Embed Size (px)
Citation preview

Proceedings of the 5th International Conference on Integrity-Reliability-Failure, Porto/Portugal 24-28 July 2016
Editors J.F. Silva Gomes and S.A. Meguid
Publ. INEGI/FEUP (2016)
-433-
PAPER REF: 6270
DETERMINATION OF THE ROOT CAUSES OF THE PREMATURE
DEGRADATION OF A REBOILER
Filipe Nascimento(*)
, Paula Gorjão Ferreira, Celso Araújo
Instituto de Soldadura e Qualidade (ISQ), Porto Salvo, Oeiras, Portugal (*)Email: [email protected]
ABSTRACT
This work focuses on the determination of the root causes of the premature degradation of a
reboiler based on a material characterization methodology. The results were supported by
historical data of the component. An evaluation of the component was also performed to
suggest corrective measures to minimize or even to avoid the problem in the future.
Keywords: Reboiler, sulfidation, thinning, petroleum industry.
INTRODUCTION
In petroleum refining industry the materials are in contact with a variety of corrosion agents
that can affect their performance. It has been identified a high number of corrosion problems
and protection measures are taken into account in the design stage of a factory. However, in
certain cases it is hard to predict if a certain part will corrode and the determination of the root
causes is important in order to protect and prevent failure of the part in a working factory.
A compilation of the usual problems that can occur in petrochemical industry have been
carried out which includes mechanical, metallurgical and corrosion problems that can occur
(API, 2011). Jahromi and Janghorban tried to determine the corrosion causes of the corrosion
of aircoolers in an oil refinery. It was reported that there is a decrease in the crude oil quality
with the increase of sulfur and salt content and that the desalter did not have the capacity to
remove the sulfur and salt content. The author identified that the observed corrosion was
probably due to hydrogen chloride and sulfide corrosion. Ghasemi (Ghasemi, 2011) studied
the effects of sulfidation and erosion on carbon steel tubes used in petroleum refining
industries.
Some authors have focused their studies in the effects of different environments on the
materials properties of steel. Otero et al. (Otero, 1995) have studied the effect of different
aggressive environments in steels and suggested a mechanism of the coating stability and
conditions for coating according to the tested conditions. Otero et al. (Otero, 1996) have also
proposed surface treatments to carbon steels P5 and P22 to increase its resistance to oxidation
and sulfidation phenomena. Zhou et al. (Zhou, 2013) have studied the effects of hydrogen
permeation in an H2S environment in API-X52 pipeline steels. Zhou et al. (Zhou, 2014) have
also tested the variation of the hydrogen permeation in different solutions. Lee et al. (Lee,
1996) studied the effectiveness of Nb-Al-Si to sulfidation. The authors observed the
formation of a bilayer, an outer layer of Al3S2 and an inner layer of NbS2, and confirmed that
the inner layer was very likely responsible for the higher resistance to sulfidation. Qu et al.
(Qu, 2006) evaluated the interaction naphthenic acid corrosion and sulphidic corrosion on
different steels tested in synthetic refining media. The high variety of problems in this

Topic_H: Mechanical Design and Prototyping
-434-
industry has ranged a high variety of research areas due to its need to solve these impending
problems.
This case study focuses on a reboiler working in a debutanizer unit whose tube bundle had
been considered not to be threatened by a critical damage mechanism under normal working
conditions. However, after a short working period leakage was detected. It was observed that
the leakage was related to high corrosion of the tubes at a specific location of the tube bundle,
mainly on the top tubes, where an accumulation of scale was also observed. This paper
presents the root causes that lead to the damage mechanism and suggests some changes to
avoid this problem. The methodology for the determination of the root cause, focusing on the
metallurgical and chemical analysis of the corroded tubes and its scale products, was
implemented to identify the corrosion mechanism associated to the tube bundle of a reboiler
type Kettle.
PROBLEM DESCRIPTION
The present paper presents a failure analysis of a tube related to a leakage found in a tube
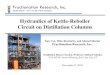
bandle installed inside of a reboiler type Kettle (Fig .1). This reboiler belongs to a debutanizer
unit, which has a fractional distillation column used to separate butane from natural gas
during the refining process. “Reboilers are used to generate a flux of vapor to feed, in general,
a tower.” (Hewitt, 2011) Reboilers type Kettle are widely used in petroleum and chemical
industries which operation consists of the entrance of a liquid, that comes from a column, into
the shell in which there is a horizontal tube bundle. The liquid will boil when in contact with
the outside surface of this tube bundle and vapour will flow back to the column.
Fig. 1 - Schematic of a Kettle reboiler (Hewitt, 2011)
The present case study focus on the replacement of a tube bundle of a reboiler due to leakage
detected during a hydro-test. A visual analysis was performed on the replaced tube bundle and
it was found that, top half of the bundle, starting from tube sheet to half of the length, where
the leakage took place, was found jammed with tube external corrosion scales and slug and
further inspection revealed that tubes in that location were thinned with 90% metal loss.
Tubesheet

Proceedings of the 5th International Conference on Integrity-Reliability-Failure
-435-
BACKGROUND HISTORY
The historical composition of the inlet / outlet streams was checked for presence of any
corrosive components which might be the cause for corrosion. Primarily the deviations in the
levels of the chemical compounds like H2S, RSH and chlorides were checked. The following
observations were made:
- the average H2S content of sour gas remained at an average of 5.5 mole % against
design composition (design case) of 7.1 mole %;
- the RSH (mercaptans) in natural gas liquids (NGL) have shown an increasing trend
reaching a value of 870 ppm against the design composition (design case) of 900 ppm;
- the condensate sample was analysed for RSH content and found to have 544 ppm
against the design composition of 1330 ppm;
- it was also confirmed that there were multiple low level excursions resulting in to
unsubmergence and overheating of tubes up to 250-260 deg C.
RESULTS
Characterization of the corroded tubes
According to the design, the tubes of the tube bundle are made of SA334 grade 6 steel (Table
1) with a diameter of 25.4mm and 2.67mm in thickness. A set of tubes comprised of degraded
tubes (from the top half of the tube bundle) and non-degraded (from the bottom half of the
tube bundle) were received. It was confirmed that the tubes had signs of thickness loss
(Fig.2).
Table 1 - Chemical composition of the SA334 grade 6 steel
Chemical composition (%)
C Mn P S Si
0.3max 0.20–1.06 0.025 (max) 0.025 (max) 0.10 (min)
Fig. 2 - An example of the received tubes with no visible thickness loss, on the left-hand side, and one with
visible thickness loss, indicated by arrows, on the right hand-side.

Topic_H: Mechanical Design and Prototyping
-436-
Table 2 presents the results of the diameter measurements carried for three of the tubes. On
the basis of the diameter design value (25.4mm), the results clearly show a loss of thickness
from the outside surface in two of them (tubes 1 and 2).
Table 2 - Values of the outer diameter (in mm), measured by a caliper and their locations.
Section / Position
Tube a/0o a/90o b/0o b/90o c/0o c/90o
1 21.62 21.60 21.65 21.68 21.38 21.44
2 21.50 21.49 21.34 21.94 21.61 21.60
3 25.50 25.58 25.61 25.43 25.52 25.51
Metallographic analysis
Samples from tube 1 and 3 were prepared for metallographic analysis. As shown in Fig.3,
tube 1 presents a significant thickness reduction associated with an irregular outer surface
profile as a consequence of a corrosion degradation mechanism, whereas tube 3 presents a
smoother profile without a visible degradation mechanism. Values of thickness of these two
tubes are shown in Table 3. It can be verified that the corroded tube (tube 1) presents an
average thickness loss of 1.8 to 2mm when compare to the design thickness value (2.67 mm).
With respect to tube 3, the measured values where similar or even higher than the design one.
These tubes show a similar microstructure of ferrite and pearlite (Fig.4 a). Tube 1 (Fig.4 b)
shows some small corrosion pits in the outer surface
Table 3 - Thickness measurement of the tubes in different locations
Tube Position/Thickness (mm)
1 2 3o 4 5 6 7 8
1 0.73 0.89 0.76 0.92 0.82 0.86 0.83 0.63
3 2.82 2.87 2.86 2.75 2.71 2.77 2.69 2.84
a b
c
c
b a
0o 0
o
90o
90o
1 2
3
4 5
6
7
8

Proceedings of the 5th International Conference on Integrity-Reliability-Failure
-437-
Fig. 3 - Profile of a transversal section of: a) tube 1 and b) tube 3.
Fig. 4 - Micrographs of the tube: a) representative image of the tubes microstructure and b) irregular surface
profile in the outer tube diameter.
Hardness testing
Vickers Hardness test were performed on a Shimadzu HSV-20 durometer, according to ISO
6507-1:2005, in the metallographically prepared cross sections of tubes 1 and 3. Average
values of 140HV for tube 1 and 130HV for tube 3 were obtained and they are within the
ASTM SA334 grade 6 specification, which established hardness values lower than 190HV.
(a) (b)
(a) (b)

Topic_H: Mechanical Design and Prototyping
-438-
X-ray diffraction (XRD) of scales
Fig. 5 - Analysis of the received deposits with the identification of hematite (in grey) and pyrite (in green).
XRD analysis of scales was performed on a Rigaku Miniflex equipment. This test was
performed to identify the composition of the scales found on the surface of the tube bundle
tubes. The analysis allowed the identification of iron sulfide (FeS2) and iron oxide (Fe2O3) in
crystalline phase (Figure 5).
Scanning Electron Microscopy (SEM) coupled with Electron Dispersive Spectroscopy
(EDS)
Fig. 6 - Analysis in a deposit inside a crack near the surface showing a high content in sulfur: a) identification of
the crack and b) EDS analysis
The cross section of tube 1 prepared for metallography was analysed with a Scanning
Electron Microscope (SEM) JEOL JSM-6500F coupled with an Oxford Instruments EDS
analyzer. An EDS analysis on an unidentified deposit inside the crack showing a very high
content in sulfur (S) and iron (Fe). The MEV imaging has shown the presence of several pits
on the outer surface of the tube with the propagation of small cracks inside the tube (Figure
6).

Proceedings of the 5th International Conference on Integrity-Reliability-Failure
-439-
CONCLUSION
The analysis performed in the tubes showed that the corrosion of the analysed reboiler tubes
is typical of high temperature known as sulfidation, characterized by the thinning of the tubes
together with the presence of sulphur on the outer surface and in the inside of the cracks
nucleated from the outer surface. Furthermore, the corrosion scales are composed by iron
sulphide amongst other compounds, which are typical features related to the sulfidation
damage mechanism.
It was identified that the core of the increased corrosion rate by sulfidation is related to the
increase of mercaptans on the system. The specific location for the corrosion phenomenon, as
referred for the top half of the tubes of the tube bundle, was due to the multiple low level
liquid excursions resulting into unsubmergence and overheating of tubes up to 250-260 deg C.
Overheating up to 250 - 260 deg C creates the possibility of getting RSH converted
catalytically into H2S and corrodes the tubes at much faster rate than expected. The damaged
identified is a consequence of the tubes exposure to the vaporized liquid due to
unsubmergence of the top half of the bundle as a result of an insufficient height of the weir
plate, leading to overheating and concentration of sulphur compounds on the outer surfaces.
There is a possible relationship between the accumulation of scale and corrosion occurring
only in half tube length. Assuming that such correlation exists, then one can expect that the
liquid outside the tubes will clean up the scale only on half the tube length and hence
decrease/avoid corrosion in that part of the bundle. This situation occurs due to the flow
pattern of the liquid on the shell side and the position of the inlet nozzle, which creates a
stagnant zone of fluid on the part of the bundle closer to the tubesheet. The scale will then
accumulate on the stagnant zone, creating corrosion on that part of the bundle.
In order to minimize or even prevent the reoccurrence of sulfidation on the outer surface of
the tubes the following recommendations were drawn:
• guarantee that the reboiler tubes should be always submerged, completely washed by
the liquid by:
� increasing the height of the weir plate to guarantee adequate volume of liquid
inside of the reboiler along with the installation of an automatic control for
temperature and liquid level;
• upgrading to a higher chromium alloy can also be considered to increase the resistance
to sulfidation.
REFERENCES
[1]-American Petroleum Institute. Damage Mechanisms Affecting Fixed Equipment in the
Refining Industry. API Recommended Practise 571, 2011.
[2]-Ghasemi H. High temperature sulfidation of carbon steel heater tubes in gas condensate
containing sulfur compounds. Engineering Failure Analysis, 2011, 18, p. 980–987.
[3]-Hewitt, GF. Reboilers. 2011, DOI: 10.1615/AtoZ.r.reboilers – Retrieved March 04, 2016,
from http://www.thermopedia.com/content/1078/
[4]-Jenabali Jahromi SA and Janghorban A. Assessment of corrosion in low carbon steel
tubes of shiraz refinery air coolers. Engineering Failure Analysis, 2005, 12, p. 569–577

Topic_H: Mechanical Design and Prototyping
-440-
[5]-Lee DB, Mitsui H, Habazaki H, Kawashima A, Hashimoto K. The high temperature
sulfidation behavior of Nb-Al-Si coatings sputter-deposited on a stainless steel. Corrosion
Science, 1996, 38, p. 2031-2042
[6]-Otero E, Pardo A, Perosanz FJ, Orts J,. Maffiotte CA, Perez Trujillo FJ. Surface
modification of several steels after their exposure at high temperature to oxygen and sulfur
mixtures. Surface and Coatings Technology, 1995, 76-77, p. 53-60
[7]-Otero E, Pardo A, Perez FJ, Perosanz FJ, Parra A, Maffiotte CA. Coating protection of
several steels after their exposure at high temperature to oxygen and sulfur mixtures. Surface
and Coatings Technology, 1996, 86-87, p. 61-69.
[8]-Qu DR, Zheng YG, Jing HM, Yao ZM, Ke W. High temperature naphthenic acid
corrosion and sulphidic corrosion of Q235 and 5Cr1/2Mo steels in synthetic refining media.
Corrosion Science, 2006, 48, p. 1960–1985
[9]-Zhou C, Zheng S, Chen C, Lu G. The effect of the partial pressure of H2S on the
permeation of hydrogen in low carbon pipeline steel. Corrosion Science, 2013, 67, p. 184–
192.
[10]-Zhou C, Chen X, Wang Z, Zheng S, Li X, Zhang L. Effects of environmental conditions
on hydrogen permeation of X52 pipeline steel exposed to high H2S-containing solutions.
Corrosion Science, 2014, 89, p. 30–37.
















![DYNAMIC ANALYSIS OF A GEODESIC DOME - …irf/Proceedings_IRF2016/data/papers/6254.pdf · [1]-API 650: Welded Steel Tanks for Oil Storage, American Petroleum Institute, 2007. [2]-Chopra](https://img.pdfslide.us/doc/110x75/5ba9561f09d3f24c398c77ed/dynamic-analysis-of-a-geodesic-dome-irfproceedingsirf2016datapapers6254pdf.jpg)











