Embed Size (px)
Citation preview

MAY 2013 / Vol. 21 / No. 3
co
mp
os
ites
wo
rld
.co
m
■ Dream Chaser crew/cargo shuttle takes shape
■ Thermoplastic composite helicopter tail boom
■ Aircraft lightning strike protection update
■ SAMPE 2013 preview & JEC 2013 highlights
MAY 2013 / Vol. 21 / No. 3


TABLE OF CONTENTS
M A Y 2 0 1 3 | 1
78 U.S. Crew & Cargo Candidate Takes Shape with CompositesSierra Nevada Corp.’s (Sparks, Nev.)
Dream Chaser Space System is de-
signed to enable transportation of hu-
mans, supplies, scientifi c equipment and
other cargo to and from the International
Space Station.
By Donna Dawson
MAYvolume: twenty-one
number: three
5 From the Editor HPC editor-in-chief Jeff Sloan
introduces a new column, called
By the Numbers.
6 Market TrendsMarket analyst Ross Kozarsky
predicts that graphene might be
ready for prime time.
9 By the NumbersGardner’s director of market intel-
ligence Steve Kline computes the
Composites Business Index.
11 Testing TechDr. Donald F. Adams proposes a
more practical standard method
for fl exural testing of composites.
15 Speaking OutEconomic development pro Bruce
Kendall calls out a successful
development program in Tacoma.
48 Work in ProgressHPC editor-in-chief Jeff Sloan
examines the possibilities inherent
in in-house prepregging.
19 News68 New Products74 Calendar76 Marketplace 77 Ad Index77 Showcase
28 SAMPE 2013 Long Beach PreviewThe Society’s annual convention comes
home to the West Coast and homes in on
future possibilities for advanced composite
material and process engineering.
37 SAMPE Europe 2013/JEC Europe 2013 HighlightsHeld concurrently, these two seminal Euro-
pean composites events weathered a rare
Parisian snowstorm to plumb the depth
and breadth of the industry.
44 SpeedNews Aviation Suppliers Conferences ReportMore than 500 delegates attended these
back-to-back conferences.
By Donna Dawson
52 Lightning Strike Protection Strategies for Composite AircraftTried-and-true materials thrive, but new
approaches and new forms designed to
process faster are entering the marketplace.
By Sara Black
62 Inside Manufacturing: Building a Better Tail BoomOut-of-autoclave carbon fi ber/thermoplas-
tic demonstrator is a 30 percent lighter
drop-in replacement for an existing
aluminum design.
By Michael LeGault
FEATURES COLUMNS
DEPARTMENTS
ON THE COVER
In December 2012, NASA awarded about $10 million to Sierra Nevada Corp. Space Systems (Sparks, Nev.) to develop the Dream Chaser Space System (DCSS). Engineered to provide the U.S. with a piloted craft that can make 25 round trips to the International Space Station, this Space Shuttle re-placement candidate will carry a crew of seven plus cargo on missions into low-Earth orbit.Source: Sierra Nevada
FOCUS ON DESIGN
44
62
52
2013

2 | H I G H - P E R F O R M A N C E C O M P O S I T E S
High-Performance Composites (ISSN 1081-9223) is published bimonthly (January, March, May, July, September and November) by Gardner Business Media Inc. Corporate and production offices: 6915 Valley Ave., Cincinnati, OH 45244. Editorial offices: PO Box 992, Morrison, CO 80465. Periodicals postage paid at Cincinnati, OH and additional mailing offices. Copyright © 2013 by Gardner Business Media, Inc. All rights reserved.
Canada Post: Publications Mail Agreement #40612608.
Canada returns should be sent to Bleuchip International, PO Box 25542, London, ON N6C 6B2.
Postmaster: Send address changes to: High-Performance Composites, 6915 Valley Ave., Cincinnati, Ohio 45244-3029. If undeliverable, send Form 3579.
Subscription rates: Nonqualified $45 USD per year in the United States, $49 USD per year in Canada, $100 USD per year airmail for all other countries. Single issue prepaid, $10 USD per copy in North America, $25 USD in all other countries. Payment sent directly to High-Performance Composites at Cincinnati offices, (800) 950-8020, fax (513) 527-8801.
Publisher Richard G. Kline Jr. / [email protected]
Graphic Designer Susan Kraus / [email protected]
Marketing Manager Kimberly A. Hoodin / [email protected]
Midwestern U.S. & International Sales Offi ceAssociate Publisher Ryan Delahanty / [email protected]
Eastern U.S. Sales Offi ceDistrict Manager Barbara Businger / [email protected]
Mountain, Southwest & Western U.S. Sales Offi ceDistrict Manager Rick Brandt / [email protected]
European Sales Offi ceEuropean Manager Eddie Kania / [email protected]
MEMBERSHIPS:
6915 Valley Avenue Cincinnati OH 45244-3029P 513-527-8800 / Fax 513-527-8801gardnerweb.com
PO Box 992,Morrison, CO 80465P 719-242-3330 / Fax 513-527-8801 compositesworld.com
Richard G. Kline, CBC President
Melissa Kline Skavlem COO
Richard G. Kline, Jr. Group Publisher
Tom Beard Senior V.P., Content
Steve Kline, Jr. Director of Market Intelligence
Ernest C. Brubaker Treasurer
William Caldwell Advertising Manager
Ross Jacobs Circulation Director
Jason Fisher Director of Information Services
Kate Hand Senior Managing Editor
Jeff Norgord Creative Director
Rhonda Weaver Creative Department Manager
Dave Necessary Senior Marketing Manager
Allison Kline Miller Senior Event Manager
ALSO PUBLISHER OF
• Composites Technology • Modern Machine Shop • Moldmaking Technology • IMTS Directory of Exhibits• Products Finishing • Products Finishing Directory• Plastics Technology / PT Handbook • Production Machining • Automotive Design & Production • NPE Offi cial Show Directory
High Temperature Bond Tools BMI
Epoxy
Mill Fixtures Pressure Intensifiers / Cauls Backup Structure Materials
Panels, Tubes, Angles
Backup Structure Kits
CO
MP
OS
ITE
T
OO
LIN
G
6262 W. 34th Street South Wichita, KS 67215 Phone: 316-946-5900 Email: [email protected]
Tooling Solutions for Complex Composites
Smart Tooling, a division of Spintech Ventures, provides formable and reusable Smart Mandrels® and SMP BladdersTM for manufacturing complex composite parts that drastically reduce labor and capital cost, while dramatically increasing production.
1150 S. Patton St. Xenia, OH 45385 (t) 937.912.3250www.smarttooling.com (email) [email protected]
g
Automotive
omplex Composites
Aerospace
Defense
RacingEnergy
Extracted & Formed
Tool Shapes

M A Y 2 0 1 3 | 3
CONTRIBUTING WRITERS
EDITORIAL OFFICESCompositesWorld / PO Box 992 / Morrison, CO 80465p: 719.242.3330 / f: 513.527.8801 / www.compositesworld.com
Mike Musselman / Managing [email protected]
Sara Black / Technical [email protected]
Jeff Sloan / Editor-in-Chief [email protected] / 719.242.3330
Dale Brosius [email protected]
Ginger [email protected]
Michael R. [email protected]
Peggy [email protected]
Karen [email protected]
John [email protected]
Lilli Sherman / Senior [email protected]
Fly Lighter
Manufacture for Less
LORD® UltraConductive™ Technology offers lightning strikeprotection for composite structures at a fraction of the weight of conventional metal meshes and foils
The variety of product forms offer manufacturing savings by enabling OEMs to automate lightning strike protection applications.
Founded in 1924, LORD Corporation is a market leader for vibration and motion control. LORD provides high-performance solutions with industry-leading technologies and services.
©2013 LORD Corporation SA6048
+1 877 ASK LORD (275 5673)LORD.com

A Global Advanced Materials Company
www.parkelectro.com
Park designs and manufactures composite parts and assemblies and develops and manufactures composite prepregs, unidirectional
tapes and ablative materials, all for the aerospace industry.
316.283.6500 • [email protected]
ADVANCED COMPOSITE MATERIALS,PARTS AND ASSEMBLIES
FOR AEROSPACE APPLICATIONS
Visit Park at SAMPE - Booth P43

EDITOR
FROM THE EDITOR
M A Y 2 0 1 3 | 5
ost manufacturing industries, as you no doubt know,
eventually develop a trade or industry associa-tion. These groups solicit membership from the in-dustries they serve and, in return, provide a variety of services, including lobby-ing, training, conferences, trade shows, communi-cations, marketing data, certifi cations and more. In the U.S. composites industry, we have the Society for the Advancement of Material and Process Engi-neering (SAMPE, Covina, Calif.) and the American Composites Manufacturers Assn. (ACMA, Arlington, Va.) and, at the periphery, the Society of Plastics En-gineers (SPE, Troy, Mich.).
One of the core services of a trade association is to measure and assess the health of the industry served by collecting data from supplier-members relating to quantity and value of goods sold into a given market. This is often done by measuring manufacturing machinery sales. For instance, if you want to gauge the health of the plastics pro-cessing industry in the U.S., one thing you might do is look at the annual sales of injection, extru-sion and blowmolding machinery into the U.S. market. This is, in fact, done by the Society of the Plastics Industry (SPI, Washington, D.C.) and has for years provided reliable signals regarding the health of the market. SPI members, in turn, are given access to this data for strategic and opera-tional planning purposes.
The composites industry, however, because of its myriad resin, fi ber, tooling and processing sys-tem types, lacks the two or three ubiquitous ma-chine types that could provide the bellweather data points needed to reliably gauge business activity. On top of this, there is a built-in reluctance among composites industry suppliers and manufacturers alike to share data of any kind — fi scal, mechani-
M
Jeff Sloan
cal or material — fueled by a desire to protect coveted intel-lectual property.
As a result, we are forced to look in the margins among end markets for signals and data regarding the health of the industry. That’s why we track commercial aircraft sales, mili-tary spending, luxury vehicle shipments, business jet sales and other metrics. From this data, we hope to glean some understanding of composites
activity. This is fi ne, but there is no substitute for the horse’s mouth — folks like you who every day design and manufacture the composite structures on which this industry is built.
With this in mind, we are launching a new col-umn in HPC this month called By the Numbers
(p. 9), authored by Steve Kline Jr. He’s the director of market intelligence at Gardner Business Media Inc. (Cincin-nati, Ohio), the company that pub-lishes HPC. In By the Numbers, Kline will present each issue the results of monthly surveys of HPC readers. He’ll
collect data on new orders, production, backlogs, employment and other factors. These data will be aggregated and analyzed to produce for you the Composites Business Index, designed to signal industry expansion or contraction, along with a sense of overall trends. I will be among the fi rst to admit that the composites industry’s material and process fl exibility is among it’s greatest assets, but I will also be among the fi rst to admit that such di-versity and fragmentation makes anyone who is try-ing to comprehend this industry’s ebbs and fl ows feel like a herder of cats. We hope By the Numbers will help impose some order in our disorderly eco-nomic sector and that you will follow along each month as we try to provide intelligent, reliable and actionable market data.
Making a debut this issue: By the Numbers,
designed to help track the overall health of
the composites manufacturing industry.

MARKET TRENDS
MARKET TRENDS
6 | H I G H - P E R F O R M A N C E C O M P O S I T E S
riven by remarkable science, such as the 2003 work by University of Man-chester professors (and Nobel laure-
ates) Andrew Geim and Kostya Novosel-ov, who used pencil-quality graphite and regular adhesive tape, graphene has been touted as the next material wunderkind for the better part of the past decade due to its exceptional mechanical, electronic and thermal properties. Many companies are looking to capitalize on its commer-cial potential, including leading startups XG Sciences (Lansing, Mich.), Vorbeck Materials (Jessup, Md.) and Angstron Materials (Dayton, Ohio), and corporate behemoths such as Posco, Cabot, Sam-sung Electronics, Sony and IBM. Howev-er, one look at the rocky history of carbon nanotubes (CNTs) shows that the current research and patent boom is — despite impressive technical achievements — far from a guarantee of commercial success. Major challenges loom large.
It is important, fi rst, to distinguish be-tween two very different forms of the ma-terial: graphene nanoplatelets (GNPs) and graphene fi lms. GNPs are discs of graphene, one to hundreds of atomic layers thick, and graphene fi lms are uni-form, usually monolayer sheets of gra-
Ross Kozarsky is a
senior analyst and
leader of the Lux
Research (Boston,
Mass.) Advanced
Materials team. He
prov ides s t ra te-
gic advice on, and
ongoing intelligence
about , emerg ing
coating, composite
and catalyst materials that serve as
enabling technologies for new markets
and applications. Kozarsky also has pre-
sented at conferences in Asia, Europe
and North America on topics that include
carbon fiber composites. He holds an
MA in advanced chemical engineer-
ing from the University of Cambridge
and a BSE in chemical engineering from
Princeton University.
D
GRAPHENE: READY FOR PRIME TIME?
phene. GNPs made by XG and Angstron use liquid-phase exfoliation and thermal treatment, but newer startups are tout-ing less expensive, yet unproven, ways of treating mined graphite or coal. Most monolayer fi lms are made via chemical vapor deposition (CVD). GNPs are best suited to carbon fi ller applications, e.g., as an additive to enhance conductive properties for EMI shielding or electro-static dissipation (ESD). The conductiv-ity, transparency, elasticity and mobility properties of graphene fi lms offer signifi -cant innovation opportunities in appli-cations such as transparent conductive fi lms, fi ltration, and high-performance electronic devices — but most also pose signifi cant cost and processing hurdles.
As graphene’s leading players continue scale-up efforts and aim to benefi t from economies of scale and corporate part-nerships, they must learn from the trials encountered by CNT pioneers. Specifi -cally, as graphene developers seek to gain traction outside the lab, they will be faced with major commercialization challenges, including high cost. Despite the efforts of a slew of developers, GNPs average about $150/kg today, and monolayer graphene fi lms cost $100,000/m2 (supplied on cop-per foil). These costs might not be an is-sue for very high-end uses, such as high-frequency transistors, but signifi cantly lower-priced but “good enough” materi-als, such as carbon black and indium tin oxide, will impede the penetration of gra-phene into conductive fi llers and trans-parent conductive fi lms.
Despite forecasts of big cost reduc-tions from economies of scale and auto-mation, reliable low-cost processes still are not in place. Another hurdle is to pre-vent GNP agglomeration when dispersed in resin. What’s more, graphene must not only displace incumbent options but also compete with other emerging advanced materials in target markets, including multi-walled CNTs (MWNTs), metallic nanowires and nanoclays
At Lux Research, we built a detailed model to assess graphene’s market pene-tration, taking into consideration histori-
cal adoption rates, costs, market require-ments and input from interviews with key technology developers along the entire value chain. Based on the modeling re-sults, we forecast that the aggregate gra-phene market, for all applications, will post a compound annual growth rate (CAGR) of 40 percent, from $9 million in 2012 to $126 million in 2020. GNPs will contribute the bulk of demand. However, a host of recent capacity expansion an-nouncements — e.g., Ningbo Morsh Technology Co. Ltd.’s (Cixi City, Zheji-ang, China) ambitious plan to scale up to 300 metric tonnes (661,349 lb) per year — threaten to throw the space into oversupply. That’s anathema if develop-ers are to become profi table.
Composites and energy storage will duke it out for GNP market supremacy through the end of the decade, reaching $32 million and $30 million, respectively, in 2020. In particular, we anticipate con-ductive EMI and ESD applications, as well as consumer electronics Li-ion cath-ode additives, to be particularly solid fi ts for the material. In composites, spe-cifi cally, MWNTs are appealing from the standpoint of higher specifi c strength and modulus, but GNPs are more eas-ily dispersed than MWNTs in a resin and have a much smaller effect on resin vis-cosity at any given conductivity level.
If the market is to move forward and leverage graphene’s exceptional proper-ties, the key drivers will be novel forms and processes — making the material more three-dimensional, with a greater surface area, for example, or combining graphene with other novel materials. GNPs combined with diamond or CNTs can produce hybrids with an ever-broad-er spectrum of potentially achievable properties and applications. In the long run, if the multifunctional capabilities of the material (modulus, electrical and thermal conductivity, transparency, im-permeability and elasticity) can be com-bined in an economical and scalable manner, graphene may yet serve as an enabling platform to further adoption of novel composites.

Composite this.Starboard. Star bound.
What’s the connection? Both depend on thermoset composites for cruising in extreme conditions. Huge propellers churning massive amounts of seawater require the reliable, non-corrosive properties of engineered thermoset plastic bearing sleeves. Up above, satellites carry mission-critical devices that must be thermally isolated from one another as they orbit the sun. Lightweight composite components insulate when space temperatures plunge from intense heat to absolute zero. Whether by the stars or to them, the technology is Norplex-Micarta.
Global Thermoset Composite Solutions
ExtremeEnvironmentsNorplex-Micarta combines
cotton, glass and synthetic fabric
with a thermoset resin system to
form lightweight but high-
strength components and
materials. We can customize
solutions for any application in
the universe.

Niagara Cutter’s line of application-engineered end mills has
been specifically designed and tested to be the most effective
available for machining all aerospace materials, including
Titanium Ti-5553. All products are
designed with a unique combination of geometries, substrates,
edge preparation, coatings and surface enhancements.
Niagara Cutter manufactures a wide range of tools specifically
engineered for tough, abrasive Carbon Reinforced Polymer
Fiber (CRPF) machining operations, also with unique geometries
and advanced CVD Diamond Coatings to assure performance in
COMPOSITES and non-ferrous alloys such as
high silicon aluminum.
Niagara Cutter offers high performance machining solutions in
titanium, steel, stainless steel, aluminum and high temperature
alloys. To view Niagara Cutter’s recent white paper on aerospace
machining, and our full range of tools and specific performance
data, please visit our website at:
www.niagaracutter.com
THE FIRST NAME
IN CUTTING TOOLS
FOR THE TOUGHEST
AEROSPACE
MACHINING
CHALLENGES
200 JOHN JAMES AUDUBON PKWY
AMHERST, NEW YORK 14228 USA
PHONE: 800.861.6111 / FAX: 800.472.2197

M A Y 2 0 1 3 | 9
BY THE NUMBERS
BY THE NUMBERS
Steve Kline is the
director of market
intelligence for Gard-
ner Business Media
Inc. (Cincinnati, Ohio),
the parent company
and publisher of
High-Per formance
Composites. Kline
holds a BS in civil
engineer ing from
Vanderbilt University
and an MBA from the University of Cincinnati.
S
COMPOSITES BUSINESS INDEX 51.6: CONTRACTION ENDS, TREND IS UP
ince December 2006, Gardner Busi-ness Media has computed a busi-ness index for the U.S. metalwork-
ing industry. In December 2011, Gardner began to survey manufacturing facilities across all of the durable goods sectors covered by its publications. After track-ing the index’s performance in these sec-tors for two years, we are now ready to publish regular reports. In “By the Num-bers,” I’ll present to HPC readers the U.S. Composites Business Index (CBI).
The CBI is a diffusion index. It com-pares business conditions month by month. We survey composites manu-facturing facilities monthly and collect data on new orders, production, back-logs, employment and other quantifi able factors. We weight these subindices to create an overall index. A reading above 50 indicates expansion. A reading below 50 shows contraction. HPC readers who are familiar with the Institute for Supply Management (ISM) index will easily grasp the CBI because the CBI survey asks the same questions and its results are similarly calculated. The CBI’s advan-tage, of course, is that survey results are focused on composites fabrication.
Gardner’s fi rst published CBI, released March 1, was an even 50.0, indicating that composites activity was fl at in Feb-ruary compared to January. This ended fi ve consecutive months of contraction in composites fabrication. New orders and production, however, grew during that time. Growth of new orders slowed
slightly, and the production growth rate accelerated. But, the growth rate for new orders was faster than the rate for pro-duction, so the rate of contraction in backlogs slowed to near fl at in February.
The CBI moved up to 51.6 during March, showing overall growth for the fi rst time since August 2012. New orders continued a three-month growth arc, reaching in March the highest growth rate since May 2012. Production grew in Janu-ary and February, then really picked up in March. Employment moved from contrac-tion to expansion and has maintained a general upward trend since bottoming out in December 2012. These three sub-indices are the drivers that got the com-posites industry growing again.
Supplier time to delivery continues to lengthen, which indicates supply chain strength. Although exports contracted for the 11th consecutive month, they raised the overall index in March because the rate of contraction slowed. Exports, how-ever, will continue to contract because the dollar is under pressure from a falling yen (the result of increased quantitative easing) and a down euro (due to ongoing trouble in the banking industry). Despite strong growth in new orders, backlogs continue to contract. This shows signifi -cant available production capacity.
The material prices growth rate slowed markedly in March after rising at an increasing rate since July 2012. Prices received by composites manufacturers grew at a much slower pace. These trends and an employment upswing show that profi ts are under pressure. Business expectations improved in the past fi ve months, but expectations have been somewhat range-bound since July.
Facilities with 50+ employees grew at a consistent rate in the fi rst three months of 2013. In January and February, overall growth was driven by these larger pro-ducers, but in March, smaller facilities fi nally joined the trend, after contracting every month since the summer of 2012.
In March, there was strong growth in the West North Central, South Atlantic, Middle Atlantic, East South Central and Pacifi c, with contraction elsewhere, save New England, which continued a no-growth streak begun in October 2012.
Average spending per plant on capital equipment for the coming 12 months is a volatile metric, but since December 2012, future spending plans have been on an upward trajectory. The Middle Atlantic, East North Central, South Atlantic, and West North Central show the best trajec-tories. Spending plans are most improved in facilities with 20 to 99 employees.
THE COMPOSITES BUSINESS INDEX
Subindices March February Change Direction Rate Trend
New Orders 54.9 51.8 3.1 Growing Faster 3
Production 53.9 50.6 3.3 Growing Faster 3
Backlog 47.5 49.7 -2.2 Contracting Faster 10
Employment 52.7 49.4 3.3 GrowingFrom
Contracting 1
Exports 45.6 44.2 1.4 Contracting Slower 11
Supplier Deliveries
55.2 54.0 1.2 Lengthening More 16
Material Prices 64.7 69.9 -5.2 Increasing Less 16
Prices Received 52.5 52.9 -0.4 Increasing Less 3
Future Business Expectations
65.1 62.3 2.8 Improving More 16
Composites
Business Index
51.6 50.0 1.6 Growing From Flat 1


M A Y 2 0 1 3 | 1 1
TESTING TECH
TESTING TECH
argued that three-point loading is easier to apply, the nod will be given to four-point loading.
It is interesting that ISO 14125 specifi es a third-point load location for the four-point loading confi guration, and ASTM D 7264 specifi es a quarter-point load location, but the original ASTM D 790 standard permitted both, and so, subse-quently, did ASTM D 6272. It appears that the position of the loading points on the beam has little infl uence and, therefore, should be arbitrarily standardized. In ac-knowledgment of the fact that the applied forces required to achieve a given bend-ing moment in the beam are one-fourth less if third-point load location is used, I suggest third-point load location as the universal standard when four-point load-ing is used.
In Table 1, some standards specify a specifi c specimen length, while others specify only a support-span-length to specimen-thickness ratio, ℓ/t. The ℓ/t is important to test performance in terms of controlling the induced shear stresses. And specimen thickness (t) is dependent on the form of the material available for testing. It follows that specimen length is not a governing parameter. It is inter-esting, then, that both ASTM D 7264 and ISO 14125 specify a specimen length, which dictates a specimen thickness for a given ℓ/t ratio. I suggest that the ℓ/t ratio be specifi ed and the specimen length be dictated by whatever material thickness is to be tested. An ℓ/t ratio of 16 is usually adequate. Thus, standardizing an ℓ/t ratio of 32 will provide a margin of safety.
The existing standards do not vary much with respect to recommended spec-imen width. Adopting a standard 15-mm width would be reasonable.
The radii of the loading points and sup-ports has limited infl uence on test results, as long as the radii are not so small that they concentrate the applied forces onto a very small area of the beam, inducing local contact stress failures. Conversely, larger radii distribute the applied forces over larger areas and thus are benefi cial. This fact is typically recognized in
Dr. Donald F.
Adams is the
president of Wyo-
ming Test Fixtures
Inc. (Salt Lake
City, Utah). He
holds a BS and an
MS in mechanical
engineering and
a Ph.D in theo-
retical and applied
mechanics. Following a total of 12 years
with Northrop Aircraft Corp., the Aero-
nutronic Div. of Ford Motor Co., and the
Rand Corp., he joined the University of
Wyoming, directing its Composite Mate-
rials Research Group for 27 years before
retiring from that post in 1999. Dr. Adams
continues to write, teach and serve with
numerous industry groups, including the
test methods committees of ASTM and
the Composite Materials Handbook 17.
M
FLEXURAL TEST METHOD STANDARDS FOR COMPOSITE MATERIALS
y March column addressed fl exural test methods for composite mate-rials. I noted that the details pre-
sented in the various available national and international standards were not mu-tually consistent (see “Learn More,” p. 13), but most of these inconsistencies were of little consequence because variations in these parameters have little effect on test results. But I also pointed out a problem: a testing group is typically required by its customer to follow a specifi c standard. Because there are a number of different standards, the testing lab must continu-ally alter its procedures and, possibly, its test equipment, to conform with each cus-tomer’s specifi ed standard, despite the fact that these alterations have little to no infl uence on the results. I concluded that testing specialists would be well served by a single international standard.
Table 1 (p. 13) presents a representa-tive list of industry standards for fl exural testing of composite materials. It includes the three current ASTM standards and the relatively new ISO Standard 14125, which was specifi cally written for composites (released in 1998, amended in 2011). ISO 178, written for plastics and short-fi ber
composites (≤7.5 mm/0.30 inch), is an older standard that is now in its fourth edition (2002) as amended in 2004. The CRAG Method 200 (from the Composites Research Advisory Group, U.K.) and the British Standards Institution (BSI) Stan-dard 2782, Method 1005, are examples of European standards. BSI 2782 is identical to European Norm EN 63:1977 (Comité Européen de Normalisation (CEN, Brus-sels, Belgium).
ASTM D 790 was the fi rst ASTM stan-dard for fl exural testing, published in 1970 by its D20-Plastics Committee. It original-ly included three- and four-point loading and was well known within the compos-ites community. In the late 1990s, it was revised to eliminate four-point loading.
In response to complaints from the composite materials community, D20 is-sued ASTM D 6272, essentially a copy of D 790 (as indicated in Table 1), includ-ing only four-point loading, with either quarter-point or third-point load location. ASTM’s D30-Composites Committee then began working on its own fl exural test-ing standard, published as ASTM D 7264 in 2006. It includes three- and four-point loading, but only quarter-point load lo-cation for four-point loading. The two D20 standards contain much more detail than D 7264, some of which is footnoted in Table 1, because they cover a variety of plastic forms and composites.
Today ISO 14125 is the leading non-ASTM standard. Like ASTM D 7264, it is focused specifi cally on composite materi-als and presents relatively concise guide-lines and test conditions. Unfortunately, the ISO 14125 specifi cations are some-what different than those published in ASTM D 7264.
Table 1 also shows that both three- and four-point loading remain popular. Which is better? There is no industry consensus. However, four-point loading induces a constant maximum bending stress over the whole section of the beam between the loading points. In three-point load-ing, the maximum bending stress occurs only at the cross section where the load is applied. Thus, although it is sometimes


M A Y 2 0 1 3 | 1 3
TESTING TECH
Read this article online at http://short.compositesworld.com/7hguppDi.
Dr. Adams’ previous thoughts on this subject can be found in “Flexural testing of composite materials,” HPC March 2013 (p. 11), and online at http://short.compositesworld.com/H85ksD8P.
LEARN MORE @
www.compositesworld.com
three-point loading, for example, where the loading point radius is sometimes made larger than the support radii be-cause the loading point force is twice as high as the support point forces. But more commonly, as seen in Table 1, all radii are the same but (presumably) large enough to avoid local contact stress failures.
There is a trend within the composites community to make the loading and sup-port radii even larger than those specifi ed in Table 1. For example, radii of 10 mm/0.4 inch or more are sometimes used, twice the size of the typical 5-mm/0.2-inch ra-dii. But because 5 mm appears to be adequate when testing most composite materials, this would be a reasonable standard.
Thus, we have defi ned a standard test method:
Loading Method 4-point @ 3rd pointsSpecimen ℓ/t Ratio 32Specimen Width 15 mmSupport/Loading Radii 5 mm
Little else need be specifi ed.
TABLE 1 FLEXURAL TEST METHOD STANDARDS
StandardASTM
D 790
ASTM
D 6272
ASTM
D 7264
ISO
14125
ISO
1781
CRAG
200
BSI
27822
Method of Loading 3- and/
or 4-Point3 pt 4 pt 3 & 4 3 & 4 3 pt 3 pt 3 pt
Quarter-Point or
Third-Point Loadingn/a both quarter third n/a n/a n/a
Specimen Length (mm)
(inch)
- 128 100+10/-0 80±2 varies 20 x thk
- 5.12 - - - -
Specimen Thickness (mm)
(inch)
≥1.67 4 2±0.2 4±0.2 2±0.05 1 to 55
≥0.625 0.16 - - - -
Support Span Length/
Specimen Thickness16±18 329 40 16 ±1 4010 16
Specimen Width (mm)
(inch)
see note6 13 15±0.5 10±0.24 10±0.25 15 to 80
see note6 0.50 - - - -
Support Radius (mm)
(inch)
5.0±0.15 3 5±0.23 5±0.23 3 to 5 2
0.197±0.0045 0.125 - - - -
Loading Radius (mm)
(inch)
5.0±0.15 3 5±0.2 5±0.1 5 to 12.5 5
0.197±0.0045 0.125 - - - -
1 For plastics, and composites with fi ber lengths ≤7.5 mm.2 EN 63:1977 is identical.3 2±0.2 mm for specimen thickness ≤3 mm.4 For a nonstandard specimen thickness, the width can vary as stated in the standard.5 Minimum of 3.2 mm (0.125 inch) for both loading and support radii; for specimens 3.2 mm or thicker, the support radii may be up to 1.6 times the thickness; the maximum radius of the loading nose shall be no more than 4 times the specimen thickness.6 Shall not exceed one-fourth of support span for specimens thicker than 3.2 mm; specimens 3.2 mm (0.125 inch) or thinner shall be 12.7 mm (0.50 inch) wide. 7 For specimens ≤1.6 mm (0.0625 inch) thick, specimen shall be 50.8 mm (2 inch) long by 12.7 mm (0.50 inch) wide, tested on a 25.4-mm (1-inch) support span.8 Can be increased, if it is necessary to minimize shear deformation effects, to 32, 40 or 60.9 Optional ratios are 16, 20, 40 and 60.10 For high-modulus unidirectional composites. For lower-modulus composites, ratios of 16, 20 or 25 are specifi ed.


M A Y 2 0 1 3 | 1 5
SPEAKING OUT
SPEAKING OUT
Bruce Kendall is
the president and
CEO of the private,
nonprofit Economic
Development Board
(EDB) for Tacoma-
P i e r c e C o u n t y
(Wash.), a position he
has held since 1999.
During the past 10
years, the EDB has
worked with compa-
nies that have invested more than $1 billion (USD)
in Pierce County and created more than 14,000
jobs. Kendall serves on the boards of the Wash-
ington State Economic Development Commission
(immediate past chair), the Institute of Technology
at the University of Washington Tacoma (chair),
the Tacoma-Pierce County Workforce Devel-
opment Council and the World Trade Center
Tacoma. He holds a BA from Whitman College
(Phi Beta Kappa) and earned his MBA from the
University of Washington.
O
PIERCE COUNTY TRAINS SKILLED WORKERS THROUGH
COLLABORATIVE CURRICULUM BUILDING
ver the years, the economic climate of Pierce County, Wash., has waxed and waned, like that of the rest of the
country. It’s no secret that the entire na-tion has gone through diffi cult times. We have not been immune. In Pierce County, however, we have taken a proactive ap-proach to emerge from the recession stronger than we were before the down-turn. We have made collaboration a pri-ority. And our ability to work together to produce real results from issues we feel passionate about, and our talent in fos-tering ingenuity and skilled workers, has proven invaluable. Our strategy involved investments in new technologies and in-dustries and also focused on strengthen-ing our traditional bedrock industries.
For nearly 100 years, the aviation industry has been a beacon in the Pacifi c Northwest. With more than 600 aero-space suppliers, the region boasts more than 90,000 trained workers, and its local leaders strive to grow its workforce via recruitment and training assistance to employers. It’s part of our culture, and the stakes are high. We must recruit man-
ufacturers to the area and ensure that we produce quality workers for them to hire.
In recent years, the state and other entities provided additional workforce training funds in response to our efforts, and there has been an increased need for high-caliber employees as the aviation sector grows and its aging baby-boomer employees retire. We needed to face the problem head on.
Our challenge is not unique. Many regions in the U.S. are ramping up skills-training efforts to close job gaps. How-ever, the way we do that in Tacoma and Pierce County is signifi cantly different. We listen carefully to market demand, and we work with all involved parties in some unique ways.
The result of months of collaboration, the trade skills training in Pierce County is designed not only to get people work-ing, but also to ensure these workers pro-duce what employers really need. Dozens of business leaders, employers, teachers and academic professionals sat down to listen to those who do the hiring and to veteran aviation employees who do the work. These fi rms also offered their man-uals and best practices, lent machines and tools that are actually used on the shop fl oor, and helped design the class-rooms to replicate real work spaces. We
then integrated this knowledge directly into the curricula at four area schools.
One thing we kept hearing was the need for better talent. An executive at Tacoma-based General Plastics, for example, said that 60 percent of those hired weren’t making it past 90 days. Because it can take weeks to train in-house, while paying new employees, productivity was lagging. Programs were developed to address the specifi c chal-lenges at the site, particularly math and other basic job skills.
Fredrickson, in eastern Pierce County, is home to a major Boeing composites manufacturing facility and to Toray Com-posites America, a global composites supplier. Not surprisingly, we see demand for composites-trained workers increas-ing steadily. We have taken the initiative to ensure that our schools are prepared to meet the increasing demands for knowl-edgeable and hirable workers by offering composites-specifi c courses and certifi -cations. Beyond aviation, composites are used locally in automotive, boatbuilding and other product manufacturing. This is a growing industry, and we plan to capital-ize on it.
In Tacoma and Pierce County we have four schools that offer composites-spe-cifi c training: Clover Park Technical
Real-world educational environment
Participating employers offered their manuals and best practices, lent machines and tools
that are actually used on the shop floor, and helped design the classrooms to replicate the
real work spaces students would see in the aerospace industry.
Sourc
e (b
oth
photo
s): T
acom
a-P
ierc
e C
ounty
ED
B

Except as otherwise noted, all marks used are trademarks and/or registered trademarks of Henkel and/or its affiliates in the U.S. and elsewhere. ® = registered in the U.S. Patent and Trademark Office. © Henkel Corporation, 2013. All rights reserved. 10353 (4/13)
Fly Lighter and Stronger
Visit us at SAMPE 2013
MAY 6-9, 2013
Booth # J13
Introducing Henkel’s new LOCTITE® Benzoxazine resin for advanced composite designs. This groundbreaking technology:
Provides lighter and stronger aircraft structures through higher performance
Improves process efficiency and simplifies the supply chain due to a versatile product range
Reduces cost of ownership with improvements throughout the value chain
For additional information, please visit Henkel at SAMPE Booth # J13 or visit www.henkel.com/aerospace.

M A Y 2 0 1 3 | 1 7
SPEAKING OUT
College, Bates Technical College, The Manufacturing Academy and the Pierce County Skills Center (PCSC).
Clover Park Technical College was the fi rst college in the state to provide composites training. Now its curriculum is the basis of the majority of programs offered in Washington and beyond. The Aerospace Composite Technician certifi -cation is a two-quarter program designed to prepare students to fabricate, assem-ble and repair composite materials on aircraft. Clover Park has been selected for three U.S. Department of Labor grants for aerospace and advanced manufactur-ing, and it has infused more than $1.5 million into these programs to ensure they exceed current industry standards and mirror industry practices. Their work and longstanding relationships with Boeing and other industry leaders have guided their program from development to implementation to job placement.
Bates Technical College offers training and certifi cations in composites, weld-ing and other areas. There are also 12 Washington state-approved apprentice-ship training programs for high schools affi liated with Bates Technical College,
including one for the aerospace industry. Apprentices work in the fi eld and earn wages at a percentage of the journey-level rate while they attend classes part-time.
The Manufacturing Academy is the result of a collaborative effort of the Aerospace Joint Apprenticeship Com-mittee (AJAC) and local schools. Its nine-week, 35-credit program (including com-posites) trains certifi ed workers. It now boasts an 85 percent placement rate. The academy’s workforce training and recruitment programs are designed to prepare workers for manufacturing and aerospace careers. And the students who make it through the academy’s intensive screening process receive free schooling. The students’ eight-hour workdays at the academy mimic those in industry.
The PCSC is entering its third year with a specifi c focus on composites training. Like the other programs, and working along-side facilities such as the AIM Aerospace composites site in Sumner, Wash., PSCS has replicated in the classroom what stu-dents will experience on the factory fl oor, so high school students can make a seam-less and successful transition to a job or postsecondary education. After students
complete the program, they understand the importance of lean manufacturing, Six Sigma, demonstrated traceability and accountability, and each has mastered a technical skill in preparation for a high-skill, high-demand job. The PCSC works in conjunction with local community col-leges and includes high school students from seven Pierce County school districts. Students now are informed that this is a high-demand industry and that aviation job-placement training opportunities, including composites, are available to juniors and seniors. We encourage kids to be fi refi ghters and doctors. We believe it’s just as important that we inspire stu-dents to carry on the region’s tradition of aviation excellence and encourage them to work here, where the jobs are.
Employers, city offi cials and academic leaders from nine local higher-education institutions have joined together to focus on the aerospace needs of today and tomorrow. And our efforts are paying off. This year, more colleges are mimick-ing curricula that have been developed in Pierce County.
For more information, visit www.aerospaceta-comapierce.com.
Benefits:
PRESENTS:PRESENTS:PREPRESENSENS TS:PRESENTS:
Airpad Rubber Tooling
Watch a demo video on Airpad!
Scan this


M A Y 2 0 1 3 | 1 9
NEWS
NEWS
AFirst production Airbus A400M military airlifter completes maiden fl ightFirst structurally complete Airbus A350 XWB passenger jet continues ground tests
irbus Military (Ma-drid, Spain) reported on March 6 that it had
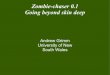
marked a key milestone in its quest to deliver the ini-tial A400M military airlifter (photo below). The maiden fl ight of the fi rst production aircraft, designated MSN7, began in Seville, Spain, and ended there successfully after a smooth 5-hr, 42-min trip. The French Air Force is the fi rst customer sched-uled to receive an A400M. The initial delivery is scheduled for the second quarter of 2013.
In another fi rst, Airbus (Toulouse, France) reported on Feb. 26 that the ini-tial A350 XWB (MSN1), fi tted with wings, had moved to its next phase of ground testing, from Roger Béteille A350 XWB FAL Station 30 to the Clément Ader area Station 18 in Toulouse (photo, top right). The plane is structurally complete, with installed winglets, belly fairing panels and main landing gear doors, and it recently completed a series of indoor ground tests. These included stabil-ity tests on movable elements, such as the rudder, elevators, ailerons and wing
spoilers, as well as landing gear extrac-tion and retraction tests. The next steps, which will take place outdoors at Station 18, will include fuel tank testing of tank levels, fuel fl ows, sealing and internal fu-el-transfer functions; pressure testing of the fuselage; and radio equipment trials.
Airbus reported in late February that it had begun assembly of the third A350 XWB in Toulouse, as preparations con-tinue for the next-generation jetliner’s upcoming fi rst fl ight and certifi cation campaign. MSN3 will be deployed for a variety of testing, including performance at high and medium altitudes, in cold and hot temperatures and on long-range
fl ights. The initial assembly steps for MSN3 included installation of the jet-liner’s 50m/164-ft long electrical harness for fl ight test measurements, which, along with a complement of electrical cabinets, forms an advanced “supercom-puter” called METRO. This was followed by successful assembly of the fuselage sections at Station 50 on the fi nal as-sembly line. The fuselage panel sections overlap by only 8 cm/3.1 inches; about 10,000 holes are drilled to mate the fuse-lage sections. MSN3 joins the MSN5000 aircraft at Toulouse, which is currently undergoing preparations for static test-ing in another hangar.
As part of the A350 XWB team, GE Aviation (Hamble-le-Rice, U.K.) reported on March 7 that it delivered its initial production wing fi xed trailing edge components for MSN1. GE Aviation’s wing fi xed trailing edge pack-age is the largest produc-tion contract awarded in the company’s 75-year history, comprising more than 3,000 components that include structural composite panels and complex machined as-semblies. GE Aviation will provide the wing fi xed trail-ing edge for all three A350 XWB family members: A350-800, 900 and 1000.
So
urc
e:
Airb
us
Source: Airbus

2 0 | H I G H - P E R F O R M A N C E C O M P O S I T E S
NEWS
ABLE TO HANDLE TEMPERATURES UP TO
437ºF WITH WATER
E TO HANDLEVARIABLETEMPERATURETECHNOLOGY(VARIOTHERM)AVAILABLE FOR RAPID
HEAT COOL
CASE STUDIES: http://www.single-temp.com > Downloads > English > Composites special - Additional documents for the composites sector
anadian wood products fi rm Dom-tar Corp. (Montreal, Quebec, Can-ada) announced on March 12 that
it has installed a commercial-scale lig-nin separation plant at its Plymouth, N.C., mill, the fi rst U.S.-based facility of its type in more than 25 years. Produc-tion of the company’s trademarked Bio-Choice lignin began in February, with a targeted rate of 75 metric tonnes (about 165,345 lb) per day. The plant’s product is destined for a wide range of industrial applications in the form of bio-based al-ternatives to petroleum-based fuels, and thermoset and thermoplastic resins. No-tably, the material has potential for use as an alternative precursor in the pro-duction of industrial-grade carbon fi ber.
The successful installation of commer-cial-scale lignin removal capacity at the Plymouth mill is the culmination of a re-search and engineering project launched by Domtar in 2010. The project got a boost when the U.S. Department of Agri-culture and the U.S. Department of Ener-gy awarded the company a grant through the Biomass Research and Development Initiative. Domtar believes its lignin op-eration opens a new path for the industry and also marks the latest sustainability milestone for a company that strives to be an industry leader in forest certifi ca-tion and environmental stewardship.
“Our vision is to be a global leader in fi ber-based innovation,” says Bruno Mar-coccia, Domtar’s R&D director. “A big part of this is our focus on partnering with best-in-class collaborators to develop new products and markets for a wide portfolio of initiatives.”
Hasan Jameel, a professor in North Carolina State University’s Department of Forest Biomaterials, adds, “The pos-sibilities for making a real difference in terms of offering manufacturers a bio-based alternative to the use of petro-chemicals is truly exciting. This is a big win for sustainability on two counts: Domtar improves the effi ciency of its pulpmaking process, and at the same time, the market gets a reliable, high-quality source of this underused material with so much potential.”
Lignin precursor for
carbon fiber closer
to reality?
C

M A Y 2 0 1 3 | 2 1
THE POWER OF
PFG PEEL PLY
Technology Marketing, Inc.801-265-0111, UT
Gregory Young Sales & Service, Inc.903-878-7291, TX
Cytec Process Materials(formerly) Richmond Aircraft Products, Inc. 562-906-3300, CA
(formerly) Aerovac Systems Ltd.44-1274-550-500, U.K.
Northern Composites603-926-1910, NH
Flugzeug Union SUD49-896-072-5393, Germany
precisionfabrics.com1-888-PEEL-PLY (733-5759)
Fax 336-510-8003 Precision Fabrics is an ISO 9001 certified company
Today, it takes more than just power to turn wind into electrical energy.
Windmill manufacturers look to Precision Fabrics Group to help them create
something beyond the limits of existing materials and processes. We’ll work
the same way with you to develop products for your specifi c applications.
For more about PFG Peel Ply and other innovative high-performance fabrics,
call John Houston at 1-888-PEEL-PLY, or contact one of our distributors.
Domtar designs, manufactures, mar-kets and distributes a wide variety of fi ber-based products, including com-munication papers, specialty and pack-aging papers and adult incontinence products. The foundation of its business is a network of wood-fi ber converting as-sets. The majority of its pulp production is consumed internally to manufacture paper and consumer products. In 2012 Domtar had sales of $5.5 billion in near-ly 50 countries, and it employs approxi-mately 9,300 people.
BIZ BRIEFAutodesk Inc. (San Rafael, Calif.) re-ported on March 19 that it has com-pleted the acquisition of Firehole Composites (Laramie, Wyo.), a pri-vately held software company that specializes in design and analysis software for composite materials.
Through the acquisition, Au-todesk will expand its expertise and technology to help its custom-ers work with the next generation of composite materials. Autodesk intends to sell and support the ex-isting Firehole Composites product line, which includes Helius:MCT and Helius:CompositePro, while enhanc-ing the technology for closer integra-tion with Autodesk solutions. Terms of the transaction were not dis-closed. A spokesperson for Autodesk told CompositesWorld that the Firehole team of approximately 15 people will continue to be based in Laramie as part of the Autodesk De-sign, Lifecycle and Simulation (DLS) product organization. Autodesk in-tends to continue to enhance and support the Firehole Helius products and make them available for pur-chase. Autodesk will invest in inte-grating Autodesk technologies into the Helius products where appropri-ate. Says Buzz Kross, senior VP for Autodesk DLS, “The Firehole team will add signifi cant expertise in next-generation materials and nonlinear analysis, as well as industry-leading technologies that strongly comple-ment our solutions for structural, thermal and plastics analysis.”

2 2 | H I G H - P E R F O R M A N C E C O M P O S I T E S
NEWS
roduction line and plant facil-ity outfi tter Fives (Paris, France) reported on March 8 that it has
entered into a defi nitive agreement to acquire capital equipment sup-plier MAG Americas (Erlanger, Ky.). Fives was established 200 years ago;
the fi rm designs and manufactures process equipment, production lines and turnkey plants for the aluminum, steel, glass, automotive, logistics, ce-ment and energy sectors.
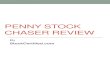
The Fives acquisition encompasses several MAG business units, includ-ing Giddings & Lewis, Cincinnati and Forest-Liné , which specialize in high-end, complex composite processing machines (such as the Gemini Viper 7000, pictured here) and large metal-cutting equipment. MAG also main-tains a unit dedicated to aftermar-ket services. MAG Group reported a 2012 turnover of about $400 million, of which 67 percent was generated in North America. The fi rm has facilities throughout the U.S., France, Canada, China and South Korea. It also com-prises a portfolio of more than 100 patents and has signifi cant expertise in automated fi ber placement and tape laying for composites. And, Fives reports, the end-markets addressed by
French fi rm Fives to
acquire manufacturing
machinery supplier
MAG Americas
P
Sourc
e:
MA
G

M A Y 2 0 1 3 | 2 3
MAG Americas offer strong potential for development, notably through an increasing use of composite materials.
After completion of the transaction, Fives expects to become a signifi cant global player in the machine tool in-dustry and says it will strongly benefi t from the dynamism of the American aerospace and oil and gas sectors, which create opportunities for the ma-chining business.
Fré dé ric Sanchez, chairman of the Fives executive board, comments, “This acquisition marks another step forward in the development of our Group, which will add to its portfolio the innovative know-how of more than 1,000 employees located in fi ve differ-ent countries. As a global supplier of superior and innovative technologies and products, MAG Americas perfectly matches Fives’ strategy to focus on high value-adding industries, such as aerospace. Through this combination, we are also reinforcing our exposure to a well-positioned North American industry and opening to new oppor-tunities for development in emerging countries.”
[email protected] mclube.com
1.800.2.MCLUBE
Who better to make the parts? Who better to make the parts?
We made the mold.We made the mold.
You always trusted North Coast to make your molds.Now, trust North Coast Composites to make your parts
ISO9001-2000AS9100B
C o m p o s i t e s
The Companies of North CoastNorth Coast Tool & Mold Corp.North Coast Composites, Inc.
www.northcoastcomposites.com216.398.8550
North Coast Composites delivers the complete parts solution. For 37 years North Coast Tool & Mold has been an industry leader in the manufacture of molds for high performance composites.
Visit us at SAMPELong Beach Convention Center, May 6-9 booth O21
The French Oil Mill Machinery Co. (Piqua, Ohio) has renewed its Det Norske Veritas (DNV) ISO 9001:2008 certifi cation through Dec. 28, 2015, ensuring that its quality manage-ment process meets the require-ments of the ISO 9001:2008 Inter-national Standard accredited by the ANSI-ASQ National Accreditation Board (ANAB). “The ISO certifi ca-tion renewal reinforces our quality standards and helps to assure our stakeholders that we are providing world-class products and services,” says Jason McDaniel, French’s presi-dent and COO. French received its initial certifi cate in 1998, and there has been no interruption in the ac-creditation since the company fi rst completed the audit process. The family-owned, 112-year-old fi rm de-signs, manufactures and supports presses for a variety of applications.
NEWS BRIEF

2 4 | H I G H - P E R F O R M A N C E C O M P O S I T E S
NEWS
he BMW Group (Munich, Germany) revealed more de-tails about its forthcoming all-electric, composites-intensive i3 passenger vehicle in its annual report, is-
sued on March 19. Norbert Reithofer, chairman of the Board of Management of BMW AG, says the fi rst preseries BMW i3 rolled off the production line in January. Designed spe-cifi cally to run with zero emissions in an urban environment, the commuter car will come onto the market by the end of the year. “Several hundred advance orders have already been received for the BMW i3,” adds Reithofer.
The BMW i3 sports a carbon fi ber-reinforced polymer (CFRP) passenger cell and an aluminum chassis and, says BMW, the vehicle sets new standards in the fi eld of light-weight construction. BMW claims the i3 will be 250 to 350 kg
More details emerge about BMW’s
carbon fi ber-based electric car
T
So
urc
e:
BM
W

M A Y 2 0 1 3 | 2 5
(551 to 771 lb) lighter than a comparable electric car and has a range of about 150 km/93 miles per charge, which — based on experience gleaned from the MINI E and BMW Active E test fl eets — is considered suffi cient in most circumstances. Customers also can opt to increase the vehicle’s per-charge capability with a so-called Range Extender.
BMW also reports the production times are reduced sig-nifi cantly by employing unique manufacturing methods and signifi cantly fewer parts, simplifying assembly. The BMW i3 reportedly will require only half the time necessary to produce a conventional automobile.
In a related announcement, Austrian injection molding manufacturer ENGEL (Schwertberg, Austria) reported on March 8 that BMW’s Leipzig, Germany, factory has taken delivery of two ENGEL injection molding machines that will be used to manufacture lightweight components for car body shells. Dr. Peter Neumann, CEO of ENGEL Holding, says, “The order from BMW shows that we are seen by the car industry as the leading provider when it comes to light-weight construction.” It is likely, but unconfi rmed at HPC press time, that the machines will mold i3 body panels.
The machines are capable of clamping forces as high as 4,000 and 2,700 metric tonnes (8.82 million and 5.95 million lb), respectively. They are set up to injection mold two com-ponents simultaneously and are designed to accept molds of different sizes and shapes to guarantee a high degree of pro-duction fl exibility. The machines are equipped with indus-trial multiaxis robots, a menu-driven mold changing feature, a system display screen and data tracing. 1-775-827-6568 w w w.abaris.com
Reno, NV Griffin, GA Bicester, UK Brasilia, BR
engineering
manufacturing
tooling
repair
NDI
adhesive bonding
Leading the world in Advanced Composite Training
ABARISTRAINING
Dedicated to Excellence in Advanced Composite Training

2 6 | H I G H - P E R F O R M A N C E C O M P O S I T E S
NEWS
SAMPE and ACMA
trade shows
to merge
in 2014
he Society for the Advancement of Material and Process Engineering (SAMPE, Covina, Calif.) and the American Composites Manufacturers Assn. (ACMA, Arlington, Va.)
announced in March that the two organizations will combine forces to produce a joint conference and exhibition. The fi rst combined event will be held Oct. 14-16, 2014, in the West Build-ing of the Orange County Convention Center in Orlando, Fla.
SAMPE and ACMA have long held their own composites conferences and exhibitions, but last year they agreed in prin-ciple to a joint show designed to provide a single venue that will serve the entire advanced materials and composites in-dustry in North America and throughout the world.
There was no word at HPC press time about the name of the 2014 event, and dates and locations beyond 2014 have not been fi nalized. SAMPE’s executive director, Gregg Balko, says the two groups have hired a marketing fi rm to assist in developing the combined event. HPC’s editor-in-chief, Jeff Sloan, remarked in the online CompositesWorld Blog that, histor-ically, the composites industry in the U.S. has been divided when it comes to exhibitions. SAMPE has traditionally repre-sented high-performance and advanced materials, primarily
T

M A Y 2 0 1 3 | 2 7
Mitsubishi Rayon Co. Ltd. (Tokyo, Japan) president Hi-toshi Ochi announced on Feb. 25 that his company launched a new business called Mitsubishi Rayon Carbon Fiber and Composites Inc. on April 1. The new entity con-solidates the company’s U.S. group companies, carbon fi ber manufacturer Grafi l Inc. (Sacramento, Calif.) and Newport Adhesives and Composites Inc. (Irvine, Calif.), a manufacturing and sales subsidiary that supplies compos-ites materials and adhesive fi lms. Grafi l and Newport have operated as separate entities since they were acquired by Mitsubishi Rayon in the early 1990s. The launch of Mit-subishi Rayon Carbon Fiber and Composites Inc. and the recent acquisition of Aldila Inc. (Poway, Calif.) are part of the parent company’s new thrust in the U.S. market.
NEWS BRIEF
for aerospace and sporting goods, and ACMA has represent-ed “industrial” composites that are used in a broad range of markets, encompassing, among other applications, bath-ware and other construction products, wind turbine blades, and automotive and rail transport. The growing number of conferences and exhibitions worldwide demands much of attendees and exhibitors alike in terms of time, money and energy, a fact that prompted the two groups to join forces.
CNC Tools Demand Precision.
Insist on Precision Board Plus– High Temperature Tooling Board.
To request a sample, request a quote,
download product data sheets or to view
our new tooling gallery, please visit our
website at www.precisionboard.com.
Or call us at 800-845-0745
HDUHDUCNC Tools Demand
Precision
nsist on Precision Board Plusgh Temperature Tooling BoaHDU
The tighter cell structure of the new Precision Board Plus formulation has
produced improved machining characteristics, resulting in more chips
and less dust during cutting and machining, making for a better working
environment. It also allows for faster CNC feed rates compared to wood,
epoxy or alloy substrates.
Our new Precision Board Plus is made from 23.9% Rapidly Renewable
Resources, with a Certified Carbon Footprint of 3:1, so you and your
customers can be confident that one of the most dimensionally stable
substrates for a variety of tooling applications is also an environmentally
friendly one.
Ask for Precision Board Plus by name. Large inventory - ready to ship
15 Densities - 4 – 75 lb./ft3
Large sheet sizes - thicknesses to 24"
Custom bonded blocks
International distributors
BMW Series1 full scale
concept designed and built
by Alex Alexiev and his team
from the Art Center College
of Design in Pasadena,CA.
Coastal Enterprises donated
Precision Board Plus HDU
tooling board for this project.
Scan this image with your smart phone to go
to our new website.
www.mobile-barcodes.com
Our in-house bonding service delivers Custom Bonded tooling blocks ready for machining. Any size, any shape.
w
23.9%

SHOW PREVIEW
n 2013, the annual Conference and Exhibition of the Society for the Ad-vancement of Material and Process
Engineering (SAMPE, Covina, Calif.) re-turns to its long-time anchor show site in Long Beach, Calif. Set for the Long Beach Convention Center, May 6-9, SAMPE’s U.S. show is expected to attract as many as 5,000 U.S. and international attendees, representing an unprecedent-ed range of disciplines in the advanced materials and processes arena. SAMPE predicts that, this year, more than 400 exhibitors will be on hand (more than 340 had confi rmed booth space as HPC went to press), bringing with them the latest in new products, processes and services aimed at manufacturers who use advanced composite materials.
SAMPE also has assembled an exten-sive list of conference presenters — more than 300 — whose papers cover a broad spectrum of composites subject matter in 10 concurrent tracks, focusing on the latest applications and market develop-ments (see “SAMPE 2013 at a glance,” p. 29). Among the many top efforts, the fol-lowing are the brightest highlights.
Keynoters look aheadKeynote speaker Dr. John Tracy, chief tech-nology offi cer and senior VP, Engineering, Operations & Technology at The Boeing Co. (Seattle, Wash.), will present “Beyond the 787: Developing the Future of Materi-als and Processes That Shape Aerospace” on May 7. He will survey the aviation ma-terials that have enabled current aircraft technology and will offer perspectives on forthcoming technology advances in structures and materials that will enable the next generation of innovations.
On May 8 Heinz Voggenreiter, direc-tor, Institute of Materials Research at
SAMPE 2013 Long Beach PREVIEW
I
The Society’s annual convention comes home to the West Coast and homes in on future possibilities for advanced composite material and process engineering.
the Deutsches Zentrum für Luft- und Raumfahrt (DLR, the German Aerospace Center, Cologne, Germany), in an as-yet untitled speech, will call the advanced materials community to defragment its approach to R&D. Voggenreiter hopes to encourage researchers to “crosslink” their efforts for more effi cient and less cost-intensive product development.
Progressive panel discussionsSAMPE panel organizers are taking seri-ously their panel title, “Global Compos-ites.” SAMPE’s Global Forum on May 7 will examine how technology research, development, and innovation are done in the leading laboratories and compos-ites centers of excellence around the world. An experimental “Live-Blog In” will hyperconnect remote participants on six continents. The panel discus-sion will be blogged in real time, and questions for the panelists will be gath-ered online. Panel moderators Charles Rowe, technical director, ATI/SCRA (Co-lumbus, S.C.), and Lennie Poveromo, director of technology development, Northrop Grumman (West Falls Church, Va.), will be joined by an international group of panelists including Takashi Ishikawa (Nagoya University and Japan Aerospace Exploration Agency, Tokyo, Japan), Ted Brezina (Advanced Manu-facturing Research Centre, U.K.), Remko Akkerman (University of Twente, The Netherlands), Murray L. Scott (CRC for Advanced Composite Structures, Port Melbourne, Australia) and Richard De-genhardt (DLR).
On May 9, moderator John Russell of the Air Force Research Laboratory (AFRL, Wright-Patterson Air Force Base, Ohio) and panelists Matt Scharch, also of AFRL; Jon Schuck of the Army Re-
search, Development and Engineering Command (RDECOM, Aberdeen Proving Ground, Md.); Mick Maher of the Defense Advanced Research Projects Agency (DARPA, Arlington, Va.); and Neil Graf of the Offi ce of Naval Research (Arling-ton, Va.) will discuss the “Manufacturing Challenges Facing the DoD.” This ITAR-restricted session will consider the on-going investments within the panelists’ services and agencies and their forecasts for future U.S. Department of Defense composites manufacturing needs in both new and fi elded military platforms.
SAMPE Fellow awardeesSAMPE will honor the 2013 class of SAMPE Fellows for their distinguished, lifelong contributions in the fi elds of materials and processes the evening of May 6 at a special Fellows Banquet at the Renaissance Hotel, two blocks from the convention center.
Since the Fellows program’s inception in 1982, only 134 advanced materials ex-perts have been so designated. The 2013 SAMPE Fellows are William Avery, Ph.D, a Boeing associate technical fellow, Boe-ing Advanced Structures Technology (Se-attle, Wash.); Kenji Iizuka (posthumous award), the late president and owner of Iizuka Technosystems Inc. (Kyoto, Japan); Max L. Lake, president, Applied Sci-ences Inc. (Cedarville, Ohio); James K. Sutter, Ph.D, organic/polymer chemist, NASA Glenn Research Center (Cleveland, Ohio); and Shanying Zeng, Ph.D, Boeing technical fellow, Boeing Research and Technology (Seattle, Wash.).
For more information about the SAMPE Fellows Banquet or the SAMPE 2013 Confer-ence and Exhibition, contact Michelle Tubb, Tel.: (626) 331-0616 x603; E-mail: [email protected]; Web site: www.sampe.org.
2 8 | H I G H - P E R F O R M A N C E C O M P O S I T E S

M A Y 2 0 1 3 | 2 9
WHAT: SAMPE 2013
WHEN: May 6-9, 2013
WHERE: Long Beach
Convention Center,
Long Beach, Calif.
SAMPE 2013
SAMPE 2013 at a GlanceMonday, May 6Registration 7:00 a.m. to 5:00 p.m.
Exhibit Hall Closed
Tutorials .................................9:00 a.m. to Noon• Automated Fiber Placement Technology
• Carbon Science & Technology:
From Macroscale to Nanoscale
• Composites Design & Analysis I
• Tooling for Composites Manufacturing
Lunch Break..................12:00 noon to 2:00 p.m.
Tutorials ..........................2:00 p.m. to 5:00 p.m.• Composite Test Methods
• Composites Design & Analysis II
• Introduction to Composite Materials
• Thermoplastic Composite Structures
Sessions .........................2:00 p.m. to 3:15 p.m.• Carbon Fiber Processing Technologies
for Reducing Cost I
• Composites Analysis & Buckling I
• Liquid Molding Process/Infusion
• Nanocomposites I
• Textile Composites I
• Transportation Applications
Break ...............................3:15 p.m. to 3:25 p.m.
Sessions ..........................3:25 p.m. to 5:05 p.m.• Composite Fatigue & Fracture I
• Nanocomposites: Processing & Fabrication I
• NDE/NDT I
• New Tooling Applications
• Out-of-Autoclave Materials & Processes I
• Textiles – Automation, Manufacturing &
Assembly
Awards Banquet ..............6:00 p.m. to 9:00 p.m.• Hyatt Regency Hotel
Tuesday, May 7Registration ..................... 7:00 a.m. to 5:30 p.m.
Exhibit Hall .....................11:00 a.m. to 5:30 p.m.
Keynote Address ..............8:00 a.m. to 9:00 a.m.• “Beyond the 787: Developing the Future of
Materials and Processes That Shape
Aerospace” – Dr. John Tracy
Sessions ........................9:15 a.m. to 10:55 a.m.• Carbon Fiber Processing Technologies for
Reducing Cost II
• Composite Bonding Processes I*
• Composite Fatigue & Fracture II
• Emerging Materials & Applications I*
• Manufacturing & Process Technologies I
• Nanocomposites II
• Out-of-Autoclave Materials & Processes II
• Textile Composites II
University Research Symposium ......................9:15 a.m. to 5:00 p.m.
Panel ..............................9:15 a.m. to 10:55 a.m. • Integrated Computational Methods for
Composite Materials (ICM2)
Lunch/Exhibit Hall Break ..........10:55 a.m. to 2:00 p.m.
Sessions 2:00 p.m. to 3:15 p.m.• Ballistic/Armor I
• Ceramic Matrix Composites I
• Composite Bonding Processes II
• Composite Fatigue & Fracture III
• Nanocomposites III
• NDE/NDT II
• Simulation-based Optimization of
Composite Processing I
• Textiles – Automation, Manufacturing &
Assembly II

3 0 | H I G H - P E R F O R M A N C E C O M P O S I T E S
SHOW PREVIEW
Greensboro, NC TEL (336) 373.5933
Hampton, NH TEL (603) 926.1910
RICHMOND PROCESS MATERIALS: VAC-PAK® vacuum bagging films, release films, breather and bleeder fabrics, vacuum bag sealant tapes, pressure sensitive tapes, valves, hoses and related accessories.
NEWPORT ADHESIVES AND COMPOSITES: woven and undirectional structural prepegs, film adhesives, core splice film and TOWPREG impregnated rovings. Prepregs available with most reinforcements.
PRECISION FABRICS GROUP: Nylon, polyester, polypropylene and Kevlar® peel ply, Value Ply and release fabrics.
BGF INDUSTRIES: Woven E-glass, S-glass, aramid and carbon fiber reinforcements.
HENKEL: FREKOTE®: Mold sealing, cleaning and release products.HYSOL®: Aerospace paste adhesives, specialty resins and primers.ALODINE® and TURCO®: Surface treatment systems, cleaners, deoxidizers, etchants, conversion coatings, strippers and maskants.
DIAB: DIVINYCELL®: F, P, H, HT & HP grade foam sandwich cores.
3MTM: SPECIALTY TAPES: Splicing, sealing, bonding, fastening, shielding conducting and noise reducing tapes for aerospace OEM and MRO applications.
BCC: Manufacturer of plastic tooling systems including modeling board, epoxy, urethane and silicone materials.
www.northerncomposites.com
email: [email protected]
1965-2013
NO
RT
HERN COMPOSITES48th
ANNIVERSARY
ISO9001:2008AS9120-A
Technical sales & service for:
Panel ............................... 2:00 p.m. to 5:00 p.m.• Global Composites
Break .............................. 3:15 p.m. to 3:45 p.m.
Sessions ......................... 3:45 p.m. to 5:00 p.m.• Alternative Energy Sources I
• Ceramic Matrix Composites II
• Composite Bonding Processes III
• Composite Fatigue & Fracture IV
• Nanocomposites IV
• NDE/NDT III
• Simulation-based Optimization of Composite
Processing II
• Textiles – Automation, Manufacturing &
Assembly III
Welcome Reception – Promenade Ballroom .... 5:30 p.m. to 6:30 p.m.
Wednesday, May 8Registration 7:00 a.m. to 6:00 p.m.
Exhibit Hall .................... 11:00 a.m. to 6:00 p.m.
Sessions ......................... 8:00 a.m. to 9:40 a.m.• Alternative Energy Sources II
• Ballistic/Armor II
• Composite Bonding Processes IV
• Composite Fatigue & Fracture V
• Green Sky Technology (NASA Green ERA)
• Natural Fibers & Biomaterials I
• Structural Composites Durability*
• Testing I
• Thermoplastics I
Panel ............................... 8:00 a.m. to 9:40 a.m.• Life Cycle Consideration for
Engineered Materials
Featured Lecture ............ 8:00 a.m. to 8:50 a.m.• “NASA’s Environmentally Responsible Aviation
Project – Environmental Impact Reductions
Enabled by Material Advancements”
– Mark Mangelsdorf
Break ............................ 9:40 a.m. to 10:00 a.m.
Keynote Presentation ............. 10:00 a.m. to 11:00 a.m.
• A Challenge to Defragment R&D Processes
– Dr. Heinz Voggenreither
Lunch/Exhibit Hall Break ...11:00 a.m. 2:00 p.m.
Student Bridge Building Contest ......... 11:00 a.m. to 4:00 p.m.
Sessions ......................... 2:00 p.m. to 3:15 p.m.• Automated Fiber Placement
• Composite Bonding Processes V
• Composite Fatigue & Fracture VI
• Emerging Materials & Applications II
• Manufacturing & Process Technologies II
• Nanocomposites: Processing & Fabrication II
• Natural Fibers & Biomaterials II
• NDE & Process Measurements I
• Thermoplastics II
Panel ............................... 2:00 p.m. to 5:00 p.m.• Aviation and Eco-Innovative Materials
Break .............................. 3:15 p.m. to 3:45 p.m.
Sessions ......................... 3:45 p.m. to 5:00 p.m.• Alternative Fuels
• Bonded & Bolted Joints I
• Carbon Fiber Processing Technologies
for Reducing Cost III
• Composite Fatigue & Fracture VII
• Nanocomposites: Processing & Fabrication III
• NASA Structures*
• NDE/NDT IV
• Testing II
Student SocialReception ..................... 6:30 p.m. to 7:30 p.m.

SHOW PREVIEW
M A Y 2 0 1 3 | 3 1
Thursday, May 9Registration 7:00 a.m. to 2:00 p.m.
Exhibit Hall ...................... 9:00 a.m. - 12:00 p.m.
Sessions ...................... 9:00 a.m. to 10:15 a.m.• Additive Manufacturing I
• Carbon – Space Materials I
• Composite Bonding Processes VI
• Composites Analysis & Buckling II
• Composites Repair Technology I
• High-Temperature Resins & Composites I*
• Multifunctional Structural Materials I*
• Nanocomposites V
• NDE & Process Measurements II
Panel ............................ 9:00 a.m. to 11:45 a.m.• Workforce Development
Featured Lectures ......... 9:00 a.m. to 10:15 a.m.• Curiosity on Mars – A Marvel of
Engineering & Science
• New Developments in Certifi cation of
Advanced Composite Repair Technicians
• The National Additive Manufacturing
Innovation Institute: Adventures in 3D
Printing & Public/Private Partnerships
Break .......................... 10:15 a.m. to 10:30 a.m.
Sessions ..................... 10:30 a.m. to 11:45 a.m.• Additive Manufacturing II
• Carbon – Space Materials II
• Composite Bonding Processes VII
• Composites Analysis & Buckling III
• DARPA Open Manufacturing Session
• High-Temperature Resins & Composites II
• Multifunctional Structural Materials II
• Natural Fibers & Biomaterials III
• Wind Energy & Hydro Power I
Break ..........................11:45 a.m. to 12:00 noon
Awards Luncheon .........12:00 noon to 2:00 p.m.
Sessions ......................... 2:00 p.m. to 3:15 p.m.• Bonded & Bolted Joints II
• Composites Analysis & Buckling IV
• Nanocomposites VI
• Wind Energy & Hydro Power II
• Composites Repair Technology II
• Manufacturing & Process Technologies III
• Testing III
• Thermoplastics III
• CMCs – Space Materials
Panel ............................... 2:00 p.m. to 5:00 p.m.• Manufacturing Challenges Facing the DoD*
Break .............................. 3:15 p.m. to 3:25 p.m.
Sessions ......................... 3:25 p.m. to 5:05 p.m.• Composites Analysis & Buckling V
• Nanocomposites: Processing & Fabrication IV
• NDE/NDT V
• Wind Energy & Hydro Power III
• Manufacturing & Process Technologies IV
• Emerging Materials & Applications III
• Multifunctional Structural Materials III
• High-Temperature Resins & Composites III
• Simulation-based Optimization of
Composite Processing III
*Some (but not all) presentations in these sessions
are ITAR-restricted papers.
See a list of confi rmed SAMPE 2013 exhibitors
(based on best information available on April 1,
2013), beginning on p. 33.
PRO SET®
The New Standard
EPOXIES for Laminating Infusion Tooling Assembly� � �SpaceshipTwo
White KnightTwo
Built with PRO-SET epoxiesprosetepoxy.com / 888-377-6738
�
�
�
�
�
Select resin by viscosity
lect hardener by speed
Room-temperature cure
Trusted technical support
Competitive pricing
Rapid order fulfillment
� Se


M A Y 2 0 1 3 | 3 3
SHOW PREVIEW
SAMPE 2012 Baltimore Preview Exhibitor ListExhibitor Booth# Exhibitor Booth# Exhibitor Booth# Exhibitor Booth# Exhibitor Booth# Exhibitor Booth#
3A Composites/
Baltek Airex
I31
3M Aerospace K13
4DSP LLC E42
A&P Technology M19
A.B. Carter Inc. F33
ABARIS Training Resources Inc.
N13
Accudyne Engineering
& Equipment Co.
L27
Accutek Testing
Laboratory
K31
Across USA Inc. O42
Adesso Advanced Ma-
terials Wuxi Co. Ltd.
R53
Aditya Birla Chemicals
(Thailand) Ltd. –
Epoxy Div.
H41
Advanced Ceramics
Manufacturing
Q31
Advanced Composite
Products and Technol-
ogy Inc. (ACPT Inc.)
I37
Advanced
Composites Inc.
Q30
Advanced Integration
Technology
K42
Agilent Technologies R40
AGY J38
AIP Aerospace LLC N15
Air Products and
Chemicals
J34
Airtech International Inc.
L11
Aldila Composite
Materials
I43
Alpha Technologies/
AVPRO
R30
Altair Engineering R39
AlzChem LLC/
AlzChem AG
P42
American Autoclave
Co.
S23
American GFM Corp. I21
AMS Corehog R46
ANF Technology Ltd. O53
Apex Machine Tool Co. D45
Applied Aerospace
Structures Corp.
J40
Aramicore Composite
Co. Ltd.
D44
Archer Daniels Midland
(ADM)
S26
AREVA E35
Arkema Inc. G27
ASC Process Systems L43
Assembly Guidance
Systems Inc.
O15
Associated Industries
Inc.
L26
Automated Dynamics O32
Axiom Materials Inc. R43
Barrday Composite Solutions
H31
Benecor Inc. F28
BigC Dino-Lite Scopes R47
BJB Enterprises Inc. O47
Bloomer Plastics Inc. F41
Bondtech Corp. F30
Bostik Inc. O46
Breton SpA M30
Brighton Technologies
Group Inc.
Q50
BriskHeat Corp. O40
Burnham Composite Structures Inc.
O11
BYK USA Inc. F50
C.A. Litzler Co. Inc. I18
C.R. Onsrud Inc. Q43
Callaway Carbon C43
Carestream NDT S8
Carl Zeiss
Microscopy LLC
Q4
CASS Polymers of
Michigan Inc.
E39
CCP Composites
US LLC
S29
Century Design Inc. G30
CGTech K40
Changzhou Sunlight
Pharmaceutical
Co. Ltd.
G31
China Hangzhou
Mingda Glass Fibre
Co. Ltd.
G57
Chomarat North
America LLC
J30
Cincinnati Testing
Laboratories
P10
Clear Carbon and
Components Inc.
P53
Click Bond Inc. J23
CMS North
America Inc.
H27
CNC Technics Pvt. Ltd. 46
Cobham I42
Cold Jet P52
Composifl ex Inc. N53
Composite Fabrics of
America
F43
Composite Polymer
Design
S38
Composites One I26
CompositesWorld/High-Performance Composites & Com-posites Technology
S28
CompuDAS K55
Conax Technologies M54
Conductive
Composites Co.
R12
Controx Neuhauser F38
Cool Clean
Technologies
N46
Cooper-Atkins Corp. E41
Cornerstone Research
Group Inc.
G21
CPS Technologies
Corp.
R41
CTS Composites Inc. O36
Cygnet USA G33
Cytec Industries Inc. I11
Daicel (USA) Inc. H55
Dantec Dynamics Inc. H30
Dassault Systèmes E38
David H.
Sutherland & Co.
L35
DCM Clean-Air
Products Inc.
Q47
De-Comp Composites Inc.
D32 &
D34
Dedienne
Multiplasturgy Group
F34
Delsen Testing
Laboratories Inc.
J19
DelStar
Technologies Inc.
L31
DeltaTRAK Inc. H40
Despatch Industries M43
Dexmet Corp. P16
DIAB Sales Inc. N36
Diversifi ed Machine
Systems
D43
DowAksa Carbon Fiber Q18
DPSS Lasers Inc. N60
Duna USA H59
Dunstone Co. Inc. M22
DuPont Protection
Technologies
S19
E.V. Roberts L21
Eastman Machine Co. N27
EEONYX Corp. E36
Elantas PDG Inc. P31
Electroimpact Inc. M56
Material Testing Technology
1676 S. Wolf Road—Wheeling, IL 60090 PH: (847) 215-7448 Fax: (847) 215-7449 Website: www.mttusa.net
ASTM D5961 Open Hole ASTM C297 2” Square Flatwise Tension
COMPOSITE TEST FIXTURES
Call us today for a complete line of composite testing fixtures: -ASTM D695 -ASTM D2344 -ASTM D3410 -ASTM D5379 -ASTM D5961 -Boeing CAI -Boeing OHC -Boeing D695 -Boeing Flex -Boeing Peel -Sacma CAI -Sacma OHC -Sacma D695 -Sacma Flex -Sacma Peel
Torque and Fastener Testers ASTM D6641 Combined Loading
Fiber Reinforcement• Carbon, aramid and other
high performance fiber reinforcements
Prepreg Systems• Advanced thermoplastic
and thermoset uni-direc-tional tapes and fabric prepreg
Films and Laminates• Solution, powder-coated
and film laminated fabrics/adhesives
86 Providence Rd. Millbury, MA 01527508 581 2100 | barrday.com
ADVANCED MATERIAL SOLUTIONS
Aircraft Interiors
Structural Aerospace
Energy
Transportation
Carbon/CarbonAblatives
Military/Defense

3 4 | H I G H - P E R F O R M A N C E C O M P O S I T E S
SHOW PREVIEW
www.geiss-ttt.com [email protected]
HIGH PERFORMANCE CNC MACHINERY AND TOOLING
• LASER CUTTING• ULTRASONIC KNIFE
• ULTRASONIC ROTATING DISK• INTEGRATED DUST EXTRACTION
• CONVENTIONAL MILLING & ROUTING
PLEASE VISIT US AT SAMPE LONG BEACH BOOTH Q11
ADVANCED CUTTING SYSTEMS AVAILABLE
Exhibitor Booth# Exhibitor Booth# Exhibitor Booth#
Element Materials
Technology
N43
ESI Group D47
Euro-Composites Corp. I27
Evonik K47
EXAKT Technolo-
gies Inc.
O38
Exelis M13
ExOne P56
Exova OCM P19
e-Xstream Engineer-
ing LLC
G42
Fabric Development P11
Ferry Industries Inc. G47
Fiber Dynamics Inc. F49
Fiberforge Corp. F22
Fiberlay C40
Fiber-Line Inc. G45
Fibrtec Inc. H53
Firehole Composites L32
FlackTek Inc. L30
Flight Safety
International
M39
Freeman Manufactur-
ing & Supply Co.
H21
Geiss LLC Q11
General Dynamics
Armament and
Technical Products
J42
General Plastics Manu-
facturing Co.
O12
Genesis Systems
Group
I47
German Advanced
Composites Inc.
M57
GFMI Aerospace and
Defense
F40
GKN Aerospace M26
Global Silicones Inc. N37
Globe Machine
Manufacturing Co.
I40
Gordon Composites
Inc.
S22
Graco Supply &
Integrated Services
J35
Granta Design E30
Grieve Industrial
Ovens & Furnaces/
International Thermal
Systems
S32
Gunnar USA Inc. K37
Hainan Zhongxin
Chemical Co. Ltd.
R10
Hall Composites E40
Harper International N39
Harvest
Technologies Inc.
Q39
Hawkeye International M1
HEATCON Composite
Systems
L20
Helman Tensioners Inc. L47
Henkel Corp. J13
Hexcel Corp. O5
Hi-Performance
Products Inc.
F46
Hirose Paper Mfg. Co.
Ltd. North American
Offi ce
H28
Hisco S12
HITCO Carbon Composites Inc.
C38
Hollingsworth &
Vose Co.
S16
Horn Co. K43
HOS-Technik GmbH K29
Huntsman Advanced
Materials
N4
HyperSizer - Collier
Research
R13
Hysitron D36
IKONICS Micro-
Machining Solutions
L40
Imperium Inc. H19
IMR Test Labs F32
InChem Corp. Q22
Innovative Composite Engineering (ICE)
P5
InnoVoc Solutions S22
INOAC USA Inc. D39
Instron A44
The Explosion Proof Bonder--Redefined
www.WichiTech.comCall us for a personal demo:(800) 776-4277 ❖ 410/244-1966Baltimore, Maryland 21201 USA
Workson400 Hz
Meets Class 1, Division 1 MIL-STD-810F/NEC

M A Y 2 0 1 3 | 3 5
Exhibitor Booth# Exhibitor Booth# Exhibitor Booth#
Integrated Technolo-
gies Inc. – INTEC
M38
Intertek Q51
IST - Industrial Summit
Technology Corp.
O37
Janicki Industries Inc. L39
JB Martin Ltd. P38
JEC Group P35
Jensen Industries Inc. R35
JPS Composite
Materials
I14
K.R. Anderson Inc. S20
KAMAN Composites –
Vermont
J21
Kaneka North America
LLC
L33
KNF FLEXPAK Corp. G40
KSE GmbH -
Keilmann Group
F29
LAP Laser LLC G34
Laser Projection Tech-
nologies Inc. (LPT)
B46
Laser Technology Inc. M20
LEWCO Inc. S44
Lingol Corp. R60
Lintech International H43
LMG Q53
LMT Onsrud LP P12
LT Machines Ltd. R34
Lucas Industries S27
Luna Q41
M.C. Gill Corp. Q15
MAG IAS LLC N47
Magellan Aerospace K59
Magestic Systems Inc. D48
Magnolia Advanced Materials Inc.
N32
Magnum Venus
Plastech
M33
Mahr Metering
Systems Corp.
P47
Marathon Heater Inc. Q16
Marietta Nondestruc-
tive Testing Inc.
J36
Matec Instrument Companies Inc.
L28
Materials Sciences
Corp.
N33
Matrix Composites Inc. R21
Maverick Corp. O27
MB Superabrasives E47
McClean Anderson N21
McGill AirPressure LLC Q21
McLube Div. of McGee Industries Inc.
P44
Melco Steel Inc. F39
Microtek Laboratories I54
Middleton Research I32
Miki Sangyo USA Inc. M36
Miller-Stephenson
Chemical
O43
MISTRAS Group Inc. R22
Mitsubishi Plastics
Composites America
Inc.
D40
Mokon H47
Myers Engineering Inc. L53
Nabertherm G56
Nammo Composite
Solutions
P17
NanoSperse LLC O27
National Aerospace
Supply
S4
National Diamond
Laboratory
E31
NDT Solutions Inc. I57
NDT Systems Inc. H32
NEi Software S31
NETZSCH Instruments
North America LLC
E45
Newport Adhesives
and Composites Inc.
P34
NExT (Niles Expanded
Technologies)
Q33
Niles NanoFabrix LLC Q35
Nippon Graphite Fiber O14
North Coast, The Companies of
O21
NUCAP Industries Inc. I52
NuSil Technology H12
Weber Manufacturing Technologies Inc
Tel 705.526.7896 • Midland, ON
www.webermfg.ca
Precision Tooling and CNC Machining
for the Composites Industry
Invar
Steel
NVD Nickel
Precision
WABASH MPIP.O. Box 298, Wabash, IN 46992-0298
E-mail: [email protected] www.wabashmpi.comISO 9001:2008 Certified
Wabash produces a wide range of hydraulic pressesfor compression molding in composites applications.We offer standard and custom designs from 15-1000tons with various heated platen sizes and controloptions. Visit our website at www.wabashmpi.com.
WABASHThe Leader in Composites Molding!
400 TonsDown-acting
120” x 60”Platens

3 6 | H I G H - P E R F O R M A N C E C O M P O S I T E S
SHOW PREVIEW
Exhibitor Booth# Exhibitor Booth# Exhibitor Booth# Exhibitor Booth# Exhibitor Booth# Exhibitor Booth#
OEM Press
Systems Inc.
I58
Olympus P21
Optitex USA S48
Owens Corning
Composite Solutions
Business
C49
Oxeon Inc. R16
Pacifi c Coast
Composites
Q46
Paragon D&E K38
Park Electrochemical Corp.
P43
Patz Materials &
Technologies
P13
PCM Innovation M53
Pinette Emidecau
Industries
S17
Plascore Inc. H42
Plasma Technology Inc. E43
Plastic Metals
Technologies Inc.
R8
Plataine Ltd. N57
Polystrand Inc. S22
PPG Industries Semco
Packaging &
Application Systems
S34
PQ Ovens L42
Precision Measure-
ments & Instruments
Corp.
I22
Prospect Mold &
Die Co.
R20
PTM&W Industries Inc. H38
Pyromeral Systems P20
Quality Material
Inspection Inc.
I38
Quantum Composites F44
Quartus Engineering
Inc.
D37
Quatro Composites S5
Quickstep Composites
LLC
S40
RAMPF Group Inc. N56
Renegade Materials Corp.
O27
Revchem Composites
Inc.
I39
Revolution
Composites LLC
R28
Robotmaster-In-House
Solutions
J56
Rolled Alloys Inc. E44
RTI International P46
Rubbercraft F45
SAATI Q19
SABIC Innovative
Plastics
G52
SAERTEX USA LLC K21
Sage Automation R33
Saint-Gobain ADFORS Q27
Scott Bader Ltd. F42
SCRA Composites P14
Sealant Equipment & Engineering Inc.
O1
Seifert and Skinner &
Associates Inc.
N52
Sensitech Inc. Q20
Sicomin R5
Siemens PLM Software S11
Sigmatex J29
Siltech Corp. L54
SINGLE Temperature Controls Inc.
Q12
SL Laser Systems O35
Smart Tooling R27
Smooth-On Inc. G44
Solid Concepts Inc. E34
Solvay Specialty
Polymers
R15
Specialty Materials Inc. P22
SPX Thermal Product
Solutions
R50
Starfi re Systems F51
StateMix Ltd. G39
Stepan Co. I30
Stiles Machinery Inc. L36
Stratasys Inc. N38
Structural
Diagnostics Inc.
P40
Surface Generation
America
O44
Surfx Technologies LLC F26
Swift Engineering Inc. Q5
SWORL, div. of Prairie
Technology
R23
System Three
Resins Inc.
O41
TA Instruments G50
Taricco Corp. L23
TCR Composites R7
TE Wire & Cable R38
Technical Fibre Products Inc.
Q8
Technology
Marketing Inc.
G26
TechStrand S22
TenCate Advanced
Composites USA
J47
Textile Products Inc. P9
The University of
Southern Mississippi
G35
Thermal Equipment
Corp.
F20
Thermal Wave
Imaging Inc.
Q23
Thermocoax SaS G48
Thermwood Corp. F27
THINKY USA Inc. G16
Ticona Engineering
Polymers
K34
Tinius Olsen Testing
Machines Inc.
H34
Tiodize Co. Inc. J57
TMP Inc., A Division of French
Q9
Toho Tenax America J43
Torr Technologies Inc.
O13
TR Industries D41
Trelleborg Offshore
Boston Inc.
H17
Trilion Quality Systems M37
Tri-Mack Plastics
Manufacturing Corp.
M34
Ultracor E33
Universal Laser
Systems Inc.
G41
Universal Star
Group Ltd.
H35
University of Dayton
Research Institute
O27
US Army Research
Laboratory
R42
Utah M27
Vector Composites I34
Venango Machine Co. Q14
Verisurf Software Inc. R18
VerTechs
Enterprises Inc.
R31
Victrex USA Inc. K33
ViscoTec America Inc. H39
VMS Aircraft Co. K41
Volume Graphics F31
Wabash MPI J37
Walton Process
Technologies
L57
Warm Industrial
Nonwovens
G38
Waukesha Foundry Inc. J39
Web Industries P27
Weber Manufacturing Technologies Inc.
Q26
Weihai Guangwei
Composites Co. Ltd.
D42
West Virginia
Development Offi ce
N42
Whiting Door Mfg. Inc. I35
WichiTech Industries Inc.
H26
Wickert Hydraulic
Presses
G29
Wisconsin Oven Corp. I46
Wolff Industries Inc. R26
WPC Treatment
Co. Inc.
H37
Zeus Inc. F35
Zotefoams Inc. M47
Zyvax Inc. J26
1519 Eastgate Dr.Cleveland, OK 74020
918-358-5881Fax: 918-358-3750
E-mail:[email protected]
Web Site:www.decomp.com
ISO 9001:2008

M A Y 2 0 1 3 | 3 7
SHOW COVERAGE
T
Held concurrently, these two seminal European composites events weathered
a rare Parisian snowstorm to plumb the depth and breadth of the industry.
he 34th SEICO International Confer-ence, organized by the European arm of the Society for the Advance-
ment of Material and Process Engineer-ing (SAMPE, Covina, Calif.), was held, as in previous years, at the Hotel Mercure Paris (Vanves, France), a short distance from the JEC Europe event at the Paris Expo. After an introduction on March 11 by Paolo Ermanni, SAMPE Europe presi-dent and a professor at the Swiss Fed-eral Institute of Technology (ETH, Zurich,
Switzerland), and SEICO’s technical ses-sions organizer Leslie Cohen, senior VP of new business development and strate-gic technology, HITCO Carbon Compos-ites Inc. (Gardena, Calif.), keynoters Nick Melillo and Drew Mallow of The Boeing Co. (Chicago, Ill.) took the podium. Their topic was “Rapid Prototyping as a Tool for Technology Insertion.” Melillo explained that for Boeing’s Phantom Eye unmanned aircraft program, prototyping was key to quickly creating a functional vehicle with-
out adversely impacting the overall pro-gram. Low-cost tooling, for example, was a must because the project budget had little room for nonrecurring costs, and the design life is short. The Phantom Eyeunmanned aerial vehicle (UAV) is based on the 1980s-era Boeing Condor project that tested UAV high-altitude/long-en-durance (HALE) operations, but unlike the earlier vehicle, Phantom Eye is hydro-gen powered, says Mallow. The two-thirds scale demonstrator has a 150-ft/45.7m
Source: HPC/Photo: Jeff Sloan
SAMPE EUROPE 2013/JEC EUROPE 2013
HIGHLIGHTS
ONE-SHOT WONDER FOR WINGSThe tallest composite structure at JEC Europe was this 7m/23-ft carbon fi ber multispar fl ap molded in one shot us-ing the Same Qualifi ed Resin Transfer Molding (SQRTM) process developed by Radius Engineering (Salt Lake City, Utah). Radius says SQRTM provides autoclave-like consolidation outside the autoclave. The fl ap was designed (but is not necessarily destined) for an Airbus A320, and it is made with Cytec 977-2 prepreg and molded in a compression molding machine built by Radius. The tool features aluminum mandrels in the core. Additional pressure, during the SQRTM process, is provided by resin in-jected around, but not into, the fabric by a Radius-built injection system.

3 8 | H I G H - P E R F O R M A N C E C O M P O S I T E S
SHOW COVERAGE
wingspan, and if it is built as an ongoing aircraft, the production model will sport a 250-ft/76.2m wingspan, with the ability to stay aloft and loiter for 7 to 10 days. The fi rst fl ight was June 1, 2012. It has an all-composite, bonded wing and fuselage structure and a thermoplastic composite rudder. All parts were made out of auto-clave (OOA), using OOA prepregs from Advanced Composites Group (now Cytec Engineered Materials Inc., Tempe, Ariz.), with a higher-modulus material used in the wing. KVE Composites Group (Den Haag, The Netherlands) built the rudder using polyetherketoneketone (PEKK) ma-terial, says Melillo. It weighs 10 lb/4.5 kg less than a comparable thermoset com-posite design. Notably, 3-D printing, a form of additive manufacturing, was used to build most of the aircraft’s smaller parts, including air scoops and wingtip fairings, which helped to accelerate the prototyping and shakedown stage. Both presenters stressed that additive manu-facturing is a boon and should be more widely adopted for structural parts. In a fi nal comment, Melillo wished for better properties in OOA prepregs — specifi cal-ly, higher modulus — and called on the industry to improve virtual prototyping with computer analysis and simulation. These tools, he explained, could slash the cost of building and testing actual parts.
The Plenary session that followed, moderated by Bruno Beral, head of structure policy and development at Air-bus SaS (Toulouse, France), was high-lighted by the presentation of several interesting papers. Gion Barandun, af-fi liated with Hochschule für Technick (Rapperswil, Switzerland), spoke about his development of a composite annu-lus fi ller to replace the typical aluminum part that fi lls in the gap between a jet engine’s fan blades and the hub. These fi llers must withstand bird strikes, for-eign object damage and, particularly, fa-tigue, yet they must be very low in weight to reduce rotating mass. The composite deforms so much under load that the at-rest design is far different than its ultimate shape during engine opera-tion. The fi llers are currently molded by FACC AG (Ried im Innkreis, Austria) via resin transfer molding (RTM). Numerous questions from audience members indi-cated a high level of interest in the topic. Lars Fiedler, Airbus’ senior manager, HO R&T fuselage structure, spoke about that company’s fuselage panels designs and
INNOVATION AWARD: HORIZONTAL TAILPLANEAmong the JEC Europe 2013 Innovation Awards recipients were two that had breakthroughs in thermoplastic composites. Ticona Engineering Polymers (Florence, Ky., Sulzbach, Germany and Shanghai, China) and its partners were recognized for the fi rst full thermoplastic composite horizontal tailplane, used on the new AgustaWestland AW169 helicopter, which features a 15 percent weight reduction vs. predecessors made with conventional composites. The
tailplane uses a composite prepreg made with Ticona’s Fortron polyphenylene sulfi de (PPS) and was developed jointly with AgustaWestland (Cascina Costa di Samarate, Italy) and The Netherlands-based Fokker Aerostructures (Hoo-geveen) and TenCate Aerospace Composites (Nijverdal).
HEXCEL MEETS THE PRESSCarbon fi ber manufacturer Hexcel (Stamford, Conn.) held a fi rst-day press conference that reviewed the role its materials are playing on the Airbus A350 XWB, which is expected to make its fi rst fl ight this summer. Hexcel’s Hex-
Ply, HexTow and Acousti-Cap prod-ucts are used in the A350’s cockpit,
fuselage, vertical tail and horizontal stabilizers, wing covers and spars,
wing leading and trailing edges, center wingbox, belling fairing and other parts.
All told, said Hexcel offi cials, each A350 XWB represents more than $4 million in revenue for its composite materials. Equally newsworthy was Hexcel’s intro-duction of HiTape UD, a dry carbon fi ber for automatic placement applications and vacuum infusion processing. Hexcel says it is targeting the material to aero-structures applications and exhibited on its stand a demonstration panel (left) molded by Spirit AeroSystems
(Wichita, Kan.) from HiTape UD.

M A Y 2 0 1 3 | 3 9
materials and said, signifi cantly, “The race between metal and composites is still open.” Peter Lantermans of Fokker Aerostructures (Hoogeveen, The Neth-erlands) described a thermoplastic hori-zontal stabilizer torsion box developed under the European-funded Thermo-plastic Affordable Primary Aircraft Struc-ture (TAPAS) project. The torsion box was built via automated fi ber placement and Fokker’s “butt joint” technology, in which an ultrasonic welding technique partially melts the material as it joins the ribs and skin. Airbus research engineer Emilie Luche, also involved with TAPAS, discussed methods for making ther-moplastic fuselage panels with a new thermoplastic from TenCate Advanced Composites BV (Nijverdal, The Nether-lands) that melts at lower temperatures. It reportedly processes more easily yet retains the required mechanical strength and in-service temperature performance.
Keynoting day two (March 12) was Dr. Olaf Täger, plastics section manager at Volkswagen Group Research (VW, Wolfs-burg, Germany), who spoke about that company’s vehicle lightweighting strat-egy as it prepares to meet ultrastringent emissions restrictions. He announced that VW and a group of partners are building a new pilot line, with German government funding, to make carbon fi ber using alternative precursors. This “Lab Factory” aims, ultimately, to de-velop multimaterial designs, says Täger, combining materials (including carbon fi ber) in the parts themselves, using an “intelligent design” that features orient-ed carbon only where needed for loads. “We’re going to use Lab Factory to look at ways to improve the environmental footprint of carbon fi ber,” he concludes.
Additional SEICO sessions focused on composite repair, nanocomposites in primary structure, automotive compos-ites, structural health monitoring, auto-mation, design/modeling and tooling.
JEC Europe 2013At the Paris Expo, meanwhile, the JEC Europe 2013 trade show got underway. It was the biggest yet, in terms of exhibitor numbers, but a rare snowstorm on the fi rst day put a damper on attendance. All the same, the show attracted com-posites manufacturing professionals of all stripes who presented, or sought, the latest in composites technology, inno-vation and information. HPC was there,
too, and offers this quick look at some of the high points.
Hexagon Composites (Ålesund, Nor-way) announced a rebranding effort that has gathered all of its business units under the Hexagon name. Three are in Norway: Ragasco AS and Raufoss Fuel Systems AS (both located in Raufoss) and Devold AMT (Langevaag). A fourth unit is in the U.S.: Lincoln Composites (Lincoln, Neb.). Each new business unit bears a common identity, and they will be referred to as Hexagon Ragasco AS (LPG cylinders), Hexagon Raufoss AS (high-pressure cylinders), Hexagon
Devold AS (multiaxial fabrics and rein-forcements) and Hexagon Lincoln Inc. (high-pressure cylinders). The company says that after 14 years of solid project and product portfolio growth, the uni-fi ed global identity is expected to foster international expansion. In one example of that growth, Hexagon Raufoss was recently awarded a contract from a U.S. automotive OEM for the serial supply of CNG high-pressure composite cylinders to serve as fuel tanks for a model that will run on natural gas. The value of the contract is NOK 90 million ($15.36 mil-lion USD) over a four-year period.
INNOVATION AWARD: BMW i3As they did last year, automotive materials and applications took center stage, most obviously in the Innovation Awards display. There, the big attrac-tion was the award-winning carbon fi ber passenger cell of the forthcoming all-electric BMW i3 commuter car (BMW Group, Munich, Germany). Featur-ing carbon fi ber produced in the U.S. by SGL Group (Wiesbaden, Germany), the i3 is due on the market later this year. It will be the fi rst production ve-hicle to use carbon fi ber in the passenger cell. The cell itself, as advertised,
is an all-carbon fi ber composite and, apparently, is molded in sections that are subsequently bonded together. Although there is no offi cial word on the question of whether the i3 body panels will be carbon composites, injec-tion molding machine maker ENGEL AUSTRIA GmbH (Schwertberg, Austria) reports that it sold two large machines to BMW for use in its Leipzig, Ger-many, facility “to manufacture lightweight components for car body shells.” Although ENGEL didn’t identify which car, the tea leaves can be read. The Leipzig plant is the site for primary assembly of the i3, so it is unlikely that the i3 body panels will be metal.

SHOW COVERAGE
4 0 | H I G H - P E R F O R M A N C E C O M P O S I T E S
INNOVATION AWARD: INDUCTIVELY HEATED TOOLINGIn the Innovation Awards section of the JEC Europe show, RocTool (Le Bourget du Lac, France) molded thermoplastic/carbon fi ber covers for tablet devices using its 3iTech compression molding technology, which uses inductor coils to provide fast heating of the tool cavity and thus produce parts in relatively fast cycle times.
3A Composites Core Materials (Sins, Switzerland) and Dow Chemical Co. (Midland, Mich.) announced at JEC a strategic cooperation agreement, under which they will market innova-tive core material solutions to the wind energy industry. The effort will focus on a new thermoplastic polystyrene (PS) foam product on which Dow has recently begun work. Dow will now partner with 3A to fi nish product development and then bring it to market. Dow said initial testing shows that a PS core has bet-ter mechanical properties than polyvinyl chloride (PVC) core, which is standard in wind blade manufacturing. Although its market debut is uncertain, Dow and 3A offi cials at the show said they are targeting a 12- to 18-month time frame.
Owens Corning Composite Materials LLC (Toledo, Ohio) announced a strategic alliance with BASF (Ludwigshafen, Ger-many) and TenCate Advanced Composites (Nijverdal, The Netherlands, and Benicia, Calif.). The goal of the alliance is to develop optimal solutions in thermoplastic composites for au-tomotive mass production. According to Owens Corning group president Arnaud Genis, “There is a critical and growing need in the automotive industry to have lighter, stronger and more en-vironmentally effi cient products. Glass fi ber solutions are not fully leveraged and by combining the talent and resources of Owens Corning, BASF and TenCate — all industry leaders — we will be able to take signifi cant weight out and fi nd the optimum solutions for our customers quickly, and with the highest qual-ity design and structure.”
C. A. Litzler Co. Inc. (Cleveland, Ohio) announced a new hot-melt prepreg machine order that was signed at the show by Hankuk Carbon Co. Ltd. (Miryang-si, South Korea). The wide-format machine is designed for high-speed, high-quality applications and is expected to enable Hankuk Carbon to grow its prepreg business. “We are very excited to have chosen the Litzler hot-melt prepreg machine,” says president Mun Su Cho of Hankuk Carbon. “The technical and management team of Lit-zler answered all of the needs for our expansion in composites and with their long-time presence in Asia.”
JEC Europe 2013 marked the fi rst time that Cytec Engi-neered Materials has exhibited since the full integration of Umeco (Heanor, Derbyshire, U.K.) following Cytec’s acquisition of the fi rm last year. Under the Composites umbrella at Cytec, said company offi cials, the fi rm will operate in two groups: Aerospace and Industrial. Within Industrial will be a third group, Processing Materials, which will also market product to aerospace industry end-users.
SGL Group (Wiesbaden, Germany), which recently acquired Lavradio, Portugal-based precursor manufacturer FISIPE SA, says it is working on converting the latter’s lines from the pro-duction of textile-grade polyacrylonitrile (PAN) to PAN suitable for the manufacture of intermediate- and high-modulus carbon fi ber. SGL would not attach a timeline to this effort but said it is progressing as anticipated. SGL also introduced SIGRAFIL CSBY 70, a stretch-broken yarn processed from its 50K carbon fi ber. The material is being offered in a variety of forms.
Composites Evolution Ltd. (Chesterfi eld, U.K.) launched glass-fi lled and fl ax-fi lled polyfurfuryl alcohol (PFA) bio-
Ultrasonic C-Scan Inspection Systemsfor your
High Performance Materials
• Automated Ultrasonic C-Scan Systems for Simple and Complex Geometries
• Multi-Axis Gantries and Immersion Tanks
• System Upgradeswww.matec.comEmail: [email protected]
56 Hudson St., Northborough, MA 01532 508-351-3423

Subscribe today at CompositesWorld.com/subscribe
Read CompositesWorld Weekly!
Be the first to know...
Get the latest news,
business developments
and updates on
aerospace, automotive,
energy and other
major markets in the
composites industry
delivered to your inbox!

4 2 | H I G H - P E R F O R M A N C E C O M P O S I T E S
SHOW COVERAGE
POLYURETHANE + RTMA variety of glass fi ber composite leaf springs for use in car and truck suspension systems were on dis-play. This one, developed by Henkel
AG & Co. KGaA (Düsseldorf, Ger-many) and manufactured by Ben-teler SGL Composite Technology GmbH (Ried im Innkreis, Austria), was molded in a specially developed RTM process. Compared to conven-tional leaf springs made of steel, the composite springs are up to 65 per-cent lighter. The resin, Henkel’s Loc-tite MAX 2, a low-viscosity polyure-thane-based formula, is said to cure signifi cantly faster than the epoxy products usually employed in RTM, and it reportedly wets out the fi ber reinforcement more easily, with less fi ber displacement, enabling very short injection times. Henkel says the resin has an exceptionally high stress-intensity factor (a measure of toughness), which positively affects fatigue behavior under load and pro-longs component life.
resin prepregs. PFA, said to be similar to a phenolic resin, is a thermosetting system derived from hemicellulose crop waste, such as sugar cane bagasse. Aside from its positive environmental profi le, it has been shown to have fl ame-retar-dant properties equivalent to phenolics, along with excellent chemical resistance. The result of more than four years of ex-tensive R&D, the high-performance PFA bio-resin prepregs are based on aligned fabrics — natural fl ax, glass or carbon. They reportedly boast a combination
of low weight, high mechanical proper-ties, excellent fi re-retardant properties and low environmental impact. The pre-pregs can be consolidated by vacuum, autoclave or compression press and are designed for a range of applications in mass transport, aerospace, furniture and construction.
Reichhold Inc. (Durham, N.C.) high-lighted its sustainability efforts, includ-ing its participation in primary industry associations to reduce the eco-footprint of composites and defi ne safe conditions
www.tfp-americas.comTechnical Fibre Products Inc
Reduce weight.
Increase performance.
Visit TFP at
SAMPE 2013
To fulfill the ever increasing need for weight reduction in composites, TFP introduces Optiveil™. A range of ultra lightweight, multifunctional nonwovens starting from areal weights as low as 2 g/m².
At TFP, we pride ourselves on manufacturing a diverse range of quality nonwovens and offering constant innovation of these to deliver the best performance possible at the lightest weight. Whether your application requires EMI shielding, enhanced conductivity or a high quality surface finish, TFP provides a lightweight and functional solution.

M A Y 2 0 1 3 | 4 3
LEARN MORE @
www.compositesworld.com
Read this article online at http://short.compositesworld.com/i1PwfVzH.
for processing them. Its recyclable resins R&D effort has yielded, for example, pipe manufacturing resins that provide 12 per-cent lower CO2 emissions than standard alternatives. Further, renewable resins that eliminate hazardous materials, such as water-emulsifi ed Beckosol AQ alkyd latex resins, are said to offer superior per-formance to conventional solvent-borne systems. Development of low-VOC, sty-rene-free and monomer-free resins for advanced applications and safe-to-use resin curing systems are targeted. The company cited its participation in the RenWind Project sponsored by the Re-search Council of Norway (Oslo), where it aims to develop environmentally friendly and cost-effi cient, high-performance, sty-rene-free vinyl ester resins for production of wind turbine blades.
Several other companies addressed similar efforts in presentations made at JEC’s sustainability conference. Included was DSM Composite Resins (Schaffhau-sen, Switzerland, and Zwolle, The Nether-lands), with a focus on cobalt-free curing solutions for preaccelerating resins, and CCP Composites (Courbervoie, France, and Kansas City, Mo.), with a focus on styrene-free unsaturated polyester res-ins. Pergan GmbH (Bocholt, Germany) premiered its new line of Pergaquick CP accelerators based on a reportedly non-hazardous, nontoxic cobalt polymer.
Arkema (Colombes, France) and its partners PPE (Pôle de Plasturgie de l’Est, Saint-Avold, France), 3B-the fi breglass co. (Battice, Belgium) and MVC (São José dos Pinhais, Brazil) were recognized for the fi rst new thermoplastic resin that en-ables the manufacture of composite parts on the same equipment and with the same processes as thermoset compos-ites. Dubbed Altuglas Composite Solu-tion, it employs innovative (meth) acrylic formulations that can be reinforced with continuous glass, carbon or fl ax fi bers to form composite parts in RTM or infu-sion processes that are used to produce such parts with unsaturated polyester (UPR), vinyl ester or epoxy resins. The new composite can be used for aesthetic semistructural composite parts, such as shaped truck parts, bus body panels and hoods for agricultural machinery, which to date are typically made of UPR-based composites. The partners developed the fi rst large demonstration part using a room-temperature RTM-light process. The reinforcing glass fabric, process-
ing equipment and polymerization cycle times were identical to those used by MVC, a company well known for its exper-tise in the manufacture of technical com-posite parts, for commercial production of UPR composite parts.
Diatex (Saint Genis Laval, Rhone Alpes, France) reported that it is entering the North American market. The compa-ny is starting in Canada and is looking for a U.S., specifi cally for its engineering fabrics. The fi rm has worldwide qualifi ca-
tion for its materials from Airbus and will aim to get a similar qualifi cation from Boeing and others, according to Diatex sales manager Christine Bourbon.
800.621.8003 www.compositesone.com www.b2bcomposites.com
One call. One source. Composites One.
One call to Composites One puts you in touch with raw materials, process knowledge and supply chain solutions meeting all your advanced composites needs. It connects you with dedicated specialists and technical experts who can handle your complex requirements, from raw fiber through the entire process of weaving, pre- pregging, and kit cutting, into product that’s ready to fabricate. It gives you access to 30 local distribution centers and a fleet of delivery trucks. Plus the back-end support, regulatory assistance and value-added services that can help drive new business growth.
That’s the power of one. Composites One.
See us at Booth #I26 at SAMPE in Long Beach, CA, May 6-9 and at Booth #3121 at WINDPOWER 2013 in Chicago, IL, May 5-8.

4 4 | H I G H - P E R F O R M A N C E C O M P O S I T E S
MARKET OUTLOOK
A ircraft industry publication SpeedNews drew 540 delegates to its back-to-back aviation sup-pliers conferences, held March 4-6 at the Beverly Wilshire Ho-
tel (Beverly Hills, Calif.). The day-long 3rd Annual Aerospace Raw Materials & Manufacturers Supply Chain Confer-ence preceded the two-day 27th Annual Commercial Aviation Industry Suppliers Conference, providing what organizers described as a global in-depth look at the $166.6 billion (USD) aviation indus-try and the supply chain that supports its engines of production.
One question drew strong interest and comment: Why has aviation been fl ying high while most of the world economy has been crawl-ing? World air travel reportedly has grown 5 percent per year since 1980, in spite of 9/11 and other challenges, and air travel demand is forecast to continue at about the same rate per revenue passenger kilometer (RPK) for the next 20 years. Richard Aboulafi a, a VP at aerospace and
defense market analysis fi rm Teal Group Corp. (Fairfax, Va.), graphed 57 percent growth between 2008 and 2012, while al-most “nothing else grew in that period,” he says. Alan Pardoe, head of marketing communications for Airbus (Toulouse, France), noted that in a global economy it’s “always sunny somewhere,” and the sun’s brightest today in emerging Asia Pa-cifi c, Latin American and African markets.
SPEEDNEWS SPEEDNEWS AVIATION SUPPLIERS AVIATION SUPPLIERS CONFERENCES 2013 REPORTCONFERENCES 2013 REPORT
Aerospace composites trailblazer
A view inside the Boeing 787 Dreamliner’s composite nose and foreward fuselage barrel
structure (Section 41), one of the many reasons why SpeedNews conference speakers
expected the composites industry to experience aviation growth through 2020.
BY DONNA DAWSON

M A Y 2 0 1 3 | 4 5
Growth = retirement + replacementSeveral conference speakers attributed this surprising growth to low interest rates combined with new technologies that reduce fuel consumption and, thus, combat rising fuel costs — primarily reengined airplanes that feature light-weight materials, including composites. This combination has encouraged air-lines to purchase new aircraft and retire older models.
The already strong demand for com-posites, therefore, is expected to grow 10 percent per year, according to Dr. Kevin Michaels, VP of aviation consulting fi rm
ICF SH&E (Fairfax, Va.). He noted that new wing designs can be made with com-posites in ways “you can’t make them out of metals.” For 2012, Michaels shows composites total buy weight at 4 percent, or about 48 million lb (21,770 metric tonnes) out of a total of about 1.2 billion lb (5,443,110 metric tonnes) of raw ma-terial. In terms of revenue, that’s 16 per-cent, or $1.4 billion of the total $8.7 bil-lon. Rivals The Boeing Co. (Chicago, Ill.) and Airbus reportedly account for nearly 70 percent of the total (see charts above).
Boeing’s Jim Haas, director of product marketing for Boeing Commercial Air-
planes, expressed the company’s satis-faction with the composite structure of its 787 Dreamliner and with its decision to go that route, despite delays caused by the technology learning curve and problems associated with the company’s unprecedented outsourcing program. “Things are going well now,” he states. On the subject of Boeing’s lithium-ion battery problems on the 787, Haas noted that Boeing has been working with out-side and inside technology teams to di-agnose the problem and fi nd a solution. A proposed solution was approved for U.S. Federal Aviation Admin. (FAA)-
SPEEDNEWS AVIATION SUPPLIERS CONFERENCES 2013 REPORT
Source: The Boeing Co./Photo: J. Haas
Materials: Raw numbers
Total aerospace material demand, in buy weight.
So
urc
e:
K.
Mic
haels
, IC
F S
H&
ETitanium Alloys 9%
* Fundamental Mill Demand; maintenance, repair and overhaul (MRO) included in total
* * Includes air transport aircraft used as VIP transport, contributing roughly 12% to the total
2012 Aerospace Raw Material Buy Weight*
By Material Type
Composites 4%
By Material Type
Titanium Alloys 9%
osites 4%
Aluminum Alloys 49%
Other6%
Super Alloys 9%
Steel Alloys23%
Total**
1.20B lb
Materials: Aircraft demand
Total aerospace raw material market, in U.S. dollars.
2012 Aerospace Raw Material Value
$ US Billions, By Aircraft Category
Steel Alloys 11%
Composites16%
Super Alloys 17%
Titanium Alloys 25%
Aluminum Alloys 27%
Total
$8.7B
Other4%
Sourc
e:
K.
Mic
haels
, IC
F S
H&
E

4 6 | H I G H - P E R F O R M A N C E C O M P O S I T E S
SHOW COVERAGE
sanctioned fl ight testing at HPC press time. In the meantime, Boeing has con-tinued production of the 787, believing the problem will be suitably resolved.
Meanwhile, Airbus is using an aver-age of 40 metric tonnes (88,185 lb) of composites every day, and its A350 XWB is more than 50 percent composites by weight. Further, David Williams, VP of procurement for Airbus, forecast a de-mand for more than 27,000 new com-mercial aircraft in the next 20 years, with single-aisle models dominating.
In fact, single-aisle, narrow-body pas-senger jets are expected to dominate the commercial aviation market in coming years. Bombardier’s (Montréal, Québec, Canada) new single-aisle CSeries jets will feature composite wings built in Belfast, Northern Ireland. Embraer (São José dos Campos, Brazil) has used composites in doors and other secondary structures in its RJ models and is considering com-posites for primary structure on its new E-175. Tokyo, Japan-based Mitsubishi Aircraft Corp. (formed in 2008 by Mit-
subishi Heavy Industries) is introducing its Mitsubishi Regional Jet (MRJ), which has composites in its empennage and fl ight-control surfaces.
Jet engine manufacturer Pratt & Whit-ney (East Hartford, Conn.) has a carbon/epoxy composite fan case on its PW1000G PurePower Geared Turbofan engine that powers the Airbus A320neo aircraft fam-ily. It incorporates a fan drive gear system that reduces the fan speed, providing low-er noise and improved fuel consumption. Carbon fi ber and 6-6 silicon carbide com-posites (along with titanium aluminide) are also incorporated into engines that are being built for narrow-body planes by Cincinnati, Ohio-based CFM Internation-al, a joint venture of GE (Evendale, Ohio) and Snecma SA (Evry, France, part of the Safran Group). This technology has en-abled CFM to cut its LEAP engine’s weight by two-thirds in several areas, compared to a comparable-size engine with metal parts. The engine also features break-through “lean combustion” technology.
Materials procurement paradigm shiftThe SpeedNews raw materials and manu-facturers supply chain event on March 4 highlighted major changes in procure-ment strategies at Boeing, Airbus and other OEMs. Airbus said it has placed all procurement under one umbrella. Composites and metallic materials are sourced according to value. Williams stressed a huge drive to globalize sources, with vertical integration the key. Contrac-tual agreements, he added, will prescribe suppliers’ duties and challenges, with suppliers managing their supply chain. At Boeing, John Byrne, VP of aircraft materi-als and structures, supplier management for Boeing Commercial Airplanes, identi-
NESTING I CUTTING I KITTING I PLY LAYUP I PLY INSPECTION
Bring us your challenge.
We can help.
+
If the world’s 10 largest aerospace companies rely on our sophisticated automation systems to accelerate composite processing, maximize material utilization and ensure quality, shouldn’t you?
We offer a complete suite of solutions to accelerate composite processing including a laser-guided ply layup system, automated nesting software, computer-controlled cutting, laser-guided kitting, and laser ply inspection system.
Contact us today to discuss your challenge.
gerbertechnology.com
DATA PROVIDED BY
AIRFRAME MANUFACTURERS
Year
Commercial
aircraft
ordered
Commercial
aircraft
delivered
2011 2,869 1,271
2012 2,507 1,409
Orders decelerate, production accelerates
Although new commercial aircraft orders
tailed off during 2012, the number of
delivered aircraft went up.
Sourc
e: S
peed
New
s

M A Y 2 0 1 3 | 4 7
fi ed several challenges to his company’s supply chain, especially in raw materials supply, including composite materials. Byrne emphasized that material qual-ity needs continuous improvement, while at the same time costs must be reduced through lean manufacturing principles and innovation, especially in robotics and automation. He stressed Boeing’s focus on the needs of its customers, the airlines, through a dynamic subtier network that comprises a few top suppliers, with the aim of reducing complexity and increasing the production rate. He also advised sup-pliers that Boeing’s scrap recovery strat-egy is “No scrap left behind!” Further, Boe-ing aims to reduce raw materials costs by converting built-up structures to mono-lithic structures wherever possible, con-solidating parts and reducing part labor and processing costs. Finally, Byrne spoke of reconfi guring the supply chain architec-ture by determining the true opportunities and risks offered. “We are willing to take risks when introducing new technology or products,” he concluded.
Speakers from composite material and parts suppliers also addressed conference attendees. David Leach, global market manager – composites for Henkel Corp. (Rocky Hill, Conn.), summarized the evo-lution of composites in commercial air-craft from the use of fi berglass/phenolic and epoxy in interiors and as secondary structure to the advent of carbon fi ber/ep-oxy in primary structure. Leach then pre-sented a brief primer on high-performance materials and processes and suggested opportunities for improvement. Notable among his recommendations were inline inspection for automated fi ber place-ment (AFP), materials with fl exible cure schemes, out-of-autoclave curing and ma-terials standardization.
Timothy Kirk, director of sales for pre-preg manufacturer Toray Composites America Inc. (Tacoma, Wash.), discussed the scale and capacity needed to meet the demands of the commercial aero-space primary market and strategies for managing capacity requirements.
Vincent Chanron, VP of marketing for Daher-Socata (Paris, France and Los Angeles, Calif.), a Tier 1 aerostructures supplier, talked about the advantages and applications of thermoplastic com-posites in aerospace, especially for parts that benefi t from thermoplastics’ greater impact resistance, including the wing leading edge, the cockpit fl oor and mov-
LEARN MORE @
www.compositesworld.com
Read this article online at http://short.compositesworld.com/Z2ZgshC1.
able ribs and spars. Although this is still a niche market, 20 to 40 percent growth is expected in the next few years.
A panel moderated by Trevor Stans-bury, president of Supply Dynamics, a Loveland, Ohio-based supply-chain man-agement group, discussed the ways col-laborative raw-material purchasing pro-grams are transforming the raw materials supply chain. Comprising representatives from Boeing, United Technologies (Hart-ford, Conn.) and Cessna Aircraft Co. (Wichita, Kan.), the panel discussed the
benefi ts of Material Demand Aggrega-tion, or consolidation. Aggregation pro-cedures identify and analyze material costs of fi nished parts and consolidate subtier suppliers; they also consolidate parts into near net-shape assemblies.
How Hot is Your Structure?
Renegade Prepregs can take the HEAT!
Contact Us: 937-350-5274
www.renegadematerials.com
BMI’s Polyimides
Prepregs Adhesives Resins

WORK IN PROGRESS
4 8 | H I G H - P E R F O R M A N C E C O M P O S I T E S
T
WORK IN PROGRESS
he fi rst prepreg machine was de-veloped in the late 1960s to sup-port the production of carbon fi ber tape for the manufacture of composite structures on a U.S.
National Aeronautics and Space Admin. (NASA) lunar lander. At that time, resin systems were, for the most part, dif-fi cult to mix, catalyze, process consis-tently and manage during production. Because of this, most prepreg manufac-turing fell to large chemical companies and resin producers.
Since then, and for most of the com-posites industry’s life, prepregging has remained the almost exclusive domain of relatively large fi rms — resin manufactur-ers and dedicated compounders or the carbon fi ber manufacturers themselves. Toray Composites (America) Inc. (Taco-ma, Wash.), for example, prepregs carbon fi ber in the U.S. for its parent company, Tokyo, Japan-based Toray Industries. Their size makes it possible for them to take advantage of economies of scale as they produce off-the-shelf material de-signed to meet a particular specifi cation.
At the other end of the spectrum are the R&D specialists who use lab-scale prepregging equipment to create the resin/fi ber combinations that eventually work their way onto the production fl oor.
Consumers of carbon fi ber prepreg have long relied on this supply chain to provide the bulk of the certifi ed material used in many of today’s largest manu-facturing programs, including the Boe-ing 787, the Airbus A350 XWB and other aircraft platforms. It’s an arrangement that works well for large composites
manufacturers who know they will need massive quantities of a specifi ed mate-rial and can, therefore, take advantage of the price breaks associated with buying prepreg in large lots.
All well and good, but ….Left out of this equation are the relative-ly small composites manufacturers who need prepreg in quantities greater than can be produced by the R&D lab, but they can’t order off-the-shelf, certifi ed prepreg in quantities large enough to get a com-petitive price. It is into this niche that companies such as Century Design Inc. (CDI, San Diego, Calif.) are now market-ing directly to composites manufactur-ers a prepregging system that combines R&D fl exibility with on-demand produc-tion capability.
The question composites manufac-turers must answer is how to assess the value of bringing prepregging in-house vs. sticking with the tried-but-not-quite-true supply chain. Keith McConnell, president of CDI, says there are several variables to consider before taking such a leap. Predictably, the fi rst variable all customers ask about is cost: Is there money to be saved with an in-house pre-pregging system?
Well and good, again, but ….“This is the wrong question,” McConnell contends. “Although there are econom-ics to consider, acquisition of a prepreg system demands evaluation of several factors.”
The fi rst, he says, is the aforemen-tioned niche. Is the composites man-
IN-HOUSE PREPREGGING:
Scaled-down systems are flexible enough
for R&D and production, but can they
earn their keep?
BY JEFF SLOAN

M A Y 2 0 1 3 | 4 9
COST/BENEFIT CALCULUS
Prepreg on demand: What you need, when you need it
This CDI 6012-300 prepregging system, built by Century Design Inc.
(CDI, San Diego, Calif.), features a relatively small footprint, which
reportedly facilitates easy integration into a composites manufacturing
process. In-house prepregging allows manufacturers the option to
formulate and customize resins and deliver prepreg directly to the
tool, eliminating the time and cost of transportation and storage
associated with prepreg purchased from a third party.
Source:
CDI

5 0 | H I G H - P E R F O R M A N C E C O M P O S I T E S
WORK IN PROGRESS
ufacturer serving a market in which expansion demands more fl exibility than large prepreggers can provide, but at volumes that cannot be met by small lab-scale systems? How much prepreg is needed, and at what width? Systems of the type provided by CDI measure about 20 ft/6m long, including heat-ers and chillers, and can produce prepregged material at a rate of about 10m/min (33 ft/min). The control system stores and can retrieve recipes quickly, making the overall system manageable by a single “basic” operator.
The second factor revolves around logistics. Is the man-ufacturer looking to speed time to market and avoid the chore of storing, freezing and tracking prepreg? An in-house system that is confi gured properly can be arranged to provide prepreg directly to the tool and bypass storage requirements altogether.
The third factor addresses intellectual property control. A manufacturer who relies on a specialized or proprietary resin formulation could be putting that secret at risk when rely-ing on a traditional prepregger. “This is key for businesses in crowded market spaces,” says McConnell, “where main-
TABLE 1 PREPREGGING COST vs. OUTPUT
Machine operation schedule
Hours/day 16
Days/week 5
Weeks/year 25
Machine output
m2/hr 45
m2/day 720
m2/year 90,000
Carbon fi ber price input $25/kg
Resin content by weight 35 percent
Fully loaded labor rate $65/hr
Direct costs $6.22/m2
Indirect costs $0.62/m2
Materials cost $6.47/m2
Total manufactured cost $11.35/m2
Accelerated payback 5 years
Fiber areal weight 150 g/m2
Current purchase cost $30/m2
Potential savings per year $1,502,525
Net present value (NPV) of project* $2,630,593
Internal rate of return 154 percent
Profi tability index (NPV/initial investment) 3.51
*NPV assumes 10% opportunity cost of capital, 5-year term with IRS MACRS depreciation schedule and 35% corporate tax rate)
Is in-house prepregging for us?
The Prepreg Cost and Output Calculator for the CDI 300-mm
Prepreg Manufacturing Line. Chart data is based on a five-year
cash-flow-and-depreciation model and a <$1 million investment in
the prepreg machine and creel.
Form A Lasting Bond
www.hexcel.com
Primetex ®
HiTape ®
HexForce ®
HexTow ®
Redux ®
Hex
Ply ®
HexTOOL®
Acousti-C
ap™
HexWeb ®
Honeycomb
Exciting
Careers
IM10 Indh to Weight Ratio Strength
Out-of-AutoclaveProcessing
Quietitingng Next Generatioooon En En Engingingiinesnnn
EnaEnablingng AdvAdvancanceededTooTooToolinling Sg Soluoluo tiotionsn

M A Y 2 0 1 3 | 5 1
WORK IN PROGRESS
LEARN MORE @
www.compositesworld.com
Read this article online at http://short.compositesworld.com/MfwTF2OO.
taining an advantage requires keeping control of proprietary information.” A smaller prepregging system’s lab-like fl exibility also enables the manufacturer to test and tweak resin recipes in-house and more quickly meet the demands of the specifi c application.
Well, that’s good, too, but ….Of course, installing an in-house pre-pregging system means that a compos-ites manufacturer also must become a resin formulator, a step that McCon-nell admits can be challenging. But he says the task is manageable given the automation provided today by many resin development systems. “Resin mix-ing and storage must be considered,” he says. “The mixing part can be a little more complicated.” He reports that cus-tomers who are hesitant can work with resin formulators to develop recipes.
After these variables have been con-sidered, the composites manufacturer is free to contemplate cost and return on investment. McConnell suggests that the capital cost alone should not be con-sidered in a vacuum. It must be checked against other factors that add value to the enterprise and thus increase the val-ue of the prepregging system.
CDI has developed a calculus to help customers determine the value of their investment in a prepregging system. Ted Hile, director of sales at CDI, notes that the calculus takes into account sev-eral variables, including machine utiliza-tion rate, carbon fi ber price input, resin content percentage, labor rate and cost of current prepreg sourced from a third party. It assumes a fi ve-year cash-fl ow-and-depreciation model and produces two values: Net Present Value of Project (value of prepreg investment to the user) and Internal Rate of Return, which ide-ally should be more than 100 percent to demonstrate a net benefi t to the user.
Good? Well, one more “but”Hile acknowledges that the calculus is still evolving and needs more testing in a real-world environment, but Table 1 (p. 50) outlines one possible scenario, based on data CDI has gathered. Based on a work schedule of 16 hr/day, 5 days/week and 25 weeks/year, it shows a car-bon fi ber input cost of $25/kg, a resin content by weight of 35 percent, a fully loaded labor rate of $65/hr and an accel-erated payback of fi ve years. Based on
these variables and a capital investment of <$1 million for the prepreg machine and creel, CDI projects potential annual savings of $1.5 million, a $2.6 million Net Present Value of Project and a 154 percent Internal Rate of Return. In other words, after fi ve years, the value of an in-house prepregging system would exceed the system’s capital cost of investment by more than three times.
“Variables will change, of course,” ad-mits Hile, “and this formula needs to be
tested and refi ned. But you can see that for many composites manufacturers, an investment like this can make good fi -nancial sense.”
WTF
yomingest
ixturesINC.
• Over 40 types of fixtures in stock, ready to be shipped. • Expert consultation with Dr. Adams • Email or call today to discuss your fixture and custom design needs.
Boeing Compression After Impact Test Fixture
ASTM D 7137
2960 E. Millcreek Canyon RoadSalt Lake City, UT 84109
Phone (801) 484.5055Fax (801) 484.6008
email: [email protected]
Dr. Donald F. AdamsPresident50 years of Composite Testing Experience
We provide quotes for a variety of grips, fixtures, and jigs. We carry over 40 types of fixtures in stock, available for immediate delivery.
Email or call us today. We look forward to hearing from you.
Celebrate our 25th Anniversary with a Bestselling Fixture!
Three & Four PointFlexure Test Fixture
ASTM D 790, 6272, 7264
V-Notched Rail Shear
Test FixtureASTM D 7078
Boeing Open-Hole Compression Test Fixture
ASTM D 6484
Combined LoadingCompression Test Fixture
ASTM D 6641
Celebrating25 Years
of Excellence1988-2013

FEATURE / LIGHTNING STRIKE PROTECTION
5 2 | H I G H - P E R F O R M A N C E C O M P O S I T E S
ightning can strike twice. In the case of aircraft, it can strike mul-tiple times. On planes built from highly conductive aluminum, even the worst-case 200,000-am-
pere jolt can be quickly conducted away. But for craft made with less-conductive carbon fi ber composites or nonconductive fi berglass, lightning strike protection (LSP) is critical.
According to statistics published by the Royal Canadian Air Force, a plane can be struck by lightning on average every 1,000 to 3,000 fl ight hours. For commercial aircraft, that’s equivalent to one strike per aircraft per year. Al-though The Boeing Co. (Chicago, Ill.) has reported that the probability of a worst-case strike could be as infre-quent as once every 10 to 15 years, aircraft designs must be able to with-stand such a strike. Boeing recently reported in its AERO magazine that an airplane fl ies farther than its own length in the time it takes a strike to begin and end. Therefore, the entry
Electrifying test results
An aircraft radome undergoes
lightning testing at National Technical
Systems’ (Calabasas, Calif.) lightning
test laboratory. A 2.4-megavolt
generator produces a strike to test
the lightning strike protection (LSP)
system on the part. Radomes are
particularly susceptible to Zone
1A lightning, which can produce
200,000 amps.
Tried-and-true materials thrive, but new approaches and new
forms designed to process faster are entering the marketplace.
LIGHTNING STRIKE PROTECTION STRATEGIES
FOR COMPOSITE AIRCRAFT
Sourc
e: N
ational Te
chnic
al S
yste
ms (form
erly L
ightn
ing T
echnolo
gie
s)
BY SARA BLACK
L

M A Y 2 0 1 3 | 5 3
point will change as the charge reattaches to other locations aft of the initial point. This can result in multiple burn areas or other damage that could have a direct ef-fect on a plane’s structural integrity, and indirect effects that include damage to radio equipment and avionics or other electrically operated mechanisms, such as fuel valves when electrical potential differences or magnetic effects cause transient voltage spikes. Further, fatal ac-cidents have occurred when current has arced around metal fasteners and ignited fuel vapors.
A wide array of LSP solutions has been adopted for composites as their use on aircraft has expanded during the past three decades. Each aircraft OEM’s design team approaches the issue dif-ferently in different areas of an aircraft, so each aircraft model fl ies a unique system. Although metal meshes and ply-integrated interwoven wires are the usual materials of choice for direct ef-fects, LSP innovators are developing new, less weight-intensive and/or more effi ciently processed options. Here, HPC updates readers on the LSP market (see
our previous coverage in “Learn More,” p. 61) revisiting established suppliers and introducing several new players.
Creating conductivityLSP must provide a continuous conduc-tive path of low resistance over the entire aircraft exterior, with additional protec-tion in zones where lightning is most likely to attach. Briefl y, Zone 1A (the ra-dome or nose, wingtips, nacelles and ex-tremities of the empennage) is required
by the U.S. Federal Aviation Admin.’s (FAA) Federal Aviation Regulations (Parts 23, 25 and 27) to withstand 200,000 amps of initial lightning attachment and fi rst return strokes. Zones that rarely see a direct strike (such as the fuselage) are required to handle less amperage and must simply conduct current between lightning attachment points. (For other zone requirements, see “Learn More.”)
To create a conductive path, metal in the composite aircraft’s outer skin —
Carbon and metal, woven together
This closeup photo shows a carbon
fiber interwoven wire fabric (IWWF)
made by Hexcel (Stamford, Conn.),
with integral wires, for LSP in
lower-energy zones, such as the
aircraft fuselage.
Personal-jet safety net
Cirrus has selected Dexmet’s
(Wallingford, Conn.) expanded
copper foil for the LSP system in the
company’s all-carbon Vision SF50
personal jet aircraft. Aluminum mesh,
which is used for the company’s
piston aircraft fleet, wasn’t
considered for the jet, to avoid
potential galvanic corrosion issues. Sou
rce:
Cirr
us D
esig
n C
orp
.
Sourc
e: H
excel

5 4 | H I G H - P E R F O R M A N C E C O M P O S I T E S
FEATURE / LIGHTNING STRIKE PROTECTION
“Lightning strike is a huge problem for any aircraft,” says Paul Knudsen, a composites repair instructor with FlightSafety International West Palm Beach Learning Center (West Palm Beach, Fla.). His focus is on training compos-ites technicians and designers to recognize the paths that lightning can take through a structure in a variety of fi xed-wing aircraft and helicopters, and then determine how to make repairs that ensure lightning strike protection (LSP) restoration.
“Inspection is key — you have to look for the entrance and exit points and for pinholes,” he notes, adding that looks can be deceiving: “Sometimes, the outer surface burns look like pepper sprinkled over the paint.” Because every
aircraft model employs a different LSP system, inspection and repair is model-specifi c.
Where damage to the LSP mesh or inter-woven wire fabrics and underlying laminate has occurred, the area(s) must be sanded and
scarfed down to undamaged plies. After the repair is complete and cured, Knudsen says, the focus is on the LSP repair, which is actually “two separate repairs.” Knudsen typically re-places the burned mesh or expanded foil using an epoxy adhesive like that supplied by Magno-lia Advanced Materials Inc. (Chamblee, Ga.) so that the mesh is encapsulated by the resin, to prevent surface porosity and moisture ingress. He stresses that checking the conductivity of the LSP system with a milliohm meter is crucial. In addition, metallic strips or grounding straps should be inspected to ensure conductivity across the plane’s outer surface. After conduc-tivity has been restored, the repaired surface can be repainted. — Sara Black
S I D E S T O R Y
After lightning strikes: Repair considerations
more than 9 mils thick, they place the conductive mesh or foil too far from the surface, which increases resistance and risks greater damage.
Metal LSP products consist primarily of aluminum and copper. Aluminum was one of the fi rst LSP choices, because of its low weight, but the risk of galvanic
typically a fi ne, lightweight mesh or foil embedded in a surfacing fi lm, or wire embedded within the outer laminate ply — is placed in contact with metal bonding strips or other structures that connect the outer conductive surface to a metallic ground plane, such as an engine or metal conduit in the fuselage. To pre-
vent the lightning charge from attaching to metal fasteners and then arcing or sparking, fasteners can be encapsulated or otherwise sealed off with plastic, or they can be covered with a metal strip that leads to a ground plane. Even the aircraft’s paint or other fi nish must be considered. If decorative materials are
Sprayable LSP
Lord Corp. (Cary, N.C.) has developed
a new conductive polymer for LSP and
EMI shielding called UltraConductive. The
polymer is available as a surfacing film, as
shown, or it can be applied as a spray-on
coating (smaller inset photo).
Sourc
e (b
oth
photo
s): L
ord
Corp
.
So
urc
e:
Flig
htS
afe
ty Int’
l

M A Y 2 0 1 3 | 5 5
corrosion in contact with carbon fi ber laminates is a concern, and an isolation ply of fi berglass adds weight. Further, if moisture penetrates the composite skin, aluminum corrosion can occur. Copper eliminates the galvanic reaction risk, but weighs at least twice as much as aluminum. To counteract the para-sitic weight, designers have for years investigated new multifunctional ap-proaches, such as conductive paint and a low-resistance structural laminate. Dr. Yulia Kostogorova-Bellar at Wichita State University’s National Institute of Aviation Research (NIAR, Wichita, Kan.), who is currently investigating ways to reduce direct and indirect light-ning effects on composite aircraft, says, “When composites were fi rst adopted, lightning strike problems weren’t rec-ognized initially, so the quick solution was to introduce metals back into the aircraft, which tends to negate the ben-efi ts that composites can bring. No one has really reexamined a new solution that can take weight out.”
The standard: Metal meshMetal mesh and expanded foil (copper and aluminum) continue to be the most frequently selected LSP solutions for direct LSP effects because they exhibit
the high conductivity and high heat of vaporization necessary to handle mas-sive lightning strike current levels. Dex-met (Wallingford, Conn.) is the exclusive supplier of LSP materials to Boeing, and also supplies Embraer, Airbus, Bom-bardier and many other smaller OEMs, says Ken Mull, Dexmet’s VP of product
development: “Weight is clearly an issue with commercial aircraft — we make our products as lightweight as possible to provide the protection, since they don’t contribute structural strength.”
Dexmet makes its trademarked Mi-croGrid expanded metal foil (in alumi-num, copper, phosphor bronze, ti-
Although nanotechnology for lightning strike protection (LSP) was a hot topic several years ago, many of the then-promising technolo-gies have dropped out of sight. One exception is Niles Nanofabrix, a recently unveiled new material from metal mesh provider Niles International (Niles, Ohio). Made by integra-ting low-cost carbon nanoparticles into a nonwoven fi lm or sheet, Nanofabrix can be used as a surface ply in a composite layup or prepreg to enhance conductivity properties The material also can contribute to abrasion and corrosion protection. Company COO Ian Thompson says that although the product is highly conductive, LSP testing is still
underway, and conductivity results aren’t yet available for evaluation.
At the recent JEC Europe 2013 show, Niles engineer Dante Guerra showed a sample of a carbon fi ber laminate that incorporated Nanofabrix. It was connected to an electrical power source to demonstrate how quickly the sample heats up for de-icing applications. Electromagnetic interference (EMI) shielding and electrostatic discharge protection appear to be winning applications for the new prod-uct. According to Guerra, Nanofabrix is likely to be signifi cantly less costly than other avail-able conductive materials when production is underway. — Sara Black
S I D E S T O R Y
Nano-enhanced LSP?
Simplifying LSP protection
In this schematic diagram, Lord Corp.’s (Cary, N.C.) polymer material is
compared to an expanded metal foil LSP application.
Sourc
e:
Lord
Co
rp.
Polyurethane Topcoat Paint
Epoxy Primer Paint
Epoxy Surfacing Film
Epoxy Surfacing Paint
Copper Expanded Foil
CFRP Substrate
COPPEREXPANDED FOIL
LORD
UltraConductive™
Film or Spray

5 6 | H I G H - P E R F O R M A N C E C O M P O S I T E S
FEATURE / LIGHTNING STRIKE PROTECTION
print-through than a woven mesh and reportedly adheres better to its host fi lm or adhesive during fabrication. Dexmet has 100 slit-and-stretch ma-chines and can produce large quantities of expanded foils and metal meshes up to 48 inches/1.23m in width, reportedly the widest in the industry, with very tight tolerances.
Products range from ultralightweight 0.010 lb/ft2 to a more typical 0.040 lb/ft2, which are appropriate for Zone 1A, up to heavyweight products e.g., 1,600 gsm/0.327 lb/ft2) for rivet lines.
Mull says Dexmet will supply ex-panded copper foil directly to Cirrus Design Corp. (Duluth, Minn.) for that company’s Cirrus Vision SF50 personal jet aircraft, an all-carbon composite design. Cirrus is working with its pre-preg supplier to integrate the mesh
as the outer ply in the structural pre-preg, when aircraft production gets un-derway. Ordinarily, however, specifi ed mesh is typically sent to an intermedi-ate material supplier, where it is incor-porated into an exterior surfacing fi lm (see next section).
Nick Judson, the engineer responsi-ble for the SF50’s LSP system, says that several solutions were evaluated, but Dexmet’s was selected because it’s “a proven material, it’s weight-effective for the aircraft and, ultimately, it’s cost-ef-fective.” Judson says aluminum wasn’t an option, because of the potential for galvanic reaction with the carbon. The fi nal foil weight will be determined shortly.
Other expanded foil and mesh provid-ers include Astroseal Products (Chester, Conn.), a well-known supplier to military and commercial customers. It’s trade-marked Astrostrike aluminum mesh has been used by Cirrus Design to pro-tect the Cirrus SR-20 and SR-22 piston-
tanium and more) using a 100-year-old metalworking process originally used to make steel gratings, stair treads and catwalks in other industries. A very thin metal foil is placed on a belt in one of the company’s proprietary machines. A toothed die, positioned over the foil, drops down and slits the foil, while simultaneously, the foil is pulled and stretched to form a diamond-shaped mesh. The areal weight of the expand-
ed mesh is determined by the starting foil thickness. The size of the diamond-shaped openings can be customized via changes to the die. “The method of slit and stretch works better than weav-ing, since it eliminates any possibility of unraveling or loose strands, which can be problematic during processing and cause loss of electrical connectiv-ity,” explains Mull. Expanded metal is smoother, less “bumpy” and shows less
Temperature Measurementfor Composites
AccuClave®
Cost Effective Zero Failure Leak Proof Online Traceability Save Time During Autoclave Layup
Load and Unload Global Distribution
TE Wire & Cable LLC
888-4TE-WIRE (888-483-9473)International (001) 201-845-9400
www.tewire.com [email protected] A Berkshire Hathaway Company
Since 1941
W h e n f a i l u r e i s n o t a n o p t i o n
See us at booth R38 SAMPE
Long Beach
SURFACE MASTER, a
widely used product from
Cytec Engineered Materials
(Tempe, Ariz.), is an epoxy-
based surfacing film with
embedded expanded foil.

M A Y 2 0 1 3 | 5 7
engined composite craft. M.C. Gill Corp. (El Monte, Calif.) subsidiary Alcore Inc. (Edgewood, Md.) makes a continuous expanded aluminum foil (CEAF), trade-marked Strikegrid, which is phosphoric acid anodized and coated to prevent galvanic issues and prevent corrosion. Alcore claims its material is the highest-performing LSP material available.
Niles International (Niles, Ohio) pro-duces trademarked Aeromesh expanded foil and mesh on machines built by Bender GmbH (Siegen, Germany). As a startup in 1960, Niles Expanded Met-als made expanded steel for industrial and architectural markets. Niles formed NExT Aerospace in 2008 to broaden its product portfolio with expanded foils for LSP. As the fi rst LSP metal supplier to achieve ISO AS9100 certifi cation, Niles works with Bender to make ex-panded metal products in both the U.S. and Europe, seeking “assured supply.” (Through Bender, Aeromesh is supplied to the Airbus repair facility in Toulouse, France.) Niles stresses quality control, and uses camera-based inspection sys-tems on its machines to detect breaks and other fl aws.
Integrated LSP materialsMany aerospace suppliers offer expand-ed metal mesh precombined with adhe-sive fi lms, surfacing fi lms or prepregs. One of the most widely used is SURFACE MASTER from Cytec Engineered Materi-als (Tempe, Ariz.), an epoxy-based surfac-ing fi lm with embedded expanded foil. “SURFACE MASTER is qualifi ed on virtu-ally every aircraft program today, includ-ing the Boeing 787, Airbus A350 XWB and HondaJet,” reports Dalip Kohli, Cytec’s R&D director for aerospace adhesive ap-plications. Kohli goes on to say that the product has evolved since its introduc-tion into many customized versions, in-cluding one suitable for application by automated tape laying (ATL) processes.
Cytec customizes the fi lm by pur-chasing customer-specifi ed expanded foils and meshes from several suppli-ers, and producing fi lms in widths up to 48 inches/1.2m with a release paper backing. SURFACE MASTER is report-edly compatible with all structural car-bon/epoxy prepregs, and cures at the same temperatures. Kohli says that af-ter demolding, the cured surfacing fi lm is sandable, porosity-free and ready
for paint. “It’s very shop-friendly, easy to work with, and can be easily reposi-tioned in the mold,” he says. “To save more time, a primer coat is unneces-sary, as our testing has shown that paint will adhere directly to the fi lm, with no print-through.” Kohli reports that the company is currently developing a next-generation version of SURFACE MAS-TER that will offer lighter weight and faster laminate layup.
Hexcel (Stamford, Conn.) continues to offer its trademarked Redux epoxy fi lm adhesives and HexPly prepreg resins that incorporate bronze, copper or aluminum mesh, or expanded foils, for LSP applica-tions. The company also manufactures an interwoven wire fabric (IWWF) for lower-energy LSP zones, such as the fuselage. Small-diameter wires (phosphor bronze, aluminum, copper and more) are woven into carbon cloth to create a single-

5 8 | H I G H - P E R F O R M A N C E C O M P O S I T E S
FEATURE / LIGHTNING STRIKE PROTECTION
Other ply-integrated LSP suppliers include prepregger APCM (Plainfi eld, Conn.) and Henkel Corp. (Bay Point, Ca-lif.), which offers SynSkin surfacing fi lm with embedded mesh.
Metallized fi bers, fabrics & veils Hollingsworth and Vose Co. (East Wal-pole, Mass.) reported in 2012 on testing of its new LSP form, a highly conduc-tive nonwoven veil made with randomly
layer LSP system. Different weave styles and a range of wire sizes are available, and the company says the IWWF fabrics can be prepregged with Hexcel resins. If isolation of a carbon laminate is needed to protect against galvanic corrosion, the IWWF fabric can be made with an addi-tional fi berglass ply. Toray Composites America Inc. (Tacoma, Wash.) offers a similar IWWF fabric, which was selected by Boeing for the fuselage of the 787.
NIAR tests on LSP products
A typical 8-ply carbon laminate panel protected with copper mesh and painted with 10 mils
of polyurethane paint is shown (right) after a Zone 2A lightning strike. It shows damage to
the paint and some damage to the metal mesh. An identical laminate, without mesh (left), is
painted with a conductive paint containing nickel. It shows less damage.
So
urc
e (b
oth
pho
tos): N
IAR
+1 508.573.7979 • [email protected] • www.webindustries.com
Web Industries, the leader in providing composite slit tape for automated fabrication, is pleased to announce the purchase of CAD Cut, a leading provider of composite cutting and ply kitting services.
Combined, our two companies offer fabricators, material manufacturers, and OEMs a single source for best-in-class, fully integrated, AS9100C-certified composites formatting solutions.
Contact us to find out more about how our combined composites formatting capabilities can help you get the most out of your mix of materials, machines, and manufacturing processes.
Upcoming Events: We’ll see you in Long Beach - Stop by Booth P27 at SAMPE 2013.
Precision Slitting, Spooling & Winding
Thermoplastic Chopping
Custom Slit Tape Spool Package Design
Commercial-Scale Capacity
Laser & Knife Cutting
Composite Ply Kitting
Timely Job Turnaround & Delivery
Material Management & Freezer Storage
Custom Reporting
Full Lot Traceability
FOD Control
Custom Material Labeling
Quality Assurance Auditing
AS9100C Qualification
Process Development Center
Material Analysis Lab
WE’VE EXPANDED OUR SERVICES CHECKLIST

M A Y 2 0 1 3 | 5 9
oriented nickel or copper-coated-carbon fi bers. The company says the veil weighs less than mesh and presents no corro-sion risk, which eliminates the need for an isolation ply. The 100 gsm (0.02 lb/ft2) veil was incorporated into test panels, and compared at the National Techni-cal Systems (formerly Lightning Tech-nologies Inc., Pittsfi eld, Mass.) test lab against panels made with a traditional expanded metal mesh (both with car-bon/aramid laminates and of similar weight). The results showed that the veil-protected laminate performed as well as the metal mesh-protected panel, without signifi cant damage to the un-derlying laminate.
Another source for metal-coated car-bon fi ber products is Conductive Com-posites (Heber City, Utah). The company has developed a proprietary nickel va-por deposition (NVD) process that coats continuous fi bers. The coated fi bers are
prepregged or incorporated into other products by technology partners. The company also supplies a highly conduc-tive nonwoven “sheet” or veil product, made in-house by continuously coating a carbon nonwoven sheet with nickel. Two unnamed aerospace OEMs, the Air Force Research Laboratory (AFRL, Wright-Patterson AFB, Ohio) and the National Institute for Aviation Research (NIAR, Wichita, Kan.), are currently evaluating both products, claims Na-than Hansen, Conductive Composites’ president. “We’re able to produce a cor-rosion-resistant, very lightweight veil,” he says, noting that it is suitable for both electromagnetic interference (EMI) shielding and LSP. He says it “is lighter, thinner and more conductive than prod-ucts made with other conductive fi bers,” and adds that “for higher conductivity, we can simply increase the amount of nickel that’s deposited, to customize for
the application.” The sheet can be pro-duced in continuous rolls for manage-able processing and, Hansen contends, the sheet not only saves weight but also offers a better part surface fi nish, less corrosion, and is easier to repair if it sustains damage.
Conductive Composites also has a proprietary process for making nickel Nanostrands, which are dispersed in ep-oxy, silicone, urethane or other resins to
create a three-dimensional conductive structure within the resins.
The polymers can be supplied in the form of fi lms, gaskets, potting com-pounds or caulks, for sealing and pot-ting metallic fasteners in aircraft or ty-ing together different LSP systems.
These products are also under evalua-tion by several OEMs, adds Hansen. “We are able to easily integrate Nanostrands into standard materials, and they
The National Institute for
Aviation Research (Wichita,
Kan.) recommends a
systems approach to LSP,
as well as use of predictive
computational tools.

6 0 | H I G H - P E R F O R M A N C E C O M P O S I T E S
FEATURE / LIGHTNING STRIKE PROTECTION
conductive repair paint, the patented material is reportedly half the weight of some common expanded metal foil sur-facing fi lms, and does not rely on nano-materials says Seth Carruthers, Lord’s manager of chemical research and elec-tronic materials. “Our raw materials are readily available and we have a strong sourcing strategy.”
The one-part, epoxy-based polymer contains a latent heat-triggered cura-tive, proprietary additives, and a con-ductive fi ller, which, Carruthers says, can consist of any one of a “family” of fi llers that enables Lord to custom-ize the product. In contrast to tradi-tional silver-fi lled conductive epoxies, for example, UltraConductive exhibits a unique “self-assembling” behavior during cure that results in a three-di-mensional fi ller morphology, enabling the fi ller to touch and conduct current
throughout the thickness. High conduc-tivity is possible at very low fi ller load-ings, he claims, explaining, “The chem-istry allows the polymer to ‘get out of the way’ of the fi ller, allowing the fi ller to conduct, without being insulated by the polymer molecules.”
Extensive testing has compared Ul-traConductive to expanded metal and other technologies, at Zone 2A and 1A strike profi les. Results indicate that the Lord spray and fi lm products exhibit 78 percent lower resistance than a con-ventional conductive epoxy yet perform like an equivalent test panel protected by expanded copper foil in terms of sustained damage, at half the weight. “Our tests have shown that a carbon composite coated with UltraConduc-tive achieved 121 dB of EMI shielding,” he reports, “equivalent to that of a solid 1-mm [0.04-inch] thick aluminum skin. Thus, Ultraconductive enabled the car-bon composite to shield just as well
can be applied using conventional methods.”
Although they are less common, other products include peel-and-stick appliques, metallic “conformal shield” mesh applied to a part’s outer surface, and fl amespray, a method of spraying high-temperature liquid metal, typi-cally aluminum, onto the outer surface of the part. Suppliers include Integu-ment Technologies (Tonawanda, N.Y.),
Lightning Diversion Systems (Hunting-ton Beach, Calif.) and Purtech Inc. (East Stroudsburg, Pa.).
Conductive surface treatmentsLord Corp. (Cary, N.C.) has developed a new, trademarked conductive polymeric material for LSP applications called Ul-traConductive. Available as a sprayable conductive paint or a surfacing fi lm, a spray-on tool coating or a post applied
One promising system is
a conductive paint from
Conductive Composites
(Heber City, Utah), in which
the company disperses its
nickel Nanostrand material.

M A Y 2 0 1 3 | 6 1
Check out our range of high-end core materials for aviation and mass transit. They all perform well in high temperature processing and operating environments. In sandwichpanels with appropriate skins, these advanced applications coresmeet FAR 25.853 requirements.
Each grade is suited to a variety of
uses. R82 can be used for commercialaviation interiors and has excellent dielectric properties for radomes. C71applies to general aviation and masstransit interior structures, as does recyclable T90.60 PET foam for highly-economical interiors. SORIC FR is idealfor resin infusion, and Baltek balsa offersyet another choice. Call us for details.
Europe / Middle East / Africa:Airex AG5643 Sins, SwitzerlandTel. +41 41 789 66 [email protected]
Asia / Australia / New Zealand:3A Composites (China) Ltd.201201 Shanghai, P.R. ChinaTel: +86 21 585 86 [email protected]
EXCELLENCE INCORE SOLUTIONS
www.corematerials.3AComposites.com
North America / S. America:Baltek Inc.High Point, N. Carolina 27261 U.S.A.Tel. +1 336 398 [email protected]
Our high-end core materials warrant a thorough look.
See us at SAMPE, Long Beach, CAMay 6-9, Booth #i31
Read this article online at http://short.compositesworld.com/94qeyhzA.
Read HPC’s previous coverage of LSP technologies for composite in “Lightning strike protection for composites” (HPC July 2006, p. 44 ) or visit http://short.compositesworld.com/2DNmarZz.
Typical commercial aircraft lightning strike zones and their LSP requirements are explained in Aerospace Recommended Practice [ARP] 5414A, 2005, available from SAE International (Warrendale, Pa.).
as solid aluminum.” The sprayable and fi lm products are undergoing qualifi ca-tion testing with several aircraft OEMs. “These products give designers multi-ple options for LSP and EMI shielding, and they can work with other materials across the entire aircraft.”
NIAR’s Kostogorova-Bellar and Paul Jonas, director of NIAR’s environmen-tal test labs, are conducting a U.S. Air Force-sponsored study on direct and indirect lightning and EMI shielding protection schemes for composite struc-tures. One promising system is a con-ductive paint from Conductive Compos-ites, in which the company disperses its nickel Nanostrand material. Formulated to handle lightning strikes in Zones 1A and 2A, the paint reportedly offers what Kostogorova-Bellar calls “superior” per-formance when compared to baseline LSP protection, such as aluminum and copper expanded foils and woven wire materials, including phosphor bronze. The paint, which reportedly can be re-sprayed in the event of damage, is ex-pected to be a good alternative to the other methods.
“Now, the next step is to improve the appearance of the paint, for better cosmetics, without making it too thick,” says Kostogorova-Bellar.
In process: Predictive toolsNew developments notwithstanding, Jonas cautions that LSP protection, against either direct or indirect effects, is a “tricky problem.” He suggests that an overall system approach should be taken, with a combination of materials. “It’s a compromise — every OEM has a
slightly different approach to solving the problem. We need to look at how some-thing new, like conductive paint, might be coupled with more traditional materi-als, for both direct and indirect protec-tion schemes.”
To that end, Jonas says NIAR is work-ing with multiple OEMs to develop a computational tool that will predict the indirect effects of lightning. “This is a testing-intensive fi eld, and it’s hard to
predict lightning effects,” he cautions. “This tool for indirect effects will help predict electrical behavior and result in fewer costly lightning tests and design iterations.” A second tool for predicting direct effects also is in development. When they are in hand, these tools could greatly enhance the design pro-cess, and help designers understand and optimize their LSP systems prior to the validation test process.
LEARN MORE @
www.compositesworld.com

6 2 | H I G H - P E R F O R M A N C E C O M P O S I T E S
INSIDE MANUFACTURINGINSIDE MANUFACTURING
Branches of the U.S. armed forces and their contractors continue to seek alternatives to auto-clave cure in the manufacture of composite parts and assemblies
used in military aerospace applications. The primary reason is that autoclaves involve high cost, both in terms of ac-quisition and operation. But secondari-ly, there are currently too few autoclaves available to new military programs be-cause many of the autoclave-equipped
composite fabricators that could serve them are already committed to existing aircraft programs, such as the Boeing 787 and the F-35 Lightning II Joint Strike Fighter. Further, the need for compos-ites has never been greater as military engineers press on in their efforts to lightweight aircraft hardware.
There are encouraging signs that al-ternatives will be found. A case in point is Automated Dynamics’ (AD, Sche-nectady, N.Y.) recently manufactured
Out-of-autoclave carbon
fi ber/thermoplastic
demonstrator is a
30 percent lighter drop-
in replacement for an
existing aluminum design.
BUILDING A BETTER TAIL BOOMBY MICHAEL LEGAULT
INSIDE MANUFACTURING
AFP advocacy
Automated Dynamics’
composite helicopter tail boom
demonstration article confirmed
the potential of its innovative automated
fiber placement process as an alternative to
expensive autoclave methods for the manufacture
of strong, lightweight aerospace structures. Source: NAVAIR

M A Y 2 0 1 3 | 6 3
composite helicopter tail boom demon-strator. The part not only validates the ability of the company’s unique — and by defi nition, out of autoclave (OOA) — automated fi ber placement (AFP) pro-cess to achieve both objectives. The tail boom is more than 30 percent lighter than comparable booms made of alumi-num. But the benefi t doesn’t end there. Helicopters are frequently designed with extra weight in the nose to prop-erly place the craft’s center of gravity. Weight savings in the boom, then, pays dividends. For every 1 lb/0.45 kg of weight removed from the tail, engineers can remove up to 3 lb/1.36 kg of weight in the nose.
Tale of a tail boomThe composite tail boom proj-ect is an ongoing, multiphase U.S. Naval Air Systems Com-mand (NAVAIR) program that was launched in 2007. The most re-cently completed phase had a threefold objective:• Demonstrate the capability of AD’s fi ber-placement process to manufacture a composite boom that simulates, to scale, the boom of a commercialized military helicopter.• Fabricate a subscale part to demonstrate that the fuselage stiffeners are fully integrated and melt-bonded to the skin.• Confi rm the time and cost savings associated with simple, single-setup tooling.
The fi rst phases comprised concep-tual and design work, and material and process evaluation, and culminated with the manufacture of a complete tail boom demonstrator.
Taking cure out of the equationThe effort is especially notable because, while other programs have attempt to fi nd faster and less-expensive ways to cure thermoset composites, the AD program has sidestepped the issue of cure altogether. The tail boom and its structural components were manufac-tured from a thermoplastic-based carbon fi ber prepreg. Unlike an OOA thermo-set-based prepreg, which, after layup or automated placement, must still be cured in an oven, the thermoplastic prepreg, an AS4/PEEK (polyethertherk-etone) unidirectional tape supplied by
Cytec Industries (Woodland Park, N.J.), is consolidated on the fl y via hot gas and heated rollers that melt and com-press the laminate immediately after tape placement. When the consolidated laminate is cool, no additional process-ing is necessary. This alone saves much time and money.
The company claims the resulting laminate, in line with the previously list-ed project goals, is melt bonded at the molecular level, which lends the pro-cess to the production of net-shaped,
integrated parts and structures free of fasteners and secondary adhesives. Fur-ther, the AS4/PEEK material is approxi-mately 68 percent continuous carbon fi ber by weight. As a result, the process achieves a fi ber-volume fraction equal to that possible in autoclave processes.
Tail boom reevaluationAD employs its thermoplastic-based fi -ber and tape placement technology to manufacture several parts for the gas and oil, fl uid handling and aerospace industries. It also has built composite boom demonstration articles for four other helicopter platforms, most com-pleted about 10 years before the current project. These demonstrators were used by customers to qualify materials, com-ponents and manufacturing processes to a variety of performance specifi ca-tions. Since then, the cost of AFP has come down considerably — so much that the U.S. Navy and an as-yet un-identifi ed helicopter manufacturer de-cided to reevaluate the technology as a possible stepping stone to commercial production of a composite tail boom.
“We’re running our fi ber- and tape-placement production three to four times faster than when we built those early demonstration booms,” points out Chip Quinn, director of business devel-opment at AD, noting that the materials and processes also have accumulated 10 more years of qualifi cation.
Company president Rob Langone adds, “Over the past decade, there has been signifi cant maturation of both ma-terials and process, which have yielded a cost and performance justifi cation for their use.”
The subscale boom is roughly conical in shape, with forward cross-sectional dimensions of about 28 inches by 36 inches (710 mm by 914 mm), an aft cross section of 24.5 inches by 31.5 inches (622 mm by 80 mm), and a total length of 60 inches (1,524 mm). The part’s tu-
bular shape required a “trapped-shape” tool design, assembled from segments, that could be dismantled and removed after the part was fabricated. Weber Manufacturing Technologies (Midland, Ontario, Canada) de-signed and built the tool’s fi ve hollow interlinked sections, or inserts, each of which corre-
sponds to one of the fi ve compartments separated by four bulkheads within the boom (see Step 1 photo, p. 64).
Weber used 5-axis CNC equipment to machine each section from aluminum billets. Tom Schmitz, business manager at Weber, says 2618 Al was selected for its toughness and dimensional stability during machining. One of the benefi ts afforded by the thermoplastic-based OOA AFP manufacturing process is that it permits the substitution of aluminum for a more costly alloy with a low coef-fi cient of thermal expansion (CTE). A low-CTE steel alloy, such as Invar, would be required for tooling used to manu-facture a part from a thermoset prepreg because adequate consolidation usu-ally involves exposure to high tempera-tures in an autoclave cycle.
Schmitz reports that Weber has built dozens of trapped-shape tools for parts with undercuts, but rarely a tool with so many large segments for AFP manu-facturing. The large dimensions of the boom, coupled with the requirement that the tool be attached to a spindle for fi ber placement, presented a unique design challenge. “You have to fi nd a way to keep everything rigid,” Schmitz says, “so when the tool is on its side and rotating on a spindle, gravity and the moment of inertia do not make the tool surface defl ect.”
After fi nishing operations, each tool section was anodized (the oxide
While other programs have attempted to fi nd faster and less-expensive ways
to cure thermoset composites, the Automated Dynamics program has
sidestepped the issue of cure altogether.

INSIDE MANUFACTURINGINSIDE MANUFACTURING
Step 2
Each of the bulkheads is constructed with
2-inch/50.8-mm widths of Cytec’s AS4/
PEEK prepreg, which were continually
fiber-placed around the bulkhead tool to a
thickness of about 2.5 inches/63.5 mm.
Step 1
The boom’s tubular shape required a “trapped shape” tool. Weber Manufacturing
Technologies built this tool, with five hollow, interlinked segments or inserts, each demarcated
by one of four bulkheads. Each insert is designed to collapse when the clamps are removed
from the inner mating surfaces.
Sourc
e (S
tep
s 1
-8): A
uto
mate
d D
ynam
ics
6 4 | H I G H - P E R F O R M A N C E C O M P O S I T E S
Step 5
C-stiffeners were automatically fiber-placed
in a quasi-isotropic architecture on a box
beam.
Step 6
After curing in an autoclave, the box beams
were cut in half to create two C-stiffeners
from each box beam, each 1.75 inches wide,
1 inch tall and 0.070 inch thick (44.5 mm by
25.4 mm by 1.778 mm).
Step 7
After the bulkheads and stiffeners were
inserted into their respective grooves, the
fully assembled tool was loaded into a fiber-
placement work cell, and fiber placement of
the skin began.
to keep in mind not only that you have to make the tool rigid, but also that you have to remove the tool by hand after it is made,” Schmitz says.
Boom fabrication a multistep processPrior to boom fabrication, and as part of the multiphase NAVAIR program, the materials and the AFP process were qualifi ed to a number of specifi cations. One of the chief material specifi cations was short-beam strength. John Micha-siow, program manager at AD, says ASTM D 2344, “Standard Test Method for Short-Beam Strength of Polymer Matrix Composite Materials and Their
Laminates,” was used to evaluate the interlaminar shear strength of all AS4/PEEK materials. Each variation in mate-rial layup sequence and geometry that would be used in the construction of the composite tail boom had to meet the spec. Michasiow reports that Cytec’s AS4/PEEK was selected not only be-cause its performance properties meet the required specifi cations but also be-cause it is a readily available material and has an extensive history of testing with available published data.
The tail boom features four hoop stiffeners (bulkheads) and 10 longitudi-nal stiffeners — six C-channel stiffeners and four hat stiffeners. The bulkheads
layer protects the tool from abrasion). The tool insert sections are held togeth-er by clamps attached to the mating surfaces within the inner diameter of the tool core. Each insert was designed to translate (collapse) when the clamps are removed so they could be pulled out of the fi nished part. Schmitz says one of the keys to the proper functioning of the tool was designing inserts with enough load-bearing capacity on the mating surface to ensure rigidity, yet not so much surface area that it would impede or prevent the insert from moving in-ward to clear the bulkheads.
“In a tool like this, you have to seek a balance of real estate, because you have

M A Y 2 0 1 3 | 6 5
Step 3
Following fiber placement, each bulkhead
was CNC-machined to final shape (shown
here) in order to meet the specified tolerance
requirements as well as to take out extra
weight.
Step 4
The female and male tools for the longitudinal hat stiffeners. To construct them, operators
hand layed 1-inch/25.4-mm wide AS4/PEEK prepreg material in a quasi-isotropic orientation
within the female tool to a thickness of 0.066 inch/1.676 mm. After the tool was assembled,
the stiffener layup was autoclaved. Stiffeners are 3-inches wide at the base, 1 inch tall, 1 inch
wide at the top and 0.070 inch thick (76.2-mm by 25.4 mm by 25.4 mm by 1.778 mm).
Step 8
As fiber placement of the skin continued
over the tool, it formed a quasi-isotropic
architecture to a thickness of 0.072
inch/1.829 mm, which melt-bonded to the
bulkheads, stiffeners and window apertures.
Step 9
An inside view of the finished tail boom, viewed from the open end. The hat and C-channel
stiffeners and the bulkheads support the tail boom’s exterior skin, providing structural support
and distributing load evenly across the boom skin’s surface.
Sourc
e:
NA
VA
IR
and C-channel stiffeners were manufac-tured with AFP, and the hat stiffeners were hand layed. The laminate for each bulkhead was consolidated in situ by heated inert gas and heated rollers at the placement head; however, the lami-nates of both the C-channel stiffeners and hat stiffeners were consolidated via an autoclave cycle.
The 2-inch/50.8-mm wide AS4/PEEK prepreg tape was continuously placed around the circumference of the bulk-head portion of the tool to a thickness of approximately 2.5 inches/63.5 mm. Each tape layer is about 0.006-inch/0.152-mm thick, so the bulkhead comprises about 416 layers of tape. Each layer is consoli-
dated in situ by rollers that are heated with gas torches to 975°F/524°C. The placement of 2-inch wide tape is twice as fast and more cost-effective than fab-ricating the bulkhead with adjacent lay-ers of 1-inch/25.4-mm tape. Addition-ally, there were savings in energy cost because the greater width required only the addition of a third nitrogen hot-gas torch to the two that are used when a part is fabricated from 1-inch tape.
Because the boom skin would be bonded to the entire circumference of each bulkhead, the fi nal bulkhead sur-face had to be held to a tight tolerance relative to the tool surface. Michasiow reports that fi ber-placed parts are ca-
pable of achieving tolerances of about ±0.002 inch/±0.051 mm on the inner mold line (i.e., along a closed section of a part or cylinder). However, hold-ing similar tolerances along the outer mold line with AFP often requires post-process machining. The tolerance in this case is ±0.005 inch/±0.127 mm. Af-ter the completion of fi ber placement, each bulkhead was CNC-machined on the tool to meet the specifi ed tolerance (this also reduced weight).
In general, the shape of a stiffener determines how it handles loads. A hat stiffener provides more load-distribut-ing surface area than a C-channel stiff-ener (see step photos, above). For


M A Y 2 0 1 3 | 6 7
INSIDE MANUFACTURING
Read this article online | http://short.compositesworld.com/158cG3pz.
LEARN MORE @
www.compositesworld.com
inserted into their respective grooves, and then the completed assembly was loaded into an AD fi ber placement work cell for placement of the tail boom’s outer skin.
The architecture of the skin layup was determined by an analysis carried out by MR&D LLC (Raleigh, N.C.) earlier in the project. The skin comprises 12 plies in quasi-isotropic layup for a total thick-
ness of 0.072 inch/1.829 mm. As the skin was placed, it was melt bonded to the stiffeners, bulkheads and window aper-tures, effectively joining the components in a single composite structure, without the need for fasteners or adhesives.
Boom process evolutionUsing its AFP process, AD has produced a number of aerospace parts that are currently in commercial use. One of the most recent is a carbon/PEEK compos-ite driveshaft 4.5 inches/114.3 mm in di-ameter by 24 inches/610 mm in length, which is a bolt-in replacement for a ti-tanium drive used in a major military helicopter. The company also has fab-ricated other stiffened skin structures, including a fuselage tub, fl oor panels, horizontal stabilizer and fuselage frame/skin sections.
If and when an all-composite heli-copter tail boom is approved by NA-
VAIR for use in active service on military helicopter platforms, the manufactur-ing methodology used to produce the demonstration boom will likely require tweaking. In particular, AD is investi-gating faster, more cost-effective ways of manufacturing the bulkheads and stiffeners. At the time the demonstra-tor tail boom was made, Michasiow reports, autoclaving the stiffeners was
the best available option because alternative means for producing parts with the requisite structural properties had yet to be tested and qualifi ed. Likewise, Micha-siow adds, further testing might reveal that the bulkheads were overengineered. If that proves to be the case, less costly materials
(e.g., chopped glass fi ber) might suffi ce to meet the bulkhead structural require-ments. In the case of both the stiffen-ers and the bulkheads, AD is evaluating substitutes for manufacturing by hand layup and fi ber placement. Processes under consideration include compres-sion molding and a continuous stamp-press manufacturing process.
These modifi cations, and AD’s ongo-ing efforts to further reduce costs, could yet pave the way for successful fi elding of an all-composite helicopter tail boom manufactured by a process that is en-tirely autoclave-free.
this project, the choice of type, size and location of stiffeners was driven partial-ly by structural analysis, but it also was infl uenced by the availability of existing tooling, according to Michasiow.
To make each of the four hat stiffen-ers, operators hand layed 1-inch wide AS4/PEEK tape to a thickness of 0.066 inch/1.676 mm in a steel fi xture. The architecture of the layup was quasi-isotropic. Prior to production, a 12-inch/305-mm long test piece was fabricated, placed in the autoclave under stan-dard conditions for a thermo-plastic and then consolidated. This confi rmed that the tool-ing could produce a hat stiff-ener with fl at, level fl anges. After they cooled, the hat stiffeners were 3-inches wide at the base, 1 inch tall, 1 inch wide at the top and 0.070 inch thick (76.2-mm by 25.4 mm by 25.4 mm by 1.778 mm).
C-channel stiffeners were automati-cally fi ber placed as box beams. Because the stiffeners were going to be consoli-dated in an autoclave cycle after layup, complete consolidation during AFP was not a concern, so the box beams were manufactured at an increased process-ing speed and a lower process tempera-ture. The layup architecture was, again, quasi-isotropic. After the autoclave cy-cle, the box beams were cut in half later-ally to create two C-channel stiffeners, each 1.75 inches wide, 1 inch tall and 0.070 inch thick (44.5 mm by 25.4 mm by 1.778 mm).
Then the bulkheads were inserted into the tool between the fi ve sections. The hat and C-channel stiffeners were
Using its automated fi ber placement process, Automated Dynamics has
produced a number of aerospace parts that are currently in commercial use.
Lightning Strike Protection for Composite AircraftMicroGrid®
Precision-Expanded Foils
203/294-4440 www. dexmetmaterial.com

6 8 | H I G H - P E R F O R M A N C E C O M P O S I T E S
NEW PRODUCTS
NEW PRODUCTS
Carbon fiber composite
repair prep kit
Dark Matter Composites (Redbourn, Hert-
fordshire, U.K.) has introduced an off-the-
shelf Step Sanding Tool Kit for carbon fi ber
composite repairs. It reportedly enables prep-
aration of step-sanded repair surfaces in less
time than scarf surfaces, typically with time
savings of 50 to 75 percent, says Dark Matter.
The tool kit consists of a modifi ed Dynabrade
air router (Dynabrade Inc., Clarence, N.Y.)
combined with diamond surface planing
heads and fl exible jigs that reportedly can
produce step-sanded repair surfaces on parts
with double curvature. The kit is designed
to accommodate repair areas up to 1,220
mm/48 inches in diameter, in step increments
as small as 1 mm/0.0625 inch and depth increments of 0.05 mm/0.002 inch.
All jigs are laser engraved with metric and imperial scales for both radii and
diameters. The jigs also can be used to prepare repair materials. A range of
diamond planing heads enable removal of a variety of composite materials,
from course to fi ne, including gel coats, hand-laid chopped strand mats, woven
prepreg fabrics and unidirectional, stitched fabrics and veils.
www.darkmattercomposites.co.uk; www.dynabrade.com
CAD package update
Altair Engineering (Troy, Mich.) has released HyperWorks 12.0, which offers
new functions and end-user productivity advancements in product optimization,
fi nite element modeling, multiphysics analysis, powertrain durability analysis,
lightweight design and others. Features and upgrades include the following:
• Improvements to model browsers, a new streamlined user profi le for
quick model setup (BasicFEA) and support for 3-D visualization (HyperView).
• Various meshing functions for shell and solid meshing, such as a
midplane mesh generator with automatic thickness mapping from
complex solid CAD geometry and the addition of quality-control
mechanisms (HyperMesh).
• A variety of model-assembly methods, including an method for automated
connectors generation, for faster assembly of complex models.
• Enhanced interoperability of CAD import and export, composites
interfacing and collaborative simulation data management.
• Powertrain durability and large-scale noise, vibration and harshness
(NVH) analysis and optimization.
• Explicit and implicit fi nite element analysis.
• Cosimulation with third-party components for multibody analysis (MotionSolve).
• A new Ffowcs-Williams-Hawkings acoustic solver that accurately predicts
noise levels at distant microphone locations (AcuSolve).
www.altair.com
More efficient mold temperature control
Mold temperature-control equipment manufacturer SINGLE Temperiertech-nik GmbH (Hochdorf, Germany) has introduced EcoPlus, a label that marks
improved and more effi cient hydraulic, electric or thermal systems on the com-
pany’s machinery. Temperature control systems of the N1, NS and S units are
marked by the EcoPlus label because of additional equipment, such as Grund-
fos centrifugal pumps, which replace standard peripheral impeller pumps. The
power effi ciency of these centrifugal pumps is increased by a factor of three.
The compact pumping units are said to consume signifi cantly less energy in
standard systems but achieve a comparable fl ow rate. On SINGLE’s ATT (Alter-
nating Temperature Technology) unit, by returning the temperature control me-
dia after cycle switch over, the system recovers the maximum energy content
of liquid media. SINGLE notes that this approach is not possible with cartridge
heaters, ceramic elements or induction heating used in combination with water
cooling. In cyclical processes, such as injection molding, the EcoTemp pas-
sive alternating temperature control interrupts mold cooling during the injection
phase to allow the cavity wall to heat up. EcoTemp can, therefore, shorten the
cycle time and, says SINGLE, frequently achieves savings in the double-digit
percentage range. Further, EcoTemp reportedly reduces the supply temperature
during cyclical processes. Finally, all SINGLE temperature control and cooling
systems with pump speed control also have been awarded the EcoPlus label.
With this capability the fl ow rate can be limited to the capacity required for the
process. The reduction of energy consumed by the optional pump is dispropor-
tionate to the pump speed reduction. www.single-temp.de
Composites design/analysis software
Firehole Composites (Laramie, Wyo.) has released Helius:CompositePro ver-
sion 4.2, which includes several the following new features and capabilities:
• Tools for analysis of thick- walled pressure vessels.
• Export of lamina and laminate data to Abaqus, ANSYS and MSC Nastran.
• Users interested in post fi rst-ply failure may specify the number of failed
plies that must occur before the laminate is considered to have failed.
• When quadratic failure criteria are used, Factor of Safety is now
calculated along with Failure Index for the seven failure criteria available
for analysis.
• Users no longer have to browse for their laminate in each analysis window
that is opened. If selected, Remember My Laminate will automatically
populate each tool with the most recently used laminate.
• Tools with similar functionality (i.e., Plate Bending, Stability and Vibration)
have been merged into one window with multiple tabs.
• The fabric builder tool has been improved with features that allow
users to navigate forward and backward through their designs to allow for
iterative changes.
Although Firehole Composites was recently acquired by Autodesk (San
Rafael, Calif.), all Firehole product offerings will be retained and will eventually
integrate Autodesk features and functions, as appropriate. www.fi rehole.com; http://usa.autodesk.com

NEW PRODUCTS
M A Y 2 0 1 3 | 6 9
Strip material for resin infusion
Airtech International (Huntington Beach, Calif.) has introduced Dahlpac
MC79, a strip material for resin infusion applications that allows vacuum to be
applied over the surface of a composite laminate with no resin bleed out and
little part mark-off. Dahlpac MC79 is constructed with Dahltexx SP-2 fabric,
which reportedly breathes effi ciently and can control resin fl ow. Wrapped in-
side the Dahltexx SP-2 is a breather mesh, which provides an air path along
the length of the Dahlpac to allow trapped and residual air to be removed
from a laminate before and during infusion. Maximum use temperature is
125°C/257°F. Sizes start at 115 mm wide and 24.3m long (4.5 inches by 80
ft). The material is said to ensure complete resin wetout and avoid dry patches
by achieving effi cient total air removal with vacuum distribution over the part
surface. It also speeds up infusions with multiple resin feeds and avoids dry
spots where fl ow fronts meet.
www.airtechonline.com
Unidirectional thermoplastic tapes
Barrday Inc. (Millbury, Mass.) has recently extended its thermoplastic laminate
technology to unidirectional thermoplastic tapes, targeting structural applica-
tions in the commercial aerospace, military/defense and industrial markets.
These products use carbon fi ber and high-performance glass fi ber reinforce-
ments in polyetheretherketone (PEEK), polyetherketoneketone (PEKK), poly-
etherimide (PEI), polyphenylene sulfi de (PPS), and polyamide (nylon) matrices.
Programming, simulation
for automated tape laying
CGTech (Irvine, Calif.) has introduced new programming and simulation soft-
ware for automated tape laying (ATL) machines. The new capability comple-
ments CGTech’s existing composite software applications for automated fi ber
placement (AFP). The capabilities are offered in three applications: VERICUT
Composite Paths for Engineering (VCPe), VERICUT Composite Programming
(VCP) and VERICUT Composite Simulation (VCS). VCPe gives the user the ability
to measure and evaluate the effects of AFP and ATL path trajectory, material
steering, surface curvature, course convergence and other process constraints
as they would be applied in manufacturing. The software also provides pro-
duceability analysis of the fi ber angle, based on the curvature of the part, and
overlap and gaps needed for structural analysis. Tape course geometry can
be written to various CAD formats for further evaluation by the user’s existing
analysis methods and tools. VCP reads CATIA V5, STEP, or ACIS surface mod-
els. It also reads Siemens Fibersim, CATIA V5 or other external ply geometry
and information. VCP then adds material to fi ll the plies according to user-
specifi ed manufacturing standards and requirements. Layup paths are linked
together to form specifi c layup sequences and are output as NC programs
for the automated layup machine. VCS reads CAD models and NC programs,
either from VCP or other composite layup path-generation applications, and
simulates the sequence of NC programs on a virtual machine. Material is ap-
plied to the layup form via NC program instructions in a virtual CNC simulation
environment. The simulated material applied to the form can be measured
and inspected to ensure the NC program follows manufacturing standards and
requirements. A report showing simulation results and statistical information
can be created automatically. www.cgtech.com
Composites design software
Siemens PLM Software (Plano, Texas) has updated its Fibersim software,
which the company says can reduce design and analysis time by up to 80
percent and shorten some design-for-manufacturing processes by up to 50
These tapes are available in a range of fi ber areal weights and resin contents.
Initial tape widths will run from 160 mm to 305 mm (6.25 inches to 12.0
inches). However, the equipment has been sized to produce prepregs at widths
of up to 610 mm/24 inches. www.barrday.com

REGISTER TODAY
PRESENTED BY
The Event for Mold Manufacturing
Attend amerimold 2013 and get
connected to the people, the
products and the processes
that make molds!
PRE-REGISTER TODAY TO RECEIVE:
• Complimentary pass to the amerimold exhibit hall featuring all aspects of the mold manufacturing industry from design to production to maintenance
• Discount registration to technical conference presentations by industry leaders and innovators
AND MORE!
Register today with Promo Code CW at:
amerimoldexpo.comDonald E. Stephens Center, Rosemont, IL

NEW PRODUCTS
M A Y 2 0 1 3 | 7 1
Progressive failure
analysis software
AlphaSTAR Corp. (Long Beach, Calif.) has
launched the newest version of its multiscale
progressive failure analysis suite, GENOA 5. De-
signed to predict the strength and time-dependent
reliability and durability of composite structural
components with fewer physical tests, GENOA 5’s
simulation capabilities include Filament Winding,
Material Modeling, Fatigue Life, Crush & Crash
Analysis and more. GENOA 5 includes the follow-
ing key enhancements and features:
• Redesigned graphical user interface
(GUI) for more user friendliness
and robustness.
• New Progressive Failure Analysis
Engine for increased speed and
greater accuracy.
• Integration with the Material Characterization
& Qualifi cation (MCQ) Suite, including
Composites, Nano, Ceramics and Metals.
• Enhanced interfaces with MSC Nastran,
NX Nastran, Abaqus, ANSYS, LS-DYNA
and RADIOSS.
• More than 110 downloadable examples,
including verifi ed test validation cases and
ASTM manual, plus an improved project
management and fi le system and online
help with the GUI.
www.alphastarcorp.com
Increased fiber
placement automation
MAG IAS (Erlanger, Ky.) reports that it has devel-
oped a new system that reduces automatic fi ber
placement system downtime by automatically ex-
changing cut/clamp/restart (CCR) units that need
percent. Fibersim 13 adds new functionality for bidirectional exchange of
computer-aided engineering (CAE) and computer-aided design (CAD) data
that facilitates the elimination data re-entry. The new capability integrates
analysis data into the design environment, enabling automatic design up-
dates, based on analysis results. It also provides new design-for-manufac-
turing processes that support optimization for parts designed to match the
manufacturing defi nition and then trimmed to the engineering defi nition. Fi-
bersim 13 also extends its integration with Siemens’ Teamcenter software to
associate manufacturing datasets — such as fl at patterns, laser data and
automated deposition data — to the proper model revision and subsequently
communicate this information to the factory fl oor. www.plm.automation.sie-mens.com/en_us/products/fi bersim/
service for fresh units, allowing the machines to maintain full production
rates virtually uninterrupted. Developed for Boeing South Carolina, the CCR
changing system allows offl ine servicing of a contaminated end effector, dra-
matically increasing the production availability of both new and fi elded ma-
chines. MAG estimates the system will optimize machine use and, therefore,
yield signifi cant time savings in part production by minimizing interruption
of part layup. Boeing purchased the CCR option on a new VIPER 6000 au-
tomated fi ber placement (AFP) system in its North Charleston, S.C., facility.
The CCR changing system automatically exchanges one end effector for a
second that processes the same width material, using a docking stand out-
side the work zone. Then the offl ine CCR can be cleaned or serviced without

MARK YOUR CALENDAR
http://short.compositesworld.com/CF2013LEARN MORE AND REGISTER FOR THE CARBON FIBER 2013 E-NEWSLETTER
December 9-12, 2013 / Crowne Plaza Knoxville / Knoxville, TN USA
CARBON FIBER 2013
Don’t miss this opportunity to learn from the industry’s leading innovators and network with decision makers and key executives from all aspects of the carbon fiber supply chain!
This year we’re including an optional tour of Oak Ridge National Laboratory’s carbon fiber manufacturing facilities!
CHAIRMAN
Andrew Head, President A&P Technology Inc.
IN ASSOCIATION WITH:
Register for the Carbon Fiber 2013 e-newsletter and get up-to-
date information on speakers, networking events and more!
SPONSORED BY:

NEW PRODUCTS
M A Y 2 0 1 3 | 7 3
ICE SPOOLING SERVICESWho knows how to wind a quality spool better than
the innovator of computerized spooling machinery?
ICE, the contract converting division of IMC, has a full range of IMC slitting & computerized traverse winding equipment to
slit and spool your advanced composite materials.
IMC Slitting & Computerized
Traverse Winding System for
thermoset composites with
interleaf
Thermoplastic spool with
“taper pattern”
2 Stewart Place, Fairfield, New Jersey 07004
email: [email protected]
Precision manual
wedge grips
Material testing equipment manufacturer Instron (Norwood, Mass.) has introduced new precision
manual wedge grips that are said to provide reli-
able gripping for a range of materials and repeat-
able alignment that meets Nadcap requirements.
The manual wedge action self-centering grips,
available in two capacities — 100 kN (22,000 lbf)
and 250 kN (56,000 lbf) — are designed for de-
manding tensile tests on composites, metals and
plastics at temperatures that range from -80°C to
250°C (-112°F to 482°F). The grips incorporate
a moving body, driven by a worm gear drive, that
closes the jaw faces in a self-centering action to
clamp the specimen. The symmetrical construc-
tion of the grip body provides even clamping of
the specimen under load. Together these features
ensure accurate and repeatable specimen align-
ment to satisfy Nadcap AC7122-1 and AC7101.
A range of accessories, including compression
platens with lockable spherical seats, are available
to attach specialized test fi xtures to the grips. Also
available is a range of jaw faces and a compatible
temperature chamber. www.instron.com
interrupting production. The interchangeable CCR
module is designed for easy maintenance and can
be disassembled in minutes without hand tools.
www.mag-ias.com

7 4 | H I G H - P E R F O R M A N C E C O M P O S I T E S
CALENDAR
CALENDAR May 5-8, 2013 Windpower 2013 Conference and Exhibition
Chicago, Ill. | www.windpowerexpo.org
May 6-7, 2013 Advancements in Fiber-Polymer Composites
Milwaukee, Wis. | www.forestprod.org/fi berpolymer
May 6-9, 2013 Offshore Technology Conference 2013 (OTC 2013)
Houston, Texas | www.otcnet.org
May 6-9, 2013 SAMPE 2013
Long Beach, Calif. | www.sampe.org/events/
2013LongBeachCA.aspx
May 15-16, 2013 2013 Corrosion, Mining and Infrastructure
Denver, Colo. | www.acmanet.org/events-calendar
May 20-25, 2013 13th International Symposium on Nondestructive
Characterization of Materials
Le Mans, France | www.cnde.com
May 30-31, 2013 Forum de la Plasturgie et des Composites
Paris, France | www.forum-plasturgie-composites.com
June 2-6, 2013 XVIII International Conference on Mechanics of
Composite Materials (MCM-2014)
Riga, Latvia |
www.pmi.lv/New/EnConferenceAbout.html
June 4-6, 2013 Transportation Weight Loss Diet Conference 2013
Stuttgart, Germany |
www.transportationweightlossdiet.com
June 10-13, 2013 RAPID 2013
Pittsburgh, Pa. | rapid.sme.org/public/enter.aspx
June 11-12, 2013 7th International CFK-Valley Stade Convention
Stade, Germany | www.cfk-convention.com
June 18-20, 2013 Alabama Composites Conference (ACC 2013)
Birmingham, Ala. | www.uab.edu/composites
July 21-27, 2013 ICCE-21, 21st International Conference on
Composites and Nano Engineering
Tenerife, Canary Islands, Spain |
www.icce-nano.org
October 1 – 2, 2013 • Seattle, WA, USA
Stay a step ahead of the competition as you participate in discussions led by industry innovators on important topics including recent changes in FAA FST requirements for materials and potential solutions to meet the requirements, as well as developments in thermoset and thermoplastics resin systems.
IN ASSOCIATION WITH:
CO-LOCATED WITH: Extend your networking opportunities by visiting the co-located Aircraft Interiors Expo Americas 2013!
For up-to-the-minute details, visit http://short.compositesworld.com/AI2013

CALENDAR
M A Y 2 0 1 3 | 7 5
See more events at www.compositesworld.com/events
June 25-27, 2013 JEC Asia
Suntec Center, Singapore |
www.jeccomposites.com
July 28-Aug. 2, 2013 ICCM19 – 19th International Conference on
Composite Materials
Montreal, Quebec, Canada |
www.iccm19.org
July 29-Aug. 4, 2013 2013 AirVenture Oshkosh
Oshkosh, Wis. | www.airventure.org
Aug. 12-15, 2013 AUVSI’s Unmanned Systems North America 2013
Washington, D.C. |
www.auvsishow.org/auvsi13/public/enter.aspx
Sept. 11-13, 2013 SPE Automotive Composites Conference and
Exhibition (ACCE)
Novi, Mich. | speautomotive.com/comp.htm
Sept. 17-19, 2013 IBEX 2013
Louisville, Ky. | www.ibexshow.com
Oct. 1-2, 2013 High-Performance Composites for Aircraft
Interiors
Seattle, Wash. | www.compositesworld.com/
conferences
Oct. 2-4, 2013 JEC Americas 2013
Boston, Mass. | www.jeccomposites.com/
events/jec-americas-2013
Oct. 21-24, 2013 SAMPE Tech Conference
Wichita, Kan. | www.sample.org/events
Oct. 24-26, 2013 India Composite Show 2013
New Delhi, India | www.indiacompositesshow.com
Nov. 12-13, 2013 Composites Engineering Show 2013
Birmingham, U.K. |
www.compositesexhibition.com
Dec. 9-12, 2013 Carbon Fiber 2013
Knoxville, Tenn. | www.compositesworld.com/
conferences
Corrosion, Mining and Infrastructure
Digging Down and Building Up with Composites
May 15 & 16, 2013 • Denver, CODenver Marriott Tech Center
Conference Education Tracks: Architecture Mineral Processing Infrastructure NACE (National Association of Corrosion Engineers)
What to Expect: Latest technical research, market trends and design Case studies and practical insights from real-life applications
Innovative Exhibit Hall with product samples and displays Networking opportunities to meet new contacts, clients and partners
Visit www.acmanet.org/meetings for more details.
The 2013 Corrosion, Mining and Infrastructure Conference (CMI)
offers attendees a unique opportunity to participate in comprehensive technical sessions about the power of composites and how they measure up against traditional materials. With superior design flexibility, lower costs, and unmatched durability, composites are rapidly establishing themselves as the “Go To Solution” for end users, design engineers and architects.
Register Now!

MARKETPLACE
7 6 | H I G H - P E R F O R M A N C E C O M P O S I T E S
To advertise in the High-Performance Composites Marketplace
contact Becky Helton: [email protected] or 513.527.8800 x224
MARKETPLACEMANUFACTURING SUPPLIES
Diamond and Solid Carbide • Technical Advice
• Rotary Drills/Routers
• C’sinks/Hole Saws
• Stock and Specials
Designed For Compositeswww.starliteindustries.com800.727.1022 / 610.527.1300
1109 Starlite.indd 1 10/7/09 12:49 PM
TESTING
888-433-5736
1024 Grand Central Avenue • Glendale, CA 91201Internet: www.delsen.com • Fax: (818) 247-4537
MEMBER
SPECIALISTS IN TESTING ADVANCED COMPOSITES
■ Mechanical Testing ■ Metallography■ Thermal Analysis (DMA, DSC, TMA, TGA)■ Flammability, Smoke Toxicity and OSU
Heat Release ■ Electrical Properties
Available in various temperature ranges
Fax Website: http//:www.generalsealants.comE-mail: [email protected]
Used world wide by composite manufacturers
Distributed by:AIRTECH INTERNATIONAL INC.
Tel: (714) Website: http//:www.airtechintl.com
Manufactured by:®
PO Box 3855, City of Industry, CA 91744
RECRUITMENT/HELP WANTED
www.forcomposites.comComposites Industry Recruiting and Placement
COMPOSITES SOURCES
ISO 9001:2000 and AS9100:2001 CertifiedBally Ribbon Mills
23 N. 7th StreetBally, PA 19503
USA
Manufacturer of high-performance tapes, fabricsand 3D preforms: 3D near-net-shape woven preforms, 3D woven preforms, and 3D thick panelsutilizing fibers such as ceramic,carbon, silicon carbide, quartz, metallic fibers and aramid fibers. 3D woven fan-blades preforms. 2D/3D braided preforms. Utilizing RTM and VARTM techniques for composite fabrication. 3D woven “drape-able” fabrics for complex shaped structures.
Contact: Leon BrynPhone: 610-845-2211 ext. 3053West Coast: 310-277-0748Email: [email protected]
Workholding Solutions for Metal, Composites, Ceramic and Glass.
800-810-2482 • www.northfield.com
CUSTOM FABRICATION

M A Y 2 0 1 3 | 7 7
SHOWCASESHOWCASEPRODUCT & LITERATURE
CINCINNATI
TESTING
LABORATORIES
A Subsidiary of Metcut Research Inc.
Machining & Testing of Advanced
Composite Materials
Email: [email protected]
1775 Carillon Blvd., Cincinnati, Ohio 45240
Comprehensive Testing Expertise
MMC,CMC, & PMC Experience
ADVERTISERS’ INDEX
The Companies of North CoastNorth Coast Tool & Mold Corp.North Coast Composites, Inc.
www.northcoastcomposites.com216.398.8550
Visit us at SAMPELong Beach Convention Center, May 6-9 booth O21
High Performance Release Solu ons for Cri cal Composite
Applica ons
ms
ReleaseAgent
Dry Lubricant
MS-122AD
PERFORMANCE PTFE RELEASE AGENTS/DRY LUBRICANTS FOR COMPOSITES
MILLER-STEPHENSON CHEMICAL COMPANY, INC.
www.miller-stephenson.com 800.992.2424
A&P Technology Inc. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Inside Front Cover
Abaris Training . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 25
Airtech International . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17, 26
ACMA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 75
Amerimold . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 70
Automated Dynamics . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 59
Baltek Inc. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 61
Barrday Composite Solutions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 33
Burnham Composite Structures Inc. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
CAD Cut Inc . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 26
CGTech . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Back Cover
Coastal Enterprises Co. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27
Composites One LLC . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 43
De-Comp Composites Inc. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 36
Dexmet Corp. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 67
Geiss LLC. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 34
Gerber Technology Inc. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 46
Harper International . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 22
Helman Tensioners . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
Henkel Corp. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
Hexcel Composites . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 50
HITCO Carbon Composites Inc. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18
ICE Independent Machine Co. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 73
Ingersoll Machine Tools . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 60
Janicki Industries . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 73
LMT Onsrud . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 36
Lord Corp. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
Lucas Industries . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 24
M. Torres . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
Magnolia Plastics Inc. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Inside Back Cover
Matec Instrument Co. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 40
Material Testing Technology . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 33
Matrix Composites Inc. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 57
McClean Anderson . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 30
McLube . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23
Niagara Cutter Inc. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
Norplex Micarta . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
North Coast Composites . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23
Northern Composites . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 30
Park Electrochemical Corp. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
Precision Fabrics Group . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21
Pro-Set Inc. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 31
Reed Exhibitions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 32
Renegade Materials Corp. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 47
Sandvik Coromant . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
Sealant Equipment & Engineering Inc. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 24
SINGLE Temperature Controls Inc. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20
Smart Tooling . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
Stepan Co. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 71
Superior Tool Service Inc. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 25
TE Wire & Cable . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 56
Technical Fibre Products Ltd. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 42
TMP Inc. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20
Torr Technologies Inc. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27
Wabash MPI . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 35
Web Industries . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 58
Weber Manufacturing . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 35
WichiTech . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 34
Wisconsin Oven Corp. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12
Wyoming Test Fixtures Inc. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 51

U.S. CREW & CARGO CANDIDATE
DESIGN RESULTS
• Carbon fi ber/bismaleimide (BMI) composites
form primary and secondary structures.
Dream Chaser Space System designed to enable ISS
y-axis fi ber
• Major component skins are cobonded
and cocured with spars and/or ribs.
• Tailored 3-D preform fi ber architecture
reinforces major component bond sites.
FOCUS ON DESIGN
7 8 | H I G H - P E R F O R M A N C E C O M P O S I T E S
When NASA retired its Space Shuttle fl eet in July 2011, its successors were the Con-stellation Program, aimed at exploration of the Moon
and resumption of service to the In-ternational Space Station (ISS), and the Commercial Crew & Cargo Pro-gram (C3PO), established in 2006 to encourage development of com-mercial spacecraft by private indus-try. When the Obama Administra-tion canceled Constellation in 2011, NASA shifted gears and instituted a
new space exploration program aimed at sending humans deeper into space than ever before. The new effort includes devel-opment of NASA’s Multi-Purpose Crew Ve-hicle, Orion (see “Learn More,” p. 72).
Privatizing low-Earth orbit transportNASA has refocused on beyond-Earth or-bit (BEO) goals and handed over the task of low-Earth orbit (LEO) transportation to the commercial sector. NASA provides tech-nical expertise and fi nancial investment in C3PO’s Commercial Orbital Transportation Services (COTS) program and Commercial
Crew Program (CCP), but it “is an inves-tor without equity,” explains Ed Mango, CCP manager at Kennedy Space Center. “The success of the program [is] its only return on investment,” he says.
C3PO manages the COTS partnership agreements with U.S. industry, and as of February 2013, it had invested $800 million in cargo demonstrators. COTS was the stimulus for Space Exploration Technologies’ (SpaceX, Hawthorne, Ca-lif.) pilotless cargo module Dragon — the fi rst commercial spacecraft to dock on the ISS and return home.
3-D WOVEN PREFORMS
HEAT SHIELD
Ceramic tiles and insulating
materials overlay the carbon/
BMI primary structure for thermal
protection during reentry into
Earth’s atmosphere
Landing gear for low-gravity
runway touchdown
Crew cabin features
sandwich structure
(nonmetallic core
between carbon
fi ber/BMI skins)
cobonded with
internal ribs
x-axis fi ber
z-axis fi ber
CREW CABIN
(seats crew of seven)
SIERRA NEVADA CORP.’S
DREAM CHASER SPACE SYSTEM
CANTED FINS
Sandwich
structure
cobonded
with internal
structural ribs
and spars

TAKES SHAPE WITH COMPOSITEStransport missions from U.S.
BY DONNA DAWSON
ILLUSTRATION / KARL REQUE
M A Y 2 0 1 3 | 7 9
COTS is strictly for cargo transport, but under the CCP banner, NASA estab-lished a $440 million award for Commer-cial Crew Integrated Capability (CCiCap), which is designed to get humans back into LEO (180 to 2,000 km/112 to 1,243 miles) on a domestic spacecraft. Ac-cording to Mango, “The next time a U.S. rocket and spacecraft are fl ying, it will be through CCP; there will be nothing else fi rst with people on board.”
In 2009, NASA kicked off this program by investing $50 million in initial Com-mercial Crew Development (CCDev), basically a primer for CCP. This was fol-lowed by a $270 million award to four companies for further development, based on criteria for crew-carrying craft that stress safety and reliability. In December 2012, based on work ac-complished to that point in CCDev, NASA awarded about $10 million each to three of the competing companies for certifi cation of fl ight safety and perfor-mance requirements for their spacecraft systems: SpaceX; The Boeing Co. (Hous-ton, Texas); and Sierra Nevada Corp. Space Systems (Sparks, Nev.).
To the ISS and backSierra Nevada’s spacecraft, the Dream Chaser Space System (DCSS), is engineered to provide the U.S. with a piloted craft designed to make 25 round trips to the ISS with a crew of seven plus cargo. De-rived from NASA’s HL-20 reusable lifting-body concept, which was extensively re-searched for manned orbital missions at NASA Langley Research Center (Hamp-ton, Va.), the craft is capable of free fl ight in LEO, docking with the ISS and reach-ing “other orbital destinations,” says Frank Taylor, director of technology for Sierra Nevada’s Space Exploration Sys-tems. “Its low-gravity reentry (<1.5 gs) and low-impact horizontal landings on a conventional runway protects both the crew and samples that are returning from orbital science experiments.”
Taylor identifi es Sierra Nevada’s main engineering challenge as choosing the
materials and process for a human-rated space structure that can withstand tempera-ture variations ranging from -54°C/-65°F to 177°C/350°F during the time period of each mission, and through repeated missions, without sacrifi cing the required strength and other performance properties.
“We spent a good deal of time in the early days of planning our vehicle and its long-term design path exploring and ex-amining the trades between composites and other viable materials,” recalls Mark Sirangelo, executive VP and chairman of Sierra Nevada Corp. Space Systems. “In the end, we came to believe that the use of composites was not only superior for this application in a technical sense but also signifi cantly aided our ability to meet our expected market demand.”
Sierra Nevada Corp. elected to use composite materials in both primary and secondary structures, including the cabin, bulkhead, canted fi ns, aerosurfac-es and aeroshells. It is primarily carbon
fi ber preimpregnated with bismaleimide (BMI) resin, in both woven fabric and unidirectional tape, in a sandwich struc-ture with an unidentifi ed nonmetallic honeycomb core.
The materials selection was nar-rowed to products supplied by Cytec Engineered Materials (Tempe, Ariz.) and Hexcel Corp. (Stamford, Conn.). “Cytec’s 5250-4 and Hexcel’s M65 BMI prepregs are being used in discrete areas of the structure, based on the unique charac-teristics of each,” Taylor reveals. “These materials retain good strength at high temperature.” Further, he says, their low coeffi cients of thermal expansion (CTE) minimize the effect of thermal gradients within the structure. The high specifi c stiffness (modulus) of the composite minimizes strains on heat shield. Similar to the ceramic tiles and blanket materi-als used on the Space Shuttles, the heat shield minimizes the thermal strains imposed on the vehicle by extreme
Private space race contender
The Dream Chaser, capable of carrying a crew of up to seven and cargo, will exit Earth’s atmosphere vertically, atop an Atlas V launch vehicle.
Sourc
e:
Sie
rra N
evad
a C
orp
.

FOCUS ON DESIGN
8 0 | H I G H - P E R F O R M A N C E C O M P O S I T E S
Read this article online at http://short.compositesworld.com/1dlPmKBw.
Read more about the Orion crew capsule in “The Private Space Race” (HPC September 2010, p. 28) or visit http://short.compositesworld.com/nfVqM80G.
LEARN MORE @
www.compositesworld.com
thermal gradients during reentry into Earth’s atmosphere. Taylor says this re-sults in a more effi cient system and bet-ter protects the crew and cargo.
BMIs come of (space) ageBMI resins, now a leading class of ther-mosetting polyimides, reportedly offer the highest service-temperatures of any thermoset — some can withstand up to 230°C to 290°C (450°F to 550°F) in ex-tended service. Further, they offer famil-iar, epoxy-like autoclave processing.
In LEO, structural materials also must be shielded from atomic oxygen, single oxygen atoms (O) that, like peroxide, are extremely reactive oxidizers. Exposed epoxy-based composites are subject to substantial oxidation and erosion. BMIs also tend to oxidize in atomic oxygen, so the Dream Chaser will be shielded by an unidentifi ed protective coating.
Although details about the fi ber ar-chitecture are proprietary, Taylor says Sierra Nevada fully exploited the ability to tailor fi ber architecture and layup and, thus, the mechanical strength and stiff-ness properties, “to meet the challenging launch/abort, reentry and landing envi-ronments that the Dream Chaser vehicle is exposed to during its mission.” Stiffness is a vital factor because aerodynamic and launch forces subject all materials to sig-nifi cant vibration, acoustic and bending loads. Impact resistance is another re-quirement for protection against damage from the occasional micrometeoroid.
Taylor also cites the time and cost sav-ings that have accrued to the program through the use of composites, due to their fl exibility in manufacturing. Tool-ing and manufacturing costs have been reduced through parts consolidation. For
example, the crew cabin comprises only two shells, or skins, cobonded with mul-tiple internal frames. The fi ns, too, are cobonded parts that combine upper and lower skins with three spars and multiple ribs. Further, as the vehicle’s structural design matures, tooling changes for com-posites can be made more rapidly than is possible in metals fabrication. “The abil-ity to produce additional vehicles more rapidly and to produce modifi ed versions of the Dream Chaser to meet future client needs gave us greater confi dence in our business plan,” says Sirangelo.
All composite parts will be auto-claved at the recommended time and temperature for the material (~350°F to 400°F/~177°C to 204°C). In structural as-sembly operations, Sierra Nevada will minimize the need for fasteners by em-ploying a combination of cocuring and cobonding in an autoclave, incorporating the honeycomb core and advanced 3-D woven preforms. The 3-D preforms will be cobonded at most joints to further strengthen the structure.
Sierra Nevada is working with partner organizations in more than 15 states to develop the Dream Chaser. Lockheed Mar-tin Space Systems Co. (Littleton, Colo.), an exclusive partner on the certifi cation products contract (CPC), will build the tooling and composite structure for the Dream Chaser at its facility in Ft. Worth, Texas, and at NASA’s Michoud Assembly Facility in New Orleans, La. — the facil-ity that built the external tanks for the Space Shuttles. Lockheed Martin brings to the partnership extensive experience in building composite structures for spacecraft and high-performance air-craft. Given Lockheed’s concurrent work on NASA’s Orion vehicle, the company
also brings to the Dream Chaser program its long experience in obtaining NASA certifi cation for a crewed fl ight vehicle.
Looking to launch certifi cationThe Dream Chaser’s onboard propulsion system is the same hybrid rocket motor technology developed by Sierra Nevada for the carbon composites-intensive SpaceShipOne and SpaceShipTwo suborbit-al vehicles, built by Scaled Composites (Mojave, Calif.) for space-tourism com-pany Virgin Galactic (Las Cruces, N.M.).
The Dream Chaser is designed to launch vertically on a United Launch Alliance (ULA, Centennial, Colo.) Atlas V rocket, which has had 100 percent mission suc-cess in more than 36 launches from Cape Canaveral, Fla., and Vandenberg Air Force Base, Calif. Sierra Nevada and ULA have integrated the Dream Chaser and At-las V designs since the program’s incep-tion and are now working with ULA’s Hu-man Launch Services to achieve human rating for the spacecraft. “Our longstand-ing relationship has allowed us to greatly evolve our integrated crew transporta-tion system and gives the DCSS the ad-vantages, such as fl ight-proven reliabili-ty, that only a mature launch system can provide,” says Sirangelo.
First test system nears completion
This test article, now in the assembly stage at Sierra Nevada’s plant in Louisville, Colo., will undergo runway tow testing and then a test-drop from a helicopter to demonstrate its runway landing capability.
U.S.-based ISS crew/cargo transport
The Dream Chaser is designed to make flights of seven-day duration and to dock at the International Space Station and remain there for as long as 210 days.
So
urc
e:
Sie
rra N
evad
a
So
urc
e:
Sie
rra N
evad
a

Photos courtesy of U.S. Department of Defense ©2010 Magnolia Plastics, Inc. All Rights Reserved.
Veteran Owned & Operated
See us at:| Long Beach
High-PerformanceEPOXY SYSTEMSHigh-PerformanceEPOXY SYSTEMS
See us at:| Long Beach