30 P05-P10 P10-P35 P05-P10 P10-P35Vc=400 Vc= 330 Vc=290 Vc=250 Vc=185 Vc=215 Vc=225 Vc=220 Vc=225 Vc=200
M01-M25 M05-M30 M25-M45 M10-M30 M05-M10 M05-M10 M05-M10 M10-M25Vc=240 Vc=175 Vc=145 Vc=150 Vc=180 Vc=150 Vc=180 Vc=150
K05-K15 K01-K25 K20-K40Vc=330 Vc=280 Vc=150
N01-N20Vc=60-1,5k
S10-S30 S05-S15 S10-S30 S05-S15 S10-S30Vc=50 Vc=70 Vc=60 Vc=70 Vc=50
TNMG SRe
d60°
d1
S
Hartmetall-WSP, Negativ 60°, WSP zum Schruppen und für mittlere Bearbeitungcarbide insert, negative 60°, insert for medium roughing
TECHNISCHE DATEN | TECHNICAL DATA
SORTEN | GRADES
ISO-BezeichnungISO code
siehe Zeichnung | see drawing Hartmetall beschichtet | carbide coated uncoat.d S Re d1 (mm) Härte | hardness <--------------------------------------------------------------------------> Zähigkeit | toughness
fn (mm/U) (min-max) ap (mm) (min-max) V5705 V5320 V5115 V5125 V5740 V6325 V7910 V7920 V6910 V6920 V0910
TNMG 160408-HR9.525 4.76 0.8 3.81
l l l l lf=0,35 (0,2-0,55) ap=3 (0,8-6)
TNMG 160412-HR9.525 4.76 1.2 3.81
l l l l l of=0,4 (0,25-0,7) ap=3 (1-6)
TNMG 220408-HR12.7 4.76 0.8 5.16
l l l l lf=0,35 (0,2-0,55) ap=4 (0,8-6,5)
TNMG 220412-HR12.7 4.76 1.2 5.16
l l l l lf=0,4 (0,25-0,7) ap=4 (1-7)
TNMG 220416-HR12.7 4.76 1.6 5.16
l l l l lf=0,6 (0,25-0,9) ap=4 (1,5-7)P01-P10 P01-P15 P01-P30 P10-P35 P25-P45 P10-P30 P05-P10 P10-P35 P05-P10 P10-P35Vc=400 Vc= 330 Vc=290 Vc=250 Vc=185 Vc=215 Vc=225 Vc=220 Vc=225 Vc=200
M01-M25 M05-M30 M25-M45 M10-M30 M05-M10 M05-M10 M05-M10 M10-M25Vc=240 Vc=175 Vc=145 Vc=150 Vc=180 Vc=150 Vc=180 Vc=150
K05-K15 K01-K25 K20-K40Vc=330 Vc=280 Vc=150
N01-N20Vc=60-1,5k
S10-S30 S05-S15 S10-S30 S05-S15 S10-S30Vc=50 Vc=70 Vc=60 Vc=70 Vc=50
TNMG HRRe
d60°
d1
S
Hartmetall-WSP, Negativ 60°, WSP zum Schruppencarbide insert, negative 60°, insert for roughing
TECHNISCHE DATEN | TECHNICAL DATA
Drehstahlhalter auf den Seiten | tools on pages: 209, 210, 233, 236, 237, 248, 249, 250, 261, 265
Drehstahlhalter auf den Seiten | tools on pages: 209, 210, 233, 236, 237, 248, 249, 250, 261, 265
T.1.1.1 | HARTMETALL WSP | CARBIDE INSERTS negative T Wsp | negative T inserts
58
WV
TS
RK
DC
Wsp negativ |inserts negative
T | DREHEN |TURNING
WV
TS
RK
DC
Wsp
pos
itiv | i
nser
ts p
ositi
veT.
2.1.
4T.
2.1.
3T.
2.1.
2T.
2.1.
1Va
ndur
it Qu
ickC
hang
e sy
stem
T.2.
2.4
T.2.
2.3
T.2.
2.2
T.2.
2.1
Dreh
stah
lhal
ter |
tool
hol
der
l Lagerartikel | stock l kurzfristig lieferbar | short-term delivery ¡ auf Anfrage | on request
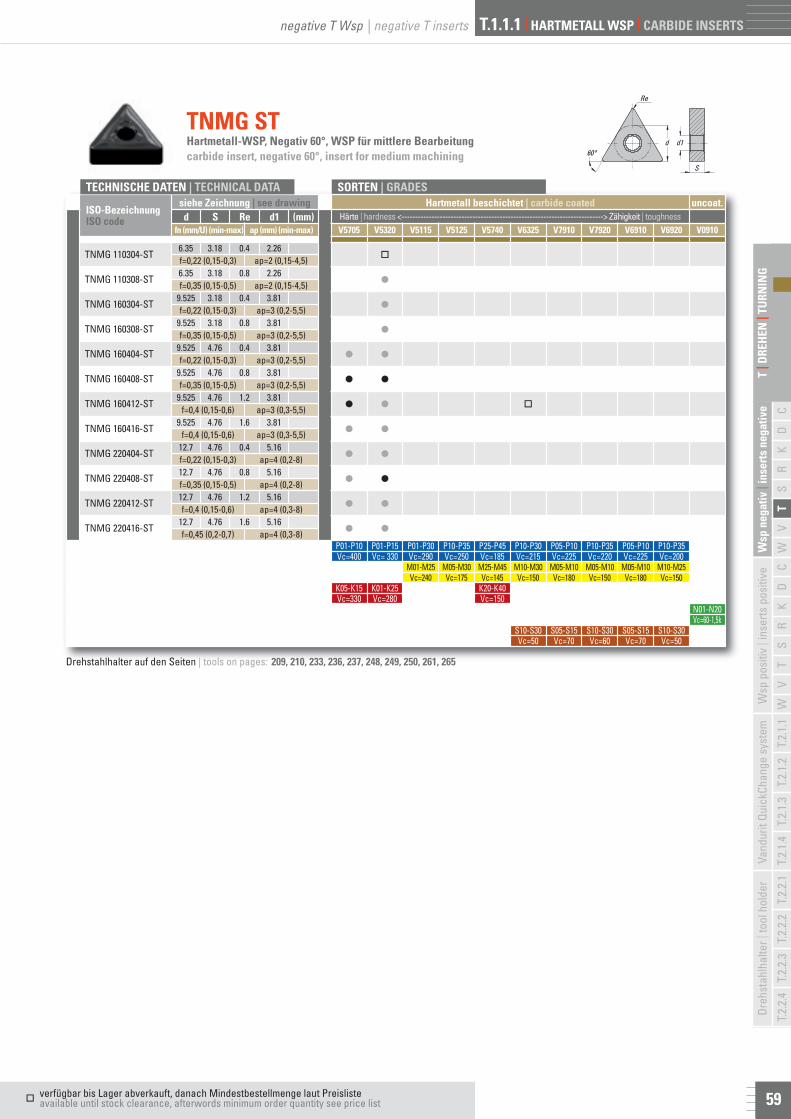
SORTEN | GRADES
ISO-BezeichnungISO code
siehe Zeichnung | see drawing Hartmetall beschichtet | carbide coated uncoat.d S Re d1 (mm) Härte | hardness <--------------------------------------------------------------------------> Zähigkeit | toughness
fn (mm/U) (min-max) ap (mm) (min-max) V5705 V5320 V5115 V5125 V5740 V6325 V7910 V7920 V6910 V6920 V0910
TNMG 110304-ST6.35 3.18 0.4 2.26
of=0,22 (0,15-0,3) ap=2 (0,15-4,5)
TNMG 110308-ST6.35 3.18 0.8 2.26
lf=0,35 (0,15-0,5) ap=2 (0,15-4,5)
TNMG 160304-ST9.525 3.18 0.4 3.81
lf=0,22 (0,15-0,3) ap=3 (0,2-5,5)
TNMG 160308-ST9.525 3.18 0.8 3.81
lf=0,35 (0,15-0,5) ap=3 (0,2-5,5)
TNMG 160404-ST9.525 4.76 0.4 3.81
l lf=0,22 (0,15-0,3) ap=3 (0,2-5,5)
TNMG 160408-ST9.525 4.76 0.8 3.81
l lf=0,35 (0,15-0,5) ap=3 (0,2-5,5)
TNMG 160412-ST9.525 4.76 1.2 3.81
l l of=0,4 (0,15-0,6) ap=3 (0,3-5,5)
TNMG 160416-ST9.525 4.76 1.6 3.81
l lf=0,4 (0,15-0,6) ap=3 (0,3-5,5)
TNMG 220404-ST12.7 4.76 0.4 5.16
l lf=0,22 (0,15-0,3) ap=4 (0,2-8)
TNMG 220408-ST12.7 4.76 0.8 5.16
l lf=0,35 (0,15-0,5) ap=4 (0,2-8)
TNMG 220412-ST12.7 4.76 1.2 5.16
l lf=0,4 (0,15-0,6) ap=4 (0,3-8)
TNMG 220416-ST12.7 4.76 1.6 5.16
l lf=0,45 (0,2-0,7) ap=4 (0,3-8)P01-P10 P01-P15 P01-P30 P10-P35 P25-P45 P10-P30 P05-P10 P10-P35 P05-P10 P10-P35Vc=400 Vc= 330 Vc=290 Vc=250 Vc=185 Vc=215 Vc=225 Vc=220 Vc=225 Vc=200
M01-M25 M05-M30 M25-M45 M10-M30 M05-M10 M05-M10 M05-M10 M10-M25Vc=240 Vc=175 Vc=145 Vc=150 Vc=180 Vc=150 Vc=180 Vc=150
K05-K15 K01-K25 K20-K40Vc=330 Vc=280 Vc=150
N01-N20Vc=60-1,5k
S10-S30 S05-S15 S10-S30 S05-S15 S10-S30Vc=50 Vc=70 Vc=60 Vc=70 Vc=50
TNMG STRe
d60°
d1
S
Hartmetall-WSP, Negativ 60°, WSP für mittlere Bearbeitungcarbide insert, negative 60°, insert for medium machining
TECHNISCHE DATEN | TECHNICAL DATA
Drehstahlhalter auf den Seiten | tools on pages: 209, 210, 233, 236, 237, 248, 249, 250, 261, 265
negative T Wsp | negative T inserts
59
T.1.1.1 | HARTMETALL WSP | CARBIDE INSERTS
Wsp negativ |inserts negative
WV
TS
RK
DC
Wsp
pos
itiv | i
nser
ts p
ositi
ve
WV
TS
RK
DC
Vand
urit
Quic
kCha
nge
syst
em
T.2.
1.4
T.2.
1.3
T.2.
1.2
T.2.
1.1
Dreh
stah
lhal
ter |
tool
hol
der
T.2.
2.4
T.2.
2.3
T.2.
2.2
T.2.
2.1
T | DREHEN |TURNING
verfügbar bis Lager abverkauft, danach Mindestbestellmenge laut Preislisteavailable until stock clearance, afterwords minimum order quantity see price listo
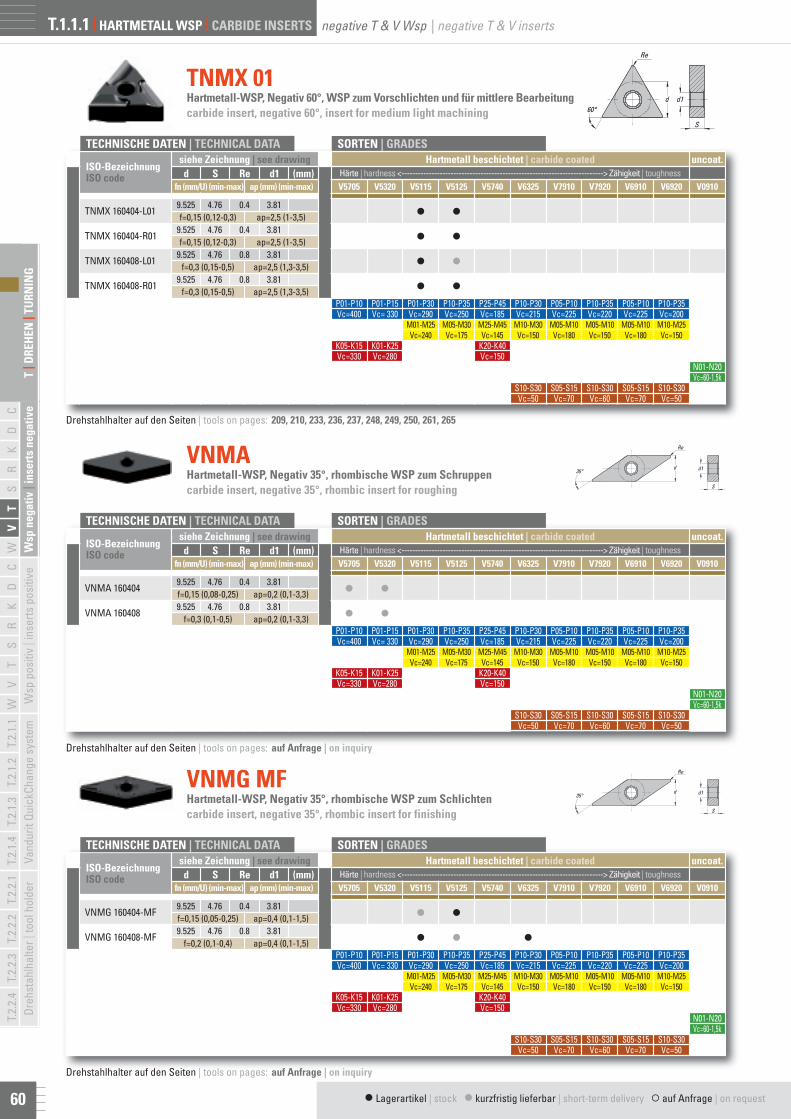
SORTEN | GRADES
ISO-BezeichnungISO code
siehe Zeichnung | see drawing Hartmetall beschichtet | carbide coated uncoat.d S Re d1 (mm) Härte | hardness <--------------------------------------------------------------------------> Zähigkeit | toughness
fn (mm/U) (min-max) ap (mm) (min-max) V5705 V5320 V5115 V5125 V5740 V6325 V7910 V7920 V6910 V6920 V0910
TNMX 160404-L019.525 4.76 0.4 3.81
l lf=0,15 (0,12-0,3) ap=2,5 (1-3,5)
TNMX 160404-R019.525 4.76 0.4 3.81
l lf=0,15 (0,12-0,3) ap=2,5 (1-3,5)
TNMX 160408-L019.525 4.76 0.8 3.81
l lf=0,3 (0,15-0,5) ap=2,5 (1,3-3,5)
TNMX 160408-R019.525 4.76 0.8 3.81
l lf=0,3 (0,15-0,5) ap=2,5 (1,3-3,5)P01-P10 P01-P15 P01-P30 P10-P35 P25-P45 P10-P30 P05-P10 P10-P35 P05-P10 P10-P35Vc=400 Vc= 330 Vc=290 Vc=250 Vc=185 Vc=215 Vc=225 Vc=220 Vc=225 Vc=200
M01-M25 M05-M30 M25-M45 M10-M30 M05-M10 M05-M10 M05-M10 M10-M25Vc=240 Vc=175 Vc=145 Vc=150 Vc=180 Vc=150 Vc=180 Vc=150
K05-K15 K01-K25 K20-K40Vc=330 Vc=280 Vc=150
N01-N20Vc=60-1,5k
S10-S30 S05-S15 S10-S30 S05-S15 S10-S30Vc=50 Vc=70 Vc=60 Vc=70 Vc=50
TNMX 01Re
d60°
d1
S
Hartmetall-WSP, Negativ 60°, WSP zum Vorschlichten und für mittlere Bearbeitungcarbide insert, negative 60°, insert for medium light machining
TECHNISCHE DATEN | TECHNICAL DATA
SORTEN | GRADES
ISO-BezeichnungISO code
siehe Zeichnung | see drawing Hartmetall beschichtet | carbide coated uncoat.d S Re d1 (mm) Härte | hardness <--------------------------------------------------------------------------> Zähigkeit | toughness
fn (mm/U) (min-max) ap (mm) (min-max) V5705 V5320 V5115 V5125 V5740 V6325 V7910 V7920 V6910 V6920 V0910
VNMA 1604049.525 4.76 0.4 3.81
l lf=0,15 (0,08-0,25) ap=0,2 (0,1-3,3)
VNMA 1604089.525 4.76 0.8 3.81
l lf=0,3 (0,1-0,5) ap=0,2 (0,1-3,3)P01-P10 P01-P15 P01-P30 P10-P35 P25-P45 P10-P30 P05-P10 P10-P35 P05-P10 P10-P35Vc=400 Vc= 330 Vc=290 Vc=250 Vc=185 Vc=215 Vc=225 Vc=220 Vc=225 Vc=200
M01-M25 M05-M30 M25-M45 M10-M30 M05-M10 M05-M10 M05-M10 M10-M25Vc=240 Vc=175 Vc=145 Vc=150 Vc=180 Vc=150 Vc=180 Vc=150
K05-K15 K01-K25 K20-K40Vc=330 Vc=280 Vc=150
N01-N20Vc=60-1,5k
S10-S30 S05-S15 S10-S30 S05-S15 S10-S30Vc=50 Vc=70 Vc=60 Vc=70 Vc=50
VNMA Re
d35° d1
S
Hartmetall-WSP, Negativ 35°, rhombische WSP zum Schruppencarbide insert, negative 35°, rhombic insert for roughing
TECHNISCHE DATEN | TECHNICAL DATA
SORTEN | GRADES
ISO-BezeichnungISO code
siehe Zeichnung | see drawing Hartmetall beschichtet | carbide coated uncoat.d S Re d1 (mm) Härte | hardness <--------------------------------------------------------------------------> Zähigkeit | toughness
fn (mm/U) (min-max) ap (mm) (min-max) V5705 V5320 V5115 V5125 V5740 V6325 V7910 V7920 V6910 V6920 V0910
VNMG 160404-MF9.525 4.76 0.4 3.81
l lf=0,15 (0,05-0,25) ap=0,4 (0,1-1,5)
VNMG 160408-MF9.525 4.76 0.8 3.81
l l lf=0,2 (0,1-0,4) ap=0,4 (0,1-1,5)P01-P10 P01-P15 P01-P30 P10-P35 P25-P45 P10-P30 P05-P10 P10-P35 P05-P10 P10-P35Vc=400 Vc= 330 Vc=290 Vc=250 Vc=185 Vc=215 Vc=225 Vc=220 Vc=225 Vc=200
M01-M25 M05-M30 M25-M45 M10-M30 M05-M10 M05-M10 M05-M10 M10-M25Vc=240 Vc=175 Vc=145 Vc=150 Vc=180 Vc=150 Vc=180 Vc=150
K05-K15 K01-K25 K20-K40Vc=330 Vc=280 Vc=150
N01-N20Vc=60-1,5k
S10-S30 S05-S15 S10-S30 S05-S15 S10-S30Vc=50 Vc=70 Vc=60 Vc=70 Vc=50
VNMG MF Re
d35° d1
S
Hartmetall-WSP, Negativ 35°, rhombische WSP zum Schlichtencarbide insert, negative 35°, rhombic insert for finishing
TECHNISCHE DATEN | TECHNICAL DATA
Drehstahlhalter auf den Seiten | tools on pages: 209, 210, 233, 236, 237, 248, 249, 250, 261, 265
Drehstahlhalter auf den Seiten | tools on pages: auf Anfrage | on inquiry
Drehstahlhalter auf den Seiten | tools on pages: auf Anfrage | on inquiry
T.1.1.1 | HARTMETALL WSP | CARBIDE INSERTS negative T & V Wsp | negative T & V inserts
60
WV
TS
RK
DC
Wsp negativ |inserts negative
T | DREHEN |TURNING
WV
TS
RK
DC
Wsp
pos
itiv | i
nser
ts p
ositi
veT.
2.1.
4T.
2.1.
3T.
2.1.
2T.
2.1.
1Va
ndur
it Qu
ickC
hang
e sy
stem
T.2.
2.4
T.2.
2.3
T.2.
2.2
T.2.
2.1
Dreh
stah
lhal
ter |
tool
hol
der
l Lagerartikel | stock l kurzfristig lieferbar | short-term delivery ¡ auf Anfrage | on request
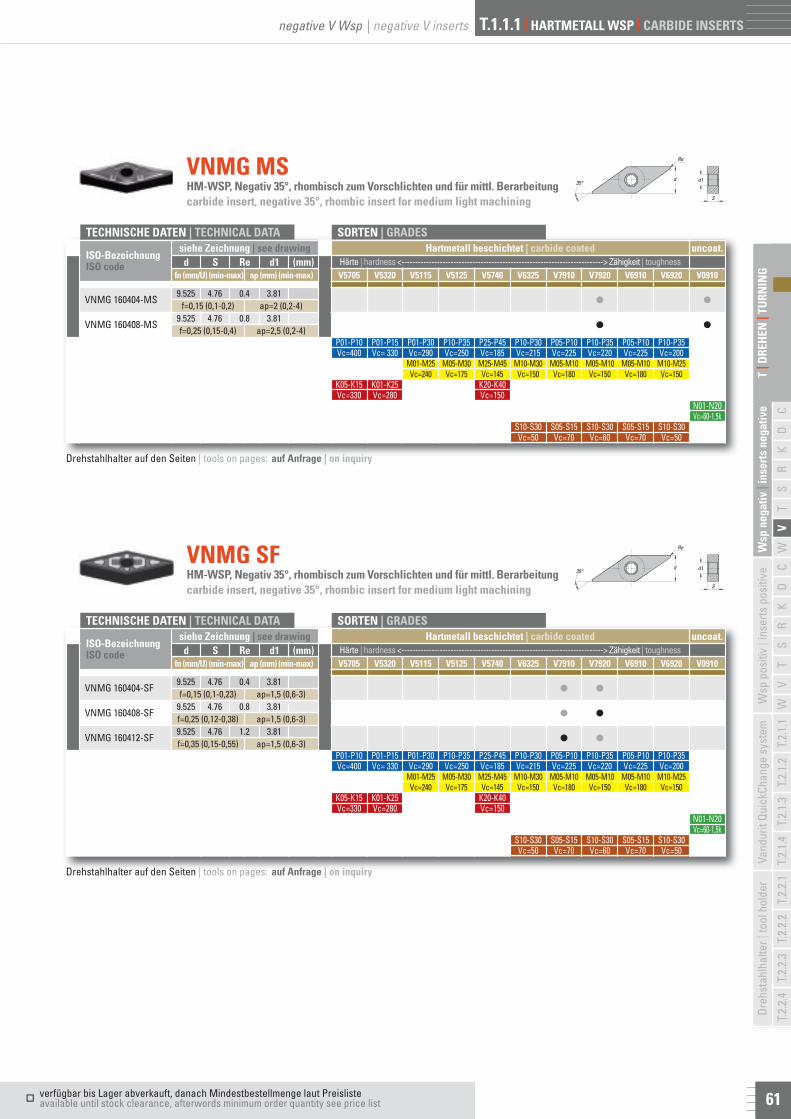
SORTEN | GRADES
ISO-BezeichnungISO code
siehe Zeichnung | see drawing Hartmetall beschichtet | carbide coated uncoat.d S Re d1 (mm) Härte | hardness <--------------------------------------------------------------------------> Zähigkeit | toughness
fn (mm/U) (min-max) ap (mm) (min-max) V5705 V5320 V5115 V5125 V5740 V6325 V7910 V7920 V6910 V6920 V0910
VNMG 160404-MS9.525 4.76 0.4 3.81
l lf=0,15 (0,1-0,2) ap=2 (0,2-4)
VNMG 160408-MS9.525 4.76 0.8 3.81
l lf=0,25 (0,15-0,4) ap=2,5 (0,2-4)P01-P10 P01-P15 P01-P30 P10-P35 P25-P45 P10-P30 P05-P10 P10-P35 P05-P10 P10-P35Vc=400 Vc= 330 Vc=290 Vc=250 Vc=185 Vc=215 Vc=225 Vc=220 Vc=225 Vc=200
M01-M25 M05-M30 M25-M45 M10-M30 M05-M10 M05-M10 M05-M10 M10-M25Vc=240 Vc=175 Vc=145 Vc=150 Vc=180 Vc=150 Vc=180 Vc=150
K05-K15 K01-K25 K20-K40Vc=330 Vc=280 Vc=150
N01-N20Vc=60-1,5k
S10-S30 S05-S15 S10-S30 S05-S15 S10-S30Vc=50 Vc=70 Vc=60 Vc=70 Vc=50
VNMG MS Re
d35° d1
S
HM-WSP, Negativ 35°, rhombisch zum Vorschlichten und für mittl. Berarbeitungcarbide insert, negative 35°, rhombic insert for medium light machining
TECHNISCHE DATEN | TECHNICAL DATA
SORTEN | GRADES
ISO-BezeichnungISO code
siehe Zeichnung | see drawing Hartmetall beschichtet | carbide coated uncoat.d S Re d1 (mm) Härte | hardness <--------------------------------------------------------------------------> Zähigkeit | toughness
fn (mm/U) (min-max) ap (mm) (min-max) V5705 V5320 V5115 V5125 V5740 V6325 V7910 V7920 V6910 V6920 V0910
VNMG 160404-SF9.525 4.76 0.4 3.81
l lf=0,15 (0,1-0,23) ap=1,5 (0,6-3)
VNMG 160408-SF9.525 4.76 0.8 3.81
l lf=0,25 (0,12-0,38) ap=1,5 (0,6-3)
VNMG 160412-SF9.525 4.76 1.2 3.81
l lf=0,35 (0,15-0,55) ap=1,5 (0,6-3)P01-P10 P01-P15 P01-P30 P10-P35 P25-P45 P10-P30 P05-P10 P10-P35 P05-P10 P10-P35Vc=400 Vc= 330 Vc=290 Vc=250 Vc=185 Vc=215 Vc=225 Vc=220 Vc=225 Vc=200
M01-M25 M05-M30 M25-M45 M10-M30 M05-M10 M05-M10 M05-M10 M10-M25Vc=240 Vc=175 Vc=145 Vc=150 Vc=180 Vc=150 Vc=180 Vc=150
K05-K15 K01-K25 K20-K40Vc=330 Vc=280 Vc=150
N01-N20Vc=60-1,5k
S10-S30 S05-S15 S10-S30 S05-S15 S10-S30Vc=50 Vc=70 Vc=60 Vc=70 Vc=50
VNMG SF Re
d35° d1
S
HM-WSP, Negativ 35°, rhombisch zum Vorschlichten und für mittl. Berarbeitungcarbide insert, negative 35°, rhombic insert for medium light machining
TECHNISCHE DATEN | TECHNICAL DATA
Drehstahlhalter auf den Seiten | tools on pages: auf Anfrage | on inquiry
Drehstahlhalter auf den Seiten | tools on pages: auf Anfrage | on inquiry
negative V Wsp | negative V inserts
61
T.1.1.1 | HARTMETALL WSP | CARBIDE INSERTS
Wsp negativ |inserts negative
WV
TS
RK
DC
Wsp
pos
itiv | i
nser
ts p
ositi
ve
WV
TS
RK
DC
Vand
urit
Quic
kCha
nge
syst
em
T.2.
1.4
T.2.
1.3
T.2.
1.2
T.2.
1.1
Dreh
stah
lhal
ter |
tool
hol
der
T.2.
2.4
T.2.
2.3
T.2.
2.2
T.2.
2.1
T | DREHEN |TURNING
verfügbar bis Lager abverkauft, danach Mindestbestellmenge laut Preislisteavailable until stock clearance, afterwords minimum order quantity see price listo
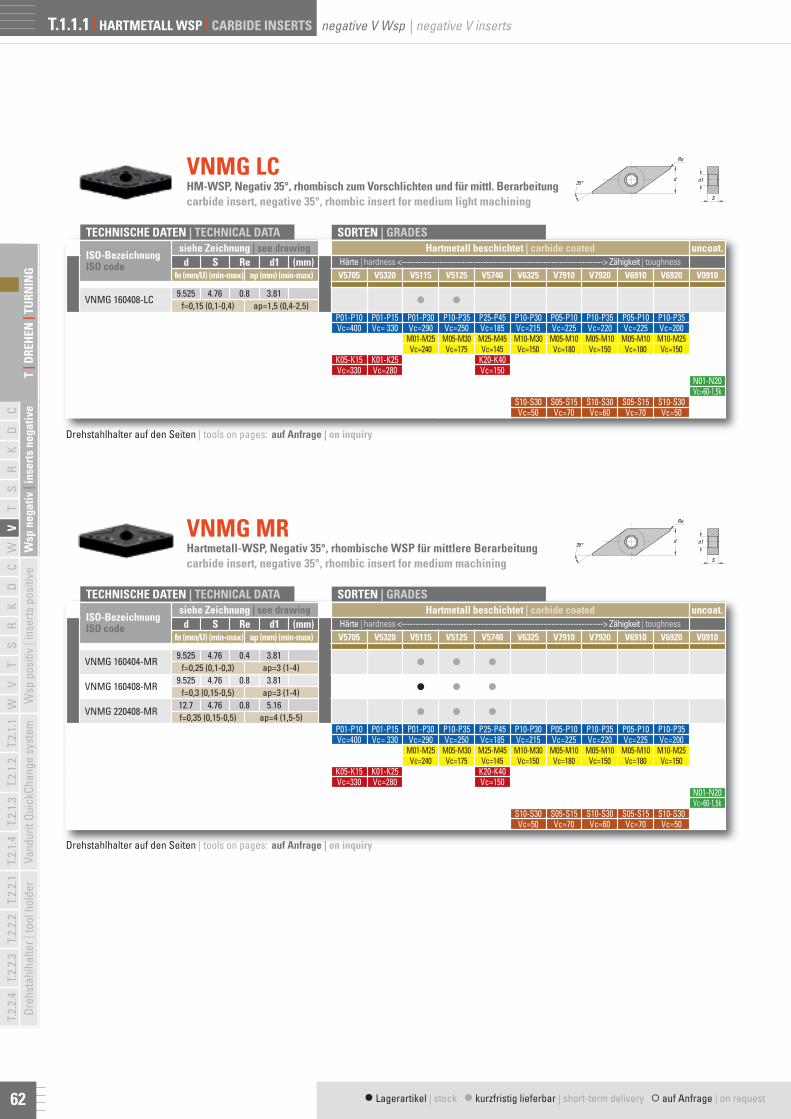
SORTEN | GRADES
ISO-BezeichnungISO code
siehe Zeichnung | see drawing Hartmetall beschichtet | carbide coated uncoat.d S Re d1 (mm) Härte | hardness <--------------------------------------------------------------------------> Zähigkeit | toughness
fn (mm/U) (min-max) ap (mm) (min-max) V5705 V5320 V5115 V5125 V5740 V6325 V7910 V7920 V6910 V6920 V0910
VNMG 160408-LC9.525 4.76 0.8 3.81
l lf=0,15 (0,1-0,4) ap=1,5 (0,4-2,5)P01-P10 P01-P15 P01-P30 P10-P35 P25-P45 P10-P30 P05-P10 P10-P35 P05-P10 P10-P35Vc=400 Vc= 330 Vc=290 Vc=250 Vc=185 Vc=215 Vc=225 Vc=220 Vc=225 Vc=200
M01-M25 M05-M30 M25-M45 M10-M30 M05-M10 M05-M10 M05-M10 M10-M25Vc=240 Vc=175 Vc=145 Vc=150 Vc=180 Vc=150 Vc=180 Vc=150
K05-K15 K01-K25 K20-K40Vc=330 Vc=280 Vc=150
N01-N20Vc=60-1,5k
S10-S30 S05-S15 S10-S30 S05-S15 S10-S30Vc=50 Vc=70 Vc=60 Vc=70 Vc=50
VNMG LC Re
d35° d1
S
HM-WSP, Negativ 35°, rhombisch zum Vorschlichten und für mittl. Berarbeitungcarbide insert, negative 35°, rhombic insert for medium light machining
TECHNISCHE DATEN | TECHNICAL DATA
SORTEN | GRADES
ISO-BezeichnungISO code
siehe Zeichnung | see drawing Hartmetall beschichtet | carbide coated uncoat.d S Re d1 (mm) Härte | hardness <--------------------------------------------------------------------------> Zähigkeit | toughness
fn (mm/U) (min-max) ap (mm) (min-max) V5705 V5320 V5115 V5125 V5740 V6325 V7910 V7920 V6910 V6920 V0910
VNMG 160404-MR9.525 4.76 0.4 3.81
l l lf=0,25 (0,1-0,3) ap=3 (1-4)
VNMG 160408-MR9.525 4.76 0.8 3.81
l l lf=0,3 (0,15-0,5) ap=3 (1-4)
VNMG 220408-MR12.7 4.76 0.8 5.16
l l lf=0,35 (0,15-0,5) ap=4 (1,5-5)P01-P10 P01-P15 P01-P30 P10-P35 P25-P45 P10-P30 P05-P10 P10-P35 P05-P10 P10-P35Vc=400 Vc= 330 Vc=290 Vc=250 Vc=185 Vc=215 Vc=225 Vc=220 Vc=225 Vc=200
M01-M25 M05-M30 M25-M45 M10-M30 M05-M10 M05-M10 M05-M10 M10-M25Vc=240 Vc=175 Vc=145 Vc=150 Vc=180 Vc=150 Vc=180 Vc=150
K05-K15 K01-K25 K20-K40Vc=330 Vc=280 Vc=150
N01-N20Vc=60-1,5k
S10-S30 S05-S15 S10-S30 S05-S15 S10-S30Vc=50 Vc=70 Vc=60 Vc=70 Vc=50
VNMG MR Re
d35° d1
S
Hartmetall-WSP, Negativ 35°, rhombische WSP für mittlere Berarbeitungcarbide insert, negative 35°, rhombic insert for medium machining
TECHNISCHE DATEN | TECHNICAL DATA
Drehstahlhalter auf den Seiten | tools on pages: auf Anfrage | on inquiry
Drehstahlhalter auf den Seiten | tools on pages: auf Anfrage | on inquiry
T.1.1.1 | HARTMETALL WSP | CARBIDE INSERTS negative V Wsp | negative V inserts
62
WV
TS
RK
DC
Wsp negativ |inserts negative
T | DREHEN |TURNING
WV
TS
RK
DC
Wsp
pos
itiv | i
nser
ts p
ositi
veT.
2.1.
4T.
2.1.
3T.
2.1.
2T.
2.1.
1Va
ndur
it Qu
ickC
hang
e sy
stem
T.2.
2.4
T.2.
2.3
T.2.
2.2
T.2.
2.1
Dreh
stah
lhal
ter |
tool
hol
der
l Lagerartikel | stock l kurzfristig lieferbar | short-term delivery ¡ auf Anfrage | on request
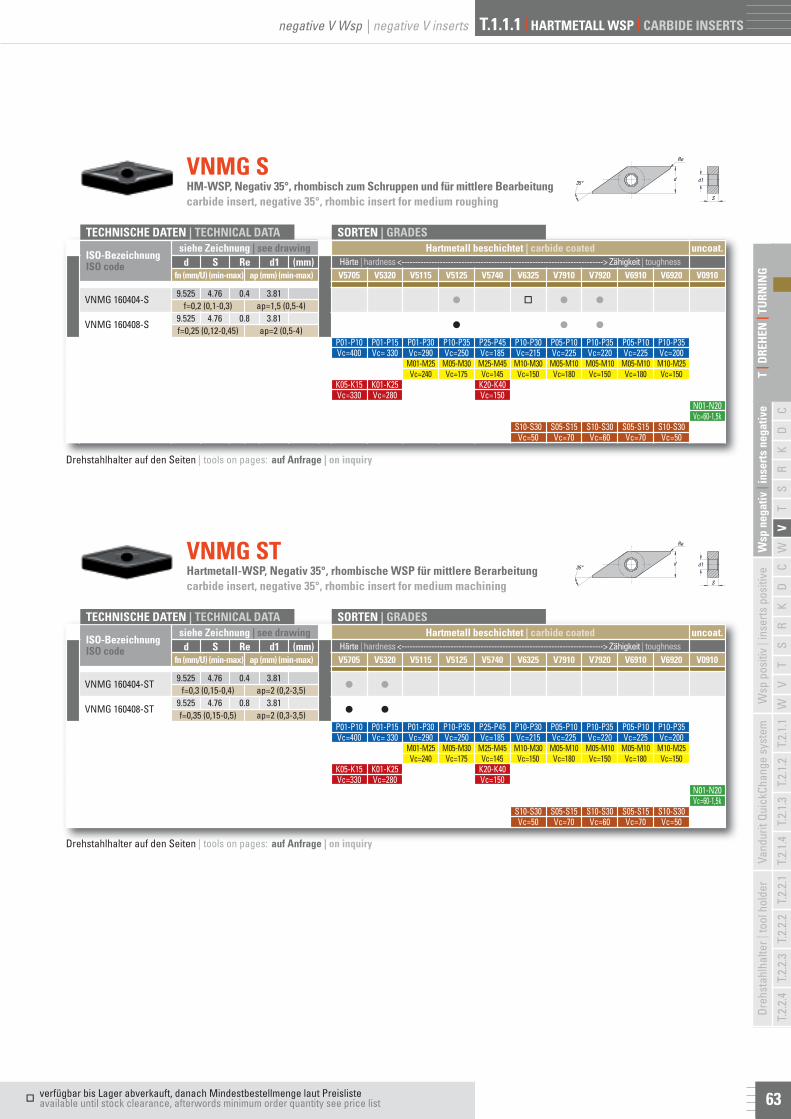
SORTEN | GRADES
ISO-BezeichnungISO code
siehe Zeichnung | see drawing Hartmetall beschichtet | carbide coated uncoat.d S Re d1 (mm) Härte | hardness <--------------------------------------------------------------------------> Zähigkeit | toughness
fn (mm/U) (min-max) ap (mm) (min-max) V5705 V5320 V5115 V5125 V5740 V6325 V7910 V7920 V6910 V6920 V0910
VNMG 160404-S9.525 4.76 0.4 3.81
l o l lf=0,2 (0,1-0,3) ap=1,5 (0,5-4)
VNMG 160408-S9.525 4.76 0.8 3.81
l l lf=0,25 (0,12-0,45) ap=2 (0,5-4)P01-P10 P01-P15 P01-P30 P10-P35 P25-P45 P10-P30 P05-P10 P10-P35 P05-P10 P10-P35Vc=400 Vc= 330 Vc=290 Vc=250 Vc=185 Vc=215 Vc=225 Vc=220 Vc=225 Vc=200
M01-M25 M05-M30 M25-M45 M10-M30 M05-M10 M05-M10 M05-M10 M10-M25Vc=240 Vc=175 Vc=145 Vc=150 Vc=180 Vc=150 Vc=180 Vc=150
K05-K15 K01-K25 K20-K40Vc=330 Vc=280 Vc=150
N01-N20Vc=60-1,5k
S10-S30 S05-S15 S10-S30 S05-S15 S10-S30Vc=50 Vc=70 Vc=60 Vc=70 Vc=50
VNMG S Re
d35° d1
S
HM-WSP, Negativ 35°, rhombisch zum Schruppen und für mittlere Bearbeitungcarbide insert, negative 35°, rhombic insert for medium roughing
TECHNISCHE DATEN | TECHNICAL DATA
SORTEN | GRADES
ISO-BezeichnungISO code
siehe Zeichnung | see drawing Hartmetall beschichtet | carbide coated uncoat.d S Re d1 (mm) Härte | hardness <--------------------------------------------------------------------------> Zähigkeit | toughness
fn (mm/U) (min-max) ap (mm) (min-max) V5705 V5320 V5115 V5125 V5740 V6325 V7910 V7920 V6910 V6920 V0910
VNMG 160404-ST9.525 4.76 0.4 3.81
l lf=0,3 (0,15-0,4) ap=2 (0,2-3,5)
VNMG 160408-ST9.525 4.76 0.8 3.81
l lf=0,35 (0,15-0,5) ap=2 (0,3-3,5)P01-P10 P01-P15 P01-P30 P10-P35 P25-P45 P10-P30 P05-P10 P10-P35 P05-P10 P10-P35Vc=400 Vc= 330 Vc=290 Vc=250 Vc=185 Vc=215 Vc=225 Vc=220 Vc=225 Vc=200
M01-M25 M05-M30 M25-M45 M10-M30 M05-M10 M05-M10 M05-M10 M10-M25Vc=240 Vc=175 Vc=145 Vc=150 Vc=180 Vc=150 Vc=180 Vc=150
K05-K15 K01-K25 K20-K40Vc=330 Vc=280 Vc=150
N01-N20Vc=60-1,5k
S10-S30 S05-S15 S10-S30 S05-S15 S10-S30Vc=50 Vc=70 Vc=60 Vc=70 Vc=50
VNMG ST Re
d35° d1
S
Hartmetall-WSP, Negativ 35°, rhombische WSP für mittlere Berarbeitungcarbide insert, negative 35°, rhombic insert for medium machining
TECHNISCHE DATEN | TECHNICAL DATA
Drehstahlhalter auf den Seiten | tools on pages: auf Anfrage | on inquiry
Drehstahlhalter auf den Seiten | tools on pages: auf Anfrage | on inquiry
negative V Wsp | negative V inserts
63
T.1.1.1 | HARTMETALL WSP | CARBIDE INSERTS
Wsp negativ |inserts negative
WV
TS
RK
DC
Wsp
pos
itiv | i
nser
ts p
ositi
ve
WV
TS
RK
DC
Vand
urit
Quic
kCha
nge
syst
em
T.2.
1.4
T.2.
1.3
T.2.
1.2
T.2.
1.1
Dreh
stah
lhal
ter |
tool
hol
der
T.2.
2.4
T.2.
2.3
T.2.
2.2
T.2.
2.1
T | DREHEN |TURNING
verfügbar bis Lager abverkauft, danach Mindestbestellmenge laut Preislisteavailable until stock clearance, afterwords minimum order quantity see price listo
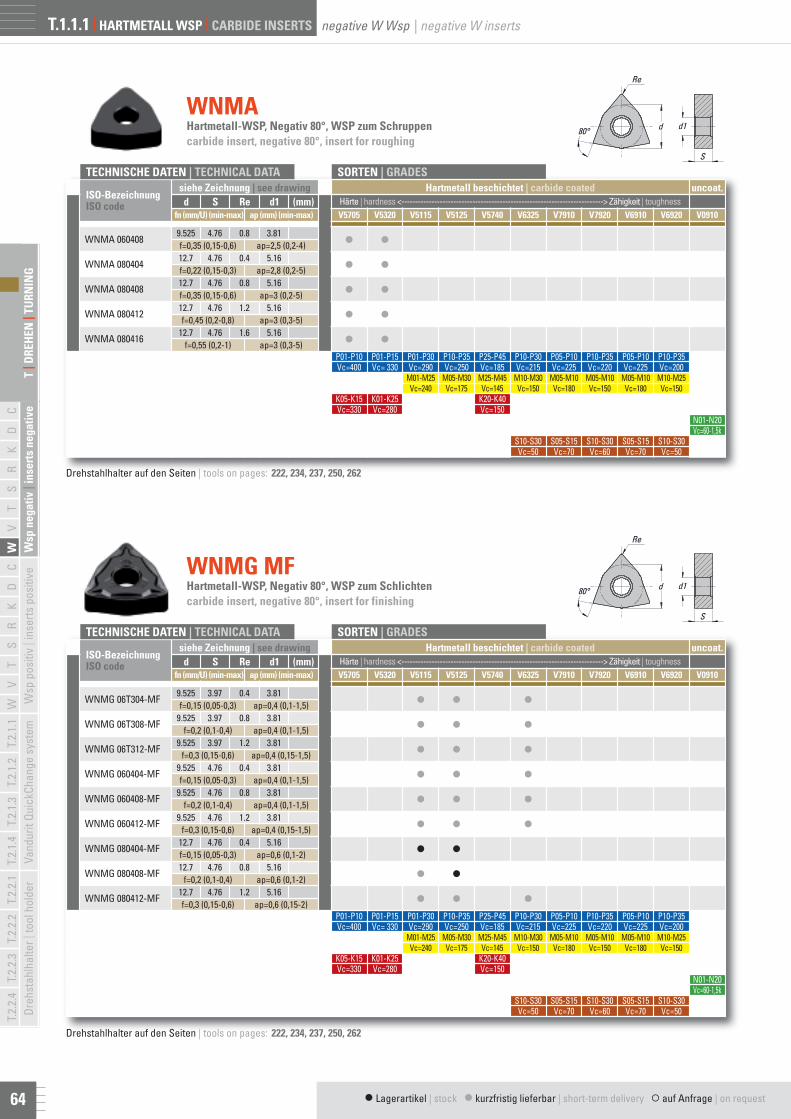
SORTEN | GRADES
ISO-BezeichnungISO code
siehe Zeichnung | see drawing Hartmetall beschichtet | carbide coated uncoat.d S Re d1 (mm) Härte | hardness <--------------------------------------------------------------------------> Zähigkeit | toughness
fn (mm/U) (min-max) ap (mm) (min-max) V5705 V5320 V5115 V5125 V5740 V6325 V7910 V7920 V6910 V6920 V0910
WNMA 0604089.525 4.76 0.8 3.81
l lf=0,35 (0,15-0,6) ap=2,5 (0,2-4)
WNMA 08040412.7 4.76 0.4 5.16
l lf=0,22 (0,15-0,3) ap=2,8 (0,2-5)
WNMA 08040812.7 4.76 0.8 5.16
l lf=0,35 (0,15-0,6) ap=3 (0,2-5)
WNMA 08041212.7 4.76 1.2 5.16
l lf=0,45 (0,2-0,8) ap=3 (0,3-5)
WNMA 08041612.7 4.76 1.6 5.16
l lf=0,55 (0,2-1) ap=3 (0,3-5)P01-P10 P01-P15 P01-P30 P10-P35 P25-P45 P10-P30 P05-P10 P10-P35 P05-P10 P10-P35Vc=400 Vc= 330 Vc=290 Vc=250 Vc=185 Vc=215 Vc=225 Vc=220 Vc=225 Vc=200
M01-M25 M05-M30 M25-M45 M10-M30 M05-M10 M05-M10 M05-M10 M10-M25Vc=240 Vc=175 Vc=145 Vc=150 Vc=180 Vc=150 Vc=180 Vc=150
K05-K15 K01-K25 K20-K40Vc=330 Vc=280 Vc=150
N01-N20Vc=60-1,5k
S10-S30 S05-S15 S10-S30 S05-S15 S10-S30Vc=50 Vc=70 Vc=60 Vc=70 Vc=50
WNMARe
80°
S
d1dHartmetall-WSP, Negativ 80°, WSP zum Schruppencarbide insert, negative 80°, insert for roughing
TECHNISCHE DATEN | TECHNICAL DATA
SORTEN | GRADES
ISO-BezeichnungISO code
siehe Zeichnung | see drawing Hartmetall beschichtet | carbide coated uncoat.d S Re d1 (mm) Härte | hardness <--------------------------------------------------------------------------> Zähigkeit | toughness
fn (mm/U) (min-max) ap (mm) (min-max) V5705 V5320 V5115 V5125 V5740 V6325 V7910 V7920 V6910 V6920 V0910
WNMG 06T304-MF9.525 3.97 0.4 3.81
l l lf=0,15 (0,05-0,3) ap=0,4 (0,1-1,5)
WNMG 06T308-MF9.525 3.97 0.8 3.81
l l lf=0,2 (0,1-0,4) ap=0,4 (0,1-1,5)
WNMG 06T312-MF9.525 3.97 1.2 3.81
l l lf=0,3 (0,15-0,6) ap=0,4 (0,15-1,5)
WNMG 060404-MF9.525 4.76 0.4 3.81
l l lf=0,15 (0,05-0,3) ap=0,4 (0,1-1,5)
WNMG 060408-MF9.525 4.76 0.8 3.81
l l lf=0,2 (0,1-0,4) ap=0,4 (0,1-1,5)
WNMG 060412-MF9.525 4.76 1.2 3.81
l l lf=0,3 (0,15-0,6) ap=0,4 (0,15-1,5)
WNMG 080404-MF12.7 4.76 0.4 5.16
l lf=0,15 (0,05-0,3) ap=0,6 (0,1-2)
WNMG 080408-MF12.7 4.76 0.8 5.16
l lf=0,2 (0,1-0,4) ap=0,6 (0,1-2)
WNMG 080412-MF12.7 4.76 1.2 5.16
l l lf=0,3 (0,15-0,6) ap=0,6 (0,15-2)P01-P10 P01-P15 P01-P30 P10-P35 P25-P45 P10-P30 P05-P10 P10-P35 P05-P10 P10-P35Vc=400 Vc= 330 Vc=290 Vc=250 Vc=185 Vc=215 Vc=225 Vc=220 Vc=225 Vc=200
M01-M25 M05-M30 M25-M45 M10-M30 M05-M10 M05-M10 M05-M10 M10-M25Vc=240 Vc=175 Vc=145 Vc=150 Vc=180 Vc=150 Vc=180 Vc=150
K05-K15 K01-K25 K20-K40Vc=330 Vc=280 Vc=150
N01-N20Vc=60-1,5k
S10-S30 S05-S15 S10-S30 S05-S15 S10-S30Vc=50 Vc=70 Vc=60 Vc=70 Vc=50
WNMG MFRe
80°
S
d1dHartmetall-WSP, Negativ 80°, WSP zum Schlichtencarbide insert, negative 80°, insert for finishing
TECHNISCHE DATEN | TECHNICAL DATA
Drehstahlhalter auf den Seiten | tools on pages: 222, 234, 237, 250, 262
Drehstahlhalter auf den Seiten | tools on pages: 222, 234, 237, 250, 262
T.1.1.1 | HARTMETALL WSP | CARBIDE INSERTS negative W Wsp | negative W inserts
64
WV
TS
RK
DC
Wsp negativ |inserts negative
T | DREHEN |TURNING
WV
TS
RK
DC
Wsp
pos
itiv | i
nser
ts p
ositi
veT.
2.1.
4T.
2.1.
3T.
2.1.
2T.
2.1.
1Va
ndur
it Qu
ickC
hang
e sy
stem
T.2.
2.4
T.2.
2.3
T.2.
2.2
T.2.
2.1
Dreh
stah
lhal
ter |
tool
hol
der
l Lagerartikel | stock l kurzfristig lieferbar | short-term delivery ¡ auf Anfrage | on request
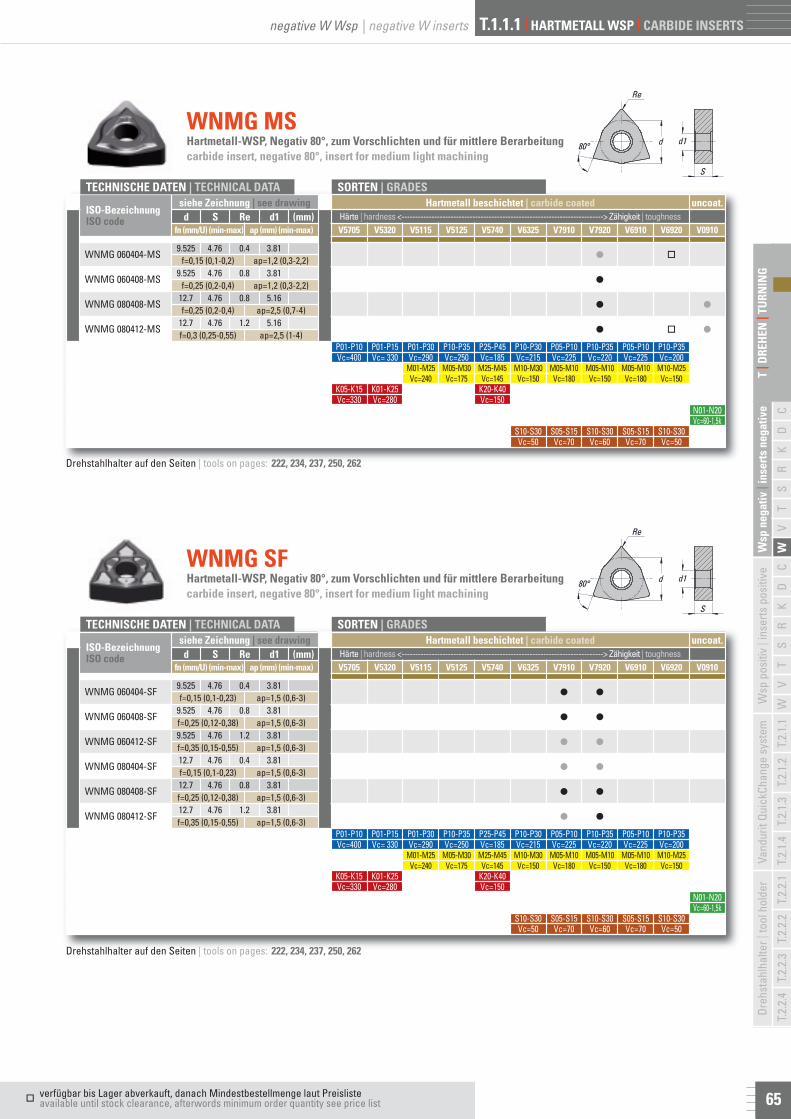
SORTEN | GRADES
ISO-BezeichnungISO code
siehe Zeichnung | see drawing Hartmetall beschichtet | carbide coated uncoat.d S Re d1 (mm) Härte | hardness <--------------------------------------------------------------------------> Zähigkeit | toughness
fn (mm/U) (min-max) ap (mm) (min-max) V5705 V5320 V5115 V5125 V5740 V6325 V7910 V7920 V6910 V6920 V0910
WNMG 060404-MS9.525 4.76 0.4 3.81
l of=0,15 (0,1-0,2) ap=1,2 (0,3-2,2)
WNMG 060408-MS9.525 4.76 0.8 3.81
lf=0,25 (0,2-0,4) ap=1,2 (0,3-2,2)
WNMG 080408-MS12.7 4.76 0.8 5.16
l lf=0,25 (0,2-0,4) ap=2,5 (0,7-4)
WNMG 080412-MS12.7 4.76 1.2 5.16
l o lf=0,3 (0,25-0,55) ap=2,5 (1-4)P01-P10 P01-P15 P01-P30 P10-P35 P25-P45 P10-P30 P05-P10 P10-P35 P05-P10 P10-P35Vc=400 Vc= 330 Vc=290 Vc=250 Vc=185 Vc=215 Vc=225 Vc=220 Vc=225 Vc=200
M01-M25 M05-M30 M25-M45 M10-M30 M05-M10 M05-M10 M05-M10 M10-M25Vc=240 Vc=175 Vc=145 Vc=150 Vc=180 Vc=150 Vc=180 Vc=150
K05-K15 K01-K25 K20-K40Vc=330 Vc=280 Vc=150
N01-N20Vc=60-1,5k
S10-S30 S05-S15 S10-S30 S05-S15 S10-S30Vc=50 Vc=70 Vc=60 Vc=70 Vc=50
WNMG MSRe
80°
S
d1dHartmetall-WSP, Negativ 80°, zum Vorschlichten und für mittlere Berarbeitungcarbide insert, negative 80°, insert for medium light machining
TECHNISCHE DATEN | TECHNICAL DATA
SORTEN | GRADES
ISO-BezeichnungISO code
siehe Zeichnung | see drawing Hartmetall beschichtet | carbide coated uncoat.d S Re d1 (mm) Härte | hardness <--------------------------------------------------------------------------> Zähigkeit | toughness
fn (mm/U) (min-max) ap (mm) (min-max) V5705 V5320 V5115 V5125 V5740 V6325 V7910 V7920 V6910 V6920 V0910
WNMG 060404-SF9.525 4.76 0.4 3.81
l lf=0,15 (0,1-0,23) ap=1,5 (0,6-3)
WNMG 060408-SF9.525 4.76 0.8 3.81
l lf=0,25 (0,12-0,38) ap=1,5 (0,6-3)
WNMG 060412-SF9.525 4.76 1.2 3.81
l lf=0,35 (0,15-0,55) ap=1,5 (0,6-3)
WNMG 080404-SF12.7 4.76 0.4 3.81
l lf=0,15 (0,1-0,23) ap=1,5 (0,6-3)
WNMG 080408-SF12.7 4.76 0.8 3.81
l lf=0,25 (0,12-0,38) ap=1,5 (0,6-3)
WNMG 080412-SF12.7 4.76 1.2 3.81
l lf=0,35 (0,15-0,55) ap=1,5 (0,6-3)P01-P10 P01-P15 P01-P30 P10-P35 P25-P45 P10-P30 P05-P10 P10-P35 P05-P10 P10-P35Vc=400 Vc= 330 Vc=290 Vc=250 Vc=185 Vc=215 Vc=225 Vc=220 Vc=225 Vc=200
M01-M25 M05-M30 M25-M45 M10-M30 M05-M10 M05-M10 M05-M10 M10-M25Vc=240 Vc=175 Vc=145 Vc=150 Vc=180 Vc=150 Vc=180 Vc=150
K05-K15 K01-K25 K20-K40Vc=330 Vc=280 Vc=150
N01-N20Vc=60-1,5k
S10-S30 S05-S15 S10-S30 S05-S15 S10-S30Vc=50 Vc=70 Vc=60 Vc=70 Vc=50
WNMG SFRe
80°
S
d1dHartmetall-WSP, Negativ 80°, zum Vorschlichten und für mittlere Berarbeitungcarbide insert, negative 80°, insert for medium light machining
TECHNISCHE DATEN | TECHNICAL DATA
Drehstahlhalter auf den Seiten | tools on pages: 222, 234, 237, 250, 262
Drehstahlhalter auf den Seiten | tools on pages: 222, 234, 237, 250, 262
negative W Wsp | negative W inserts
65
T.1.1.1 | HARTMETALL WSP | CARBIDE INSERTS
Wsp negativ |inserts negative
WV
TS
RK
DC
Wsp
pos
itiv | i
nser
ts p
ositi
ve
WV
TS
RK
DC
Vand
urit
Quic
kCha
nge
syst
em
T.2.
1.4
T.2.
1.3
T.2.
1.2
T.2.
1.1
Dreh
stah
lhal
ter |
tool
hol
der
T.2.
2.4
T.2.
2.3
T.2.
2.2
T.2.
2.1
T | DREHEN |TURNING
verfügbar bis Lager abverkauft, danach Mindestbestellmenge laut Preislisteavailable until stock clearance, afterwords minimum order quantity see price listo
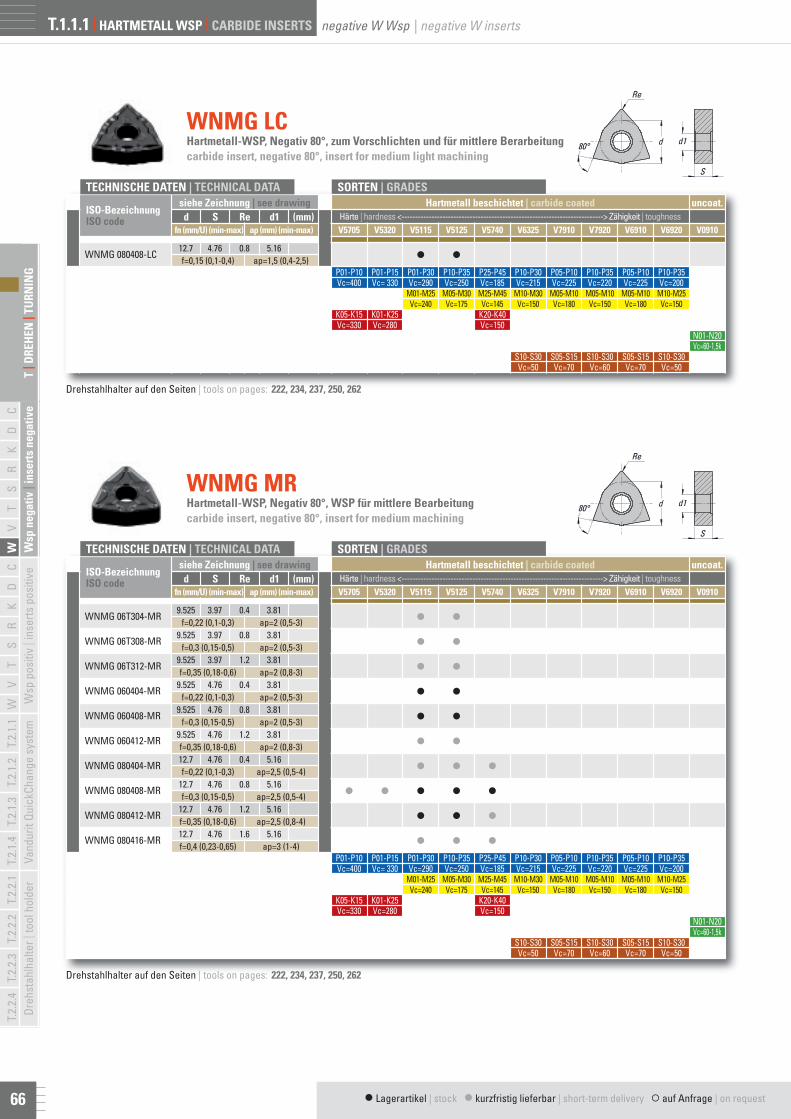
SORTEN | GRADES
ISO-BezeichnungISO code
siehe Zeichnung | see drawing Hartmetall beschichtet | carbide coated uncoat.d S Re d1 (mm) Härte | hardness <--------------------------------------------------------------------------> Zähigkeit | toughness
fn (mm/U) (min-max) ap (mm) (min-max) V5705 V5320 V5115 V5125 V5740 V6325 V7910 V7920 V6910 V6920 V0910
WNMG 080408-LC12.7 4.76 0.8 5.16
l lf=0,15 (0,1-0,4) ap=1,5 (0,4-2,5)P01-P10 P01-P15 P01-P30 P10-P35 P25-P45 P10-P30 P05-P10 P10-P35 P05-P10 P10-P35Vc=400 Vc= 330 Vc=290 Vc=250 Vc=185 Vc=215 Vc=225 Vc=220 Vc=225 Vc=200
M01-M25 M05-M30 M25-M45 M10-M30 M05-M10 M05-M10 M05-M10 M10-M25Vc=240 Vc=175 Vc=145 Vc=150 Vc=180 Vc=150 Vc=180 Vc=150
K05-K15 K01-K25 K20-K40Vc=330 Vc=280 Vc=150
N01-N20Vc=60-1,5k
S10-S30 S05-S15 S10-S30 S05-S15 S10-S30Vc=50 Vc=70 Vc=60 Vc=70 Vc=50
WNMG LCRe
80°
S
d1dHartmetall-WSP, Negativ 80°, zum Vorschlichten und für mittlere Berarbeitungcarbide insert, negative 80°, insert for medium light machining
TECHNISCHE DATEN | TECHNICAL DATA
SORTEN | GRADES
ISO-BezeichnungISO code
siehe Zeichnung | see drawing Hartmetall beschichtet | carbide coated uncoat.d S Re d1 (mm) Härte | hardness <--------------------------------------------------------------------------> Zähigkeit | toughness
fn (mm/U) (min-max) ap (mm) (min-max) V5705 V5320 V5115 V5125 V5740 V6325 V7910 V7920 V6910 V6920 V0910
WNMG 06T304-MR9.525 3.97 0.4 3.81
l lf=0,22 (0,1-0,3) ap=2 (0,5-3)
WNMG 06T308-MR9.525 3.97 0.8 3.81
l lf=0,3 (0,15-0,5) ap=2 (0,5-3)
WNMG 06T312-MR9.525 3.97 1.2 3.81
l lf=0,35 (0,18-0,6) ap=2 (0,8-3)
WNMG 060404-MR9.525 4.76 0.4 3.81
l lf=0,22 (0,1-0,3) ap=2 (0,5-3)
WNMG 060408-MR9.525 4.76 0.8 3.81
l lf=0,3 (0,15-0,5) ap=2 (0,5-3)
WNMG 060412-MR9.525 4.76 1.2 3.81
l lf=0,35 (0,18-0,6) ap=2 (0,8-3)
WNMG 080404-MR12.7 4.76 0.4 5.16
l l lf=0,22 (0,1-0,3) ap=2,5 (0,5-4)
WNMG 080408-MR12.7 4.76 0.8 5.16
l l l l lf=0,3 (0,15-0,5) ap=2,5 (0,5-4)
WNMG 080412-MR12.7 4.76 1.2 5.16
l l lf=0,35 (0,18-0,6) ap=2,5 (0,8-4)
WNMG 080416-MR12.7 4.76 1.6 5.16
l l lf=0,4 (0,23-0,65) ap=3 (1-4)P01-P10 P01-P15 P01-P30 P10-P35 P25-P45 P10-P30 P05-P10 P10-P35 P05-P10 P10-P35Vc=400 Vc= 330 Vc=290 Vc=250 Vc=185 Vc=215 Vc=225 Vc=220 Vc=225 Vc=200
M01-M25 M05-M30 M25-M45 M10-M30 M05-M10 M05-M10 M05-M10 M10-M25Vc=240 Vc=175 Vc=145 Vc=150 Vc=180 Vc=150 Vc=180 Vc=150
K05-K15 K01-K25 K20-K40Vc=330 Vc=280 Vc=150
N01-N20Vc=60-1,5k
S10-S30 S05-S15 S10-S30 S05-S15 S10-S30Vc=50 Vc=70 Vc=60 Vc=70 Vc=50
WNMG MRRe
80°
S
d1dHartmetall-WSP, Negativ 80°, WSP für mittlere Bearbeitungcarbide insert, negative 80°, insert for medium machining
TECHNISCHE DATEN | TECHNICAL DATA
Drehstahlhalter auf den Seiten | tools on pages: 222, 234, 237, 250, 262
Drehstahlhalter auf den Seiten | tools on pages: 222, 234, 237, 250, 262
T.1.1.1 | HARTMETALL WSP | CARBIDE INSERTS negative W Wsp | negative W inserts
66
WV
TS
RK
DC
Wsp negativ |inserts negative
T | DREHEN |TURNING
WV
TS
RK
DC
Wsp
pos
itiv | i
nser
ts p
ositi
veT.
2.1.
4T.
2.1.
3T.
2.1.
2T.
2.1.
1Va
ndur
it Qu
ickC
hang
e sy
stem
T.2.
2.4
T.2.
2.3
T.2.
2.2
T.2.
2.1
Dreh
stah
lhal
ter |
tool
hol
der
l Lagerartikel | stock l kurzfristig lieferbar | short-term delivery ¡ auf Anfrage | on request
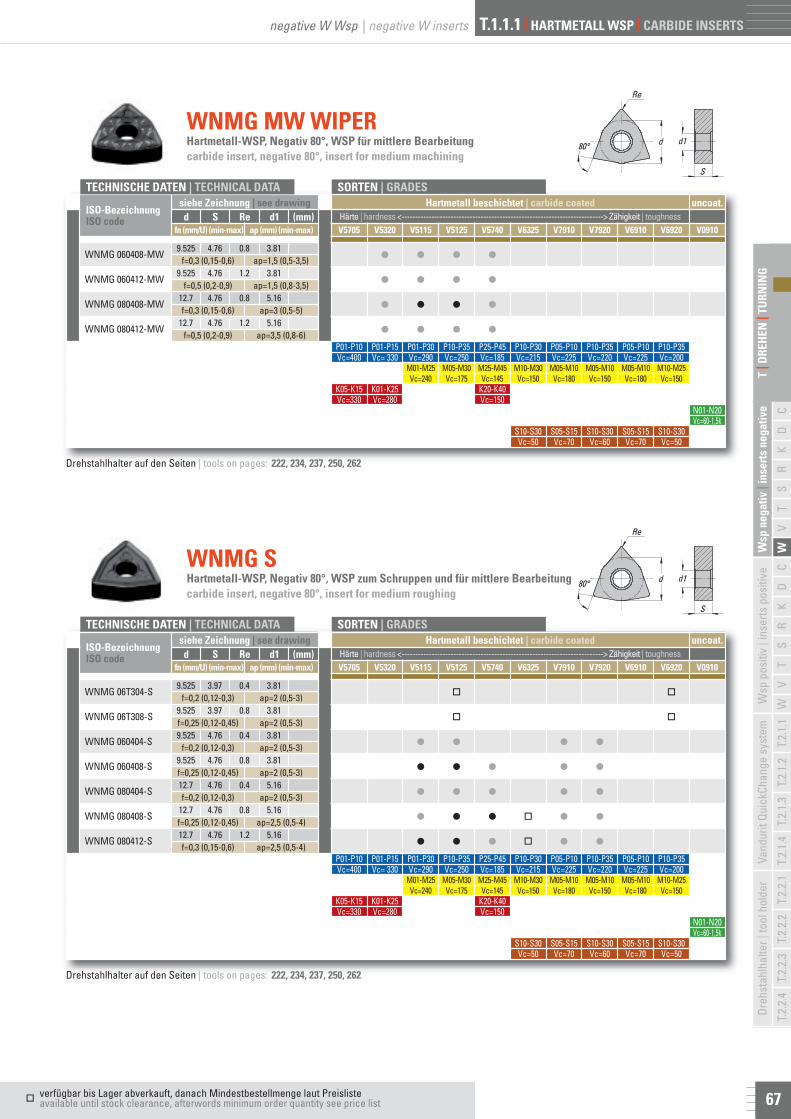
SORTEN | GRADES
ISO-BezeichnungISO code
siehe Zeichnung | see drawing Hartmetall beschichtet | carbide coated uncoat.d S Re d1 (mm) Härte | hardness <--------------------------------------------------------------------------> Zähigkeit | toughness
fn (mm/U) (min-max) ap (mm) (min-max) V5705 V5320 V5115 V5125 V5740 V6325 V7910 V7920 V6910 V6920 V0910
WNMG 060408-MW9.525 4.76 0.8 3.81
l l l lf=0,3 (0,15-0,6) ap=1,5 (0,5-3,5)
WNMG 060412-MW9.525 4.76 1.2 3.81
l l l lf=0,5 (0,2-0,9) ap=1,5 (0,8-3,5)
WNMG 080408-MW12.7 4.76 0.8 5.16
l l l lf=0,3 (0,15-0,6) ap=3 (0,5-5)
WNMG 080412-MW12.7 4.76 1.2 5.16
l l l lf=0,5 (0,2-0,9) ap=3,5 (0,8-6)P01-P10 P01-P15 P01-P30 P10-P35 P25-P45 P10-P30 P05-P10 P10-P35 P05-P10 P10-P35Vc=400 Vc= 330 Vc=290 Vc=250 Vc=185 Vc=215 Vc=225 Vc=220 Vc=225 Vc=200
M01-M25 M05-M30 M25-M45 M10-M30 M05-M10 M05-M10 M05-M10 M10-M25Vc=240 Vc=175 Vc=145 Vc=150 Vc=180 Vc=150 Vc=180 Vc=150
K05-K15 K01-K25 K20-K40Vc=330 Vc=280 Vc=150
N01-N20Vc=60-1,5k
S10-S30 S05-S15 S10-S30 S05-S15 S10-S30Vc=50 Vc=70 Vc=60 Vc=70 Vc=50
WNMG MW WIPERRe
80°
S
d1dHartmetall-WSP, Negativ 80°, WSP für mittlere Bearbeitungcarbide insert, negative 80°, insert for medium machining
TECHNISCHE DATEN | TECHNICAL DATA
SORTEN | GRADES
ISO-BezeichnungISO code
siehe Zeichnung | see drawing Hartmetall beschichtet | carbide coated uncoat.d S Re d1 (mm) Härte | hardness <--------------------------------------------------------------------------> Zähigkeit | toughness
fn (mm/U) (min-max) ap (mm) (min-max) V5705 V5320 V5115 V5125 V5740 V6325 V7910 V7920 V6910 V6920 V0910
WNMG 06T304-S9.525 3.97 0.4 3.81
o of=0,2 (0,12-0,3) ap=2 (0,5-3)
WNMG 06T308-S9.525 3.97 0.8 3.81
o of=0,25 (0,12-0,45) ap=2 (0,5-3)
WNMG 060404-S9.525 4.76 0.4 3.81
l l l lf=0,2 (0,12-0,3) ap=2 (0,5-3)
WNMG 060408-S9.525 4.76 0.8 3.81
l l l l lf=0,25 (0,12-0,45) ap=2 (0,5-3)
WNMG 080404-S12.7 4.76 0.4 5.16
l l l l lf=0,2 (0,12-0,3) ap=2 (0,5-3)
WNMG 080408-S12.7 4.76 0.8 5.16
l l l o l lf=0,25 (0,12-0,45) ap=2,5 (0,5-4)
WNMG 080412-S12.7 4.76 1.2 5.16
l l l o l lf=0,3 (0,15-0,6) ap=2,5 (0,5-4)P01-P10 P01-P15 P01-P30 P10-P35 P25-P45 P10-P30 P05-P10 P10-P35 P05-P10 P10-P35Vc=400 Vc= 330 Vc=290 Vc=250 Vc=185 Vc=215 Vc=225 Vc=220 Vc=225 Vc=200
M01-M25 M05-M30 M25-M45 M10-M30 M05-M10 M05-M10 M05-M10 M10-M25Vc=240 Vc=175 Vc=145 Vc=150 Vc=180 Vc=150 Vc=180 Vc=150
K05-K15 K01-K25 K20-K40Vc=330 Vc=280 Vc=150
N01-N20Vc=60-1,5k
S10-S30 S05-S15 S10-S30 S05-S15 S10-S30Vc=50 Vc=70 Vc=60 Vc=70 Vc=50
WNMG SRe
80°
S
d1dHartmetall-WSP, Negativ 80°, WSP zum Schruppen und für mittlere Bearbeitungcarbide insert, negative 80°, insert for medium roughing
TECHNISCHE DATEN | TECHNICAL DATA
Drehstahlhalter auf den Seiten | tools on pages: 222, 234, 237, 250, 262
Drehstahlhalter auf den Seiten | tools on pages: 222, 234, 237, 250, 262
negative W Wsp | negative W inserts
67
T.1.1.1 | HARTMETALL WSP | CARBIDE INSERTS
Wsp negativ |inserts negative
WV
TS
RK
DC
Wsp
pos
itiv | i
nser
ts p
ositi
ve
WV
TS
RK
DC
Vand
urit
Quic
kCha
nge
syst
em
T.2.
1.4
T.2.
1.3
T.2.
1.2
T.2.
1.1
Dreh
stah
lhal
ter |
tool
hol
der
T.2.
2.4
T.2.
2.3
T.2.
2.2
T.2.
2.1
T | DREHEN |TURNING
verfügbar bis Lager abverkauft, danach Mindestbestellmenge laut Preislisteavailable until stock clearance, afterwords minimum order quantity see price listo
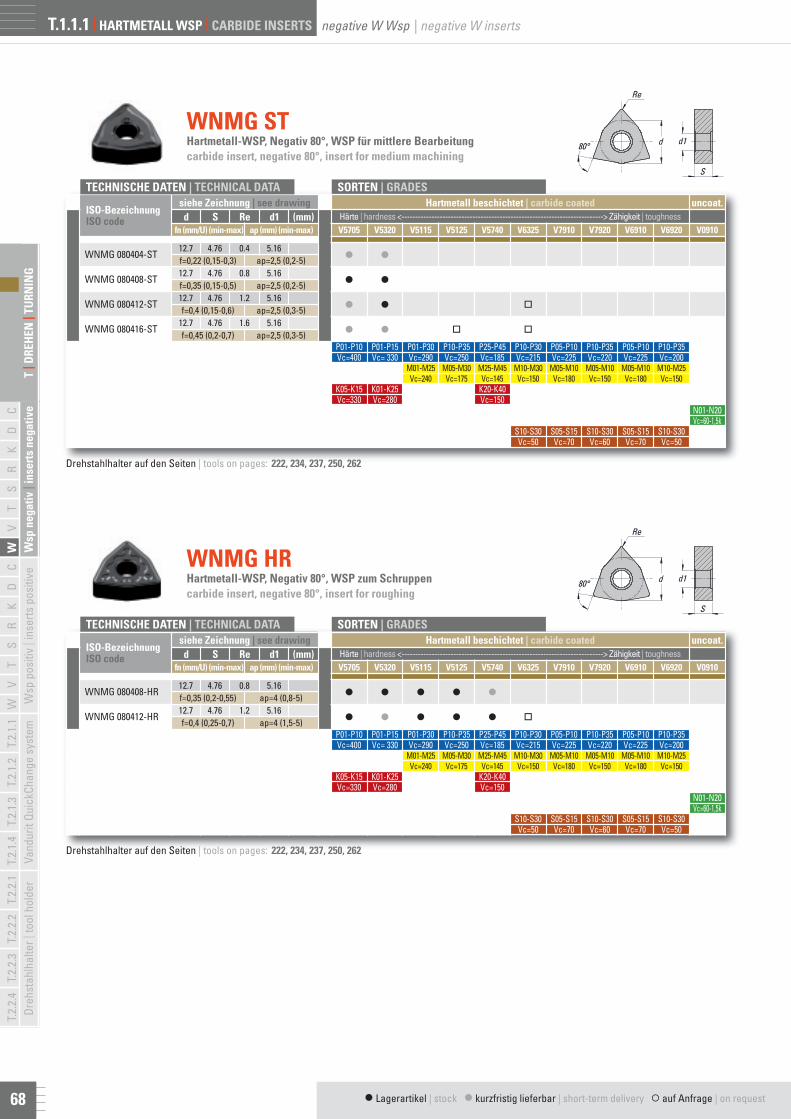
SORTEN | GRADES
ISO-BezeichnungISO code
siehe Zeichnung | see drawing Hartmetall beschichtet | carbide coated uncoat.d S Re d1 (mm) Härte | hardness <--------------------------------------------------------------------------> Zähigkeit | toughness
fn (mm/U) (min-max) ap (mm) (min-max) V5705 V5320 V5115 V5125 V5740 V6325 V7910 V7920 V6910 V6920 V0910
WNMG 080404-ST12.7 4.76 0.4 5.16
l lf=0,22 (0,15-0,3) ap=2,5 (0,2-5)
WNMG 080408-ST12.7 4.76 0.8 5.16
l lf=0,35 (0,15-0,5) ap=2,5 (0,2-5)
WNMG 080412-ST12.7 4.76 1.2 5.16
l l of=0,4 (0,15-0,6) ap=2,5 (0,3-5)
WNMG 080416-ST12.7 4.76 1.6 5.16
l l o of=0,45 (0,2-0,7) ap=2,5 (0,3-5)
P01-P10 P01-P15 P01-P30 P10-P35 P25-P45 P10-P30 P05-P10 P10-P35 P05-P10 P10-P35Vc=400 Vc= 330 Vc=290 Vc=250 Vc=185 Vc=215 Vc=225 Vc=220 Vc=225 Vc=200
M01-M25 M05-M30 M25-M45 M10-M30 M05-M10 M05-M10 M05-M10 M10-M25Vc=240 Vc=175 Vc=145 Vc=150 Vc=180 Vc=150 Vc=180 Vc=150
K05-K15 K01-K25 K20-K40Vc=330 Vc=280 Vc=150
N01-N20Vc=60-1,5k
S10-S30 S05-S15 S10-S30 S05-S15 S10-S30Vc=50 Vc=70 Vc=60 Vc=70 Vc=50
WNMG STRe
80°
S
d1dHartmetall-WSP, Negativ 80°, WSP für mittlere Bearbeitungcarbide insert, negative 80°, insert for medium machining
TECHNISCHE DATEN | TECHNICAL DATA
SORTEN | GRADES
ISO-BezeichnungISO code
siehe Zeichnung | see drawing Hartmetall beschichtet | carbide coated uncoat.d S Re d1 (mm) Härte | hardness <--------------------------------------------------------------------------> Zähigkeit | toughness
fn (mm/U) (min-max) ap (mm) (min-max) V5705 V5320 V5115 V5125 V5740 V6325 V7910 V7920 V6910 V6920 V0910
WNMG 080408-HR12.7 4.76 0.8 5.16
l l l l lf=0,35 (0,2-0,55) ap=4 (0,8-5)
WNMG 080412-HR12.7 4.76 1.2 5.16
l l l l l of=0,4 (0,25-0,7) ap=4 (1,5-5)
P01-P10 P01-P15 P01-P30 P10-P35 P25-P45 P10-P30 P05-P10 P10-P35 P05-P10 P10-P35Vc=400 Vc= 330 Vc=290 Vc=250 Vc=185 Vc=215 Vc=225 Vc=220 Vc=225 Vc=200
M01-M25 M05-M30 M25-M45 M10-M30 M05-M10 M05-M10 M05-M10 M10-M25Vc=240 Vc=175 Vc=145 Vc=150 Vc=180 Vc=150 Vc=180 Vc=150
K05-K15 K01-K25 K20-K40Vc=330 Vc=280 Vc=150
N01-N20Vc=60-1,5k
S10-S30 S05-S15 S10-S30 S05-S15 S10-S30Vc=50 Vc=70 Vc=60 Vc=70 Vc=50
WNMG HRRe
80°
S
d1dHartmetall-WSP, Negativ 80°, WSP zum Schruppencarbide insert, negative 80°, insert for roughing
TECHNISCHE DATEN | TECHNICAL DATA
Drehstahlhalter auf den Seiten | tools on pages: 222, 234, 237, 250, 262
Drehstahlhalter auf den Seiten | tools on pages: 222, 234, 237, 250, 262
T.1.1.1 | HARTMETALL WSP | CARBIDE INSERTS negative W Wsp | negative W inserts
68
WV
TS
RK
DC
Wsp negativ |inserts negative
T | DREHEN |TURNING
WV
TS
RK
DC
Wsp
pos
itiv | i
nser
ts p
ositi
veT.
2.1.
4T.
2.1.
3T.
2.1.
2T.
2.1.
1Va
ndur
it Qu
ickC
hang
e sy
stem
T.2.
2.4
T.2.
2.3
T.2.
2.2
T.2.
2.1
Dreh
stah
lhal
ter |
tool
hol
der
l Lagerartikel | stock l kurzfristig lieferbar | short-term delivery ¡ auf Anfrage | on request









![[MS-WSP]: Windows Search ProtocolMS-WSP].… · 1 / 243 [MS-WSP] - v20200304 Windows Search Protocol Copyright © 2020 Microsoft Corporation Release: March 4, 2020 [MS-WSP]: Windows](https://img.pdfslide.us/doc/110x75/5f1017a27e708231d447683e/ms-wsp-windows-search-protocol-ms-wsp-1-243-ms-wsp-v20200304-windows.jpg)



















