Embed Size (px)
Citation preview

Development of Phased Array UT Technique for Dissimilar Weld Joint on Pressurizer K. Tsuboi, Mitsubishi Heavy Industries, Ltd., Japan
ABSTRACT
Mitsubishi Heavy Industries (MHI) has implemented a large number of replacements of safe ends and spool pieces on Pressurizer (PRZ) of domestic PWR nuclear power plants.
As the volumetric NDE for the dissimilar welding including the buttering, Radiographic test
(RT) at the manufacturing stage and Ultrasonic test (UT) with conventional method at the In-
service stage have been applied in accordance with the domestic codes. However, in such welding,
UT with conventional method is in a difficult situation because detectability is not so high due to
the lower ultrasonic propagation by the welding structure and the configuration by small curvature. the application of PA-UT technique for equipment and piping in nuclear power plants is considered to be expanded. Therefore, as the purpose of improving the detectability and the workability of UT for the dissimilar welding on PRZ, MHI has developed stable PA-UT technique.
1. Background Mitsubishi Heavy Industries (MHI) has implemented a large number of replacements of safe ends
and spool pieces on Pressurizer (PRZ) of domestic PWR nuclear power plants. In case of the part,
since faster growth of Stress Corrosion Crack (SCC) is concerned due to the operational
environment, spool pieces replacement has been implemented with alloy 690 which has higher SCC
resistance. Also, in order to achieve more stable welding, MHI has been applying unique dissimilar
welding process of preparing edge part by buttering with Alloy 52 on both sides of Nozzle and Safe
end.
As the volumetric NDE for the dissimilar welding including the buttering, Radiographic test
(RT) at the manufacturing stage and Ultrasonic test (UT) with conventional method at the In-
service stage have been applied in accordance with Japanese domestic codes. However, in such
welding, UT with conventional method is in a difficult situation because detectability is not so high
due to the lower ultrasonic propagation by the welding structure and the configuration by small
curvature. In addition, since there are various diameters and thicknesses depending on the nozzle, it
is necessary to prepare various probes matching each nozzle size, which has an effect on the
inspection hours and exposure time.
On the other hand, in Europe, advanced inspection technique such as Phased Array UT
(PA-UT) tend to be applied actively at the both manufacturing and In-service stages for the
inspection of welding under the ISO codes, and the application of PA-UT technique for equipment
and piping in nuclear power plants is considered to be expanded.
Therefore, as the purpose of improving the detectability and the workability of UT for the dissimilar
welding on PRZ, MHI has developed stable PA-UT technique.
Figure 1 - Spool pieces of Pressurizer

Figure 2 - Outline of spool pieces replacement
Figure 3 - Welding method and configuration of spool pieces
2. General Plan Considering the requirements of ISO codes, MHI carried out the following items in order to
improve the detectability of side drilled hole (SDH) in the welding used for the sensitivity setting.
Development of inspection technique(Optimizing probe spec:Focal row setting (multiple
refraction angles, focal depths)(Developing scanning equipment (Head, Rail etc.))
Checking the detectability of SDH in the welding
Verification test using the mock-ups with other NDE (To the all nozzles (Surge, Spray,
Safety/Relief))

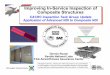
3. Development of Inspection Technique and New Probes As the result of frequent experiment and verification, derived spec of the ultrasonic flaw detector and PA probe are shown in Table 1 and 2, and overview of probes are shown in Figure 4.
Table 1 - Spec of Ultrasonic Flaw Detector
CHANNEL
(Simultaneous active Channels)
128 (128)
FILTER 0.25~20 MHz
MANUFACTURE ZETEC
TYPE DYNARAY
SIZE (H×W×D) 394×366×470 mm
WEIGHT 27kg
Table 2 - Spec of TRL Matrix PA Probe
Frequency CHANNEL Size(mm) (L×W×H)
Surge Axial 2 MHz 32ch×2 63×54×63
Circumferential 1 MHz 32ch×2 55×48×61
Spray Axial 2 MHz 16ch×2 65×54×68
Circumferential 1 MHz 32ch×2 57×48×65
Safety/ Relief
Axial 2 MHz 16ch×2 63×54×64
Circumferential 1 MHz 32ch×2 57×48×63
Probe for axial scanning Probe for circumferential scanning
Figure 4 - Probe view for Surge Nozzle (as a representative)
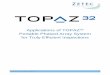
Especially, as for the scanning spec of TRL Matrix PA probe, in addition to the setting multiple
refraction angles utilizing the characteristics of Matrix PA probe, multiple focal depths have been
set in thickness direction. The focal depth and refraction angle are shown in Table 3, and schematic
views of multiple focal depths, axial scanning and circumferential scanning are shown in Figure 5
to 7.

Table 3 - Spec of Focal Depth and Refraction Angle of PA Probe
Axial scanning Circumferential scanning
Focal Depth
Refraction* Angle
Focal Depth
Refraction* Angle
Surge
23mm 30°~60° 5mm 40°~70°
23mm 25°~45°
46mm 30°~60° 46mm 25°~45°
70mm 25°~40°
Spray
7mm 25°~60° 5mm 40°~70°
7mm 25°~45°
15mm 25°~60° 15mm 25°~45°
Safety/ Relief
11mm 25°~60° 5mm 40°~70°
11mm 25°~45°
22mm 25°~60° 22mm 25°~45°
*: Variable angle pitch is 5°
Figure 5 - Schematic view of multiple focal depths
Figure 6 - Schematic view of axial scanning
Figure 7 - Schematic view of circumferential scanning
Focal point
Multiple focal depths have been set

4. Checking the detectability
For checking the detectability of the new optimized probes, scanning of SDH in the welding of
reference blocks manufactured by the welding method applied for the actual products have been
performed. The reference blocks used for checking the detectability are shown in Figure 8 and 9.
Checking results of the detectability by the new optimized probes are shown in Figure 10 and 11. In
both axial and circumferential scanning, good detectability to the SDH in the welding has been
confirmed.
Figure 8 - Reference block for Spray & Safety/Relief Nozzle
Figure 9 - Reference block for Surge Nozzle

Figure 10 - Checking result of the detectability of 2.4mm SDH
Figure 11 - Checking result of the detectability of 3.2mm SDH
5. Verification Test using Mock-ups
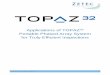
As the verification of the workability and detectability by the new optimized inspection technique,
MHI has carried out the verification test by the following steps using the Mock-ups manufactured
by the welding method applied for the actual products. Actual working scene is shown in Figure 12.
Manufacturing of Mock-ups simulating each nozzle
(Surge, Spray, Safety/Relief)
Inspection by the new optimized PA-UT probes with guide tools for scanning
Inspection by other NDE methods (PT(for both Inner & Outer surface), RT)

Figure 12 - Scanning of Safety/Relief Nozzle Mock up
The results of inspections by new optimized PA-UT probes and other NDE methods are shown in
Table 4, and characteristic echoes obtained by the new optimized PA-UT probes are shown in
Figure 13 to 15.
Table 4 - The result of inspections by PA-UT and other NDE
PA-UT PT
(Inner/outer surface) RT
Surge Acceptable ◎
No indication ◎
No indication
Spray Acceptable ◎
No indication ◎
No indication
Safety/Relief Acceptable ◎
No indication ◎
No indication
Figure 13 - Obtained echo by scanning on Surge Nozzle
(No characteristic echo in whole scanning)
Rail
Mock up of Safety/Relief Nozzle
Probe holder

Figure 14 - Obtained echo by scanning on Spray Nozzle
(Example of the echo generated due to the shape)
Figure 15 - Obtained echo by scanning on Spray Nozzle
(Example of the echo generated due to boundary of the buttering)
6. Conclusion
As the volumetric NDE for the dissimilar welding including the buttering, ultrasonic test (UT) with
conventional method at the In-service stage has been applied in accordance with Japanese domestic
codes. On the other hand, in Europe, advanced inspection technique such as Phased Array UT (PA-
UT) tend to be applied actively at the both manufacturing and In-service stages for the inspection of
welding under the ISO codes. Therefore, as the purpose of improving the detectability and the
workability of UT for the dissimilar welding on PRZ, MHI has developed stable PA-UT technique
that has the probe specification has been optimaized more by setting multiple focal depths in
thickness direction utilitizing the Matrix PA-UT.
In addition, through the development process, MHI’s unique dissimilar welding process was
verified as steady and sound technique.