Embed Size (px)
Citation preview

Talk TitleSpeaker NameSpeaker Title
Using Scheduling For Constraint Management in Semiconductor Manufacturing
Dilip Gopi and Roland Schelasin
Industrial Engineering, Texas Instruments, Maine
Outline
• Wafer Fabrication Process Overview
• TI Maine Fab Overview
• Scheduling Methodology Overview
• Problem Statement
• Rule Definitions
• Benefits
2
© 2014 Texas Instruments Incorporated
TI Maine Fab Overview
3
© 2014 Texas Instruments Incorporated
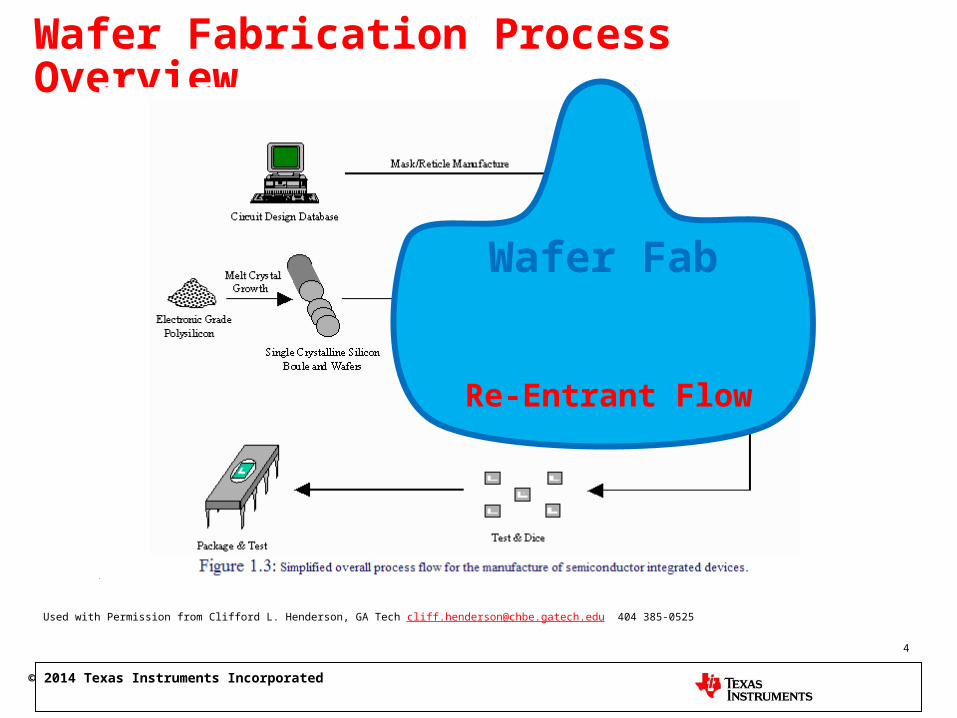
Wafer Fabrication Process Overview
4
Clifford L. HendersonClifford L. HendersonClifford L. Henderson
Used with Permission from Clifford L. Henderson, GA Tech [email protected] 404 385-0525
Wafer Fab
Re-Entrant Flow
© 2014 Texas Instruments Incorporated
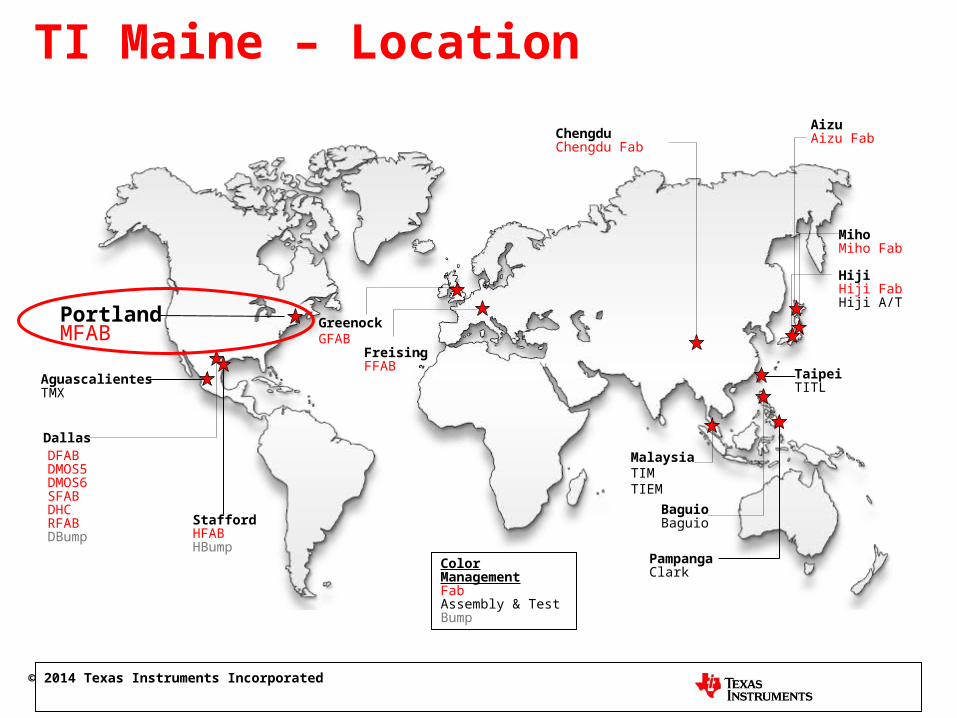
TI Maine – Location
FreisingFFAB
DallasDFABDMOS5DMOS6SFABDHC RFABDBump
AguascalientesTMX
BaguioBaguio
MalaysiaTIMTIEM
TaipeiTITL
MihoMiho Fab
HijiHiji FabHiji A/T
StaffordHFABHBump
Color ManagementFabAssembly & TestBump
PampangaClark
AizuAizu FabChengdu
Chengdu Fab
GreenockGFAB
PortlandMFAB
© 2014 Texas Instruments Incorporated
MFAB – Maine – The Way Life Should Be!
Portland
© 2014 Texas Instruments Incorporated
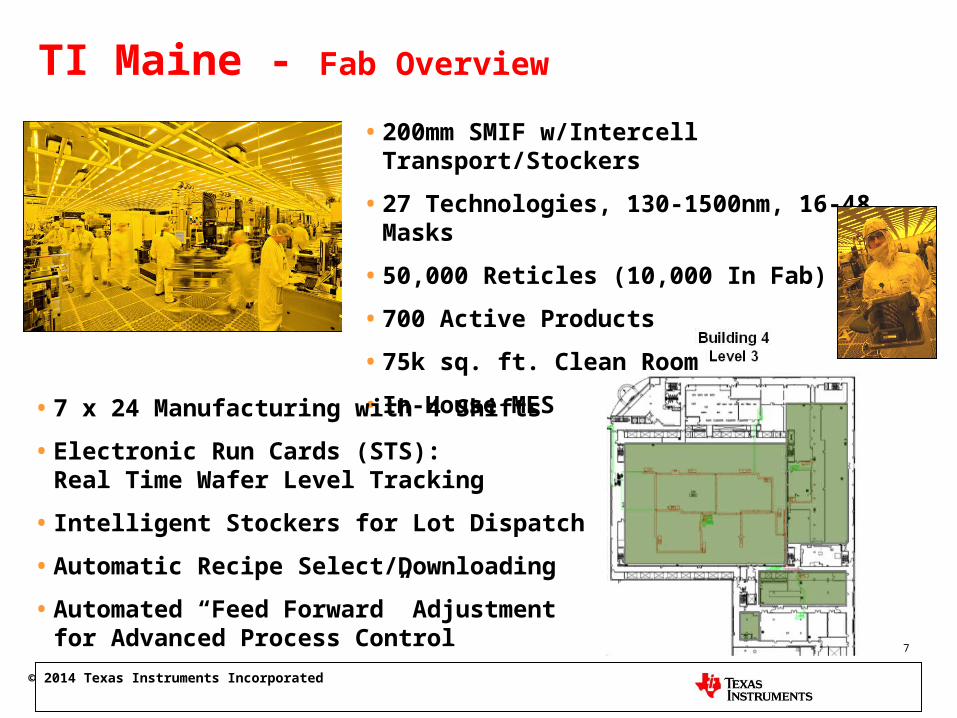
TI Maine - Fab Overview
7
• 200mm SMIF w/Intercell Transport/Stockers
• 27 Technologies, 130-1500nm, 16-48 Masks
• 50,000 Reticles (10,000 In Fab)
• 700 Active Products
• 75k sq. ft. Clean Room
• In-House MES
• 7 x 24 Manufacturing with 4 Shifts
• Electronic Run Cards (STS): Real Time Wafer Level Tracking
• Intelligent Stockers for Lot Dispatch
• Automatic Recipe Select/Downloading
• Automated “Feed Forward” Adjustment for Advanced Process Control
© 2014 Texas Instruments Incorporated
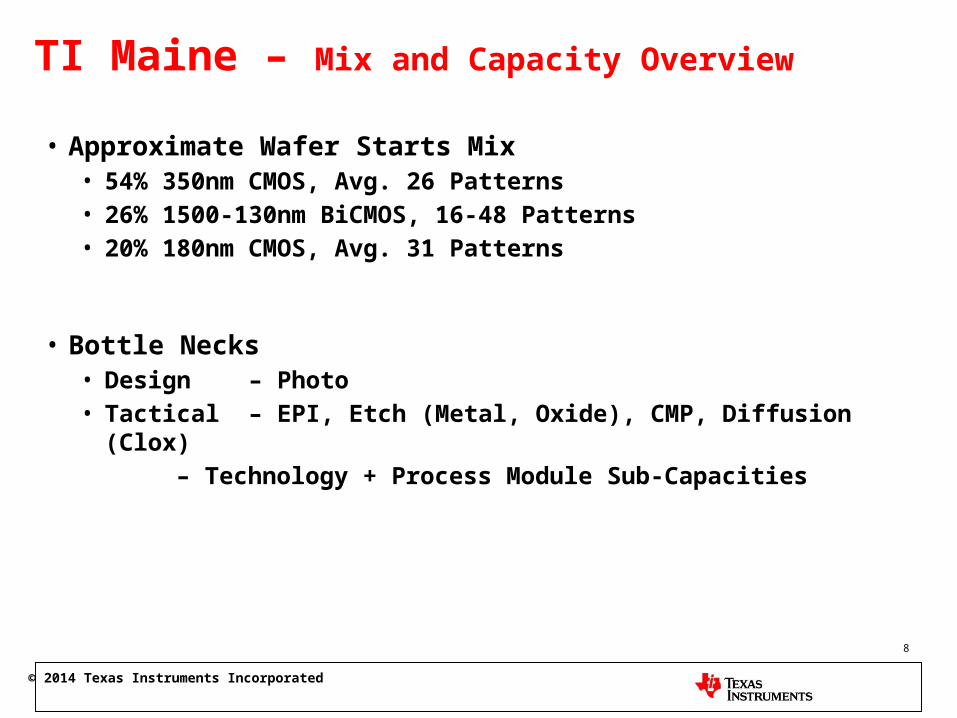
TI Maine – Mix and Capacity Overview
• Approximate Wafer Starts Mix• 54% 350nm CMOS, Avg. 26 Patterns• 26% 1500-130nm BiCMOS, 16-48 Patterns• 20% 180nm CMOS, Avg. 31 Patterns
• Bottle Necks• Design – Photo• Tactical – EPI, Etch (Metal, Oxide), CMP, Diffusion (Clox)
– Technology + Process Module Sub-Capacities
8
© 2014 Texas Instruments Incorporated
Scheduling Overview• Scheduling is an important tool for
manufacturing and engineering since it can have a major impact on the productivity of a process.
• Helps minimize– Production Time– Costs
by explicitly telling the manufacturing specialists what to run on which equipment.
• Production scheduling aims to maximize efficiency of the operation
• The methodology presented uses scheduling theory based on point allocation to dictate lot-to-entity allocation and visualization for one of the constraint modules in the factory
9
© 2014 Texas Instruments Incorporated
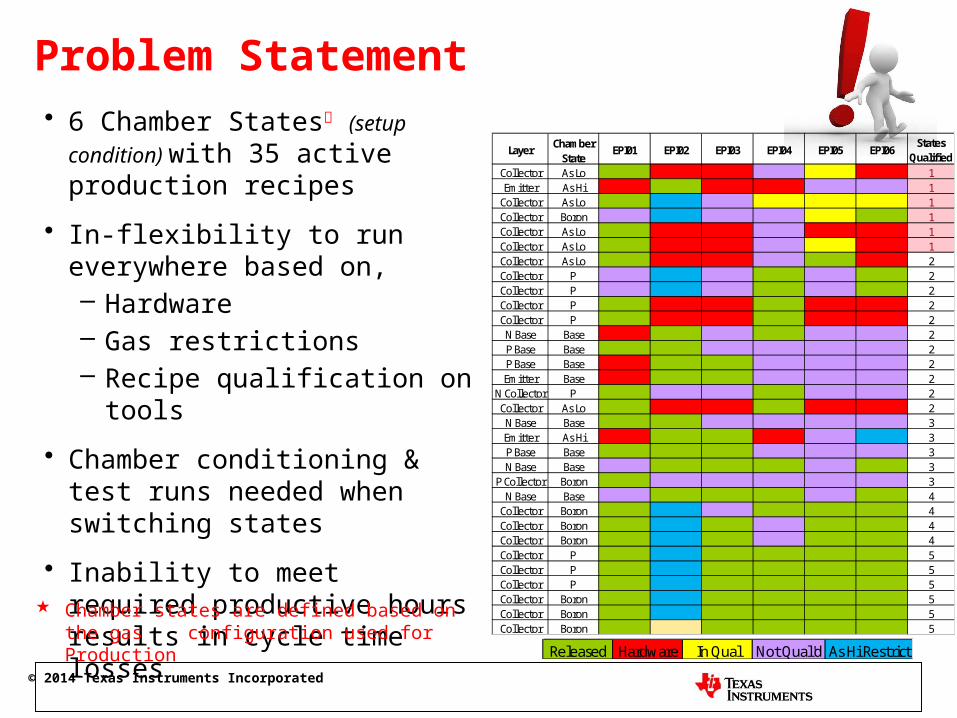
Problem Statement• 6 Chamber States (setup condition)
with 35 active production recipes
• In-flexibility to run everywhere based on,– Hardware– Gas restrictions– Recipe qualification on tools
• Chamber conditioning & test runs needed when switching states
• Inability to meet required productive hours results in cycle time losses
Chamber states are defined based on the gas configuration used for Production
Layer Chamber State
EPI01 EPI02 EPI03 EPI04 EPI05 EPI06States
QualifiedCollector As Lo 1Emitter As Hi 1
Collector As Lo 1Collector Boron 1Collector As Lo 1Collector As Lo 1Collector As Lo 2Collector P 2Collector P 2Collector P 2Collector P 2
N Base Base 2P Base Base 2P Base Base 2Emitter Base 2
N Collector P 2Collector As Lo 2
N Base Base 3Emitter As Hi 3P Base Base 3N Base Base 3
P Collector Boron 3N Base Base 4
Collector Boron 4Collector Boron 4Collector Boron 4Collector P 5Collector P 5Collector P 5Collector Boron 5Collector Boron 5Collector Boron 5
Released Hardware In Qual Not Qual'd As Hi Restrict
© 2014 Texas Instruments Incorporated
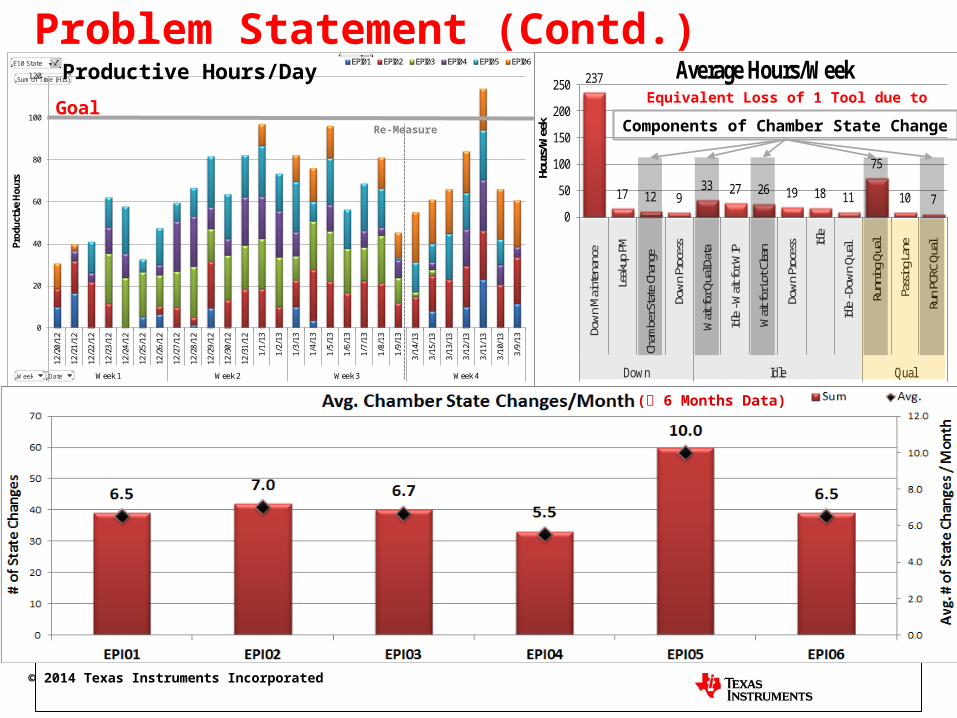
Problem Statement (Contd.)237
17 12 933 27 26 19 18 11
75
10 70
50
100
150
200
250
Dow
n M
aint
enan
ce
Leak
up P
M
Cham
ber S
tate
Cha
nge
Dow
n Pr
oces
s
Wait
for Q
ual D
ata
Idle
- W
ait fo
r WIP
Wait
for L
ot C
lean
Dow
n Pr
oces
s Idle
Idle
- Do
wn
Qual
Runn
ing
Qual
Pass
ing L
ane
Run
PCRC
Qua
l
Down Idle Qual
Hour
s/W
eek
Average Hours/Week
0
20
40
60
80
100
120
12/2
0/12
12/2
1/12
12/2
2/12
12/2
3/12
12/2
4/12
12/2
5/12
12/2
6/12
12/2
7/12
12/2
8/12
12/2
9/12
12/3
0/12
12/3
1/12
1/1/
13
1/2/
13
1/3/
13
1/4/
13
1/5/
13
1/6/
13
1/7/
13
1/8/
13
1/9/
13
3/14
/13
3/15
/13
3/13
/13
3/12
/13
3/11
/13
3/10
/13
3/9/
13
Week 1 Week 2 Week 3 Week 4
Prod
ucti
ve H
ours
EPI01 EPI02 EPI03 EPI04 EPI05 EPI06T o o l
Week Date
Sum of Time (Hrs)
E10 State
Goal
Productive Hours/Day
Components of Chamber State ChangeRe-Measure
( 6 Months Data)
Equivalent Loss of 1 Tool due to
© 2014 Texas Instruments Incorporated
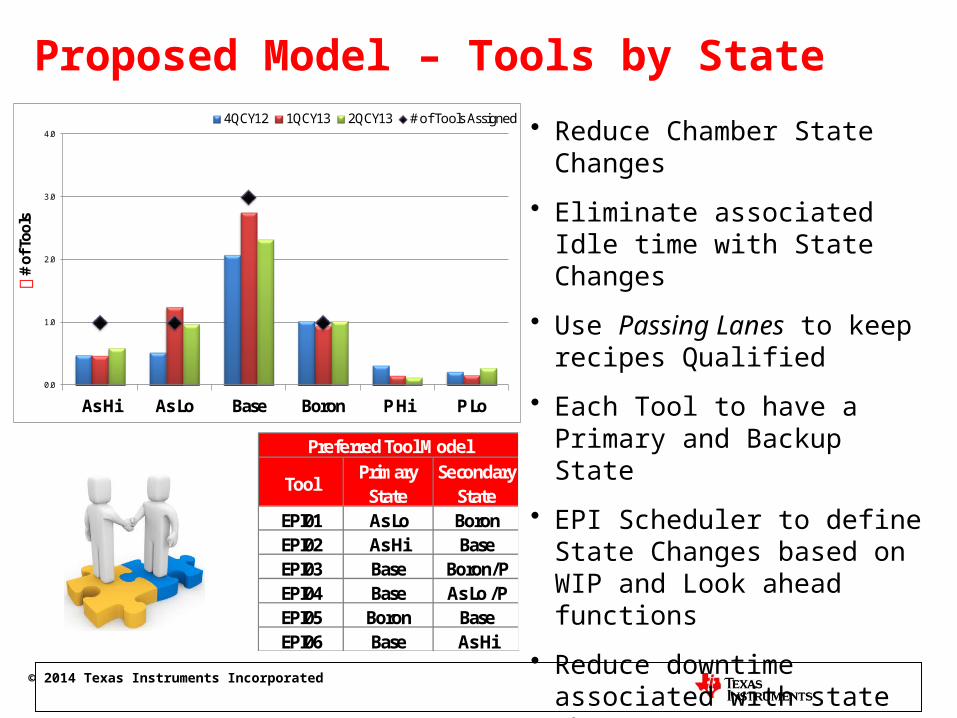
Proposed Model – Tools by State
• Reduce Chamber State Changes
• Eliminate associated Idle time with State Changes
• Use Passing Lanes to keep recipes Qualified
• Each Tool to have a Primary and Backup State
• EPI Scheduler to define State Changes based on WIP and Look ahead functions
• Reduce downtime associated with state changes
0.0
1.0
2.0
3.0
4.0
As Hi As Lo Base Boron P Hi P Lo
# of
Too
ls
4QCY12 1QCY13 2QCY13 # of Tools Assigned
ToolPrimary
StateSecondary
StateEPI01 As Lo BoronEPI02 As Hi BaseEPI03 Base Boron/PEPI04 Base As Lo /PEPI05 Boron BaseEPI06 Base As Hi
Preferred Tool Model
© 2014 Texas Instruments Incorporated
What is a WIP Scheduler?
• The WIP Scheduler is used to schedule a lot to be loaded into the tool
• The WIP Scheduler uses a set of rules that have been set up for each entity type
• The WIP Scheduler schedules a run by using the rules and other factors on each tool
• The WIP Scheduler and Dispatch are Different!– Dispatch only shows work, and the order is based on dispatching rules:
• Slack time• Priority lot (Hot, Hand carry, etc.)
– The WIP Scheduler sees what can run on a tool and determines what lot or group of lots (batch) should run next based on the rules
13
© 2014 Texas Instruments Incorporated
Rule Definitions
• Points are assigned for each rule (Low, Med, High)
• Lot-based Rules
– Priority, Lateness, Static
• Lot / Entity Rules
– “Cost” of changing Chamber State
– How many tools can run the Recipe right now?
• Fewer tools means MORE points
– MTTD consideration for batches with inspectable lots
© 2014 Texas Instruments Incorporated
Maximization Function
Where Rules are defined based on,
• Lot Priority
• Lot Lateness
• Lot Slack Time
• Lot Inspection
• Tool Chamber State
• Tool Count
• Tool Ready
• Tool State, etc.
15
Max Z = Rule1 + Rule 2 + Rule 3 + Rule…
© 2014 Texas Instruments Incorporated
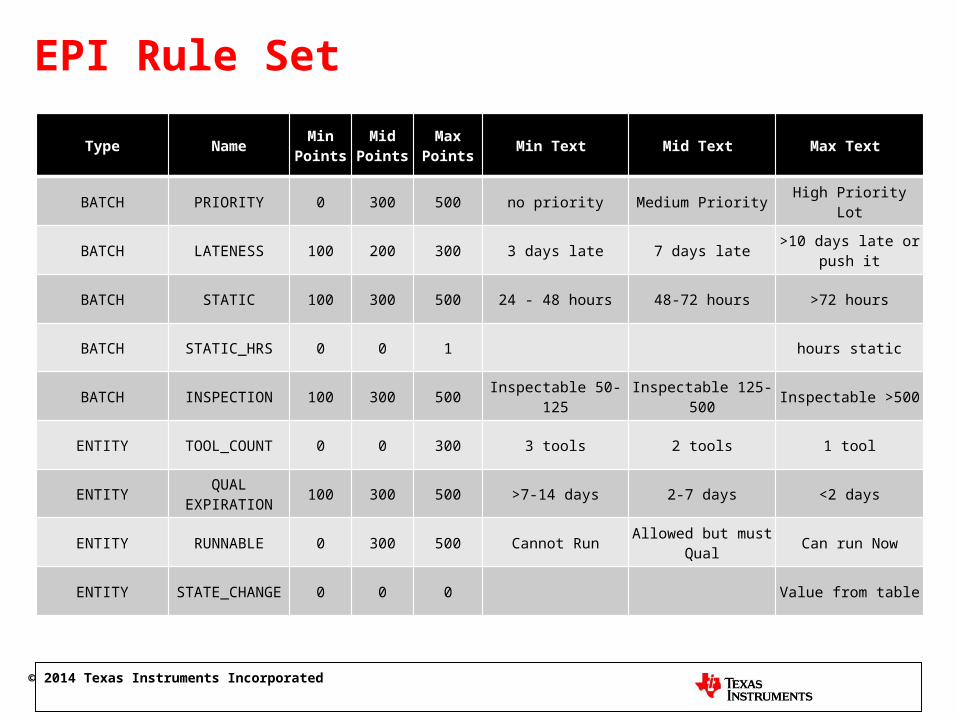
EPI Rule Set
Type Name Min Points
Mid Points
Max Points Min Text Mid Text Max Text
BATCH PRIORITY 0 300 500 no priority Medium Priority High Priority Lot
BATCH LATENESS 100 200 300 3 days late 7 days late >10 days late or push it
BATCH STATIC 100 300 500 24 - 48 hours 48-72 hours >72 hours
BATCH STATIC_HRS 0 0 1 hours static
BATCH INSPECTION 100 300 500 Inspectable 50-125 Inspectable 125-500 Inspectable >500
ENTITY TOOL_COUNT 0 0 300 3 tools 2 tools 1 tool
ENTITY QUAL EXPIRATION 100 300 500 >7-14 days 2-7 days <2 days
ENTITY RUNNABLE 0 300 500 Cannot Run Allowed but must Qual Can run Now
ENTITY STATE_CHANGE 0 0 0 Value from table
© 2014 Texas Instruments Incorporated
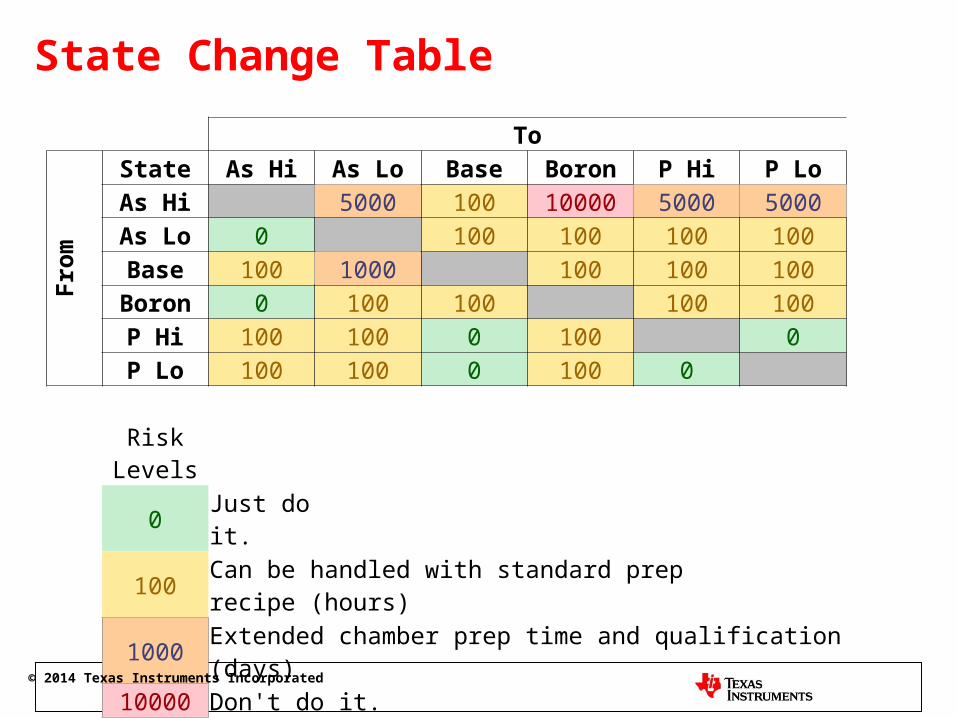
State Change Table
To
From
State As Hi As Lo Base Boron P Hi P LoAs Hi 5000 100 10000 5000 5000As Lo 0 100 100 100 100Base 100 1000 100 100 100
Boron 0 100 100 100 100P Hi 100 100 0 100 0P Lo 100 100 0 100 0
Risk Levels
0 Just do it.100 Can be handled with standard prep recipe (hours)
1000 Extended chamber prep time and qualification (days)10000 Don't do it.
© 2014 Texas Instruments Incorporated
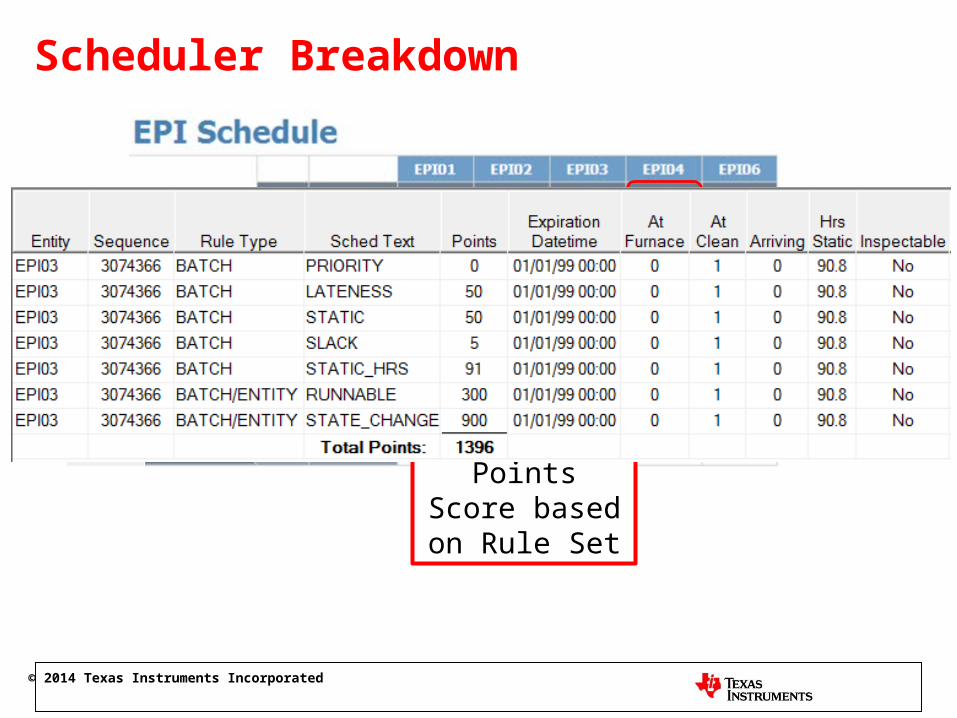
Scheduler Breakdown
Projected time when tool will finish current
lot(s)
CurrentState
Points Score based on Rule
Set
© 2014 Texas Instruments Incorporated
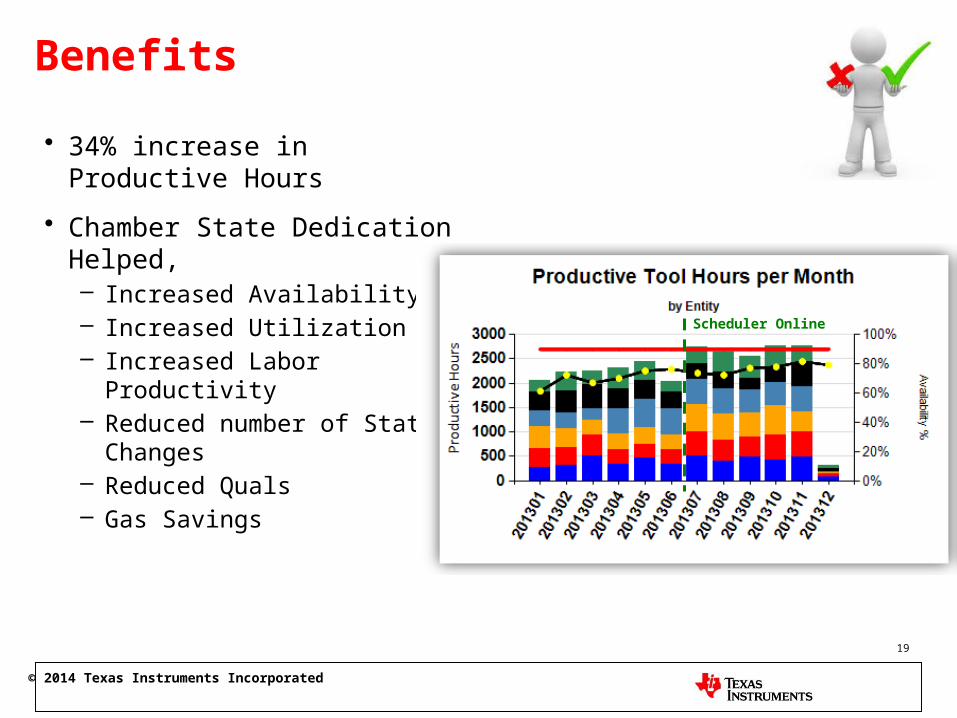
Benefits
• 34% increase in Productive Hours
• Chamber State Dedication Helped,– Increased Availability– Increased Utilization– Increased Labor Productivity– Reduced number of State
Changes– Reduced Quals– Gas Savings
19
Scheduler Online
© 2014 Texas Instruments Incorporated
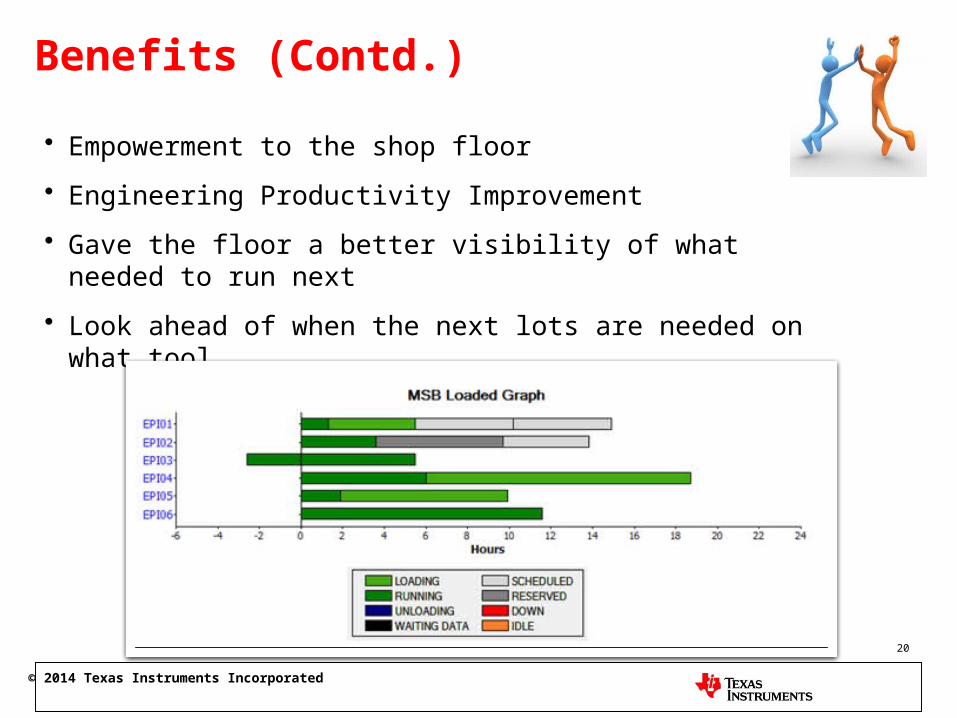
Benefits (Contd.)
• Empowerment to the shop floor
• Engineering Productivity Improvement
• Gave the floor a better visibility of what needed to run next
• Look ahead of when the next lots are needed on what tool
20
© 2014 Texas Instruments Incorporated
Q&A
21
© 2014 Texas Instruments Incorporated