Embed Size (px)
Citation preview


EDITOR EJECUTIVOYusnier Ferrer GranadoJefe de Departamento de Comunicacióne-mail:[email protected]
EDITORALic. Mayra Arada Oteroe-mail:[email protected]
DISEÑO DE CUBIERTAAlex Álvarez Martínez
REALIZACIÓN DE CUBIERTADI. Kenia Lourido Maríne-mail: [email protected]
DISEÑO INTERIORYaneris Guerra Turróe-mail:[email protected]
COMPOSICIÓN COMPUTARIZADA Y REALIZACIÓNYaneris Guerra Turróe-mail:[email protected]
Nuestra Revista pueder ser visitada a través del sitio web:http:// rci.cujae.edu.cu
La correspondencia puede dirigirse a: Revista Cubana de IngenieríaCalle 114, No. 11901, e/ Ciclovía y Rotonda, Apartado 6028, Cujae,Marianao, La Habana, Cuba.e-mail:[email protected]
DIRECTOR Y EDITORTÉCNICODr. Gonzalo González ReyVicerrectoría de Investigación y PosgradoInstituto Superior Politécnico José Antonio Echeverría, Cujae
e-mail:[email protected]
MIEMBROS DEL COMITÉ EDITORIALDr. Ángel Regueiro GómezFacultad de Ingeniería EléctricaInstituto Superior Politécnico José Antonio Echeverría La Habana. Cubae-mail: [email protected]
Dr. Jorge Laureano Moya RodríguezFacultad de Ingeniería MecánicaUniversidad Central Marta Abreu de Las Villas Villa Clara. Cubae-mail: [email protected]
Dr. Tomás Cañas LouzauCentro de Referencia de Enseñanza Avanzada Instituto SuperiorPolitécnico José Antonio Echeverría La Habana. Cubae-mail: [email protected]
Ing. Odiel Estrada MolinaDepartamento de Geoinformática Universidadde las Ciencias Informáticas La Habana. Cubae-mail: [email protected]
Dr. José Antonio Vilan VilanEscuela Técnica Superior de Ingenieros Industriales Universidad de Vigo.Vigo. España.e-mail: [email protected]
Ing. Raúl Gutiérrez PeruchoEscuela de Ingeniería. Instituto Tecnológico de Estudios Superiores deMonterrey. Aguascalientes. Méxicoe-mail: [email protected]
REVISORES INVITADOS
Dr.
Dr.
Dra.Instituto Superior Politécnico José Antonio Echeverría.
Dr.
MSc.
REVISTA CUBANADE INGENIERÍA
REVISTA CUBANADE INGENIERÍA
Vol. VI, No. 3, 2015septiembre diciembre

PROPÓSITOS Y ALCANCE
VISIÓNLa Revista Cubana de Ingeniería se propone contribuir a la comunicación entre
los profesionales de la ingeniería y se concibe como un foro en el que se presentanartículos científi co-técnicos en las variadas áreas de la ingeniería, con un destaquede resultados novedosos y aportes de relevancia para la profesión. De esta manera,la revista se propone contribuir a la actualización de profesionales, investigadores,profesores y estudiantes de ingeniería, a la discusión científi ca nacional e internacionaly, por consiguiente, al desarrollo tecnológico y científi co de Cuba en el área de laingeniería.
PÚBLICOLa Revista Cubana de Ingeniería se dirige especialmente a la comunidad académica y
científi ca, nacional e internacional, centrada en el tema de la ingeniería. Ingenieros,investigadores, profesores o gerentes que trabajen en alguna de las ramas de laingeniería o en cualquier ciencia o tecnología afín constituyen el universo de lectoresy contribuyentes de la revista.
TEMÁTICA Y ALCANCE DE LA REVISTA
Una lista, que no pretende ser completa, de los temas de interés para la revista incluyecontenidos en la solución de problemas, aplicaciones y desarrollo de la ingenieríacivil, eléctrica, electrónica, hidráulica, industrial, informática, química, mecánica,mecatrónica y metalúrgica, además de contenidos asociados con la ingeniería demateriales, bioingeniería, transporte, geofísica, reingeniería y mantenimiento.También se consideran apropiados, artículos orientados a laformación de las nuevasgeneraciones de ingenieros, incluidos los programas de estudio, las tecnologíaseducativas, la informática aplicada, la gerencia universitaria y las relaciones universidad-industria.
Puesto que la práctica de la ingeniería obliga cada vez más a la interacción desus diversas disciplinas, esta revista le asigna la primera prioridad de publicacióna los artículos donde se preste atención a la integración multidisciplinaria, a losdesarrollos interdisciplinarios y a las aplicaciones prácticas.
A fi n de asegurar una alta calidad del contenido, todos los trabajos publicados seránarbitrados.
INGENIERÍA EN MANTENIMIENTO
/
Michael Herrera Galán
INGENIERÍA DEL TRANSPORTE
/
Adrián Carrillo Galves Laksmi Penabad Sanz
REVISTA CUBANADE INGENIERÍAREVISTA CUBANADE INGENIERÍA
Vol. VI, No. 3, 2015Tres números al año
SUMARIO/CONTENTS
EDITORIAL
INGENIERÍA INFORMÁTICA
/
Alena González Reyes Margarita André Ampuero Anaisa Hernández González
INGENIERÍA MECÁNICA
/
Gonzalo González Rey Christopher Edgar Falcón Anaya
ENSEÑANZA DE LA INGENIERÍA
RAntonio Torres Valle
Erich Martínez Martín
/
Annette Malleuve Martínez Daniel Alfonso Robaina Mavis Lis Stuart Cárdenas
INGENIERÍA CIVIL
/
Patricia Martín Rodríguez Vivian B. Elena Parnás Ángel Emilio Castañeda Hevia
INGENIERÍA INDUSTRIAL
23
BIOINGENIERÍA
5
13
33
43
53
61
69

EDITORIAL...................................Con la publicación de este número, Revista Cubana de Ingeniería cierra su sexto año de vida, con la satisfacción de haberlogrado, en muy buena medida, su propósito sustentador: divulgar aportes novedosos del trabajo científi co, innovador yacadémico en los amplios temas de la ingeniería moderna, con un particular destaque de resultados de los profesionalesy académicos cubanos.
Revista Cubana de Ingeniería tuvo sus inicios como una extensión y continuación de anteriores publicaciones
inscritas por la Cujae en el Registro Nacional de Publicaciones Cubanas, pero en todos estos años ha demostrado
ser más que la simple suma de sus precedentes, tanto en lo cualitativo como en lo cuantitativo. En estos momentos
es una publicación científi ca reconocida nacional e internacionalmente con indexado en las principales bases de
datos de publicaciones iberoamericanas, reafi rmándose como una revista importante en temas especializados de la
ingeniería de autores nacionales y extranjeros. Al fi nalizar este año, en la Web ofi cial de Revista Cubana de ingeniería
(http://rci.cujae.edu.cu) estarán disponibles en acceso libre e inmediato más de 150 artículos científi cos en formato pdf,
registrados más de 1 040 lectores asociados y 811 autores potenciales. La ilusión con que nació nuestra publicación es ya
una realidad: Revista Cubana de Ingeniería es la publicación propia y de referencia de todos los que hacemos ingeniería
en el país.
Luego de haber cumplido con la misión de iniciar y estabilizar una publicación científi ca en temas disciplinarios e
interdisciplinarios de la ingeniería moderna debo concluir el trabajo como Director y Editor Científi co de RCI. Puedo decir
que este tiempo como Director y Editor ha sido de una satisfactoria experiencia y a la vez enriquecedora en el plano
profesional y humano. Dejo, ahora, una revista con alto nivel de exigencia en la calidad de los artículos, marcados por
un minucioso proceso de valoración y un grupo de revisores entrenados en el trabajo de arbitraje. Quedan aún objetivos
por conseguir, en la continua línea de mejora que proponemos para la revista. Debemos ser capaces de recibir, revisar y
editar artículos en inglés. Tenemos que trabajar aún más en la calidad científi ca de los artículos publicados. Es necesario
promover artículos con un carácter de generalización y globales, capaces de lograr el interés de especialistas de otras
áreas del mundo y no solo de Iberoamérica. De esa forma, estaríamos más cerca de lograr el indexado de Revista
Cubana de Ingeniería en Scopus y Web of Science.
Antes de concluir, quiero agradecer a todos y cada uno de mis amigos y amigas del Grupo Editorial del Departamento de
Comunicación, en especial a Maritza Rodríguez Rodríguez responsable de composición computarizada y a la editora la
licenciada Mayra Arada Otero, que con su trabajo abnegado han sabido sacar adelante artículos diseñados y escritos con
excelencia, a la Webmaster, licenciada Delvia González, que ha hecho de la Web de RCI un sitio de referencia del uso de
la plataforma OJS , así como a los amigos y amigas que realizan el trabajo editorial del resto de las revistas científi cas de
la Cujae, que decidimos hacer de estas, un proyecto de trabajo y que en el momento actual constituyen nuestro orgullo.
Finalmente, como hemos venido haciendo año tras años, quiero hacer llegar un reconocimiento a los autores, revisores
y colaboradores de Revista Cubana de Ingeniería, quienes hacen posible que nuestra publicación sea para sus lectores
un importante caudal inagotable de conocimientos, deseándoles a todos un feliz 2016 pleno de éxitos profesionales y
prosperidad personal.
Dr. Gonzalo González ReyDirector y Editor Científi co

Vol. VI, No. 3, septiembre - diciembre , 2015, pp. 5 - 12
Revista Cubana de Ingeniería. Vol. VI, No. 3, septiembre - diciembre , 2015, pp. 5 - 12, ISSN 2223 -1781
BIOINGENIERÍA
Estación de incubación para el estudiodel crecimiento bacteriano en muestrasbiológicas
Carlos Rafael Duharte Rodríguezcorreo electrónico: [email protected] Superior Politécnico José Antonio Echeverría, Cujae, La Habana, Cuba
Ibrain Ceballo Acostacorreo electrónico: [email protected] Nacional de Electromedicina (CNE), La Habana, Cuba
Carmen B. Busoch Morláncorreo electrónico: [email protected] Superior Politécnico José Antonio Echeverría, Cujae, La Habana, Cuba
Ángel Regueiro Gómezcorreo electrónico: [email protected] Superior Politécnico José Antonio Echeverría, Cujae, La Habana, Cuba
ResumenEl trabajo aborda el diseño y caracterización de un prototipo de incubadora de laboratorio en apoyo aestudios de Microbiología, en particular para la investigación del crecimiento bacteriano en muestrasbiológicas a través de métodos ópticos (Turbidimetría) y mediciones electrométricas de bioimpedancia.Se muestran los resultados de simulación y experimentación del diseño propuesto para los canales demedición de las variables de interés: temperatura y humedad, en los cuales se obtuvo alta linealidad a partirde la adecuada selección de los sensores correspondientes y de las componentes de cada canal, los cualesfueron controlados con ayuda de un microcontrolador AT89C51 (ATMEL) con adecuadas prestaciones paraeste tipo de aplicación.
Palabras claves: microbiología, crecimiento bacteriano, incubadora para laboratorio
Recibido: 29 de septiembre de 2014 Aprobado: 5 de junio de 2015
Artículo Original
INTRODUCCIÓNA través de la evolución de las especies en el planeta,
se puede apreciar la interacción armónica de la fl ora y lafauna. Los seres vivos, y en particular el hombre, se venafectados por diversos microorganismos, principalmentebacterias, hongos, levaduras, etc., que en muchasocasiones suelen ser patógenos, de ahí la importancia desu detección e identifi cación con el fi n de aplicar un rápidoy certero tratamiento clínico. En este sentido el estudiodel crecimiento de los microorganismos patógenos(Escherichia coli, Salmonella, etc.) suele ser de interésclínico para minimizar los daños que ocasionan en el
hombre [1], y este tipo de estudio acostumbra a realizarseen los laboratorios clínicos a partir del control de un grupode variables que posibilitan y/o afectan el desarrollomicrobiano (fi gura 1), como suelen ser la temperatura, lahumedad, la presión, entre otros.
La medición de la temperatura y la humedad es una de lasacciones más comunes en aplicaciones tanto industrialescomo de laboratorio clínico-biológico, pues estas variablesmodulan el desarrollo de muchos procesos, entre ellos losrelacionados con el crecimiento bacteriano en diferenteshábitats [2-4].

Estación de incubación para el estudio del crecimiento bacteriano en muestras biológicas
Revista Cubana de Ingeniería. Vol. VI, No. 3, septiembre - diciembre, 2015, pp. 5 - 12, ISSN 2223 -17816
visualizador LCD (Display) para visualizar los valoresmedidos de las variables. También este microcontroladormaneja teclas o botones de comandos para encendero apagar el circuito; así como proceder a la verifi cacióninicial del sistema.
Fig. 1. Fases del crecimiento de microorganismos (bacterias)
Existen diversos sistemas comerciales a costosrelativamente elevados, cuya fi nalidad es permitir unacorrecta medición de dichas variables, y donde cada unoposee características que dependen de su principio defuncionamiento físico-químico, por lo que de la selecciónde las componentes (sensores, amplifi cadores, etc.) y deldiseño desarrollado, dependerá en gran medida el éxito aalcanzar durante la investigación experimental con estossistemas.
A nivel de laboratorio, durante el estudio delcrecimiento microbiano en muestras biológicas, se haceimprescindible disponer de una estación de incubación,de modo que sea posible controlar la temperatura y lahumedad para lograr una adecuada caracterización delas diferentes fases de desarrollo de los microorganismos,en especial de los patógenos, de forma que se puedaapoyar el desarrollo de nuevos métodos de detecciónrápida, no solo aplicables a muestras biológicasindustriales (alimentos, materias primas, etc.) sino amuestras clínicas (orina, sangre, etc.).
MATERIALES Y MÉTODOSLa fi gura 2 muestra de forma general el diagrama
básico de un sistema para la medición y control delas variables temperatura y humedad, para el estudiodel crecimiento bacteriano en muestras biológicas enuna estación de incubación de laboratorio, a partirde varios elementos de circuitos bajo el control de unmicrocontrolador. Se aprecia que existe una etapa desensado (adquisición y transducción de variables) convarios canales conectados a una etapa de multiplexaciónque asegura un error constante en el sistema que solodependerá del acondicionamiento primario entre losdiferentes transductores); una etapa de acondicionamientoque asegura la adecuación de niveles en las señalesadquiridas (ganancia, impedancia, CMRR, etc.), unaetapa de fi ltrado de la señal (minimiza interferencias yruido), una unidad de procesamiento basada en el empleode un microcontrolador, el cual sincroniza y controla lasacciones del sistema de medición y además, controlael encendido-apagado de un calefactor (ej.: bombilloempleado como fuente térmica) que permite la regulaciónde la temperatura en el interior de la incubadora, y un
Fig. 2. Diagrama general del sistema para la medición detemperatura y humedad en una incubadora bacteriológica delaboratorio
Selección de los transductoresEn general los sensores son dispositivos en los que
varía algún parámetro físico-químico y/o biológico conlos cambios de una determinada variable de interés,por ejemplo, la temperatura, humedad, presión, etc.,permitiendo ofrecer el cambio de otra variable cuantifi cable,por ejemplo, resistencia eléctrica.
• Sensor de temperaturaSegún la aplicación de esta investigación (medición
y caracterización del crecimiento de microorganismospatógenos en cultivos biológicos) es necesario controlarla temperatura en los canales de turbidimetría y deconductividad eléctrica, además de considerar lalinealidad del sensor, su tiempo de respuesta y susensibilidad, ya que la variación mínima a detectar serátípicamente de ± 1 ºC. Los sensores de temperatura sepueden dividir en dos grupos de acuerdo con la naturalezade los materiales que se utilizan para su construcción:metales y semiconductores. La tabla 1 muestra unabreve comparación entre diferentes tipos de sensores detemperatura.

Revista Cubana de Ingeniería. Vol. VI, No. 3, septiembre - diciembre, 2015, pp. 5 - 12, ISSN 2223 -1781
Carlos Rafael Duharte Rodríguez - Ibrain Ceballo Acosta - Carmen B. Busoch Morlán - Ángel Regueiro Gómez
7
A partir de sus buenas prestaciones y su fácilconexión a sistemas electrónicos, se utilizará un sensorsemiconductor integrado: LM35, que es un sensor deprecisión en grados celcius (10 mV/ºC), y que permitedesarrollar las mediciones de las muestras biológicas enel laboratorio en un intervalo óptimo de medición entre 30y 50°C con una resolución de 1°C; el cual es el intervalode temperatura óptima de crecimiento de las principalesbacterias patógenas de interés industrial y clínica comoes el caso de la Escherichia coli y la Salmonella. En esteintervalo de trabajo se puede obtener una alta linealidaddel sensor seleccionado, variando su tensión de salidadesde 300 mV hasta 500 mV [7].
• Sensor de humedadEn el mercado internacional existe una amplia
gama de sensores de humedad, los cuales suelen serclasifi cados de acuerdo con sus principios físico-químicosconstructivos. En esta clasifi cación general se encuentranlos sensores mecánicos (aprovechan los cambiosgeométricos en las dimensiones que sufren ciertos tiposde materiales en presencia de la humedad), los sensorespor conductividad (generalmente de elevado costo ymayor resolución a temperaturas superiores a los 90°C),los sensores basados en el empleo de sales higroscópicas(deducen el valor de la humedad en el ambiente a partirde una molécula cristalina que tiene mucha afi nidad conla absorción de agua), los sensores capacitivos (sonquizás los más difundidos en la industria y en el área demeteorología) son de fácil producción, bajo costo y altafi delidad, basados en la detección del cambio que sufrela capacidad de un condensador al variar la constantedieléctrica del mismo con la variación de humedad) y lossensores resistivos (se basan en el cambio de su valorde resistencia a partir de la variación de algún parámetrofísico asociado a su geometría que responde a cambiosde humedad en el entorno) [8-9].
En el proceso de selección del transductor se consideróprincipalmente el costo, la disponibilidad en el mercadoy su linealidad. La fi gura 3 muestra las principalescaracterísticas del sensor seleccionado.
acondicionamiento. Este sensor es resistente también avibraciones, impactos, altas temperaturas y humedad;así como a descargas electromagnéticas dentro deciertos límites de potencia, siendo resistentes a vaporescontaminantes, solventes orgánicos, cloro, amoniaco, yno son afectados por la condensación del agua.
Etapa de acondicionamientoCon frecuencia, la señal procedente del sensor tiene
características que la hacen poco adecuada para serprocesada: señal de bajo nivel, amplio espectro defrecuencia, pobre linealidad, etc., por lo que se hacenecesario una etapa de acondicionamiento de la señal.Este acondicionamiento consiste en realizar alguna de lassiguientes operaciones básicas:
• Amplifi cación: incrementar el nivel de potencia de laseñal.
• Filtrado: eliminar las componentes de la señal nodeseadas.
• Linealización: obtener una señal de salida que varíelinealmente con la variable que se desea medir.
Esta etapa también es la encargada de adaptar laseñal proveniente del sensor a la entrada del convertidoranalógico/digital, y se encarga de:
• Adaptar el intervalo de salida del transductor al margendinámico de entrada del convertidor (normalmente enmodo tensión).
• Acoplar la impedancia de salida de una etapa con laimpedancia de entrada de la siguiente [11].
Amplifi cación de la señalCuando se diseña la etapa de entrada que debe aportar
la amplifi cación para señales débiles procedentes de unsensor, se debe prestar especial atención a la selecciónde todos sus componentes para tratar de minimizarel ruido interno, ya que su magnitud podría llegar a sercomparable con el nivel de la señal medida [12].
Para conseguir la mayor resolución y linealidad posible,las señales de entrada deben ser amplifi cadas de modoque su máximo nivel coincida con la máxima tensión queel convertidor pueda leer (margen dinámico de entrada delconversor A/D: 0 a 5 V).
En el caso de esta aplicación, se ajusta el 0 V de entradadel conversor analógico-digital a una tensión de entradadel amplifi cador de 300 mV correspondiente a 30 ºCpara el canal de temperatura, y de unos 1473 mV para lahumedad correspondiente a 48 % HR. Para esto se disponede una entrada diferencial (amplifi cador diferencial), en lacual se colocan las tensiones referidas, de modo que selogra una tensión nula resultante (0 V) a la entrada delconversor A/D, modifi cando las correspondientes escalasde medición.
Filtrado de la señalCualquier circuito electrónico posee un determinado
comportamiento en frecuencias que puede introducir
Fig. 3. Sensor HIH 4000 – 001 (Honeywell) [10]
El empleo de este sensor de humedad relativa resultamuy conveniente en aplicaciones con microcontroladorespues sus características de baja impedancia de saliday tensión de salida lineal entre 0-5 V (± 0.5% de HR),permiten una adecuada conexión (Encapsulado SIP de 3terminales) usando el mínimo de etapas intermedias de

Estación de incubación para el estudio del crecimiento bacteriano en muestras biológicas
Revista Cubana de Ingeniería. Vol. VI, No. 3, septiembre - diciembre, 2015, pp. 5 - 12, ISSN 2223 -17818
modifi caciones en el espectro de la señal de entrada,produciendo distorsión armónica. En muchas ocasiones,este hecho resulta no deseable, por lo que se empleantécnicas de fi ltrado que permiten reducir el ancho de bandaal necesario para el procesamiento de la señal de interés,pues así se logra una mayor atenuación de las señalesparásitas o indeseables que se acoplan por diversas víasal circuito electrónico.
Como las variables de interés en la aplicación(temperatura y humedad) presentan una baja razón decambio en el tiempo, los circuitos empleados para susmediciones operan prácticamente en continua, y por ellose ha diseñado un fi ltro, cuyo objetivo fundamental esminimizar ruidos e interferencias acopladas (red industrialde 60 Hz y sus armónicos, transitorios de altas frecuencias,etc.). Sus especifi caciones son: fi ltro activo, paso bajo,segundo orden, estructura Sallen-Key, ganancia unitaria,aproximación de Butterworth, frecuencia de corte 3 Hzy con una atenuación de 40 dB por década, dando unarespuesta máximamente plana en la banda de paso.Este fi ltro analógico es colocado posterior a la etapa deamplifi cación, de forma tal que antecede al convertidoranalógico/digital previo al microcontrolador, minimizandolas interferencias y el ruido siempre presente en cualquiersistema de medición.
Conversión de datosEl convertidor analógico-digital (ADC) codifi ca una señal
analógica de entrada en una salida digital de un númerode bits predeterminado. La salida digital puede ser serie(comenzando por el bit más signifi cativo MSB o viceversa)o paralelo. En casi todas las aplicaciones se prefi ere laoperación paralela para una mayor velocidad y efi cienciaal manipular los datos, aunque suele aumentar el costodebido al cableado en la conexión.
Atendiendo a lo antes mencionado se seleccionóel conversor analógico-digital ADC0808 de TexasInstruments de aproximaciones sucesivas, el cual poseelas siguientes características: un error máximo de ± 0,75LSB, una resolución de 8 bits, un tiempo de conversión de100 µs para una señal de reloj de 640 kHz, pudiéndosevariar hasta 10 kHz para conversiones de variables lentas,conexión simple con microcontroladores (operaciónparalela), tensión de alimentación unipolar (0 a 5 V), etc.[13].
Unidad de procesamientoEstá basada principalmente en el empleo de un
microcontrolador AT89C51 (ATMEL) [14] que tiene porfunción controlar los procesos que se realizan, atendiendoa las funciones necesarias que debe cumplir el módulode la incubadora. El microcontrolador seleccionado es debajo consumo (CMOS) con resolución de 8 bits y 4 kbytesde memoria EPROM (Flash Programmable and ErasableRead Only Memory), y es compatible con el repertorio deinstrucciones y la disposición de terminales del estándarde la familia MCS-51. La fi gura 4 muestra un diagramacon las funciones básicas que atiende el microcontroladorseleccionado.
Fig. 4. Funciones del control de las entradas y salidas delmicrocontrolador
En el Puerto 0 se usaron las líneas P0.0 para la verifi cacióndel canal a través de tensiones preestablecidas, P0.2 seusó para ofrecer una alarma lumínica (encendido de unLED) en caso de que la memoria del microcontroladortuviera errores, los terminales del P0.3 al P0.7 seutilizaron para atención a un teclado matricial. Las líneasdel Puerto 1 del microcontrolador se emplearon paraconectar el conversor A/D 0808 con el procesador. AlPuerto 2 se conectaron las entradas del visualizador LCDpara el envío de la información.
En el Puerto 3, el terminal P3.1 se empleó para encendery apagar el calefactor. El fi n de conversión del conversorA/D fue conectado al terminal de interrupción externaP3.2, y para la manipulación de los bits de control delvisualizador LCD se utilizaron los terminales P0.1, P3.3 yP3.5. El terminal P3.4 se empleó para la generación de laseñal de reloj del conversor y el terminal P3.6 se empleaen el control del inicio de conversión. El terminal P3.7 fueempleado para manejar el multiplexor de cambio de lecturadel canal de adquisición de humedad y temperatura.Además, en la aplicación desarrollada se utiliza un cristalde cuarzo (12 MHz) para el oscilador interno y el RESETcon el encendido de la fuente.
Módulo de visualizaciónCon vistas a la visualización de la información del sistema
se seleccionó la pantalla gráfi ca LM044L (Hitachi), cuyasdimensiones y resolución (4 líneas de 20 caracteres)están acordes con el volumen de información a mostraren la interfaz diseñada durante las mediciones [15].
CalefactorPara regular la temperatura se utilizó como calefactor
un bombillo incandescente de 10 W (12 VCD), el cual semaneja a través del microcontrolador imponiendo unatensión de salida, que permite que un transistor bipolar depotencia, trabaje entre conducción y corte, encendiendo yapagando la fuente calefactora, lográndose la irradiaciónde calor durante el tiempo de conexión deseado.
Aseguramiento de programasCon la fi nalidad de garantizar el adecuado
funcionamiento del sistema, se ha implementado unprograma principal con funciones defi nidas y varias rutinasde IT (interrupción) asociadas a las funciones básicas deadquisición de los datos (control de conversión en el canalde medición y temporización de eventos). El programadesarrollado consta básicamente de dos secciones: etapa

Revista Cubana de Ingeniería. Vol. VI, No. 3, septiembre - diciembre, 2015, pp. 5 - 12, ISSN 2223 -1781
Carlos Rafael Duharte Rodríguez - Ibrain Ceballo Acosta - Carmen B. Busoch Morlán - Ángel Regueiro Gómez
9
de verifi cación-calibración y sección de medición devariables (temperatura y humedad). Primero se inicializanlas variables, registros de trabajo y los contadores(temporizadores), y se confi guran las interrupciones delmicrocontrolador (fi gura 5).
leídos. Luego se compara la temperatura y la humedad dereferencia (almacenada en memoria), con la temperaturay humedad leída respectivamente, y sí la comprobaciónes correcta, se muestra un mensaje de ‘Verifi cación OK’(fi gura 6a), sino se muestra un mensaje de ‘Error deVerifi cación’, lo cual le indica al usuario que el sistemanecesita un ajuste técnico por personal especializado enel mantenimiento del mismo.
Para introducir las variables de referencias a la que sequieren trabajar, se accionan las teclas ‘INTRO TEMP’ sies temperatura e ‘INTRO HUM’ si es la humedad, y endependencia del valor que se quiera regular, se incrementao disminuye la variable seleccionada oprimiendo las teclas‘ADDITION’ o ‘DECREASE’ respectivamente.
Si se oprime la tecla ‘START’ se habilita la interrupcióndel Timer 0 que se encarga de manejar el inicio deconversión del ADC0808, el cual se da cada un segundoguardando y actualizando la variable medida alternandoentre los dos canales (temperatura y humedad) yademás, genera una señal de reloj (10 kHz) para eltrabajo sincrónico del conversor. La interrupción externaINT0 atiende la solicitud de fi n de conversión desde elconversor, la cual se confi gura por frente de caída. En esteservicio de interrupción se llama a la rutina que conviertede BINARIO a BCD para poder escribir adecuadamente elvalor en el visualizador LCD, y se transfi ere la informaciónpor el puerto correspondiente hacia el LCD (fi gura 6b). Sila tecla oprimida es ‘STOP’, entonces se reinicia (reset) elprograma (software), comenzándose nuevamente por laverifi cación del sistema.
A continuación se da paso a la verifi cación de losdiferentes bloques del sistema. Se inicia la comprobaciónde la memoria RAM interna del microcontrolador conla ejecución del algoritmo de doble escritura/lecturade localizaciones (datos de verifi cación: AAh y 55h). Síla verifi cación es satisfactoria (se lee lo mismo que seescribe en doble pasada), se da una alarma lumínica paraindicar el éxito de la operación (se apaga el LED indicador,el cual va a estar encendido durante toda la verifi cacióndel sistema).
Posteriormente se comienza la verifi cación-calibracióndel canal, leyendo las tensiones de referenciassuministradas en la entrada de los canales asociados atemperatura y humedad respectivamente con ayuda delaccionamiento del multiplexor mediante el terminal P3.7del microcontrolador. Después se da el inicio de conversióny se confi gura el visualizador LCD para mostrar los valores
Fig. 5. Diagrama de fl ujo de la aplicación desarrollada Fig. 6. Visualización en el LCD de los resultadosa) Representación de verifi cación exitosa del sistemab) Visualización de resultados medidos (a la izquierda semuestra la referencia y a la derecha el valor real de la medición).
(a) (b)
RESULTADOS Y DISCUSIÓNA nivel de laboratorio se desarrolló el montaje físico
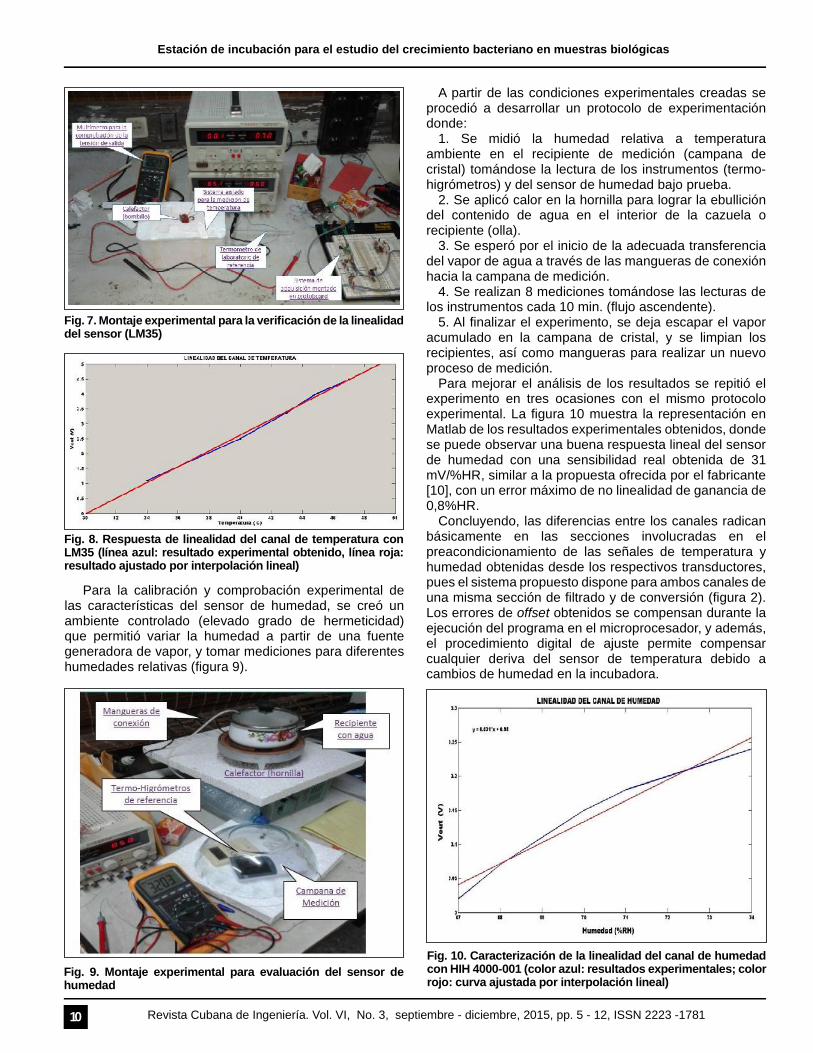
para la verifi cación de las características de linealidad delos canales desarrollados. Para el canal de temperatura(fi gura 7), se hizo la validación linealidad midiéndose adiferentes temperaturas conocidas a través del controlde la tensión de alimentación a un bombillo empleadocomo fuente de calor, el cual estuvo colocado en elinterior de una caja hermetizada, comprobándose estastemperaturas con un termómetro de mercurio (termómetrocalibrado) empleado como referencia.
Para esta verifi cación se hicieron varias mediciones, lascuales se promediaron obteniéndose la curva de linealidadcomo se muestra en la fi gura 8, donde se aprecia un errormáximo de no linealidad de ganancia de 0,25°C.
Estación de incubación para el estudio del crecimiento bacteriano en muestras biológicas
Revista Cubana de Ingeniería. Vol. VI, No. 3, septiembre - diciembre, 2015, pp. 5 - 12, ISSN 2223 -178110
Para la calibración y comprobación experimental delas características del sensor de humedad, se creó unambiente controlado (elevado grado de hermeticidad)que permitió variar la humedad a partir de una fuentegeneradora de vapor, y tomar mediciones para diferenteshumedades relativas (fi gura 9).
A partir de las condiciones experimentales creadas seprocedió a desarrollar un protocolo de experimentacióndonde:
1. Se midió la humedad relativa a temperaturaambiente en el recipiente de medición (campana decristal) tomándose la lectura de los instrumentos (termo-higrómetros) y del sensor de humedad bajo prueba.
2. Se aplicó calor en la hornilla para lograr la ebullicióndel contenido de agua en el interior de la cazuela orecipiente (olla).
3. Se esperó por el inicio de la adecuada transferenciadel vapor de agua a través de las mangueras de conexiónhacia la campana de medición.
4. Se realizan 8 mediciones tomándose las lecturas delos instrumentos cada 10 min. (fl ujo ascendente).
5. Al fi nalizar el experimento, se deja escapar el vaporacumulado en la campana de cristal, y se limpian losrecipientes, así como mangueras para realizar un nuevoproceso de medición.
Para mejorar el análisis de los resultados se repitió elexperimento en tres ocasiones con el mismo protocoloexperimental. La fi gura 10 muestra la representación enMatlab de los resultados experimentales obtenidos, dondese puede observar una buena respuesta lineal del sensorde humedad con una sensibilidad real obtenida de 31mV/%HR, similar a la propuesta ofrecida por el fabricante[10], con un error máximo de no linealidad de ganancia de0,8%HR.
Concluyendo, las diferencias entre los canales radicanbásicamente en las secciones involucradas en elpreacondicionamiento de las señales de temperatura yhumedad obtenidas desde los respectivos transductores,pues el sistema propuesto dispone para ambos canales deuna misma sección de fi ltrado y de conversión (fi gura 2).Los errores de offset obtenidos se compensan durante laejecución del programa en el microprocesador, y además,el procedimiento digital de ajuste permite compensarcualquier deriva del sensor de temperatura debido acambios de humedad en la incubadora.
Fig. 7. Montaje experimental para la verifi cación de la linealidaddel sensor (LM35)
Fig. 8. Respuesta de linealidad del canal de temperatura conLM35 (línea azul: resultado experimental obtenido, línea roja:resultado ajustado por interpolación lineal)
Fig. 9. Montaje experimental para evaluación del sensor dehumedad
Fig. 10. Caracterización de la linealidad del canal de humedadcon HIH 4000-001 (color azul: resultados experimentales; colorrojo: curva ajustada por interpolación lineal)

Revista Cubana de Ingeniería. Vol. VI, No. 3, septiembre - diciembre, 2015, pp. 5 - 12, ISSN 2223 -1781
Carlos Rafael Duharte Rodríguez - Ibrain Ceballo Acosta - Carmen B. Busoch Morlán - Ángel Regueiro Gómez
11
Diseño mecánico del sistemaLa fi gura 12 muestra el desarrollo del diseño mecánico
del sistema de incubación para apoyar el trabajoinvestigativo a nivel de laboratorio, donde se aprecian lasdiferentes secciones que componen la unidad: chasis dealuminio, cubierta aislante, portamuestra, etc.
En el diseño mecánico se ha considerado el grosor delmetal de modo que se permita minimizar la penetración decampo electromagnético con este tipo de blindaje simple.
desempeño del sistema durante la caracterización delcrecimiento bacteriano en las muestras biológicas bajoestudio.
La propuesta desarrollada permite un ahorro en elproceso de investigación al disponerse de una herramientapara el control de las variables temperatura y humedad,las cuales pueden limitar el desarrollo de experimentosen los estudios del crecimiento de bacterias patógenasen muestras biológicas tanto clínicas (orina, sangre, etc.)como industriales (leche, derivados, etc.).
El empleo de un microcontrolador en la unidad de controldel sistema, permite introducir nuevas prestaciones a partirde cambios en el programa de trabajo, lo cual minimiza eltiempo de la puesta a punto ante nuevos requerimientosdel diseño durante el desarrollo de la investigación.
REFERENCIAS1. RAMÍREZ-FRÓMETA, N. et al, “Espectroscopía de
impedancia electroquímica, herramienta efi caz parael Diagnóstico Rápido Microbiológico”, BiotecnologíaAplicada, CNIC, 2010, vol 26, núm. 1, pp. 65-71, Cuba.ISSN: 1027-2852.
2. RIVERÓN-RODRÍGUEZ, E. et al. “Estación detrabajo para el estudio de la cinética de crecimientode Escherichia coli mediante el método de turbidez”,Rev. CENIC Ciencias Biológicas. Cuba. 2012.vol. 43, núm. 2. Disponible en web: www.redalyc.org/pdf/1812/181223782002.pdf. [consultada julio 2014].ISSN: 0253-5688.
3. SALMAN, ADIL, M. A; HAMAD IMAN, M. “Enumerationand identifi cation of Coliform bacteria from raw milk inKhartoum State, Sudan, Journal of Cell and AnimalBiology, vol. 5(7), pp. 121-128, July 2011. ISSN 1996-0867,Disponible en web: shttp://www.academicjournals.org/JCAB. [consultada julio 2014].
4. RUIZ, A. K. et al. “Prevalencia de mastitis bovinasubclínica y microorganismos asociados: comparaciónentre ordeño manual y mecánico en Pernambuco,Brasil”. Rev. Salud Animal. 2011, vol. 33, núm. 1,pp. 57-64. ISSN: 0253-570X.
5. TOGAWA, T. et al. “Biomedical Transducers andInstrumentation”. Chapter 5, USA, CRC-Press, 2007,pp. 221-260. ISBN-13: 978-1420090789.
6. GROSSI, M. et al. “An embedded portable biosensorsystem for bacterial concentration detection”.Biosensors and Bioelectronics, ELSIERVER. 2010,vol 26, pp. 983-990 ISSN: 0956-5663.
7. National Semiconductors, “LM35 Precision CentigradeTemperature Sensor”. D. tasheet. 1999, USA,pp.1-13, web: http://www.alldatasheet.es/datasheet-pdf/pdf/8866/NSC/LM35.html. [consultada julio 2014].
8. WILSON, J. “Sensor Technology Handbook”.Ch.12. Ed. NewNes. UK, 2005, pp. 271-284. ISBN:9780750677295.
9. ROVETI, D. K. Choosing a Humidity Sensor: AReview of Three Technologies. 2001. Disponible enweb: http://www.sensorsmag.com/sensors/humidity-moisture/choosing-a-humidity-sensor-a-review-three-technologies-840 [consultada julio 2014].
Fig. 11. Respuesta del fi ltro. (Gráfi co superior: resultadosde simulación (Proteus 7.6), Gráfi co inferior: resultadosexperimentales (Matlab 2010)
Resultados de la etapa de fi ltradoLa fi gura 11 muestra la respuesta de frecuencia del fi ltro
en el canal de medición, apreciándose que la frecuenciade corte es aproximadamente de 3,66 Hz, lo cual cumplecon la propuesta deseada en el diseño.
Desde el punto de vista experimental se apreciauna leve desviación de la frecuencia de corte debidofundamentalmente a las limitaciones de la medición enbajas frecuencias (1-3 Hz) y a los errores debido a lastolerancias de las resistencias y los capacitores empleados(5 % y 20 % respectivamente).
Fig. 12. Diferentes vistas del diseño mecánico del prototipo deincubadora de laboratorio
CONCLUSIONESEl sistema propuesto para el control de las variables
temperatura y humedad para una incubadoramicrobiológica de laboratorio, permite apoyar el estudioe investigación de las diferentes fases de crecimientode microorganismos patógenos a un costo razonable. Eldiseño propuesto muestra adecuadas características delinealidad y ancho de banda, que garantizan un adecuado

Estación de incubación para el estudio del crecimiento bacteriano en muestras biológicas
Revista Cubana de Ingeniería. Vol. VI, No. 3, septiembre - diciembre, 2015, pp. 5 - 12, ISSN 2223 -178112
10. Honeywell. “HIH-4000 Series Datasheet”, Datasheet,Disponible en web: http://www.astro.uni-wuerzburg. de/wikineu/images/9/9a/HumiditySensorSpecifications.pdf. [consultada julio 2014].
11. NORTHROP R. B. Analysis and application of analogelectronic circuits to Biomedical Instrumentation, CRC-Press, USA: CRS-Pross, 2004.ISBN 978-1-4398-6669-6.
12. PRUTCHI, D.; MORRIS, M. Design and Developmentof Medical Electronic Instrumentation. USA:Ed. Wiley-Interscience, 2005, pp. 205-249. ISBN-13:978-0471676232.
13. Texas Instruments. “Datasheet ADC0808M CMOSAnalog-to-Digital converter with 8 channel multiplexer”.Datasheet USA, 1998. Disponible en web: http://html.alldatasheet.es/html-pdf/155397/TI/ADC0808/24/1/ADC0808.html [consultado julio 2014].
14. ATMEL. “8 bit Microcontroller AT89C51”, Datasheet,2000. Disponible en web: http://www.atmel.com/images/doc0265.pdf [consultada julio 2014].
15.LUMEX. LCD General Information. Canada,pp. 261-274, 2004. Disponible en web: https://www.embeddedarm.com/documentation/third-party/lcd-led-manual.pdf [consultado julio 2014].
AUTORESCarlos Rafael Duharte RodríguezIngeniero Biomédico, Instructor, Centro de Estudio deBioingeniería (CEBIO), Facultad de Ingeniería Eléctrica,Instituto Superior Politécnico José Antonio Echeverría,Cujae, La Habana, Cuba
Ibrain Ceballos AcostaIngeniero Biomédico, Centro Nacional de Electromedicina(CNE), Ministerio de Salud Pública, La Habana, Cuba
Carmen Busoch MorlánIngeniera en Control Automático, Máster en Automática,Profesora Auxiliar, Departamento de Automática yComputación, Facultad de Ingeniería Eléctrica, InstitutoSuperior Politécnico José Antonio Echeverría, Cujae,La Habana, Cuba
Ángel Regueiro GómezIngeniero Electrónico, Doctor Ingeniero Electrónico,Profesor Titular, Departamento de Bioingeniería (CEBIO).Facultad de Ingeniería Eléctrica, Instituto SuperiorPolitécnico José Antonio Echeverría, Cujae, La Habana,Cuba
Incubation Station for the Bacterial Growth Studyin Biological Samples
AbstractThis work shows the designing and characterization of a prototype of laboratory incubator as support of Microbiologyresearch, in particular for the research of the bacterial growth in biological samples through optic methods (Turbidimetry)and electrometric measurements of bioimpedance. It shows the results of simulation and experimentation of the designproposed for the canals of measurement of the variables: temperature and humidity, with a high linearity from the ade-quate selection of the corresponding sensors and the analogue components of every canal, controlled with help of amicrocontroller AT89C51 (ATMEL) with adequate benefi ts for this type of application.
Key words: microbiology, bacterial growth, incubation station

Vol. VI, No. 3, septiembre - diciembre, 2015, pp. 13-21
Revista Cubana de Ingeniería. Vol. VI, No. 3, septiembre - diciembre , 2015, pp. 13 - 21, ISSN 2223 -1781
ENSEÑANZA DE LA INGENIERÍA
Simulador para la enseñanzainteractiva del riesgo de cambioclimático
Antonio Torres Vallecorreo electrónico: [email protected] Superior de Tecnologías y Ciencias Aplicadas (InSTEC), La Habana, Cuba
Erich Martínez Martíncorreo electrónico: [email protected] Superior de Tecnologías y Ciencias Aplicadas (InSTEC), La Habana, Cuba.
ResumenEl uso de simuladores constituye una buena práctica para la enseñanza o entrenamiento en la operaciónde procesos complejos. Este es el caso del cambio climático, el que tiene asociado múltiples fenómenosque no pueden ser reproducidos como prácticas aisladas de laboratorio. Los propios expertos del PanelIntergubernamental para el Cambio Climático (IPCC) han sugerido indicadores cualitativos para medir loscomponentes de este riesgo (peligro, vulnerabilidad y exposición) y, aún así, su complejidad es notable por lamulti, inter y transdisciplinariedad de los conocimientos necesarios para su evaluación. Uno de los retos másimportantes de la enseñanza de estos temas es la multiplicidad de combinaciones que pueden ocurrir porla variedad de entradas de los factores tributarios al riesgo en cada zona del mundo estudiada. Por ello, lapresentación de un sistema matricial interdependiente que correlaciona las variables globales y regionales,relativas al riesgo del cambio climático y un sistema recursivo para su evaluación, constituyen las bases delsimulador propuesto en este documento. El mismo ha sido probado con escenarios globales y regionales,los cuales se han incorporado al código informático desarrollado para la preparación de ejercicios didácticospreelaborados y como recomendación para la implementación de nuevos casos de estudio.
Palabras claves: cambio climático, mitigación, riesgo, variabilidad, vulnerabilidad
Recibido: 29 de enero de 2015 Aprobado: 26 de junio de 2015
Artículo Original
INTRODUCCIÓNEl uso de simuladores para la enseñanza o para el
entrenamiento en la operación de procesos complejos esuna modalidad común en las prácticas docentes [1].
En muchos casos, las posibilidades de un simuladorgarantizan el desarrollo de capacidades cognitivas yoperativas sin incurrir en errores peligrosos, que pudieranderivarse del entrenamiento sobre objetivos reales, enel caso en que los mismos tuviesen implícitos riesgosoperacionales. Estos son los casos de los simuladores de
operación de plantas nucleares, vuelos aéreos, manejo desubmarinos, etc. [2].
De manera general, los simuladores ayudan alaprendizaje de los estudiantes de forma interactiva ymotivadora, recurriendo al enfoque basado en problemasde la enseñanza, lo que propicia la independencia de losfuturos profesionales en la toma de decisiones.
En el año 2009 Google Earth, como parte de unacampaña para generar conciencia sobre el cambioclimático (CC), se lanzó al desarrollo de un simulador

Simulador para la enseñanza interactiva del riesgo de cambio climático
Revista Cubana de Ingeniería. Vol. VI, No. 3, septiembre - diciembre, 2015, pp. 13 - 21, ISSN 2223 -178114
sobre el fenómeno (XV Conferencia de las partes sobreCC, Copenhague, Dinamarca, 2009) mediante el cualse mostraba el intervalo de temperaturas previstas ylos cambios de precipitación en diferentes escenariosdel mundo, según se trataba de lugares que producenemisiones altas o bajas de gases de efecto invernadero(GEI). De esta manera, eran ejemplifi cadas a través deimágenes las consecuencias de las transformacionesque se podrían producir en el planeta durante este siglo.En el 2007 también se habían realizado esfuerzos enel desarrollo de un simulador para subida del nivel delmar. Ambas herramientas trabajan sobre escenarios yacreados y para su empleo se cambian las entradas de losparámetros temperatura o nivel del mar, según solicitudesdel usuario.
De esta forma, constituye objeto de esta investigaciónla enseñanza del riesgo relacionado con el cambioclimático, siendo el problema científi co, la insufi cienciade los códigos informáticos actualmente disponibles parapropiciar el empleo de las TICs en la enseñanza de lostemas del riesgo relacionados con el cambio climático.Este problema se encuentra vinculado con la carenciade integralidad de las herramientas disponibles paraagrupar e interrelacionar las múltiples variables (de origennatural y/o antrópico) participantes en el fenómeno, asícomo la insufi ciencia de conectividad que caracteriza anuestras redes de comunicación para utilizar sistemasdependientes de la internet. Como hipótesis de estainvestigación se propone que el empleo de un sistemamatricial interdependiente que correlacione las variablesrelativas al riesgo del cambio climático (variabilidad naturaly de origen antrópico, peligros, vulnerabilidad, adaptación,mitigación) con un enfoque cualitativo, permitirá el ensayode múltiples situaciones relacionadas con los valores dedichas variables, lo que propiciará el aprendizaje de estatemática de manera interactiva y motivadora.
El objetivo fundamental de la investigación resumidaen este documento, es disponer de un sistema interactivopara la enseñanza-aprendizaje del cambio climático,que refl eje de manera realista, aunque no integral (yaque ello no es posible, considerando la complejidadde los conocimientos), las interacciones entre loselementos participantes en el cambio climático, ya seannaturales (precursores naturales globales y regionales,vulnerabilidades naturales de los sistemas) o humanos(cambio de origen antrópico, vulnerabilidades inducidaspor el hombre), así como las medidas correspondientesde gestión para cada caso (mitigación de fuentes yemisiones de gases de efecto invernadero y adaptaciónpara compensar vulnerabilidades).
MATERIALES Y MÉTODOSEl entorno de desarrollo de la herramienta parte de
un enfoque sistémico, o sea, el mismo se basa en lainterrelación de múltiples elementos (variables globales,precursores regionales, vulnerabilidades, accionesde adaptación y mitigación), cuyos estados tributan alcomportamiento del sistema.
Dado el importante aparato conceptual que se utiliza enel desarrollo de la teoría de cambio climático, es necesariotambién defi nir estos aspectos:
•Variables globales:Son cambios globales relacionadoscon la variabilidad climática. Entre los cambios globales, elefecto más destacable es el incremento de la temperaturadel planeta. Este se debe a varias contribuciones: lavariabilidad natural del clima, el incremento del contenidode CO2 u otros gases de efecto invernadero en la atmósferacon origen antrópico y natural, o los eventos extremoscomo caídas de meteoritos, erupciones volcánicas, etc.
• Precursores o peligros regionales: Eventos localesque representan situaciones de peligro para comunidadeso regiones determinadas que se encuentran bajo su áreade infl uencia. Ejemplo de estos son las sequías, las altastemperaturas, las temperaturas extremas, los ciclonesy deshielos, entre otros. Las investigaciones realizadassobre cambio climático demuestran que estos eventosestán potenciados con el mismo.
• Vulnerabilidad: Es la debilidad de algún sistemanatural o humano que lo hace más proclive al dañoante la ocurrencia de algunos peligros. Por ejemplo,las comunidades ubicadas en costas bajas serán másvulnerables ante el ascenso del nivel del mar o las mareasde tormenta debidas a eventos climatológicos extremoscomo los ciclones.
• Acciones de adaptación: Son las acciones realizadaspor el hombre para disminuir las vulnerabilidades de lossistemas o aprovechar los benefi cios que puedan derivarsede los impactos del cambio climático. Ejemplo de accionesde adaptación son la reubicación de comunidades y el usode los mares polares, en los que se prevé la aparición derutas navegables ante el crecimiento de la temperaturaglobal.
• Acciones de mitigación: Son las acciones realizadaspor el hombre para disminuir la emisión de gases de efectoinvernadero o contribuir a su captura. Algunos ejemplosde acciones de mitigación son la migración hacia formasde generación de energía basadas en fuentes renovables(limitación de emisión), así como la repoblación boscosade zonas desforestadas (captura de gases de efectoinvernadero).
El aparato conceptual sobre cambio climático mostradoen este documento es solo ilustrativo y está enfocadoa soportar los fundamentos del desarrollo del sistemainformático propuesto. Las defi niciones explícitas delos aspectos enumerados pueden ser apreciadas enlos correspondientes documentos del IPCC u otrasbibliografías derivadas [3].
Como materiales para esta investigación se han tomadodos grandes escenarios esenciales:
- Escenario global: Descrito por el IPCC [4], dondese exponen los riesgos claves relacionados con “las5 razones para preocuparse”, que fundamentan el efectosobre determinadas zonas del planeta u otros sistemasamenazados.
- Escenario regional: Descrito para el caso específi code Cuba contenido en la Segunda Comunicación Nacional

Revista Cubana de Ingeniería. Vol. VI, No. 3, septiembre - diciembre, 2015, pp. 13 - 21, ISSN 2223 -1781
Antonio Torres Valle - Erich Martínez Martín
15
[5], resultado del efecto del escenario global para el casode islas y con las particularidades climáticas relacionadascon nuestra localización geográfi ca.
La idea básica en que se fundamenta el diseño delsimulador interactivo planteado es su enfoque sistémico apartir del cual, cualquier zona del mundo (llámese sistemaX), puede ser representada esquemáticamente como seaprecia en la fi gura 1.
Fig. 1. Representación de sistema genérico
SISTEMA X
PRE1
GLOBAL
MITVUL1-ADA1
LEYENDA:PRECURSOR GLOBAL - GLOBALPRECURSOR REGIONAL - PRE1VULNERABILIDAD -VUL1ADAPTACIÓN -ADA1MITIGACIÓN -MIT
LOSESTADOS DE LOSCONTRIBUYENTESPUEDEN CONDUCIR ALSISTEMA A DIFERENTESESTADOS
El estado indisponible de cada contribuyente puedellevar al sistema X a diferentes estados, según sea suaporte. Cuando las contribuciones se respaldan entre sí,por ejemplo, si los contribuyentes son redundantes, elestado del sistema puede llegar a riesgos medios o bajosde quedar redundancias disponibles. Un caso claro deredundancias ocurre cuando la adaptación respalda a lavulnerabilidad, o sea, de ser exitosa la adaptación, el fallo(manifestación) de la vulnerabilidad queda compensado.
Otra cuestión es que la vulnerabilidad se pone demanifi esto ante la ocurrencia del precursor (PRE1). Enun caso sencillo, el precursor es el disparador y dadoque la manifestación de la vulnerabilidad (VUL1) seevidencia ante la ocurrencia del mismo, entonces estosdeben simultanearse para que ocurra un daño al sistema.Además, también deberá concurrir en la situación, el fallode la adaptación (ADA1) correspondiente. Todo ello serepresenta de la siguiente forma:
Daño = PRE1 · VUL1 · ADA1 (1)
Adicionalmente, en un caso como el estudiado, losprecursores regionales (PRE) están acelerados porlas variables globales (GLOBAL). Ello signifi ca que elprecursor será más peligroso cuando esté promovidopor infl uencias globales. Finalmente, para algunos delos precursores globales, también existen medidas demitigación (MIT), las que de tener éxito, frenan el desarrollode los precursores globales.De esta forma, la expresiónfi nal del daño del sistema para un precursor vendrá dadapor:
Daño= PRE1 · GLOBAL · MIT · VUL1 · ADA1 (2)
Un ejemplo real de esta expresión aplica para el casode una isla con costas bajas. Para este caso, el precursorPRE1 puede ser el nivel del mar, el precursor GLOBALserá el calentamiento global de origen antrópico, laposible mitigación MIT1 estará dada por el éxito de lasacciones de disminución de producción de energía a basede combustibles fósiles, la vulnerabilidad VUL1 estaráasociada al hecho de tratarse de una isla con costas bajas,mientras que la adaptación ADA1 estará relacionada conel traslado de las comunidades costeras tierra adentro, eldespliegue de barreras, el rellenado de la costa, etc.
Si el daño estuviese representado por diferentescombinaciones de precursor (PREi), vulnerabilidad (VULi)y adaptación (ADAi), se está en presencia de un casomás real, que se acerca a los sistemas comprendidosen el escenario mundial. La representación de todaslas combinaciones anteriores (PREi, VULi, ADAi) en surelación con los componentes globales (GLOBAL, MIT)constituye el fundamento de la matriz de dependencias.De esta forma, el daño del sistema X es:
(3)
Una representación en forma de matriz de dependenciasde la situación ilustrada para el sistema X puede apreciarseen las tablas ubicadas a la derecha en la fi gura 2.
La califi cación del daño no es otra cosa que unaevaluación del riesgo (R), o sea, el producto de peligro (P)por la vulnerabilidad (V) {R = P x V}, en la cual, en su casomás complejo, el término P está asociado a los factoresGLOBAL, MIT y PRE, mientras que la V está relacionadacon los restantes factores VUL y ADA.
La valoración del riesgo se realiza utilizando las reglascontenidas en la tabla 1.
Leyenda:Peligro: PC- Prácticamente cierto, MP- Muy probable, P-probable, PI- Tan probable como improbable,I- Improbable, MI – Muy improbable, SI- Sumamente improbable.Vulnerabilidad y Riesgo: E- Evidente, MA- Muy alto, A-Alto,M-Medio, B-Bajo, MB- Muy bajo, I – Insignifi cante

Simulador para la enseñanza interactiva del riesgo de cambio climático
Revista Cubana de Ingeniería. Vol. VI, No. 3, septiembre - diciembre, 2015, pp. 13 - 21, ISSN 2223 -178116
Dado que la evaluación se repite a diferentes niveles delsistema (elementos, subsistemas y sistema), el resultadoobtenido en cada uno, deberá arrastrarse hacia nivelesjerárquicamente superiores y hasta aquel que caracterizaal fallo del sistema objeto de análisis. Para ello se utilizaun algoritmo recursivo descrito en [6].
Un ejemplo genérico de uso del algoritmo mencionadopara la evaluación del riesgo en el sistema X, para varioscasos de entrada de elementos afectados se muestra enla fi gura 2.
El carácter *, que acompaña a varios componentes, seutiliza para diferenciar los peligros globales y regionales delresto de los contribuyentes. En el caso 1, sombreada en
marrón, se muestra la afectación de la variable GLOBAL,dando como resultado, tras el arrastre de dependencias,que el sistema SISTEMA-X está en un nivel de riesgoMUY BAJO. En el segundo caso (caso 2), a la situaciónoriginal se suma la ocurrencia del precursor regional PRE1.El arrastre de dependencias ocasiona que el SISTEMA-Xquede en estado de riesgo MEDIO. Finalmente, en elcaso 3, se suma al caso 2 el fallo o manifestación de lavulnerabilidad VUL1, por lo que el SISTEMA-X quedaráen nivel de riesgo MUY ALTO. Como se observa, se utilizael código de colores, correspondiente con la tabla 1, pararepresentar los diferentes estados que alcanzan los niveles(fi las) de las matrices ubicadas a la derecha de la fi gura.
Riesgomuy bajo
Riesgomedio
Riesgomuy alto
Fig. 2. Evaluación de riesgodel sistema X según diferentesvalores de contribuyentes

Revista Cubana de Ingeniería. Vol. VI, No. 3, septiembre - diciembre, 2015, pp. 13 - 21, ISSN 2223 -1781
Antonio Torres Valle - Erich Martínez Martín
17
RESULTADOS Y DISCUSIÓNTeniendo en cuenta la relativa complejidad del diseño
de los escenarios climáticos, el simulador propone doscasos básicos, los que constituyen a su vez punto departida para la enseñanza y el desarrollo de otrosejemplos.
Como se expresó, los dos casos básicos modeladosson un escenario global, que incluye los riesgos clavesenunciados por el IPCC [4] y un escenario regional,que contiene los impactos para Cuba declarados por laSegunda Comunicación Nacional (SCN) [5].
La base de cualquier escenario para el Simuladorpuede obtenerse de la combinación de una matrizde dependencias (fi gura 3 o interrelaciones entrevariables globales, precursores regionales básicos ycombinaciones vulnerabilidad-adaptación) y una matrizde sistemas (límites-patrones del análisis).
Los elementos integrantes de la matriz se codifi canutilizando códigos alfanuméricos familiares que permitansu fácil identifi cación. Los elementos redundantesse destacan en fondo azul. De manera similar, loscriterios de fallos e identifi caciones de sistemas utilizancombinaciones de caracteres que hagan fácil suidentifi cación. La matriz de dependencias permite lamodelación de infi nitas combinaciones de precursores yvulnerabilidades-adaptaciones.
Cualquier combinación regional de precursores,vulnerabilidades y adaptación es un juego de datosredundante (por ejemplo, fi la 20 de fi gura 3).
Para utilizar el Simulador, una vez defi nidas lasmatrices de dependencias y de criterios de sistemas,debe establecerse una combinación de elementos departida. Dichos elementos adquieren su valor propio,es decir, se hacen evidentes en su ocurrencia cuandoson establecidos por el usuario de la herramienta. Laaparición del elemento en la lista de partida ha sidomodelada como la evidencia de la peor situación parael mismo, o sea, para los precursores su ocurrencia ypara las vulnerabilidades, acciones de adaptación ymitigación, su fallo. En el estado inicial de la matriz (osea, para sus valores por defecto) los precursores no hanocurrido, las vulnerabilidades no se han manifestado ylas acciones de adaptación y mitigación han tenido éxito.
Los precursores adquieren extrema severidad cuandose combinan con una variable global. Por si solos, o sea,por su valor propio o evidencia de ocurrencia, aparecencomo improbables (lo mismo ocurre cuando no tienen valorpropio y solo se ven afectados por una variable global).De manera similar, las combinaciones vulnerabilidad –adaptación adquieren su peor valor cuando se vinculala manifestación de la vulnerabilidad con el fallo de laadaptación. Las restantes combinaciones de las mismasson consideradas degradaciones.
La matriz de dependencias es una base deconocimientos que permite representar los peligros másimportantes asociados a cada región, así como susposibles vulnerabilidades y adaptaciones.
Para todas las vulnerabilidades, representadasen la leyenda, y aplicadas a las regiones estánprevistas acciones de adaptación. Las parejas decuadros representadas en los mapas corresponden,respectivamente, a la vulnerabilidad (lado izquierdo) yadaptación (lado derecho).
Las variables globales (variabilidad natural, variabilidadde origen antrópico, eventos extremos) y de precursoresregionales básicos (ver como ejemplo, la base de lafi gura 4) que aparecen modeladas en la leyenda son losvalores de partida asignados por el usuario o atribuidospor defecto. Las opciones de mitigación tambiénaparecen con sus valores básicos.
En los ejemplos modelados el único precursor globalque tiene acciones de compensación es ANTRÓPICO, elque representa el origen antropogénico del calentamientoglobal. Para el mismo se ha defi nido la posibilidad deMITIGACIÓN como posibilidad de atenuación.
Los precursores regionales aplicados (ver zonasen el mapa) son la combinación de variables globalesy precursores regionales básicos, o sea, dado que setrata de precursores con origen climático, estos seafectan por sus características propias (dependientes,por ejemplo, de la zona donde ocurren) y por los aportesde las variables globales. De esta forma, un precursorregional, con valor propio, por ejemplo: CICLÓN, puedeser, a nivel regional, EVIDENTE si coincide con algunavariable global (VARIABILIDAD NATURAL o de ORIGENANTRÓPICO), o PROBABLE si no coincide con ella.Las variables globales por si solas pueden potenciara IMPROBABLE a todos los precursores regionalesaplicados, aún cuando estos no tengan valores propios.Las vulnerabilidades y acciones de adaptación sonregionales.
Ilustración de casos de estudioPara ilustrar las capacidades del simulador, se
ha tomado un caso de estudio para el escenariomundial. Obsérvese la conjugación de un precursor(HURACÁN), una variable de calentamiento global deorigen antropogénico para el presente (GRADO-PRES)(mezclado con fallo de su mitigación ENERGÍA) y unasituación combinada de vulnerabilidad-adaptaciónincumplida (vulnerabilidad por inundación FLOOD-STRESS con inadecuada adaptación FLOOD-MANAGE).Los elementos que participan en la combinación departida aparecen destacados (sombreados en negro) enlas correspondientes celdas de la matriz (fi gura 3).
La combinación del precursor climático HURACÁN (fi la90) con su variable global ANTRÓPICO-MITIGA (fi la 95),completa el estado MUY PROBABLE para el acople ciclón(fi la 79). Este tributa directamente a COMBI6 (fi la 24) queincluye varios escenarios vinculados a similares impactosde inundación. En la fi la 116 aparece desarrollada lavulnerabilidad ante inundaciones (FLOOD-STRESS),mientras que en la fi la 117 aparecen las medidas deadaptación (FLOOD-MANAGE). El resultado EVIDENTEde su combinación se representa en la fi la 115 (FLOOD-URBAN).

Simulador para la enseñanza interactiva del riesgo de cambio climático
Revista Cubana de Ingeniería. Vol. VI, No. 3, septiembre - diciembre, 2015, pp. 13 - 21, ISSN 2223 -178118
En la fi la 20 (ASIA1) se combinan el precursor MUYPROBABLE de la fi la 24 (COMBI6) con la vulnerabilidad-adaptación de la fi la 114 (FLOOD-URBAN), resultandoel riesgo MUY ALTO para dicho escenario en una zonade Asia. La fi la 20 se conecta con la 19 (ASIA) queengloba todos los escenarios modelados para Asia.Esta, a su vez, se conecta con la fi la 1 que representa almundo (MUNDO), con todas sus zonas caracterizadas.Los sistemas (en este caso ilustrados solo a través delcaso de ASIA) aportan un clima mundial con riesgo MUYALTO.
La corrida se puede apreciar gráfi camente en el mapamostrado en la fi gura 4, donde se resalta la situación deriesgo MUY ALTO para Asia (lo que califi ca la situaciónpara el clima global). Las parejas de cuadros marronesrepresentan las zonas del globo afectadas por lascombinaciones de vulnerabilidad adaptación para elfenómeno inundación en zonas urbanas. Los cuadrosamarillos en el mapa representan, además de losestados de las zonas o sistemas del globo evaluadas,la probabilidad asociada a los precursores climáticos,que son califi cados así por el efecto de las variablesglobales. Respecto a estas últimas, el origen antrópicodel calentamiento, y ello unido a una mitigación conproblemas (por la gestión inadecuada de la energía
Fig. 3. Representación de la afectación en la matriz de dependencia
-cuadro marrón, ver pequeño cajetín inferior derecho)culminan con una califi cación PROBABLE-IMPROBABLE(ver cajetín pequeño inferior izquierdo con cuadroamarillo tras las palabras origen antrópico + mitigación).El único precursor climático manifi esto en este caso esel de huracanes, representado por el cuadro marrón delcuadro inferior izquierdo.
A modo ilustrativo, se ha modelado un escenarioregional, en este caso el de Cuba (fi gura 5). A diferenciadel escenario global, las combinaciones vulnerabilidad–adaptación, para los diferentes efectos, se encuentrandispuestas en la base del mapa (cajetín inferiorderecho). También las opciones de mitigación han sidomás desarrolladas que en el caso global, basado en ladisponibilidad de la información de partida (cajetín inferiorcentral). De manera similar, las variables regionales oprecursores climáticos, tienen similar disposición quepara el mapa global (cajetín inferior izquierdo).
A su vez, los factores utilizados para valorar el escenariohan quedado dispuestos en el lado superior derecho delmapa. Ello es equivalente a las zonas evaluadas en elmapa global (regiones o sistemas mundiales). Estosfactores son los que se miden para diagnosticar el estadofi nal de riesgo climático asociado al escenario evaluado,tomándose para la califi cación del escenario regional, lapeor de las califi caciones obtenidas por los factores.

Revista Cubana de Ingeniería. Vol. VI, No. 3, septiembre - diciembre, 2015, pp. 13 - 21, ISSN 2223 -1781
Antonio Torres Valle - Erich Martínez Martín
19
Fig. 4. Representación del caso estudiado en el escenario climático mundial
Fig. 5. Representación del caso estudiado en el escenario regional de Cuba

Simulador para la enseñanza interactiva del riesgo de cambio climático
Revista Cubana de Ingeniería. Vol. VI, No. 3, septiembre - diciembre, 2015, pp. 13 - 21, ISSN 2223 -178120
De esta forma, tomando una combinación decomponentes similar a la estudiada en el caso global(HURACÁN, GRADO-PRES, FLOOD-STRESS y FLOOD-MANAGE) se obtiene la situación representada en lafi gura 5, o sea, una pareja de vulnerabilidad-adaptaciónacoplada en el fallo (ver pareja de cuadros marrones enel cajetín inferior derecho), una gran cantidad de cuadrosverdes en el mapa que representan los precursoresclimáticos que afectan las diferentes zonas de Cuba, loscuales como se explicó anteriormente, se colorean comoIMPROBABLES por su acople con variables globales(calentamiento antrópico – ver cuadro amarillo en pequeñocuadro inferior izquierdo, y combinación origen antrópico+ mitigación MUY IMPROBABLE, por causa similar). Elúnico precursor climático manifi esto en este caso es el dehuracanes, representado por el cuadro marrón del cuadroinferior izquierdo.
Finalmente, el factor asentamientos humanos y uso dela tierra, califi cado como MUY ALTO, determina el nivelMUY ALTO de riesgo con que se califi ca el escenarioregional de Cuba, para esta situación de estudio.
Las representaciones diversas de las diferentescaracterísticas evaluadas en cada mapa muestranla versatilidad del sistema, para adaptarse a losrequerimientos de la información disponible, modelándoseentonces escenarios que abarcan la cantidad de variablesmonitoreadas que el usuario demande.
Discusión de las capacidades del simuladorLa representación del cambio climático no es un
problema simple como pudiera ser el ilustrado en unapráctica de laboratorio [1], el que se puede simular anivel de un sistema informático que simplemente repitesituaciones singulares. Tampoco esta representación sepuede enmarcar en algo más complejo como un simuladorsimilar a los empleados para centrales nucleares [2],vuelos aéreos u otros objetivos [7], que comprendenescenarios típicos (por ejemplo: arranques, paradas ymaniobras en centrales nucleares, despegues, aterrizajesy otras maniobras en caso de vuelos, maniobras de grúas,etc.) sobre los que se desarrollan las prácticas.
La complejidad de los procesos globales del planetaes tal que se necesitan modelos de muy alta efi cacia ycapacidades de cálculo (ver programa PRECIS en [5]),muy lejanas a las generalmente disponibles en las aulas.Por otra parte, los procesos que ocurren en el planeta sondifíciles de escalar a nivel de laboratorio, a no ser quese particularice la experiencia a fenómenos específi cossingulares más simples, lo que no permite un análisisintegral del problema.
De esta forma, resulta casi imposible lograr unsimulador que ilustre de manera integral los procesosasociados al cambio cclimático. Sin embargo, asumiendocomo válidos los procesos físicos asociados, puedesimplifi carse el fenómeno a un modelo binario de éxito ofallo de sus componentes básicos y, utilizando un métodode procesamiento posterior de estas señales (algoritmosrecursivos), representar las interacciones entre loselementos.
En este camino se ha desarrollado la herramientapropuesta, por lo que las situaciones representadasllegan a incluir desde los orígenes de los procesos a susmedidas de gestión, lo que da un enfoque práctico muyútil a la formación de los futuros tomadores de decisión.
En una primera etapa se recomienda el empleo de losescenarios previstos por defecto en el sistema, su uso enla enseñanza teórica y práctica, así como su aplicacióncon fi nes evaluativos. Sin embargo, dada la fl exibilidaddel sistema para la preparación de nuevos escenarios,se permite al profesor diseñar su propia tarea y, trasun proceso de entrenamiento adecuado, se posibilitauna labor similar al propio estudiante. De esta forma,las capacidades de representación de escenarios soninfi nitas, y por tanto la diversidad de problemas a analizartambién lo es.
Dadas las posibilidades de enseñanza con el simulador,tal como plantea Maggio en [1], los profesores, incluyende manera genuina el sistema en sus clases, y adaptanla docencia a sus limitaciones, lejos de tomar estas comopunto de partida para su exclusión.
Otra ventaja de la herramienta es la disponibilidad delknow how de su programación, lo que garantiza su futuroperfeccionamiento y enriquecimiento. También constituyeuna bondad del sistema su independencia de internet, loque lo hace muy recomendable para el caso de países,donde los problemas de conectividad y estabilidad de lasredes sean comunes.
CONCLUSIONESEl artículo propone un simulador para la enseñanza
interactiva de los riesgos del cambio climático que facilitael enfoque participativo y basado en problemas de laenseñanza-aprendizaje sobre dicha temática.
El enfoque sistémico del sistema facilita el aprendizajedel aparato teórico necesario y garantiza la incorporaciónentrelazada de todos los elementos que son actores delfenómeno de cambio climático. Las posibilidades delsistema garantizan la evaluación por áreas globales yregionales y la visualización gráfi ca a través de mapas delos estados de los componentes incluidos en el análisis.También facilita la creación de nuevos escenarios detrabajo para la enseñanza de situaciones particulares deinterés.
REFERENCIAS1. MAGGIO, Mariana. “El uso de simuladores en las
prácticas de la enseñanza en la universidad” [enlínea]. Universidad de Buenos Aires, 2005. Disponibleen Web: http://asesoriapedagogica.ffyb.uba.ar/?q=el-uso-de-simuladores-en-las-pr-cticas-de-la-ense-anza-en-la-universidad [consultado junio 2015].
2. DIES, Javier. “Operación de de reactores nucleares,prácticas con simulador conceptual de central nuclear”[en línea]. Nuclear Engineering Research Group,2010. Disponible en Web: http: http://www.enen-assoc.org/data/classes/db/Course/162_document1.pdf [consultado junio 2015].

Revista Cubana de Ingeniería. Vol. VI, No. 3, septiembre - diciembre, 2015, pp. 13 - 21, ISSN 2223 -1781
Antonio Torres Valle - Erich Martínez Martín
21
Interactive Simulator for Teaching of Climate Change Risk
AbstractThe use of simulators is good practice for teaching or training in the operation of complex processes. This is the case ofclimate change, the one associated with multiple phenomena that cannot be played as isolated laboratory practices. Theexperts themselves of the Intergovernmental Panel on Climate Change (IPCC) have suggested qualitative indicators tomeasure the components of this risk (hazard, vulnerability and exposure) and still, its complexity is remarkable for themulti, inter and transdisciplinary knowledge necessary for evaluation. One of the most important challenges of teachingthese topics is the multiplicity of combinations that can occur for a variety of inputs of tax risk factors in each area of theworld studied. Therefore, the presentation of an interdependent matrix system that maps the global and regional varia-bles concerning the risks of climate change and a recursive system for evaluation are the basis of the simulator proposedin this paper. The same has been tested with global and regional scenarios, which have been incorporated into computercode developed for the preparation of prewritten didactic exercises and a recommendation for the implementation of newcase studies.
Key words: climate change, mitigation, risk, variability, vulnerability
3. GAREA, Bárbara; TORRES, Antonio et al. Cambioclimático y desarrollo sostenible. Bases conceptualespara la educación en Cuba, Ofi cina Regional de laUNESCO en Cuba, 2014, 136 pp. ISBN 978-959-18-1047-2.
4. IPCC WGII AR5. Summary for Policymakers. In:Climate Change 2014: IMPACTS, ADAPTATION ANDVULNERABILITY [en línea]. Contribution of WorkingGroup II to the Fifth Assessment, 2014. Disponibleen Web: http://epic.awi.de/37530/ [consultado junio2015].
5. PLANOS, Eduardo; VEGA, Roger; GUEVARA,Vladimir. Impacto del cambio climático y medidasde adaptación en Cuba. Instituto de Meteorología,Agencia de Medio Ambiente, Ministerio de Ciencia,Medio Ambiente y Tecnología. La Habana, Cuba,2013, 430 pp. ISBN 978-959-300-039-0.
6. TORRES, Antonio; PERDOMO, Manuel; RIVERO,Jesús. “Matriz informatizada de principios básicosde seguridad: una alternativa útil para su aprendizajey aplicación”, Ingeniería Mecánica. septiembre-
diciembre, 2011, vol. 14, núm. 3, pp. 221-229.Disponible en Web: (http://revistascientifi cas.cu jae .edu .cu /Rev is tas /Mecan ica /Vo l -14 /3-2011/06_2011_03_221_229.pdf) [consultado junio2015]. ISSN 1815-5944.
7. MAYER, Richard E. The Cambridge Handbook ofMultimedia Learning. Cambridge University Press,London, UK, 2005, 663 p. ISBN 978-0-521-83873-3.
AUTORESAntonio Torres ValleIngeniero en Energética Nuclear, Doctor en CienciasTécnicas, Profesor Titular, Instituto Superior deTecnologías y Ciencias Aplicadas, Facultad de Cienciasy Tecnologías Nucleares, La Habana, Cuba
Erich Martínez MartínIngeniero en Tecnologías Nucleares y Energéticas,Profesor, Instituto Superior de Tecnologías y CienciasAplicadas, Facultad de Ciencias y Tecnologías Nucleares,La Habana, Cuba

Vol. VI, No. 3, septiembre - diciembre , 2015, pp. 23 - 32
Revista Cubana de Ingeniería. Vol. VI, No. 3, septiembre - diciembre , 2015, pp. 23 - 32, ISSN 2223 -1781
INGENIERÍA CIVIL
Estudio de la disposiciónde antenas parabólicas sobre torresautosoportadas
Patricia Martín Rodríguezcorreo electrónico: [email protected] Superior Politécnico José Antonio Echeverría, Cujae, La Habana, Cuba
Vivian B. Elena Parnáscorreo electrónico: [email protected] Superior Politécnico José Antonio Echeverría, La Habana, Cuba
Ángel Emilio Castañeda Heviacorreo electrónico: [email protected] Superior Politécnico José Antonio Echeverría, La Habana, Cuba
ResumenLas torres de telecomunicaciones son estructuras altamente vulnerables a la acción de las cargas de viento,principalmente bajo los efectos de los ciclones. En el período del 1996 al 2012 fallaron en Cuba de 59 torresde telecomunicaciones, y se pudo constatar en algunas de las torres falladas la presencia numerosa deantenas sobre la estructura. Las torres instaladas en Cuba fueron diseñadas en sus inicios para una ciertacantidad de antenas, sin embargo, en la actualidad el desarrollo de las nuevas fuentes de comunicación y elaumento en el número de canales televisivos han generado la colocación de nuevas antenas sobre dichastorres, lo que trae consigo el cambio de las condiciones iniciales de diseño, de ahí la importancia del estudiodel efecto de la disposición de las antenas en el comportamiento estructural de las torres autosoportadas detelecomunicaciones. Este trabajo tiene como objetivo evaluar el efecto de la disposición de las antenas pa-rabólicas en los parámetros estructurales (fuerzas interiores y desplazamientos) de una torre autosoportadade telecomunicaciones a través de un diseño de experimentos numérico.
Palabras claves: torres autosoportadas de telecomunicaciones, parábolas, carga de viento
Recibido: 6 de noviembre de 2014 Aprobado: 8 de junio de 2015
Artículo Original
INTRODUCCIÓNLa presencia de antenas en torres de telecomunicaciones,
que dan respuesta al desarrollo de la telefonía celularen particular y a las comunicaciones en general, haproducido un aumento de las fuerzas en las estructurasexistentes con el consiguiente aumento de la relacióndemanda-capacidad, toda vez que esta última no ha
sido modifi cada. Las torres de telecomunicaciones sonestructuras altamente vulnerables a la acción de la cargade viento, principalmente bajo los efectos de los ciclones.En el período comprendido entre 1996 y 2012 fallaron enCuba 59 torres de telecomunicaciones [1-4] y se pudoconstatar en algunas de las torres falladas la presencia denumerosa antenas sobre la estructura (fi gua 1).

Estudio de la disposición de antenas parabólicas sobre torres autosoportadas
Revista Cubana de Ingeniería. Vol. VI, No. 3, septiembre - diciembre, 2015, pp. 23 - 32, ISSN 2223 -178124
Fig. 1. Fallo de torres de telecomunicaciones con presenciade antenas
Fig. 2. Tipologías deantenas de televisiónen torres cubanas: a) UHF, b) VHF, c) Parábolas
(a)
En Cuba existen tres tipologías fundamentales de antenasde televisión: UHF, VHF y parábolas (fi gura 2) En función delas características de la forma, peso y disposición de lasantenas sobre la torre se modifi can las fuerzas interioresde los elementos de la misma, ya que por una parte lasantenas actúan como pantalla frente al viento haciendoque se generen fuerzas adicionales sobre la estructura, ypor otra, la concentración de la masa en diferentes partesde la estructura, modifi ca su respuesta dinámica ante losefectos del viento.
Las torres instaladas en Cuba fueron diseñadas en susinicios para una cierta cantidad de antenas, sin embargo,en la actualidad el desarrollo de las nuevas fuentes decomunicación y el aumento en el número de canalestelevisivos han generado la colocación de nuevas antenassobre las torres existentes, trayendo consigo el cambiode las condiciones iniciales de diseño. Por esta razón, espertinente el estudio del efecto de la disposición de lasantenas en el comportamiento estructural de las torresautosoportadas de telecomunicaciones. Este estudiopermitirá tomar medidas de orden práctico en cuantoa la disposición de las antenas sobre la torre, y decidiren conjunto con los especialistas en la transmisión delas comunicaciones, cuáles de las antenas son las quepueden mantenerse sobre la estructura cuando aumentenlas velocidades de viento y de cuáles se puede prescindir.
El estudio del efecto de las antenas en el compor-tamiento aerodinámico de las torres de celosía detelecomunicaciones, se ha concentrado fundamentalmenteen la obtención de los coefi cientes de fuerza aerodinámicosy factores de interferencia producto de la presencia de lasantenas parabólicas [5-7] a través de ensayos en túnelesde viento. Sin embargo, el efecto de la disposición de lasantenas en el comportamiento estructural de las torres
(b)
(c)

Revista Cubana de Ingeniería. Vol. VI, No. 3, septiembre - diciembre, 2015, pp. 23 - 32, ISSN 2223 -1781
Patricia Martín Rodríguez - Vivian B. Elena Parnás - Ángel Emilio Castañeda Hevia
25
Fig. 3.Dimensionesgeométricas
Fig. 4. Elementos componentes de las torres autosoportadas
autosoportadas de telecomunicaciones ha sido pocoabordado en la literatura. Los trabajos realizados estánasociados, principalmente, a la presencia de las antenasen los análisis bajo carga sísmica [8, 9] y no bajo cargade viento.
Este trabajo tiene como objetivo evaluar el efecto de ladisposición de las antenas parabólicas en los parámetrosestructurales (fuerzas interiores y desplazamientos) deuna torre autosoportada de telecomunicaciones a travésde un diseño de experimentos numérico.
MATERIALES Y MÉTODOSLa torre autosoportada de telecomunicaciones
seleccionada es la tipo Najasa de diseño y fabricaciónnacional (fi gura 3). En la fi gura 4 se muestran loselementos que componen la torre.
Para realizar el análisis del efecto de la disposiciónde las antenas en el comportamiento estructural de lastorres autosoportadas bajo carga de viento, fue necesariorealizar inicialmente un estudio de campo de las tipologíasy características de las antenas de telecomunicacionessobre las torres autosoportadas existentes en Cuba. Unabase de datos de 26 torres autosoportadas ubicadas enel país fue confeccionada con la información recolectadadonde se pudieron identifi car tres tipologías fundamentalesde antenas: UHF, VHF y parábolas. El estudio de campomostró que existe una repetición de las característicasde las antenas UHF y VHF en cuanto a ubicación ydisposición sobre la torre, cantidad y forma de las antenas,sin embargo, con respecto a las parábolas se observa unagran aleatoriedad en sus características de distribucióntopológica sobre las torres. Con el fi n de determinar cuálesde las posiciones de parábolas son los que producen mayory menor aumento de la carga de viento sobre las diferentespartes de la torre, se realizó un estudio preliminar en eltúnel de viento. Los resultados del estudio se muestran enel trabajo realizado por los autores [10].
El diseño de experimentos para el estudio de lainfl uencia de la disposición de las antenas en elcomportamiento estructural de la torre Najasa fue eldiseño de experimento factorial 23. En este diseño existentres variables independientes con dos niveles cada una,un nivel representativo de los valores máximos y otro nivelrepresentativo de los valores mínimos de las variables. Lasvariables independientes seleccionadas fueron: cantidadde parábolas, posición horizontal y posición vertical de lasparábolas, ya que las variables diámetro y tipología deantenas fueron fi jadas según los criterios propuestos porlas entidades encargadas de la construcción, explotacióny mantenimiento de las torres en Cuba.
Se realizaron dos diseños de experimentos factoriales23 paralelos y formalmente independientes. El diseño deexperimentos 1 (DE1) se realizó con el número máximode antenas UHF y VHF dispuestas sobre los nivelessuperiores de la torre (24 y 12 paneles respectivamente)con el objetivo de identifi car la infl uencia de las variablesindependientes asociadas a las parábolas cuando latorre se encuentra cargada en su parte superior conlas tipologías de antenas UHF y VHF. El diseño deexperimentos 2 (DE2), por el contrario, no presentaantenas UHF y VHF sobre la torre y solo tiene como cargade antena las parábolas, que pueden estar ubicadas encualquier altura de la torre.
Basado en los resultados obtenidos del estudio entúnel de viento [10] se seleccionaron los niveles de lavariable independiente posición horizontal y con los datosproporcionados del estudio de campo se seleccionaronlos niveles de las variables independientes: cantidady posición vertical de las parábolas sobre la torre. Enla defi nición de los niveles de la variable independientecantidad se seleccionó como nivel mínimo una parábolay el valor representativo del nivel máximo fue de seisparábolas. En la defi nición de los niveles de la variableindependiente posición vertical se escogió como nivelmínimo que las parábolas estuvieran colocadas en el

Estudio de la disposición de antenas parabólicas sobre torres autosoportadas
Revista Cubana de Ingeniería. Vol. VI, No. 3, septiembre - diciembre, 2015, pp. 23 - 32, ISSN 2223 -178126
primer tercio de la altura de la torre (entre 0 y 20 m),y como nivel máximo que estuvieran ubicadas en elsegundo tercio de la altura de la torre (entre 20 y 40 m)para el diseño de experimentos 1 (DE1) y en el últimotercio de la altura de la torre (entre 40 y 60 m) para eldiseño de experimentos 2 (DE2). En la variable posiciónhorizontal los niveles fueron determinados a partir de losresultados de los incrementos en el coefi ciente de arrastresegún los casos de posiciones horizontales ensayadosen el túnel de viento, para lo cual se escogió como nivelmínimo el caso 1 y como nivel máximo el caso 3 paralos experimentos que presenten una sola parábola y elcaso 6 para los experimentos donde existen más de unaparábola. En el esquema de la fi gura 5 se muestran lasvariables independientes y los niveles de cada una.
Al combinar los niveles de cada una de las variablesindependientes surgen ocho experimentos para cada unode los diseños de experimento. Las características decada uno se muestran en la matriz de experimentación delas tablas 1 y 2.
Los diseños de experimento descritos anteriormentetienen dos objetivos fundamentales: 1. Identifi car lainfl uencia de las variables y la interacción doble entreellas en los valores de las variables dependientes; 2.Determinar el peso de las variables y de sus interaccionesen los valores de las variables dependientes.
Para realizar el primer objetivo se plantearon lassiguientes hipótesis para cada una de las variablesdependientes obtenidas:
Ho: La variable independiente (A, B o C) o la interacciónde las variables (AB, BC o AC) (según corresponda en cadacaso) no infl uye en el valor de la variables dependiente x.
H1: La variable independiente (A, B o C) o la interacciónde las variables (AB, BC o AC) (según corresponda encada caso) infl uye en el valor de la variables dependiente x.
Los resultados de este análisis están basados enla obtención del p-valor que indica la probabilidad (P)de rechazar Ho cuando Ho es cierta para un nivel designifi cación de un 5 %. Ver ecuación (1).
Fig. 5. Variables independientes y niveles de cada una en los diseños de experimento
Tabla 1Matriz de experimentación – DE1No A B C Cant Posición
horizontalPosición verticalDE1
E1.1 - - - 1 caso 1 Primer tercio de HE2.1 - + - 1 caso 3 Primer tercio de H
E3.1 - - + 1 caso 1Segundo tercio deH
E4.1 - + + 1 caso 3Segundo tercio deH
E5.1 + - - 6 caso 1 Primer tercio de H
E6.1 + - + 6 caso 1Segundo tercio deH
E7.1 + + - 6 caso 6 Primer tercio de H
E8.1+ + + 6
caso 6Segundo tercio deH
Tabla 2Matriz de experimentación – DE2No A B C Cant P o s i c i ó n
HorizontalPosición VerticalDE2
E1.2 - - - 1 caso 1 Primer tercio de HE2.2 - + - 1 caso 3 Primer tercio de HE3.2 - - + 1 caso 1 Tercer tercio de HE4.2 - + + 1 caso 3 Tercer tercio de HE5.2 + - - 6 caso 1 Primer tercio de HE6.2 + - + 6 caso 1 Tercer tercio de HE7.2 + + - 6 caso 6 Primer tercio de HE8.2 + + + 6 caso 6 Tercer tercio de H

Revista Cubana de Ingeniería. Vol. VI, No. 3, septiembre - diciembre, 2015, pp. 23 - 32, ISSN 2223 -1781
Patricia Martín Rodríguez - Vivian B. Elena Parnás - Ángel Emilio Castañeda Hevia
27
Para la obtención de las variables dependientesdefi nidas en los diseños de experimentos numéricosse realizó la modelación y análisis de los experimentosutilizando como herramienta el programa de análisisestructural SAP 2000 (versión 14) [12, 13] basado en elmétodo de elementos fi nitos. Fue realizado un análisislineal geométrico para todos los experimentos.
El proceso de modelación se efectuó a partir de defi nirlas características de cada una de las invariantes delproceso de modelación: forma, material, condicionesde apoyo y cargas. La torre autosoportada detelecomunicaciones tipo Najasa fue modelada para losfi nes de esta investigación como una armadura espacial.Los elementos de la armadura fueron modelados comobarras, elementos lineales con dos nudos extremos. Lascolumnas se consideraron continuas desde la base hastala cima y la unión de los elementos tranques a la columna,se consideró articulada al igual que las diagonales ydiagonales secundarias, tranques interiores, tranquesy tranques secundarios. El material que conforma loselementos de la torre es acero de calidad A-36 (tensiónde fl uencia 250 MPa, tensión de rotura 400 MPa); suspropiedades se consideraron linealmente elásticas yconstantes en el tiempo. Las condiciones de apoyo de latorre en su conjunto fueron consideradas empotradas.
En el diseño de las torres de celosía las principalescargas analizadas fueron: cargas permanentes y cargasecológicas. Las cargas permanentes consideradas fueronel peso propio de los elementos estructurales y el pesopropio de las antenas y los elementos accesorios, como sonlas escaleras y balcones. Los cálculos para la obtencióndel valor de la carga de viento sobre los experimentos,se realizaron de acuerdo con lo establecido en la normacubana de viento NC:285-2003 [14] para reticuladosespaciales aplicando el valor de viento extremo, exceptolos valores de coefi cientes de forma que se emplearonlos obtenidos en los ensayos experimentales en el túnelde viento [10]. Las direcciones de viento a analizar enfunción de los casos seleccionados para los diseños deexperimentos fueron 0, 45 y 135° (fi gura 8). La dirección135° fue escogida porque para el caso 3 y 6 de posiciónhorizontal de las parábolas se obtuvieron mayores valoresde incremento que para la dirección de 45°.
Para realizar el segundo objetivo se realizó una regresiónpara cada una de las variables dependientes donde seobtuvo una ecuación del tipo:
(2)
Donde los coefi cientes β1, β2, β3 representan loscoefi cientes de ajuste de la regresión y evidencian elpeso de cada una de las variables independientes yβ4, β5, β6 representan la interacción entre las variablesindependientes en los valores de las variablesdependientes. De esta forma se puede identifi car cuál delas variables o cuál de las interacciones entre ellas es laque mayor infl uencia presenta en los resultados de cadauna de las variables dependientes. El análisis del peso delas variables independientes solo será realizado para lasvariables dependientes que presenten p-valores menoresque 0,08 en alguna de las variables independientes.
Para el análisis estadístico de los resultados se utilizócomo herramienta el software Statgraphics [11].
Las variables dependientes seleccionadas sonfuerzas axiales en los elementos columnas, tranques ydiagonales, desplazamientos lineales y angulares. Ellasfueron determinadas en cada uno de los experimentosnuméricos y se hallaron los incrementos de cada unacon relación a la torre que no presenta ninguna antenaparabólica (fi guras 6 y 7).
Fig. 6. Modelo sin antenasparabólicas E0.1 del DE1
Fig. 7. Modelo sin antenasparabólicas E0.2 del DE2 Fig. 8. Direcciones de viento

Estudio de la disposición de antenas parabólicas sobre torres autosoportadas
Revista Cubana de Ingeniería. Vol. VI, No. 3, septiembre - diciembre, 2015, pp. 23 - 32, ISSN 2223 -178128
El análisis de los experimentos bajo carga de vientofue realizado a partir de lo planteado en la norma cubanade viento NC:285-2003 [14], donde se consideró lacomponente estática de la carga de viento en todoslos casos y la componente dinámica de la carga deviento en los experimentos que presentaron períodosde oscilaciones propios mayores de un segundo (T=1,0s), para lo cual se realizó el análisis modal de cada unode los experimentos. Los experimentos que presentaronperíodos de oscilación mayores de un segundo fueronlos correspondientes al diseño de experimento 1.
Las combinaciones de cargas utilizadas son lasestable-cidas en la NC 450:2006 [15]: a) 0,9 G + 1,4 W,b) 1,2 G + 1,4 W, donde: G: Carga permanente, W: Cargade viento.
RESULTADOSLas variables dependientes fueron procesadas en
cada experimento para cada combinación de carga ydirección de viento, donde se obtuvieron los valoresmáximos de fuerzas axiales en los elementos columnas,tranques y diagonales, desplazamientos máximoslineales y angulares. Estos valores máximos fueroncomparados con los valores máximos de fuerzas axialesy desplazamientos obtenidos en los experimentos queno presentan parábolas E0.1 y E0.2 para el diseño deexperimentos 1 y 2, respectivamente. Los valores de losp-valor y los coefi cientes de la ecuación de la regresión
conforman los resultados que se muestran a continuaciónpara cada una de las variables dependientes.
La torre fue dividida en sus tres elementos principales:columnas, tranques y diagonales para el procesamientode los datos. Los elementos de la torre fueron subdivididosen varios tramos según variaban las dimensiones de lassecciones de los perfi les con la altura, según se muestra enla fi gura 4 referenciada anteriormente en el texto, tomandocomo tramo 1, el más cercano a la base de la torre.
Resultados del diseño de experimentos 1En las variables dependientes fuerza axial a tracción y
a compresión de los elementos del DE1 se obtuvieron lossiguientes resultados:
En las fuerzas de los elementos columnas solopresentaron infl uencia las variables independientes enlos dos primeros tramos de las columnas. Las variablesindependientes que tienen infl uencia son la posiciónvertical y la cantidad de parábolas, la interacción entreestas dos variables también tiene infl uencia según semuestra en la tabla 3. En el primer tramo de columna,la variable independiente de mayor peso, es decir, la demayor infl uencia es la cantidad y en el segundo tramo esla posición vertical (tabla 4). En las tabla 3 y 4 , T indicatracción y C compresión.
En las fuerzas de los elementos diagonales se obtuvoque estos no tienen infl uencia ninguna de las variablesindependientes para un nivel de signifi cación del 5 %, portanto, no se obtuvo el peso de las variables independientes.
Tabla 3P-valor para los tramos de columna DE1
Variables independientesVariable dependiente: Fuerza axial en tramos de columna
1 2 3 4T C T C T C T C
A:Cantidad 0,04 0,01 0,03 0,03 0,40 0,37 0,67 0,85B:Posición horizontal 0,17 0,06 0,43 0,38 0,64 0,62 0,52 0,53
C:Posición vertical 0,04 0,01 0,02 0,02 0,17 0,15 0,40 0,35AB 0,25 0,10 0,42 0,40 0,47 0,46 0,46 0,43AC 0,07 0,02 0,03 0,03 0,42 0,40 0,74 0,99BC 0,80 0,20 0,37 0,31 0,69 0,68 0,57 0,62
Tabla 4Peso de las variables independientes y de sus interacciones en columna del DE1
Tramosde col. Fuerza
Coefi cientes y error
Media A:Cantidad B:Posiciónhorizontal
C:Posiciónvertical AB AC BC
β0 β1 Error β2 Error β3 Error β4 Error β5 Error β6 Error
1T 1141,1 40,2 4,6 -8,6 4,6 38,0 4,6 -5,7 4,6 22,3 4,6 -0,7 4,6C -1232,1 -42,7 1,4 7,1 1,4 -36,7 1,4 4,5 1,4 -20,7 1,4 2,2 1,4
2T 821,5 16,7 1,7 -1,1 1,7 28,4 1,7 1,1 1,7 16,4 1,7 -1,3 1,7C -868,6 -17,1 1,4 1,1 1,4 -29,1 1,4 -1,0 1,4 -16,8 1,4 1,3 1,4

Revista Cubana de Ingeniería. Vol. VI, No. 3, septiembre - diciembre, 2015, pp. 23 - 32, ISSN 2223 -1781
Patricia Martín Rodríguez - Vivian B. Elena Parnás - Ángel Emilio Castañeda Hevia
29
En las fuerzas de los elementos tranques se obtuvoque estos no tienen infl uencia ninguna de las variablesindependientes para un nivel de signifi cación del 5 %.No obstante, el peso de las variables independientesfue obtenido para la variable dependiente fuerza axial atracción en los tranques del tramo 2, ya que presentabanp-valores menores que 0,08 en la variable cantidad (p-valorigual a 0,061) y en la variable posición vertical (p-valorigual a 0,055). La variable independiente de mayor pesoes la posición vertical según se muestra en la tabla 5.
En la variable dependiente desplazamientos para el DE1se obtuvo que tiene infl uencia la variable independienteposición vertical para los desplazamientos lineales dela dirección 45° con un nivel de signifi cación del 5 %(tabla 6). La variable independiente de mayor peso enlos desplazamientos lineales fue la posición vertical y en
los desplazamientos angulares la variable independientede mayor infl uencia fue la cantidad de parábolas (tabla 7).Resultados del diseño de experimentos 2
En las variables dependientes fuerza axial a tracción ya compresión de los elementos del DE2 se obtuvieron lossiguientes resultados:
En las fuerzas de los elementos columnas solopresentaron infl uencia la variable independienteposición vertical en el primer tramo de columnas paraun nivel de signifi cación del 5 % (tabla 8). El peso de lasvariables independientes fue obtenido para las variablesdependientes fuerza axial a tracción y a compresión delos tramos 1, 2 y 3 y fuerza axial a tracción del tramo 4, yaque presentaban p-valores menores que 0,08. La variableindependiente que presenta el mayor peso fue la posiciónvertical para todas las variables dependientes (tabla 9).
Tabla 5Peso de las variables independientes y de sus interacciones en tranques DE1
Tramos Fuerza
Coefi cientes y error
Media A:Cantidad B : P o s i c i ó nhorizontal
C:Posiciónvertical AB AC BC
β0 β1 Error β2 Error β3 Error β4 Error β5 Error β6 Error
2 T 38,80 0,98 0,19 -0,26 0,19 1,08 0,19 -0,41 0,19 0,59 0,19 0,05 0,19
Tabla 6P-valor en desplazamientos DE1
Variablesindependientes
Variable dependiente: DesplazamientosLineales Angulares (giro alrededor de z)Dirección 0 Dirección 45 Dirección 135 Máximo Máximo
A:Cantidad 0,30 0,06 0,32 0,12 0,06B:Posición horizontal 0,37 0,17 0,39 0,64 0,98C:Posición vertical 0,18 0,03 0,23 0,08 0,17AB 0,54 0,33 0,45 0,40 0,51AC 0,42 0,09 0,41 0,14 0,45BC 0,35 0,20 0,43 0,83 0,30
Tabla 7Peso de las variables independientes y de sus interacciones en desplazamientos DE1
Tipo dedesplazamiento
Coefi cientes y error
Media A:Cantidad B:Pos ic iónHorizontal
C:PosiciónVertical AB AC BC
β0 β1 Error β2 Error β3 Error β4 Error β5 Error β6 Error
LinealDi recc ión45° 1,10 0,01 0,00 0,00 0,00 0,02 0,00 0,00 0,00 0,01 0,00 0,00 0,00
Máximo 1,10 0,02 0,01 0,00 0,01 0,02 0,01 0,00 0,01 0,01 0,01 0,00 0,01Angular Máximo 15,47 10,6 1,94 -0,02 1,94 3,60 1,94 -0,93 1,94 1,12 1,94 -1,9 1,94

Estudio de la disposición de antenas parabólicas sobre torres autosoportadas
Revista Cubana de Ingeniería. Vol. VI, No. 3, septiembre - diciembre, 2015, pp. 23 - 32, ISSN 2223 -178130
En las fuerzas de los elementos diagonales se obtuvoque no tienen infl uencia ninguna de las variablesindependientes para un nivel de signifi cación del 5 %.El peso de las variables fue obtenido para las variablesdependientes fuerza axial a tracción y a compresión enel tramo 3 y 4 de las diagonales, debido a que presentanvalores de p-valores próximos a 0,05 (menores que 0,08).La variable independiente que presenta el mayor peso fuela posición vertical para todas las variables dependientessegún se muestra en la tabla 10.
En las fuerzas de los elementos tranques se obtuvoque no tienen infl uencia ninguna de las variablesindependientes para un nivel de signifi cación del5 %, por tanto, no se obtuvo el peso de las variablesindependientes.
En la variable dependiente desplazamientos parael DE2 se obtuvo que solo tiene infl uencia la variableindependiente posición vertical para los desplazamientosde la dirección 0° con un nivel de signifi cación del 5 %,para esta variable se obtuvo el mayor peso (tablas 11 y 12).
Tabla 8P-valor para los tramos de columna DE2
Variables independientesVariable dependiente: Fuerza axial en tramos de columna
1 2 3 4T C T C T C T C
A: Cantidad 0,09 0,08 0,21 0,20 0,33 0,32 0,93 0,68B: Posición horizontal 0,42 0,36 0,68 0,61 0,68 0,62 0,75 0,59C: Posición vertical 0,04 0,04 0,06 0,05 0,07 0,06 0,08 0,15AB 0,30 0,28 0,50 0,50 0,50 0,50 0,50 0,50AC 0,17 0,16 0,21 0,20 0,33 0,32 0,93 0,68BC 0,79 0,68 0,68 0,61 0,68 0,62 0,75 0,59
Tabla 9Peso de las variables independientes y de sus interacciones en columna DE2
Tramos de col. FuerzaCoefi cientes y error
Media A:Cantidad B: Posiciónhorizontal
C:Posiciónvertical AB AC BC
β0 β1 Error β2 Error β3 Error β4 Error β5 Error β6 Error
1T 830,5 41,2 11,5 -7,4 11,5 87,9 11,5 -11,4 11,5 20,7 11,5 -2,0 11,5
C -907,9 -41,6 10,3 8,2 10,3 -88,7 10,3 10,8 10,3 -19,8 10,3 2,8 10,3
2 T 524,8 24,0 16,8 -4,7 16,8 88,8 16,8 -8,4 16,8 24,0 16,8 -4,7 16,8C -560,1 -23,8 15,6 5,4 15,6 -90,2 15,6 7,8 15,6 -23,8 15,6 5,4 15,6
3T 369,4 14,4 16,4 -4,5 16,4 74,3 16,4 -8,2 16,4 14,4 16,4 -4,5 16,4
C -386,5 -14,2 15,3 5,2 15,3 -75,7 15,3 7,7 15,3 -14,2 15,3 5,2 15,3
4 T 271,1 -0,8 15,0 -3,1 15,0 56,8 15,0 -7,5 15,0 -0,8 15,0 -3,1 15,0
Tabla 10Peso de las variables independientes y de sus interacciones en diagonales DE2
Tramos Fuerza
Coefi cientes y error
Media A:Cantidad B:Posiciónhorizontal
C:PosiciónVvertical AB AC BC
β0 β1 Error β2 Error β3 Error β4 Error β5 Error β6 Error
3 T 32,1 1,6 1,4 -0,4 1,4 6,6 1,4 -0,7 1,4 1,6 1,4 -0,4 1,4C -34,2 -1,5 1,3 0,5 1,3 -6,8 1,3 0,7 1,3 -1,5 1,3 0,5 1,3
4T 23,1 0,6 1,4 -0,4 1,4 5,2 1,4 -0,7 1,4 0,6 1,4 -0,4 1,4C -24,0 -0,6 1,3 0,4 1,3 -5,3 1,3 0,7 1,3 -0,5 1,3 0,4 1,3

Revista Cubana de Ingeniería. Vol. VI, No. 3, septiembre - diciembre, 2015, pp. 23 - 32, ISSN 2223 -1781
Patricia Martín Rodríguez - Vivian B. Elena Parnás - Ángel Emilio Castañeda Hevia
31
DISCUSIÓN Y CONCLUSIONESLos resultados de los diseños de experimentos numéricos
demostraron que sí existe infl uencia de la disposición de lasantenas parabólicas en el comportamiento estructural de lastorres autosoportadas tipo Najasa. El estudio demostró quelas variables dependientes que presentan una importanteinfl uencia para un nivel de signifi cación del 5% son lasfuerzas axiales en las columnas y los desplazamientosen ambos diseños de experimentos. En las variablesdependientes fuerzas axiales en los elementos columnasy desplazamientos de la torre la variable independientede mayor infl uencia fue la posición vertical para el 90%de los resultados. En las fuerzas de las columnas deltramo 1 y en los giros del diseño de experimentos 1 (DE1)la variable independiente de mayor infl uencia correspondióa la cantidad de parábolas.
Los resultados anteriores permiten sugerir que cuandose esté realizando la revisión de una torre autosoportadatipo Najasa debe tenerse en cuenta para el tratamiento delas antenas que si se realizan cambios en las posicionesverticales de las antenas parabólicas a diferencia delos cambios en las posiciones horizontales, requierenuna revisión estructural de la torre, especialmenteen los elementos columnas y en los valores de losdesplazamientos lineales.
REFERENCIAS1. ELENA PARNÁS, Vivian. "Infl uencia de la asimetría
de anclajes y la no linealidad de los cables en lavulnerabilidad estructural de torres atirantadas".Director: A. Emilio Castañeda Hevia. Tesis deDoctorado, Instituto Superior Politécnico José A.Echeverría, La Habana, Cuba, 2008.
2. ELENA PARNÁS, Vivian; MARTÍN RODRÍGUEZ,Patricia. "Modelación computacional y análisiscualitativo de fallas en el estudio de la vulnerabilidadde torres atirantadas de telecomunicaciones". RevistaCubana de Ingeniería. 2011, vol. 2, núm. 1, pp. 25-34.ISNN 2223-1781. Disponible en Web: http://rci.cujae.edu.cu/index.php/rci/article/view/37/41. [consultadojunio 2014].
3. LÓPEZ LLANUSA, Alejandro. "Infl uencia de lapresencia de antenas en torres de telecomunicacionesen la vulnerabilidad estructural ante cargas de viento".
Directora: Vivian Elena Parnás. Tesis de Maestría,Instituto Superior Politécnico José A. Echeverría, LaHabana, Cuba, 2013.
4. MARTÍN RODRÍGUEZ, Patricia. "Evaluación de lavulnerabilidad estructural de torres autosoportadas detelecomunicaciones bajo cargas de viento y sismo".Directora: Vivian Elena Parnás. Tesis de Maestría,Instituto Superior Politécnico José A. Echeverría, LaHabana, Cuba, 2012.
5. CARRIL JR, Célio F.; ISYUMOV, Nicholas;BRASIL, Reyolando. "Experimental study of thewind forces on rectangular latticed communicationtowers with antennas". Journal of Wind Engineeringand Industrial Aerodynamics. 2003, vol. 91, núm. 8,pp. 1007-1022. ISNN 01676105. Disponible en Web:http://www.sciencedirect.com/science/article/pii/S0167610503000497 [consultado mayo 2009].
6. CARRIL JR, Célio F. "Análise numérica eexperimental do efeito dinâmico do vento em torresmetálicas treliçadas para telecomunicações".Director: Reyolando M.L.R da Fonseca Brasil. Tesede doutorado, Universidade de São Paulo, São Paulo,Brasil, 2000.
7. HOLMES, J. D.; BANKS, R.W.; ROBERTS, G. "Dragand aerodynamic interference on microwave dishantennas and their supporting towers". Journal ofWind Engineering and Industrial Aerodynamics, 1993,vol. 50, pp. 263-270. ISNN 01676105. Disponible enWeb: http://www.sciencedirect.com/science/article/pii/016761059390081X. [consultado junio 2012].
8. AMIRI, G. Ghodrati; MASSAH, S. R. "Seismic responseof 4-legged self-supporting telecommunicationtowers". IJE Transactions B: Applications. 2007,vol. 20, núm. 2, pp. 107-126. ISNN 1735-9244.Disponible en Web: http://www.ije.ir/Vol20/No2/B/1.pdf. [consultado octubre 2010].
9. KHERD, Mohamed A. "Seismic analysis of latticetowers". Supervisor: Ghyslaine McClure. PhD Thesis,McGill University, Montreal, Canada, 1998.
10. MARTÍN RODRÍGUEZ, Patricia. " Estudio analítico-experimental de torre autosoportada con presencia deantenas bajo la acción del viento", Directores: VivianElena Parnás y A. Emilio Castañeda Hevia. Tesisde Doctorado, Instituto Superior Politécnico José A.Echeverría, La Habana, Cuba, 2014.
Tabla 11P-valor en desplazamientos DE2
Variables independientes
Variable dependiente: DesplazamientosLineales Angulares (giro alrededor de z)
Dirección 0 Dirección45 Dirección 135 Máximo Máximo
A:Cantidad 0,06 0,67 0,19 0,38 0,12B:Posición horizontal 0,14 0,90 0,36 0,81 0,45C:Posición vertical 0,03 0,30 0,13 0,17 0,31AB 0,78 0,49 0,52 0,49 0,23AC 0,07 0,70 0,21 0,41 0,13BC 0,12 0,92 0,36 0,78 0,47

Estudio de la disposición de antenas parabólicas sobre torres autosoportadas
Revista Cubana de Ingeniería. Vol. VI, No. 3, septiembre - diciembre, 2015, pp. 23 - 32, ISSN 2223 -178132
11. Statgraphics. Statgraphics Centurion XV. 2006, http://info.statgraphics.com/statgraphics-home.
12. WILSON, Edward L. Three-Dimensional Static andDynamic Analysis of Structures. Ed. Computers andStructures Inc., 2002. 423 pp. ISBN 0-923907-00-9.
13. WILSON, Edward L. et al. "SAP - A structural analysisprogram for linear systems". Nuclear Engineering andDesign, 1973, vol. 25, núm. 2, pp. 257-274. ISNN 0029-5493. Disponible en Web: http://www.sciencedirect.com/sc ience /a r t i c le /p i i /0029549373900484[consultado octubre 2010].
14. OFICINA NACIONAL DE NORMALIZACIÓN. "Cargade viento. Método de cálculo". NC-285:2003, Cuba,2003. 70 pp.
15. OFICINA NACIONAL DE NORMALIZACIÓN."Edifi caciones-Factores de Carga o Ponderación-Combinaciones". NC450:2006, 2006, Cuba, 9 pp.
AUTORESPatricia Martín RodríguezIngeniera Civil, Máster en Reducción de Desastres.Profesora Asistente, Departamento de Ingeniería Civil,Facultad de Ingeniería Civil, Instituto Superior PolitécnicoJosé Antonio Echeverría, Cujae, La Habana, Cuba
Vivian B. Elena ParnásIngeniera Civil, Doctora en Ciencias Técnicas, ProfesoraTitular, Departamento de Ingeniería Civil, Facultad deIngeniería Civil, Instituto Superior Politécnico José AntonioEcheverría, Cujae, La Habana, Cuba
Ángel Emilio Castañeda HeviaIngeniero Civil, Doctor en Ciencias, Profesor Titular,Departamento de Ingeniería Civil, Facultad de IngenieríaCivil, Instituto Superior Politécnico José AntonioEcheverría, Cujae, La Habana, Cuba
Dish Antennas Disposition Study on Self-Supporting Towers
Abstract
Latticed towers of telecommunication are very vulnerable structures under wind loads essentially if these loads are dueto wind forces from hurricanes. A number of 59 towers collapsed or partially failed from 1996 to 2012 in Cuba underwind action forces. A study of failures confi rmed that many of them supported various antennas. Towers were designedto support a little number of antennas however; communication development generated an increase of antennas on theexisting structures with a modifi cation of the structural behavior. The aim of this work is to assess the effect of antennasdisposition on many structural parameters as displacement, stress on member and frequency of the tower by means ofa numerical experiment.
Key words: self-supporting telecommunication towers, dish antennas, wind load

Vol. VI, No. 3, septiembre - diciembre , 2015, pp. 33 - 42
Revista Cubana de Ingeniería. Vol. VI, No. 3, septiembre - diciembre , 2015, pp. 33 - 42, ISSN 2223 -1781
INGENIERÍA INDUSTRIAL
Una aproximación hacia la evaluacióndel nivel de madurez de la arquitecturaempresarial
Annette Malleuve MartínezCorreo electrónico: [email protected] Superior Politécnico José Antonio Echeverría, Cujae. La Habana, Cuba
Daniel Alfonso RobainaCorreo electrónico: [email protected] Superior Politécnico José Antonio Echeverría, Cujae. La Habana, Cuba
Mavis Lis Stuart CárdenasCorreo electrónico: [email protected] Superior Politécnico José Antonio Echeverría, Cujae. La Habana, Cuba
ResumenLa competitividad actualmente en las empresas está dada por una alta capacidad de estas para adaptarse yser fl exibles ante los cambios, contexto en el cual son importantes arquitecturas empresariales que alineenlas tecnologías con los objetivos del negocio. Una de las vías para lograr dicha alineación es a través de laaplicación de modelos que permitan evaluar la madurez para transitar a la arquitectura del estado actual alestado deseado. En la literatura existen modelos de madurez de procesos, sistemas de información, marcosde trabajo e inclusive de arquitectura empresarial, que evalúan de forma general variables de desempeñoorganizacional, pero se carece de un modelo de madurez que evalúe dichas variables dentro de cadadimensión de la arquitectura empresarial con un enfoque integrador, haciendo más específi cas las áreasde mejora. En este artículo se proponen pautas para la evaluación del nivel de madurez de la arquitecturaempresarial, utilizando entre otras herramientas, un cuestionario que permite analizar el comportamientointerrelacionado en las cinco empresas casos de estudio, de variables y atributos basados en los elementosteóricos de las dimensiones de la arquitectura empresarial y los patrones de medición del nivel de madurezde modelos propuestos por algunos autores. Por último se presentan resultados de la aplicación delinstrumento en algunas empresas cubanas líderes en el uso de la tecnología.
Palabras claves: arquitectura empresarial, niveles de madurez
Recibido: 30 de septiembre de 2014 Aprobado: 1 de junio de 2015
Artículo de Refl exión
INTRODUCCIÓNLa empresa actual enfrenta un constante y creciente
fenómeno de cambio, fundamentalmente tecnológicocomo consecuencia del desarrollo vertiginoso de la llamada“era de la información y el conocimiento”. Este crecienteperfeccionamiento hace que cada vez sea más difícil paralas empresas ser competitivas, si los procesos de negocio
no están alineados e integrados con la estrategia de laorganización soportado, claro está, por una buena dosisde innovación en todas las áreas del negocio [1, 2]. Estasituación de cambio ha ido creando la necesidad de unnuevo enfoque arquitectónico estructurado, integrado ysistematizado con una visión empresarial cuya soluciónes la arquitectura empresarial [3].

Una aproximación hacia la evaluación del nivel de madurez de la arquitectura empresarial
Revista Cubana de Ingeniería. Vol. VI, No. 3, septiembre - diciembre , 2015, pp. 33 - 42, ISSN 2223 -178134
El concepto de arquitectura empresarial es introducidopor John Zachmman en 1987 a través del término Marcode Trabajo para la Arquitectura de Sistemas de Información(Framework for Information Systems Architecture). Algunosautores defi nen a la arquitectura empresarial como unaestructura sistémica que permite alinear e integrar el negocioy sus objetivos con las Tecnologías de la Información (TI),permitiendo mejorar continuamente la empresa a través deajustes en los procesos de negocio [4, 5].
La arquitectura empresarial es la más alta representaciónde los procesos de negocio integrados con los sistemasde información, pues describe el signifi cado del negocioy las interrelaciones entre los distintos eslabones dela cadena organizacional [6]. El sistema integrado noes solo un conjunto de elementos tangibles (hardware)e intangibles (software, mapas, datos, información)relacionados y conjugados de forma armónica, necesitade una alta capacidad organizacional para responder acambios como por ejemplo el lanzamiento de un nuevoproducto [6, 7].
La estructuración más generalizada en la literaturapara la arquitectura empresarial es a través de cuatrodimensiones o capas que abarcan todas las partes de laempresa [8-10].
Arquitectura de procesos de negocio: Describetodas las actividades de los procesos, la estructuraorganizacional, misión, visión, política del negocio,estrategias, indicadores estratégicos y culturaorganizacional. Se considera una capa básica, pues sinlos elementos señalados y la información que ofrecenes imposible el desarrollo del resto de las dimensiones.Los constantes cambios en los procesos de negocioimpulsados en gran medida por el desarrollo tecnológiconecesitan de una metodología de rediseño que permitadotar a la organización de capacidades como la fl exibilidady la adaptación a las innovaciones [4, 8, 11].
Arquitectura de información: Está determinada por elfl ujo de datos e información a través de toda la organización,esta capa permite organizar y estructurar la informaciónde manera que se eviten duplicidades, se emplee en elmomento oportuno para la toma de decisiones y se utilicey comparta efi cientemente por todos los interesados en elnegocio [4, 8, 11].
Arquitectura de aplicaciones: Esta capa defi ne a partirde aplicaciones de software cuáles son las necesidadesde información en cada momento y cómo gestionarla. Suefectividad radica en brindar herramientas que permitantomar decisiones ágiles, oportunas y adecuadas [4, 8, 11].
Arquitectura tecnológica: Está dada por lainfraestructura y el soporte necesario para poner enfuncionamiento la arquitectura, requiere de técnicas yplataformas computacionales que permitan almacenargran cantidad de datos e información [4, 8,11].
En los últimos años se han desarrollado un conjuntode marcos de trabajo (frameworks), sobre los cualesse soporta la arquitectura empresarial. Estos marcosde trabajo desarrollan distintas funcionalidadesde la arquitectura con mayor o menor énfasis, endependencia de sus características. El más conocido es
el Zachman, creado por John Zachman, su propósitofundamental es proveer la estructura básica que soportaa la organización, defi nir cómo se integran, desarrollan,gestionan y cambian un conjunto de artefactos dentro delos sistemas de información de la empresa; careciendode una metodología o un modelo de referencia para suimplementación [10]. El esquema de arquitectura de OpenGroup (TOGAF, The Open Group Architectural Framework)por su parte, es uno de los más utilizados actualmente,tiene un enfoque metodológico de implementación ymantenimiento de una arquitectura empresarial a travésdel Método de Desarrollo de la Arquitectura (ADM,Architecture Development Method) que permite dirigir a laarquitectura tecnológica hacia el logro de los objetivos yrequerimientos del negocio [10]. Otros marcos de trabajoson: Esquema de Arquitectura de la Empresa Gartner(GEAF, Gartner Enterprise Architectural Framework) yMarco de Arquitectura del Departamento de Defensa de losEstados Unidos (DoDAF,The United States Department ofDefense Architecture Framework)[8,12] .
La adopción exitosa de un determinado métododepende en gran medida del compromiso de las personasinteresadas en el negocio y del grado de madurez que tengaeste con respecto a la arquitectura empresarial [3]. Eneste sentido se expresa que existe una correlación directaentre la alineación del negocio con el nivel de madurez deeste; entiéndase como alineación la sincronización entreel negocio, la tecnología, la estructura organizacional ylos procesos [12]. Por tanto un modelo de madurez de laarquitectura empresarial permite diagnosticar fácilmenteun estado actual (as-is) y proveer las pautas para alcanzarun estado futuro (to-be) en concordancia con la estrategiade la empresa, así como realizar un auto benchmarkingque facilite la toma de decisiones en función de mejorar laarquitectura [13, 14].
Algunos autores han propuesto modelos de madurezde la tecnología alineada con la estrategia del negocio:Luftman en 1993 propone un modelo de madurezbasado en 5 niveles fundamentales defi niendo comoatributos de evaluación dentro del negocio: comunicación,competencia/medición de valor, gestión (governance),partes interesadas en el negocio, alcance y arquitectura,y habilidades; Duffy en 2002, por otra parte, estableceun modelo de madurez que contiene 4 niveles conuna estructura distinta a Luftman, pero persiguiendoel mismo objetivo de evaluar el grado de alineación delnegocio con las tecnologías. El Instituto de Gestión delas Tecnologías de la Información (ITGI, por sus siglas eninglés) presenta a COBIT: Gestión, control y auditoríapara la información y tecnología relacionada, comomodelo de madurez para el marco de trabajo Objetivosde Control para Información y Tecnologías Relacionadas(COBIT: Control Objectives for Information and RelatedTechnology) [14]. En sentido general cada modelo abarca5 niveles de madurez que van desde un nivel 0 donde sedefi ne que no existe la arquitectura empresarial hasta unnivel 5 de arquitectura empresarial optimizada, donde sepercibe una comunicación directa entre las necesidadesdel negocio y la tecnología [4, 10, 14].

Revista Cubana de Ingeniería. Vol. VI, No. 3, septiembre - diciembre , 2015, pp. 33 - 42, ISSN 2223 -1781
Annette Malleuve Martínez - Daniel Alfonso Robaina - Mavis Lis Stuart Cárdenas
35
Jeanne Ross, Peter Weill y David Robertson [10,18] hanhecho un acercamiento a este tema manifestando que lasempresas evolucionan a través de 4 niveles de madurezde la arquitectura: 1. Silo del Negocio, la experienciaen el diseño y gestión de la arquitectura empresarial esmínima, se diseñan procesos de negocio y se ofrecensoluciones de tecnologías de la información específi cas,se realizan inversiones en tecnologías justifi cadas porla reducción de costos; y existe falta de comunicacióny estandarización entre los sistemas tecnológicosprovocando desintegración y complejidad en la gestión delos procesos. 2. Tecnología estandarizada, se mantiene elrol de las tecnologías de automatizar los procesos pero conun enfoque de estandarización que permite reducir riesgosy costos de seguridad y confi abilidad en los servicios. 3.Este nivel es el núcleo optimizado representado por uncambio de paradigma en el gobierno de la tecnología dela información, ya que pasan de ser aplicaciones localesa sistemas empresariales basados en la eliminación deredundancias en los datos y en la optimización a travésde la digitalización, centralización y estandarización de losprocesos de negocio que aportan valor, reconociendo aesta última como una vía para la innovación en nuevosproductos/servicios y la predictibilidad de los resultadosdel negocio. 4. Modulación del negocio, esta fase sebasa en la agrupación de los procesos digitalizados en elestadio anterior en módulos e interfaces estandarizadasreutilizables, que permiten la experimentación y la difusiónde las mejores prácticas a toda la empresa a través de unaplataforma de innovación, facilitando el proceso de tomade decisiones. Los autores han defi nido estos estadosa raíz de una investigación realizada por el Centro deInvestigación de los Sistemas de Información (CISR,Center for Information Systems Research) de la Escuelade Administración y Dirección de Empresas del Institutode Tecnología de Massachusetts, a 456 empresas entre1995 y 2006, donde concluyeron que cada nivel implicaun aprendizaje organizacional acerca de cómo se debenemplear las tecnologías en los procesos de negocio conun enfoque estratégico [10] .
La aplicación de estos estados de madurez implicacomo principios [10]:
Enfocar los esfuerzos arquitectónicos en procesosestratégicos. El desarrollo de estados en todos losprocesos limita el enfoque en los procesos clave queaportan valor al negocio.
Moverse incrementalmente. No es aconsejablepara la empresa saltarse un estadio; se consiguen másbenefi cios con resultados pequeños e incrementalesdentro de un nivel.
Reconocer que las organizaciones complejas tienenarquitecturas empresariales en múltiples niveles. Lasempresas complejas tienen arquitecturas diferentes queresponden a distintos objetivos estratégicos, por lo quecada sistema puede responder a distintos estados demadurez.
Construir una capacidad arquitectónica propia. Sedebe desarrollar en la empresa un clima de colaboraciónconjunta entre el negocio y las tecnologías de la
información, como premisa para alcanzar una arquitecturaempresarial optimizada.
Apuntar a la modularidad del negocio. Alcanzar esteestadio implica que la empresa se encuentra en una fasesuperior de alineación de los objetivos estratégicos conla tecnología, es por ello que empresas en este nivel sonaltamente efi cientes y competitivas.
Indiscutiblemente esta primera fase de diagnósticodel estado del negocio y su relación con la tecnologíava asegurar el éxito ya sea a corto o largo plazo de laempresa en dependencia del impacto de la arquitecturaque se desee implementar.
Modelos de madurez de procesos, sistemas deinformación, marcos de trabajo y arquitecturasempresariales han sido desarrollados por diversos autores,la totalidad han sido aplicados en empresas de distintamagnitud obteniéndose como resultado un conjunto deelementos a prestarle atención por su bajo desempeño.La mayoría de los modelos evalúan diferentes variablesclaves en el funcionamiento del sistema que se tratede forma general, requiriéndose por tanto de asesoríaespecializada para las empresas que implementanestos modelos de diagnóstico [15, 16, 17]. Es por elloque se necesitan modelos de madurez más simples yespecífi cos de cada componente de la estructura quese esté evaluando, que permitan reducir las áreas demejora y adoptar soluciones ágiles ante las problemáticasdetectadas.
En Cuba a tono con los cambios económicos y socialesque ocurren, se hace énfasis en el perfeccionamientotecnológico integrado de las empresas, ya que es laúnica vía para mantenernos en el mercado internacional,fortalecer nuestra economía y garantizar el desarrollohacia una escala superior en nuestras organizaciones.El término de arquitectura empresarial viene a jugarun papel muy importante, ya que, se requiere de laasimilación gradual de esta nueva forma de ver a laorganización por los trabajadores y todos los interesadosen el negocio en general.
Es por ello que en este artículo se abordan los elementosfundamentales del diseño de un cuestionario que sebasa en los elementos teóricos de las dimensiones de laarquitectura empresarial que constituye los cimientos haciaun modelo de madurez de la arquitectura empresarial ycuya aplicación actual pretende obtener una visión delestado de alineación entre las tecnologías y el negocio enlas empresas objeto de estudio.
MATERIALES Y MÉTODOSLa metodología que a continuación se detalla constituye
un diseño preliminar declarado como antecedente haciaun modelo de madurez basado en la teoría y fundamentode las distintas capas de la arquitectura empresarial ysus interrelaciones, así como los modelos de madurezdesarrollados en la literatura.
Paso 1. Analizar elementos teóricos de la arquitecturaempresarial
El cuestionario objeto de instrumento parte de loselementos y principios primarios que debe caracterizar

Una aproximación hacia la evaluación del nivel de madurez de la arquitectura empresarial
Revista Cubana de Ingeniería. Vol. VI, No. 3, septiembre - diciembre , 2015, pp. 33 - 42, ISSN 2223 -178136
a toda arquitectura empresarial. Para ello se realizóun análisis comparativo de algunos de los modelos demadurez más citados en la literatura que poseen unenfoque acertado de alineación del negocio con lastecnologías: Luftman, Duffy, Instituto de Gestión delas Tecnologías de la Información (ITGI), Modelo demadurez de procesos y empresas (PEMM, por sus siglasen inglés) propuesto por Michael Hammer, Modelo paraevaluar el nivel de madurez de la arquitectura empresarialpor Jeanne Ross y Esquema de Gestión de la Madurezde la Arquitectura Empresarial (EAMMF, EnterpriseArchitecture Management Maturity Framework) porla Ofi cina General de Contabilidad de los EstadosUnidos en 2002 (GAO por sus siglas en inglés) [14,19-21]; determinándose las variables fundamentales aevaluar por cada capa de la arquitectura empresarial,igualmente se determinaron los atributos generalesque son analizados por estos modelos, a fi n de situar laarquitectura en un nivel de madurez.
En la tabla 1 se muestran cuatro niveles fundamentalescoincidiendo con los propuestos por Jeanne Ross:Nivel 0, Silo del Negocio, en esta fase no existe unmodelo de arquitectura empresarial; nivel 1, Tecnologíaestandarizada; nivel 2, Núcleo optimizado; nivel 3,Modulación del negocio, en este nivel la empresa haalcanzado una arquitectura empresarial optimizada. Paraconsiderar una arquitectura en un nivel deben coincidiren él al menos un 70 % de los atributos.
Paso 2. Seleccionar elementos teóricos a introduciren el cuestionario
El equipo de expertos, formado por profesoresy estudiantes que investigan en la temática de lasarquitecturas empresariales, diseñó una estructura decontenido a incluir en las preguntas por cada capa de laarquitectura empresarial. A partir del análisis realizadopor los expertos de cada uno de los elementos quecaracterizan a cada capa de la arquitectura empresarialse seleccionaron los contenidos teóricos claves a sondearteniendo en cuenta además, que estos deben teneruna relación directa con las variables de evaluación delnivel de madurez obtenidas de la comparación de losdiferentes modelos. La selección de los contenidos arrojócomo resultado: 30 variables a evaluar en la Arquitecturade Negocio, 28 en la Arquitectura de Información, 23 enla Arquitectura de Aplicaciones y 21 en la ArquitecturaTecnológica. Posteriormente se aplicó el Método Delphia los elementos seleccionados, realizándose un total de 3rondas por los expertos, quedando fi nalmente:
• Doce variables en la Capa de negocio entre las que sedestacan: misión y visión, política de la empresa, objetivose indicadores estratégicos, cultura organizacional,integración de los procesos y nivel de relaciones internasy externas.
• Once variables en la Capa de información: diseño ygestión de bases de datos, uso de un lenguaje común en latrasmisión de la información de los procesos, manejo de lainformación en procesos claves, estratégicos y de apoyo,enfoque al cliente en la gestión de la información, etc.;
• Quince variables en la Capa de aplicaciones:utilización de un lenguaje estándar, facilitación en la tomade decisiones, integración de las aplicaciones en losprocesos y adecuación a las necesidades del negocio.
• Nueve variables en la Capa tecnológica: soportetecnológico a los procesos claves, estratégicos y de apoyo,integración y correspondencia del soporte tecnológicocon las aplicaciones, alineación del soporte tecnológicoa las necesidades y objetivos estratégicos equipo degestión de la infraestructura tecnológica, capacidad de lainfraestructura tecnológica para adaptarse a los cambios,aprovechamiento de la tecnología en la gestión de losprocesos, habilidades de los trabajadores en el uso de latecnología, manejo de un lenguaje estandarizado en eluso de las tecnologías y contribución de las tecnologías aldesarrollo de la innovación en la gestión de los procesos.
Para lograr consenso entre los expertos se aplicó elmétodo de Concordancia de Kendall a través del softwareMINITAB arrojando un valor de 0,8 con un nivel deconfi anza del 95 % y un p valor de 0,0003 rechazandola hipótesis nula y concluyendo que existe concordanciaentre los expertos.
Paso 3. Confeccionar el cuestionario con laspreguntas por capas de la arquitectura empresarial
El cuestionario quedó confeccionado con un total de10 preguntas en la Capa de negocio, 10 en la Capa deinformación, 15 en la Capa de aplicaciones y 9 en la Capatecnológica, donde quedaron refl ejadas las variablesfi nalmente seleccionadas por los expertos, cuidandode no hacer extenso el cuestionario de manera que ellopudiera infl uir en la calidad de los datos a obtener. El10 % de las preguntas realizadas fueron abiertas, y elresto de respuestas cerradas, utilizándose la escala Likertdel 1 a 5 para estas últimas (1 está totalmente de acuerdoy 5 está totalmente en desacuerdo). Se utilizó un lenguajeclaro, sencillo para facilitar el entendimiento por la personaencuestada. Finalmente se determinó el indicador Alfa deCronbach para medir la confi ablidad de las preguntas y seobtuvo un valor de 0,75, lo que indica que el cuestionarioes confi able.
Paso 4. Aplicar el cuestionario a las empresas casosde estudio
En la selección de las organizaciones a evaluar setuvo en cuenta principalmente su consideración comoempresas certifi cadas en el Sistema de Gestión de laCalidad bajo la Norma ISO 9001:2008, lo que indica quedesarrollan una gestión por procesos, además de queel 80% de sus procesos claves están soportados portecnología automatizada. Las empresas escogidas para elestudio pertenecen al sector del turismo e industrial. Todaslas empresas tienen al menos 20 años de funcionamientode sus respectivos negocios, poseen niveles aceptablesde cumplimiento de sus indicadores económicos y desatisfacción de clientes. Se le realizó el cuestionario auna muestra de 4 personas por empresa (una por cadacapa de la arquitectura), como criterio de selección delencuestado se utilizó la experticia en cada una de lasdimensiones (teniendo en cuenta experiencia y resultadosde trabajo), así como el nivel de conocimiento acerca delnegocio en general.

Revista Cubana de Ingeniería. Vol. VI, No. 3, septiembre - diciembre , 2015, pp. 33 - 42, ISSN 2223 -1781
Annette Malleuve Martínez - Daniel Alfonso Robaina - Mavis Lis Stuart Cárdenas
37
Tabla 1Clasifi cación de la Arquitectura Empresarial Atributos vs. Niveles de madurez
Atributos Silo del negocioTecnología
estandarizada Núcleo optimizado Modulación del negocioGestiónorganizacional(GO)
Gestión separada dela tecnología
El negocio va guiadopor la tecnología queposee
La tecnología ofrecesoluciones efi cientes alnegocio
La tecnología optimizadagestiona por sí misma laorganización
Comunicación(C)
Comunicacióncasi nula entredesarrolladoresde TI yadministradores
Administradoresy desarrolladorescomienzan a integrarsepara reducir costosde TI
Las soluciones tecnológicasson elaboradas entreadministradores ydesarrolladores
La actividad administrativa nopuede separarse de la actividadtecnológica
Alcance de laarquitecturaempresarial(AAE)
Se desconoceel enfoque dearquitecturaempresarial
Se comienza aintroducir el conceptode arquitecturaempresarial en áreasaisladas
Se convierten aplicacionesde datos locales enaplicaciones a nivelempresarial
La empresa optimiza laarquitectura empresarial entodos sus niveles
Alineacióntecnología /procesos(AT-P)
Casi nula Se utiliza como apoyoa algunos procesos
Los procesos digitalizadosson gestionados a través dela tecnología
Los procesos son mejoradosa partir de la tecnología.Posibilidad de creación denuevos procesos que agreganvalor
Alineacióntecnología /objetivosestratégicos(AT-OE)
Se reconoce a latecnología solocomo herramienta detrabajo
La tecnología tiene uncarácter reactivo deresolver problemasinmediatos
Se utiliza y aprovecha latecnología como mediopara cumplir con losobjetivos estratégicos
Se optimiza la tecnologíaen función de alcanzar losobjetivos estratégicos
Planifi cación(P)
Se utiliza y/oreconoceaisladamentea la tecnologíacomo parte de laplanifi cación de lasactividades
Las actividadesde planifi cación seenfocan hacia lareducción de costos enla inversión de TI
La planifi cación de lasactividades tienen un altocomponente tecnológico ensu gestión
La planifi cación se realiza através de medios tecnológicosoptimizados y enfocados en losobjetivos de la organización
CulturaOrganizacional(CO)
Valores ycomportamientosbasados enfenómenos como laresistencia al cambio
Los trabajadorescomienzan adoptarel cambio como unanecesidad dentro delnegocio
Las personas adoptanfácilmente los cambiosasimilándolos como unacotidianidad
La adaptabilidad al cambio,y la fl exibilidad ante nuevassituaciones forman parte delos valores de las personas
Prioridadesnegocio/tecnología(P N/T)
Cumplir con losobjetivos teniendo apenas en cuenta latecnología
Emplear lastecnologías en losprocesos para eliminarsu subutilización
Guiar la tecnología junto alos procesos hacia el logrode los objetivos
Mejorar continuamente losprocesos a través de latecnología
Habilidades(H)
Poca destreza delas personas enel manejo de latecnología
La integración dedesarrolladores yadministradores mejoralas habilidades en eluso de la tecnología
La mayor parte delpersonal de la empresamaneja adecuadamente latecnología
La destreza de las personaspuede posibilitar la mejora de latecnología existente
Liderazgo de ladirección(LD)
Se dirige con unenfoque a procesosfundamentalmente
Adopción de uncarácter reactivo pararesolver los problemasapoyándose de latecnología
Enfoque proactivo dedirección hacia el logro deestrategias teniendo encuenta la tecnología
Alta capacidad de liderazgocentrado en la tecnología
Estandarizaciónde procesos ytecnología(EPT)
Los procesos ylas tecnologías seencuentran dispersos,sin comunicaciónentre sí
Se toman accionespara evitar duplicidadesen los procesos y lastecnologías
Se integran los procesosjunto a las tecnologíasa nivel empresarial,adquiriendo un caráctermás estándar
Los sistemas de procesosbasados en la tecnologíase modularizan creándoseuna única estructura con unlenguaje común
Tomadecisiones(TD)
Se difi culta por lafalta de informaciónoportuna y ágil de losprocesos
Se enfoca endisminuir los costosempresariales
Se facilita producto a que lainformación se gestiona através de la tecnología
La información que muestranlos procesos digitalizadospermite tomar decisionesinmediatas

Una aproximación hacia la evaluación del nivel de madurez de la arquitectura empresarial
Revista Cubana de Ingeniería. Vol. VI, No. 3, septiembre - diciembre , 2015, pp. 33 - 42, ISSN 2223 -178138
Paso 5. Procesar el cuestionario y obtener resultadosPara el procesamiento de la encuesta se utiliza el
programa de Microsoft Excel, determinando dentrodel conjunto de elementos evaluados por cada capacuáles presentaron defi ciencias, teniendo en cuenta lasrespuestas.
Paso 6. Determinar brechas existentes entre elnegocio y la tecnología
A partir de los resultados obtenidos se realizó un estudiode las causas que provocaron las defi ciencias en lasvariables estudiadas. Para ello se analizó informacióncomplementaria brindada por las empresas y se utilizó elDiagrama causa-efecto como herramienta de diagnóstico.Teniendo en cuenta la información obtenida a partir delanálisis de los resultados, se le otorgó un valor a cadavariable atendiendo a su desempeño mediante la escalaLikert donde: 1: muy buen comportamiento dentro dela arquitectura empresarial, 2: buen comportamiento,3: comportamiento aceptable, 2: comportamiento casiinaceptable y 5: comportamiento inaceptable.
Paso 7. Determinar nivel de madurez de laarquitectura empresarial
El siguiente paso fue agrupar las variables teniendo encuenta su nivel de relación con los atributos generalesdefi nidos en la clasifi cación de evaluación del nivel demadurez (tabla 1). El nivel de relación de variables yatributos se determinó a partir de la aplicación de la matrizde N espacios para cada una de las dimensiones en cadauna de las empresas caso de estudio, para su obtenciónse utilizaron técnicas como el análisis documental, elInograf, diagrama de Relaciones, diagrama Pareto ydiagrama de Afi nidad [22]. Esta herramienta permitedarle mayor importancia al atributo-variable de relaciónmuy fuerte, tenido en cuenta como elemento clave en elmomento de ubicar un atributo en un nivel determinadode madurez.
Fig. 1. Respuestas satisfactorias de elementos evaluados porcada capa de la arquitectura empresarial. Fuente: Elaboraciónpropia
Fig. 2. Diagrama causa-efecto. Principales debilidades queafectan la alineación del negocio con la tecnología. Fuente:Elaboración propia
valores de los trabajadoresmarcados por la resistenca
al cambio
No se tiene en cuenta todala información relevante
para la toma de decisiones
Comunicaciónorganizacional
defi ciente
Escaso dominio delas tecnologías y sus
aplicaciones
Manejo de softwares complejos
Falta de alineaciónde los objetivos
estrátegicos con las tecnologías
No se utilizan todas lasaplicaciones en la gestiónde los procesos Desorganización
de los sistemas deinformación
Limitado acceso ainformación actualizada
No existen fl ujos de información que los integren
No están automatizados
RESULTADOSComo resultado de aplicar y procesar el cuestionario se
detectaron brechas con respecto a la falta de habilidadespara manejar los cambios fundamentalmente en la capade Aplicaciones y Tecnológica, desintegración de lainfraestructura tecnológica y las aplicaciones, algunossin enfoque hacia el cumplimiento de los objetivos de laempresa, así como desaprovechamiento de las tecnologíaspara la gestión de la información. En la fi gura 1 se puedeobservar que la mayoría de las respuestas satisfactoriasse concentran en la Capa de Negocio, lo que indica unabuena capacidad organizativa de las empresas.
Se diseñó un diagrama causa-efecto (fi gura 2) comoresumen de las principales debilidades que presentanactualmente estas empresas, como parte del diagnóstico,que otorga elementos para decidir certeramente enqué nivel de madurez se encuentra cada arquitecturaempresarial.
La evaluación de cada empresa tuvo como antecedentela construcción de la matriz de N espacios en cada una delas dimensiones. En la fi gura 3 se muestran las matricesobtenidas de la Capa tecnológica en cada empresaanalizada. La determinación del nivel de madurez através de las etapas arrojó como resultados que todasse encuentran en el nivel 0, determinado principalmentepor la tendencia a desarrollar aplicaciones tecnológicaspara resolver problemas de gestión en cada uno de losprocesos claves y estratégicos, cuya implementaciónprovoca gastos excesivos de tiempo en los procesos al noexistir una conexión entre los sistemas que permita agilizarel fl ujo de información dentro de un departamento y entrelas distintas áreas de la empresa, algunas tecnologías noresponden a los objetivos estratégicos de la empresa eimplican altos costos de inversión, muchos procesos estándocumentados pero no digitalizados, por lo que su gestiónpara alcanzar los objetivos estratégicos se difi culta.

Revista Cubana de Ingeniería. Vol. VI, No. 3, septiembre - diciembre , 2015, pp. 33 - 42, ISSN 2223 -1781
Annette Malleuve Martínez - Daniel Alfonso Robaina - Mavis Lis Stuart Cárdenas
39
DISCUSIÓNLos resultados obtenidos de las empresas casos
de estudio muestran que existe una concepción de latecnología como herramienta de apoyo a los procesos, yno como sistemas que gestionan los procesos de negocioque dan valor de proactiva y efi ciente, dirigiendo lasactividades empresariales hacia el logro de los objetivosestratégicos.
El diagnóstico realizado confi rma que no basta teneruna buena organización de los procesos y sistemas degestión que los soporten, es necesario el uso efi ciente dela tecnología dado que la información que se gestiona enla empresa es creciente y cambiante en el tiempo. Es porello que no solo basta con tener personal especializado enlas funciones principales de la organización, se necesitaque los trabajadores aprendan a manejar la tecnologíaen función de potenciar su desempeño en los procesos,fortalezcan la innovación y asimilen los cambios comosucesos desarrolladores. Es cierto que muchas empresascubanas carecen de recursos para acceder a la informacióny gestionarla, pero se ha comprobado a través de esteestudio que se acometen inversiones en tecnología endesacuerdo con las necesidades empresariales, lo quese traduce en inutilización de los mismos y por supuestoaltos costos para las organizaciones.
Asímismo, se observa una marcada desconexión entrelos sistemas de información de las empresas lo que haprovocado que exista duplicidad de la información, eincluso, que se gestione un mismo dato en varios sistemascon igual propósito aumentado el tiempo del proceso yprovocando desgaste y desmotivación en el trabajador, einfl uyendo además en la calidad de la información fi nalpara la toma de decisiones.
El diseño preliminar propuesto ha permitido defi nir loselementos particulares de la arquitectura empresarial a losque hay que poner énfasis en su solución, lo que hubieraresultado complejo si la evaluación de la arquitecturaestuviera basada en el comportamiento de variablesgenéricas como ha sido desarrollado por algunos autoresen la literatura. El tránsito de un nivel a otro de madurezestá determinado por la capacidad y disposición de toda laorganización para solucionar las problemáticas detectadas,ello implica además una alta dosis de sostenibilidad en eltiempo de las mejoras a implementar que contribuyan aun desarrollo incremental del conocimiento organizacionaly la tecnología en función de los objetivos de la empresa.
CONCLUSIONESEl trabajo realizado constituye un primer acercamiento
a lo que devendrá un modelo de madurez para la AE,en tanto permite evaluar el estado de alineación entre
Fig. 3. Matriz de N espacios.Capa tecnológica. Fuente: Elaboración propia

Una aproximación hacia la evaluación del nivel de madurez de la arquitectura empresarial
Revista Cubana de Ingeniería. Vol. VI, No. 3, septiembre - diciembre , 2015, pp. 33 - 42, ISSN 2223 -178140
las tecnologías y el negocio en las empresas, a travésde evaluar variables fundamentales en cada capa de laarquitectura empresarial.
En particular el diseño del cuestionario contribuyó a:- Identifi car las variables y elementos que caracterizan
las capas de la arquitectura empresarial, así como losatributos para evaluar el nivel de madurez de dichaarquitectura.
- Relacionar las variables y atributos identifi cados apartir de la matriz N espacios, teniendo en cuenta losdiferentes contextos empresariales.
- Evaluar el comportamiento de las variablescaracterísticas de cada capa de la arquitectura, con elobjetivo de focalizar las áreas de mejora de la gestiónempresarial en función de alinear las tecnologías con losobjetivos del negocio.
A partir de la aplicación del cuestionario en las empresascaso de estudio se obtuvieron los siguientes resultados:
-La Capa de negocio es la más fortalecida, lo que indicaque se deben dirigir los esfuerzos hacia la Gestión de laInformación y el Uso de la Tecnología como soporte a latoma de decisiones.
-Todas las empresas se encuentran en el nivel: Silo delnegocio, lo cual quiere decir que las tecnologías no seinvolucran totalmente en la gestión de los procesos, nocontribuyen a incrementar el crecimiento empresarial.
El valor fundamental del trabajo radica en que se abordala evaluación del nivel de madurez de la arquitecturaempresarial, desde una perspectiva de evaluar sus capascomponentes, abriendo un punto de vista para el debatey el intercambio. El enfoque propuesto constituye la basepara el desarrollo de un futuro modelo de madurez de laarquitectura empresarial.
REFERENCIAS1. CUENCA GONZÁLES, Llanos. et al. “Lograr la
alineación estratégica de negocio y las tecnologías dela información a través de Arquitecturas Empresariales:Revisión de la Literatura”. En: Actas de 5th InternationalConference on Industrial Engineering and IndustrialManagement, XV Congreso de Ingeniería deOrganización, 2011, pp. 1061-1070.
2. JONKERS, Henk et al. “Concepts for modelingenterprise architecture”. Revista International Journalof Cooperative Information Systems, septiembre,2004, vol. 13, núm. 3, pp. 257-287. ISSN:02188430.Disponible en Web: http://web.a.ebscohost.com/ehost/pdfviewer/pdfviewer?sid=c25f2c4b-c6cc-4c8a-8ce7-f5f2d84236e5%40sessionmgr4003&vid=5&hid=4104[consultado febrero de 2014].
3. ARIAS, Jorge. “Arquitectura Empresarial: Visión,Propuesta de Valor y Experiencias en la adopción”. En:Actas de III Foro Nacional de Arquitectura de TI, 2011,pp.12-22.
4. HERNÁNDEZ SANTUARIO, Eloísa Itzé. “ArquitecturaEmpresarial como práctica para mantener la estabilidadde los sistemas de una organización”. Revista UPIICSA,
Tecnología Ciencia y Cultura, mayo-agosto, 2008, vol.6, núm. 47 pp. 14-18. ISSN: 0187-6325. Disponibleen Web: http://www.repositoriodigital.ipn.mx/bitstream/handle/123456789/5392/47-3.pdf?sequence=3.[consultado febrero de 2014].
5. SIMON, Daniel; FISCHBACH, Kai; SCHODER, Detlef.“An Exploration of Enterprise Architecture Research”.Communication of de the Association of InformationSystems. January, 2013, vol. 32, article 1, pp. 1-72.ISSN: 1529-3181. Disponible en Web: http://aisel.aisnet.org/cais/vol32/iss1/1 [consultado febrero de2014].
6. TAMM, Toomas; SEDDON, Peter B.; SHANKS,Graeme; REYNOLDS, Peter. “How Does EnterpriseArchitecture Add Value to Organizations?”.Communication of de the Association of InformationSystems. March, 2011, vol. 28, article 10, pp. 141-168. ISSN: 1529-3181. Disponible en Web: http://aisel.aisnet.org/cais/vol28/iss1/10 [consultado febrero de2014].
7. AIER, Stephan. “An Engineering Approach toEnterprise Architecture Design and its Application at aFinancial Service Provider”. En: Actas de ProceedingsModellierung betrieblicher Informations systeme (MobIS2008), 2008, pp.115-130.
8. D. ARANGO, Martín; LONDOÑO SALAZAR, JesúsE.; ZAPATA CORTES, Julián E. “ArquitecturaEmpresarial - una visión general”. Revista Ingenierías,Universidad de Medellín, enero-junio, 2010, vol. 9, núm.16, pp.101-111. ISSN: 1692-3324. Disponible en web:http://www.scielo.org.co/pdf/rium/v9n16/v9n16a09.pdf.[consultado febrero de 2014].
9. VAN DER RAADT, Bas; VAN VLIET, Hans. “Designingthe Enterprise Architecture Function”. Springer-VerlagBerlin Heidelberg. Octubre, 2008, vol. 5281, núm. 5,pp. 103-118. ISSN: 0302-9743. Disponible en Web:http://www.cs.vu.nl/~hans/publications/y2008/QoSA08-EAF.pdf [consultado en abril de 2014].
10. PORRAS CEDEÑO, Gerardo. “ArquitecturaEmpresarial” [en línea]. Club de InvestigacionesTecnológicas, San José, Costa Rica [ref. septiembre de2008]. Disponible en: http://www.clubinvestigacioncr.com/docs/arquitecturaempresarialinforme40.pdf[consultado en abril de 2014].
11. D. ONANTES, Sandra et al. “ArquitecturasEmpresariales: gestión de los procesos de negocios.Arquitecturas orientadas a servicios ¿se relacionan?”.Tecnura. 2009, vol. 13, núm. 25, pp. 136-144. ISSN:2248-7638. Disponible en: http://www.redalyc.org/articulo.oa?id=257020617013 [consultado en abril de2014].
12. MARIN-ORTEGA, Pablo Michel et al. “Arquitecturapara el diseño de soluciones de inteligencia de negocio”.En: Actas de XV Convención y Feria InternacionalInformática 2013, III Taller Internacional Las TIC en lagestión de las organizaciones, 2013 ISBN 978-959-7213-02-4.
13. LLERENA FERRER, Raimundo. “Defi nición de unaestrategia de transición de la Arquitectura Empresarial”.
Revista Cubana de Ingeniería. Vol. VI, No. 3, septiembre - diciembre , 2015, pp. 33 - 42, ISSN 2223 -1781
Annette Malleuve Martínez - Daniel Alfonso Robaina - Mavis Lis Stuart Cárdenas
41
En: Actas de XV Convención y Feria InternacionalInformática 2013, III Taller Internacional Las TIC en lagestión de las organizaciones, 2013. ISBN 978-959-7213-02-4.
14. VAN GREMBERGEN, Wim et al. “Structures,Processes and Relational Mechanisms for ITGovernance” [en línea]. Idea Group Inc. [ref 2004]Disponible en Web: http://pdf.aminer.org/000/245/167/it_governance_structures_processes_and_relational_mechanisms_achieving_it_business.pdf. [consultadofebrero de 2014].
15. STEENBERGEN, Marlies Van. et al. “An Instrumentfor the Development of the Enterprise ArchitecturePractice”. En: Actas del 9th International Conferenceon Enterprise Information Systems. ICEIS, pp. 14–22 ,2007. ISBN: 978-3-540-88709-6,.
16. NASCIO. Enterprise Architecture Maturity Model;versión 1.3. [en línea] National Association of StateChief Information Offi cers (NASCIO). [ref diciembre2003] Disponible en Web: http://www.nascio.org/publications/documents/nascio-eamm.pdf [consultadomayo 2011].
17. OMB. Enterprise Architecture Assessment Frameworkv3.1. [en línea] Executive Offi ce of the President ofthe United States, Offi ce of Management and Budget[ref 2009]. Disponible en Web: http://www.whitehouse.gov/sites/default/files/omb/assets/fea_docs/OMB_EA_Assessment_Framework_v3_1_June_2009.pdf.[consultado febrero de 2014].
18. HARRELLA, J., Michael; P. SAGE, Andrew.“Enterprise architecture and the ways of Wickedness”.Revista Information Knowledge Systems Management.Julio, 2010, vol 9. núm. 3-4, pp. 197–209. ISSN: 1389-1995. Disponible en web: http://iospress.metapress.com/ [consultado febrero de 2014].
19. VAN DER RAADT, Bas et al. “Alignment and MaturityAre Siblings in Architecture Assessment”. Springer-Verlag Berlin Heidelberg. Junio, 2005, vol. 3520,núm.1, pp. 359-369. ISSN: 0302-9743. Disponible enweb: http://www.few.vu.nl/~hans/publications/y2005/CAiSE05-MAAM.pdf [consultado marzo de 2014].
20. POWER Brad. “Michael Hammer’s Process andEnterprise Maturity Model”. [en línea] [ref 2007]
Disponible en web: http://www.bptrends.com/publicationfiles/07-07-ART-HammersPEMM-Power-fi nal1.pdf . [consultado febrero de 2014].
21. HITE, Randolph C. “The Federal Enterprise Architectureand Agencies’ Enterprise Architectures Are Still Maturing”[en línea]. United States General Accounting Offi ce [refMayo 2004]. Disponible en Web: http://www.gao.gov/new.items/d04798t.pdf. [consultado mayo 2011].
22. GARCÍA GÓMEZ Juan; SOLTURA LACERIA, Ariel;ALFONSO ROBAINA, Daniel. “Matriz de N espacios:una nueva herramienta de dirección para la solución deproblemas cualitativos”. Revista de Ingeniería Industrial.Noviembre-diciembre, 2007, vol. 28, núm. 3, pp. 40-43.Disponible en Web: http://rii.cujae.edu.cu/index.php/revistaind/article/view/86/64. [consultado febrero de2014].
AUTORESAnnette Malleuve MartínezIngeniera Industrial, Profesora Adiestrada, Centro deEstudios de Técnicas de Dirección (CETDIR), Facultadde Ingeniería Industrial, Instituto Superior Politécnico JoséAntonio Echeverría, Cujae, La Habana, Cuba.
Daniel Alfonso RobainaDoctor en Ciencias Técnicas, Centro de Estudios deTécnicas de Dirección (CETDIR), Facultad de IngenieríaIndustrial, Instituto Superior Politécnico José AntonioEcheverría, Cujae, La Habana, Cuba
Mavis Lis Stuart CárdenasIngeniera Informática. Máster en Informática Aplicada,Profesora Auxiliar, Departamento de Sistemas deDirección, Facultad de Ingeniería Industrial, InstitutoSuperior Politécnico José Antonio Echeverría, Cujae, LaHabana, Cuba

Una aproximación hacia la evaluación del nivel de madurez de la arquitectura empresarial
Revista Cubana de Ingeniería. Vol. VI, No. 3, septiembre - diciembre , 2015, pp. 33 - 42, ISSN 2223 -178142
Approach to Evaluation of Maturity Level in Enterprise
Architecture
AbstractThe current business competitiveness is given by a high capacity of these to adapt and be fl exible to change, the con-text in which are important enterprise architectures that align technology with business goals. One way to achieve suchalignment is through the application of models to assess the maturity to move to the architecture of the current state tothe desired state. The literature of process maturity models, information systems, frameworks and even enterprise archi-tecture, evaluating variables generally organizational performance, but lacks a maturity model to assess these variableswithin each dimension enterprise architecture with an integrated approach, making more specifi c areas for improvement.This article guidelines for assessing the level of maturity of enterprise architecture from a theoretical elements based onthe size of enterprise architecture and a set of phases to determine the maturity level of the architecture are proposedbased questionnaire pattern analysis measuring the maturity level proposed by some authors. Finally results of the appli-cation of the instrument in some Cuban companies leaders in the use of technology are presented.
Key words: enterprise architecture, maturity level

Vol. VI, No. 3, septiembre - diciembre, 2015, pp. 43 - 52
Revista Cubana de Ingeniería. Vol. VI, No. 3, septiembre - diciembre, 2015 pp. 43 - 52, ISSN 2223 -1781
INGENIERÍA INFORMÁTICA
Análisis comparativo de modelosy estándares para evaluar la calidaddel producto de software
Alena González ReyesCorreo electrónico: [email protected] Superior Politécnico José Antonio Echeverría, Cujae, La Habana, Cuba
Margarita André AmpueroCorreo electrónico: [email protected] Superior Politécnico José Antonio Echeverría, Cujae, La Habana, Cuba
Anaisa Hernández GonzálezCorreo electrónico: [email protected] Superior Politécnico José Antonio Echeverría, Cujae, La Habana, Cuba
ResumenA pesar del avance vertiginoso de la industria del software, aún persisten defi ciencias en la calidad de losproductos desarrollados. Existen diversos modelos y estándares que pueden servir de base para evaluarla calidad de los productos de software. En este sentido, se hace difícil para una organización identifi carcuál resulta el más adecuado acorde con sus características, dado que la mayoría de los trabajos analizanmuy pocos modelos y utilizan escasos criterios. Este trabajo tiene como objetivo analizar un conjunto demodelos y estándares orientados a evaluar la calidad de los productos de software con el propósito deidentifi car los que han sido más utilizados o referenciados, y los aspectos que caracterizan a cada uno deellos. A partir de la bibliografía consultada, se identifi caron un conjunto de criterios que sirvieron de basepara realizar el análisis comparativo, entre los que se encuentran: características y subcaracterísticas decalidad abordadas, estructura, propósito, separación de elementos internos y externos, relaciones entrecaracterísticas de calidad, relación de las métricas con las características de calidad, tipo de proyecto al quese aplica, clasifi cación del modelo y tipo de calidad que evalúa. Como resultado se fundamenta la selecciónde la ISO/IEC 9126 y la ISO/IEC 25010, como los estándares más abarcadores tomando en cuenta losdiversos criterios utilizados en la comparación.
Palabras claves: modelos de calidad, estándares de calidad, características de calidad de los productosde software
Recibido: 23 de febrero de 2015 Aprobado: 26 de junio de 2015
Artículo Original
INTRODUCCIÓNLa Industria del software desde su surgimiento ha
infl uido notablemente en el desarrollo de las empresas.Sin embargo, según el Reporte del Caos del año 2014(Standish Group Report CHAOS 2014) [1], en el 43% delos casos, los proyectos de software no cumplen con elcronograma, el presupuesto o las funciones requeridas.Además, el 18% del total de los proyectos se cancelanantes de la terminación, o se entregan, pero nunca son
utilizados. Por lo tanto, resulta clave garantizar unaadecuada calidad tanto del proceso y del producto. Enel caso del producto, existen modelos y estándares paraevaluar dicha calidad, como: el Modelo de McCall [2], elModelo de Boehm [3], el Modelo de FURPS [4], la normaISO/IEC 9126 [5] y la ISO/IEC 25010 [6].
Resulta muy conveniente que las organizaciones utilicencomo base algún modelo o norma para evaluar la calidadde los productos de software que desarrollan. La realidad

Análisis comparativo de modelos y estándares para evaluar la calidad del producto de software
Revista Cubana de Ingeniería. Vol. VI, No. 3, septiembre - diciembre, 2015, pp. 43 - 52, ISSN 2223 -178144
es que existe una amplia gama de modelos, por lo que esdifícil la selección. Por lo tanto, sería favorable determinarcuáles modelos o estándares poseen una visión másintegradora de la calidad del producto de software ocuáles resultan más adecuados en función de suspotenciales y las características de las organizaciones. Sibien en la bibliografía se reportan análisis comparativosde los modelos y estándares de calidad, la mayoría sehan realizado empleando pocos criterios como son:la estructura de los modelos [7], las característicasde calidad abordadas, algunas subcaracterísticasparcialmente tratadas o no abordadas y la cantidad decaracterísticas de calidad comunes a varios modelos.Asimismo, la mayoría de los trabajos solo analizan unmodelo o como máximo dos, con algunas característicasde calidad o varios modelos con escasas característicasde calidad como funcionalidad, usabilidad y facilidad demantenimiento [8-10].
Adicionalmente, existen otros criterios defi nidos porreconocidos especialistas en calidad de software quepermiten valorar de una forma más abarcadora losdiferentes modelos y estándares de calidad del productode software como pueden ser los defi nidos por: Mario G.Piattini [11] y Roger Pressman [12].
Todos los elementos anteriormente descritos hacenque la especifi cación, la medición y la evaluación de losatributos de calidad resulten procesos complejos para losdistintos productos de software. Esto conlleva a que seprecise identifi car la mayor cantidad de criterios útiles paracomparar diferentes modelos y estándares de calidad, yseleccionar el más adecuado.
El objetivo del artículo radica en analizar un conjunto demodelos y estándares orientados a evaluar la calidad delos productos de software con el propósito de identifi carlos que han sido más utilizados o referenciados, y losaspectos que caracterizan a cada uno de ellos. A partirde la bibliografía consultada se identifi có un conjunto decriterios que sirvieron de base para realizar el análisiscomparativo, entre los que se encuentran: característicasy subcaracterísticas de calidad abordadas, estructura,propósito, separación de elementos internos y externos,relaciones entre características de calidad, relación delas métricas con las características de calidad, tipo deproyecto al que se aplica, clasifi cación del modelo y tipode calidad que evalúa.
MATERIALES Y MÉTODOSEn el artículo se emplearon algunos métodos teóricos
como el de análisis y síntesis; utilizado en este casopara estudiar, analizar y sintetizar los conceptos,las relaciones entre ellos y los planteamientos de laliteratura especializada, acerca del tema de la presenteinvestigación. Esto posibilitó la extracción del conocimientoútil y su consolidación en conclusiones propias u opinionescríticas. Además, se aplicaron los métodos inductivos,deductivo, analogía y comparación, en la identifi caciónde regularidades, la búsqueda de tendencias y en sugeneralización. De igual forma, permitió defi nir el conjuntode criterios para la comparación de los diferentes modelos
y estándares de calidad, su ejecución y el establecimientode los resultados en tablas integradoras.
El uso de los métodos sistémicos y el de generalización–concreción, se encuentra matizado por la defi nición deun conjunto de subcaracterísticas más utilizadas quecomponen las características de calidad, las cuales, asu vez, forman parte de los modelos y estándares decalidad más referenciados y aplicados. En este trabajo,el instrumento fundamental lo constituye la revisiónbibliográfi ca acerca de la evaluación de la calidad delos productos de software, los modelos y los estándaresasociados al tema.
RESULTADOSA partir del análisis de los criterios que diferentes autores
utilizan para valorar los modelos y estándares de calidad delproducto de software [7, 9-11], se identifi caron nueve comobase para realizar la comparación. Estos criterios son:
1. Características y subcaracterísticas de calidad cubiertas.2. Estructura de los modelos.3. Propósito del modelo.4. Separación de elementos internos y externos.5. Relaciones entre características de calidad.6. Relación de las métricas con las características de
calidad.7. Clasifi cación del modelo de calidad (fi jo, medida y mixto).8. Tipo de proyecto al que se aplica.9. Tipo de calidad que evalúa.En los estudios comparativos analizados se han
identifi cado dos elementos comunes a todos losmodelos y estándares de calidad: las características ysubcaracterísticas de calidad cubiertas, y la estructura.El primero establece la jerarquía de características ysubcaracterísticas de calidad defi nidas. La estructura delos modelos, comprende la relación entre el número decapas o nivel de profundidad del modelo y los tipos deelementos utilizados, en este caso de alto o bajo nivel paraclasifi car, detallar y evaluar características observables delos componentes de software.
El resto de los criterios se identifi caron teniendo encuenta los parámetros expuestos por especialistas decalidad, asociados a otros elementos que pudieran incidiren la selección de un modelo o estándar. El tercer criterio,propósito del modelo, comprende dos dimensionesespecífi co-general y reutilizable-descartable. Para laempresa es importante tener en cuenta si un modelo esconstruido a la medida para un producto o proceso y uncontexto organizacional dado, o si es aplicable a cualquiertipo de sistema. Esto se encuentra interrelacionado conel nivel de reusabilidad, medido a través de la segundadimensión. La reusabilidad de un modelo de calidad sereduce al hacerlo más específi co y se incrementa al sermás general.
Para evaluar la calidad del producto de software se debenconsiderar aspectos internos y externos. Sin embargo,los modelos y estándares de calidad existentes incluyensolo elementos internos, solo externos o ambos. Por lotanto, surge el cuarto criterio denominado, separación deelementos internos y externos.

Alena González Reyes - Margarita André Ampuero - Anaisa Hernández González
Revista Cubana de Ingeniería. Vol. VI, No. 3, septiembre - diciembre, 2015, pp. 43 - 52, ISSN 2223 -1781 45
El quinto criterio, relaciones entre características decalidad, se identifi ca a partir de que existen relaciones desolapamiento, transversalidad y dependencia entre lascaracterísticas de calidad. Todo ello es necesario paradeterminar cuántas de ellas participan en la descomposiciónjerárquica de otras de niveles superiores, cuáles se defi neny evalúan transversalmente, de manera diferente y el nivelde relación de una con otra (parcial o total).
Por otra parte, la evaluación del producto de software noes algo solamente cualitativo. Se ha de cuantifi car medianteel uso de métricas asociadas al menos al grado másdetallado de descomposición propuesto por la estructuradel modelo y generalmente son las subcaracterísticas. Deahí que el sexto criterio sea la relación de las métricas conlas características de calidad.
Relacionado con el propósito del modelo, se defi nió elséptimo criterio, identifi cado como clasifi cación del modelode calidad (fi jo, medida y mixto). Este vínculo es relevantedado que si es fi jo el modelo su propósito será general-reutilizable, si es a la medida específi co-descartable y encaso de ser mixto dependerá del grado de detalle con quese haya construido. La clasifi cación del modelo o estándarcomo fi jo supone la inclusión de todas las característicasde calidad posibles y se utilizará un subconjunto para cadaproyecto concreto. A la medida, implica que la defi niciónde las características de calidad debe realizarse para cadaproyecto a partir de los objetivos a alcanzar. Finalmente, sies mixto, propone un grupo de características de calidadmás abstracto, reutilizable en la mayoría de los proyectosy refi nado para uno en particular.
El octavo y noveno criterios resultan relevantes tambiénpara cualquier entidad vinculada al desarrollo de softwarea la hora de defi nir el proceso de selección de un modeloo estándar de calidad. Estos se identifi can como el tipo deproyecto al que se aplica y el tipo de calidad que evalúa elmodelo o estándar.
Una vez defi nidos los criterios a considerar esimportante especifi car los modelos y estándares a teneren cuenta para el análisis comparativo. A continuación secitan algunos de los más referenciados y utilizados paraevaluar la calidad de los productos de software. Entre ellosse encuentran: Modelo de McCall [2], Modelo de Boehm[3], Modelo de FURPS [4], Modelo de Dromey [13], NormaISO/IEC 9126 [5], Norma ISO/IEC 25010 [6], Modelo SATC(Software Assurance Technology Center) [14], ModeloC-QM (Comprehensive Quality Model) [14], MetodologíaSQAE (Software Quality Assessment Exercise) [15],WebQEM (Web Quality Evaluation Method) [16].
La comparación del primero de los criterios,características y subcaracterísticas de calidad cubiertas,se realiza de manera independiente del resto, pararepresentar de una manera más clara la composición deelementos de calidad considerados por cada modelo oestándar. Con independencia de seleccionar un modelou otro, resulta muy difícil evaluar todas las característicasde calidad. Cada modelo o estándar, presenta un grupode características de calidad para evaluar el productode software y a su vez, cada una de ellas cuenta conun conjunto de subcaracterísticas. Vale destacar que,
la mayoría de las propuestas existentes en la literaturano se encuentran estructuradas de una forma común yconsistente entre sí. De ahí, que la terminología que utilizan,tanto desde el punto de vista sintáctico como semántico,no suela estar unifi cada respecto a las características decalidad. No obstante, resulta importante su priorizaciónen dependencia de su cubrimiento por parte de losdiferentes modelos y estándares de calidad. A partir deun estudio realizado respecto a los modelos y estándaresmás referenciados y utilizados, las características desoftware más empleadas, se encuentran numeradas enlas fi las de la primera columna de la tabla 1. El resto de lascolumnas se corresponden con los modelos y estándaresconsiderados. En el cuerpo de la tabla se señalan lascaracterísticas cubiertas por cada modelo u estándar.La fi la Total representa la cantidad de característicasabordadas por cada modelo o estándar.
De la tabla 1, es posible concluir que los modelos másabarcadores desde el punto de vista de la cantidad decaracterísticas de calidad abordadas son los modelosde McCall (con 11), la ISO/IEC 25010 (con 8), Boehm(con 7), Dromey (con 7) y la ISO/IEC 9126 (con 6). Lascaracterísticas de calidad del producto de software másusadas son: la efi ciencia (con 8), la confi abilidad (con 7),la facilidad de mantenimiento (con 7), la funcionalidad(con 7), la usabilidad (con 7) y la portabilidad (con 6).
Dado que las características de calidad se distribuyen demanera diferente en los modelos y estándares de calidad,se presentan en las fi las de la primera columna de la tabla2, el conjunto de subcaracterísticas correspondientesa los modelos y estándares evaluados. El resto de lascolumnas se corresponden con los modelos y estándaresconsiderados. En cada celda del cuerpo de la tabla seindica por cada modelo la característica de calidad a lacual se encuentra asociada la subcaracterística analizada.Para especifi car la característica de calidad se asigna elnúmero expuesto en la primera columna de la tabla 1.La fi la Total representa la cantidad de subcaracterísticasabordadas por cada modelo o estándar.
Al observar la tabla 2 se concluye que lassubcaracterísticas más usadas o solapadas en la mayoríade las características de calidad son: la consistencia (con8), la modularidad (con 8), la autodescripción (con 7), laconformidad estándar (con 7), la especifi cación (con 6),la completitud funcional (con 6), la estructura (con 6) yla documentación interna (con 6). Por otra parte, lassubcaracterísticas presentes en el mayor número demodelos y estándares de los citados son: la precisión(con 7), la tolerancia ante fallos (con 6), el rendimiento(con 6), la seguridad (con 5), la consistencia (con 5), lacompletitud funcional (con 5), la comprensibilidad (con5), la documentación interna (con 5), la documentaciónexterna (con 5), la utilización de recursos (con 5), lamodularidad (con 5), la idoneidad (con 4), la facilidad derecuperación (con 4), la adaptabilidad (con 4), la facilidadde operación (con 4), la atracción (con 4), la accesibilidad(con 4), la estabilidad (con 4), la madurez (con 4), lafl exibilidad (con 4), la facilidad de diagnóstico (con 4) y lacapacidad de ampliación (con 4).

Análisis comparativo de modelos y estándares para evaluar la calidad del producto de software
Revista Cubana de Ingeniería. Vol. VI, No. 3, septiembre - diciembre, 2015, pp. 43 - 52, ISSN 2223 -178146
Tabla 1Características de calidad cubiertas por los modelos y estándares de calidad a nivel de productoCaracterísticas de Calidad/ Modeloso Estándares de Calidad de Software
1. Funcionalidad o Adecuación funcional X X X X X X X2. Usabilidad o Facilidad de uso X X X X X X X3. Integridad o Seguridad X X4. Corrección, Precisión o Exactitud X5. Confi abilidad o fi abilidad X X X X X X X6. Efi ciencia o Rendimiento X X X X X X X X7. Facilidad de mantenimiento X X X X X X X8. Facilidad de prueba X X X9. Flexibilidad, mutabilidad, Facilidad demodifi cación, Facilidad de cambio
X X
10. Facilidad de reutilización X X X X11. Interoperabilidad X12. Portabilidad o Facilidad de trasportación X X X X X X13. Ingeniería humana X14. Comprensibilidad, Facilidad deentendimiento, Descripción o Pertinencia delreconocimiento
X
15. Soporte o Facilidad de soporte X16. Compatibilidad X17. Conformidad X18. Capacidad de evolución o Capacidad deampliación
X
Total 7 7 11 5 5 4 4 6 8 4
Tabla 2Subcaracterísticas de calidad cubiertas por los modelos y estándares a nivel del productoSubcaracterísticas de Calidad/ Modelos oEstándares de Calidad
Idoneidad o Pertinencia funcional 6,7 1 1 1Precisión, Exactitud o Corrección 5 1,5 3 5 8 1 1Interoperabilidad 1 16Seguridad o Integridad 1 1 1 1 3Facilidad de recuperación 5 1 5 5Consistencia 5,14 1,2,5,
7,10,124,7 2 7
Adaptabilidad 15 1 12 12Generalidad o Comunalidad 7,10,
129,10 1
Completitud funcional 5,12 1,2,5,7 1 1 1
Comprensibilidad, Facilidad de entendimiento,Descripción o Pertinencia del reconocimiento
1 10 1,2 2 2
Documentación interna 2,7,10,12
2 2,7 1 7,10,12,18
Documentación externa 2,7,10,12
2 2,7 2 7,10,12,18

Alena González Reyes - Margarita André Ampuero - Anaisa Hernández González
Revista Cubana de Ingeniería. Vol. VI, No. 3, septiembre - diciembre, 2015, pp. 43 - 52, ISSN 2223 -1781 47
Tabla 2 (continuación)Subcaracterísticas de Calidad/Modelos o Estándares de Calidad
Cohesión 7,10,12
2
Facilidad de operación 7 2 2 2Soporte o Facilidad de soporte 2Atracción o Estética de la interfazde usuario
2 2 2 2
Familiarización 2 2Comunicatividad 8,
132 2
Volumen y tasa de entrada/salida 2Accesibilidad 6,8,
136,7 6 2
Protección contra errores delusuario
2
Facilidad de aprendizaje 2 2Subcaracterísticas de Calidad/Modelos o Estándares de Calidad
Estabilidad o Estabilidad de lasmodifi caciones
1 2 7 7
Control y auditoría de acceso 3Integridad de los datos 3No repudio 3Responsabilidad 3Autenticidad 1,5,7 3Compleción 1,5 4Trazabilidad 4 1Madurez 5 5 5 5Tolerancia ante fallos 5 5 5 5 5 7,18Encapsulamiento 5,7,
10,12Especifi cación o Construido segúnlas especifi caciones
1,2,5,7,10,12
1 10
Poco acoplamiento 5,7,10,12
Simplicidad 6,7 5,7,8 7,18Disponibilidad 6 1 5Rendimiento o Comportamientotemporal
6 6 6 6 6 6
Utilización de recursos 6 6 6 6 6Flexibilidad, Mutabilidad, Facilidadde Modifi cación, Facilidad deCambio o Facilidad de cambio
1,5,7 7 7 7
Abstracción 7,10 7

Análisis comparativo de modelos y estándares para evaluar la calidad del producto de software
Revista Cubana de Ingeniería. Vol. VI, No. 3, septiembre - diciembre, 2015, pp. 43 - 52, ISSN 2223 -178148
Ajustable 7,10,12
Parametrización 7,10,12
Modularidad 6,7 7,8,9, 7,10
7 7,12,18
Reusabilidad o Facilidad dereutilización
7 7
Facilidad de diagnóstico oFacilidad de análisis
5 1 7 7
Autodescripción 8,14 7,8,9,10,12
7,10,12,18
Instrumentación 2,6,7 8 15Facilidad de prueba 15 7 7Estructura 8,9,
141,5,7 7
Capacidad de ampliación oCapacidad de evolución
9 7 9 15
Independencia de la máquina 12 10,12 12Confi dencialidad 3Subcaracterísticas de Calidad/Modelos o Estándares de Calidad
Independencia del software desistema
7,10 10,12 12
Datos comunes o Estandarizaciónde los datos
2,11
Comunicaciones comuneso Estandarización de lascomunicaciones
1,5 11
Facilidad de reemplazo 12 12Coexistencia 12 16Concisión 14 5,7Legibilidad 14 1Facilidad de instalación 15 12 12Facilidad de confi guración 15Compatibilidad 15Conformidad estándar 17Conformidad respecto al modelode referencia
17
Total 12 26 24 24 12 10 15 22 31 9
Tabla 2 (continuación)Subcaracterísticas de Calidad/Modelos o Estándares de Calidad

Alena González Reyes - Margarita André Ampuero - Anaisa Hernández González
Revista Cubana de Ingeniería. Vol. VI, No. 3, septiembre - diciembre, 2015, pp. 43 - 52, ISSN 2223 -1781 49
Respecto a los restantes criterios, existen algunoselementos comunes a todos los modelos y estándaresconsiderados. Específi camente, dentro del segundo,defi nido como estructura de los modelos, los tipos deelementos usados son de alto y bajo nivel. El valor deltercer criterio, propósito del modelo, es general-reutilizablepara todos excepto para el modelo WebQEM, el cual esespecífi co-reutilizable. El quinto criterio, relaciones entrecaracterísticas de calidad, presenta una dependenciaparcial en todos los casos. La relación de las métricas conlas características de calidad, sexto criterio, es común y lasmétricas se encuentran asociadas al nivel más detallado,o sea, las subcaracterísticas. Asimismo, vinculado con eloctavo criterio, tipo de proyecto al que se aplica, todoscoinciden en que pueden se aplicados a proyectos Web,desktop y de otras categorías, a excepción del modeloWebQEM, asociado solamente a proyectos tipo Web.
En la tabla 3 se muestra la comparación de los modelosy estándares de calidad del producto de softwaredefi nidos, en cuanto al resto de los criterios establecidos:número de capas, separación de elementos internosy externos, relaciones entre características de calidad(transversalidad, solapamiento), clasifi cación del modelode calidad y tipo de calidad que evalúa. Es necesariodestacar que el número de capas es parte de la defi nicióndel criterio estructura del modelo.
Respecto a los criterios de la tabla 3, los modelosmás integradores son las ISO/IEC 9126 y 25010. Ambascontemplan la separación de los elementos internosy externos, son estándares mixtos y evalúan la calidadinterna, externa y en uso.
DISCUSIÓNAl analizar los estudios comparativos previos, se logra
identifi car que todos tienen en común la determinaciónde un conjunto de características y subcaracterísticas decalidad. El problema radica en que dichos elementos nose presentan ni defi nen de igual manera en los modelos yestándares de calidad. De los diez modelos y estándarescitados, el 60 % contempla como características de calidad la
funcionalidad, confi abilidad, usabilidad, efi ciencia, facilidadde mantenimiento y la portabilidad. Estas característicaspudieran considerarse como básicas y necesarias sise considera que todo producto de software requiereel cubrimiento funcional de los requisitos especifi cadospor el cliente y un nivel de usabilidad que determine suaceptación por parte del usuario fi nal. Resulta importantetambién, saber el grado de confi abilidad, con vistas agarantizar la disponibilidad, la madurez y la tolerancia afallos del sistema informático. La efi ciencia, por su parte,es un aspecto vital para toda empresa, desde el puntode vista del producto de software, se ajusta fundamental-mente al tiempo de respuesta y al consumo de recursos dela máquina donde se encuentre desplegado. Por otro lado,el mantenimiento es un elemento que no se debe obviar,debido a que las soluciones informáticas tienen comofi nalidad perdurar en el tiempo, no funcionar de maneralimitada, para un negocio específi co y por un periodo fi nito.Asimismo, se hace necesaria la portabilidad de los sistemasen varias plataformas o entornos, dado el crecimiento delas tecnologías informática en la última década.
Por lo tanto, los modelos y estándares de calidadreferenciados evalúan parcialmente la calidad del productode software, debido a que no consideran en alguna medidalas características de calidad básicas y necesarias para elproceso de evaluación del producto. Esto supone que elconjunto de características y subcaracterísticas de calidadno es criterio sufi ciente para validar la pertinencia de unmodelo o estándar determinado. Consecuentemente, en elpresente artículo se identifi caron nueve criterios con vistasa refi nar dicho proceso de selección, entre los cuales seencuentran: características y subcaracterísticas de calidadabordadas, estructura, propósito, separación de elementosinternos y externos, relaciones entre características decalidad, relación de las métricas con las características decalidad, tipo de proyecto al que se aplica, clasifi cación delmodelo y tipo de calidad que evalúa. A partir de la evaluaciónde los aspectos previamente citados, se obtuvieron ungrupo de conclusiones importantes, las que se exponen acontinuación.
Tabla 3Cuadro comparativo de los modelos y estándares de calidad a nivel del productoCriterios/Modelos
Número de Capas 4 3Separación de elementos internos y externos Sí X X X
No X X XRelaciones entre características de calidad Transversalidad X
Solapamiento X X X XClasifi cación del Modelo de Calidad Fijo X
Mixto XTipo de calidad que evalúa Interna X X X X X X
Externa X X X X XEn uso X
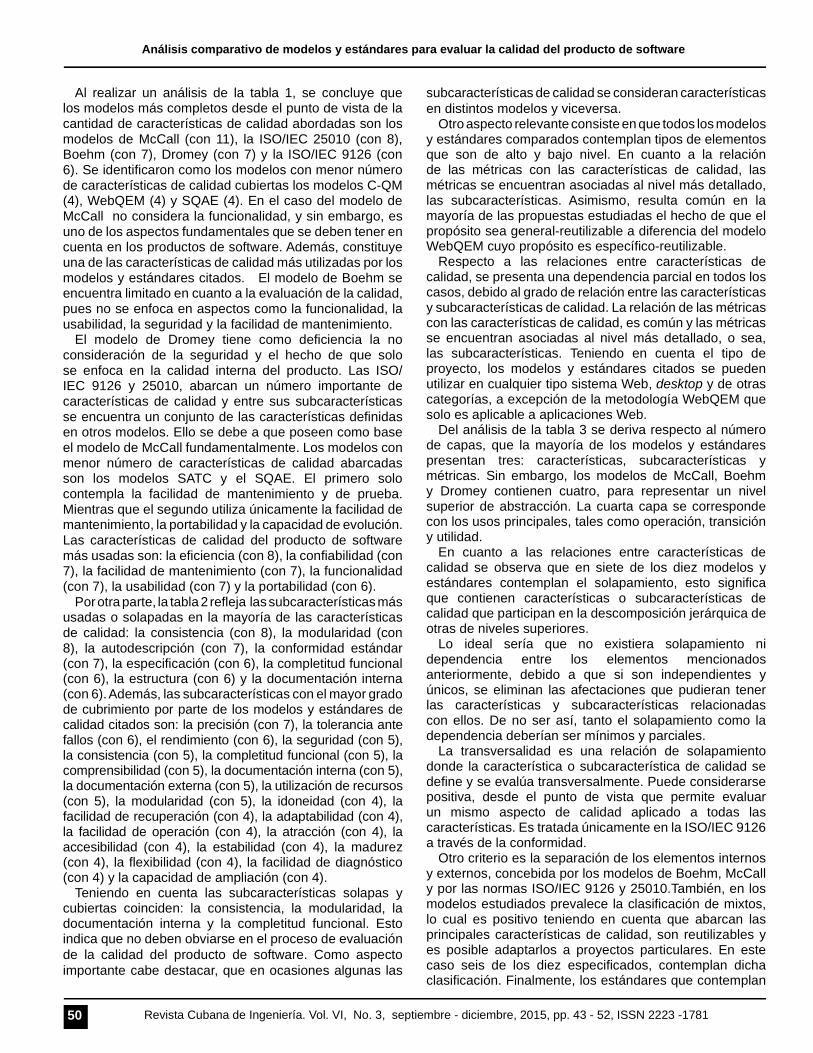
Análisis comparativo de modelos y estándares para evaluar la calidad del producto de software
Revista Cubana de Ingeniería. Vol. VI, No. 3, septiembre - diciembre, 2015, pp. 43 - 52, ISSN 2223 -178150
Al realizar un análisis de la tabla 1, se concluye quelos modelos más completos desde el punto de vista de lacantidad de características de calidad abordadas son losmodelos de McCall (con 11), la ISO/IEC 25010 (con 8),Boehm (con 7), Dromey (con 7) y la ISO/IEC 9126 (con6). Se identifi caron como los modelos con menor númerode características de calidad cubiertas los modelos C-QM(4), WebQEM (4) y SQAE (4). En el caso del modelo deMcCall no considera la funcionalidad, y sin embargo, esuno de los aspectos fundamentales que se deben tener encuenta en los productos de software. Además, constituyeuna de las características de calidad más utilizadas por losmodelos y estándares citados. El modelo de Boehm seencuentra limitado en cuanto a la evaluación de la calidad,pues no se enfoca en aspectos como la funcionalidad, lausabilidad, la seguridad y la facilidad de mantenimiento.
El modelo de Dromey tiene como defi ciencia la noconsideración de la seguridad y el hecho de que solose enfoca en la calidad interna del producto. Las ISO/IEC 9126 y 25010, abarcan un número importante decaracterísticas de calidad y entre sus subcaracterísticasse encuentra un conjunto de las características defi nidasen otros modelos. Ello se debe a que poseen como baseel modelo de McCall fundamentalmente. Los modelos conmenor número de características de calidad abarcadasson los modelos SATC y el SQAE. El primero solocontempla la facilidad de mantenimiento y de prueba.Mientras que el segundo utiliza únicamente la facilidad demantenimiento, la portabilidad y la capacidad de evolución.Las características de calidad del producto de softwaremás usadas son: la efi ciencia (con 8), la confi abilidad (con7), la facilidad de mantenimiento (con 7), la funcionalidad(con 7), la usabilidad (con 7) y la portabilidad (con 6).
Por otra parte, la tabla 2 refl eja las subcaracterísticas másusadas o solapadas en la mayoría de las característicasde calidad: la consistencia (con 8), la modularidad (con8), la autodescripción (con 7), la conformidad estándar(con 7), la especifi cación (con 6), la completitud funcional(con 6), la estructura (con 6) y la documentación interna(con 6). Además, las subcaracterísticas con el mayor gradode cubrimiento por parte de los modelos y estándares decalidad citados son: la precisión (con 7), la tolerancia antefallos (con 6), el rendimiento (con 6), la seguridad (con 5),la consistencia (con 5), la completitud funcional (con 5), lacomprensibilidad (con 5), la documentación interna (con 5),la documentación externa (con 5), la utilización de recursos(con 5), la modularidad (con 5), la idoneidad (con 4), lafacilidad de recuperación (con 4), la adaptabilidad (con 4),la facilidad de operación (con 4), la atracción (con 4), laaccesibilidad (con 4), la estabilidad (con 4), la madurez(con 4), la fl exibilidad (con 4), la facilidad de diagnóstico(con 4) y la capacidad de ampliación (con 4).
Teniendo en cuenta las subcaracterísticas solapas ycubiertas coinciden: la consistencia, la modularidad, ladocumentación interna y la completitud funcional. Estoindica que no deben obviarse en el proceso de evaluaciónde la calidad del producto de software. Como aspectoimportante cabe destacar, que en ocasiones algunas las
subcaracterísticas de calidad se consideran característicasen distintos modelos y viceversa.
Otro aspecto relevante consiste en que todos los modelosy estándares comparados contemplan tipos de elementosque son de alto y bajo nivel. En cuanto a la relaciónde las métricas con las características de calidad, lasmétricas se encuentran asociadas al nivel más detallado,las subcaracterísticas. Asimismo, resulta común en lamayoría de las propuestas estudiadas el hecho de que elpropósito sea general-reutilizable a diferencia del modeloWebQEM cuyo propósito es específi co-reutilizable.
Respecto a las relaciones entre características decalidad, se presenta una dependencia parcial en todos loscasos, debido al grado de relación entre las característicasy subcaracterísticas de calidad. La relación de las métricascon las características de calidad, es común y las métricasse encuentran asociadas al nivel más detallado, o sea,las subcaracterísticas. Teniendo en cuenta el tipo deproyecto, los modelos y estándares citados se puedenutilizar en cualquier tipo sistema Web, desktop y de otrascategorías, a excepción de la metodología WebQEM quesolo es aplicable a aplicaciones Web.
Del análisis de la tabla 3 se deriva respecto al númerode capas, que la mayoría de los modelos y estándarespresentan tres: características, subcaracterísticas ymétricas. Sin embargo, los modelos de McCall, Boehmy Dromey contienen cuatro, para representar un nivelsuperior de abstracción. La cuarta capa se correspondecon los usos principales, tales como operación, transicióny utilidad.
En cuanto a las relaciones entre características decalidad se observa que en siete de los diez modelos yestándares contemplan el solapamiento, esto signifi caque contienen características o subcaracterísticas decalidad que participan en la descomposición jerárquica deotras de niveles superiores.
Lo ideal sería que no existiera solapamiento nidependencia entre los elementos mencionadosanteriormente, debido a que si son independientes yúnicos, se eliminan las afectaciones que pudieran tenerlas características y subcaracterísticas relacionadascon ellos. De no ser así, tanto el solapamiento como ladependencia deberían ser mínimos y parciales.
La transversalidad es una relación de solapamientodonde la característica o subcaracterística de calidad sedefi ne y se evalúa transversalmente. Puede considerarsepositiva, desde el punto de vista que permite evaluarun mismo aspecto de calidad aplicado a todas lascaracterísticas. Es tratada únicamente en la ISO/IEC 9126a través de la conformidad.
Otro criterio es la separación de los elementos internosy externos, concebida por los modelos de Boehm, McCally por las normas ISO/IEC 9126 y 25010.También, en losmodelos estudiados prevalece la clasifi cación de mixtos,lo cual es positivo teniendo en cuenta que abarcan lasprincipales características de calidad, son reutilizables yes posible adaptarlos a proyectos particulares. En estecaso seis de los diez especifi cados, contemplan dichaclasifi cación. Finalmente, los estándares que contemplan

Alena González Reyes - Margarita André Ampuero - Anaisa Hernández González
Revista Cubana de Ingeniería. Vol. VI, No. 3, septiembre - diciembre, 2015, pp. 43 - 52, ISSN 2223 -1781 51
los tres tipos de calidad a evaluar, interna, externa y enuso son la ISO/IEC 9126 y 25010. Al realizar un balanceentre las características y subcaracterísticas presentadaspor cada modelo o estándar de calidad, se concluye quelos modelos más integradores son las ISO/IEC 9126 y25010.
CONCLUSIONESPara realizar la comparación de los modelos y
estándares se identifi có un conjunto de criterios queno eran contemplados en su totalidad por parte de losestudios previos. Entre ellos se encuentran: característicasy subcaracterísticas de calidad abordadas, estructura,propósito, separación de elementos internos y externos,relaciones entre características de calidad, relación delas métricas con las características de calidad, tipo deproyecto al que se aplica, clasifi cación del modelo y tipode calidad que evalúa.
Las características de calidad del producto de softwaremás usadas por los modelos y estándares consideradosson: la efi ciencia, la confi abilidad, la facilidad demantenimiento, la funcionalidad, la usabilidad y laportabilidad.
Respecto a las subcaracterísticas de calidad, valedestacar que como resultado de la investigación sederivaron aquellas que son más solapadas o cubiertas porlos diferentes modelos y estándares de calidad. Se debenemplear fundamentalmente las que poseen un mayor gradode cubrimiento. Entre ellas se encuentran: la precisión,la tolerancia ante fallos, el rendimiento, la seguridad, laconsistencia, la completitud funcional, la comprensibilidad,la documentación interna, la documentación externa, lautilización de recursos, la modularidad, la idoneidad, lafacilidad de recuperación, la adaptabilidad, la facilidad deoperación, la atracción, la accesibilidad, la estabilidad, lamadurez, la fl exibilidad, la facilidad de diagnóstico y lacapacidad de ampliación.
Como resultado del análisis del estudio comparativo seconcluye que los estándares más completos son la ISO/IEC 9126 y 25010, pues son estándares mixtos, con unpropósito general-reutilizable, con aplicabilidad en casitodo tipo de proyecto, capaces de evaluar la calidad interna,externa y en uso. Además, abarcan las característicasde calidad más utilizadas: confi abilidad, efi ciencia,facilidad de mantenimiento, funcionalidad, usabilidad yportabilidad. También, contemplan las subcaracterísticasmás empleadas: la precisión, la tolerancia ante fallos, elrendimiento, la seguridad, la consistencia, la completitudfuncional, la comprensibilidad, la documentación interna,la documentación externa, la utilización de recursos, lamodularidad, la idoneidad, la facilidad de recuperación,la adaptabilidad, la facilidad de operación, la atracción, laaccesibilidad, la estabilidad, la madurez, la fl exibilidad, lafacilidad de diagnóstico y la capacidad de ampliación. Deellas, la ISO/IEC 9126 posee el 64% y la 25010 el 81%.
En general, la investigación realizada tiene comologros la identifi cación de los modelos de calidad máscompletos desde el punto de vista de las característicasy subcaracterísticas de calidad que abarcan. Los
aspectos novedosos se encuentran asociados alhecho de que aporta una visión más integral de losdiferentes modelos y estándares de calidad, pues loscompara teniendo en consideración un conjunto decriterios identifi cados, que en los análisis comparativosprecedentes no eran contemplados. Además, se extrajoel conjunto de características y subcaracterísticas decalidad más empleadas según los modelos y estándaresmás referenciados en la bibliografía. Todo esto permitecontar con una base estandarizada para la mayoría de losproyectos a desarrollar, lo cual no limita la incorporaciónde otros elementos de calidad en dependencia del tipo deproyecto.
REFERENCIAS1. SThe_Standish_Group_International. “CHAOS
Manifesto 2014. Value versus Success andOrthogonal” [en línea]. The Standish GroupInternational, Incorporated. New York, USA [ref. enero2015]. Disponible en Web: http://www.versionone.com/assets/img/files/CHAOSManifesto2014.pdf[consultado enero 2015].
2. M CALL, Jim A.; RICHARDS, Paul K.; WALTERS,Gene. F. “Factors in Software Quality. Concept andDefi nitions of Software Quality”. Rome Air DevelopmentCenter, United States Air Force Systems Command,Electronic Systems Division, The National TechnicalInformation Service., Technical report number: RADC-TR-77-369. New York. November, 1977, 31 pp.
3. BOEHM, B. W. Characteristics of Software Quality.[en línea]. New York: North-Holland Pub.Co.AmericanElsevier, Systems and Energy Group. Amsterdam,Holland [ref. junio 1978]. Disponible en Web: http://csse.usc.edu/csse/TECHRPTS/1976/usccse76-501/usccse76-501.pdf [consultado octubre 2014].
4. GRADY, Robert B.; CASWELL, Deborah L. SoftwareMetrics: Establishing a Company-Wide Program. NewYork, USA: Prentice-Hall, Inc. Upper Saddle River,1987, 275 pp. ISBN: 0-13-821844-7.
5. International_Organization_for_Standardization.“ISO/IEC 9126-1 Information Technology-SoftwareQuality- Part 1: Quality Model”. International Standard.ISO/IEC 9126-1: 2002, 32 pp., The InternationalOrganization for Standardization Publisher, Geneva,Switzerland. 2002.
6. International_Organization_for_Standardization.“Software engineering - Software product QualityRequirements and Evaluation (SQuaRE) – Systemand software quality models”. International Standard.ISO/IEC 25010:2011, 54 pp. The InternationalOrganization for Standardization Publisher. Geneva,Switzerland 2011.
7. SAINI, Rimmi; DUBEY, Sanjay Kumar; RANA,Ajay. “Analytical study of maintainability modelsfor quality evaluation”. Indian Journal of ComputerScience and Engineering (IJSE). Junio, 2011, vol. 2,núm. 3, pp. 449-455. ISSN:0976-5166. Disponible enweb: http://www.ijcse.com/docs/IJCSE11-02-03-111.pdf [consultado octubre 2014].

Análisis comparativo de modelos y estándares para evaluar la calidad del producto de software
Revista Cubana de Ingeniería. Vol. VI, No. 3, septiembre - diciembre, 2015, pp. 43 - 52, ISSN 2223 -178152
8. FILLOTTRANI, Pablo R. “Calidad en el desarrollode software. Modelos de calidad de software”[enlínea]. Dpto. Ciencias e Ingeniería de la Computación,Universidad Nacional del Sur. Bahía Blanca, Argentina[ref. febrero 2010]. Disponible en Web: https://www.yumpu.com/es/document/view/18214221/calidad-en-el-desarrollo-de-software-modelos-de-calidad-de-#yp-mag-info-collapse-text [consultado octubre 2014].
9. JAMWAL, Deepshikha. “Analysis of Software QualityModels for Organizations”. International Journalof Latest Trends in Computing. Diciembre, 2010.vol. 1, núm.2, pp. 1-5. ISSN:2045-5364. Disponibleen Web: http://ijltc.excelingtech.co.uk/vol1issue2/04-vol1issue2.pdf [consultado noviembre 2014]
10. MORENO, J.; BOLAÑOS, L.; NAVIA, M.“Exploración de modelos y estándares de calidad parael producto de software”. UIS Ingenierías. Revistade la Facultad de Ingenierías Físico Mecánicas.Febrero, 2010, vol. 9, núm.1, pp. 41-55. ISSN:2145-8456. Disponible en Web: http://revistas.uis.edu.co/index.php/revistauisingenierias/article/view/1055[consultado noviembre 2014].
11. PIATTINI, Mario G.; CALERO, Coral; MORAGA,Ma. Ángeles. Calidad del producto y procesosoftware. Madrid, España: Ra-Ma Editorial, 2010.665 pp. ISBN:978-84-7897-961-5.
12. PRESSMAN, Roger S. Ingeniería del Software .Un enfoque práctico. New York, USA: McGraw-HillInteramericana Editores S.A. de C.V. 7ma. ed. 2010.808 pp. ISBN:978-6071503145.
13. PEREIRA, Hugo. “Modelo de calidad de softwarepara desarrollo de sistemas en la Dirección Generalde Servicio Civil”. ARANDU-UTIC. Junio, 2014.vol. 1, núm. 2, pp. 20-26. ISSN:2311-75-59. Disponibleen Web: http://www.dgsc.go.cr/dgsc/indiceGestion/6-TECNOL-INF-2013/PREGUNTA-6/Modelo-calidad-software-UTIC.pdf [consultado diciembre 2014].
14. SCALONE, Fernanda. “Estudio comparativo delos modelos y estándares de calidad del software”.Director: R. García. Tesis de maestría en calidad,Universidad Tecnológica Nacional, Facultad Regionalde Buenos Aires, Buenos Aires, Argentina, 2006.
15. BANSIYA, J.; DAVIS, C. “A Hierarchical Model forQuality Assessment of Object-Oriented Desings”.KAIST SE LAB. 2002, vol. 28, núm. 1, pp. 2-17.ISSN:0098-5589. Disponible en Web: http://ieeexplore.ieee.org/iel5/32/21111/00979986.pdf [consultadoseptiembre 2014].
16. PEÑALVA, Mirta. “Un modelo de evaluación dela calidad de aplicaciones Web en e-government”.Director: G. Rossi. Tesis presentada para obtenerel grado de Máster en Ingeniería de Software,Universidad Nacional de la Plata, La Plata, Argentina,2014.
AUTORESAlena González ReyesIngeniera Informática, Profesora Asistente, Facultad deIngeniería Informática, Instituto Superior Politécnico JoséAntonio Echeverría, Cujae, La Habana, Cuba
Margarita André AmpueroIngeniera en Sistemas Automatizados de Dirreción,Doctora en Ciencias Técnica, Profesora Titular, Facultadde Ingeniería Informática, Instituto Superior PolitécnicoJosé Antonio Echeverría, Cujae, La Habana, Cuba
Anaisa Hernández GonzálezIngeniera en Sistemas Automatizados de Dirección,Doctora en Ciencias Técnicas, Profesora Titular, Facultadde Ingeniería Informática, Instituto Superior PolitécnicoJosé Antonio Echeverría, Cujae, La Habana, Cuba
Comparative Analysis of Models and Quality Standardsof the Software Product
AbstractDespite the rapid advance of the software industry, there are still defi ciencies in the quality of the products developed.There are various models and standards that can provide a basis for assessing the quality of software products. In thissense it is diffi cult for an organization to identify which is the most appropriate according to their characteristics, sincemost studies analyze very few models use a few criteria. This work aims to analyze a set of models and standards aimedat assessing the quality of software products in order to identify those that have been used or referenced, and aspectsthat characterize each. From the literature a set of criteria that were the basis for comparative analysis, among whichare identifi ed: quality characteristics and sub-characteristics, structure, purpose, separation of internal and external el-ements, relationships between quality characteristics, relationships between quality metrics and quality characteristics,type of project to which it applies, classifi cation type and type of quality assessed. As a result is based on the selectionof the ISO / IEC 9126 and ISO / IEC 25010, as the more comprehensive standards taking into account the various ap-proaches used in the comparison.
Key words: quality models, quality standards, quality characteristics of software products

Vol. VI, No. 3, septiembre - diciembre, 2015, pp. 53 - 59
Revista Cubana de Ingeniería. Vol. VI, No. 3, septiembre - diciembre, 2015 pp. 53 - 59, ISSN 2223 -1781
INGENIERÍA MECÁNICA
Procedimiento para el análisis de repetibilidad y reproducibilidad en procesos de manufactura
Gonzalo González Rey Correo electrónico: [email protected] Universidad Tecnológica de Aguascalientes, México
Christopher Edgar Falcón AnayaCorreo electrónico: [email protected] Instituto Tecnológico de Estudios Superiores de Monterrey, Campus Aguascalientes, México
ResumenSe presenta un procedimiento orientado al análisis de la repetibilidad y reproducibilidad (R&R) de un sistema de manufactura basado en mediciones dimensionales realizadas en una pieza o parte fabricada. Se hace uso del Método de Promedio y Rango que ha tenido mayor implementación y exclusividad en el análisis de estabilidad de sistemas de medición. Con el procedimiento presentado y mediante los resultados derivados del análisis de R&R se demuestra que el método puede ser también empleado en el análisis de la estabilidad de un sistema de manufactura.
Palabras claves: repetibilidad, reproducibilidad, proceso de manufactura
Recibido: 6 de diciembre de 2014 Aprobado: 15 de junio de 2015
Artículo Original
INTRODUCCIÓNLa sostenibilidad de un programa de mejoramiento de
calidad en los procesos de manufactura requiere disponer, entre otras cosas, de un sistema de medición confiable, de máquinas herramienta con capacidades y condiciones adecuadas a la producción demandada y de especialistas calificados para operar las máquinas.
El control de calidad en el proceso de manufactura se ejecuta sobre la base de una referencia que indica cuál debe ser el comportamiento típico de la característica que se asocia con la calidad del proceso de manufactura y esa referencia, en conjunto con el sistema de medición y debe ser estable en un período de tiempo extenso. La estabilidad del sistema debe garantizar medidas de fabricación y control en los rangos de funcionabilidad establecidos [1], utilizando iguales métodos de fabricación y medición, con los mismos operarios y equipos, en intervalos de tiempo
comúnmente mayores a un año. Cuando un proceso de manufactura no logra los estándares del control de calidad requeridos se hace necesario que las causas generadoras de ese ¨sesgo¨ entre la calidad de producción que se obtiene y la calidad exigida sean investigadas.
Se conoce que la estabilidad en los sistemas de medición es evaluada con indicadores de repetibilidad y reproducibilidad [2-4]. Estos indicadores toman en consideración variaciones en las mediciones debidas al operario y también variaciones adjudicadas a los equipos de medición.
Repetitividad y reproducibilidad (R&R) son términos estandarizados adoptados por ISO [1] y ASTM [5] para evaluar la estabilidad de sistemas de medición, y están relacionados en principio con la precisión y estabilidad en el tiempo de las mediciones realizadas con un conjunto de instrumentos que miden la misma magnitud.

Procedimiento para el análisis de repetibilidad y reproducibilidad en procesos de manufactura
Revista Cubana de Ingeniería. Vol. VI, No. 3, septiembre - diciembre, 2015, pp. 53 - 59, ISSN 2223 -178154
Las diferentes metodologías para evaluar la repetividad y reproducibilidad en sistemas de medición, conocidas como RRG, fueron desarrolladas en la década del 60 del pasado siglo para tratar la estimación de la variación de un sistema de medidas aplicado a las industrias manufactureras [5]. En la actualidad, RRG es una práctica estándar en muchos ámbitos de la industria y los procesos.
El método del promedio y rango es empleado para el análisis de repetibilidad y reproducibilidad en los sistemas de medición, y posibita seccionar en dos componentes por separado (repetibilidad y reproducibilidad) la variación del sistema de medición [4,6]. Este método permite precisar la influencia de los operarios y el equipamiento en la estabilidad del sistema basado en un procesamiento de datos obtenidos y clasificados según los instrumentos de medición, las medidas valoradas y los operarios que ejecutan las mediciones.
Se conoce que los resultados de la manufactura y las mediciones requeridas para el control de calidad de la producción están siempre sujetos a una dispersión de las medidas de las piezas elaboradas en el rango de tolerancias admitidas como funcionales y a la incertidumbre de las medidas por errores aleatorios [7,8] que deben ser valorados mediante un análisis estadístico de muestras que tipifique el proceso que se controla.
En particular, los autores han podido corroborar, que de manera práctica, también puede ser evaluada la estabilidad de los procesos en los sistemas de manufactura con indicadores de repetibilidad y reproducibilidad. Estos indicadores permiten evaluar en conjunto la variación que ocurre en un proceso de manufactura debida a las máquinas y a los operarios en condiciones controladas y específicas.
Es objetivo de este artículo presentar un procedimiento orientado al análisis de la repetibilidad y reproducibilidad (R&R) de un sistema de manufactura basado en mediciones dimensionales realizadas en una pieza o parte fabricada. El procedimiento presentado tiene sus fundamentos en el método de promedio y rango.
MÉTODO Y MATERIALESEl propósito de los estudios R&R es verificar que la
variabilidad del sistema evaluado sea insignificante con respecto a la variación del producto que se controla en sus parámetros de calidad.
Los métodos para determinar la repetibilidad y la reproducibilidad de los procesos en los sistemas de manufactura, al igual que en los procesos de sistemas de medición, están basados en la evaluación estadística de las dispersiones de los resultados. La referida dispersión se considera como la diferencia entre las dimensiones de la pieza manufacturada y el valor de referencia aceptado con las tolerancias dimensionales funcionales.
En el procedimiento que se orienta, la evaluación de repetibilidad en el proceso brinda una medida de la dispersión de la distribución de los resultados de la manufactura que introduce un operario utilizando una máquina varias veces para hacer un mismo tipo de pieza, usando un idéntico proceso de manufactura, en
un ambiente estable y en intervalos cortos de tiempo. Por consiguiente, la repetibilidad será la variabilidad aleatoria de la producción de un operario por causa del equipamiento y derivadas de intentos sucesivos y bajo condiciones de fabricación definidas. El error de repetibilidad se considerará en el indicador variación del equipamiento (EV) y es una de las fuentes de error de los sistemas de manufactura que resulta de la variación o habilidad inherente de la máquina herramienta.
Por otra parte, la evaluación de la reproducibilidad en el proceso de manufactura definirá la variación del promedio de la producción cuando se ejecuta en una misma máquina herramienta con diferentes operarios, para fabricar un mismo tipo de pieza, en un ambiente estable y en intervalos cortos de tiempo. De esta forma, la reproducibilidad considerará la variabilidad de la producción entre operarios que hacen uso de la misma máquina herramienta. El error de reproducibilidad será evaluado con el indicador variación del operario (AV) y es una de las fuentes de error en los sistemas de manufactura que resulta de las diferencias en las habilidades de los operadores.
Es importante, que en este procedimiento sean realizadas las mediciones de las dimensiones de las piezas manufacturadas con un mismo instrumento y por un especialista designado para que los errores aleatorios propios de las mediciones no influyan en los resultados obtenidos al valorar la estabilidad del sistema de manufactura.
A continuación se presenta un procedimiento para el estudio de la repetibilidad y la reproducibilidad de los procesos en un sistema de manufactura, donde se explican las diferentes etapas y pasos necesarios para su implementación.
Procedimiento para análisis R&R de un sistema de manufactura
Etapa 1: Toma de datos. Como en cualquier análisis estadístico, mientras mayor sea el tamaño de la muestra mejores serán los resultados obtenidos del estudio, pero en análisis de procesos de manufactura, una muestra grande con participación de gran cantidad de personal y máquinas puede hacer muy costoso la aplicación del procedimiento, por consiguiente, para la planeación y preparación suficiente del estudio se recomienda lo siguiente:
a) Las mediciones serán realizadas con un instrumento que permita apreciar al menos 1/10 de la medida de tolerancia de la magnitud en las piezas.
b) La cantidad de piezas a controlar en cada máquina y por cada operario debe ser igual o mayor a 5.
c) Los operarios elegidos serán seleccionados de aquellos que normalmente operan las máquinas a controlar y la cantidad debe ser igual o mayor a 2.
d) Las máquinas serán seleccionadas de aquellas que usualmente participan en la producción y la cantidad dependerá mayormente del número de máquinas disponibles y debe ser igual o mayor a 2.
1.1. Se determinan las piezas fabricadas a controlar, los operarios a evaluar y las máquinas a controlar.

Gonzalo González Rey - Christopher Edgar Falcón Anaya
Revista Cubana de Ingeniería. Vol. VI, No. 3, septiembre - diciembre, 2015, pp. 53 - 59, ISSN 2223 -1781 55
1.2. Cada operador fabricará la cantidad de piezas exigidas y serán consignados los resultados de las mediciones correspondientes a las piezas fabricadas por cada operario en una de las máquinas herramientas.
1.3. Los operadores repiten el paso anterior en las otras máquinas herramienta a controlar, pero esta vez en diferente orden y sin observar los resultados del trabajo realizado anteriormente por sus compañeros.
1.4. Los datos obtenidos son organizados en una tabla semejante a la que se muestra en la tabla 1.
2.4. Calcular el indicador de variación por equipamiento. Este índice está asociado al error de repetibilidad y brinda información sobre la influencia de las máquinas en la variación aleatoria de la producción.
EV Rd
= ⋅5 15
1
. (4)
Siendo:d1: Factor estadístico evaluado por tabla 2, con m = ngm y g = nop x n.n: Cantidad de piezas de muestra producida en cada máquina.
2.5. Calcular el índice relativo de repetibilidad.
% %EV EVT
= ⋅100 (5)
Siendo:T : Tolerancia de la dimensión de la pieza empleada en el control.
2.6. Calcular el promedio de las dimensiones de todas las piezas fabricada por cada operario.
xx
n no
ii
n n
gm
gm
=⋅
=
⋅
∑1 (6)
Siendo:xi : Dimensión de la pieza i fabricada por el operario o.i : Contador las piezas fabricadas por el operario.
Tabla 1 Cantidad mínima y organización de datos para el estudio R&R
Operario A Operario BMaquina 1 Maquina 2 Maquina 1 Maquina 2
Dimensión 1Dimensión 2Dimensión 3Dimensión 4Dimensión 5
Etapa 2: Cálculos estadísticos. El cálculo organizado de R&R de un proceso de manufactura es mostrado a continuación en función de los datos de partida compilados en la etapa 1.
2.1. Calcular el rango de variación de la dimensión controlada de la pieza por tipo de máquina para cada operario.
R x xj á í= −m x m n (1)
Siendo: xmáx y xmín: Máxima y mínima dimensión controlada por tipo de máquina para cada operario.j : Contador que identifica la máquina que trabaja cada operario (j = 1,2,…ngm).
2.2. Calcular el rango promedio por tipo de máquina para cada operario.
RR
no
jj
n
gm
gm
= =∑1 (2)
Siendo: ngm = Cantidad total de máquinas que trabaja cada operario en el control.o = Contador que identifica el operario (o = 1,2,….nop).
2.3. Calcular el promedio de los rangos promedios por tipo de máquina de los operarios.
RR
n
oo
n
op
op
= =∑1
(3)
Siendo: nop: Cantidad total de operarios en el control.
Tabla 2Valores d1
Parámetro m(Para evaluar d1 considerar m = ngm)
Pará
met
ro g
(P
ara
eval
uar d
1 con
side
rar g
= n
op x
n)
2 3 4 5 61 1,41 1,91 2,24 2,48 2,672 1,28 1,81 2,15 2,40 2,603 1,23 1,77 2,12 2,38 2,584 1,21 1,75 2,11 2,37 2,575 1,19 1,74 2,10 2,36 2,566 1,18 1,73 2,09 2,35 2,567 1,17 1,73 2,09 2,35 2,568 1,17 1,72 2,08 2,35 2,559 1,16 1,72 2,08 2,34 2,5510 1,16 1,72 2,08 2,34 2,5511 1,16 1,71 2,08 2,34 2,5512 1,15 1,71 2,07 2,34 2,5513 1,15 1,71 2,07 2,34 2,5514 1,15 1,71 2,07 2,34 2,5415 1,15 1,71 2,07 2,34 2,54
>15 1,128 1,693 2,059 2,326 2,534
Leyenda: ngm: Cantidad de máquinas.nop: Cantidad de operarios.n: Cantidad de muestras por cada máquina para cada operario.

Procedimiento para el análisis de repetibilidad y reproducibilidad en procesos de manufactura
Revista Cubana de Ingeniería. Vol. VI, No. 3, septiembre - diciembre, 2015, pp. 53 - 59, ISSN 2223 -178156
2.7. Calcular el rango de los promedios de las dimensiones de las piezas fabricadas por los operarios.
X x xD i i= −max min (7)
2.8. Calcular el indicador de variación por operador. Este índice está asociado al error de reproducibilidad y permite valorar la variabilidad de la producción debido a operarios que hacen uso de la misma máquina como resultado de las diferencias en sus habilidades de operar la máquina.
AV Xd
EVn n
D
gm
= ⋅
−
⋅5 15
2
2 2. (8)
Siendo:d2: Factor estadístico evaluado por tabla 3.
RESULTADOS Y ANÁLISISEl procedimiento antes presentado ha sido
implementado con éxito durante 2 años académicos en el plan de estudio de la carrera de Ingeniería Industrial del Instituto Tecnológico de Estudios Superiores de Monterrey (ITESM) en el campus de Aguascalientes en los cursos de Laboratorio de Metrología en el tema de Análisis de Sistemas de Medición.
Para mostrar la validez del referido procedimiento, los autores han preferido ejemplificar su aplicabilidad a partir de la experiencia derivada de un trabajo de asesoría realizado en una empresa manufacturera que necesitó establecer un plan de acciones para garantizar la estabilidad del proceso de manufactura en producciones asociadas con máquinas taladradoras en su taller metalmecánico.
Ejemplo de aplicación del procedimientoEtapa 1: Toma de datosEl análisis es realizado para valorar la estabilidad de
un proceso de manufactura que implica la fabricación de agujeros con diámetros φ 12,4 Js10 (± 0,035) mm con empleo de 3 taladradoras verticales (ngm = 3) manipuladas por 3 operarios (nop = 3). Cada operario realizará 10 agujeros en las piezas de muestra (n = 10) en cada una de las 3 taladradoras. Las 90 mediciones de los agujeros de muestra serán realizadas por un experimentado controlador con empleo de un pie de rey digital con alcance de 150 mm y apreciación de 0,01 mm. Los datos obtenidos para ejecutar el cálculo estadístico se muestran en la tabla 4.
Tabla 3Valores d2Cantidad de operarios 2 3 4 5 6
Valor d2 = 1,41 1,91 2,24 2,48 2,67
En los casos que el término bajo la raíz fuera negativo se adopta AV = 0, lo que indica que la variabilidad de la producción no es debida a los operarios.
2.9. Calcular el índice relativo de reproducibilidad.
% %AV AVT
= ⋅100 (9)
2.10. Evaluar la resultante de la interrelación entre repetibilidad y reproducibilidad (%R&R):
% & % %R R EV AV= +2 2 (10)
Etapa 3: Análisis de los resultados. Posterior al procedimiento ejecutado puede ser realizado el análisis de los resultados derivados del cálculo estadístico, y evaluar las causas que originan la variación de la producción en el proceso de manufactura.
En general, se considera un sistema de manufactura estable cuando %R&R < 10%. En casos de valores entre 10 % y 30 % el sistema de manufactura puede ser aceptado condicionalmente como estable pero debe ser considerado un proceso de análisis para mejorarlo y establecer las causas que producen la actual variabilidad de la producción. En aquellos sistemas de manufactura que la resultante de la interrelación entre repetibilidad y reproducibilidad supere el 30% el sistema no puede considerarse aceptable: en estas condiciones las máquinas y los operarios introducen variaciones en la producción de las piezas con influencia en más del 30% del tamaño de la tolerancia de la medida funcional.
Cuando en el análisis, el índice relativo de repetibilidad sea mayor que el índice relativo de reproducibilidad, entonces se hace necesario mejorar las capacidades de precisión de la producción de las máquinas; en casos que el índice relativo de reproducibilidad sea mayor que el índice relativo de repetibilidad es muy probable que las habilidades de los operarios requieran ser mejoradas.
Tabla 4Datos (mediciones en mm) para el estudio R&RMues-
traOperador A Operador B Operador CMáquinas Máquinas Máquinas
1 2 3 1 2 3 1 2 3
1 12,41 12,41 12,40 12,40 12,39 12,39 12,40 12,40 12,40
2 12,41 12,40 12,41 12,40 12,39 12,39 12,40 12,41 12,41
3 12,41 12,41 12,41 12,41 12,39 12,39 12,41 12,42 12,41
4 12,41 12,40 12,40 12,40 12,38 12,40 12,41 12,41 12,41
5 12,40 12,41 12,41 12,40 12,40 12,40 12,40 12,41 12,41
6 12,40 12,42 12,40 12,40 12,41 12,40 12,41 12,41 12,41
7 12,40 12,41 12,40 12,40 12,40 12,40 12,40 12,41 12,41
8 12,41 12,41 12,41 12,40 12,40 12,41 12,41 12,41 12,40
9 12,41 12,41 12,41 12,41 12,40 12,40 12,40 12,41 12,41
10 12,40 12,42 12,40 12,40 12,41 12,40 12,41 12,41 12,41
Etapa 2: Cálculo estadísticosEl cálculo de R&R del proceso de manufactura tiene su
base en los datos de partida compilados en la tabla 4.2.1. En la tabla 5 se observa el rango de variación de
la dimensión de la pieza por máquina para cada operario, obtenido con empleo de la Ec. (1).

Gonzalo González Rey - Christopher Edgar Falcón Anaya
Revista Cubana de Ingeniería. Vol. VI, No. 3, septiembre - diciembre, 2015, pp. 53 - 59, ISSN 2223 -1781 57
2.2. El rango promedio por tipo de máquina para cada operario es calculado mediante la Ec. (2).
R
R
A
B
= =
=+ +
=
0,01+0,02+0,013
(mm)
0 013 3
0 01 0 03 0 023
0 020 0
,
, , , , ((mm)
(mm)RC =+ +
=0 01 0 02 0 01
30 013 3, , , ,
2.3. El promedio de los rangos promedios por tipo de máquina de los operarios es determinado con uso de la Ec. (3).
R =
+ +=
0 013 3 0 020 0 0 013 33
0 015 5, , , , (mm)
2.4. El indicador de variación por equipamiento es calculado con la Ec. (4), un valor d1 = 1,693 correspondiente con m = 3 máquinas y g = 3 operarios x 10 muestras = 30, según la tabla 2.
EV = ⋅ =0 015 5 5 151 693
0 047 2, ,,
, (mm)
2.5. El índice relativo de repetibilidad es determinado con la Ec. (5) y un valor de tolerancia T = 0,07 mm.
% ,,
% , %EV = ⋅ =0 047 2
0 07100 67 4
2.6. Los resultados del promedio de las dimensiones de todas las piezas fabricada por cada operario y calculados con la Ec. (6) se presentan a continuación.
xx
x
A
B
C
=
=
=
12 40712 39912 408
,,,
(mm) (mm) (mm)
2.7. Con la Ec. (7) se determina el rango de los promedios de las dimensiones de las piezas fabricadas por los operarios.
XD = − =12 408 12 399 0 009, , , (mm)
2.8. El indicador de variación por operador es calculado con la Ec. (8): un valor d2 = 1,91 correspondiente con 3 operarios (según la tabla 3), n = 10 muestras, ngm = 3 máquinas y un valor de indicador de variación por equipamiento EV = 0,047 2 mm.
AV = ⋅
−
⋅=0 009 5 15
1910 047 2
10 30 022 7
2 2
, ,,
, , (mm)
2.9. El índice relativo de reproducibilidad es determinado con la Ec. (9) y el valor de tolerancia T = 0,07 mm.
% ,,
% , %AV = ⋅ =0 0227
0 07100 32 43
2.10. Finalmente y con la Ec. (10) es calculada la resultante de la interrelación entre repetibilidad y reproducibilidad.
% & , , , %R R = + =67 4 32 43 74 802 2
Etapa 3: Análisis de los resultados El valor %R&R = 74,8% > 30 % indica que el sistema
de manufactura no es aceptable pues la producción será de calidad inestable y variable. En las condiciones analizadas, las máquinas y los operarios pueden introducir variaciones en la producción de las piezas con influencia en más del 74% del tamaño de la tolerancia de la medida funcional. Las máquinas son las de mayor influencia en la inestabilidad del proceso de manufactura pues el índice relativo de repetibilidad es superior al índice relativo de reproducibilidad (%EV = 67,4% > %AV = 32,4%). Adicionalmente, se observa que los operarios introducen variaciones en la producción de las piezas con influencia en más del 32 % del tamaño de la tolerancia de la medida funcional.
Con los resultados obtenidos del análisis R&R fue recomendada una revisión de las máquinas en la etapa de mantenimiento programado, con el objetivo de verificar aspectos que pudieran estar influyendo en la capacidad de repetibilidad de las máquinas. Durante la verificación de las taladradoras verticales fue detectada en la máquina “B” un ligero desajuste del cabezal portacuchilla y desgaste promedio del orden de 0,01 mm de los escariadores asociados a la referida máquina. Estos aspectos sin duda alguna tenían influencia en la apreciada variación de las medidas de los agujeros fabricados en la máquina “B”.
Asímismo, fue detectado que el operario identificado como “2” presentaba incumplimiento en el procedimiento de montaje del casquillo de la plantilla guía que generaba una pequeña impresión en la dimensión final del agujero maquinado.
CONCLUSIONESEl procedimiento presentado se encuentra orientado
al análisis de la repetibilidad y reproducibilidad (R&R)
Tabla 5 Rangos de variación (en mm) por operario para cada máquina
Operador A Operador B Operador CMáquinas Máquinas Máquinas
1 2 3 1 2 3 1 2 30,01 0,02 0,01 0,01 0,03 0,02 0.01 0,02 0,01

Procedimiento para el análisis de repetibilidad y reproducibilidad en procesos de manufactura
Revista Cubana de Ingeniería. Vol. VI, No. 3, septiembre - diciembre, 2015, pp. 53 - 59, ISSN 2223 -178158
de un sistema de manufactura con base en mediciones dimensionales realizadas en una pieza o parte fabricada. Dicho procedimiento está fundamentado en el método de promedio y rango.
Resultados del procedimiento que correspondan con valores de %R&R < 10% permiten asegurar que el proceso de manufactura es estable. En casos de %R&R entre 10% y 30% el proceso de manufactura puede ser aceptado condicionalmente como estable pero debe ser considerado un proceso de análisis para mejorarlo y establecer las causas que producen la variabilidad de la producción. En aquellos sistemas de manufactura que la resultante de la interrelación entre repetibilidad y reproducibilidad supere el 30 % el sistema no puede considerarse aceptable, en estas condiciones las máquinas y los operarios introducen variaciones en la producción de las piezas con influencia en más del 30% del tamaño de la tolerancia de la medida funcional.
Cuando en el análisis se observa que los índices de repetibilidad sean mayores que los indicadores de reproducibilidad se hace necesario mejorar las capacidades de precisión de las máquinas; en casos que los índices de reproducibilidad sean mayores que los indicadores de repetibilidad es muy probable que las habilidades de los operarios requieran ser mejoradas.
Mediante el análisis de R&R orientado a procesos de manufactura, tal y como fue mostrado en el ejemplo presentado anteriormente, puede ser detectada la inestabilidad de un proceso de manufactura por maquinado que pudiera parecer adecuado al observarse que las dimensiones de las piezas son admisibles para el rango de tolerancia funcional establecida.
REFERENCIAS1. ESPECIFICACIÓN TÉCNICA CUBANA.“Lineamientos
para el uso de los estimados de repetibilidad, reproducibilidad y veracidad en la evaluación de la incertidumbre de la medición (ISO-TS 21748: 2004, IDT)”. NC-ISO-TS 21748: 2008, 45 pp., Oficina de Normalización Nacional, La Habana, Cuba, 2008.
2. PORTUONDO PAISAN, Yoel; PORTUONDO MORET, Juan. “La repetibilidad y reproducibilidad en el aseguramiento de la calidad de los procesos de medición”. Tecnología Química, vol. XXX, núm. 2, 2010, pp. 117-121. ISSN 2224-6185, Disponible en Web: http://ojs.uo.edu.cu/index.php/tq/article/viewFile/2815/2327 [consultado abril 2014].
3. LLAMOSA R., Luis Enrique; MEZA CONTRERAS, Luis G.; BOTERO ARBELAEZ, Marcela. “Estudio de repetibilidad y reproducibilidad utilizando el método de promedios y rangos para el aseguramiento de la calidad de los resultados de calibración de acuerdo con la Norma Técnica NTC-ISO/IEC 17025”. Scientia et Technica. Año XIII, núm 35, agosto de 2007, Universidad Tecnológica de Pereira. ISSN 0122-1701.Disponible en Web: http://dialnet.unirioja.es/descarga/articulo/4805090.pdf [consultado abril 2014].
4. DIERING, Magdalena; PAJZDERSKI, Diering. “The %R&R index – Proposals and guidelines on the reference value and acceptance criteria”. Journal of Trends in the Development of Machinery and Associated Technology, vol. 16, núm. 1, pp. 111-114, 2012. ISSN 2303-4009. Disponible en Web: http://www.tmt.unze.ba/zbornik/TMT2012Journal/23.pdf [consultado abril 2014].
5. LUKO, Stephen. “¿Qué son la repetitividad y la reproducibilidad?, 3ra. parte” ASTM Standardization News.Julio/agosto 2009. ISSN: 1094-4656. Disponible en Web: http://www.astm.org/SNEWS/SPANISH/SPJA09/datapoints_spja09.html [consultado abril 2014].
6. AUTOMOTIVE INDUSTRY ACTION GROUP (AIAG). Análisis de sistemas de medición. Manual de referencia. 4ta ed. Publicado por Chrysler Group LLC, Ford Motor Company, General Motors Corporation, 240 pp., Michigan, USA, 2010.
7. MORRIS, Alan S.; LANGARI, Reza. Measurement and Instrumentation. Theory and Application. 2012, Edit Butterworth-Heinemann, 640 pp. ISBN: 978-0-12-381960-4.
8. FIGLIOLA, Richard S.; BEASLEY, Donald E. Theory and Design for Mechanical Measurements. 5th edition, 2011. Edit. John Wiley & Sons, Inc., 605 pp. ISBN: 978-0470547410.
AUTORESGonzalo González ReyIngeniero Mecánico, Doctor en Ciencias Técnicas, Profesor, Facultad de Ingeniería de la Universidad Tecnológica de Aguascalientes, México. Miembro Académico de la Asociación Americana de Fabricantes de Engranajes (AGMA)
Christopher Edgar Falcón AnayaIngeniero Mecánico. Máster en Ingeniería de Manufactura, Ciencias Técnicas, Especialista de los Laboratorios del Centro de Desarrollo de Ingeniería Automotriz de México (CeDIAM), Instituto Tecnológico de Estudios Superiores de Monterrey, Campus Aguascalientes, México
Gonzalo González Rey - Christopher Edgar Falcón Anaya
Revista Cubana de Ingeniería. Vol. VI, No. 3, septiembre - diciembre, 2015, pp. 53 - 59, ISSN 2223 -1781 59
Procedure for the Analysis of Repeatability and Reproducibility in Manufacturing Process
AbstractA procedure for the analysis of repeatability and reproducibility conditions (R&R) in a manufacturing system is presented. The analysis of repeatability and reproducibility is based in measurement of dimensions from a piece or manufactured part. The procedure is fixed by means of method of average and range with great acceptance and exclusivity in the study of measurement system analysis. This procedure and results derived of R&R analysis prove that method of average and range could be used in the stability study of manufacturing systems.
Key words: repeatability, reproducibility, manufacturing process

Vol. VI, No. 3, septiembre - diciembre, 2015, pp.
Revista Cubana de Ingeniería. Vol. VI, No. 3, septiembre - diciembre, 2015 pp. 61 - 67, ISSN 2223 -1781
INGENIERÍA EN MANTENIMIENTO
Planifi cación del mantenimientode equipos médicos a travésdel ajuste de plantilla
Michael Herrera Galáncorreo electrónico: [email protected] Superior Politécnico José Antonio Echeverría, Cujae, La Habana, Cuba
ResumenLas instituciones de salud han ganado experiencia a la hora de gestionar sus procesos. Para muchos laclave de éxito está en la gestión del recurso humano. Las empresas requieren de personal, y en la medidaen que este sea el más adecuado, su efi ciencia será mayor. Con el presente trabajo se pretende brindarun procedimiento que apoye las funciones de un departamento de mantenimiento en un hospital, bajo elcriterio de determinar el personal necesario para ejecutar las tareas de mantenimiento. Se combinan variosfactores, destacándose, la carga de trabajo derivada del plan anual de mantenimiento y el fondo de tiempodisponible por los empleados del departamento. Los resultados obtenidos, permitieron identifi car el personalmínimo indispensable para acometer las acciones de mantenimiento preventivo planifi cado en el HospitalPediátrico Docente Juan Manuel Márquez.
Palabras claves: mantenimiento, procedimiento, recurso humano
Recibido: 29 de septiembre de 2014 Aprobado: 17 de junio de 2015
Artículo Original
INTRODUCCIÓNEs imprescindible destacar la planifi cación de los
recursos humanos como un proceso clave y esencialmenteintegrador de la Gestión de Recursos Humanos. Existenla planifi cación a mediano y largo plazo, identifi cadacon la planeación estratégica, y la planeación anual o acorto plazo, identifi cada con la planeación operativa o laoptimización del capital humano o de plantillas.
En la actualidad y en el futuro, optimizar la plantilla nopodrá signifi car esencialmente “reducirla”. La fi nalidad dela optimización de plantillas no podrá indicar que sobre elhombre en el trabajo, es decir, que el mismo esté de más.La civilización con tal paradigma morirá. La necesidad del
constante incremento de la productividad del trabajo, nopuede representar la constante reducción de plantillas y elconsiguiente aumento de desempleo. Optimizar la plantillatendrá que signifi car optimizar el capital humano poseídopor las personas que trabajan [1].
Amalia Belenguer, plantea que para llevar a cabo unproyecto empresarial y conseguir alcanzar los objetivosestablecidos o deseados, no es sufi ciente con disponerde un estudiado y diseñado plan estratégico, ni siquierade los medios tecnológicos más avanzados. El buenfuncionamiento de la organización de las personasprecede al buen funcionamiento de los procesos de laempresa [2].

Planifi cación del mantenimiento de equipos médicos a través del ajuste de plantilla
Revista Cubana de Ingeniería. Vol. VI, No. 3, septiembre - diciembre, 2015, pp. 61 - 67, ISSN 2223 -178162
La optimización de plantillas está inserta dentro delconcepto de competitividad que da capacidad a unaempresa para generar recursos, habilidades, conocimientosy aptitudes que hacen posible la consecución de unosresultados más favorables con respecto a sus similares.Una de las claves para ser productivos es poder producir engrandes cantidades a bajos costes, y en ello tienen un papelimportante los RRHH (Recursos Humanos), la capacidadindividual o potencial humano, los salarios etc. Para ello esnecesario llevar a cabo un plan de optimización [3]. Desdeel punto de vista de la estrategia global de la empresa, losobjetivos que se persiguen con la implantación de métodosque optimicen la plantilla son:
• ¿Qué trabajos se están llevando a cabo?• ¿Cuáles de ellos pueden mejorarse?• ¿En qué actividades concretas se generan tiempos
improductivos?• ¿Cuántos puestos de trabajo se necesitan para ser
efi caces?• ¿Qué características deben tener dichos puestos y los
ocupantes de los mismos?• ¿Qué cualifi cación profesional deben tener?• ¿Cuál debe ser su formación?Otras investigaciones refl ejan que la aplicación de
principios científi cos a los procesos de reclutamiento yselección puede servir para ahorrar dinero y optimizar lasventajas de un negocio cuando se trata del talento de suplantilla [4, 5]. Dichas ventajas se pueden resumir en:
• Ahorro de tiempo.• Retención mejorada.• Retorno de la inversión.• Eliminación de preferencias.Según Kincaid y Gordick, en un estudio realizado en
2003, se muestra un retorno de la inversión de hasta2 300% para las empresas que utilizan un método deselección científi ca [6].
El hospital Pediátrico Docente Juan Manuel Márquez esuna institución de salud que se desempeña en la prestaciónde asistencia en diferentes especialidades relacionadascon la pediatría dentro de las ciencias médicas.Investigaciones demuestran que en la última décadase han incrementado los gastos médicos destinados aconservación y actualización de tecnologías sanitarias, locual repercute de manera directa en balance costo-efectivodel hospital [7-9]. Para la atención de las tecnologíasbiomédicas instaladas en el hospital bajo análisis secuentan con el departamento de Electromedicina, y sehace necesario tener un personal mínimo encargados dela vigilancia y el control del equipamiento biomédico, conel objetivo de controlar los gastos médicos destinados aestos fi nes.
A continuación se facilita un procedimiento para optimizarlas funciones de un departamento de electromedicinade un hospital bajo el criterio de determinar el personalnecesario para ejecutar las acciones de mantenimientoproactivas (antes de que ocurra una falla) y reactivas(después de que ocurre la falla).
MATERIALES Y MÉTODOSEl procedimiento que se propone para optimizar el
proceso de mantenimiento de equipos médicos a travésdel ajuste de plantilla depende básicamente de dosaspectos, la carga de trabajo derivada del plan anual demantenimiento preventivo y el fondo de tiempo disponiblepor los técnicos del departamento. Incorpora, además, lasrutinas diarias de la gestión de mantenimiento a travésdel conocimiento de las actividades que ejecutarán lostécnicos y el fondo de tiempo real, destinado a dichasacciones.
La carga de trabajo derivada del plan anual demantenimiento depende a su vez de:
• Frecuencia de mantenimiento.• Horas de mantenimiento promedio de los equipos.• Cantidad de equipos.Se puede calcular la carga de trabajo derivada del plan
de la siguiente manera:
(1)0
Siendo:n: Total de equipos planifi cados.CPA: Carga de trabajo derivada del plan anual demantenimiento.FM: Frecuencia de mantenimiento.CE: Cantidad de equipos de un mismo tipo.HPE: Horas de mantenimiento promedio de los equipos.
El segundo aspecto es el cálculo del fondo de tiempodisponible por los técnicos de mantenimiento.
Algunos indicadores obtenidos en diferentes estudios yfuentes consultadas aportan criterios que pueden servircomo punto de partida [10, 11]. Si bien esos criteriosno se fundamentan en las condiciones cubanas, sepueden tomar como tendencia e irlos adaptando a lapropia realidad y nivel de actividad de la instalación encuestión. Los criterios más frecuentes escuchados son lossiguientes:
• Se recomienda un ingeniero biomédico por cada 100camas, para hospitales o agrupaciones con más de600 camas.
• Se recomienda un ingeniero biomédico por sección oespecialidad tales como Electrónica Médica, Óptica,Imágenes, etc.
• Se requieren de 4 a 5 técnicos por cada ingeniero.• Territorialmente puede además considerase como
aproximadamente necesario un ingeniero biomédicopor cada 20 000 habitantes, o cada 100 médicos.Este total cubriría todas las necesidades deinvestigación, producción y mantenimiento detecnologías biomédicas en una región o país.
Una forma más exacta de realizar este cálculo puedeser a partir de conocer la jornada laboral de los técnicosque se emplearán, para lo cual se plantea la ecuación 2.

Michael Herrera Galán
Revista Cubana de Ingeniería. Vol. VI, No. 3, septiembre - diciembre, 2015 pp. 61 - 67, ISSN 2223 -1781 63
FT = 12 · (JL · DM) (2)
Siendo:FT: Fondo de tiempo anual por trabajador.JL: Jornada laboral.DM: Días del mes.
Tanto la JL como DM sufren una pequeña afectación,teniendo en cuenta que un técnico no emplea todas lashoras de su jornada laboral en funciones de mantenimiento,ni trabaja todos los días del mes. Un consejo práctico y realsería descontar del fondo de tiempo las horas destinadasa almuerzo, desayuno y merienda; así como eliminar elúltimo día de la semana (domingos) y los sábados nolaborables. De aquí se obtiene:
JLE = JL - ∑HND (3)
DME = DM - ∑DNL (4)
Siendo:JLE: Jornada laboral efectiva.DME: Días del mes efectivos.∑HND: Horas destinadas al desayuno, almuerzo, comida, etc.∑DNL: Días no laborables del mes.
Ajustando la ecuación original (2)
FT = 12 · [(JL-∑ HND) · (DM - ∑DNL)] (5)
Finalmente, con estos resultados se puede estimar elpersonal mínimo indispensables en el departamento deMantenimiento a través de la siguiente expresión y dondePO es equivalente a plantilla óptima.
(6)
Para quienes han acumulado cierta experiencia en esteproceso de la determinación de plantilla, con independenciadel método cuantitativo o de cálculo empleado, es sabidoque el asunto no es matemático o de cálculo meramente.Si bien el procedimiento antes planteado es una referencianecesaria, no es sufi ciente en la determinación de laplantilla óptima. Se trata de valoraciones económicas ysociales que, como soluciones de compromiso, conducenno al cálculo sino a la determinación del personal mínimoindispensable para ejecutar las tareas de mantenimientopreventivo.
RESULTADOSSe tomó como referencia el Hospital Pediátrico Docente
Juan Manuel Márquez, en La Habana, Cuba. El inventariode partida simplifi cado se muestra en la fi gura 1. Los datosse obtuvieron del Centro Nacional de Electromedicina.
Fig. 1. Inventario de equipos médicos
Lo primero a determinar es carga de trabajo derivada delplan anual de mantenimiento dividido por especialidades.
Cada especialidad está compuesta por diferentes tiposde equipos que poseen una frecuencia de mantenimientoy horas destinadas al mantenimiento planifi cado.
A medida que la tecnología es cada vez más compleja,determinar la frecuencia de mantenimiento (FM) enlos equipos médicos es una función vital y cada vez seha tornado más importante. Para obtener este valor sepueden usar las alternativas siguientes:
Alternativa 1: Autores como Gullickson, Yadin y Denisplantean que la frecuencia de mantenimiento dependedel grado de criticidad que tenga la tecnología biomédicay desarrollan procedimientos para obtener este valor deforma dinámica, ajustando el plan de mantenimiento endependencia del valor obtenido [12-15].
Alternativa 2: Otra forma de obtener este valor es apartir de las bases de datos del Instituto de Investigacionesy Cuidados de Emergencia (ECRI por sus siglas en inglés).ECRI es la fuente mundial más completa de datos yevaluación de aparatos y equipos médicos. En el conjuntoHealth Devices System (Sistema de Aparatos para elCuidado de la Salud), Healthcare Product ComparisonSystem y el programa SELECT™ han acumulado basesde datos completas de más de 5 000 categorías deequipos [16, 17].
Alternativa 3: Finalmente se puede tomar comoreferencia para obtener el valor de la frecuencia demantenimiento, la experiencia acumulada por los propiostécnicos de la institución y planifi car el mantenimientode la tecnología biomédica. Este valor debe ajustarsecon el tiempo en dependencia de la efectividad de laplanifi cación, hasta obtener el valor adecuado.
En el caso analizado se utilizaron las alternativas dos ytres conjuntamente.
Las horas de mantenimiento destinadas a laplanifi cación del equipo médico (HPE), dependen engran medida de la complejidad de los procedimientos orutinas de mantenimientos que se le apliquen al equipo.En principio, estos documentos se elaboran de consensocon especialistas de mantenimiento y el departamento de

Planifi cación del mantenimiento de equipos médicos a través del ajuste de plantilla
Revista Cubana de Ingeniería. Vol. VI, No. 3, septiembre - diciembre, 2015, pp. 61 - 67, ISSN 2223 -178164
calidad, encargados de la validación de la tecnología y elprograma de gestión de la calidad [18, 19].
En la fi gura 2 se muestra el resultado de la carga detrabajo derivada del plan anual de mantenimiento porespecialidades técnicas.
Según la tecnología instalada en el hospital, lasespecialidades que requieren de mayor atención sonlas de electrónica médica, laboratorio y electro-óptica yla de oxigeno, terapia y sistema de gases medicinales.Según la grafi ca de la fi gura 2, se puede observar queno es sufi ciente determinar la cantidad de equipos porespecialidades técnicas, se necesita de un análisis de lashoras promedio para atender la actividad de mantenimientopreventivo planifi cado.
El segundo aspecto es el cálculo del fondo de tiempo.En el hospital los técnicos tienen una jornada laboralde 12 h al día, con 24 h de descanso intercalado, 3 hdedicadas a almuerzo, comida, desayuno y merienda. Sise sigue el patrón de la fórmula (5), se cuenta con 1 728 hanuales por cada técnico de mantenimiento.
El fondo de tiempo del trabajador se debe distribuir,además, en horas para atender los mantenimientosplanifi cados, las acciones correctivas y otros eventos quesurgen y forman parte de sus derechos como trabajador.Se puede hacer esta distribución en cualquier proporción,el criterio seleccionado se puede observar en la fi gura 3.Denis, Becerra, Sacristán y otros plantean la necesidadde distribuir el fondo de tiempo seleccionado en porcionessimilares a la propuesta, con gran énfasis en el porcentajedestinado a otras actividades [12, 20, 21].
Las instalaciones hospitalarias cubanas separanel personal de mantenimiento constructivo delespecialista biomédico, debido a esto, el departamentode Mantenimiento tendrá que considerar de maneraindependiente el fondo de tiempo disponible paraatención a los equipos, para la atención a los sistemas dedistribución y al entorno. La gráfi ca de la fi gura 4, muestrala propuesta de distribución seleccionada.
De aquí que el técnico de mantenimiento solo dispongade aproximadamente 432 h anuales para dedicar amantenimiento preventivo de equipos.
Según los resultados de la fi gura 2, y conociendo eltiempo disponible por cada técnico, se pueden estimarla plantilla necesaria para atender cada especialidad através de la expresión 6. Ver tabla 1.
Como se puede apreciar se necesitan alrededor de 11técnicos para ejecutar las acciones de mantenimientopreventivo en el departamento. No es posible contrataruna persona y media o media persona como es elcaso de las especialidades de electromecánica médicay oftalmología, lo mismo sucede con el resto de lasespecialidades. El objetivo en este caso es concentrarlos técnicos en especialidades para ganar en calidad deservicio por lo que se decidió agrupar las especialidadescon equipos de tecnología similar y obtener un valor realdel número de técnicos necesarios para ejecutar lasacciones de mantenimiento preventivo a dichos equipos.El resultado se muestra en la fi gura 5.
Fig. 3. Distribución de fondo de tiempo por trabajador
Fig. 2. Carga de trabajo derivada del mantenimiento
Fig. 4. Fondo de tiempo dedicado a mantenimiento preventivo

Michael Herrera Galán
Revista Cubana de Ingeniería. Vol. VI, No. 3, septiembre - diciembre, 2015 pp. 61 - 67, ISSN 2223 -1781 65
DISCUSIÓNEl análisis a corto plazo con otro conjunto de elementos
internos y del entorno, es imprescindible para las planeacionesde recursos humanos a mediano y largo plazos. Existenvarios métodos para la determinación de plantillas, comolos de expertos, observación directa continua o discontinua,ecuaciones de regresión múltiple e interferencia de máquinascon simulación y teoría de colas [1].
La diferencia de estos métodos con el procedimientoplanteado radica fundamentalmente en la forma de obtenerlos valores de Q (carga de trabajo) y C (capacidad). Estasexpresiones se aplican a un proceso general de la empresacon el objetivo de determinar los puestos de trabajosadecuados para ejecutar las acciones productivas.
Siguiendo las observaciones de Malagón, se debeasignar un ingeniero biomédico por cada una de lasespecialidades antes mencionadas o al menos por cada4 o 5 de los técnicos antes calculados [10]. Esto junto alrepresentante del departamento (jefe de mantenimiento),da una idea de que estimar la plantilla óptima para eldepartamento no depende solamente de los cálculosobtenidos en el procedimiento.
Otro aspecto a tener en cuenta para determinar laplantilla, es la selección del inventario de mantenimiento.Se necesita alcanzar un alto grado de compromisoentre el inventario general de mantenimiento o catastro(incluye todo el equipamiento del hospital) y el inventariotécnico de mantenimiento (solo aquellos equipos a seratendidos por los técnicos del hospital). Eliminar equiposdel inventario técnico con el objetivo de disminuir laplantilla necesaria para ejecutar las acciones propias deldepartamento, podría traer grandes problemas despuésde haber concientizado que aquellos equipos que hanquedado fuera del inventario técnico deben seguir un plande contratación para ser atendidos o tener establecido unplan de acciones correctivas que garantice la seguridad alpaciente en la prestación del servicio.
Un criterio práctico para la selección del inventariotécnico de mantenimiento es la clasifi cación por riesgo ydiferenciación por prioridades [12, 13, 22].
Las características propias de las empresas cubanasgarantizan que la distribución del fondo de tiemposeleccionado es adecuada, teniendo en cuenta el carácterobligatorio que tiene la superación continua de los técnicosy profesionales en Cuba. En este porcentaje se incluyencriterios tales como horas destinadas a vacaciones,superación, días no laborables por enfermedad, etc.También muchos hospitales gestionan las actividadesde mantenimiento a equipos, entorno y sistemas dedistribución en áreas diferentes, tal es el caso que losdepartamentos de electromedicina solamente se dedicana atender el equipo biomédico dejando el entorno y lossistemas de distribución a servicios generales. Siendo así,se debe considerar este aspecto, a la hora de seleccionarel porcentaje del fondo de tiempo anual por trabajadordedicado a mantenimiento preventivo.
CONCLUSIONESExisten diferentes criterios que se aplican con fi nes
específi cos a la optimización de los procesos demantenimiento tales como mantenimiento total productivo(TPM), mantenimiento centrado en confi abilidad (MCC),estrategia de mejoramiento continuo (Kaisen) y otros.Este conjunto de herramientas tienen como base elfactor humano. Gestionar adecuadamente los recursoshumanos de una empresa trae implícito un elevadorendimiento en las funciones de la misma. De aquí elhecho de aplicar metodologías o procedimientos quegaranticen seleccionar y ajustar adecuadamente laplantilla y proporcionar un buen desempeño operativo dela empresa. Los resultados aquí obtenidos, permitieronidentifi car el personal mínimo indispensable para acometerlas acciones de mantenimiento preventivo planifi cado enel Hospital Pediátrico Docente Juan Manuel Márquez.
RECOMENDACIONESPara el estudio solo se incluyeron en el inventario
de mantenimiento aquellos equipos clase III y clase IIbsegún las reglas de clasifi cación del CCEEM (Centro deControl Estatal de Equipos Médicos). Se recomiendaextender el estudio a las clases de riesgo I y IIa con elobjetivo de defi nir el inventario de mantenimiento másadecuado [22, 23].
REFERENCIAS1. CUESTA SANTOS, Armando. Tecnología de Gestión
de Recursos Humanos [en línea]. La Habana, Cuba:Ed. Félix Varela, 2008, 99 pp. ISBN 978-959-07-1067-4. Disponible en web: http://www.libreroonline.com/cuba/libros/16868/armando-cuesta-santos/tecnologia-de-gestion-de-recursos-humanos.html[consultado 20 de marzo de 2014].
2. BELENGUER, Amalia. “La importancia del factorhumano en la empresa” [en línea]. Escuela deNegocios. Universidad Europea Estema [ref. Enerode 2014]. Disponible en web: http://comunidadestema.wordpress.com/2011/09/22/la-importancia-del-factor-humano-en-la-empresa/ [consultado 07 de abril 2014].
Fig. 5. Optimización de plantilla

Planifi cación del mantenimiento de equipos médicos a través del ajuste de plantilla
Revista Cubana de Ingeniería. Vol. VI, No. 3, septiembre - diciembre, 2015, pp. 61 - 67, ISSN 2223 -178166
3. RODRÍGUEZ LORENZO, Juan Manuel. “Gestiónde los recursos humanos. Optimización de lasplantillas” [en línea]. El ergonomista [ref. febrero de2004]. Disponible en web: http://www.elergonomista.com/relacioneslaborales/rl24.html [consultado 15 demarzo de 2014].
4. HARTMAN, DENNIS. “Ventajas de la selecciónde personal con criterios científi cos” [en línea].eHow en español [ref. Enero 2011]. Disponible enweb: http://www.ehowenespanol.com/ventajas-seleccion-personal-criterios-cientifi cos-info_205027/[consultado 13 de marzo de 2014].
5. WENDELL, Williams. Improving Performance?Really? [en línea]. Scientifi c Selection, Marietta,Georgia [ref. Enero de 2011]. Disponible en web: http://www.scientifi cselection.com/aha.php [consultado 20de marzo de 2014].
6. HANDLER, CHARLES A.; HEALY, Mark C. “TheBenefi ts of Using Scientifi cally-Based Assessmentsas a Core Component of the Hiring Process” [enlínea]. Rocket-Hire [ref. Mayo de 2007]. Disponibleen web: http://rocket-hire.com/_pdf/whitepapers/Benefi tsOfScience-Rocket-Hire-2007.pdf.
7. CRUZ, Antonio Miguel. “Una mirada a la ingenieríaclínica desde las publicaciones científi cas. ”Biomédica,vol. 30, núm.2, pp. 188-198, ISSN: 0120-4157.Disponible en web: http://www.scielo.org.co/scielo.php?pid=S0120-41572010000200006&script=sci_arttext [consultado 16 de junio de 2014].
8. ACOSTA PALMER, Héctor. “Auditoria integral demantenimiento en instalaciones hospitalarias,un análisis objetivo”. Ingeniería Mecánica,vol. 14, núm.2, ISSN: 1815-5944. Disponibleen web: http://www.ingenieriamecanica.cujae.edu .c u / i ndex .php / rev i s ta im /s ea rc h / res u l t s[consultado 16 de junio de 20.
9. SÁNCHEZ RODRÍGUEZ, Ángel. “La gestión delos activos físicos en la función mantenimiento”.Ingeniería Mecánica, vol. 13, num.2, pp. 72-78,ISSN: 1815-5944. Disponible en web: http://www.ingenier iamecanica.cujae.edu.cu/ index.php/revistaim/search/results [consultado 16 dejunio de 20.
10. MALAGÓN LONDOÑO, Gustavo; GALÁNMORERA, Ricardo; PONTÓN LAVERDE, Gabriel.Administración hospitalaria / Hospital Administration.Ed. Medica Panamericana: 1ra edición, 2008, 654 pp.ISBN: 9789589181980.
11. MALAGÓN LONDOÑO, Gustavo; GALÁNMORERA, Ricardo; PONTÓN LAVERDE, Gabriel.Auditoría en Salud. Para una gestión efi ciente.Editorial Médica Panamericana. 2003, 576 pp. ISBN:9789589181744.
12. RODRÍGUEZ DENIS, Ernesto. “Gestión demantenimiento para equipos médicos”. Memorias
del II Congreso Latinoamericano de IngenieríaBiomédica. 2001. La Habana, Cuba, vol. 1, núm.187.ISBN 950-7132-57-5. Disponible en web: http://www.hab2001.sld.cu/arrepdf/00187.pdf [consultado 03 demarzo de 2014].
13. DAVID, Yadin; GULLICKSON, Michael. “The roleof cuantifi cable risk factor in a medical technologymanagement program”. Journal for healthcare quality,vol. 3, núm.5, pp. 11-20. Disponible en web: http://www.biomedeng.com/wp-content/uploads/2011/05/RoleofQuantifi ableRiskFactors.pdf [consultado 15 demarzo de 2012].
14. RODRÍGUEZ DENIS, Ernesto; SÁNCHEZ, María C.“La praxis en la gestión de equipos médicos”. En:Memorias del V Congreso de la Sociedad Cubana deBioingeniería. 2003, La Habana, Cuba, vol. 1, núm.69.ISBN 959-212-095-1. Disponible en web: http://www.hab2003.sld.cu/Articles/T_0069.pdf [consultado 03de marzo de 2014].
15. FLORENCE, G. and CALIL, S. J. “Risk Classifi cationof Medical Equipment in Alert States”. Journal ofClinical Engineering, vol. 32, núm.2, doi: 10.1097/01.JCE.0000269278.08840.75 [consultado 15 de marzode 2012].
16. ECRI. Universal Medical Device NomenclatureSystem (UMDNS) [en línea]. ECRI Institute [ref.Mayo de 2011]. Disponible en web: https://www.ecri.org/ES/Pages/Universal-Medical-Device-Nomenclature-System%E2%84%A2--Nomenclatura.aspx [consultado 10 de febrero 2014].
17. Rodríguez, Denis Ernesto. “Ingeniería Clínica”[en línea]. VII Congreso de la Sociedad Cubana deBioingeniería, La Habana, Cuba, 2007. ISBN 978959 212 2369, La Habana, Cuba, Disponible en web:http://www.socbio.sld.cu/memorias [consultado 20 deoctubre 2012].
18. OPS. Manual de mantenimiento para equipos delaboratorio. Organización Panamericana de la Salud,Área de Tecnología y Prestación de Servicios deSalud, Unidad de Medicamentos Esenciales, Vacunasy Tecnologías en Salud. Washington D. C.: Abril de2007, 212 pp. ISBN: 92 75 32590 1. Disponible enweb: http://www.paho.org/spanish/ad/ths/ev/lab_manual-mantenimiento.pdf [consultado 20 de mayode 2014]
19. MUÑOZ SALAZAR, Karent Eliana. “Manual deprotocolos de mantenimiento de equipos biomédicospara el hospital Susana López de Valencia E.S.E”[en línea]. Universidad Autónoma de Occidente.Facultad de Ingenierías, Departamento deAutomática y Electrónica. Programa deIngeniería Biomédica. Santiago de Cali [ref.julio de 2008], 253 pp. Disponible en web:http://www.pcmanagement.es/editorial/Managem_p o w p o i n / P r o y e c t o % 2 0 M a n t e n i m i e n t o % 2 0

Michael Herrera Galán
Revista Cubana de Ingeniería. Vol. VI, No. 3, septiembre - diciembre, 2015 pp. 61 - 67, ISSN 2223 -1781 67
Hospitalario.pdf [consultado 15 de noviembre de2013].
20. REY SACRISTÁN, Francisco. “Elaboración yoptimización de un plan de mantenimiento preventivo”.Revista Técnica Industrial, vol. 2014, núm. 308,pp. 30-41. ISSN: 0040-1838. Disponible en web:http://www.tecnicaindustrial.es/TIFrontal/ingenieria_articulos_tecnicos.aspx?anno=2014 [consultado16 de junio de 2014].
21. BECERRA, Jorge. “Plan de Mantenimiento paraEquipamiento Crítico” [en línea]. Hospital de Tomé,Santiago de Cali [ref. 2012], 18 pp. Disponible enweb:http://es.scribd.com/doc/254514736/Plan-
Planning Maintenance of Medical Equipment Throughthe Workforce Adjustment
Abstract
The health institutions have gained experience in managing their processes. For many the key to success lies in humanresource management. Companies require personnel, and while more appropriate is the staff, its effi ciency will be grea-ter. With the present article, we intend to provide a proceeding that supports the functions of the maintenance departmentat a hospital, under the criterion of determine the necessary staff, to carry out the maintenance tasks. Several factorsare combined, highlighting, workload derived from the annual maintenance plan and the time available for departmentemployees. The results obtained, permitted the identifi cation of the necessary staff to carry out the planned preventivemaintenance actions at the at Children's Hospital Juan Manuel Marquez.
Key words: maintenance, procedure, human resource
de-Mantenimiento-Prevent ivo-Equipamiento-Critico#scribd [consultado 16 de junio de 2014].
AUTORMichael Herrera GalánIngeniero en Control Automático, Máster en Bioingeniería,Profesor Auxiliar, Centro Nacional de InvestigacionesCientífi cas (CNIC), La Habana, Cuba

Vol. VI, No. 3, septiembre - diciembre , 2015, pp. 69 - 76
Revista Cubana de Ingeniería. Vol. VI, No. 3, septiembre - diciembre , 2015, pp. 69 - 76, ISSN 2223 -1781
INGENIERÍA DEL TRANSPORTE
Determinación de elementos críticosen vehículos de transporte de cargasmediante el empleo de matricesde riesgo
Adrian Carrillo Gálvezcorreo electrónico: [email protected] Superior Politécnico José Antonio Echeverría, Cujae, La Habana, Cuba
Laksmi Penabad Sanzcorreo electrónico: [email protected] Superior Politécnico José Antonio Echeverría, La Habana, Cuba
ResumenEn el trabajo se evalúa la posibilidad de determinar las piezas y agregados más importantes para elmantenimiento contra avería de una fl ota de vehículos de cargas con el uso de matrices de riesgo. Estaherramienta de jerarquización, fácil de comprender y de elaborar, es utilizada en industrias de alto riesgo ylamentablemente muy poco difundida en Cuba. Con estas matrices se evaluaron las consecuencias de losfallos que sufrieron las piezas durante el período de un año y fue posible establecer una lista de prioridades.Esta lista permitió conocer qué elementos estudiar más profundamente con vistas a una futura planeaciónde necesidades de recursos.
Palabras claves: fl otas de transporte, mantenimiento, matrices de riesgo
Recibido: 2 de octubre de 2014 Aprobado: 15 de junio de 2015
Artículo Original
INTRODUCCIÓNDurante los últimos años, debido al aumento en número
y en complejidad de los activos físicos encargadosde generar bienes y servicios, se han convertido enprincipales retos para toda empresa: minimizar los costosde adquisición, los costos de mantenimiento y asegurar elcorrecto desempeño de estos activos físicos [1]. Además,las restricciones de los presupuestos y la escasez derecursos han hecho que las empresas traten de sermás efi cientes en lo que concierne a la operación y al
mantenimiento, impulsando a los directivos a balancear ydistribuir los recursos de mantenimiento principalmente enlos activos considerados más valiosos [2]. Para determinarestos activos más valiosos existen diversas manerasde jerarquizar elementos o procesos para la toma dedecisiones: Lógica difusa compensatoria [3], análisis decriticidad [4], proceso analítico jerárquico [5,6], entre otros;pero durante los últimos años se ha desarrollado conmucho éxito el enfoque basado en la gestión de riesgos[7,8] y dentro de ella, el uso de matrices de riesgo [9-12]como herramienta para establecer prioridades.

Determinación de elementos críticos en vehículos de transporte de cargas mediante el empleo de matrices de riesgo
Revista Cubana de Ingeniería. Vol. VI, No. 3, septiembre - diciembre, 2015, pp. 69 - 76, ISSN 2223 -1781 70
La gestión de riesgos se centra en ayudar a las entidadesa mitigar los riesgos inherentes a activos críticos para unaproducción segura y confi able. Se basa en la identifi caciónprevia de los activos y la determinación de las manerasmás efectivas para evitar o disminuir los fallos y teniendouna idea general del efecto total que acarrean tales fallos[13]. La determinación de estos activos principales serealiza a través de matrices de riesgo, una metodologíautilizada en industrias de alto riesgo, que además es fácilde implementar y que no implica un elevado consumo detiempo para los especialistas que la elaboran [10]. Estascaracterísticas hacen pensar en la posibilidad del uso deesta herramienta en otros sectores productivos distintos alos que actualmente la utilizan.
La necesidad de priorizar activos o procesos no es unfenómeno ajeno a Cuba. En la mayoría de las entidadeslos presupuestos destinados al mantenimiento soninsufi cientes, esto hace que los directivos no puedansuplir totalmente las necesidades de recursos. Estaslimitaciones afectan muchos más al sector del transportedebido a que, a diferencia de otras esferas productivas,en el transporte el gasto por concepto de mantenimientopuede llegar a ser tan alto como el capital necesario parala operación, excluyendo la inversión inicial. En estarealidad posee mayor importancia el perfeccionamiento dela planifi cación como “…la vía principal para la direcciónde la economía nacional…” [14]; planifi cación que debeabarcar todos los niveles, incluyendo las demandas delos recursos necesarios para mantenimiento. Planeaciónademás que debe comenzar por la determinación delos recursos más importantes para la continuidad de laproducción, a partir de una jerarquización de los mismos.
La revisión bibliográfi ca realizada para esta investigaciónevidencia que en Cuba o se han utilizado las matrices deriesgo en sectores en los que tradicionalmente se utilizano se han realizado estudios de priorización en el transportecon enfoques menos efectivos. Así es que las matricesde riesgo han sido utilizadas en 2006 por Vilaragut [15]para evaluar la seguridad en tratamientos con teleterapia,en 2010 por Cruz [10] para prevenir accidentes durantetratamientos de radioterapia y en 2011por Torres [11] parajerarquizar riesgos relativos a la actividad docente. Asímismo, se han realizado algunos trabajos para priorizarelementos en el transporte: en 2004 Bonet [16] medianteel uso de la ley de Pareto establece jerarquías en elsector del transporte, metodología que tiene su principallimitación en el hecho de que se crean histogramas apartir de evaluar factores de manera independientes, loque no permite llegar a una evaluación global. En 2008Rigol [17] realiza un estudio de gastos del mantenimientocorrectivo en una empresa transportista. Para esto utilizala ley de Pareto y determina un grupo de vehículos demayor peso en los costos totales. Este enfoque no tieneen cuenta otras consecuencias de los fallos que generanmantenimientos correctivos, que sí son valorados en lagestión de riesgos y además el enfoque por vehículos envez de por elementos individuales que fallaron, no permiteplanifi car acertadamente la necesidad de recursos para elmantenimiento.
El estudio bibliográfi co no evidencia la jerarquización deelementos relativos al mantenimiento en el transporte decargas a través de matrices de riesgo. Es por ello queel objetivo de este trabajo fue, valorar la posibilidad dela aplicación de matrices de riesgos en la identifi caciónde los elementos principales para la realización demantenimientos contra averías, en el sector del transportede cargas. La metodología expuesta en este trabajomuestra los pasos necesarios para utilizar esta herramientaen la gestión del mantenimiento automotor. Dichaherramienta permite que los decisores identifi quen dóndedeben centrarse los esfuerzos para perfeccionar la gestióndel mantenimiento de sus vehículos. También posibilitamejorar el proceso de planifi cación de las demandas depiezas de repuestos, lo que conlleva una disminución delos tiempos de indisponibilidad de los vehículos productode la falta de estas piezas en inventario y también sientalas bases para establecer políticas de inspección basadaen el riesgo, un componente de la gestión de riesgos muyutilizada a nivel mundial.
MATERIALES Y MÉTODOSMatrices de riesgo
La matriz de riesgo es una herramienta cualitativabidimensional que permite evaluar e identifi car de formasencilla y práctica activos, procesos o elementos críticos.Para ello se valora el riesgo numéricamente como elproducto de dos parámetros que según los autores [18]difi ere ligeramente:
Riesgo = Frecuencia • Consecuencia (1)
Riesgo = Probabilidad • Consecuencia (2)
Riesgo = Posibilidad • Impacto (3)
Riesgo = Probabilidad • Severidad (4)
donde:Frecuencia: Cantidad de veces que aparece el fenómeno
estudiado en un intervalo de tiempo defi nido.Probabilidad: Magnitud que cuantifi ca la posibilidad de
ocurrencia del fenómeno.Consecuencia: Expresión, de manera cuantifi cable, de
la severidad o impacto del fenómeno y la implicación quetrae consigo su ocurrencia.
En el caso de las consecuencias de los fallos Moubray [1]las agrupa en: consecuencias en la seguridad y el medioambiente; consecuencias operacionales (relacionadascon la afectación a la producción: capacidad, calidad ocostos industriales) y consecuencias no operacionales(relacionadas directamente con la reparación).
La matriz se construye a partir de dos ejesperpendiculares, escalas ordinales que están graduadassegún las clases que se establezcan para los factores bajoestudio. El valor del riesgo de cada elemento estudiadoviene dado por las distintas combinaciones que se puedansuceder, tal como se observa en la fi gura 1.

Revista Cubana de Ingeniería. Vol. VI, No. 3, septiembre - diciembre, 2015, pp. 69 - 76, ISSN 2223 -1781
Adrian Carrillo Gálvez - Laksmi Penabad Sanz
71
Gestión del mantenimiento en las empresastransportistas cubanas
Las empresas transportistas en Cuba aseguran elcorrecto estado de funcionamiento de sus vehículos decarretera según lo dispuesto en la Norma Ramal 94:2004.Según este documento para lograr dicho objetivo debenrealizarse las siguientes actividades de mantenimiento:mantenimientos técnicos (MT), revisiones mecánicas (RM)y reparaciones eventuales (R). Todas estas actividadesson registradas y controladas en el Subsistema de controlde talleres, el cual está compuesto por los siguientesdocumentos:• C.T.No.1. Datos técnicos y control de vida de los
agregados del vehículo.• C.T.No.2. Control de mantenimiento y reparaciones.• C.T.No.3. Control de intercambio de agregados.• C.T.No.4. Reporte de reparación, mantenimiento y
control de la prueba de funcionamiento.• C.T.No.5. Movimiento del vehículo en el taller.• C.T.No.6. Análisis de la vida útil de los motores.• C.T.No.7. Control de combustibles, aceites y lubricantes.• C.T.No.8. Control de las baterías.• C.T.No.9. Informe diario del control de taller al jefe de la
unidad o base.
Tabla 1Clasifi cación de la frecuencia de ocurrencia [8]. (Traducido por los autores)
Nivel Ocurrenciafrecuencia/año Explicación Descripción
A ≤ 10-6 Imposible No ha sucedido y es imposible que ocurra en un área o industriasimilar
B 10-6~10-4 Poco probable No ha sucedido y sucede ocasionalmente en áreas o industriassimilares
C 10-4~10-2 PosibleHa ocurrido y en áreas o industrias similares ocurre ocasionalmente;no ha sucedido pero en áreas o industrias similares ocurrefrecuentemente
D 10-2~10-1 Probable Ha ocurrido regularmenteE ≥10-1 Muy probable Ha ocurrido con mucha frecuencia
Tabla 2Clasifi cación de las consecuencias [8]. (Traducido por los autores)Nivel Explicación Descripción
A Poca Sin pérdidas humanas, pocas pérdidas materiales, no mala opinión pública y sinconsecuencias políticas
B Normal Menos de 3 fallecidos y 10 heridos graves, mitigación con medios locales, pérdidas materialesmoderadas, afectación de la opinión pública y sin infl uencias políticas
C Grande Entre 3 y 10 fallecidos o 10 y 50 heridos graves, mitigación por medios externos, grandespérdidas materiales, mala opinión pública y repercusiones políticas.
D Importante Entre 10 y 30 fallecidos o 50 y 100 heridos graves, severas pérdidas materiales, mala opiniónpública e infl uencia política
E MuyImportante
Más de 30 muertos y de 100 heridos graves, enormes pérdidas materiales, extremadamentemala opinión pública e infl uencia política
La determinación y denominación de las categoríasde los parámetros es en dependencia del fenómeno enestudio. En la fi gura 1 se observa cómo se ha clasifi cadola severidad en: baja, menor, moderada, importante ycatastrófi ca y la frecuencia en: rara, improbable, posible,probable, segura. En las tablas 1 y 2 se observan otrasclasifi caciones para la frecuencia de ocurrencia y lasconsecuencias.
Esta evaluación permite tomar decisiones que prioricenla solución de los elementos de mayor riesgo.
Fig. 1. Matriz de riesgo 5x5 [12]. (Traducido por los autores)

Determinación de elementos críticos en vehículos de transporte de cargas mediante el empleo de matrices de riesgo
Revista Cubana de Ingeniería. Vol. VI, No. 3, septiembre - diciembre, 2015, pp. 69 - 76, ISSN 2223 -1781 72
En este marco regulatorio el registro de la informaciónconcerniente a las actividades de mantenimiento serealiza a nivel de piezas o agregados y no a nivel defallos. Esta peculiaridad hace que cualquier estudio sobreel mantenimiento en el transporte automotor requiera unanálisis previo antes de aplicarse. Por lo que es necesarioadecuar las herramientas preestablecidas en la literaturapara compatibilizarlas con las características propias de laentidad objeto de estudio y la forma en que se encuentrancompilados la información necesaria.
Aplicación de matrices de riesgo a vehículosde transporte de carga en fl otas cubanas
Para conformar estas matrices, de manera general, hayque responder las siguientes preguntas:
• ¿Qué se evaluará? (fenómeno a estudiar).• ¿Cómo se evaluará? (factores a estudiar: probabilidad,
severidad, consecuencia, etc.).• ¿Cómo se clasifi carán los factores? (categorías de los
factores escogidos).• ¿Cómo se evaluará el riesgo? (niveles de riesgo).
La determinación de fallos críticos es, según loestablecido en la literatura consultada, la forma másacertada para poder establecer jerarquías que permitanmejorar la función mantenimiento. Pero en estainvestigación, producto de la manera en que se recopilala información concerniente al mantenimiento, se varíaesta metodología. Al no ser posible determinar esos fallosprincipales se decide jerarquizar entonces las piezaso agregados (en lo adelante elementos) más riesgososde los vehículos, siendo entonces estos elementos lasunidades de análisis a investigar y categorizar.
Esta jerarquización se realiza según la ecuación (1),donde se valora la probabilidad de forma frecuencial,debido al manejo estadístico que se puede realizar delanálisis del comportamiento histórico de los fallos. Lafrecuencia se obtiene a partir de la cantidad de veces quese produce un fallo o avería a un determinado elementoen horizonte de planifi cación estudiado (1 año).
En las consecuencias también infl uye la manera enque se controla el mantenimiento en las empresas. Paraevaluar este factor se seleccionan las que son posiblesde determinar. En esta investigación se valoran entonceslas consecuencias no operacionales, a través del cálculode los costos de los mantenimientos realizados a loselementos que presentaron fallos en el período y de lasoperacionales las pérdidas relacionadas al tiempo fuerade servicio de los vehículos producto de los fallos. Estavaloración se realiza utilizando las ecuaciones (5)-(8).
Las consecuencias de los fallos de un elemento vienendadas por la reparación de los fallos y por el tiempo fuerade servicio:
(5)
donde:Cmani: Costo del mantenimiento producto de los fallossufridos por el elemento la i-ésima vez que suceden[$].Cindi: Costo asociado a la indisponibilidad generada por elelemento la i-ésima vez [$].
El costo del mantenimiento de cada elemento tiene doscomponentes: el recurso utilizado para el mantenimiento(su cantidad) y el costo de esos recursos, y por el otrolado, el tiempo empleado en la solución y el costo de lamano de obra empleada:
(6)
donde:Qji: Cantidad del j-ésimo recurso utilizado la i-ésima vezpara el mantenimiento del elemento [unidades o litros].Crecj: Costo del j-ésimo recurso [$/unidades o $/L].Ti: Tiempo empleado en el mantenimiento del elemento lai-ésima vez [h].Sal: Tarifa horaria del obrero correspondiente [$/h].
El costo derivado de la indisponibilidad del vehículo estáasociado a lo que deja de ingresar la empresa por estarel vehículo en mantenimiento, producto al fallo de cadaelemento:
(7)
donde:Tindi: Tiempo de indisponibilidad generado por el
elemento la i-ésima vez [h].b: Efecto económico por el tiempo fuera de servicio.Este valor b está asociado a los ingresos que generan
los vehículos cuando están operativos y los gastos esténoperando o no [21] y su cálculo es según (8):
(8)
donde:Vd: Ventas promedio por hora resultante de la operaciónde un vehículo [$/h].v: Costo variable unitario de transportación para unvehículo [$/km].ltd: Cantidad de kilómetros recorridos como promedio porhora [km/h].Fd: Costo fi jo por hora [$/h].
La clasifi cación de la frecuencia y las consecuenciasse realizan a partir de 4 clases: baja, media, alta y muyalta. Para asegurar que cada elemento sea totalmenteclasifi cado, es decir, que pertenezca a una y solo a unaclase, se establecen límites para cada clase. Estas clasesse construyen de igual amplitud, tomando como referenciala observación más grande y la más pequeña y dividiendoese rango entre la cantidad de clases.

Revista Cubana de Ingeniería. Vol. VI, No. 3, septiembre - diciembre, 2015, pp. 69 - 76, ISSN 2223 -1781
Adrian Carrillo Gálvez - Laksmi Penabad Sanz
73
Las distintas combinaciones de estas clases generanniveles de riesgo defi nidos como: trivial (TR), tolerable (TO),moderado (M), severo (S) e intolerable (I). A los elementosclasifi cados según estos niveles se les aplican accionespara tratar de disminuir las afectaciones (tabla 3).
Estas acciones deben estar encaminadas a disminuir elfactor más infl uyente en el nivel de riesgo, es decir, a disminuirla frecuencia o las consecuencias. Si estas acciones sonefectivas los elementos intolerables deben variar y demanera general deben reducirse los valores máximos tantode las frecuencias como de las consecuencias.
Determinar los síntomas de los fallos y monitorear sucomportamiento. Una agudización de los mismos implicala necesidad de tomar medidas para enfrentar posiblesfallos y disminuir sus consecuencias.
RESULTADOSLos vehículos a los cuales se les realizó el análisis son
camiones de carga. Estos camiones tienen como objetivotrasladar mercancías por toda Cuba y para ello tienenimplantado un sistema de operación con dos tripulaciones,compuestas cada una por un chofer y un ayudante. En laempresa se operan con dos modelos de camiones con lascaracterísticas que se muestran en la tabla 4.
La cantidad de información que debe ser analizadapara la conformación de las matrices es signifi cativa y seobserva en la tabla 5.
Este análisis permitió obtener (tabla 6) los datos deentrada necesarios para conformar las matrices deriesgo a partir de evaluar las formulaciones matemáticasexpresadas anteriormente.
Tabla 3Acciones derivadas del nivel de riesgo obtenido
Nivel de Riesgo Acciones Observaciones
Intolerable
1. Deben desarrollarse análisis más profundos a estoselementos:
• Análisis de los modos, efectos y consecuencias de losfallos (FMECA)
• Analizar causa-raízEstas metodologías son efectivas ya que permitenidentifi car los síntomas de los fallos y planifi car accionesde mantenimiento precisas
2. Establecer estrategias proactivas si son posibles3. Tomar medidas para disminuir también las consecuenciasde los fallos
Estos son los elementos máscríticos y las acciones debendesarrollarse de manera urgente
Severo 1. Realizar análisis semejantes a los intolerables, pero en unsegundo momento, ya que la prioridad es más baja
Elementos de un segundo ordende importancia
Moderado
1. Determinar los síntomas de los fallos y monitorear sucomportamiento. Una agudización de los mismos implica lanecesidad de tomar medidas para enfrentar posibles fallos ydisminuir sus consecuencias.1. Controlar la calidad de las acciones de mantenimientoque se les realiza a estos elementos
Tolerable 1. Controlar la calidad de las acciones de mantenimientoque se les realiza a estos elementos
Trivial No necesitan ninguna atención, por el momento Elementos de menor importancia
Tabla 4Características de la fl ota
Modelo A Modelo B
Años de operación 5 3
Tamaño de la fl ota 39 15
Tara 30 t 30 t
Tabla 5Información analizada para la creación de lasmatrices de riesgo
Modelo A Modelo B
Expedientes analizados 28 15
Órdenes de trabajo 754 316
Tareas contra averías 1 353 439

Determinación de elementos críticos en vehículos de transporte de cargas mediante el empleo de matrices de riesgo
Revista Cubana de Ingeniería. Vol. VI, No. 3, septiembre - diciembre, 2015, pp. 69 - 76, ISSN 2223 -1781 74
En la tabla 7 quedan identifi cados los 10 elementos másimportantes. Estos elementos ordenados según su nivelde riesgo se observan en la fi gura 2 (todos los demáselementos que completan 58 en el Modelo A y 81 en elModelo B, también obtuvieron clasifi cación de trivial).
de mejoras al mantenimiento o a la operación de esteelemento. Las alternativas deben ser para disminuir laocurrencia de estos fallos o buscar maneras más efectivasde enfrentarlos.• Elementos como alternador, tensor de la correay el embrague fueron catalogados como de riesgosmoderados (M), por lo que deben ser monitoreados yaque tuvieron consecuencias muy altas o altas aunque conbaja frecuencia.• El resto de los elementos estuvieron en la zona deriesgo tolerable (TO).
Modelo BFueron más los elementos que presentaron fallos.Solo un elemento mostró una relativamente alta
importancia, el embrague y fue categorizado como deriesgo moderado. Este elemento debe ser monitoreadoy sistemáticamente debe analizarse la calidad de lasacciones de mantenimiento que recibe.
El otro elemento riesgoso es el motor de arranque, elcual tiene una importancia de cuarto nivel debido a sucategorización como de riesgo tolerable.
En la fi gura 2 se hace evidente un predominio deelementos en la categoría de trivial (TR) productotanto a bajas frecuencias de ocurrencia como a bajasconsecuencias.
En ambos camionesAparece dentro de los elementos más riesgosos el
embrague. Este elemento tiene tecnologías constructivasdistintas en ambos vehículos, lo que pudiera llevara pensar en problemas a la hora de la operación delos vehículos por parte de los choferes. Esto tambiénconvendría estudiarse con mayor detenimiento.
CONCLUSIONESEn este trabajo se evidenció la posibilidad de emplear
la metodología de las matrices de riesgo en empresastransportistas cubanas, pudiéndose adaptar al marcoregulatorio existente sin mucha difi cultad y de maneraefectiva.
Con el estudio realizado se pudo jerarquizar los elementosnecesarios para la realización de los mantenimientoscontra averías en una fl ota de camiones a partir del uso dematrices de riesgo. Esta jerarquización permitió identifi carlos elementos a los que hay que prestársele mayoratención tanto durante el mantenimiento, la operacióncomo en el proceso de planifi cación de necesidades.Además, permitió establecer acciones para disminuir elnivel de riesgo de dichos elementos.
La posibilidad del uso de esta herramienta dejerarquización sirve como base para la posible utilizaciónde la inspección basada en el riesgo, política demantenimiento que ha generado buenos resultados enindustrias de alto riesgo y que pudiera extrapolarse alsector del transporte en Cuba.
REFERENCIAS1. MOUBRAY, J. Mantenimiento centrado en
confi abilidad. 2004, Ed. Aladon Ltd, 424 pp. ISBN:09539603-2-3.
Tabla 6Datos calculados para la conformación de las matrices deriesgo
Modelo A Modelo BTiempo en taller (Total) 22 176, 11 h 6 163, 2 hCostos de mantenimientoContra averías 67 571,61 $ 27 713, 82 $
Efecto económicoTiempo fuera de servicio (b) 39,16 $/h 37,46 $/h
Elementos con fallos 58 81
Tabla 7Elementos riesgosos para ambos modelos devehículos
Modelo A Modelo BNo Elemento No Elemento No Elemento No Elemento
1 Motor dearranque 6 Radiador 1 Embrague 6 Zapata
delantera
2 Caja decambios 7 Alternador 2 Bomba
embrague 7 Servoembrague
3 Embrague 8 Bombaembrague 3 Zapata
trasera 8
Extremodirecciónizquierdo(Yoqui)
4 Cableacelerador 9 Tensor
correa 4 Interruptoralarma 9 Cable
acelerador
5 Reténruedas 10 Conmutador
embrague 5 Motor dearranque 10 Sensor nivel
combustible
Fig. 2. Matrices de riesgo de los modelos estudiados
DISCUSIÓNModelo A• El elemento más riesgoso fue el motor de arranque,catalogado como intolerable (I) debido a la conjunciónde la alta frecuencia de ocurrencia de los fallos a esteelemento y a una elevada consecuencia producto de losmismos. Esto indica la necesidad de efectuar estudiosurgentes más profundos para determinar posibilidades

Revista Cubana de Ingeniería. Vol. VI, No. 3, septiembre - diciembre, 2015, pp. 69 - 76, ISSN 2223 -1781
Adrian Carrillo Gálvez - Laksmi Penabad Sanz
75
2. SITZABEE, W.; M. T., Harnly. “A StrategicAssessment of Infraestructure Asset-ManagementModeling”. Air & Space Power Journal, noviembre-diciembre 2013, pp. 45-68. Disponible en web: http://www.airpower.au.af.mil. [consultado en: 2 de febrerode 2014].
3. HONGXIA, Xie; LIPING, Shi; HUI, Xu. “TransformerMaintenance Policies Selection Based on anImproved Fuzzy Analytic Hierarchy Process”. Journalof Computers. 2013, vol.8, núm.5, pp. 1343-1350.ISSN: 1796203X. Disponible en Web: http://search.ebscohost.com/login.aspx?direct=true&db=aci&AN=88399579&lang=es&site=ehost-live. [consultado en:22 de abril de 2014].
4. DEL CASTILLO SERPA, Alfredo; FRAGA, Elena;BRITO, Lucía. “Análisis de criticidad personalizados”.Ingeniería Mecánica. Septiembre-diciembre 2009,vol. 12, núm.3, pp. 1-12. ISSN: 1815-5944. Disponibleen web: http://www.ingenieriamecanica.cujae.edu.cu/index.php/revistaim/article/view/72/395.[consultado en: 12 de diciembre de 2013].
5. SILVESTRI, Alessandro; DE FELICE, Fabio;PETRILLO, Antonella. “Multi-criteria risk analysisto improve safety in manufacturing systems”.International Journal of Production Research.2012, vol. 50, núm.17, pp. 4806-4821. DOI:10.1080/00207543.2012.657968. Disponible enWeb: http://search.ebscohost.com/login.aspx?direct=true&db=buh&AN=79241971&lang=es&site=ehost-live. [consultado en: 12 de enero de 2014].
6. BRAVO BASTIDAS, Juan J.; OREJUELACABRERA, Juan P.; O.G., Juan Carlos. “ Modelopara la prorización dinámica de despachos devehículos utilizando el proceso analítico jerárquico”.Revista de la Facultad de Ingeniería Universidadde Antioquia. 2009, vol. 48, pp. 201-215, ISSN:0120-6230Disponibleen Web:http://aprendeenlinea.udea.edu.co/revistas/index.php/ingenieria/article/viewArticle/16531 [consultado en: 22 de febrero de2014].
7. U. S. GOVERNMENT ACCOUNTABILITYOFFICE. “Management Actions Needed to EnsureEffectiveness of DOD´s Risk Management Approachfor the Defense Industrial Base” [en línea]. U.S.Government Accountability Offi ce, Washington, D.C.,USA, [ref 2010].Disponible en Web: www.gao.gov/cgi-bin/getrpt?GAO-07-1077 [consultado en: 2 deoctubre de 2014].
8. JIN, J. S.; ZHAO, Hu Bin. “Defi ning the SafetyIntegrity Level of Public Safety Monitoring SystemBased on the Optimized Three-dimension RiskMatrix”. En Actas de International Symposium onSafety and Engineering, 2012, China. DOI: 10.1016/j.proeng.2012.08.021.
9. LEVINE, E. S. “Improving risk matrices: theadvantages of logarithmically scaled axes”. Journalof Risk Research. 2012, vol. 15, núm. 2, pp. 209-222.ISSN: 1366-9877. Disponible en Web: http://dx.doi.org/10.1080/13669877.2011.634514 [consultado en:10 de febrero de 2014].
10. DUMÉNIGO, C. et al. “Estudios de casos con lautilización del enfoque de matriz de riesgo paraprevenir accidentes en tratamientos de radioterapia”.Nucleus. 2010, vol. 48, pp. 21-26. Disponible enweb: http://scielo.sld.cu/scielo.php?pid=S0864-084X2010000200005&script=sci_arttext.[consultadoen: 7 de marzo de 2014].
11. TORRES VALLE, A. et al. “Propuesta metodológicapara el análisis de riesgo dentro de los planes deprevención” [en línea]. Disponible en web: http://www.isri.cu/publcaciones/articulos/2012/boletin_0212.pdf.[consultado en: 12 de mayo de 2014].
12. WAMBEKE, B.; MIN, L.; HSIANG, Simon.”Usinglast planner and risk assessment matrix to reducevariation in mechanical related construction task”.Journal of Construction Engineering and Management.2012, vol. 138, núm. 4, pp. 491-498. DOI: http://dx.doi.org/10.1061/(ASCE)CO.1943-7862.0000444.[consultado en: 7 de diciembre de 2014].
13. U.S. GOVERNMENT ACCOUNTABILITY OFFICE.“Critical Infraestructure Protection. DHS Listof Priority Assets Needs to Be Validated andReported to Congress” [en línea]. U.S. GovernmentAccountability Offi ce, Washington, D. C., USA [ref2013]. Disponible en web: http://web.b.ebscohost.com/ehost/pdfviewer/pdfviewer?sid=4c52f9c9-7c85-4c4d-abc7-32323753eab6%40sessionmgr113&vid=1&hid=117.[consultado en: 2 de octubre de 2013].
14. PARTIDO COMUNISTA DE CUBA. Lineamientosde la Política Económica y Social del Partido y laRevolución [en línea], 2011. Disponible en web:http://www.cubadebate.cu/noticias/2011/05/09/descargue-en-cubadebate-los-lineamientos-de-la-politica-economica-y-social-pdf/. [Consultado en: 7de enero de 2014].
15. VILARAGUT LLANES, J. J.;FERRO FERNÁNDEZ,R.; TRONCOSO FLEITAS, M. “Aplicación de matricesde riesgo para evaluar la seguridad del tratamientocon teleterapia”. Nucleus. 2006, vol. 39, pp.48-51.Disponible en web: http://web.a.ebscohost.com/ehost/detail?sid=714696e5-fc84-4c01-a554-99d7d1fb360e%40sessionmgr4004&vid=1&hid=4112&bdata=JnNpdGU9ZWhvc3QtbGl2ZQ%3d%3d#db=zbh&AN=24713923. [consultado en: 17 de abril de 2014].
16. BONET BORJAS, C. M. “Ley de Pareto aplicada ala fi abilidad”. En Actas de XI Convención Científi cade Ingeniería y Arquitectura. 2004, La Habana, Cuba[consultado en: 27 de noviembre de 2013].
17. RIGOL CARDONA, B.; BATISTA RODRÍGUEZ C.“Estudio de gastos en insumos de mantenimientocorrectivo de las cuñas tractoras en empresa detransporte”. Ingeniería Mecánica. 2008, vol.11.núm. 2, pp. 61-66. Disponible en web: http://www.ingenieriamecanica.cujae.edu.cu/index.php/revistaim/article/view/99/4222013]. [consultado en:27 de noviembre de 2014].

Determinación de elementos críticos en vehículos de transporte de cargas mediante el empleo de matrices de riesgo
Revista Cubana de Ingeniería. Vol. VI, No. 3, septiembre - diciembre, 2015, pp. 69 - 76, ISSN 2223 -1781 76
Use of Risk Matrices to Obtain the Critical Elements inCuban Vehicles Fleets
AbstractIn this paper the possibility of the use of risk matrices to fi nd the most important sparesfor the corrective maintenanceof vehicles fl eets was evaluated. This methodology allows obtain a list of priorities in an easy and understandable wayand it is frequently used in high risk industries butunfortunately it´s not much spread in Cuba. With these matricesthe consequences of the failures suffered by several elements in one year were evaluated. Also a hierarchy for themaintenance actions and strategies ofthese elements were obtained. This ordered list allows knowing the elements thatneed more attention and shows to the decision makers which elements are consuming more maintenance resources.
Key words: transport fl eets, maintenance, risk matrices
18. COX, L. A. “What´s Wrong with Risk Matrices”. RiskAnalysis. 2008, vol. 28, núm. 2, pp. 497-512. DOI:10.1111/j.1539-6924.2008.01030.x. [consultado en:27 de abril de 2014].
19. P ENABAD SANZ, L.; RAMOS, W. “Determinaciónde las consecuencias de los fallos en vehículos decarga”. En Actas de XVI Convención Científi ca deIngeniería y Arquitectura, La Habana, Cuba, 2010.
AUTORES
Adrian Carrillo GálvezIngeniero Mecánico, Instructor, Centro de EstudiosMatemáticos para las Ciencias Técnicas (CEMAT),Instituto Superior Politécnico José Antonio Echeverría,Cujae, La Habana, Cuba
Laksmi Penabad SanzIngeniera Mecánica, Ingeniera Industrial, Máster enGestión Integral del Transporte, Centro de Estudios deIngeniería en Mantenimiento (CEIM), Instituto SuperiorPolitécnico José Antonio Echeverría, Cujae, La Habana,Cuba





























