-
8/8/2019 Die Lube Spray Problems
1/4
cuea lookat the most significantchallenges eportedstampers
ndhowsprayGanovercomehem,
DAVEMIELKE
ft l onstanLly anling expensive own-I time and retooline?
roubled withVthe mess and safJty ssues f toomuch mis t ing? s ove
r- r unde r ub r i -cation costing you time and money?You're not
alone. According to a 2005research study conducted by
AugustResearch, hese are some of the mostcommonly cited
dielubrication chal-Ienges acing he stamping ndustry.
The top five dieJube problems, data
show, are:. Excessivemisting. Over-application of lubricant.
Inadequate coverage of the work-
piece
Daye Mielke is a marketing and techni-cal specialist with
Spraying Systems o.,Wheaton, L; tel. 630/665-5000,
-mailmielkedl@spray. om.
3 0 M E TA L F O R M I N G D E C E M B E R O O 5
. Inability to corectly place ubricant
. Excessive ool wear.Of those responding to the suruey, all
actively involved in their company'sstamping operations, 30
percent usedstock less han 2 in. wide, 30 percentused stock 2 to 4
in. wide and40 percent used stock more than 4 tn.wide. Application
methods, with morethan one method employed in manyshops, were
reported as ollows: 75 per-
cent employed spraying, 33 percentused rollers, 25 percent used
both spray-ing and ollers.20 ercent pplied ubri-cant by hand and a
minimal percentageused a drip or similar method.
Optimize Spray CapabilityThe majorityof metalforming hops
use spray o apply ubdcant. The '?e ofspray ystem nd setup
employed oes
a ong way toward whether ubricationworks effectively, Use the
wrong sprayapplication and you most likely willbattle all five of
the challenges istedabove. But proper setup will signifi-cantly
reduce misting, minimize toolwear and ube use, and place
ubricationjust where t is needed.
Spray meLhods ange from basic.economical airless setups o
advancedatomizing systems. The more advanced
the system, he more control stampershave n achieving and
maintaidng opti-mal lubrication. Here's how spray sys-tems can
combat lubrication challenges.
Excessive MistingA common misconception of exces-
sive misting: little to no way to controlit. In reality,
excessive misting has manycauses nd all ofthem are
controllable.
w w w -e l a lo m n n ag a n . o m
-
8/8/2019 Die Lube Spray Problems
2/4
l nco r rec t oPe ra l ng Pre \ su re sExcessive ressure auses
ver nistll-lg'eene rd l ly. o r ' t yd r r t r l i c p t a1 or ' r
i r -
atolnizing systeIns, he higher the pres-
sure thc greater he amount of atol-n-
i za t ion . As a ru l e ' keePpressure o a minit-num.Incorrect
sPraY trP-
Using he ncorrect iP or aDapp l i ca t ion causes
exccssnristing. Fo r instance, 95cleg. prav iP wili cover
8in.-rvidestock rom a distanceof about 3.5 n. from the worksu r ace
, abou t the recom-mended maximru.n sPraYingdistance. or ha t lP to
coverstock 12 l5 in. $'ide, t nrust
be moved to 5.5-7 n. abovethe su r f acc , r e su l t i ng
inextremciy high nisting, oversplay and
uirdc'raPPlicationln.rportant: (eeP sPraY is -tances o a minimum.
Morenrist der.elops as th e ti Plocates artl.rer awaY iom thestock,
ultimatelv escaPilrg osuLr-ounclingreas. hange oir vicler ngle Prav
iP or addaclclitionrl 'rozzles o mini-niize spra,v eiglrt.
Incorrect flow ratesLubricants differ in viscosi-ties.A tip or
nozzle hat worksrveli fo r a heavier viscositycauses xcessive
isting \'henspraying ower viscositYubri-cants. Match th e lo\\
'rate otth c nozzles r tiPS with theJubricant o tre sPraYed.
ike-wise,when "-or in g with airatornizing s1-stcms, ir
andlicluidpressures us t change
as viscositv hanges.he same
is tlue lvtth sPriqr etuPs rnozzles. prav -tozzle uPPli-er s
cirnhelp here.
Unstable ambient condi-tions-Excessive ai 1 nlovenent fron
blowels or fanscan carry spraY arther hanthe intended talget.
Rernovethe source or Provide ade-quatc solation, such as enclo
sures, or the spray area. Though son-re
l i l - e . c \Pe l l5 ivend d ; f l i .L r l to rna n
tain, al enclosed system allows tb e
stamper o recycle xcessubricant an d
eliminate overspr;11
Spray-Tip Selection
Correct lncorrect
Th e correct spriry ip s and nozzlesplovide for improved n.rist
ontrol, but
selection an be difficult.Choose n lutomatic nozzle vith;l
positive hut-offatthe PIa)'tip o elim-inate excess Pray nd
associ
ated nlist. Autorlatic nozzlesalso al1ow or raPid esPonse,drip
reduction or elirnination,and improvcd overall systelncontrol. l-re
es t nozzles ndspra.v jPs offer irigh transterefficiencl', where a
argcr Per-centage of sP l rY Pirrticlestransfer directlY rot'n he
noz-zl e o the argeted bject
Another optioll: Lo w vol-ume lorv pressure LVLP)airatonizing
setrlPs, hich rvorkn'ell for low viscosity lutrricants an d produce
ittle mist.Bu t th e higher th e lube vis-cosity he higher the
Pressulean d capacit,v eeded o accu-ra t e ly p roduce he
PIoPerspriy Pattern an d Perrornance . FoI h ghc r-v i scos i YIubr
i can t s , a h igh vo lumelow pressure IVLPsetup maybe a bettet-
nswer. ransferefficiency of botl.r LVLP and
HVLP general\ ' anges iortt30 o ti 5 percent.
Ne$'er to spla.v sYstems'h i g h t r a n s f e r e f f i c i e n
c l '(HTE) air'-atomiztng etuPsare designed o Pr.ovide aximum
trirnst-er ron.t he noz-zle to th e work surfirce atoperating
pressures s ow as 5psi. Test data sllo\\' hat transfe r efticiency
as high as 85perc..nt witlt a lubricant vis-cosity of 76
centiPoise. TE
nozzles llow or it'tcI ases nddec reases n Pres su re s omatch
lh e lubricant rvhileLVLPand HVLP setuPs matntain specific Peratlng
anges.
Electlostatic P1 )'s)'stens'also ne w enploy a PositivelYcha
rged pray droP le t ha talmost mn]ediatelY ttractsto the stocli's
gt-ounded sur
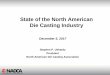
When otating spray ip initiallyselected or wider stock
tt"ii), io cou"r n'arrowei tock30 to 70 percent more ubricantis
aoDlied ha n needed right).Select pray ips to cover'soecilic
stock width using a minimal spray eight'
Using MutiPleNozzles
ProPer SPraY OverlaP
Wider tock ma y equire multiple nozzles Us emultiple nozzlei, op
an d bottom, on stock wider ha n 6 in 'an d check he tip's pray
pattern. A common lat-spray ipmust overlap he adiacent attern by 20
to 30 percent o pro-
vide proper overage.
w w w . m e t a l l o r m i n g m a g a z i n e . c o mIV]
TALFORV]NG / DECEIMBER OO 3 1
-
8/8/2019 Die Lube Spray Problems
3/4
Change Tips to Avoid Heavy Genter Distribution
ldeally, spray ip will disttibute ubricant n a flat pyramid hape
with a bit more n lhe center section elow he tip 0eftillustration).
orn splay ips commonly av e a heavy entel distribution, ith less
distribution o th e pattern edges right).
face. The result: a 40- to go-percenttransfer of liquid to the
surface. Butnot all lubricants can be sufficientlycharged o achieve
he higher transferrate,which s why he percentage ariesso greatly.
Water-based ubricants chargemore easiJy nd more apidly han
heirpetroleum-based in .
The electrically charged spray maybecome a concern when used n
directcontact with floor personnel. Anotherconsideration: An
electrostatic systemcan cost hree to six times more than a
conventional configuration. Electrosta-tic spray, still in
deyelopment, o-dlatecan onll address oil or 5heet nteringthe
stamping press. t can't be used orin-die application.
Over-Application f LubricantOver-application often results
rom
choo" ing 5pray ip wi thou t p rope r lyconsidering ubrication
needs. Pay care-ful attention to nozzle capacities, prayangles and
spray distances, nd matchthem to the type ofstock, the ubricant
and the amount ofcoverage desired. Aspra) ip that worftswell or
heavier-vis-cosity lubricants results n over-appli-ca t ion y nea r
ly 0 pe rcen t hen usedwith a ighter-viscosity material.
Over-application also can occur following achange o a slower eed
ate while con-tinuing o use higher-feed ale nozzle.
A common, but poor, practice s torotate spray ips instead of
selecting a tip
3 2 M E TA L F O R M I N G D E C E M B E R O O 5
Clogged or damaged ips result in animproper spray pattern with
streaks ormissing pray, s shown here. Replaceworn, clogged or
damaged ips andinspect ip strainers nd check valves.
with a narrower spray pattern. Whenrotating a spray ip initially
selected orwider stock, to coyer narrower stock,30 to 70 percent
more lubricant rsapplied han needed. Select pray ips tocover a
specific stock width using aminimal spray height.
Worn spray tips also cause over-application, A worn or damaged
spray-tip orifice results n a higher flow rate,leading o excessive
pray. mproper tipmainlenance s a major cause forificedamage. Do not
clean or unclog spraytips using mproper tools, such as metalprobes
or screwdrivers. Use a cleaning
tool made of softermaterial, such as atoothbrush or
toothpick.
Fo r bener control ofercessive ubri-cation, choose he right tip
or nozzle orthe lubricant being applied and implement a
nozzle-maintenance plan.Replace worn or damaged spray tipson a
regular basis o maintain systemintegrity, control waste and reduce
costs.
Inadequate overageof the Workpiece
As with over-application, nadequate
coverage esults rom incorrect tip ornozzle selection. Be certain
that thespray tip or nozzle covers the stockfrom edge to edge.
Wider stock mayrequire multiple nozzles-use multiple nozzles, op
and bottom, on stockwider than 6 in. And check the tip'sspray
pattern-some spray tips mustoverlap he adjacent pattern by 20 to
30percent o provide proper coverage.
Other causes f inadequate overageinclude intermittent-spray or
squirt-type systems hat can result n hear,y rthin spots, pray
nozzles ositioned oofar from the lubrication target, andclogged or
damaged spray nozzles.
1o help ombat nadequate overage,employ regular system
maintenance.Worn spray ips commonly have a hearycenter
distribution, with less distribu-tion to the pattern edges. Clogged
ordamaged ips cause an improper spraypattem with streaks or missing
spray.
ww w . l a to m n n ag a n , o m
-
8/8/2019 Die Lube Spray Problems
4/4
Replace worn, clogged or damaged ips
un d inrp".t tiP strainers an d checkyalves. Also helpful:
Pressurized pray
systems, which offer more-consistent,even coveraSe.
A good option for imProved cover-
ag eontrol s a turnkey' ullyautomal-
ed system hat monitors flow and sys-
tem oPeration electronically. Most of
these systems employ automatic (air- or
electrically-driven) nozzls, manifoldsand controllers.
Inability to CorrectlYPlace Lubricant
Getting lubricant to iust the right
spot ca n be difficult n some applica
tions, especially deep draws. Deep draw-
ing requires plenty of lubricant, at the
right time and n the correct area. Flex-ible magnetic-mount feed
ubes Placedon the sides of the die can help. When
the die opens, nozzles at the end ofthe
tubes spray the lubricant on required
areas. For longer spray distances' con-
sider narrow-angle or solid-stream oz-
zles. Or stampers may opt for recipro-cating arms-linear or
robotic-thatenter and spray he die completely when
it opens.A solution can be as simPle as
adding nozzles for extra-wide stock'
When reverting back to narrower stock,simply place a Plug in the
unwantednozzles.
Excessive oolWearThe reaction of metal-to-metal con-
tact causes ear, no matter the amount
of lubrication applied. However, with
correct ubricants nd ubricationmeth-
ods, stampers can minimize tool wear.Continued, proper
lubrication with
consistent and even coverage of the
stock at the point where it feeds nto thepress s the best way to
control wear.bften, stampers coat only one side of
the stock, even though friction and
binding occur on both. Coat both sides.Ifproblem spots equire
extra ubrr-
cation, use side-mounted nozzles to
spray he die. Another option: Substi-tute a full-cone nozzle or
the standardflat-spray nozzle. Full-cone nozzlesdeliver a much
heavier coating than
w w w ,m e t a t o m n g m g a I n e . c 0 m
their flat-spray counterparts. Also,
solid-strearn nozzles can provide cov-
erage of a targeted sPot.Proper nozzle an d tiP selection'
s e lup and main tenance o much in
combating tool wear and successfullymeeting other lube
challenges. mple-
ment a regularly scheduled nozzle-maintenance Plan o keep he
lube sys-
tem operating at peak efficiency, and
tap the exPertise of lubricant and sys-
tem suppliers. A reputable supplier has
experts available or consultation and
can offer a range ofProducts and serv-
ices uc h as esting' nalysis nd abri-
ca t ion o ensu re he igh t ub r i ca t ion
solution. Thy can answer any ques-
tions regarding proper nozzle selec-
tion, application and mist elimination,and should be willing to
come onsite to
assess he stamper's ube-delivery needs
and current system. MF
Switch rcm inefficient and costly spray, drip canand hand
ubrication methods to Progrcmmable
ttJni-ROLLER'sand start saving mmediately!
Fota No Ohligation valuation,skaboul
Un'-R0IER/SPR0LLERystem ontigurcd1ry'ur
coiland latstock pplications.CalloltFrce: $ f,anada800)
53'5462
UNIST, nc. 4T34 36th Street SE Grand Rapjds' Ml 49512 USA
Phone: 616) 94 9 0853 Fax:(616)94e-e503e mail i unimail@Linistom
www unlst co m
I 'IICFO.TLUI'IZATTO'T PEO'U(TS FO R NUSTRY
write no . 19 DECEMBERO O 5 3 3