Embed Size (px)
Citation preview
Developments in Processing Equipment and Techniques
CARLO FIORENTINI – MARCO VOLPATO
Cannon Group
Via G. Ferraris, 65
Caronno Pertusella (Varese)
Italy
MAX TAVERNA
Cannon Communication
Via Resistenza, 12
Peschiera Borromeo (Milano)
Italy
INTRODUCTION
Ladies and gentlemen,
a very good morning to you all. Let me warmly thank David Reed, the historical Organiser of Utech, for giving us the opportunity to resume in the next 20 minutes the first 75 years of Polyurethane processing technology. This presentation would require at least one hour, and you can find the complete text in your Congress Pack. It hasn’t been easy to concentrate in such a short time a complex history, made by brilliant individuals and structured companies. I could not mention them all – many have disappeared or merged, leaving very little memory of their past work – but, with their ingenious solutions and personal efforts, they have significantly contributed to the development of our industry.
After a due historical tour of the past achievements I will continue my presentation with an overview of the current market situation in the machinery field, ending with a quick look in the crystal ball to try to divine the future developments of this industry.
WHERE IT ALL STARTED We represent here the machinery guys: the chemical experts have just given before me their vision of the raw materials aspect of this business, and I won’t repeat what you have already heard during this interesting opening session of the Congress.
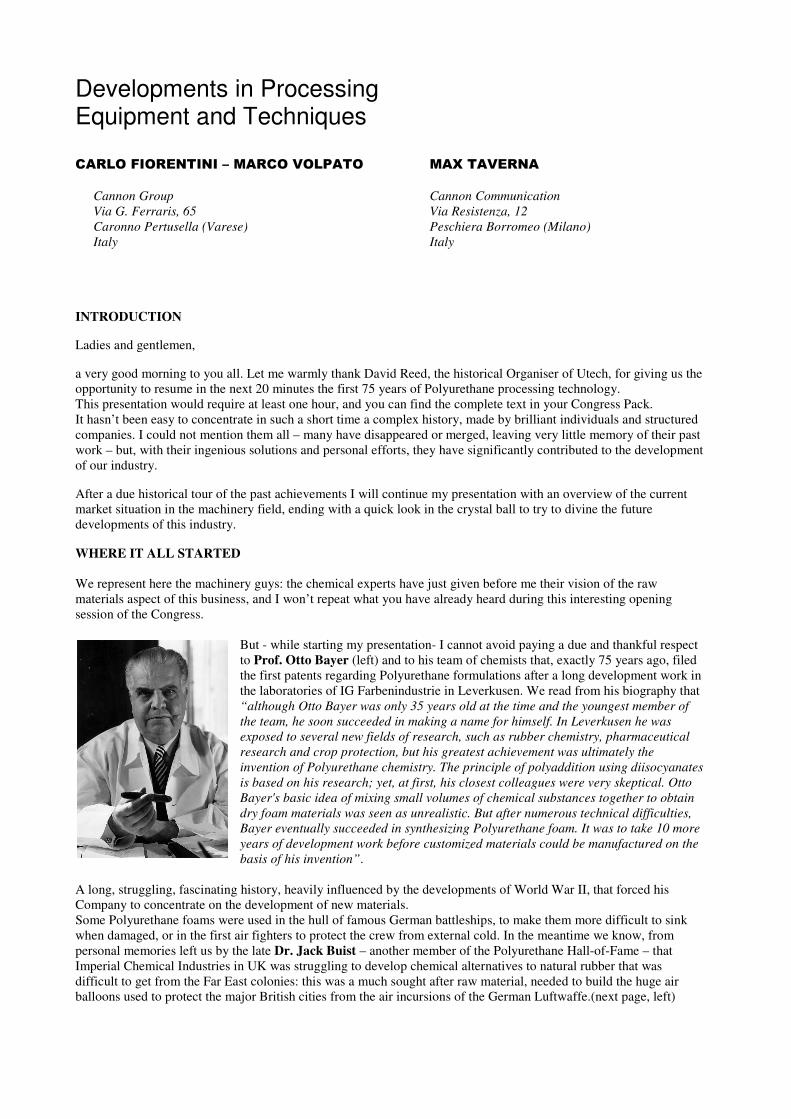
But - while starting my presentation- I cannot avoid paying a due and thankful respect to Prof. Otto Bayer (left) and to his team of chemists that, exactly 75 years ago, filed the first patents regarding Polyurethane formulations after a long development work in the laboratories of IG Farbenindustrie in Leverkusen. We read from his biography that “although Otto Bayer was only 35 years old at the time and the youngest member of
the team, he soon succeeded in making a name for himself. In Leverkusen he was
exposed to several new fields of research, such as rubber chemistry, pharmaceutical
research and crop protection, but his greatest achievement was ultimately the
invention of Polyurethane chemistry. The principle of polyaddition using diisocyanates
is based on his research; yet, at first, his closest colleagues were very skeptical. Otto
Bayer's basic idea of mixing small volumes of chemical substances together to obtain
dry foam materials was seen as unrealistic. But after numerous technical difficulties,
Bayer eventually succeeded in synthesizing Polyurethane foam. It was to take 10 more
years of development work before customized materials could be manufactured on the
basis of his invention”. A long, struggling, fascinating history, heavily influenced by the developments of World War II, that forced his Company to concentrate on the development of new materials. Some Polyurethane foams were used in the hull of famous German battleships, to make them more difficult to sink when damaged, or in the first air fighters to protect the crew from external cold. In the meantime we know, from personal memories left us by the late Dr. Jack Buist – another member of the Polyurethane Hall-of-Fame – that Imperial Chemical Industries in UK was struggling to develop chemical alternatives to natural rubber that was difficult to get from the Far East colonies: this was a much sought after raw material, needed to build the huge air balloons used to protect the major British cities from the air incursions of the German Luftwaffe.(next page, left)
For this application an elastomer was required, totally free from air bubbles and even pinholes, then free from any water in the formulations.
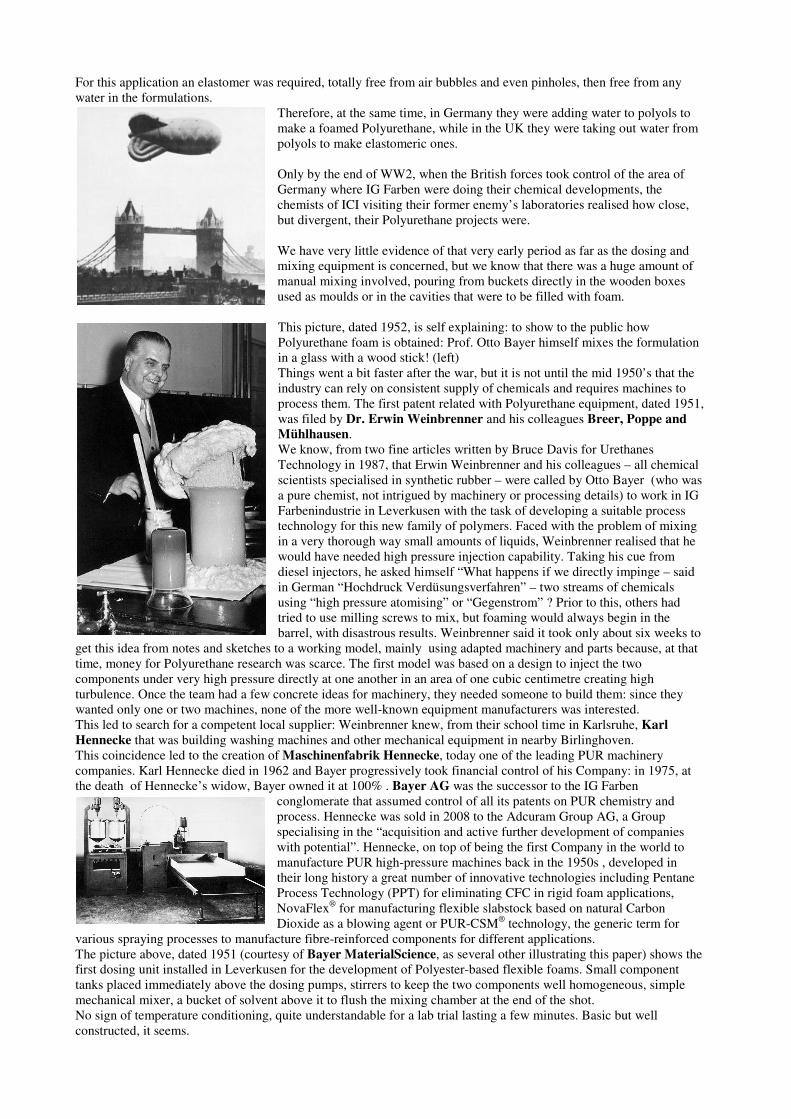
Therefore, at the same time, in Germany they were adding water to polyols to make a foamed Polyurethane, while in the UK they were taking out water from polyols to make elastomeric ones. Only by the end of WW2, when the British forces took control of the area of Germany where IG Farben were doing their chemical developments, the chemists of ICI visiting their former enemy’s laboratories realised how close, but divergent, their Polyurethane projects were. We have very little evidence of that very early period as far as the dosing and mixing equipment is concerned, but we know that there was a huge amount of manual mixing involved, pouring from buckets directly in the wooden boxes used as moulds or in the cavities that were to be filled with foam. This picture, dated 1952, is self explaining: to show to the public how Polyurethane foam is obtained: Prof. Otto Bayer himself mixes the formulation in a glass with a wood stick! (left) Things went a bit faster after the war, but it is not until the mid 1950’s that the industry can rely on consistent supply of chemicals and requires machines to process them. The first patent related with Polyurethane equipment, dated 1951, was filed by Dr. Erwin Weinbrenner and his colleagues Breer, Poppe and Mühlhausen. We know, from two fine articles written by Bruce Davis for Urethanes Technology in 1987, that Erwin Weinbrenner and his colleagues – all chemical scientists specialised in synthetic rubber – were called by Otto Bayer (who was a pure chemist, not intrigued by machinery or processing details) to work in IG Farbenindustrie in Leverkusen with the task of developing a suitable process technology for this new family of polymers. Faced with the problem of mixing in a very thorough way small amounts of liquids, Weinbrenner realised that he would have needed high pressure injection capability. Taking his cue from diesel injectors, he asked himself “What happens if we directly impinge – said in German “Hochdruck Verdüsungsverfahren” – two streams of chemicals using “high pressure atomising” or “Gegenstrom” ? Prior to this, others had tried to use milling screws to mix, but foaming would always begin in the barrel, with disastrous results. Weinbrenner said it took only about six weeks to
get this idea from notes and sketches to a working model, mainly using adapted machinery and parts because, at that time, money for Polyurethane research was scarce. The first model was based on a design to inject the two components under very high pressure directly at one another in an area of one cubic centimetre creating high turbulence. Once the team had a few concrete ideas for machinery, they needed someone to build them: since they wanted only one or two machines, none of the more well-known equipment manufacturers was interested. This led to search for a competent local supplier: Weinbrenner knew, from their school time in Karlsruhe, Karl Hennecke that was building washing machines and other mechanical equipment in nearby Birlinghoven. This coincidence led to the creation of Maschinenfabrik Hennecke, today one of the leading PUR machinery companies. Karl Hennecke died in 1962 and Bayer progressively took financial control of his Company: in 1975, at the death of Hennecke’s widow, Bayer owned it at 100% . Bayer AG was the successor to the IG Farben
conglomerate that assumed control of all its patents on PUR chemistry and process. Hennecke was sold in 2008 to the Adcuram Group AG, a Group specialising in the “acquisition and active further development of companies with potential”. Hennecke, on top of being the first Company in the world to manufacture PUR high-pressure machines back in the 1950s , developed in their long history a great number of innovative technologies including Pentane Process Technology (PPT) for eliminating CFC in rigid foam applications, NovaFlex® for manufacturing flexible slabstock based on natural Carbon Dioxide as a blowing agent or PUR-CSM® technology, the generic term for
various spraying processes to manufacture fibre-reinforced components for different applications. The picture above, dated 1951 (courtesy of Bayer MaterialScience, as several other illustrating this paper) shows the first dosing unit installed in Leverkusen for the development of Polyester-based flexible foams. Small component tanks placed immediately above the dosing pumps, stirrers to keep the two components well homogeneous, simple mechanical mixer, a bucket of solvent above it to flush the mixing chamber at the end of the shot. No sign of temperature conditioning, quite understandable for a lab trial lasting a few minutes. Basic but well constructed, it seems.
Following laboratory scale trials, Polyurethane started to be used in many areas of application. Flexible foam appeared in the early 1950’s , firstly to replace natural sponges. Slightly later, when cost-effective polyols became available, the automotive industry started using these foams. Their commercial production can be dated in 1954, based on Toluene Diisocyanate (TDI) and Polyester polyols.
In this Bayer picture, dated 1957 (left), we see a mixing head used for the production of Moltopren flexible foam. These materials – TDI and Polyester polyols – were also used to produce rigid foams, gum rubber, and elastomers. The first commercially available Polyether polyol was introduced by DuPont in 1956 by polymerizing Tetrahydrofuran. Less expensive Polyether polyols, introduced by BASF and The Dow Chemical in 1957, offered technical and commercial advantages such as low cost, ease of handling, and better hydrolytic stability; they quickly supplanted Polyester polyols in the manufacture of Polyurethane goods.
Thanks to the new polyether polyols, plus new catalysts (like the DABCO, made by the HOUDRY Co. in the USA, and the Tin Octoate) and to new silicone-based surfactants, around 1958-1959 the “one shot” foam technology was achieved, paving the way for commercial quantities of more economic, faster reacting and curing foams, with significantly improved physical properties.
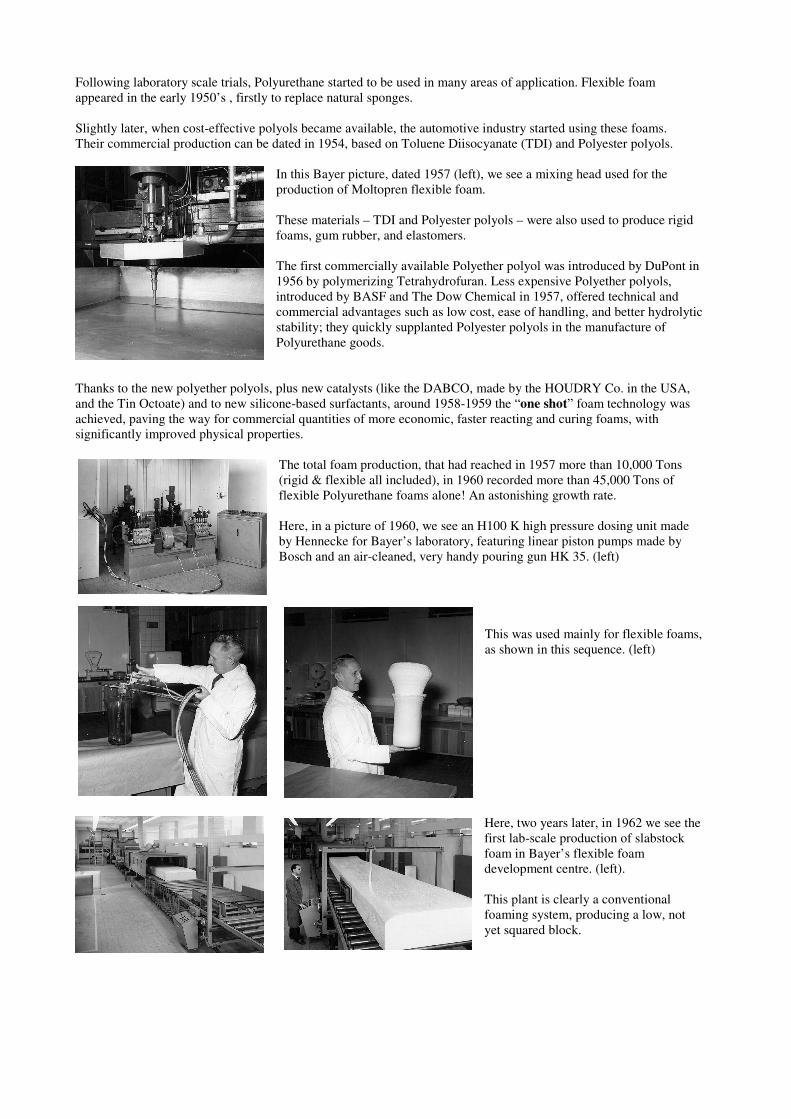
The total foam production, that had reached in 1957 more than 10,000 Tons (rigid & flexible all included), in 1960 recorded more than 45,000 Tons of flexible Polyurethane foams alone! An astonishing growth rate. Here, in a picture of 1960, we see an H100 K high pressure dosing unit made by Hennecke for Bayer’s laboratory, featuring linear piston pumps made by Bosch and an air-cleaned, very handy pouring gun HK 35. (left)
This was used mainly for flexible foams, as shown in this sequence. (left)
Here, two years later, in 1962 we see the first lab-scale production of slabstock foam in Bayer’s flexible foam development centre. (left). This plant is clearly a conventional foaming system, producing a low, not yet squared block.
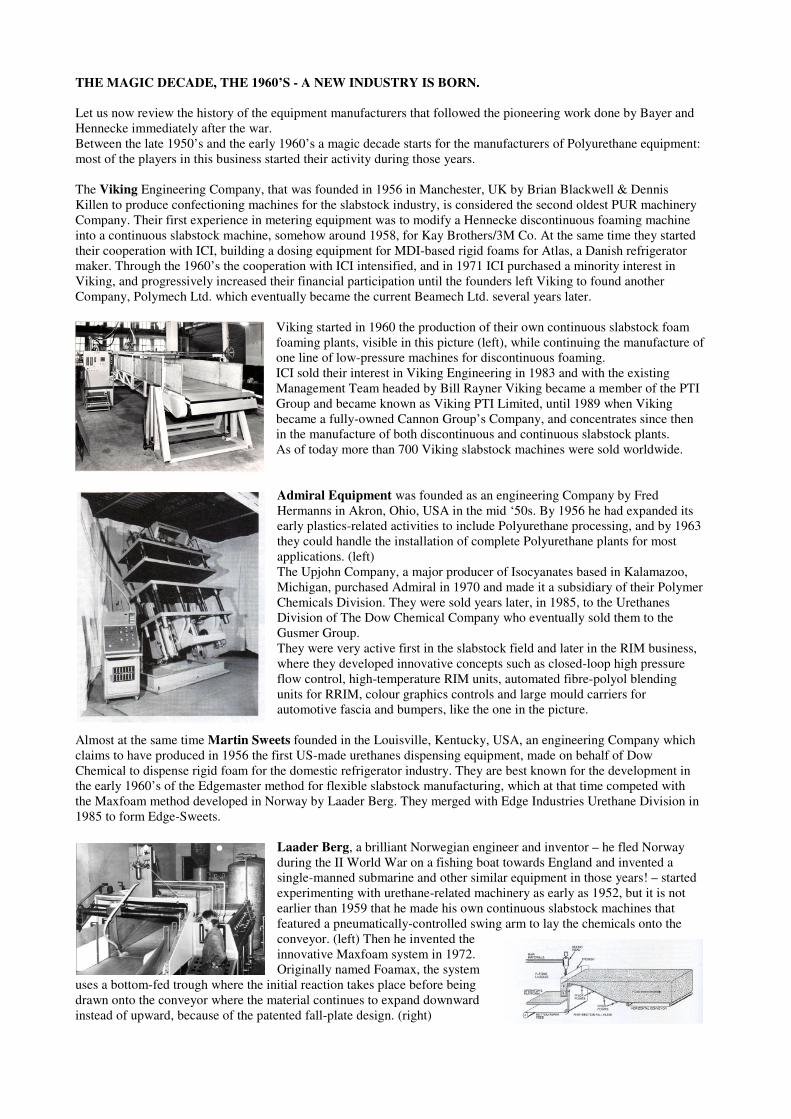
THE MAGIC DECADE, THE 1960’S - A NEW INDUSTRY IS BORN. Let us now review the history of the equipment manufacturers that followed the pioneering work done by Bayer and Hennecke immediately after the war. Between the late 1950’s and the early 1960’s a magic decade starts for the manufacturers of Polyurethane equipment: most of the players in this business started their activity during those years. The Viking Engineering Company, that was founded in 1956 in Manchester, UK by Brian Blackwell & Dennis Killen to produce confectioning machines for the slabstock industry, is considered the second oldest PUR machinery Company. Their first experience in metering equipment was to modify a Hennecke discontinuous foaming machine into a continuous slabstock machine, somehow around 1958, for Kay Brothers/3M Co. At the same time they started their cooperation with ICI, building a dosing equipment for MDI-based rigid foams for Atlas, a Danish refrigerator maker. Through the 1960’s the cooperation with ICI intensified, and in 1971 ICI purchased a minority interest in Viking, and progressively increased their financial participation until the founders left Viking to found another Company, Polymech Ltd. which eventually became the current Beamech Ltd. several years later.
Viking started in 1960 the production of their own continuous slabstock foam foaming plants, visible in this picture (left), while continuing the manufacture of one line of low-pressure machines for discontinuous foaming. ICI sold their interest in Viking Engineering in 1983 and with the existing Management Team headed by Bill Rayner Viking became a member of the PTI Group and became known as Viking PTI Limited, until 1989 when Viking became a fully-owned Cannon Group’s Company, and concentrates since then in the manufacture of both discontinuous and continuous slabstock plants. As of today more than 700 Viking slabstock machines were sold worldwide.
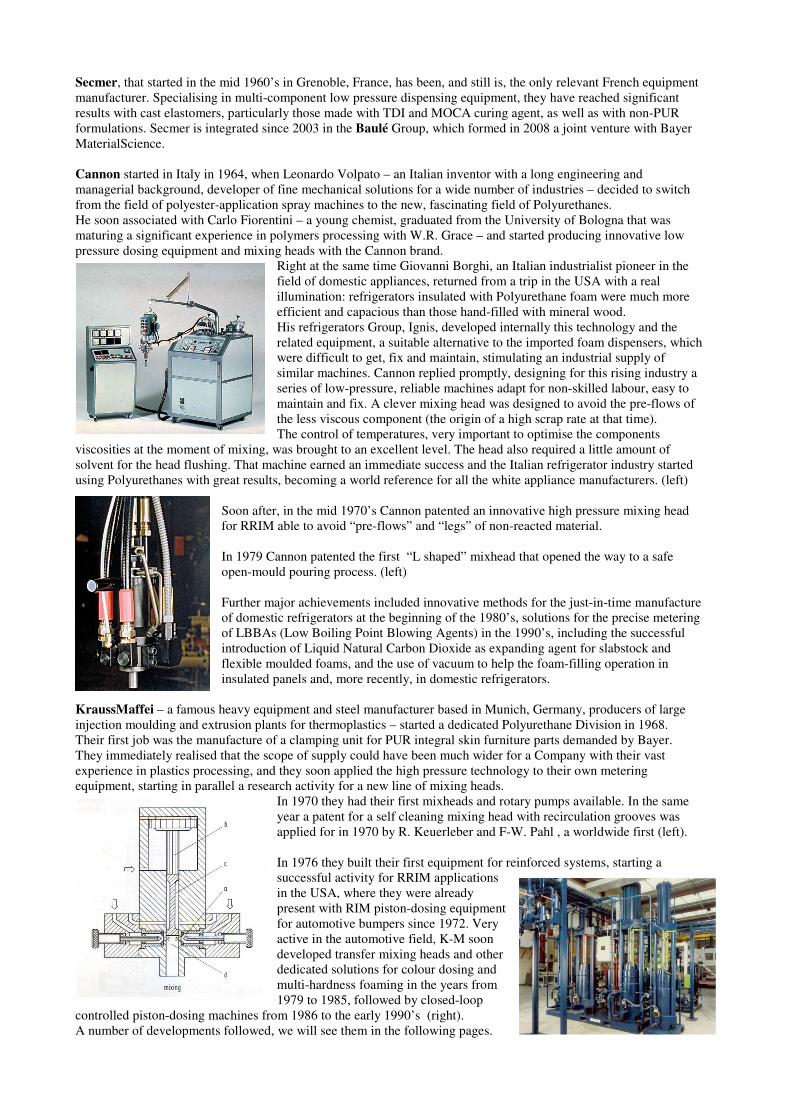
Admiral Equipment was founded as an engineering Company by Fred Hermanns in Akron, Ohio, USA in the mid ‘50s. By 1956 he had expanded its early plastics-related activities to include Polyurethane processing, and by 1963 they could handle the installation of complete Polyurethane plants for most applications. (left) The Upjohn Company, a major producer of Isocyanates based in Kalamazoo, Michigan, purchased Admiral in 1970 and made it a subsidiary of their Polymer Chemicals Division. They were sold years later, in 1985, to the Urethanes Division of The Dow Chemical Company who eventually sold them to the Gusmer Group. They were very active first in the slabstock field and later in the RIM business, where they developed innovative concepts such as closed-loop high pressure flow control, high-temperature RIM units, automated fibre-polyol blending units for RRIM, colour graphics controls and large mould carriers for automotive fascia and bumpers, like the one in the picture.
Almost at the same time Martin Sweets founded in the Louisville, Kentucky, USA, an engineering Company which claims to have produced in 1956 the first US-made urethanes dispensing equipment, made on behalf of Dow Chemical to dispense rigid foam for the domestic refrigerator industry. They are best known for the development in the early 1960’s of the Edgemaster method for flexible slabstock manufacturing, which at that time competed with the Maxfoam method developed in Norway by Laader Berg. They merged with Edge Industries Urethane Division in 1985 to form Edge-Sweets.
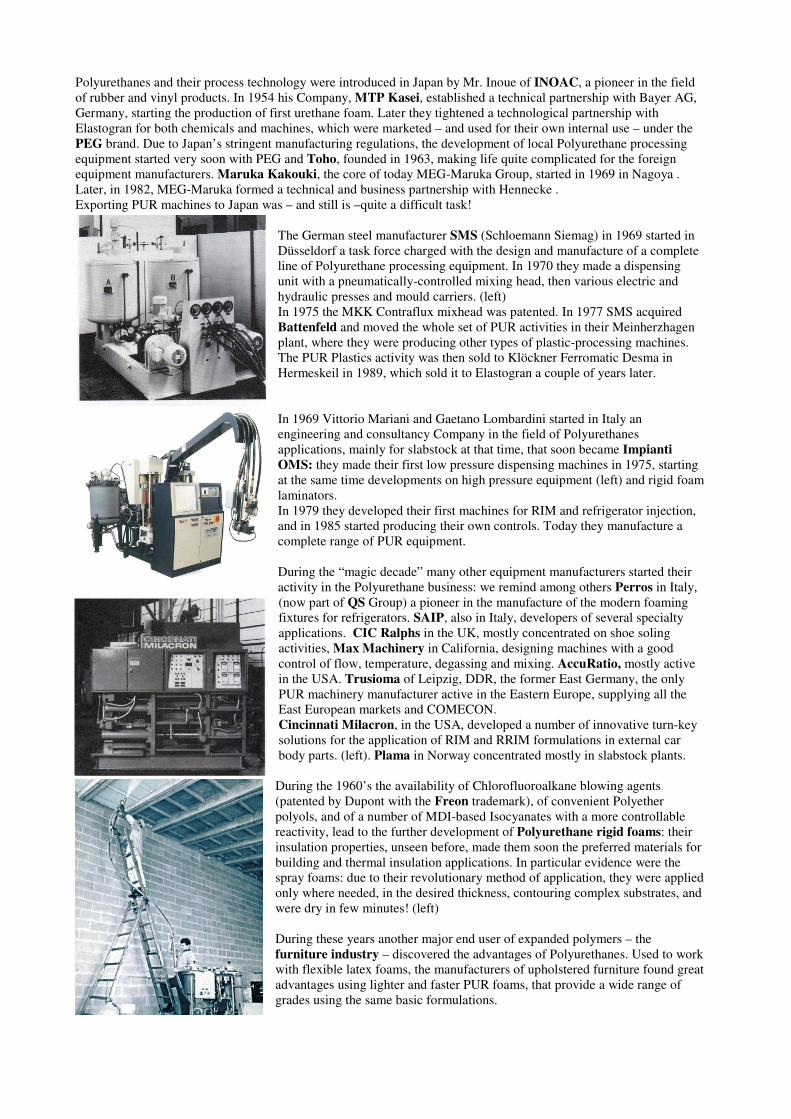
Laader Berg, a brilliant Norwegian engineer and inventor – he fled Norway during the II World War on a fishing boat towards England and invented a single-manned submarine and other similar equipment in those years! – started experimenting with urethane-related machinery as early as 1952, but it is not earlier than 1959 that he made his own continuous slabstock machines that featured a pneumatically-controlled swing arm to lay the chemicals onto the conveyor. (left) Then he invented the innovative Maxfoam system in 1972. Originally named Foamax, the system
uses a bottom-fed trough where the initial reaction takes place before being drawn onto the conveyor where the material continues to expand downward instead of upward, because of the patented fall-plate design. (right)

The rights for this revolutionary foaming methods were sold to Unifoam AG – a Swiss licensing Company – that immediately granted to Laader-Berg Co. the rights to become the first manufacturer for this equipment. Numerous other developments followed later, and Laader-Berg – with 400 plants sold worldwide – maintains today their successful position in the slabstock foaming equipment field. Zaco BV (founded by Fraans Voorvalt in Limmen, The Netherlands, in 1958), started producing dispensers for PUR and glass-reinforced plastics and soon concentrated in rigid foam lamination. Very active on the market, Voorvalt started in the 1970’s a cooperation with Viking Ltd., which he was able to acquire from ICI in 1983, when he partnered with the German Hans Sievert to make Polymer Technology International (PTI). This Company finally encompassed several players specialising in different fields of the urethane technology: among them we remember Polymer Technologie in Osnabrück, Germany, Zaco in Limmen, Holland, Viking Engineering in Manchester, UK, and Martin Sweets in Louisville, Kentucky, USA, which eventually became Edge-Sweets in 1985.
Elastogran/Elastomer AG was founded in Lemförde, Germany, in 1962 by Gottfried Reuter, a clever chemist with many years of Polyurethane experience in Phoenix AG. Started as a chemical system house, this industrial concern soon moved to develop their own metering and mixing equipment. (left) After a complex series of acquisitions and mergers, the Company became part of the chemical BASF group, that was successfully competing with Bayer for the leadership in the field of Polyurethane formulations and needed the backup of a machinery Company to provide a complete technology package. BASF
incorporated in 1973 Elastogran and two other equipment manufacturers (KBO and VTE) into Elastogran GmbH, headquartered in Lemförde. Further expansion and development of new dedicated units led to the sale of the whole equipment division to KraussMaffei in 2002.
Gusmer Corp. is probably the first Company specialising in spraying equipment for Polyurethanes. Founded in 1961 by Fred Gusmer in Woodbridge, New Jersey, USA, it’s one of the many equipment manufacturers that, having made a previous experience with Epoxy and Polyester for spraying and coatings, applied their know-how to the new developing family of reacting polymers. They are famous for a mechanical self-cleaning head that needed no solvents. (left) They applied their solution to thousands of units that have made history in the building industry, with millions of square meters of roofs and walls isolated with rigid foam with their portable machines. They have then developed metering and mixing solutions for urethane elastomers and for the RIM industry. After a merger with Decker in the late 1990’s, they acquired the Admiral equipment business from The Dow Chemical to become today the PUR equipment division of the Graco Group.
North American Urethanes started around 1960-61 with interests in metering and mixing equipment. In 1973 it was acquired by Edge Industries, active in the field of foam handling equipment (for cutting, conveying etc.) which then became Edge Sweets. Drostholm was founded in 1960-61 by Frede Hilmar Drostholm in Vedbaek, north of Copenhagen. This Danish family Company – producers of spraying equipment for glass reinforced polyester and filament winding machines for the continuous production of GRP pipes (known as the Drostholm process) - was one of the pioneers in the production of low pressure PUR foam machinery. Their main models were a 60 and a 15 kg/min machines. They gradually concentrated on the filament winding machines and neglected further development of PUR equipment. . Zippel located in Eschwege, Germany, started their machinery activity in 1963 at first with spray equipment for polyester-based coatings, soon entering in the Polyurethane dosing business with a clever piston-dosing system for discontinuous moulding. Their activity was sold in 1971 to Salzgitter AG who sold it in 1974 to Kloeckner-Ferromatik-Desma who had established a Polyurethane-injection division for shoe soling in 1967.
Desma was active with rubber processing machines since 1946: they concentrated their PUR activity mostly in hot elastomers and shoe soles applications. (left) They are still leading this field of activity since then, featuring a number of innovative solutions which include mechanical self-cleaning mixing heads, direct soling and multi-colour injection methods.
Secmer, that started in the mid 1960’s in Grenoble, France, has been, and still is, the only relevant French equipment manufacturer. Specialising in multi-component low pressure dispensing equipment, they have reached significant results with cast elastomers, particularly those made with TDI and MOCA curing agent, as well as with non-PUR formulations. Secmer is integrated since 2003 in the Baulé Group, which formed in 2008 a joint venture with Bayer MaterialScience. Cannon started in Italy in 1964, when Leonardo Volpato – an Italian inventor with a long engineering and managerial background, developer of fine mechanical solutions for a wide number of industries – decided to switch from the field of polyester-application spray machines to the new, fascinating field of Polyurethanes. He soon associated with Carlo Fiorentini – a young chemist, graduated from the University of Bologna that was maturing a significant experience in polymers processing with W.R. Grace – and started producing innovative low pressure dosing equipment and mixing heads with the Cannon brand.
Right at the same time Giovanni Borghi, an Italian industrialist pioneer in the field of domestic appliances, returned from a trip in the USA with a real illumination: refrigerators insulated with Polyurethane foam were much more efficient and capacious than those hand-filled with mineral wood. His refrigerators Group, Ignis, developed internally this technology and the related equipment, a suitable alternative to the imported foam dispensers, which were difficult to get, fix and maintain, stimulating an industrial supply of similar machines. Cannon replied promptly, designing for this rising industry a series of low-pressure, reliable machines adapt for non-skilled labour, easy to maintain and fix. A clever mixing head was designed to avoid the pre-flows of the less viscous component (the origin of a high scrap rate at that time). The control of temperatures, very important to optimise the components
viscosities at the moment of mixing, was brought to an excellent level. The head also required a little amount of solvent for the head flushing. That machine earned an immediate success and the Italian refrigerator industry started using Polyurethanes with great results, becoming a world reference for all the white appliance manufacturers. (left)
Soon after, in the mid 1970’s Cannon patented an innovative high pressure mixing head for RRIM able to avoid “pre-flows” and “legs” of non-reacted material. In 1979 Cannon patented the first “L shaped” mixhead that opened the way to a safe open-mould pouring process. (left) Further major achievements included innovative methods for the just-in-time manufacture of domestic refrigerators at the beginning of the 1980’s, solutions for the precise metering of LBBAs (Low Boiling Point Blowing Agents) in the 1990’s, including the successful introduction of Liquid Natural Carbon Dioxide as expanding agent for slabstock and flexible moulded foams, and the use of vacuum to help the foam-filling operation in insulated panels and, more recently, in domestic refrigerators.
KraussMaffei – a famous heavy equipment and steel manufacturer based in Munich, Germany, producers of large injection moulding and extrusion plants for thermoplastics – started a dedicated Polyurethane Division in 1968. Their first job was the manufacture of a clamping unit for PUR integral skin furniture parts demanded by Bayer. They immediately realised that the scope of supply could have been much wider for a Company with their vast experience in plastics processing, and they soon applied the high pressure technology to their own metering equipment, starting in parallel a research activity for a new line of mixing heads.
In 1970 they had their first mixheads and rotary pumps available. In the same year a patent for a self cleaning mixing head with recirculation grooves was applied for in 1970 by R. Keuerleber and F-W. Pahl , a worldwide first (left). In 1976 they built their first equipment for reinforced systems, starting a successful activity for RRIM applications in the USA, where they were already present with RIM piston-dosing equipment for automotive bumpers since 1972. Very active in the automotive field, K-M soon developed transfer mixing heads and other dedicated solutions for colour dosing and multi-hardness foaming in the years from 1979 to 1985, followed by closed-loop
controlled piston-dosing machines from 1986 to the early 1990’s (right). A number of developments followed, we will see them in the following pages.
Polyurethanes and their process technology were introduced in Japan by Mr. Inoue of INOAC, a pioneer in the field of rubber and vinyl products. In 1954 his Company, MTP Kasei, established a technical partnership with Bayer AG, Germany, starting the production of first urethane foam. Later they tightened a technological partnership with Elastogran for both chemicals and machines, which were marketed – and used for their own internal use – under the PEG brand. Due to Japan’s stringent manufacturing regulations, the development of local Polyurethane processing equipment started very soon with PEG and Toho, founded in 1963, making life quite complicated for the foreign equipment manufacturers. Maruka Kakouki, the core of today MEG-Maruka Group, started in 1969 in Nagoya . Later, in 1982, MEG-Maruka formed a technical and business partnership with Hennecke . Exporting PUR machines to Japan was – and still is –quite a difficult task!
The German steel manufacturer SMS (Schloemann Siemag) in 1969 started in Düsseldorf a task force charged with the design and manufacture of a complete line of Polyurethane processing equipment. In 1970 they made a dispensing unit with a pneumatically-controlled mixing head, then various electric and hydraulic presses and mould carriers. (left) In 1975 the MKK Contraflux mixhead was patented. In 1977 SMS acquired Battenfeld and moved the whole set of PUR activities in their Meinherzhagen plant, where they were producing other types of plastic-processing machines. The PUR Plastics activity was then sold to Klöckner Ferromatic Desma in Hermeskeil in 1989, which sold it to Elastogran a couple of years later. In 1969 Vittorio Mariani and Gaetano Lombardini started in Italy an engineering and consultancy Company in the field of Polyurethanes applications, mainly for slabstock at that time, that soon became Impianti OMS: they made their first low pressure dispensing machines in 1975, starting at the same time developments on high pressure equipment (left) and rigid foam laminators. In 1979 they developed their first machines for RIM and refrigerator injection, and in 1985 started producing their own controls. Today they manufacture a complete range of PUR equipment. During the “magic decade” many other equipment manufacturers started their activity in the Polyurethane business: we remind among others Perros in Italy, (now part of QS Group) a pioneer in the manufacture of the modern foaming fixtures for refrigerators. SAIP, also in Italy, developers of several specialty applications. CIC Ralphs in the UK, mostly concentrated on shoe soling activities, Max Machinery in California, designing machines with a good control of flow, temperature, degassing and mixing. AccuRatio, mostly active in the USA. Trusioma of Leipzig, DDR, the former East Germany, the only PUR machinery manufacturer active in the Eastern Europe, supplying all the East European markets and COMECON. Cincinnati Milacron, in the USA, developed a number of innovative turn-key solutions for the application of RIM and RRIM formulations in external car body parts. (left). Plama in Norway concentrated mostly in slabstock plants. During the 1960’s the availability of Chlorofluoroalkane blowing agents (patented by Dupont with the Freon trademark), of convenient Polyether polyols, and of a number of MDI-based Isocyanates with a more controllable reactivity, lead to the further development of Polyurethane rigid foams: their insulation properties, unseen before, made them soon the preferred materials for building and thermal insulation applications. In particular evidence were the spray foams: due to their revolutionary method of application, they were applied only where needed, in the desired thickness, contouring complex substrates, and were dry in few minutes! (left) During these years another major end user of expanded polymers – the furniture industry – discovered the advantages of Polyurethanes. Used to work with flexible latex foams, the manufacturers of upholstered furniture found great advantages using lighter and faster PUR foams, that provide a wide range of grades using the same basic formulations.

This was particularly true in Italy, where the furniture industry was a traditional stronghold. Several manufacturers, mostly based in Milan’s northern industrial area, started using flexible Polyurethanes and were among the first to switch from manual low-pressure equipment processes to automatic high-pressure based moulding lines.
During the 1960’s, also the automotive industry became soon a major end user of Polyurethane parts, mostly for the interior applications using foams coupled, 95% of the time, with some other aesthetic material. When the availability of fast formulations, processed with the Reaction Injection Molding (RIM) technology, allowed for the manufacture of strong structural parts, characterised by excellent impact resistance at low temperatures and high flexural modulus, a new era started. Filled with milled glass fiber, these Reinforced RIM (RRIM) elements immediately fascinated the automotive industry for their high performances and relatively low equipment investment. In 1969, Bayer AG exhibited an all plastic car at the K show in Düsseldorf. Polyurethane RIM evolved into a number of different products and processes.
Equipment suppliers immediately developed appropriate manufacturing devices, such as piston dosing equipment and reinforced mixing heads capable of withstanding the abrasive action of these milled fillers. In 1972 KraussMaffei delivered a 4 component piston machine and the relevant 4 component mixing head for production of automotive bumpers for a US automotive customer.
THE YEARS OF THE DEVELOPMENT (1970 – 1990) The growth continued, both in terms of chemicals consumption and number of foamed articles manufacturers. Consumption of chemicals had reached in 1968 an astonishing 277,000 Tons level, versus the 45,000 Tons of 1960. The large chemical corporations realised that the availability of a strong “foam and equipment” package was a strategic asset to penetrate a market that was eager to buy but was, technically, still rather ignorant. The guarantee of a properly working combination between chemical formulation and processing equipment – in other terms, the guarantee of a successful process for a perfect end product – was a very strong sales argument. Those Raw Material Suppliers who did not have one yet, quickly acquired an equipment Company and used it as the key to enter into new customers and markets. Bayer had bought 100% of Hennecke in 1975; BASF acquired Elastogran Maschinenfabrik; Upjohn owned Admiral and used it successfully in the USA, Japan and Europe; ICI acquired Viking to approach the mass-volume markets, those producing with continuous foaming processes both flexible and rigid blocks of foam. Other smaller machinery makers signed more or less exclusive cooperation deals with smaller chemical suppliers, to face the policy of their larger competitors. Those who did not accept this philosophy had to fight a tougher battle. Among other independent equipment Companies, Cannon and KraussMaffei kept their independence from the chemical world and developed their innovation thanks to the cooperation with a wider range of formulation suppliers. During these years the first German and international patents filed by Bayer on high pressure mixing devices expired: new competitors started offering innovative metering and mixing solutions to a market that was ready to invest substantially in automated, self-cleaning (therefore solvent-free) equipment to inject Polyurethanes in closed moulds. Turbulent mixing characterising the first straight heads would not automatically mean perfect mixing. The different viscosities of components were affecting the fluid dynamics of the liquids, with the more fluid ones reaching the exit from the mixing chamber earlier than the more viscous ones: this resulted in unwanted pre-flow of non-reacted material (“lead”) that were creating a soft, wet spot on the finished parts. The same goes for the end of the shot, when a “leg” of viscous polyol was often left behind when the injectors were closing the mixing chamber.
The use of an after-mixer, mounted between mixing head and mould, partially solved the problem for the closed mould injection process, but caused extra work for the trimming of the part and required more cleaning of the gate and the mould. The development of a proper mechanical system for the synchronisation of the two flows allowed Cannon in 1974 to launch a new RIM head, that proved to be particularly suitable for the heavily glass-filled formulations that were becoming fashionable in the North American automotive bumper production industry. (left) Placing an hydraulic pack very close to each head allowed for an extremely precise and repetitive opening and closing operation, optimising the shot weight and the surface quality of these new car body parts.
Turbulent mixing was the basis for the early development of the impingement technology, but turbulent flows often implied the inclusion of air in the rising foam. The equipment and chemical suppliers realised that a good laminar flow would open the path to new successful industrial applications, for a couple of good reasons: the possibility to pour in open moulds without splashing the operator’s feet or the working place, and a more homogeneous foam quality when injecting at high output in closed or open moulds, with a better distribution of the liquid formulation in larger moulds.
Cannon, and KraussMaffei conceived a new, different mixing geometry: the components flow was forced through an “L-shaped” path to smooth the initial turbulence and impart a laminar flow. (left) Their FPL and UL heads showed significant similarity in design, although they differed in the basic need for the “L” geometry and in practical results.
A long patent battle was fought between the two Companies on a worldwide basis, to assert the priority right over this successful mixing concept. The dispute lasted nearly ten years, and was finally settled in 1987 in the USA. A cross-licence agreement amongst the two Companies was established, to allow both of them to use the “L” concept. The existing patents did not allow much space for new inventions... only a few companies offered technically-valid alternatives to the “L-shaped” geometry.
Hennecke developed their new MQ head, in which the mixed components are driven through a “flux smoothing” chicane before being injected in mould. (left) This head found a very positive response from the automotive industry, for multi-component injection of car seats and other flexible foams. Elastogran developed a similar solution in the B-type head, using five small retractable pins inserted on the liquid’s path after the mixing chamber, both to after-mix the components and to absorb their initial turbulence. (left) Other manufacturers designed alternative solutions to obtain a laminar flow.
The situation had changed, after the patent-agreement was reached: what counted most, for the end users, was that a new generation of heads was available on the market, on a non-monopoly basis, from two competing suppliers and from the other alternative solutions. New applications for this laminar flow heads started immediately, especially for the automotive industry. Low-output integral skin foams were used for closed-mould production of steering wheels; medium-high outputs of flexible foams could safely be poured in open moulds for automotive seats and backs. Immediate technical developments allowed for high colour flexibility in the first case and for the production of multi-hardness seats in the second one. Product quality and variety improved greatly, a true revolution started in this industry. Mechanical solutions were found to improve the dispersion of air in the formulation, to optimise the nucleation of the reacting liquid in its initial stage of rise and mould filling. Similar mechanical solutions were found to allow for the usability of solid fillers within the formulations, to enhance the foam resistance to the flame and to external agents. A new generation of metering pumps and ancillary devices were introduced to safely handle very low viscosity
Isocyanates, or to reduce pinholes and air bubbles in foams. A true chemical engineering process-chain was refined in these years to successfully transport, store, handle, pre-blend, meter, mix and dispense a wide range of formulations, so similar from the chemical point of view but finally so different in terms of mechanical properties and performances. Performing each time a “chemistry-in-mould” miracle, the technology had to guarantee consistent results in spite of a huge number of variables. The contribution of electronics was fundamental. The concept of “closed loop” setting and correction became available thanks to the availability of fast, dedicated electronic circuits, servo-valves and actuators. As early as 1982-83 a piston-driven machine, electronically controlled in full closed-loop, was developed and launched by KraussMaffei and Cannon. (left)
Soon other manufacturers – including Hennecke. EMB, OMS and Battenfeld – offered their versions, and the industry got, by the end of the 1980’s, another kick forward in the direction of enhanced process automation, higher consistency of production, better parts quality and reduced scrap rate.
THE EVOLUTION (1990 – 2010) By the end of the 1980’s the Montreal Protocol for the elimination of volatile chemicals (suspected to permanently harm the layer of stratospheric Ozone that protects the Earth and its inhabitants from the dangerous effects of the solar UV rays) introduced a new challenge to the Polyurethane industry. In numerous fields of application the Chlorofluorocarbons (CFCs), patented in the 1970’s by Du Pont and sold under the trade name of Freon, were widely used as physical expanding agents, solvents and cooling agents. The Protocol called for a gradual substitution with other, less harming or innocuous chemicals. This resulted in a tremendously innovative effort to find alternative products, as well as alternative processing methods when the physical status or behaviour of these new substances was different from that of the previous, traditional chemicals.
The introduction of LBBAs (Low Boiling point Blowing Agents, left) required different pre-blending and mixing methods and equipment, to allow for the optimum dispersion of the gaseous or very volatile blowing agents in the formulations. Among these, the Pentanes, a family of HydroCarbons (HC) soon demonstrated that it would have provided good processability and near-optimum final mechanical and insulation properties to the foams at a reasonable cost, but with a significant drawback: their flammability that could have led to potential explosions around the polymerisation and curing areas.
Equipment designed specifically for handling these flammable blowing agents was soon installed worldwide in thousands of new or retrofitting projects. It is worth mentioning the introduction, in the late 1980’s, of the first Cyclopentane-able preblending units by Elastogran and Hennecke, followed in the early 1990’s by the first systems able to use natural, liquid Carbon Dioxide (CO2) as physical blowing agents for the flexible slabstock industry.
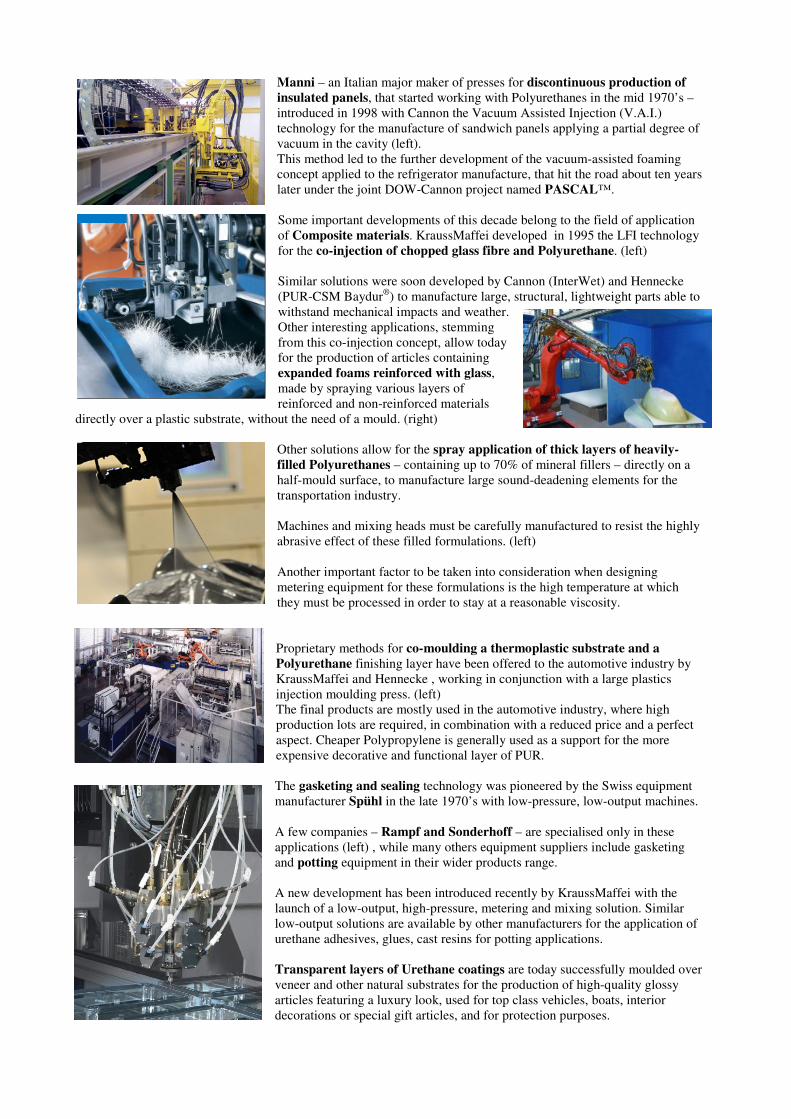
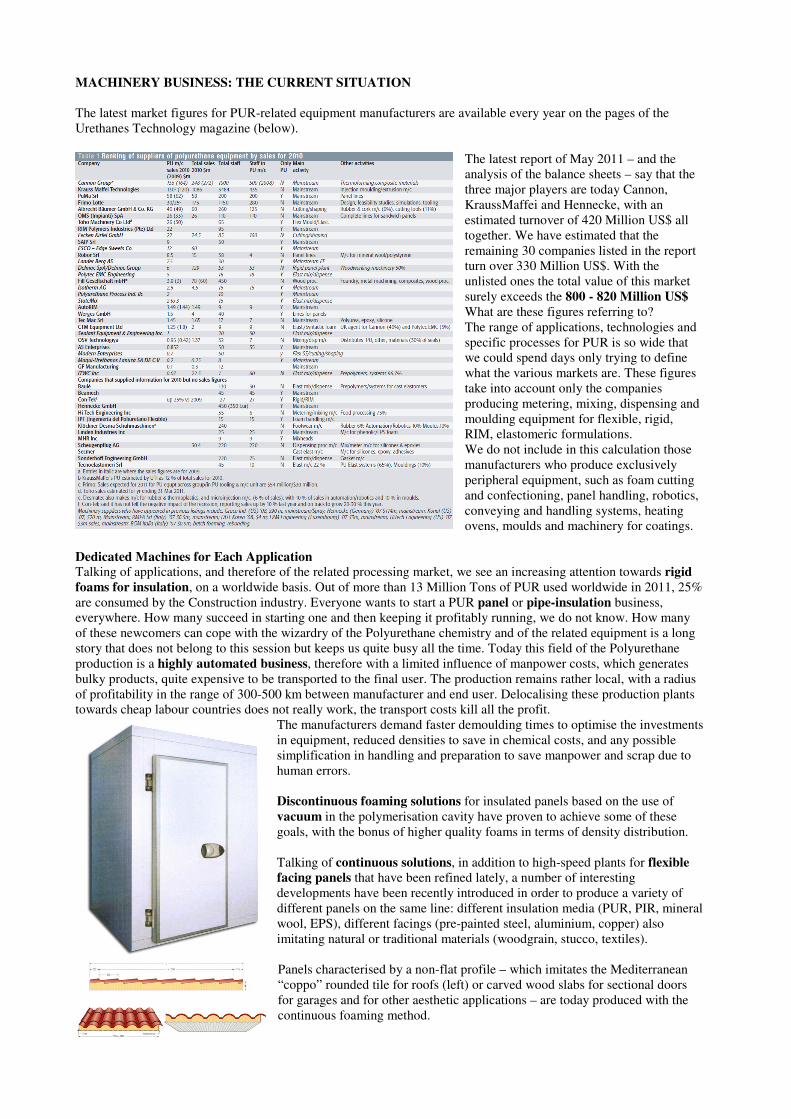
Pioneered by Cannon with the CarDio™ system for flexible slabstock, the CO2 path was soon followed by Hennecke with the NovaFlex® system and by Beamech with their CO-2™ system. In the meantime other foaming methods were developed, worth mentioning is the VPF™ (Variable Pressure Foaming) a vacuum-based foam blocks expansion pioneered by Beamech, Foamex and Recticel. The development of these environmentally-friendly technologies led in the year 2002 the Alliance for the Polyurethane Industry, a spin-off of the US-based Society of Plastics Industry, to induce in the Polyurethanes Hall of Fame the first member of the machinery industry, after having honoured Prof. Dr. Otto Bayer and three other deceased pioneers of the Urethanes chemistry: Dr. Kurt C. Frisch (formerly with BASF Wyandotte and founder in 1968 of Detroit University’s Polymer Institute), Dr. Jack M. Buist (with ICI Polyurethanes for 36 years), Dr. Adnan A.R. Sayigh (founder and the first director of Upjohn’s Donald S. Gilmore research laboratories) The honour went to Dr. Carlo Fiorentini, the Cannon Group’s cofounder and Chairman. (left) Another fundamental sector of the Polyurethane industry received an important
push from another environment-related event: the thermal insulation properties of expanded, rigid Urethane foams made them the most appealing solution to achieve the Emission Reduction goals dictated by the Kyoto Protocol, by implementing the appropriate Energy Saving methods. A reduction of the “Greenhouse gases” emitted by industrial activities was demanded by a number of authorities by the end of the 1990s. Developed nations were demanded to act sooner, while developing countries were given a few more years to comply with, in accordance with a stringent emissions reduction planning, upon which endless discussions were – and still are – hotly debated. The warmer countries demand for more energy-efficient cooling of buildings and warehouses, the cooler ones want to burn less fossil non-renewable fuels for their heating purposes. Energy Saving was, and still is, the buzzword, and Polyurethane is the natural answer. The demand for insulation panels grew immediately, on a worldwide basis.
Continuous or discontinuous, any insulation panel production method saw a double digit growth rate, and the demand keeps growing since then. In addition to almost all the well-established suppliers of Polyurethane processing equipment mentioned in the past pages, new Companies saw the light as providers of dedicated plants for the manufacture of rigid panels. Worth mentioning among the most specialised producers of continuous laminator plants are the Italian PUMA (left), OMS and SAIP, the German Siempelkamp and a number of Korean and Chinese smaller manufacturers.
Manni – an Italian major maker of presses for discontinuous production of insulated panels, that started working with Polyurethanes in the mid 1970’s –introduced in 1998 with Cannon the Vacuum Assisted Injection (V.A.I.) technology for the manufacture of sandwich panels applying a partial degree of vacuum in the cavity (left). This method led to the further development of the vacuum-assisted foaming concept applied to the refrigerator manufacture, that hit the road about ten years later under the joint DOW-Cannon project named PASCAL™. Some important developments of this decade belong to the field of application of Composite materials. KraussMaffei developed in 1995 the LFI technology for the co-injection of chopped glass fibre and Polyurethane. (left) Similar solutions were soon developed by Cannon (InterWet) and Hennecke (PUR-CSM Baydur®) to manufacture large, structural, lightweight parts able to withstand mechanical impacts and weather. Other interesting applications, stemming from this co-injection concept, allow today for the production of articles containing expanded foams reinforced with glass, made by spraying various layers of reinforced and non-reinforced materials
directly over a plastic substrate, without the need of a mould. (right)
Other solutions allow for the spray application of thick layers of heavily-filled Polyurethanes – containing up to 70% of mineral fillers – directly on a half-mould surface, to manufacture large sound-deadening elements for the transportation industry. Machines and mixing heads must be carefully manufactured to resist the highly abrasive effect of these filled formulations. (left) Another important factor to be taken into consideration when designing metering equipment for these formulations is the high temperature at which they must be processed in order to stay at a reasonable viscosity.
Proprietary methods for co-moulding a thermoplastic substrate and a Polyurethane finishing layer have been offered to the automotive industry by KraussMaffei and Hennecke , working in conjunction with a large plastics injection moulding press. (left) The final products are mostly used in the automotive industry, where high production lots are required, in combination with a reduced price and a perfect aspect. Cheaper Polypropylene is generally used as a support for the more expensive decorative and functional layer of PUR.
The gasketing and sealing technology was pioneered by the Swiss equipment manufacturer Spühl in the late 1970’s with low-pressure, low-output machines. A few companies – Rampf and Sonderhoff – are specialised only in these applications (left) , while many others equipment suppliers include gasketing and potting equipment in their wider products range. A new development has been introduced recently by KraussMaffei with the launch of a low-output, high-pressure, metering and mixing solution. Similar low-output solutions are available by other manufacturers for the application of urethane adhesives, glues, cast resins for potting applications. Transparent layers of Urethane coatings are today successfully moulded over veneer and other natural substrates for the production of high-quality glossy articles featuring a luxury look, used for top class vehicles, boats, interior decorations or special gift articles, and for protection purposes.
MACHINERY BUSINESS: THE CURRENT SITUATION The latest market figures for PUR-related equipment manufacturers are available every year on the pages of the Urethanes Technology magazine (below).
The latest report of May 2011 – and the analysis of the balance sheets – say that the three major players are today Cannon, KraussMaffei and Hennecke, with an estimated turnover of 420 Million US$ all together. We have estimated that the remaining 30 companies listed in the report turn over 330 Million US$. With the unlisted ones the total value of this market surely exceeds the 800 - 820 Million US$ What are these figures referring to? The range of applications, technologies and specific processes for PUR is so wide that we could spend days only trying to define what the various markets are. These figures take into account only the companies producing metering, mixing, dispensing and moulding equipment for flexible, rigid, RIM, elastomeric formulations. We do not include in this calculation those manufacturers who produce exclusively peripheral equipment, such as foam cutting and confectioning, panel handling, robotics, conveying and handling systems, heating ovens, moulds and machinery for coatings.
Dedicated Machines for Each Application Talking of applications, and therefore of the related processing market, we see an increasing attention towards rigid foams for insulation, on a worldwide basis. Out of more than 13 Million Tons of PUR used worldwide in 2011, 25% are consumed by the Construction industry. Everyone wants to start a PUR panel or pipe-insulation business, everywhere. How many succeed in starting one and then keeping it profitably running, we do not know. How many of these newcomers can cope with the wizardry of the Polyurethane chemistry and of the related equipment is a long story that does not belong to this session but keeps us quite busy all the time. Today this field of the Polyurethane production is a highly automated business, therefore with a limited influence of manpower costs, which generates bulky products, quite expensive to be transported to the final user. The production remains rather local, with a radius of profitability in the range of 300-500 km between manufacturer and end user. Delocalising these production plants towards cheap labour countries does not really work, the transport costs kill all the profit.
The manufacturers demand faster demoulding times to optimise the investments in equipment, reduced densities to save in chemical costs, and any possible simplification in handling and preparation to save manpower and scrap due to human errors. Discontinuous foaming solutions for insulated panels based on the use of vacuum in the polymerisation cavity have proven to achieve some of these goals, with the bonus of higher quality foams in terms of density distribution. Talking of continuous solutions, in addition to high-speed plants for flexible facing panels that have been refined lately, a number of interesting developments have been recently introduced in order to produce a variety of different panels on the same line: different insulation media (PUR, PIR, mineral wool, EPS), different facings (pre-painted steel, aluminium, copper) also imitating natural or traditional materials (woodgrain, stucco, textiles). Panels characterised by a non-flat profile – which imitates the Mediterranean “coppo” rounded tile for roofs (left) or carved wood slabs for sectional doors for garages and for other aesthetic applications – are today produced with the continuous foaming method.

The urbanisation in the developed and developing countries requires a “cold chain” from the food producer to the consumers kitchen. Warehouses, insulated trucks and railways, super-market freezers, showcases, restaurant-fridges, beverage machines and of course millions of freezers and domestic refrigerators must be manufactured every year. As far as the refrigerator industry is concerned, in 2010 more than 173 Million sets of domestic refrigerators were produced globally. Their manufacturing has mostly moved towards those countries where cheap labour is available. Manpower plays an important role in the final-product cost, and the markets that can provide the widest growth perspectives are – by coincidence – the same that can provide cheap labour: China, South East Asia, Central and South America, Africa. All the major players have established their manufacturing sites in these areas for both local and export markets. Their products can be transported overseas with acceptable shipping costs. In the year 2010, with a total production capacity of 88 Million sets, China has become the World leader in domestic refrigerators-freezers: investments in 2010 and 2011 have been made in this country with production facilities able to produce two million pieces per year per plant! India, Thailand, Indonesia, Mexico, Brasil, Poland, Hungary, Russia are running up.
The quality of these refrigerators – also because of the high quality standards imposed by the European, Japanese and North American manufacturers that own several of these facilities – has significantly grown and can compete on a worldwide basis. The traditional “white appliance” is today produced in a wide range of colours and decorations, shapes, sizes and optionals. Rounded edges in doors and cabinets, the presence of ice dispensers and elegant finishing strips on the doors, complex thermoformed inner liners in the cabinet have demanded a number of adjustments in the foaming fixture and in the relevant foam filling process. (left) The PUR chemistry provides today very energy-efficient foams which are characterised by smaller cell size and faster demoulding time: this reflects in more reactive formulations and sometimes in higher ISO indexes, that have oriented the refrigerator producers towards dispensing units with higher instantaneous output, larger or more performing mixing heads, faster closed-loop controls. Multiple injections are sometimes performed by up to four mixing heads on the back of one cabinet; with the latest generation of mixing heads it is possible to perform a variable speed injection, changing the output of the formulation during the shot, wetting a much longer section of the cabinet back and obtaining a more even distribution of foam in complex fridges.
Another traditional Polyurethane application field, the transportation industry, is always looking for lighter and stronger applications to comply with a rising Energy Saving policy. Mostly ending in automobiles, the various types of Polyurethanes used for transportation account for 15% of the global consumption. Every model of modern car contains a varying amount of Polyurethane, sometimes up to 40 kg per vehicle, that require a dozen of different technologies to be transformed. Traditional products for interiors (seats, backs, crash pads, steering wheels, door liners, luggage compartments, roof liners) do not seem to suffer from the attack of competing materials, while the road is still steep for the development of external body parts. Polypropylene and similar thermoplastic commodities have shown unexpected capacity to cope with demanding specifications, providing suitable solutions at a lower material cost and using fast-cycle processes. The stringent cycle times and quality expectations of this industry have certainly provided the driving force for the development of new metering and mixing solutions, but we should not forget the fundamental innovation that they have stimulated in the field of mould-transport systems, smart mould exchange solutions for flexible automated production, as well as in the robotics for inserts placement and parts handling.
An area of certain development is the production of composite parts, able to provide large, light, structural elements with a variety of reinforcements, including Carbon, Aramidic and glass fibres. (left) Polyurethanes are in this case flanked by Epoxies, that have recently found an interesting development using high-pressure equipment for the use of fast formulations, able to replace the slow RTM technology with high-speed RIM process.
A never-starting story seems to be the one linked to the use of PUR in commercial tires, either for surface or filling purposes: lots of developments are undergoing, but none of them has hit the road yet, leaving these solutions to few heavy-duty and off-road applications. Flexible foams, mostly used for the furniture and bedding industry, account for approximately 30% of the total PUR consumption, nearly 4 Million Tons. This important share of the business is also reflected quite heavily also on the processing side and on machinery.
The technology is still heavily focused in low pressure metering and mixing on continuous foam plants but now also growing with partial high pressure of key streams and for full high pressure, again subject to end application of the foam. The current global trend seems to be oriented towards modular, upgradable foam machines which can cater for different types of foam with different densities and different technologies: Maxfoam trough is mostly used for furniture, non-technical applications and liquid laydown, while the conventional direct pour is preferred for high-density and higher-quality, lower-pin-hole foams. With manufacturing centres moving into developing regions of the World we see this also being a key focus from the machine buyer who looks for an upgradable, modular machine that can grow as his business grows to cater for additional foam types in the future.
Main growth areas are the developing world – due to many factors, including manufacturing relocation, increased local spending power and population growth – which is driving the demand and quality requirements in PUR foam upwards. Visco-elastic foam, also known as memory foam (left) , has been a key growth area in recent years: initially in Europe and USA, it has now migrated globally to all regions of the world. There is still development in the raw materials with Polyols, additives and Isocyanates, which will continue to have some effect on the machinery specification, which can be in discontinuous box foaming and continuous block foaming; the foam density also varies
between regions and markets, due to feel preferences and spending power of the buyer. For the future trend we see a continuation of the current one. An increase of demand is foreseen for a totally flexible foam production unit, capable of making flexible foams for comfort applications, higher-quality foams for technical applications (such as sheet lamination), and rigid foams for insulation applications, along with continued growth and demand in Visco and memory foams. THE GEOGRAPHIC REVOLUTION
The growing importance of the economies of developing countries has obviously modified, among others, also the situation of the PUR industry. When the standard of living rises in a country, pro-capita Polyurethane consumption increases. This trend (left) is confirmed by the recent growth rates: in 2011 almost 43% of Polyurethanes were consumed in Asia, versus 35% in Europe, Middle East and Africa, and 22% in the Americas.
Many amongst the most known manufacturers have invested financial and human resources by opening local manufacturing branches in the developing countries, to gain from the lower cost of labour and to be closer to their local customers. By doing so, they also have learned a lot in terms of product streamlining, making use of a simpler designing approach while maintaining the basic advantages of their traditional product lines. Domestic equipment suppliers born in China, India, Brazil are progressively imposing their presence, first selling in their domestic market and then, when they can afford to provide an adequate technical support abroad, exporting their equipment in neighbouring countries. Their products are generally simpler and often less efficient than those provided by the most known manufacturers. A number of important details, mostly concerning the reliability of the installed components and the quality of the metal treatments used for the mixing heads, are still missing, playing an important role in the final sales price. Appealing for the local transformers, these machines can hardly compete on an international market (or even at the local subsidiaries of multinational PUR parts producers) with those offered by more experienced and qualified competitors. But their more appealing prices become quickly the starting reference for the bids, eroding the profit margins – necessary to guarantee the ongoing development of new technologies – of the more expensive “western” manufacturers interested in those markets. Fortunately, price isn’t the only deciding criterion for those investors who understand the importance of a prompt and qualified local service, of a global knowledge base about applications and technologies (that can be transferred to customers), of the advantages deriving from the use of innovative products generated by “first-hand R&D”.
THE FUTURE The crystal ball isn’t yet supplied as an optional on Polyurethane dispensing machines, so we do not know for sure what the picture of this industry – which is still a niche in the wider plastics world – will be in the next five or ten years. We can only look around, talk to our customers and to our Raw Material Suppliers fellows, try to understand what the various markets will ask us by then. We bet that:
• The magic advantage of Polyurethane – a liquid which becomes, through a very complex chemical reaction occurring in few seconds, a finished solid product without the intermediate steps that characterise all other plastics processes – will continue to generate more and more applications . The full control of the reaction is a fundamental advantage. The dosing and mixing process is the key factor to exploit the freedom given by this chemistry.
• Energy Saving will be the driving force for the Polyurethane industry for very many years to come. A smart use of technology can provide amazing results in all fields.
• Composite parts will continue to make use of the extended spectrum of mechanical and physical properties provided by Polyurethanes. RIM, spray and pultrusion technologies will play an important role in this evolution.
• Easy-to-process Urethane elastomers will grow further, especially the MDI-based ones, both to replace rubber in various known applications and to invent new ones.
• As new demands of Slabstock foams come from the end client and new raw materials are developed, we will see a continued development of the machinery, with the equipment producers developing their own technologies further with CO2 and vacuum. With the increasing population growth in many regions and increasing transport costs, with a growing demand for PUR we see a continuing drive for more slabstock plants.
To continue providing our customers with the processing tools for running a profitable business, a number of innovative steps in the equipment field might be predictable:
• Electronics will combine with nanotechnologies, to provide the means to handle chemical products that are becoming more and more sophisticated. Micro-electromechanical systems (MEMS) and Nano-electromechanical Systems (NEMS) will be part of an “intelligent” machine combining electronic, fluid handling, optical, mechanical and chemical functions in a micro-space, integrating sensor and actuator technologies with the most diverse process management functions.
• Significant evolutions in the field of materials science will see the replacement of metals, currently used for most of our machinery key parts, with ceramics, composites and other high-performance plastics.
• Moulds will benefit from all the above, allowing for the simplification of the current “mould – mould carrier – carousel or fixed lines” chain, with significant logistic and economic advantages.
CONCLUSIONS History proves that – whatever complex question was submitted – this industry was able to respond, promptly and efficiently. The machine makers could deliver more innovative solutions: the limit is not what the equipment suppliers have or can provide. Today the limit for this item is on the producer’s side: the machinery industry has always been very innovative and has not changed this attitude so far. We simply could deliver higher standards if producers were requesting it and were ready to pay for it. At the end of the last century, the industrial trend was "build the best you can and we are ready to pay for it". Cost cutting and saving initiatives over the last decade have changed the picture: today – differently from some other periods in the past – the machine industry cannot always sell the best technological solution and has to limit the scope of supply to a very tight investment budget, made by non-technical people that are not aware of the profits and practical advantages they could get by spending just a little more. The machine industry has today more know-how, mostly due to the electronic competence and the deriving possibilities: we can build more sophisticated machines, with higher productivity, lower maintenance, better cost effectiveness, greater quality assurance and even more safety features. Many solutions are available to upgrade existing plants and provide new industrial solutions. This long article tried to provide some historical background about an industry that has heavily contributed to the improvement of the life standards of the Earth inhabitants in the past 75 years. Ingenious, dedicated people around the Globe have written a fascinating story, whose end is far from being seen. Chemical suppliers, equipment manufacturers, foam and parts makers have worked with great synergy, with a common goal in mind: a better quality of life. This cooperation is the only possible method to achieve further objectives in a world that is becoming increasingly complex and energy-scarce. Thank you for your attention: long life to the Polyurethane industry!
BIOGRAPHIES
Carlo Fiorentini Born in Bologna, Italy in 1930.
Carlo obtained his Degree in Chemical Engineering at Bologna University in 1956, and spent the first two years of his career as Assistant Professor in the Chemical Plants Institute. After having matured significant industrial experiences with Montecatini and W.R. Grace he joined in 1963 his associate Leonardo Volpato, founding Afros Cannon to manufacture Polyurethane foaming machines. Since 1974 he is president of Cannon SpA, the holding company of the Group that today includes several manufacturing companies operating in the field of equipment for Polyurethanes, for composites and industrial thermoforming. Other non-plastics activities include today Energy and Ecology plants, Industrial Electronics, Aluminium Die-casting machinery. Since 1970 he filed more than 60 patents covering equipment and technologies for production of Polyurethanes, including self-cleaning RIM and “L-shaped” mixing heads, process-control instruments and PUR process. For his activity in this field he was awarded by the FSK (German Foamed Plastics Materials Association) with the Gold Medal in 1984. In 2002 he has been induced in the “Polyurethanes Hall of Fame” by the A.P.I. (Alliance for Polyurethanes Industry), the first member of the machinery sector after four distinguished chemists.
Marco Volpato Born in Verbania, Italy, in 1945
Marco obtained his Degree in Applied Mathematics at the State University of Milan, where he briefly served as assistant in Cybernetics at the Physics Department. His academic formation continued later with a Master in Business Administration at the Bocconi University of Milan; with additional specialization courses at the Harvard University and M.I.T. in USA. After having spent three years as Systems Analyst at Honeywell Information Systems, in 1974, upon his father’s death, he took over both ownership and management of Cannon Afros, the first small business activity existing at that time of the present Cannon Group. From 1974 to 1986 he contributed to Cannon’s involvement in all Polyurethane applications and to its internationalisation. From 1987 onwards he was engaged in the process of diversifying the existing business to other manufacturing fields for plastics machinery and industrial electronics. Besides, with the acquisition of the Bono Group he introduced Cannon into the ecology and energy field with the aim of developing technologies in the field of energy saving and environmental protection.
Max Taverna Max was born in Buenos Aires, Argentina, in 1949 and has an education background in Industrial Chemistry. He worked for Upjohn's Polyurethanes Division in Italy and joined Cannon Afros in 1982 as the European Sales Manager. From 1986 to 2009 he served as Corporate Director of Communications & IT. Currently retired, Max cooperates with Cannon for editorial and content-related projects like this.
§§§ Note from the Authors.
We apologise for any omission or error in this speech regarding Companies and protagonist’s names, dates and
places. Collecting these data hasn’t been simple and we surely have put our outmost attention in describing the facts.
Our warmest thanks to Urethanes Technology for the use of their archive material, to Bayer MaterialScience,
Hennecke , KraussMaffei, LaaderBerg and Cannon Viking for supplying pictures and notes of their early activities.