Embed Size (px)
Citation preview

Design and Modelling of a PistonAccumulator for Rock Drill and its
Fatigue Strength
Nadeem Ul Haq
Division of Fluid and Mechatronic Systems
Degree Project
Department of Management and Engineering
LIU-IEI-TEK-A–10/00929—SE

Abstract
This Master Thesis has been performed at Atlas Copco Rock Drills AB, Orebroand at Linkoping University, Sweden from February 2010 through August 2010.The project deals with performance improvement of hydraulic rock drill machinemanufactured by Atlas Copco Rock Drills. Atlas Copco Rock Drills AB is a worldleading supplier of percussive rock drilling equipment for surface and undergroundapplications. HOPSAN, a software developed at Linkoping University, provides anintegrated simulation environment for simulation of fluid power systems. Duringthe work, a HOPSAN model of a piston accumulator has been developed and itsperformance with a rock drill has been studied. Furthermore, the fatigue strengthcalculations of a piston accumulator has been made on the basis of stress analysisperformed using the ANSYS software.
One of the rock drills of valveless type, developed at Atlas Copco Rocktec Divi-sion works at higher efficiency than the conventionally used rock drills. But theproblem with this type of drill is that the piston swings between two large andhighly pressurized oil volume which causes strength problems in the housing of therock drill. The aim of this work is to achieve the higher efficiency of the rock drillwithout having any strength problems. Therefore, some study and research is pro-posed to replace the large oil volume by one or two piston accumulators.
This thesis work involves modelling, simulation, design and fatigue strength calcula-tions of a piston accumulator and its implementation to the rock drill. Optimizationof the piston accumulator has also been conducted while working with the rock drillso that highest possible efficiency could be achieved. The performance of the rockdrill with piston accumulator has been analyzed and results are studied. In the end,a short fatigue life calculations are performed and results are discussed. Prior tofatigue life calculations, a transient dynamic stress analysis has been performed andstress amplitudes are identified which contributes to the accumulated damage topiston in accumulator.

Acknowledgment
I am greatly thankful to my supervisors Maria Petterson and Prof. Karl Erik Ry-dberg, for giving me the opportunity to do this work under their supervision, forgiving me profound understanding about formulation of problem, for being readyall the time to discuss problems. Their politeness, patience and way of guidanceis really appreciable. They boosted my confidence and showed me how research isperformed with a good planning.
I am also thankful to Anders Johansson and Kenneth Weddfelt, for giving me sup-port, and providing me help whenever I got stuck in HOPSAN or ANSYS relatedproblems during this work, for showing patience while answering my questions, fortaking their time out whenever I needed it.
Finally, I wish to express my sincere thanks to my family for their encouragementand endless support.
2

Contents
1 Rock Drilling 81.1 Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 81.2 A Typical Percussive Rock Drilling System . . . . . . . . . . . . . . . 9
1.2.1 Down The Hole Rock Drilling . . . . . . . . . . . . . . . . . . 91.2.2 COPROD Rock Drilling . . . . . . . . . . . . . . . . . . . . . 91.2.3 Top Hammer Percussive Rock Drilling . . . . . . . . . . . . . 101.2.4 Percussion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 121.2.5 Feed Mechanism . . . . . . . . . . . . . . . . . . . . . . . . . 121.2.6 Dampener System . . . . . . . . . . . . . . . . . . . . . . . . 131.2.7 Drill String . . . . . . . . . . . . . . . . . . . . . . . . . . . . 131.2.8 Drill Bit . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 131.2.9 Flushing . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 131.2.10 Rotation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
2 Problem Description 152.1 Valveless Rock drills . . . . . . . . . . . . . . . . . . . . . . . . . . . 15
2.1.1 Working Mechanism . . . . . . . . . . . . . . . . . . . . . . . 152.2 Problem Definition . . . . . . . . . . . . . . . . . . . . . . . . . . . . 172.3 Proposed Solution . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18
2.3.1 Two Gas Volumes . . . . . . . . . . . . . . . . . . . . . . . . . 182.3.2 Research Approach . . . . . . . . . . . . . . . . . . . . . . . . 19
3 Hydraulic Accumulator 203.1 Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 203.2 Types of Accumulator . . . . . . . . . . . . . . . . . . . . . . . . . . 20
3.2.1 Weight Loaded or Gravity Type Accumulator . . . . . . . . . 203.2.2 Spring Loaded Accumulator . . . . . . . . . . . . . . . . . . . 213.2.3 Gas Loaded Accumulator . . . . . . . . . . . . . . . . . . . . 223.2.4 Piston Type Accumulator . . . . . . . . . . . . . . . . . . . . 233.2.5 Diaphragm Type Accumulator . . . . . . . . . . . . . . . . . . 253.2.6 Bladder Type Accumulator . . . . . . . . . . . . . . . . . . . 253.2.7 Bellow Type Accumulator . . . . . . . . . . . . . . . . . . . . 263.2.8 Applications of Accumulator . . . . . . . . . . . . . . . . . . . 27
4 Modeling of Piston Accumulator 284.1 Mathematical Model of Gas . . . . . . . . . . . . . . . . . . . . . . . 284.2 About HOPSAN . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 30
4.2.1 Simulation Methodology in HOPSAN . . . . . . . . . . . . . . 304.2.2 Optimization Module in HOPSAN . . . . . . . . . . . . . . . 30
4.3 Simulation Model of Piston Accumulator . . . . . . . . . . . . . . . . 314.3.1 Orifice . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 32
1

4.3.2 Volume with Mechanical Ends . . . . . . . . . . . . . . . . . . 324.3.3 Steel . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 334.3.4 Mechanical Connection . . . . . . . . . . . . . . . . . . . . . . 334.3.5 Speed Selector . . . . . . . . . . . . . . . . . . . . . . . . . . . 334.3.6 Frictional Force . . . . . . . . . . . . . . . . . . . . . . . . . . 344.3.7 T-Orifice . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 354.3.8 Miscellaneous Components . . . . . . . . . . . . . . . . . . . . 364.3.9 Piston Accumulator Simulation Model . . . . . . . . . . . . . 37
4.4 Breaking Chamber in Simulation Model . . . . . . . . . . . . . . . . . 394.5 Effect of Breaking Chamber . . . . . . . . . . . . . . . . . . . . . . . 404.6 Description of Piston Accumulator/Simulation Model . . . . . . . . . 42
4.6.1 Advantages of the invention . . . . . . . . . . . . . . . . . . . 424.6.2 Optimization of Piston Accumulator over Rock Drill . . . . . 44
5 Performance of Rock Drill Without Piston Accumulator 475.1 Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 475.2 Calculation of large oil volume . . . . . . . . . . . . . . . . . . . . . . 485.3 A Large Oil Volume . . . . . . . . . . . . . . . . . . . . . . . . . . . 505.4 Simulation Results with Large Oil Volume . . . . . . . . . . . . . . . 515.5 Conclusion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 53
6 Performance of Rock Drill With One Piston Accumulators 546.1 Rock Drill Simulation Model With One Piston Accumulator . . . . . 546.2 Sizing of Piston Accumulator . . . . . . . . . . . . . . . . . . . . . . 546.3 Performance of Rock Drill with One Piston Accumulator . . . . . . . 56
6.3.1 Performance of Piston Accumulator . . . . . . . . . . . . . . . 576.4 Optimization with One Accumulator . . . . . . . . . . . . . . . . . . 586.5 Conclusion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 59
7 Performance of Rock Drill With Two Piston Accumulators 617.1 Theoretical Background . . . . . . . . . . . . . . . . . . . . . . . . . 617.2 Model of Rock Drill with Piston Accumulators . . . . . . . . . . . . 63
7.2.1 Sizing of Piston Accumulators . . . . . . . . . . . . . . . . . . 637.2.2 Performance of Low Pressure Accumulator . . . . . . . . . . . 647.2.3 Performance of High Pressure Accumulator . . . . . . . . . . . 657.2.4 Performance of Rock Drill . . . . . . . . . . . . . . . . . . . . 66
7.3 Optimization . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 687.3.1 Performance of Low Pressure Accumulator . . . . . . . . . . . 697.3.2 Performance of High Pressure Accumulator . . . . . . . . . . . 71
7.4 Performance of Rock Drill . . . . . . . . . . . . . . . . . . . . . . . . 72
8 Fatigue Analysis 778.1 An Introduction to Fatigue . . . . . . . . . . . . . . . . . . . . . . . . 77
8.1.1 Fatigue Life at Different Stress Levels . . . . . . . . . . . . . . 778.2 Stress Based fatigue Design . . . . . . . . . . . . . . . . . . . . . . . 77
8.2.1 General Procedure for Predicting the Fatigue Life . . . . . . . 798.2.2 Rain Flow Count Method . . . . . . . . . . . . . . . . . . . . 79
8.3 Stress Analysis Using Ansys . . . . . . . . . . . . . . . . . . . . . . . 818.3.1 Problem Description . . . . . . . . . . . . . . . . . . . . . . . 818.3.2 Dynamic Analysis in Ansys . . . . . . . . . . . . . . . . . . . 818.3.3 The Full Method . . . . . . . . . . . . . . . . . . . . . . . . . 82
2

8.3.4 Critical Cases in Piston Accumulators . . . . . . . . . . . . . 828.4 Solution Procedure . . . . . . . . . . . . . . . . . . . . . . . . . . . . 828.5 First Analysis . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 858.6 Second Analysis . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 96
8.6.1 Static Analysis with Pressure Loading . . . . . . . . . . . . . 968.6.2 Transient Analysis with Speed . . . . . . . . . . . . . . . . . . 968.6.3 Fatigue calculations for Critical Point . . . . . . . . . . . . . . 96
8.7 Conclusion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 100
9 Summary and Results 1029.1 Future Work . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 104
Appendix: A FORTRAN code for the Calculation of Frictionin Piston Cylinder Device II
Appendix: B *.ODAT and *.HCOM Files for Optimizationin HOPSAN III
Appendix: C ANSYS Command Line for Fatigue Analysis V
Appendix: D Wohler Curve IX
3

List of Figures
1.1.1 Atlas Copco Rocket Boomer WL4 C30 . . . . . . . . . . . . . . . . . 81.2.1 Percussive Rock Drilling Methods . . . . . . . . . . . . . . . . . . . . 101.2.2 Top Hammer Drill Basic Principle . . . . . . . . . . . . . . . . . . . . 111.2.3 Top Hammer Drill . . . . . . . . . . . . . . . . . . . . . . . . . . . . 111.2.4 The Percussive Rock Drilling Principle . . . . . . . . . . . . . . . . . 121.2.5 Feed Mechanism . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 121.2.6 Drill String . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 131.2.7 Bit and Buttons . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
2.1.1 Valveless Rock Drill . . . . . . . . . . . . . . . . . . . . . . . . . . . . 152.1.2 Valveless Rock Drill, Theoretical Blow Cycle . . . . . . . . . . . . . . 162.2.1 Energy Loss during Piston Motion . . . . . . . . . . . . . . . . . . . . 18
3.2.1 Weight Loaded Accumulator . . . . . . . . . . . . . . . . . . . . . . . 213.2.2 Spring Loaded Accumulator . . . . . . . . . . . . . . . . . . . . . . . 213.2.3 Non-Separator Type Accumulator . . . . . . . . . . . . . . . . . . . . 233.2.4 Piston Type Accumulator . . . . . . . . . . . . . . . . . . . . . . . . 243.2.5 Diaphragm Accumulator . . . . . . . . . . . . . . . . . . . . . . . . . 253.2.6 Bladder Accumulator . . . . . . . . . . . . . . . . . . . . . . . . . . . 263.2.7 Metal Bellow Accumulator . . . . . . . . . . . . . . . . . . . . . . . . 27
4.1.1 Accumulator volume and pressure during simulation . . . . . . . . . . 294.2.1 Optimization Procedure . . . . . . . . . . . . . . . . . . . . . . . . . 314.3.1 Orifice with Diameter . . . . . . . . . . . . . . . . . . . . . . . . . . . 324.3.2 Volume with Mechanical Ends . . . . . . . . . . . . . . . . . . . . . . 324.3.3 Mass Component (Steel) . . . . . . . . . . . . . . . . . . . . . . . . . 334.3.4 Mechanical Connection Between Nodes . . . . . . . . . . . . . . . . . 334.3.5 speed Selector . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 334.3.6 Friction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 344.3.7 Frictional Force . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 344.3.8 T-Orifice . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 364.3.9 Initial Simulation Model of Piston Accumulator . . . . . . . . . . . . 374.3.10Accumulator Simulation Model Test . . . . . . . . . . . . . . . . . . . 374.3.11Piston Accumulator Performance . . . . . . . . . . . . . . . . . . . . 384.3.12Piston Accumulator Performance . . . . . . . . . . . . . . . . . . . . 384.3.13Piston Accumulator Performance (mass effect) . . . . . . . . . . . . . 394.4.1 Modified Simulation Model of the Piston Accumulator . . . . . . . . 404.5.1 Test Model for Piston Accumulator with Breaking Chamber . . . . . 404.5.2 Piston Accumulator Performance with Breaking Chamber . . . . . . 414.6.1 A Sketch of the Piston Accumulator . . . . . . . . . . . . . . . . . . . 434.6.2 wvs0 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 444.6.3 wpo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 45
4

4.6.4 wve . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 45
5.1.1 Rock Drill Machine Simulation Model . . . . . . . . . . . . . . . . . . 485.2.1 Valveless Rock Drill Mechanism . . . . . . . . . . . . . . . . . . . . . 495.4.1 Rock Drill Performance with large Volume in Piston Chamber . . . . 515.4.2 Rock Drill Performance with large Volume (pressure in piston cham-
ber) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 525.4.3 Rock Drill Performance with large Volume in Piston Chamber(1.5 lit) 52
6.2.1 Rock Drill Simulation Model with One Accumulator . . . . . . . . . . 566.3.1 Rock Drill Performance with One Accumulator . . . . . . . . . . . . 576.3.2 Rock Drill Performance with One Accumulator(pressure in piston
chamber) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 586.3.3 Performance of One Accumulator with Rock Drill . . . . . . . . . . . 586.4.1 Rock Drill Performance with One Accumulator (Optimization) . . . . 596.4.2 Rock Drill Performance with One Accumulator (pr. piston chamber) 596.4.3 Performance of Accumulator with Rock Drill (Optimization) . . . . . 606.4.4 Rock Drill Performance with One Accumulator (drain line flow) . . . 60
7.1.1 Two Piston Accumulator Mechanism with Rock Drill . . . . . . . . . 617.1.2 Characteristic Curve of Valveless Rock Drill Mechanism . . . . . . . . 627.2.1 Rock Drill Simulation Model With Two Accumulators . . . . . . . . . 637.2.2 Performance of Low Pressure Accumulator (plot 1) . . . . . . . . . . 657.2.3 Performance of Low Pressure Accumulator (plot 2) . . . . . . . . . . 657.2.4 Performance of High Pressure Accumulator (plot 1) . . . . . . . . . . 657.2.5 Performance of High Pressure Accumulator (plot 2) . . . . . . . . . . 667.2.6 Performance of Rock Drill with Two Piston Accumulators . . . . . . 667.2.7 Performance of Rock Drill with Two Piston Accumulators (impact
force) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 677.2.8 Performance of Rock Drill and Two Accumulators . . . . . . . . . . . 677.2.9 Performance of Rock Drill with Two Accumulators (pressure piston
chamber) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 687.2.10Performance of Rock Drill with Two Accumulators (flow rates) . . . . 687.3.1 Performance of Low Pressure Accumulator (plot 1: Optimization) . . 697.3.2 Performance of Low Pressure Accumulator (plot 2: Optimization) . . 707.3.3 Performance of Low Pressure Accumulator (plot 1: breaking chamber) 707.3.4 Performance of Low Pressure Accumulator (plot 2: breaking chamber) 707.3.5 Performance of High Pressure Accumulator (plot 1: Optimization) . . 717.3.6 Performance of High Pressure Accumulator (plot 2: Optimization) . . 717.3.7 Performance of High Pressure Accumulator (plot 1: breaking chamber) 727.3.8 Performance of High Pressure Accumulator (plot 2: breaking chamber) 727.4.1 Performance of Rock Drill with Two Accumulators (Optimization) . . 737.4.2 Performance of Rock Drill with Two Accumulators (impact force) . . 737.4.3 Performance of Rock Drill and Two Accumulators (Optimization) . . 747.4.4 Performance of Rock Drill with Two Accumulators (pressure piston
chamber) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 747.4.5 Performance of Rock Drill with Two Accumulators (flow rates) . . . . 747.4.6 Schematic Drawing of High Pressure Accumulator . . . . . . . . . . . 767.4.7 Schematic Drawing of Low Pressure Accumulator . . . . . . . . . . . 76
5

8.1.1 Fatigue life as a function of applied stress represented by a so calledWohler curve . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 78
8.2.1 Stress at Time Varying Load . . . . . . . . . . . . . . . . . . . . . . . 808.4.1 Sketch of Piston . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 848.4.2 Ansys Model for Low Pressure Accumulator . . . . . . . . . . . . . . 858.5.1 Initial Loading and Boundary Conditions . . . . . . . . . . . . . . . . 868.5.2 Stress Distribution Due to Static Pressure . . . . . . . . . . . . . . . 868.5.3 Piston with Speed of 2 m/s . . . . . . . . . . . . . . . . . . . . . . . 878.5.4 Critical Point with Maximum Principal Stress . . . . . . . . . . . . . 888.5.5 Stress variation at Node 262 . . . . . . . . . . . . . . . . . . . . . . . 898.5.6 Stress Variation at Node 262 w.r.t New Coordinate System . . . . . . 898.5.7 Stress Cycles for Node 262 . . . . . . . . . . . . . . . . . . . . . . . . 908.5.8 Critical Point (node 1) with maximum Principal Stress . . . . . . . . 928.5.9 Stress Variation at Node 1 in the Piston . . . . . . . . . . . . . . . . 938.5.10Stress Variation at Node 1 w.r.t New Coordinate System . . . . . . . 948.5.11Stress Ranges Obtained Using Rain Flow Count Method . . . . . . . 948.6.1 Ansys Model . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 968.6.2 Stress Distribution . . . . . . . . . . . . . . . . . . . . . . . . . . . . 978.6.3 Variation of Stresses at Critical Node 2 . . . . . . . . . . . . . . . . 988.6.4 Variation of Stresses at Critical Node 2 w.r.t New Coordinate System 998.6.5 Stress Ranges Obtained by Rain Flow Count Method . . . . . . . . . 99
6

Nomenclature
7

Chapter 1
Rock Drilling
1.1 Introduction
Rock drilling is an essential part of several important industrial activities: mining,oil and water well drilling and civil engineering, the latter concept covering a largevariety of different contract work applications. Two main rock drilling methods areavailable:
• rotary drilling of large diameter holes from above ground in all kind of rocks
• percussive drilling of small to medium diameter holes in all kind of rocks, bothunder and from above ground [1].
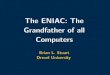
Figure 1.1.1: Atlas Copco Rocket Boomer WL4 C30[2]
Figure 1.1.1 shows a drill rig Rocket Boomer WL4C30. It is used for tunnel driftingunderground. The rocket boomer has four rock drills, which all can be operatedat the same time. Percussive method of rock drilling differs from the other in one
8

fundamental aspect: the drilling equipment is comparatively light and accordinglyeasily maneuverable. The percussive rock drilling system may be regarded as a forceamplifier, which transforms a constant low thrust force to a periodic force on thebit, alternating between almost zero for most of the time and the same high forceas for the rotary bit for only a few percent of the blow period[1].
1.2 A Typical Percussive Rock Drilling System
In the percussive machine itself a piston is given a reciprocating motion by a workingfluid pressure over the two pressure areas, one for each direction of piston motion.The distribution of the working fluid to these pressure areas is controlled by themotion of the piston itself, either directly or indirectly via a valve. Each cycle ofthe piston motion includes a blow of the piston against the shank of the drill steel.Thereby all or at least most of the piston blow energy is transmitted to the drillsteel as a compressive stress wave running along the drill steel towards the drill bit.The compressive stress wave corresponds to a dynamic force between the drill bitbuttons and/or wedges and the rock surface at the bottom of the hole. When thisforce is sufficiently high the rock surface is broken and rock debris is created aroundand below the drill bit buttons. The debris is flushed out of the hole by a flushingfluid delivered to the drill bit via an axial hole through the drill steel [1]. Aftereach blow of the piston the drill steel is rotated a certain angle in order to turnthe drill bit over the hole bottom so that the entire surface can be worked upon bythe buttons. Since this master thesis deals with percussive rock drill machine, it isquite relevant to highlight here different percussive rock drilling methods. Variousmethods of percussive rock drilling are used for different applications and conditions.The three most common are DTH (Down The Hole), COPROD and Top HammerDrilling.
1.2.1 Down The Hole Rock Drilling
In DTH drilling, there is no drill steel between the rock drill and the drill bit. Therock drill is mounted in a cylinder, which is pushed down the hole. The rotation ofthe drill bit is performed by a rotation unit located outside the hole. The rotation istransferred by pipes, to which the rock drill is connected. Most DTH hammers arepneumatic driven, and the air is led through the pipes that transfer the rotation.The air operating the percussion mechanism is led out through the drill bit, whereit flushes the cuttings out of the hole. The advantage with DTH drilling is thatthere are neither drill steels, nor threads transferring the shock wave produced bythe rock drill. DTH hammers are used for large holes from approximately 120 mm[3].
1.2.2 COPROD Rock Drilling
The COPROD technique separates the percussive and rotation mechanism, as inDTH drilling, but as in top hammer drilling the rock drill is mounted on a drillrig. The impact energy is transferred to the drill bit through a drill steel. Thesteel is fitted into a pipe, which transfers the rotation motion. When the hole depthincreases several pipes are joined together by threads. The drill steels are stackedon top of each other inside the pipes. The advantage with this is that the threadsdo not transfer the shock wave. This means that the loss of impact energy is small
9

compared to top hammer drilling. Since hydraulic top hammers are used, it ispossible to use a high output power. Another advantage of this system is that thepipes transferring the rotation are more rigid compared to the drill steels used intop hammer drilling. This gives less hole deviation [3].
1.2.3 Top Hammer Percussive Rock Drilling
In top hammer drilling the rock drill is mounted on a drill rig ( Figure 1.2.1),and a drill steel with drill bit is connected to the rock drill. The drill steel bothtransfers the impact energy and the rotation to the drill bit. As the depth of thehole increases, the drill steels are lengthened using thread joints connecting them toeach other. One weakness with the system is the threads. In each joint, effectiveimpact energy is lost due to distortion of the shock wave. The energy loss can berelatively large when drilling deep holes with multiple joints. The joints also haveto be correctly tightened, else the threads may be severely damaged due to frictionenergy that converts into heat. The heat generated may damage the hardening ofthe steel, or even weld the drill steels together. In top hammer drilling, holes witha maximum diameter of approximately 140 mm are drilled [3].
Figure 1.2.1: Percussive Rock Drilling Methods
In percussive top-hammer drilling, energy is transmitted from the rock drill via theshank adapter, drill steel and drill bit to the rock, where it is used for crushing. Theimpact strikes the shank adapter typically 60 times per second, i.e a frequency of 60Hz. The kinematic energy of one piston blow is designated as ”Impact Energy”. The
10

magnitude of the impact energy [J] depends on the piston, its mass [kg] and blow
velocity [m/s], according to E =miv
2i
2. The power [W] equals energy per time unit
[J/s], and is the product of energy and frequency, Pout = E × f . The use of powermagnitude can be confusing, since a combination of high energy and low frequencycan give equally large power as low energy and high frequency does. In order toachieve high impact power of the rock drill machine, it is desired to achieve highfrequency but the installed pressure and flow must be sufficient. In brief, one canstate that the energy requirement comes from the rock properties (hard, soft etc.)and the drilled hole dimension. An increased frequency (and power) will give highpenetration rate. This is what the fundamental theme of this thesis. In a simplerway the drill principle can be best described by figure 1.2.2.
Figure 1.2.2: Top Hammer Drill Basic Principle
A typical top hammer percussive drill is shown below(fig: 1.2.3):
Figure 1.2.3: Top Hammer Drill
Figure 1.2.4 shows the percussive rock drilling basic principle and the different partsof the drill which are involved in its operation.A piston with the mass ’mi’ impactsthe drill steel with the velocity ′vi’ and the frequency ’f’. The pressure area ’a’ isused to throw the piston against the shank adapter where it stops upon impact.There is also a pressure area ’b’ used to return the piston for the next impact. Therock drill has a motor to rotate the drill steel and a flushing connection. Now, basicparts of percussive rock drill machine are discussed in the following sections.
11

Figure 1.2.4: The Percussive Rock Drilling Principle
1.2.4 Percussion
By increasing the hydraulic pressure on the impact piston rear side, the piston ismoved towards the shank adapter. This striking piston gives the impact force tothe shank adapter. For optimal drilling, different velocities are needed specially fordifferent rocks. The change of stroke length and thereby change of striking velocity,is achieved by changing a special ”regular pin”.
1.2.5 Feed Mechanism
In percussive rock drilling it is important that the drill bit is in contact with therock[3]. If not, the energy in the shock wave is reflected back to the machine. Thisresults in low drilling rate, and high wear of both drill steel and machine. The energyfrom the shock wave causes heating and wears the joints between the drill steels.Contact between rock and drill bit is also necessary to give a tightening torque onthe joints between the drill steels. The rock drill is mounted on a sleigh, on which afeed force acts, pushing the rock drill against the rock. There are two different feedsystem designs. The first one is a chain driven feed. The second one works in thesame way, but instead of a chain, a hydraulic actuator is used to keep the contactwith the rock. A hydraulic actuator is preferred over the chain driven solution sinceit provides a smoother function [4].
Figure 1.2.5: Feed Mechanism[2]
12

1.2.6 Dampener System
One function of the dampener system is to take care of the reflected shock wavesresulting from drilling in the most efficient way. Another task is to ensure that drillis in contact with the rock with the right magnitude of force.Without dampeners the impact power of the drill is limited significantly, only thesmallest drills are currently working without a dampener. In other words, the hy-draulic damper of the rock drill establishes contact between drill bit and rock as fastas possible after the impact. It also absorbs the recoil energy from the drill steel.
1.2.7 Drill String
The drill steel is a pipe with thick walls that connect the rock drill to the drill bit.Water or air is led through the hole in the drill steel to flush the cuttings out of thehole and to cool the joints. A thicker drill steel gives straighter holes and betterflushing efficiency, due to higher flushing velocity between drill steel and wall. Thedrill string consists of three parts. The first part is mounted in the drill and is calledshank adapter. At the other end towards the rock, the drill bit is placed. Betweenthese two parts are mounted one or more rods. In order to drill deeper holes thanthe drill rod, several can be jointed, see figure 1.2.6[3].
Figure 1.2.6: Drill String[2]
1.2.8 Drill Bit
The drill bit, shown in figure 1.2.7, is mounted at the end of the drill steel [3].It has several hard carbide steel buttons, which crush the rock. The force neededfor crushing the rock is increased with the number of bit buttons, the bit buttondiameter and how worn the buttons are. With the right choice of drill bit, thecuttings are relatively coarse, whereas a drill bit with too many, and/or too wornbit buttons, produces very fine cuttings. There are mainly two types of bit buttons,ballistic, and spherical, shown in figure 1.2.7. Ballistic bit buttons generally give ahigher drilling rate, but they are more difficult to regrind [4].
1.2.9 Flushing
In order to flush out the drill cuttings, pressurized air, water or a mixture of airand water are used as flushing medium. Flushing medium is transferred into the
13

Figure 1.2.7: Bit and Buttons[2]
hole through the drill string and then back between the hole wall and the exterior ofthe drill string. Water flushing provides better cooling. In practice, comparing thetwo flushing options, air flushing is used mostly above ground, and water flushingin underground drilling.
1.2.10 Rotation
To attain an effective drilling rate the drill bit needs to be rotated between impacts[3]. The rotation is also needed to obtain correctly tightened joints. The rotation isgenerated by a hydraulic motor, which provides a constant speed. When the drill bitbuttons are struck into the rock, the rotation of the drill bit temporarily stops. Therotary motor continues to rotate the adapter, causing torsion of the drill steel. Whenthe shock wave from the piston ends, the grip between the rock and bit slackens,and the drill bit must catch the adapter. The force in this lash increases with themass of the drill steel, and it can cause the joints between the drill steels to loosen.By increasing the feed force the rotation torque from the drill bit increases, and as aresult the joints are tightened. A rule of thumb is that the bit buttons should moveone button diameter between impacts. With a higher rotation speed the drillingrate increases, but it also causes heavier wear on the drill bit buttons[3].
14

Chapter 2
Problem Description
2.1 Valveless Rock drills
In a valveless rock drill the piston is the only moving part. The term ”valveless” ishowever not quite adequate since the piston itself is used as a valve [1]. In this kindof drill, compressibility of the fluid plays an important role in the operation of thedrill machine. The basic aim to design rock drills without any valves is to increasetheir overall efficiency.
2.1.1 Working Mechanism
Consider the valveless rock drill schematically shown in given fig 2.1.1. The valveless
Figure 2.1.1: Valveless Rock Drill
rock drill mechanism consists of an impact piston, two chambers, piston chamber(rear side) area A1 and piston rod chamber(front side area A2), which are connectedperiodically with each other. Furthermore, piston rod chamber is permanently con-nected with the inlet constant pressure source p, whereas the piston chamber isconnected with the drainage line periodically. After a blow, the piston is first accel-erated by force F = p×A2 to the position X = a. Next it continues to compress thefluid in the piston chamber. It is assumed that the pressure in the piston chamberincreases linearly with the piston displacement X − a. When the piston reaches the
15

position X = a+ s, the working fluid pressure p is suddenly connected to the pistonchamber to the right, so that that the retarding pressure on the piston increasesfrom some value p′ to p. The piston then stops at the position X = S > s+ a. Thepressure in both the chamber becomes equal to the source pressure p. The pistonstops for an instant but as the area of the piston rear end A1 is larger than thepiston rod chamber area A2, therefore the force causes the piston to move forwardtowards the drill steel. At the position X = s+ a, the working fluid pressure to thepiston chamber is shut off from the piston rod chamber. The pressure in the pistonchamber starts decreasing linearly as the piston moves forward towards drill steel.At the position X = a, the pressure on the piston has dropped to p − p′, and issuddenly released to drain pressure which is assumed zero pressure level here. Theretarding pressure p, acting on the piston rod side, decelerates the piston before itfinally strikes the drill steel at X = 0. The theoretical force position diagram forthe piston is shown in given figure 2.1.2[1]. The area within the cycle represents the
Figure 2.1.2: Valveless Rock Drill, Theoretical Blow Cycle
blow energy W and equals the external work on the piston over a blow cycle.
W = (p− p′)A1s (2.1.1)
Therefore, the principle for percussive rock drilling is based on a impact pistonwith mass ’mi’ impacts the drill steel shank adapter with the velocity ’vi’ and thefrequency ’f ’. The impact power ’Pout’ is then given by:
Pout = E × f (2.1.2)
Pout =miv
2i f
2(2.1.3)
16

where,miv
2i
2= impact energy or impulse energy ’E’.
Since the rock drill is supplied with pressure ’pin’ and flow rate ’qin’, the input power’Pin’ is given by:
Pin = pinqin (2.1.4)
The overall efficiency of the machine can be calculated as follows.
η =avg(PulseEnergy × PulseFrequency)
avg(qin)× avg(pin)(2.1.5)
where,qin; inlet flow ratepin; inlet pressureThe size of a piston accumulator has been optimized such that the highest efficiencycould be obtained on the basis of some constraints. The optimization has beendone by using the optimization module of simulation software HOPSAN. A shortdescription of optimization technique is given in chapter 4.
2.2 Problem Definition
The valveless rock drill so far has the best efficiency at Atlas Copco. The impactpiston oscillates according to figure 2.1.2. The volume is large enough, that it causesstrength problems with the housing. The pressure at the piston chamber fluctuatesat a very large level. When the impact piston is at the front most position so thatit is striking the drill steel, the pressure in the piston chamber is as low as 16 bar.When impact piston reaches its rear most position away from the drill steel, thepressure is above 200 bar. This high pressure fluctuation results in fatigue strengthproblems in the housing due to high pressurized large volume of oil.The other issue which needs to be taken into account is to achieve high efficiencyof the rock drill. During the impact piston movement within rock drill, a certainvolume of oil with a pressure of around 40 bar is drained off. The performance of thisparticular drill machine can be improved if some mechanism is proposed which couldeliminate the strength problems along with no need of the relatively high pressure oilto be drained off. This could certainly lead to increased efficiency. The performanceof the valveless rock drill is described in the figure 2.2.1. The plot describes thewaste of power occurs due to pressurized oil at pressure of p′ is drained off. In thefigure 2.2.1, the energy loss is the area enclosed by points A, D and E. In practice,it can be as large as 30% of total useful energy.
Waste = q∆pf (2.2.1)
where,q = flow rate = X A f
f = blow frequencyR = drain line/outlet pressure∆p = p′ −R
17

Figure 2.2.1: Energy Loss during Piston Motion
A =effective area of piston in piston chamberX = impact piston part of stroke length for which oil volume is drained off Thefrequency of the rock drill is rather high and around 120 Hz.
2.3 Proposed Solution
Since in the studied valveless rock drill, pressurized large oil volume is drained offand high pressure difference also causes fatigue strength problems. One way to solvethe problem is to replace the large oil volume in the piston chamber with severaloil volumes. Many small oil volumes will probably eliminate the strength problemsin the housing which was previously exposed to highly pressurized large oil volumescausing fatigue failures. The volume is determined to give a certain efficiency at aspecific energy level.
2.3.1 Two Gas Volumes
At the instant when the outlet drain port is opened, the pressure in the pistonchamber is much higher than the pressure in the outlet channel. It results in largepart of energy loss. The efficiency of such mechanism is not often more than 70%.The problem can be solved by using two gas accumulators whose working volumesshould be equal to the volume of work in piston chamber to minimize the losses. Oneaccumulator works at high pressure level close to supply pressure, whereas the otheraccumulator works at low pressure level close to pressure in outlet channel. The
18

main purpose of using two gas accumulators is to perform different tasks duringoperation. The energy of low pressure accumulator is used to press out the oilcoming from piston rod chamber to piston chamber. The energy of the high pressureaccumulator is used to continue the reciprocating motion of the impact piston. Thedetails of the two accumulator system is given in chapter 7. In next chapters,different kind of gas accumulators and their basic properties have been discussed.
2.3.2 Research Approach
• Studying different kind of gas accumulators and their basic properties
• Checking the compatibility of different gas accumulators with the rock drillmachine
• Mathematical formulation of Piston Accumulator and development of a simu-lation model in HOPSAN
• Analyzing the performance of rock drill with one or two piston accumulators,and without piston accumulator
• fatigue strength calculations of piston accumulator at high pressure and fre-quency using Ansys
19

Chapter 3
Hydraulic Accumulator
3.1 Introduction
An accumulator is a device that stores potential energy by means of either gravity,mechanical springs, or compressed gases. The stored potential energy in the accu-mulator is a quick secondary source of fluid power capable of doing useful work asrequired by the system[5].
3.2 Types of Accumulator
There are three basic types of accumulators used in hydraulic systems. They areidentified as follows:
1. Weight loaded, or gravity type
2. Bellow type
3. Spring loaded type
4. Gas loaded type
3.2.1 Weight Loaded or Gravity Type Accumulator
The weight loaded accumulator is historically the oldest. This type consists ofa vertical, heavy wall steel cylinder, which incorporates a piston with packings toprevent leakage. A dead weight is attached to the top of the piston see fig 3.2.1. Theforce of gravity of the dead weight provides the potential energy in the accumulator.This type of accumulator creates a constant fluid pressure throughout the full volumeoutput of the unit regardless of the rate and quantity of output.[5]. Advantages :
• large capacity
• uniform output pressure
Disadvantages :
• huge, bulky and heavy weight
• installation and servicing is not easy
• not suitable for mobile applications
20

Figure 3.2.1: Weight Loaded Accumulator[5]
3.2.2 Spring Loaded Accumulator
A spring loaded accumulator is similar to the wight loaded type accumulator exceptthat the piston is preloaded with a spring. The compressed spring is the source ofenergy that acts against the piston, forcing the fluid into the hydraulic system todrive an actuator.
Figure 3.2.2: Spring Loaded Accumulator[5]
21

Advantages :
• generally small and light weight
• suitable for mobile application
Disadvantages :
• over small working volume
• low pressure range
• can not be used for high cycle rates as spring will fatigue
3.2.3 Gas Loaded Accumulator
Gas loaded accumulators (frequently called hydro pneumatic accumulators) havebeen found to be more practical than the weight and spring type accumulators.[5] Byusing gas-charged accumulators as energy storage devices in hydraulic systems whichoperate in a cyclic manner the energy consumption can be considerably reduced[6]. Ifwe also note the simple design of an accumulator, its relatively compact form and thefact that it can be quickly modified to become suitable for a different system pressureby charging the amount of gas in it, it becomes quite clear that an accumulatoris to be preferred for most modern hydraulic systems. Accumulator in hydraulicsystems normally operate with dry nitrogen as compressed gas. The performanceof the accumulator depends on the thermodynamic processes taking place in thegas. During system operation hydraulic fluid enters and leaves the accumulatorand the resultant expansion and compression of the gas will be accompanied bychanges in pressure. For a proper system design and/or determination of operationcharacteristics it is therefore essential to use some method calculating these pressurefluctuations. Before going into more operational details of gas charged accumulator,here we discuss first different kind of accumulators and their basic properties. Gasloaded accumulators fall into two main categories:
1. Non-separator type accumulator
2. Separator type accumulator
Non-Separator Type Accumulator
The non separator type of accumulator consists of a fully enclosed shell containingan oil port on the bottom and a gas charging valve on the top. The gas is confinedin the top and the oil at the bottom of the shell. There is no physical separatorbetween the oil and the gas, and thus gas pushes directly on the oil.
Advantages :
• ability to handle large oil volumes
Disadvantages :
• absorption of gas in the oil
• must be installed vertically to keep the gas confined at the top of the shell
• entrapped gas in the oil could cause cavitation if used with high speed pumps[7]
22

Figure 3.2.3: Non-Separator Type Accumulator[7]
Separator Type Accumulator
The commonly accepted design of gas loaded accumulator is the separator type.In this type there is a physical barrier between the gas and the oil. This barriereffectively uses the compressibility of the gas [7]. The four major classifications ofthe separator accumulator are
• Piston type
• Diaphragm type
• Bladder type
• metal bellow type
3.2.4 Piston Type Accumulator
The piston type of accumulator consists of a cylinder containing a freely floatingpiston with proper seals. the piston serves as a barrier between gas and oil. Normallynitrogen gas is used as compressible medium.
Advantages :
• ability to handle high or low temperature systems
• long life even at high cycle rate
• high ratios possible between precharge pressure and maximum working pres-sure
• ability to provide high flow rates
• better damping due to hydraulic leakage (viscous damping) and friction
Disadvantages :
23

Figure 3.2.4: Piston Type Accumulator[7]
• expensive to manufacture
• piston and seal friction may also be a problem
• appreciable leakage tend to occur over a long period
24

3.2.5 Diaphragm Type Accumulator
The diaphragm-type accumulator consists of a diaphragm, secured in the shell, whichserves as an elastic barrier between the oil and gas. The hydraulic pump deliversoil into the accumulator and deforms the diaphragm. As the pressure increases, thevolume of the gas decreases, thus storing energy. Advantages :
Figure 3.2.5: Diaphragm Accumulator[5]
• small weight to volume ratio, suitable for airborne applications
• suitable for high speed applications
• not susceptible to contamination and consistent behavior under similar condi-tions
Disadvantages :
• possibility of diaphragm failure, especially at high cycle rates
• large size is needed for high flow rates
• temperature differences on the gas will have some affect on performance
3.2.6 Bladder Type Accumulator
A bladder-type accumulator contains and elastic barrier (bladder) between the oiland gas. The bladder is fitted in the accumulator by means of vulcanized gas-valveelement and can be installed or removed through the shell opening at the poppetvalve. The poppet valve closes the inlet when the accumulator bladder is fullyexpanded [5].
25

Figure 3.2.6: Bladder Accumulator[7]
Advantages :
• positive sealing between gas and oil
• light weight bladder provides quick response
• not susceptible to contamination and consistent behavior under similar condi-tions
Disadvantages :
• possibility of bladder failure, especially at high cycle rates
• large size is needed for high flow rates
• temperature differences on the gas will have some affect on performance
3.2.7 Bellow Type Accumulator
The metal bellows accumulators function similarly to the compressed gas type, ex-cept the elastic diaphragm or floating piston is replaced by a hermetically sealedwelded metal bellows. Fluid may be internal or external to the bellows.
Advantages :
• generally work at high pressure, allows more energy storage capacity
• low spring rate allows gas to do all work within little change in pressure
• maximum storage volume for given container size
26

Figure 3.2.7: Metal Bellow Accumulator[7]
Disadvantages :
• can not work over high cycle rates due to fatigue
• slow in response to pressure changes
3.2.8 Applications of Accumulator
There are four basic applications where accumulators are used in hydraulic system.
• an auxiliary power source
• a leakage compensator
• an emergency power source
• a hydraulic shock absorber
The given equipment i.e. Rock drill Application which has been described pre-viously in chapter 2, needs an accumulator which can operate on high frequency orcycle rate and also possess high life without fatigue failure, so piston accumulatormight be a good choice, based on its performance with the rock drill. The per-formance of the rock drill can be best analyzed by utilizing a simulation model ofthe rock drill in any hydraulic simulation application software. Since the simulationmodel of the rock drill has already been developed at Atlas Copco using HOPSAN,rest is to design and model a piston accumulator and then analyze the performanceof the rock drill with one or more piston accumulator. In the next chapters, the gasaccumulator mathematical model, some description of HOPSAN and modeling ofpiston accumulator for simulation in HOPSAN etc are presented.
27

Chapter 4
Modeling of Piston Accumulator
4.1 Mathematical Model of Gas
A common way to calculate gas pressure in an accumulator is to use the ”ideal gaslaw”. Either consider the process as adiabatic or isotherm. The expression used is,p.V n = constant,where the isotopic exponent ′n′ is Cp/Cv.For nitrogen n is 1.4 in an adiabatic process where gas has no heat exchange with sur-rounding. In isothermal process, when initial pressure and temperature is 1bar and20oC respectively, n is 1.0 [8]. In the adiabatic process, there is a quick compressionof gas and immediately an expansion back to start volume take place as Vo→V1→Vo.The accumulator consists of a precharged gas chamber and a fluid chamber connectedto a hydraulic system. The chambers are separated by a bladder, piston, or any kindof elastic diaphragm. If the fluid pressure at the accumulator inlet becomes higherthan the precharge pressure, fluid enters the accumulator chamber and compressesthe gas, thus storing hydraulic energy. A drop in the fluid pressure at the inlet forcesthe stored fluid back into the system. For two states of gas (po, V0)and(p1, V1), andfor an adiabatic process (fig 4.1.1), Boyle’s law gives:
p1Vn1 = poV
no
V1 = Vo(pop1
)1/n
∆V = Vo − V1; change in volume of gas
∆V = V1[1− (pop1
)1/n]
Normally, pressure in the gas chamber is equal to that of the fluid chamber. Butif pressure at the accumulator inlet (p) drops below the accumulator’s prechargevalue (ppr), the gas chamber gets isolated from the system by the inlet valve. Inthis case, pressure in the gas chamber remains constant and equal to the prechargevalue, while pressure at the inlet depends on pressure in the system to which theaccumulator is connected. If pressure at the inlet builds up to the precharge valueor higher, the chambers start interacting again. Therefore accumulator is describedwith the following equations:
q =dVf
dt
28

Figure 4.1.1: Accumulator volume and pressure during simulation
Vf =
{0 if pin < po
V1[1− (pop1
)1/n] if pin > po(4.1.1)
where,Vf Fluid volumeVo Accumulator capacityp1 or pin Inlet gauge pressurepo Precharge pressuren Specific heat ratioq Volumetric flow ratet Time
Since the total volume of the accumulator is composed of varying oil and gas volumesduring operation, i.e. Vo or Vtot = Vgas + Voil, therefore, the effective bulk modulusof oil and gas mixture depends upon gas pressure, its polytropic constant and bulkmodulus of oil. Bulk modulus of oil is its measure of incompressibility given by
βoil =−∆p
∆V/Vβgas = npgas (4.1.2)
and the effecive bulk modulus of mixture of oil and gas can be written as:
Vtotβeqv
=Vgasβgas
+Voilβoil
(4.1.3)
The model of the piston accumulator is based on following assumptions:
• The gas compression is determined on the basis of the thermodynamics of idealgases
• The process is assumed to be polytropic
• The accumulator cylinder is composed of two volumes, gas and oil chambers
29

• There exists an inertia due to piston mass between the gas chamber and oilchamber
• There exists friction between piston and cylinder
• Fluid and gas compressibility is taken into account
4.2 About HOPSAN
The program is developed at the division of Fluid and Mechanical Engineering Sys-tems at Linkoping University.Hopsan is a tool used for modelling and simulation of technical systems, mainlyhydromechanical ones. It is possible to create component models in Fortran directlyand use in Hopsan. This can however be difficult and the authors are thereforedeveloping tools that make this process easier. There are well developed componentlibraries available in HOPSAN, which can be used to create different simulation Mod-els. HOPSAN uses a graphical interface, called GDynmoc, where different hydraulicand mechanical components are connected to a complete model. Atlas Copco usesthe simulation program HOPSAN (Hydraulisk Och Pneumatisk System ANalys) tosimulate hydraulic systems.
4.2.1 Simulation Methodology in HOPSAN
Most of the elements found in HOPSAN are hydraulic components. These com-ponents can be divided into two groups: Q-type and C-Type, flow and volumecomponents. C-component must always be connected to the Q-component and viceversa. Examples of Q-components are valves, pumps and motors. Examples of C-components are lines and volumes. HOPSAN uses fixed time step. Calculations ofthe C components are said to be hydraulic capacitance and impedance as a functionof pressure and flow. Calculation of Q-components are flow and pressure as a func-tion of hydraulic capacitance and impedance.For a more detailed explanation of simulation technology in HOPSAN and TLM,see [9] and [10]. Q-and C-components do not always need to be hydraulic. Theymay be mechanical or electrical. Calculation methodology in HOPSAN does notseparate the physical devices.
4.2.2 Optimization Module in HOPSAN
The optimization built-in in HOPSAN is based on the Complex method. The basicidea is to use an already developed simulation model and apply the optimizationalgorithm on that. Typical things to optimize are pump and valve sizes and controlparameters. To optimize it is necessary to write a file describing the object func-tion and the parameters to optimize along with some settings for the optimizationalgorithm. The format of this file is described below. The command for startingthe optimization is then OPTIM, OPTFIL or just optim which causes HOPSAN toprompt for a optimization file name [10].
30

Figure 4.2.1: Optimization Procedure
4.3 Simulation Model of Piston Accumulator
Before creating a simulation model of piston accumulator, it will be better to con-ceive main elements needed. As in a piston accumulator, a mass moves up and downin between two volumes, composed of gas and oil. The volumes should be variablesbased on movement of piston. As the oil moves into the accumulator from the drillmachine, an orifice action is needed to be taken into account at the inlet. There, ofcourse, should be an element representing mass of piston held in between oil and gasvolumes. To restrict the motion of the piston, two rigid end stops are also needed.The piston is supposed to move to and fro in between these stoppages which rep-resents the end positions of the piston mass. Some mechanical connections are alsoneeded to connect piston with oil and gas volumes as well as with mechanical stops.
Components used in Simulation Model of Piston Accumulator
The following main components have been used for a complete simulation model ofpiston accumulator after step by step analysis.
31

4.3.1 Orifice
It simulates an orifice with an opening. As the oil flows into the piston accumula-tor from the system, it has to face an opening area with some specified diameter.Therefore, an orifice is used in the simulation model where calculations are basedon the orifice equation. Its a Q-type component and it calculates flow and pressureat the two hydraulic nodes and takes orifice diameter, ρ and Cq as input.
q = CqA
√2
ρ∆p (4.3.1)
Figure 4.3.1: Orifice with Diameter
where,
q = flow through the orifice
Cq = flow coefficient (0.67)
A = π dia2/4= area of orifice
∆p= pressure drop
ρ = oil density (870 Kg/m3)
4.3.2 Volume with Mechanical Ends
The oil and gas volumes are needed to be included in simulation model of theaccumulator. Following components in the given figure represents a volume withtwo mechanical endspistons. In the simulation model of piston accumulator, its oneend is needed to be fixed at speed ’zero’ whereas the other is connected with thepiston mass, so that it moves with the piston and hence bring change in the volume.The component is designed to calculate pressure in the volume when the volume ischanged based on piston position. its a C-type hydraulic components thus it givesimpedence and capacitance as output, whereas piston areas at its ends, effectivebulk modulus of oil or gas βe and initial volume are taken as input variables.
q =dV
dt+V
βe
dp
dtp =
F
A(4.3.2)
Figure 4.3.2: Volume with MechanicalEnds
where,
q ; flow into the volume
p ; pressure in the volume
A ; area of ends
F ; force on the ends of volume
t; time
βe; effecive bulk modulus ; for oil, it is 1.6e+09 Pa and for gas it depends on itspressure and its polytropic exponent i.e. (βe,gas = np)
32

4.3.3 Steel
The component simulates a mechanical steel with distributed parameters. In thesimulation model of piston accumulator, it represents the piston. It is also usedas mechanical stops at two end of the piston motion. It is a C-type mechanicalcomponent thus it gives impedance and capacitance as output. It takes diameter,length , young modulus and density as input variables and can be connected withmechanical components with its two mechanical nodes.
Figure 4.3.3: Mass Component (Steel)
4.3.4 Mechanical Connection
The component gives mechanical connection or separation between different me-chanical nodes. It is used between piston mass and mechanical stops as well asit also creates a mechanical connection between piston mass and oil/gas volumes.Furthermore, it also establishes a gap between two mechanical stops, i.e. the strokelength of piston accumulator can be set using this component. It is a Q-type me-chanical component, and it gives forces, speed and position at different mechanicalnodes in the simulation model.
Figure 4.3.4: Mechanical Connection Between Nodes
4.3.5 Speed Selector
This block is used to set a particular speed at any node in simulation model. Thespeeds at one end of volumes and mechanical stop has been set to zero using thiscomponent. It takes a value of speed at a node as an input parameter. It is aQ-type mechanical component and is connected with volume and steel which areC-type components.
Figure 4.3.5: speed Selector
33

4.3.6 Frictional Force
Piston cylinder friction block simulates friction in the sliding contact between movingbodies in the piston accumulator[11]. This frictional element has been developed togive a frictional force depending upon preload force, coulomb friction, breakawayfriction and viscous friction. The code for frictional load is available in Appendix A.
Figure 4.3.6: Friction
The speed of the piston and twice of thepressure across the piston is taken as in-put parameters to find out the frictionalforce during piston motion. So, frictionforce is simulated as a function of rela-tive velocity and pressure, and is assumed to be the sum of Stir-beck, Coulomb, andViscous components.
Figure 4.3.7: Frictional Force
The Coulomb friction force consists of the preload force, caused by the seal squeeze
during assembly, and the force proportional to pressure. The friction force is ap-proximated with the following equations:
• if |V | >= Vth
F = (Fc + (Fbrk − Fc).exp(−cv|V |))sign(V ) + fV (4.3.3)
• if |V | <= Vth
F = V(fVth + (Fc + (Fbrk − Fc).exp(−cvVth)))
Vth(4.3.4)
34

where,
V ; speed of the piston sensed and given as an input to the friction block
Vth;= velocity thresholdVth represents discontinuities at V = 0 which creates considerable computation prob-lems. The discontinuity is eliminated by intoducing a very small, but finite regionin the zero velocity vicinity, within which friction force is assumed to be linearlyproportional to velocity with the proportionality coefficient Fbrk/Vth. It has beenproven experimentally that the velocity threshold is in the range between 10−4 and10−6 m/s [11].
Fc ; Coloumb Friction
F = Fpr + fcfr(Pa + Pb) (4.3.5)
where,
Fpr; preload force, caused by seal squeez during assembly, 10 N
fcfr; coulomb friction coefficient, defines the proportionalty between the Coulombfriction force and the pressure in chambers, value 1e-6 N/Pa
Pa and Pb; Pressures in oil and gas side, assumed equal at an instant, sensed fromgas volume and given the twice as an input to the friction component
Fbrk; breakaway friction, sum of coulomb and static frictions
Fbrk = KbrkFc (4.3.6)
where,
Kbrk; breakaway friction increase coefficient, value is a little more than 1
f; viscous friction coefficient, proportionality coefficient between the friction forceand the relative velocity, value 100 Ns/m
cv; The parameter sets the value of coefficient cv, which is used for the approx-imation of the transition between the breakaway and the Coulomb frictions. Itsvalue is assigned based on the following considerations: the Stribeck friction compo-nent reaches approximately 5% of its steady-state value at velocity 3/cv, and 2% atvelocity 4/cv, which makes it possible to develop an approximate relationship cv =4/Vmin, where Vmin is the relative velocity at which friction force has its minimumvalue. By default, cv is set to 10 s/m, which corresponds to a minimum friction atvelocity of about 0.4 m/s [11].
4.3.7 T-Orifice
It offers flow and pressure calculation of orifice or leakage through a clearance. Sincethe breaking of the piston in oil chamber is incorporated when the piston reachesthe lower end, T-orifice is utilized for this purpose. The breaking mechanism is
35

described in later chapters. It is a Q-type hydraulic element works as a leakageorifice. It gives the output flow and pressure when it is simulated over a specifiedleakage length and radial clearance.
Figure 4.3.8: T-Orifice
4.3.8 Miscellaneous Components
• Pressure Sensor
• Velocity Sensors
• Area of piston, stroke, break area calculation
• constant flow gas source to maintain constant pre-charge pressure in accumu-lator
36

4.3.9 Piston Accumulator Simulation Model
Using the components described above, simulation model is developed and its re-sponse and characteristics are studied. Initial simulation model is given in fig 4.3.9:The components involved in the piston accumulator are combined into one compo-
Figure 4.3.9: Initial Simulation Model of Piston Accumulator
nent and the component is named as Piston Accumulator. It is stored in HOPSANcomponent library. The performance of the accumulator is checked using a sinuswave flow and an orifice as a load as shown below: In the next figures, the perfor-
Figure 4.3.10: Accumulator Simulation Model Test
mance of the accumulator is given showing the movement of piston with supply andthen discharge flow to the load. Following parameters are used:
Pre-charge pressure = 15 barWorking volume = 10 cm3
37

Total volume of accumulator = 55 x 10−6 m3
Piston diameter = 70 x 10−3mAccumulator inlet port diameter = 25 x 10−3mPiston stroke length (distance between end positions) = 2.6 x 10−3mAmplitude of sinus flow = 0.8m3/secFrequency of sinus flow = 166 HzFrom plot given in figure 4.3.11, it is quite clear that as the flow increases from
Figure 4.3.11: Piston Accumulator Performance
the flow source with time, the piston starts to move up and reach to its upper endheld at 2.5 mm. Due to restriction, it stops there. As the supply pressure decreases,the accumulator discharge the hydraulic oil to the load. The speed of the pistonis around 5 m/sec when it reaches to its lower end position.The speed at the endpositions especially when the piston reaches to its end position in oil volume couldbe decreased by using a breaking chamber. The details of breaking chamber aregiven in later sections. In the plot given below, rise in gas pressure and flow to andfrom the accumulator is shown. The plot 4.3.12 shows that gas pressure increases
Figure 4.3.12: Piston Accumulator Performance
38

from 15 bar (pre-charge pressure) to 21 bar. During this pressure change, an oilvolume of 10 x 10−6 m3 flows into the accumulator and it is discharged later on.This oil volume is the set working volume of the accumulator.From the above plots it has been quite clear that the model developed is workingas a piston accumulator. The mass of the piston is another factor which has beentaken in account in the simulation model. Since the flow rate in the test simulationdescribed above is very high about 800 lit/min of sin flow amplitude, therefore, a bigincrease in piston mass will show the change in piston movement at same flow wave.In the given plot, behavior of piston movement is shown when its mass is increasedby 5 times the previous one. As it is quite evident from the plot 4.3.13 that position
Figure 4.3.13: Piston Accumulator Performance (mass effect)
of heavier piston is lagging behind the lighter piston. It is due to the inertia of theheavier piston which delays its movement initially and it takes a little more time toreach the upper end. From above discussion, we reach to the initial conclusion thatthe developed piston simulation model is working according to the characteristics ofa real piston accumulator. In order to damp the piston movement, when it reachesthe end position especially the end position in oil chamber, a breaking mechanismis implemented. The details are given in the following section.
4.4 Breaking Chamber in Simulation Model
In the oil chamber of the piston accumulator, a breaking chamber is implemented toslow down the piston movement when piston reaches close to the lower end position.The aim is to damp the speed of the piston so that it strikes the end stoppage withrelatively lower speed. This will increase the fatigue life of the piston accumulator ashigh speed impact might fail the piston accumulator well before its desired fatiguelife.To achieve the breaking, a breaking oil volume is connected with the main oil volumeusing an orifice. This orifice gives a leakage volume of oil through a clearance setbetween piston and breaking oil volume. As the piston moves down during discharge,the leakage length increases and hydraulic oil is leaked from the breaking chamberto main oil chamber through the radial clearance. It resists the movement of the
39

piston especially when it is close to the end position. Therefore, the speed of thepiston is reduced at the end and it strikes the end with relatively low speed. Thecomplete simulation model of piston accumulator is shown below:
Figure 4.4.1: Modified Simulation Model of the Piston Accumulator
4.5 Effect of Breaking Chamber
Due to the inclusion of breaking chamber in the oil side of the piston, the motion ofthe piston is slowed down and speed is decreased especially when it is closed to theend position. It is quite evident with the following plot 4.5.2. As can be seen from
Figure 4.5.1: Test Model for Piston Accumulator with Breaking Chamber
40

Figure 4.5.2: Piston Accumulator Performance with Breaking Chamber
the plot 4.5.2 that speed of the piston is reduced when it reaches the lower end/stopin oil region. The speed which was increasing steadily reduces to less than 1 m/secat impact.
41

4.6 Description of Piston Accumulator/Simulation
Model
A piston accumulator consists of a piston bore where a piston 4 can move forwardand backward( 4.6.1). On one side of the piston there is gas 12 with a pre chargepressure charged through gas recharge port 1 and a dead volume. On the other sidethe accumulator is connected to the rock drill and the hydraulic oil 11 and thereexist an outlet oil port 8. Sealing 5 on the piston 4 or in the piston bore sealsbetween the hydraulic oil 11 and gas 12. A piston accumulator is better than amembrane accumulator when it strikes the end positions 2 and 7, due to its rigidityand strength and secondly a breaking chamber 6 at the end positions has also beenimplemented. As the piston moves to end position 2 and 7, motion of the pistonis resisted, due to the trapped oil in the breaking chamber 6. The trapped oil inthe breaking chamber is leaked out through the clearance 13 by an orifice action.The same mechanism of breaking of piston is probable in the gaseous chamber 12.The sealing 5 and wear seals 9 are held by the cylinder 3 and slided by the piston4 in order to make piston light and to get its fast response. The seals provide highsealing effect. But as the piston accumulator has to work for high cycles of time athigh frequency, therefore, to avoid any significant mixing of oil and gas, the drainageline 10 has been incorporated to drain off the hydraulic oil to the tank 14 which hasbeen leaked through the seals and exists in between sliding surfaces.
4.6.1 Advantages of the invention
• The piston accumulator withstands a process where the oil pressure varieslargely between return and supply pressures much better than a membraneaccumulator. This is an assumption for using piston accumulators in a valveless rock drill.
• The use of one or more piston accumulators replaces the large oil volume thatis otherwise needed in a valve less rock drill. It results in a relatively compactdesign of valve less rock drill.
• Leakage of the oil over sealing, for a long time periods of operation, is simplydrained out to the tank through the drain line 10. Therefore, longer operationof the accumulator is assumed to be achieved without mixing of oil and gas.
• The breaking chamber in the oil region provides significant reduction in thespeed before it strikes the stoppages. There is also the probability of gettingreduced speed in gaseous region. It results in working of the accumulator’spiston and housing over longer period of time. The proposed concept of thepiston accumulator is shown below:
As the simulation model of the piston accumulator has been developed, it is nowpossible to use the piston accumulator with the simulation model of rock drill. Inthe following chapters, we deal with three different cases. The performance of therock drill is analyzed with different options such as:
• Simulation and performance analysis of rock drill without piston accumulator
• Simulation and performance analysis of rock drill with one piston accumulator
• Simulation and performance analysis of rock drill with two piston accumulators
42

14
1:1A-A
A
10
1
3
4
5
6
78
9
11
12
9
5
2
2:1A
6
13
Figure 4.6.1: A Sketch of the Piston Accumulator
Before proceeding to the next chapter it is appropriate to describe the optimiza-tion of piston accumulator based on rock drill constraints so that the high over all
43

efficiency is achieved.
4.6.2 Optimization of Piston Accumulator over Rock Drill
The procedure for optimization is adapted with reference to the HOPSAN user guide(see ref [10]).The objective function is described as follows:
obj.func. = Pout × wvs0× wvf × wvediff × wpo× wve0.1
Description of Parameters
Pout = output power (see eq 2.1.2)
wvs0 = −maxof(−1,−maxof(0, 2(v2 − vv2 − v1
))
where,v = avg(va)va ; impact piston speedv1, v2; upper and lower limit for optimization of impact piston speed(fig: 4.6.2)wvs0 describes the constraints for impact piston speed.
Figure 4.6.2: wvs0
wvf = −maxof(−1,−maxof(0, 2(f2 − fdifff2 − f1
)
where,fdiff = max(pulse frequency)-min(pulse frequency)f1, f2; upper and lower limit for optimization of impact piston pulse frequency
wvediff = −maxof(−1,−maxof(0, 2(e2 − ediffe2 − e1
)
where,ediff = max(pulse energy)-min(pulse energy); to control pulse energy differencee1, e2; upper and lower limit for optimization of impact piston pulse energy
44

wp0 = −maxof(−maxof(0, 2(Pin − P1
P2 − P1
)),−maxof(0, 2(P2 − Pin
P2 − P1
))) where,
Pin = inputpower = maxof(1× 10−8, avg(qin)× avg(pin)P1, P2; upper and lower limit for optimization of input power (fig: 4.6.3)
Figure 4.6.3: wpo
wve = −maxof(−maxof(0, 2(e− e1e2 − e1
)),−maxof(0, 2(e2 − ee2 − e1
))) where,
e; output pulse energye1, e2; upper and lower limit for optimization of impact piston pulse energy (fig: 4.6.4)
Figure 4.6.4: wve
The objective function results in maximum output power within the feasible regionset by above specified functions. It then gives the highest possible over all effi-ciency of the rock drill as efficiency = Output Power/ Input power. The differentparameters of the piston accumulator are given a range and some are set constant toperform optimization. These parameters include the initial value of the prechargepressure, total volume of the accumulator, diameter of the piston, mass of the pistonand working volume etc. Upper and lower limit of the parameters is set or if neededa parameter is taken constant and other are allowed to change within a specified
45

range. Then optimization solution converges to the values of the parameters of pis-ton accumulator which gives highest output power hence overall efficiency of therock drill. The files for optimization of rock drill with piston accumulators are givenin the Appendix B. In the later chapters optimizations of rock drill machine withone or with two piston accumulators are performed and results are compiled.
46

Chapter 5
Performance of Rock DrillWithout Piston Accumulator
5.1 Introduction
The simulation model of the rock drill which is given in the figure 5.1.1 is used tofind the performance of rock drill if it is run without any accumulators attached tothe oil volume behind the impact piston. In this case, initially, a large oil volume of3lit is considered existing at the rear end of impact piston of percussive rock drillmachine. Since this large oil has to be highly pressurized during operation, it causesstrength problems in housing. Therefore, this volume is replaced by a relativelysmaller volume of 0.3 liters and the performance of the rock drill is again analyzed.The measurement of performance is based on efficiency of the drill machine and theposition profile of the impact piston. The over all efficiency of the drill machineis dependent on the frequency and energy of impact. The impact piston oscillatesbetween two oil volumes, with some constant stroke length. The given figure showsthe simulation model of rock drill machine. In this model the size of the oil volume(connected to the tank) is changed to for performance analysis.
47

Figure 5.1.1: Rock Drill Machine Simulation Model
5.2 Calculation of large oil volume
Consider the rock drill machine as depicted in the figure 5.2.1. let us start with thefollowing terms and nomenclature:p; supply pressure
V; initial volume∆V ; change in volume due to compressionA1; area of piston in piston chamberA2; area of piston in piston rod chambers; compression strokep′; pressure in the piston chamber function of piston stroke length s
∆p; change in pressure in piston chamberβ; bulk modulus
48

Figure 5.2.1: Valveless Rock Drill Mechanism
mi: mass of the impact pistonW; useful energyWa; supplied energyη; efficiency of rock drill = p
′/p (derivation given below)
In mathematical terms, the bulk modulus is defined by continuity equation as:
β =p′
∆V/V(5.2.1)
where,
∆V = A1s (5.2.2)
The equation 5.2.1 can also be written as:
A1s = −p′V
β(5.2.3)
From equation 2.1.1, we have useful work defined by,
W = (p− p′)A1s (5.2.4)
From 5.2.3 and 5.2.4, we get
W =V
β(p− p′
)p′
(5.2.5)
At X = s + a; When piston chamber is connected with piston rod chamber, energy(Wa) is supplied to the piston chamber from the piston rod chamber.
Wa = flow × pressure (5.2.6)
49

where continuity equation gives:
flow =V
β∆p; ∆p or pressure increase = p− p′
Wa =V
β(p− p′
)p (5.2.7)
From equation 5.2.5 and 5.2.7, efficiency can be obtained as:
η =W
Wa
=p′
p(5.2.8)
Now, equation of useful energy or impact energy can also be written by using equa-tion 5.2.8 in 5.2.5,
W = ηp(p− ηp)Vβ
= η(1− η)p2V
β(5.2.9)
V =βW
η(1− η)p2(5.2.10)
Equation 5.2.10 is used to measure the size of large oil volume, where compressibilityof oil results in movement of the piston in the piston chamber.
5.3 A Large Oil Volume
Now a size of oil volume is calculated which should be attached to the piston cham-ber. It has already been described that large oil volume causes strength problemsin the housing as its pressure varies over high pressure range. Secondly, due to itsbig size, large volume of oil is drained off which results in reduction of efficiency.Consider the following parametric values, which are used to calculate the size of oilvolume needed.W or E (impulse energy or useful energy) = 200 Jβ = 1.6e+09 Pap = 2.5e+07 Paη = 80%Putting the above parametric values in eq 5.2.13. The following result is obtained:V = 3.2e-03 m3 or 3.2 litIn the next section, the calculated size of oil volume is connected with the rock drillsimulation model and results are studied.
50

5.4 Simulation Results with Large Oil Volume
Simulation with a large oil volume yields following results:
Figure 5.4.1: Rock Drill Performance with large Volume in Piston Chamber
In the plot given in figure 5.4.1, impact piston position is plotted with respect totime. The impact piston oscillates over a stroke length of approx 18 mm whereasthe rock drill as a whole is continuously moving forward (see machine position curvein the above plot). Apparently drill is working properly and its impact piston isoscillating between oil volumes. During motion impact piston imparts 250 KN offorce at the impact to the shank adapter. From the simulation, the over all averageimpulse frequency and impulse energy have been recorded. This results in impulsefrequency of around 118 Hz and average impulse energy of 288 J. The simulationresults the following data:
avg(Pin)= 22 MPaavg(qin)= 2.74e-03 m3/sec or 165 lit/minavg(PulseEnergy × PulseFrequency)= 34405η = 57%
The overall efficiency of rock drill is found to be 57% using equation 2.1.4. Asthe large part of the oil from piston chamber is drained off, it resulted in the re-duction of overall efficiency of the rock drill. As the volume in the piston chamberis decreased from 3.2 lit, an improvement in the efficiency occurs. But this volumecan not be decreased to a large extent, otherwise the rock drill does not give highimpact force at the shank adapter.
While drill is moving forward giving feed and hence penetration to the drill bitinto the rock. The relative speed between impact piston and drill housing is ob-served. The oil flowing through the machine does not distinguish between impactpiston and machine housing.
51

Figure 5.4.2: Rock Drill Performance with large Volume (pressure in piston chamber)
Consequently the impact piston mass and machine mass M alternately impact theshank adapter, the piston with the velocity v and machine with a velocity aboutmv/M, which is a few decimeter per second. This impact thrusting of drill steelresults in wear and tear on the machine, for instance on the bearings. Therefore,relative speed of impact piston w.r.t housing is mentioned here which is not fluctu-ating at high level and hence satisfactory as shown in plot given in figure 5.4.2.
In the plot given in figure {a17, the drill model is simulated with a piston chambervolume of 1.5 lit. It is observed that the drill efficiency is eventually increased to78% as large oil volume is not being drained off now and the pulse frequency has alsobeen increased to 142 Hz. But on the other hand, the output impact force due tooscillation of impact piston is reduced from 250 KN to below 200 KN. The reductionin impact force is due to the decrease in stroke length of the impact piston as shownin given plot.
Figure 5.4.3: Rock Drill Performance with large Volume in Piston Chamber(1.5 lit)
52

5.5 Conclusion
Since large volume gives strength problems in the housing, it is needed to change thedesign of the rock drill especially the piston chamber with large volume is needed tobe replaced with one or more gas volumes. It will also increase the efficiency of therock drill due to reduction in energy loss.
53

Chapter 6
Performance of Rock Drill WithOne Piston Accumulators
6.1 Rock Drill Simulation Model With One Pis-
ton Accumulator
Since the efficiency of the rock drill is not found satisfactory particularly due tostrength problem, it is proposed to replace the large oil volume with gas accumu-lator. Gas accumulator with bladder as a separation medium between oil and gasis unable to sustain high frequency of cyclic loading as described earlier. Therefore,one piston accumulator replaces the large oil volume at piston chamber.In this chapter, we analyze the performance of the rock drill with one piston accu-mulator and results are compiled. The same model of the rock drill is used withsame parameters, inlet pressure and inlet flow rate to the rock drill. The accumula-tor is designed so that it could work over high pressure range. The pressure in thepiston chamber changes from a low level of drain line pressure to the high supplyline pressure.
6.2 Sizing of Piston Accumulator
Consider the following input parameters:
Effective Impact Piston Diameter in Piston Chamberl (Dip)= 44 mmImpact Piston Stroke length (Xip)= 20 mmDesired pulse(Impact) frequency (f) = say 125 HzMax. piston accumulator operating velocity (vaccl) = 4 m/s
After market survey regarding high speed piston accumulators, it is found that themaximum operating velocity of the piston accumulators is dependent on the sealingfriction between piston and seals. High piston velocities are possible when there isless sealing friction. HYDAC piston accumulators offer low friction piston seals thatallow continuous operating velocities of up to 12 fps (3.65 m/s) to 15 fps (4.57 m/s).Therefore, in the sizing of piston accumulator where high frequencies are desired,maximum operating velocity of 4 m/s is selected. From the above data, the minimumflow rate (qaccl) to the accumulator is calculated based on impact piston movementover the given stroke length during the specified time period. Working volume inthe piston chamber during every complete stroke of impact piston is calculated as
54

follows:
WorkingV olume = AipXip
⇒Min.WorkingV olume =πD2
ip
4Xip
⇒Min.WorkingV olume =π(44× 10−3)2
4(20× 10−3)
⇒Min.WorkingV olume = 30.4× 10−6m3
And the time period for piston accumulator:
⇒ TimePeriod =1
f
⇒ TimePeriod =1
125= 8× 10−3sec
Time for one stroke of the piston in accumulator:
⇒ HalfofT imePeriod =8× 10−3
2= 4× 10−3s
Max. flow rate to the accumulator can be estimated as follows:
qaccl =WorkingV olume
HalfofT imePeriod
⇒ qaccl =30.4× 10−6
4× 10−3m3
⇒ qaccl = 7.6× 10−3m3 or 456 lit/minsince,
qaccl = Aipvaccl (6.2.1)
⇒ qaccl =πd2p4vaccl
⇒ 7.6× 10−3 =πd2p4
4× 10−3 ⇒ dp = 0.0492 [mm] or 49.2 mm
Therefore, from last chapter and using above calculations, a piston accumulatorwith following specifications is selected to use with the rock drill.
Pre-charge pressure = 15× 105PaTotal Volume = 35× 10−6m3
Effective gas volume = 30× 10−6m3; more than estimated working volumeDiameter of piston = 50× 10−3mPiston material = SteelPiston mass= 0.230 kgPiston stroke length in breaking chamber = 1× 10−3 mSurface area of breaking chamber = 10%of total effective area of pistonRadial clearance in the breaking chamber = 5× 10−5mDiameter at the connection between rock drill and piston chamber = 30× 10−3mInitial volume piston chamber = 40× 10−3
Input flow rate to the rock drill = 0.003m3/secInput pressure to the rock drill = 2.5 ×107Pa
55

The simulation model with one piston accumulator is shown in the figure 6.2.1.
Figure 6.2.1: Rock Drill Simulation Model with One Accumulator
6.3 Performance of Rock Drill with One Piston
Accumulator
The simulation results are given below:
Average Pulse Energy = 69 JAverage Pulse Frequency = 118 HzAverage input flow = 1.3×10−3m3/secAverage input pressure = 2.3×107Pa
Using eq 2.1.4 to calculate overall efficiency of the rock drill, it gives:
η =69× 118
1.3× 10−3 × 2.3× 107= 27.2%
The efficiency is very low with one piston accumulator. The parameters used maynot be the optimal that give high efficiency. Since the output frequency of 118 Hzis quite acceptable but the force at the impact is not sufficient to give high outputpower. This results in low overall efficiency of the machine.
56

From the plot given in figure 6.3.1, it can be observed that impact piston oscillatesover a stroke length of 18 mm. The volume of the oil in the piston chamber is quitesufficient to give a complete stroke of the impact piston. But the force at the pointof impact is too low. It can be observed from the plot given below that drill steelis not more than 120 KN (which was about 200 KN without accumulator) for everystroke. The small impact force results in small output power and for a given inputpower, a very low efficiency is obtained.
Figure 6.3.1: Rock Drill Performance with One Accumulator
In the plot given in figure 6.3.2, the relative speed of the impact piston with respectto the rock drill machine speed due to feed force is plotted against time. The relativespeed plays an important factor causing impact thrusting. The impact thrusting ofdrill steel results in wear and tear on the machine. The relative speed is acceptableto avoid wear and tear on machine especially on bearings. But low impact force isa factor contributing the low efficiency of the rock drill. The pressure in the pistonchamber is also varying abruptly and hence similar is the case with the gas pressurein the piston accumulator. The two curves are shown in the plot given below:
6.3.1 Performance of Piston Accumulator
The performance of piston accumulator is described with the following plot:
The gas pressure in the accumulator has two peaks as the piston of accumulatoroscillates abruptly during drill piston movement. The accumulator works over highpressure range of over 20 [MPa]. Therefore, with one accumulator drill does notperform satisfactorily. It suggests that volume of the accumulator is not enough towork for a pressure range of 200 MPa. It might be the case that non feasible param-eters are being used for piston accumulator. In the next section an optimization ofthe piston accumulator has been performed using HOPSAN module of optimizationand an accumulator with optimized parameters is used with the drill and results arecompiled.
57

Figure 6.3.2: Rock Drill Performance with One Accumulator(pressure in pistonchamber)
Figure 6.3.3: Performance of One Accumulator with Rock Drill
6.4 Optimization with One AccumulatorAn optimization of the rock drill model with one piston accumulator has been per-formed. The overall efficiency is improved and found 57%. An average frequency of80 Hz is obtained. The performance of the rock drill is now described with the givenplots. Impact piston imparts 225 KN of force on the shank adapter at the impactand 200 J of average impact energy is transferred, which is lower than achievedwithout accumulator (280 J).
58

Figure 6.4.1: Rock Drill Performance with One Accumulator (Optimization)
The relative speed of piston with respect to housing is not highly fluctuating whichis a positive observation. Piston chamber pressure also increases slowly and it does
not change as per desired blow cycle to give large useful work.
Figure 6.4.2: Rock Drill Performance with One Accumulator (pr. piston chamber)
6.5 Conclusion
By using one piston accumulator, the desired results are not obtained. Single pistonaccumulator is unable to provide the high impulse energy to the impact piston of therock drill especially when it strikes the shank adapter. therefore, it is proposed touse two accumulators. One accumulator with high precharge pressure, and the otherat low precharge pressure level. The high pressure accumulator should be capableof working at high pressure in the piston chamber i.e. when the impact piston ofrock drill is away from shank adapter. The low pressure accumulator should becapable of working at low pressure in the piston chamber i.e. when the impactpiston of rock drill is close to strike the shank adapter. It is also observed formthe simulation results that when the accumulator volume is larger than the pistonchamber working volume, reduced design efficiency is obtained due to losses incurred
59

The accumulator gas pressure changes from precharge pressure of 1.5 MP to 25 MPa..
Figure 6.4.3: Performance of Accumulator with Rock Drill (Optimization)
As can be seen from the plot of drain line flow given in figure 6.4.4, high oil volumewith a flow rate of 450 lit/min is drained off in every cycle of impact piston stroke
which is huge loss.
Figure 6.4.4: Rock Drill Performance with One Accumulator (drain line flow)
in accumulator. If the volume of accumulator is taken lower than working volumein piston chamber, impact piston does not impart high force on the shank adapter.Larger accumulator volume causes energy loss of about 30% to 40%. Therefore, anumber of accumulators with small working volumes connected with piston chambersare proposed working on different pressure ranges instead of one accumulator withhigh pressure range.
60

Chapter 7
Performance of Rock Drill WithTwo Piston Accumulators
7.1 Theoretical Background
The hydraulic valveless striking mechanism of rock drill consists of a cylinder (1),striking or impact piston(2) and piston rod (3), two chambers (piston chamber (4)and piston rod chamber(5)) connected periodically with each other, piston chamberwhich is connected periodically with the outlet channel (10), piston rod chamber( through channel 11) which is connected with the inlet (source flow) channel (9).Two accumulators (6 and 7) are connected to the piston chamber (4). Therefore,the impact piston (2) output work and hence the efficiency is enhanced through theuse of non linear accumulator system. Accumulator system is based on two accu-mulators which have piston (8) of accumulator (see fig 7.1.1) [12].
Figure 7.1.1: Two Piston Accumulator Mechanism with Rock Drill
One accumulator works at low pressure level and the other works at high pressurelevel. The charging pressure of the accumulators is given by the following relation:
61

pgash >> pgasl
pgasl > pr
pgasl; charging pressure in the first accumulator (low pressure)pgash; charging pressure in the second accumulator (high pressure)pr; pressure in outlet channel
As the impact piston moves from the extreme left position (see fig 7.1.1) to theright by means of pressure, closes the outlet channel (10) and press out the liquidfrom the piston chamber (4) to the accumulator sections (6 and 7). Low pressureaccumulator is filled first as its charging pressure is lower than high pressure accu-mulator. As the two chambers are connected via channel (11), the pressure in bothbecomes equal. But due the effective area difference in two chambers causes theimpact piston to move to the left towards shank adapter. As a result, the outletchannel (10) is opened. The important idea of this discussion is to show that energystored in the high pressure accumulator is used to move the impact piston towardsshank adapter whereas the energy of the low pressure accumulator is used to pressout the hydraulic oil coming from the piston rod chamber to piston chamber. Thisamount of oil represents the loss which is expected to be relatively low with the useof two small volume gas accumulators. Fig 7.2.1 represents the pressure change inpiston chamber with volume. The low pressure accumulator works at the pressure
Figure 7.1.2: Characteristic Curve of Valveless Rock Drill Mechanism
level close to point A (fig 7.1.2), and high pressure accumulator works at pressure
62

level close to point C (fig 7.1.2). Therefore the charging pressure of the low pressureaccumulator is kept close to but more than outlet pressure. Similarly, the chargingpressure of the high pressure accumulator is kept close to but less than flow source(inlet) pressure. This theoretical description helps to set the precharge pressure ofthe two accumulators by an initial guess.
7.2 Model of Rock Drill with Piston Accumula-
tors
The complete rock drill machine model is simulated after two piston accumulatorsare being attached with it. The model is shown by fig 7.2.1:
Figure 7.2.1: Rock Drill Simulation Model With Two Accumulators
7.2.1 Sizing of Piston Accumulators
For the sake of initial guess of sizes of piston accumulators, following values of pa-rameters have been assumed:Precharge pressure of the low pressure accumulator = 15× 105 PaFlow rate to the low pressure accumulator: qackl= 800 [lit/min] or 13.33×10−3m3/s]accumulator piston speed;vp= 3.5 to 4 [m/s] (speed recommended by HYDAC, seesection 6.2 )[7].qackl = Ap × vp
⇒ qackl =π × d2pl
4⇒ dpl = 0.0696 ≈ 0.070[m]Similarly,precharge pressure of the high pressure accumulator = 190× 105 [Pa]
63

flow rate to the low pressure accumulator: qackh= 500 [lit/min] or 8.333×10−3[m3/s]accumulator piston speed;vp= 3.5 [m/s] (speed recommended by HYDAC, see sec-tion 6.2 ).[7]
qackh = Ap × vp
⇒ qackh =π × d2ph
4⇒ dph = 0.055m
On the basis of rock drill data, flow rate at the piston chamber (the chamber whereaccumulators are connected), following parameter values have been set for two ac-cumulators. The performance is later analyzed by taking into account the effect ofpiston accumulators. The value of the friction coefficients are the same which havebeen described in section 4.3.6. The input supply pressure is set to a maximumof 200×105[Pa] and pressure at the outlet channel is set at 5×105[Pa]. Initiallyfollowing parameters for piston accumulators are used:
7.2.2 Performance of Low Pressure Accumulator
The motion of piston and change in gas pressure in the low pressure accumulatoris shown below. From the plots (1 and 2) shown here, it can be observed thatthe accumulator has performed according to set parameters. The piston of theaccumulator moves over a stroke length of 2.6 mm. During this motion pistoncomes in contact with the upper stop at the speed of 2.0 m/s. Leakage length inbreaking chamber and radial clearance diminishes the speed of the piston and itdoes not strike the lower stop in the oil side. The gas pressure increases from itsprecharge pressure of 1.5 MPa and reach to its maximum pressure of 2.24 MPa.
64

Figure 7.2.2: Performance of Low Pressure Accumulator (plot 1)
Figure 7.2.3: Performance of Low Pressure Accumulator (plot 2)
7.2.3 Performance of High Pressure Accumulator
The motion of piston and change in gas pressure in the high pressure accumulatoris shown below. From the plots (1 and 2) shown here, it can be observed that
Figure 7.2.4: Performance of High Pressure Accumulator (plot 1)
the accumulator has performed according to set parameters. The piston of theaccumulator moves over a stroke length of 3.3 mm. During this motion piston doesnot come in contact with the upper stop. Leakage length in breaking chamber and
65

Figure 7.2.5: Performance of High Pressure Accumulator (plot 2)
radial clearance diminishes the speed of the piston and it strikes the lower stop in theoil side with a diminished speed of 3 m/s. The gas pressure increases from prechargepressure of 19 MPaand reach to its maximum pressure of 21.5 MPa.
7.2.4 Performance of Rock Drill
The performance of the rock drill is quite satisfactory. The impact piston oscillatesover a piston stroke of 18 mm. The pressure in piston chamber increases from 1.5MPa to 22 MPa. At the impact over 200 KN of force is imparted by impact pistonto shank adapter.
Figure 7.2.6: Performance of Rock Drill with Two Piston Accumulators
66

Figure 7.2.7: Performance of Rock Drill with Two Piston Accumulators (impactforce)
It is also observed that both pressure accumulator discharge oil to the pistonchamber when impact piston is moving towards the fore most end close to shankadapter. Similarly its pressure is increased and accumulator are charged when pistonmoves back more into the piston chamber. It is shown in the plot given in figure 7.2.8that low pressure accumulator is charged first as its precharge pressure is lower thanhigh pressure accumulator. Efficiency of the rock drill is also increased to 77%.
Figure 7.2.8: Performance of Rock Drill and Two Accumulators
Efficiency of Rock Drill
The simulation of rock drill model gives following values of parameters needed tofind the efficiency.Average Pulse Energy = 157 JAverage Pulse Frequency = 139 HzAverage input flow = 1.2×10−3m3/secAverage input pressure = 2.33×107PaUsing eq 2.1.4 to calculate overall efficiency of the rock drill, it gives:
η =157× 139
1.2× 10−3 × 2.33× 107= 77%
67

Figure 7.2.9: Performance of Rock Drill with Two Accumulators (pressure pistonchamber)
Figure 7.2.10: Performance of Rock Drill with Two Accumulators (flow rates)
7.3 Optimization
A number of optimizations of the complete model with two piston accumulatorshave been performed using HOPSAN and one of them is dicussed here. The outputpower is taken as an objective function, and the optimization module is given arange of different piston accumulator parameters. Optimization resulted in decreasein piston strokes and the diameter of the pistons are increased.
The optimization results in the following values of parameters for piston accumula-tors: Now the performance is analyzed for two accumulators.
68

7.3.1 Performance of Low Pressure Accumulator
The plot 1 given below shows the piston motion in the low pressure accumulatorand speed variation. It can be observed that speed of piston is reduced when pistonreaches the breaking chamber. Speed reaches to -1 m/s. Upper stop is at 1.6 mm]determines the stroke length of the piston. The gas pressure in the low pressureaccumulator is increased from precharging pressure to 2 MPa as piston moves upshown in the plot. This shows the characteristic of an accumulator.
Figure 7.3.1: Performance of Low Pressure Accumulator (plot 1: Optimization)
69

Figure 7.3.2: Performance of Low Pressure Accumulator (plot 2: Optimization)
Breaking Chamber
The pressure inside breaking chamber suddenly rises when piston approaches. Theorifice action takes place and flow rate from the breaking chamber is reduced to 500lit/min.
Figure 7.3.3: Performance of Low Pressure Accumulator (plot 1: breaking chamber)
Figure 7.3.4: Performance of Low Pressure Accumulator (plot 2: breaking chamber)
70

7.3.2 Performance of High Pressure Accumulator
High Pressure accumulator works such that its piston does not reach the upper end.The speed is reduced due to breaking action at the lower. The rise in pressure dueto piston motion and breaking chamber effects are described by given plots.
Figure 7.3.5: Performance of High Pressure Accumulator (plot 1: Optimization)
Figure 7.3.6: Performance of High Pressure Accumulator (plot 2: Optimization)
71

Breaking Chamber
Figure 7.3.7: Performance of High Pressure Accumulator (plot 1: breaking chamber)
Figure 7.3.8: Performance of High Pressure Accumulator (plot 2: breaking chamber)
7.4 Performance of Rock Drill
The simulation of rock drill model gives following values of parameters needed tofind the efficiency.Average Pulse Energy = 240 JAverage Pulse Frequency = 118 HzAverage input flow = 1.5×10−3m3/secAverage input pressure = 2.3×107PaUsing eq 2.1.4 to calculate overall efficiency of the rock drill, it gives:
η =240× 119
1.5× 10−3 × 2.3× 107= 83%
72

Following plots depicts the variation of different parameters in the rock drill.Smooth variation in pressure in the piston chamber is obtained and impact pistonoscillates over a stroke length of 20 mm, which is the best stroke length achieved.It enhances the working capability and range of stroke length of the rock drill thatcan be adjusted. High pressure accumulator discharges oil before the low pressure
Figure 7.4.1: Performance of Rock Drill with Two Accumulators (Optimization)
Impulse force obtained is over 200 KN at the impact which is quite acceptable.
Figure 7.4.2: Performance of Rock Drill with Two Accumulators (impact force)
accumulator as shown in the plot below. The oil volume from the low pressureaccumulator is just drained out which is lower than the volume being drained outwithout accumulators. The high pressure accumulator volume is discharge and itsupports the impact piston movement towards the shank adapter.
73

Figure 7.4.3: Performance of Rock Drill and Two Accumulators (Optimization)
The blow cycle is shown in the given plot. It is very much close to the theoret-ical blow cycle described in figure 7.1.2. This shows that the performance of rockdrill with two accumulators is satisfactory and better results are obtained with twoaccumulators instead of using one.
Figure 7.4.4: Performance of Rock Drill with Two Accumulators (pressure pistonchamber)
Figure 7.4.5: Performance of Rock Drill with Two Accumulators (flow rates)
74

Since the obtained efficiency is the highest achieved efficiency so far, the parametersof the accumulators are used to find their geometry.
High Pressure Accumulator Schematic Drawing
Since,Total volume = 245×10−6m3
Initial gas volume = 100×10−6m3
Working volume = 15×10−6m3
it gives,Initial oil volume = 145×10−6m3
Diameter of the piston = 75×10−3mDiameter of connection with drill = 40×10−3mMass of the piston = 0.415 (Kg)
Low Pressure Accumulator Schematic Drawing
Since,Total volume = 330×10−6m3
Initial gas volume = 70×10−6m3
Working volume = 10×10−6m3
it gives,Initial oil volume =260×10−6m3
Diameter of the piston = 90×10−3mDiameter of connection with drill = 35×10−3mMass of the piston = 0.595 (Kg)
Using above parameters, the geometry of the accumulator can be obtained. Theschematic of piston accumulator particular to this application is given in fig ??:
Therefore, a highest possible efficiency is achieved using two piston accumulators, ithas been proved as a good option to use in this application of rock drill.
75

Figure 7.4.6: Schematic Drawing of High Pressure Accumulator
Figure 7.4.7: Schematic Drawing of Low Pressure Accumulator
76

Chapter 8
Fatigue Analysis
8.1 An Introduction to Fatigue
Components subjected to repeated loading may break even at load levels so lowthat the stresses in the material are far below the tensile strength or even the yieldlimit of the material. This type of failure is called fatigue. Although the fatiguephenomenon has been known for over 150 years, material fatigue is still very com-mon. It is considered that some 60 to 90 percent of all mechanical failures are dueto fatigue[13].
Designing against fatigue failure may have the objectives of infinite life, zero weight,infinite strength or 100 percent reliability or perhaps all four simultaneously. Butfor the discussed case, our main objective is to predict the fatigue life of the pistonaccumulators under given cyclic loading. The schematic design of the accumulatorshave already been shown in previous and now fatigue life of the accumulators ispredicted.
8.1.1 Fatigue Life at Different Stress Levels
Fatigue failures can be avoided if there is no plastic deformation in the material dueto loading. August Wohler suggests that the stress amplitude i.e. (σmax − σmin)/2,correlates better to the fatigue life than the maximum stress. Therefore, if thestresses in the structure are varying, it is quite reasonable to use the stress ampli-tude to predict the fatigue life instead of maximum stress in the stress cycle. Thefatigue life can be plotted as a function of the applied stress amplitude. This iscalled Wohler or SN-(stress-number) curve, see figure 8.1.1.
From such a curve it can be seen, not surprisingly, that fatigue life decreases withincreased stress amplitude. Also, for a large part of the curve, this relationship islinear in a log plot. There is also a limiting stress amplitude, σFL, below which nofatigue failures occur.
8.2 Stress Based fatigue Design
When stress levels in a material are low, the fatigue life of a structure will be long. Insome cases fatigue failure will perhaps not appear at all. For failure life calculations,it is convenient to use the stress as a measure of the constraining of the material[12].The number of stress cycles to failure may for high cycle fatigue vary from some
77

Figure 8.1.1: Fatigue life as a function of applied stress represented by a so calledWohler curve
tens of thousands to infinity. If the stress level in the material lies below the fatiguelimit, then the material is expected to sustain an infinite number of loading cycles.At a stress level above the fatigue limit, the fatigue strength provides a specifiedlife for the stress level given. During the fatigue life calculation of a specimen, theform of the load variation is considered not to have any influence on the fatigue life;only the mean value σm of the stress in the material and the stress amplitude σa areimportant. When the stress in the material varies between the two limits σmax andσmin, the mean value σm and amplitude σa are defined as:
σm =1
2(σmax + σmin) and σa =
1
2(σmax − σmin) (8.2.1)
Also the following quantities are defined:
R =σmin
σmax
and Sr = 2σa (8.2.2)
where R is the stress ratio and Sr is the stress range. Stress range is twice theamplitude.
Now, the SN or Wohler curve is obtained by plotting a graph with the stress level(the stress amplitude σa) on the ordinate versus the logarithm of the number ofcycles N to fatigue failure on the abscissa (see figure 8.1.1). It can be seen that forhigh stress levels, the number of cycles to failure is very small. For lower stress levelsthere is a more or less linear relationship between the stress amplitude σa and thelogarithm of the total number of cycles to fatigue failure N.Another important stress level is known as fatigue limit or sometimes the endurance
78

limit σFL. This is the stress level below which no fatigue failure will occur. There-fore, structures subjected to a very large number of cycles should be designed sothat their service stresses are well below the fatigue limit. But here as we are deal-ing with only the fatigue life predictions for a specific design of piston accumulatorunder high level of loading, only stress amplitudes of high magnitudes are taken intoaccount which can cause fatigue. Thus endurance limit becomes irrelevant here.
8.2.1 General Procedure for Predicting the Fatigue Life
A material point where one wants to investigate a possible appearance of a fatiguedamage has to be selected. The stresses in that critical point are determined bysome method (e.g FEM). If the analysis is transient which is the case here, the timeinstant is searched where the highest stress (normally 1st. principal stress ) exists.Since first principal stress is normally the maximum stress on a surface point in astructure, it is taken into consideration on critical points of stress concentration. Itis later found out that 1st. principal stress shows high stress variation on criticalpoints. The time instant is determined through history of the principal stress atthe investigated critical point in the model simulated over a specific time span. Ifthe loading has a constant mean value and a constant amplitude, then the fatiguelife may be directly estimated from Wohler diagram. The fatigue limit is the stresslevel below which the life is infinite. In practice, this is assumed to correspondto 106 to 107 cycles[12]. If the stress amplitude gives number of cycles more thangiven by stress amplitude at fatigue limit, no failure is assumed to occur due tofatigue loading, otherwise the fatigue life is predicted using Wohler diagram. If thestress amplitude is not constant (as the case here, see next sections), the varyingstress amplitude will have an influence on the fatigue life. The Palmgren-Minerrule may then be used to calculate the damage accumulation for each loading cycle.The damage caused by one cycle is 1/Ni, where Ni is the fatigue life at the stressamplitude of the cycle. The other method is to first find the equivalent stress rangeof the all stress ranges occurring on critical point and then from equivalent stressamplitude and using Wohler diagram, fatigue life can be calculated. When theloading of the structure is irregular as given in fig. 8.2.1, it is not always clear whichmean value and which amplitude should be used. Therefore some method is neededto find the equivalent damage caused by the irregular cyclic stress.
Several methods exist by which it is possible to analyze irregular loading cycles. Onewidely used method is rain flow count method[13], which is used in this analysis tofind the closed stress ranges on the basis of determined stress history on criticalpoint of the structure. If a sequence of loading is composed of stress cycles withvariation in their mean and stress amplitude, rain flow count method counts thenumber of closed stress cycles in the particular sequence. Therefore, all the stresscycles in the sequence are not taken into account for fatigue life calculation. Thecalculation is based on closed stress cycles given by rain flow count method.
8.2.2 Rain Flow Count Method
• rearrange the sequence so that it starts with the largest maximum
• establish the runs of drops
• start at a maximum and passes an equal or larger maximum
79

Figure 8.2.1: Stress at Time Varying Load
• starts at a minimum and passes and equal or smaller minimum
• reaches the run-way of another drop
• identify closed loops [13]
• closed loops gives stress cycles with maximum σ2 and minimum σ1 stress levels
• the mean value of the cycle becomes σm = σ2+σ1/2 and the amplitude becomesσa = σ2 − σ1/2
• each stress amplitude gives number of cycles form wohler durve for specificmaterial
• the damage D caused by one loading sequence is obtained by use of thePalmgren-Miner rule:
D =n1
N1
+n2
N2
+n3
N3
+ ....+ni
Niwhere, ni; number of cycles of same stress range in a sequence of loading Ni;number of cycles for a cyclic stress range in a sequence of loading obtainedfrom Wohler curve
The equivalent stress for a varying stress cycle can be calculated using,
σ3eqvneqv = σ3
1n1 + σ32n2 + ...+ σ3
nnn (8.2.3)
where,σeqv ; equivalent stress range’3’ is the slope of the Wohler curve used in the analysis
80

neqv; total number of stress cycles obtained on the critical pointσ1, σ2....: individual stress range of a cycle in a sequenceTherefore by determination of σeqv, an equivalent stress cycle of constant stressamplitude is obtained as shown in fig 8.2.1.
8.3 Stress Analysis Using Ansys
The maximum stress (at the critical point) during the loading cycle is determinedusing Finite Element Analysis Software ANSYS ver.12. The finite element method isa numerical procedure that can be applied to obtain solutions to variety of problemsin engineering. Steady, transient, linear, or nonlinear problems in stress analysis,heat transfer, fluid flow, and electomagnetism problems may be analyzed with finiteelement methods.
8.3.1 Problem Description
In piston accumulator, a piston comes is in contact with its end stop under varyingpressure loading due to gas and hydraulic oil. The critical point of loading is theinstant when the piston strikes the end stop with some speed under the influence ofhigh dynamic pressure acting on it. In this analysis, piston accumulator is analyzedat an instant when piston strikes the end and simultaneously a static pressure overthe piston and accumulator surfaces is applied. Since the piston is considered asmoving mass whose speed is influenced by the impact, the problem is solved bytransient dynamic analysis. The piston of accumulator is given an initial speed andis allowed to strike the end under the influence of a set static pressure.
8.3.2 Dynamic Analysis in Ansys
Transient dynamic analysis (sometimes called time- history analysis) is a techniqueused to determine the dynamic response of a structure under the action of anygeneral time-dependent loads. This type of analysis can be used to determine thetime- varying displacements, strains, stresses, and forces in a structure as it respondsto any combination of static, transient, and harmonic loads. The transient dynamicequilibrium equation of interest is as follows for a linear structure:
[M ]{u}+ [C]{u}+ [K]{u} = [F a] (8.3.1)
where,[M] = structural mass matrix[C] = structural damping matrix[K] = structural stiffness matrix{u} = nodal acceleration vector{u} = nodal velocity vector{u} = nodal displacement vector{F a} = applied load vector
Using ANSYS, the solution (i.e. the nodal displacement vector) of the above linearequation can be found. There are three methods available to do a transient dy-namic analysis: full, reduced, and mode superposition. Next section describes theFull Method which has been employed in this analysis.
81

8.3.3 The Full Method
The full method uses the full system matrices to calculate the transient response (nomatrix reduction). It is the most powerful of the three methods because it allowsall types of nonlinearities to be included (plasticity, large deflections, large strain,etc). The advantages of the full method are:
• It is easy to use, because there is no need to choose master of freedom or modeshapes.
• It allows all types of nonlinearities.
• It uses full matrices, so no mass matrix approximation is involved.
• All displacements and stresses are calculated in a single pass.
• It accepts all types of loads: nodal forces, imposed (non-zero) displacements(although not recommended), and element loads (pressures and temperatures).
The main disadvantage of the full method is that it is more expensive than eitherof the other methods.
8.3.4 Critical Cases in Piston Accumulators
To simplify the problem, one critical case for low pressure accumulator has beendiscussed. Case Description:
In low pressure accumulator, when piston strikes the upper stop with speed 2.0(m/s) with a static pressure of 2.2 (MPa) surrounding the contact surfaces (see sec-tion 7.2.2). Note: The piston of low pressure accumulator does not come in contactwith lower stop as shown by results in section 7.2.2. Therefore, piston is given aspeed of 2 m/s at the impact and fatigue calculations are performed.
8.4 Solution Procedure
From the simulation results given in section 7.2, a critical loading cases has beendefined. The maximum principal stress (i.e. first principal stress) is found at thecritical point and its direction is determined, which is assumed as the critical di-rection of stress at the critical point in the structure. Therefore, a new coordinatesystem is introduced into the Ansys model so that the X-axis becomes parallel withthe critical direction of stress as determined earlier. Now the magnitude of stresscomponents in x-direction according to the new coordinate system are recorded forcritical node for each time instant of simulation. This stress data can be plottedwith respect to time. Since the plotted data has shown that means stress σm isnot constant and the stress variation is found irregular, rain flow count method hasbeen used to determine the number of load cycles and stress range in a loadingsequence. Since the loading sequence determined using rain flow count method isrepeated in a piston accumulator as per frequency of operation, expected numberof loading sequences or total life cycle before failure can be calculated. The stressranges and hence the stress amplitude obtained from rain flow count method is usedwith Wohler curve to obtain the number of cycles the structure will sustain beforefailure. Each range of stress cycle gives damage to the structure and accumulated
82

damage caused by all stress ranges can be calculated using Miner rule of damageaccumulation. For rain flow count method a computational software has been usedwhich takes the stress variation data as an input and results the number of stresscycles and their corresponding ranges. The command line code which is given asan input to ANSYS for the performing stress analysis, also for producing a newcoordinate system and a new array generation is given in Appendix C.
Geometry
Geometry has been developed in ANSYS as per schematic drawing mentioned insection 4.6.
Element Type
8 node quadrilateral Plane 183 with axis symmetric features has been used for areasof the structure.CONTA 172 and CONTA 169 have been used for generating the contact surface andtarget surface respectively.
Material Properties
Steel has been used with density 7800 kg/m3, poisson ratio 0.3, modulus of elasticityof 200 ×109Pa.
Loading
The contact surface has been given a specified initial speed using displacement andtime relation, whereas surface other than contact and target surfaces are appliedwith a specified static pressure, for each case.
Load Steps
Three load steps have been considered to get the desired speed at impact simulta-neous with the specified static pressure.
Load Step 1:Contact surface is set at its initial position without any displacement constraint.Time integration is turned off.Load step is simulated for one time step.This load step solves for deformations due to static pressure. Since TIMINT optionis turned off, static solution is performed and no inertia effects are taken into account.
Load Step 2:Time integration is turned off.Contact surface is given a displacement constraint ’uy’.Time step is given so that following relation is satisfied.speed = 2*uy/time step; where speed is known from HOPSAN results.Load step is simulated for one time step. It results in an initial piston speed of 2 m/s.
Load Step 3:Now transient analysis is started here where contact surface has attained an initialspeed due to given displacement in load step 2. Initially the contact surface and
83

Figure 8.4.1: Sketch of Piston
target surface are in contact and contact surface is sliding over the target surface.There is also a static pressure acting on the surfaces other than surfaces in contact.The total time of simulation is determined using the travel speed of stress wave insteel i.e. 5500 [m/s] (speed of sound in steel) and dimension of the structure. Thetotal time of the simulation should be sufficiently large so that the stress wave couldtravel from one end to the other end of the structure. In these cases, a total timeof 0.2 [ms] and with a time step range of 0 to 2 ×10−6 has been selected, for allanalysis for load step 3.Piston is the most critical component in this structural domain because of its lightweight and oscillating at high speed and frequency. Stress concentration normallyoccurs at corners and notches. In piston inner and outer fillet radius are described.Initially high stress concentration is found at the fillet but as the fillet radius is in-creased stress concentration is reduced. The other critical point found in the pistonis its upper center node. This critical point is subjected to high tensile stress at theimpact fig 8.4.1. The fatigue analysis is performed on both critical points. Thegeometry of the piston is changed for two analysis but mass is kept close to valuefound in section 7.2. In order to solve the problem first the dimensions and geometryof the piston is determined. From section 7.2 following data is obtained:
mass of the piston = 360 gdiamater of the piston = 0.070 mmaterial = steelTherefore, initial dimension of the piston for fatigue analysis is given. It can be
noted that a diameter to length ratio of 1.6 is maintained to avoid any binding ofpiston inside cylinder (see [7]). As the stroke length of the piston is not too large, itis assumed that increase in diameter to length ratio will not cause binding of pistoninside cylinder. During analysis thickness of piston is increased while decreasing thelength for better stress concentration results that can contribute to high fatigue life.The piston accumulator is dimensioned in such a way that its mass and diameter ofpiston remain close to 360 g and 70 mm respectively.
84

Figure 8.4.2: Ansys Model for Low Pressure Accumulator
8.5 First Analysis
Load case 1(Static Analysis with Pressure Loading)
The static solution for stresses is computed first by applying a pressure load of 2.2MPa on the surface of piston and inside accumulator. The results from the staticsolution can be superimposed to the stress analysis results obtained from transientanalysis with velocity loading at impact.
Solution and Result:For static analysis in transient mode, TIMINT option is turned OFF and structureis analyzed for one time step. It can be observed that due to pressure application atthe time instant when piston is in contact with the upper end, the whole piston ac-cumulator is under compression for 1st. principal stress. the magnitude of principalstress is not too high i.e. the application of static pressure at impact does not affectthe result significantly. The stresses obtained in the structure due to application ofstatic pressure can be later on superimposed with the stresses obtained due to otherloads, but it will not affect the solution. (Note: left end of the piston is constrainedin both directions just to avoid rigid body motion, it gives high tensile stresses oncenter, which can be neglected)
85

Figure 8.5.1: Initial Loading and Boundary Conditions
Figure 8.5.2: Stress Distribution Due to Static Pressure
86

Figure 8.5.3: Piston with Speed of 2 m/s
Load case 2 (Transient Analysis with Speed)
In this load case, piston is given a speed of 2 m/s at the contact and is allowedto penetrate into the upper end. Normally 1st. principal stress is the maximumstress on a surface point. First principal stress at different points in the structureis observed. Now the fillet radius is observed and a node is selected for fatigueanalysis where maximum principal stress occurs. It is also found that high stressconcentration is found on the upper center point on the axis of symmetry. Thereforea point lying on fillet and upper center point lying on symmetrical axis on pistonare analyzed and fatigue strength calculations are performed.
Critical Point 1 at the Fillet
After stress analysis, result is analyzed. Several points lying on fillet radius areobserved. It is found that maximum 1st. principal stress of 109.5 MPa occurs onnode 262 at a time instant of 0.0011034 sec or sub-step number 518. The stressconcentration at node 262 is given by following figure 8.5.4. The stress variation atthe node 262 is shown in the chart shown in figure 8.5.5: Now the direction ofmaximum principal stress at node 262 is calculated as follows :
Maximum Principal stress magnitude = 109.5 MPaPrincipal direction vector = -0.46298, 0.88637, 0Angle = −62.42o, this is considered to be the most critical direction of stress
87

Figure 8.5.4: Critical Point with Maximum Principal Stress
Since the direction of principal stress is changing with time, a new coordinatesystem at an angle of −62.42o with the global frame of reference is introduced andthe 1st. principal stress according to the new coordinate system is observed on thesame node 262 for each time step.
The chart (figure 8.5.6) represents the variation of x-component of stress on node266 with with respect to new coordinate system. These are the stresses in the di-rection of x axis of the new coordinate system or x-component of stresses acting onnode 262 for each time step.These stress cycles can be used to find the accumulateddamage and hence the fatigue life of the piston accumulator for this particular loadcase.Since the mean of stress cycles is changing, rain flow count method is applied tofind the number of closed cycles of different stress ranges that can cause fatigue fail-ure. Rain flow count method results in 82 closed stress cycles shown by chart 8.5.7Since there are number of stress cycles have been found on the node 240 in the prin-cipal stress direction, it is quite appropriate to select only those stress cycles whichhave high stress ranges i.e. the stress cycles contributing the largest part in fatiguefailure. To simplify the problem low stress range cycles have not been considered.
Higher life can be predicted if the radius at the fillet is increased. This will giveimproved fatigue life as stress concentration on the investigated point is reduced.This fatigue life till failure is applicable to a piston accumulator for this particularload case under static pressure loading and initial speed at contact. Dynamic pres-sure accumulation can bring a change to the predicted life. The approach to predictthe life is quite conservative as material damping is not taken into account. Takingmaterial damping as a material parameter in the analysis can improve results.
88

Figure 8.5.5: Stress variation at Node 262
Figure 8.5.6: Stress Variation at Node 262 w.r.t New Coordinate System
89

From rain flow count method following cycles are obtained:
Figure 8.5.7: Stress Cycles for Node 262
90

Only the first few high stress ranges are considered for the calculation of accumu-lated damage and hence fatigue life. The stresses with small stress ranges do notcontribute to the fatigue failure to large extent. The stress ranges, amplitude andthe corresponding number of cycles using the Wohler Curve for high alloy, highstrength steels (see Appendix E table 5-110.1 for UTS 793-896 MPa) are given inthe table.
Now, using the following data and tabular values, the expected life to failure canbe obtained:since,Accumulated Damage caused by one loading sequence = D; its value should be 1or less than 1 so that equivalent stress amplitude could remain on or below Wohlercurve.Total time to failure = TTime for one sequence of loading cycle (Tseq) =1/frequency,in this case it is fr= 139 Hz (operating frequency of the accumulator) (see section7.2.4)
⇒ Tseq = 7.2 msi =1 to 6ni= 1N can be obtained from table for each stress amplitude.Therefore,
Accumulated Damage = D=T
fr× [
n1
N1
+n2
N2
+n3
N3
+ ....+ni
Ni
]
we get,
T = 125hrs
This is the life time obtained due to speed loading on the given structure.The life is based on the frequency of loading which is considered relatively high i.e.140 Hz.
91

Critical Point 2 (Node1) in Piston
Concentration of high bending stresses is observed at another point in the pistondomain. It is the upper central point at the central axis located on the piston. It isfound that high tensile stresses are concentrated at a point of time of simulation atnode 1. This critical point extrudes into the empty region left for gas charging intothe accumulator in the upper stop. Therefore, a similar procedure is applied andfatigue life is predicted for this critical point.
The sub-step when maximum stress is found at node 1 at time instant of is shownin figure 8.5.8 :
Figure 8.5.8: Critical Point (node 1) with maximum Principal Stress
92

The stress variation at the location is given by chrat 8.5.9:
Figure 8.5.9: Stress Variation at Node 1 in the Piston
Now find the direction of principal stress at node 230 is calculated as follows :
1st Pr stress magnitude = 170 MPaPrincipal direction vector =1.000, 0.00235, 0Angle = 0.1364o
Now, a new coordinate system is introduced and the x-component of the stressesare found according to new coordinate system on the same node 1. The chart infigure 8.5.10 represents the variation of 1st principal stress on node 1 with timesuch that its direction remains at 0.1364o. On this curve, rain flow count method isapplied to find the number of predicted cycles to failure. Since the stress is varyingat high level, the curve is simplified in such a way that the cycles of stresses withhigh magnitudes of stress ranges are selected for further analysis. Rain flow countmethod finds the equivalent stress curve of constant range of 63 MPa and 145 num-ber of cycles in a sequence 8.5.11. Rain flow curve and the results are obtainedby an internally developed software at Atlas Copco. Only first few but of largeststress range cycles are selected for further analysis as other cycles do not contributeto damage on large scale.Now, using the following data and tabular values, the expected life to failure can
be obtained:since,
Accumulated Damage caused by one loading sequence = D; its value should be 1or less than 1 so that equivalent stress amplitude could remain on or below Wohler
93

Figure 8.5.10: Stress Variation at Node 1 w.r.t New Coordinate System
Figure 8.5.11: Stress Ranges Obtained Using Rain Flow Count Method
94

curve.Total time to failure = TTime for one sequence of loading cycle (Tseq) =1/frequency,in this case it is fr= 139 Hz (operating frequency of the accumulator) (see section7.2.4)
⇒ Tseq = 7.2 msi =1 to 13N can be obtained from table for each stress amplitude.Therefore,
Accumulated Damage = D=T
fr× [
n1
N1
+n2
N2
+n3
N3
+ ....+ni
Ni
]
we get,T = 0.2hrs
The life obtained after this investigation on second critical point suggests that highstresses magnitudes exist there. The stress concentration at this point can be re-duced by conducting another analysis by taking a higher thickness in the center ofthe piston.
95

Figure 8.6.1: Ansys Model
8.6 Second Analysis
The geometry of the piston is changed as given in the figure 8.6.1. Now the piston isgiven extra thickness in the middle portion. Since the upper central region is underhigh bending stresses at the impact, the higher thickness can reduce concentrationof higher stresses at the central point.
8.6.1 Static Analysis with Pressure Loading
It can be observed that applied pressure of 2.2 MPa does not induce high stressesin the structure. Therefore its occurrence at the impact does not contribute to thedeformation at significant level especially for this load case. In separate analysis thedynamic pressure variation with position of the piston can be taken into accountwhich can contribute high stresses.
8.6.2 Transient Analysis with Speed
The same procedure is applied as was adopted in 1st. Analysis. The piston is givenspeed of 2 m/sec and is allowed to come in contact with an end stop. Penetration ofthe contact surface in the target surface occurs which causes stress developing in thestructure. Again two critical points are analyzed, one lying at the fillet region andother is the upper center point in the piston. The results are described in followingsections.
8.6.3 Fatigue calculations for Critical Point
After analysis for simulation time of 0.2 ms, several nodes around the upper centralcorner and fillet radius are analyzed and the node with high stress concentration i.e.node 2 is selected for fatigue analysis as shown in below in figure 8.6.2. The chartgiven in figure 8.6.3 represents the variation of first principal stress at node 2.
96

Figure 8.6.2: Stress Distribution
97

Figure 8.6.3: Variation of Stresses at Critical Node 2
Now the principal direction of maximum 1st. principal stress at node 2 is deter-mined. It is found from the nodal solution that principal direction of 1st. PrincipalStress at its maximum amplitude on node 2 is found to be:
1st Pr stress magnitude = 119.2 MPaPrincipal direction vector =0.99997, 0.00830, 0Angle = 0.4755o
The a new coordinate system is introduced at an angle of 0.4755o with the globalcoordinate system. The x-axis of this coordinate system is in the direction of max-imum 1st. principal stress at node 2. Now x-component of stress is determinedfor each time instant according to new coordinate system. This stress variation isshown in figure 8.6.4 Now rain flow count method gives the 152 closed stress cyclesof different stress ranges. But Palmgren-Miner rule is applied to only first few butstress ranges with highest magnitudes. The stress ranges are given in the plot (seefigure 8.6.5):In the following table, stress ranges, their magnitudes, stress amplitudes and using
W’ohler curve ( 5.110.1 for UTS 793-896 MPa, appendex) corresponding number ofcycles are shown:
since,Accumulated Damage caused by one loading sequence = D; its value should be 1or less than 1 so that equivalent stress amplitude could remain on or below Wohlercurve.Total time to failure = TTime for one sequence of loading cycle (Tseq) =1/frequency,
98

Figure 8.6.4: Variation of Stresses at Critical Node 2 w.r.t New Coordinate System
Figure 8.6.5: Stress Ranges Obtained by Rain Flow Count Method
99

in this case it is fr= 139 Hz (operating frequency of the accumulator) (see section7.2.4)
⇒ Tseq = 7.2 msi =1 to 12N can be obtained from table for each stress amplitude.Therefore,
Accumulated Damage = D=T
fr× [
n1
N1
+n2
N2
+n3
N3
+ ....+ni
Ni
]
we get,
T = 40hrs
Therefore and improved fatigue life is obtained by increasing the thickness in thecenter of the piston. The piston accumulator with the given size and geometry andunder given loading can work at a frequency of 139 Hz for 40 hrs without failure.
8.7 Conclusion
The fatigue life of the piston can be increased by changing the geometry and in-creasing the mass. In this study only the fatigue strength of piston accumulator forgiven geometry and mass is predicted. From this analysis it can be concluded thatthe higher fatigue life can be achieved for a piston accumulator with a light weightpiston by using a smart shape of piston. For this shape optimization can be per-
100

formed to find the optimum design of piston in the accumulator that can give highfatigue life by the reduction of stress concentration at critical points. Furthermore,the analysis performed by using a very conservative approach as no damping hasbeen used as a material property. If an exact value of material damping is used inthis analysis, better fatigue life can be achieved.
101

Chapter 9
Summary and Results
This study and analysis helped in analyzing the performance of valveless rock drillwhen it is allowed to operate with and without gas accumulators. In this thesis workthe following tasks are performed :
• a piston accumulator has been modeled in HOPSAN and its characteristicbehavior has been studied. In this modeling, all the important factors whichhave effect on the piston accumulator have been taken into account, such asmass and hence inertia of piston, friction in sliding contact between pistonand cylinder and effective bulk modulus for oil, gas and mixture of oil andgas. As the accumulator is designed to work over high pressure loading andhigh frequency level, to give it a high fatigue life, a breaking chamber is alsoinstalled. The breaking chamber gives damping to the piston of accumulatorespecially when it strikes the ends. Therefore, its collides with the ends withrelatively low speed. This will certainly add life to accumulator. It is alsoobserved from the simulation that accumulator piston mass affects the perfor-mance of the rock drill. Higher the mass of piston, lower the overall efficiencyof the rock drill. Similar is the case with the friction. High speed of piston canbe achieved with less sliding friction. Since in the friction model used here,the coefficients of friction has been used as per given in simulink model forhydraulic cylinder, it is now proposed to experimentally determine the morerealistic friction coefficients for piston accumulator. Low friction seals providelow pressure differentials between gas and oil side. Therefore, low friction sealswill allow high piston speeds and hence the effectiveness of piston accumulatoris improved. With low friction in piston accumulator, high life can also beexpected.
• The piston accumulator is proposed to be used with the valveless rock drill.One alternative is to use bladder accumulator that can work on high frequency.But as the pressure in the piston chamber is varying over a high range, themembrane of the accumulator is unable to sustain this high pressure differen-tial. The bottoming out of the membrane causes an earlier failure. Therefore,Piston accumulator, due to the high strength of separating medium, is an ap-propriate option, along with some constraints of mass of piston and fatiguefailure of piston accumulator. This study reveals the satisfactory performanceof rock drill with the piston accumulator.
• The performance of valveless rock drill is studied with one and two pistonaccumulators and is compared with its performance when no accumulator is
102

used. Two piston accumulator results in optimum efficiency. One accumu-lator does not give high efficiency for drill as large oil volume is drained off.The accumulator volume has to keep larger than working volume in pistonchamber for satisfactory performance but it results n losses. Rock drill withtwo piston accumulators works satisfactorily and gives high efficiency. Theworking volume in both the accumulators is lower than the volume of oneaccumulator if used with rock drill. As described in earlier discussion in previ-ous chapters, performance of rock drill with two piston accumulators is foundsatisfactory. It is observed that large the diameter of the accumulator pistonand shorter stroke length, high frequency of operation and high efficiency isobtained. The high pressure accumulator piston oscillates such that it doesnot come in contact with the upper stop. Opposite is the case with low pres-sure accumulator. As the large oil volume has been replaced by two smalleroil volumes, the strength problem with the housing has also been eliminated.Now as a future task, performance of the drill with two piston accumulatorscan be experimentally tested in lab for validation of results.
• The fatigue strength of the accumulators have been computed. For this stressanalysis of the piston accumulator has been conducted using ANSYS wherecritical loading conditions are analyzed. The critical condition for failure inthe two accumulators is when the piston strikes any of the stop. The maximumprincipal stress and its direction on the critical point of stress concentrationhas been used to find the stress range of cyclic loading. It is found by stressanalysis that the stress amplitude in the material critical point is not constant.Therefore, rain flow count method is used to find the stress range and thenthe stress amplitude. This stress amplitude gives the number of loading cyclesthe structure can sustain before failure. For this Wohler Diagram for hightensile steels is used. Piston of accumulator is found susceptible to failurebased on the observation that the critical point of stress concentration exist inthe piston.
• From fatigue analysis it is concluded out that the corner fillet regions in thepiston are relatively safe regions to fatigue failure. The piston can perform forlonger period of time at a particular frequency of operation without failure atthe corner fillets. But the central point on the surface of the piston is the mostcritical point to fatigue failure. The stress concentration at the corners of thepiston can be easily reduced by increasing the fillet radius, but the top surfacecenter point is observed to be the most favorable point for fatigue failure tooccur. The reason is its exposition to the hole left in the upper stop for theflow of gas. High tensile stress is concentrated every time the piston strikesthe upper stop. Due to these tensile stresses, center point on the upper surfaceof the piston bends and protrudes into the hole. This stress concentration atthis point can be reduced by increasing the thickness of the piston especiallyclose to central axis. But mass of the piston, which has to be as low as possiblefor better operation of the drill, is a real constraint in designing an optimaldesign of piston. The other way could be to perform a smart shape and sizeoptimization of the piston.
• Material damping can influence the result of fatigue analysis. The methodadopted here for fatigue analysis is the most conservative method since nomaterial damping has been considered in this analysis. If material damping
103

is used for the structure, it can eliminate the high stress concentration at thecritical point.
9.1 Future Work
After performing this thesis work, research and development can e continued whilefocusing on these key point:
• Friction coefficients for piston cylinder sliding motion in the accumulator canbe established by experiments in the lab. For this an accumulator can befabricated and test can be performed with low friction sealing. Abrupt pistonmovement (the stick slip effect) can be studied and reduced by designing andvalidating a low friction design. calculations can be performed to find out theindividual accumulator efficiency apart form drill efficiency.
• Valveless rock drill can be tested in the lab with two accumulators and resultscan be validated.
• Fatigue strength calculations can be performed by incorporating other loadcases such as piston movement with pressure variation.
• Fatigue strength calculations can also be made by tests in the lab and real datacan be established for fatigue life of piston accumulator at different frequencyof operation and loading.
104

Bibliography
[1] Gunnar Wijk, Percussive Rock Drilling
[2] Atlas Copco Photo Archive, http://atlascopco.com/Standard/index.jsp
[3] Gunnar (1996) Wijk,Total Rock Drilling Technology, Orebro, Atlas Copco RockDrills AB
[4] Johan Aleberg, Andreas Wiberg (2007), Designing a Hydraulic Energy Absorberfor Endurance Tests of Percussive Rock Drills
[5] Anthony Esposito , Fluid Power With Applications, Sixth Edition
[6] Karl-Erik Rydberg , Gas Charged Accumulators as Energy Storage Devices inHydrostatic Drives
[7] HYDAC International Accumulators Catalogue
[8] Karl-Erik Rydberg (2003) , Modelling level for Simulation and Design of FluidPower Systems
[9] Krus, Peter (1994) , An introduction to Modelling of Transmission Lines,Linkopings Universitet, Linkoping, IKP-R-732
[10] Larsson, Jonas (2002), User’s guide to HOPSAN, Linkopings Universitet,Linkoping
[11] Cylinder Friction, Simulink Library Model to Simulate Friction in HydraulicCylinders
[12] G.G Popov, I.E Zavjalova, V.L. Borisenko, V.G Popov, N.A. Rashkeev,J.K.Bochebarov and V.S. Stramnov (1975) Patent 673,193
[13] Tore Dahlberg, Anders Ekberg, Failure Fracture Fatigue, An Introduction
[14] ASTMs standard E 1049, Standard Practices for Cycle Counting in FatigueAnalysis, Rainflow counting
I

Appendix: AFORTRAN code for the Calculation of Friction in Piston Cylinder Device
II

Appendix: B
*.HCOM File Code for Optimization in HOPSAN
III

*.ODAT File Code for Optimization in HOPSAN
IV

Appendix: C
V

VI

VII

VIII

Appendix: D
Wohler Curve
IX

X

XI






![ACP Series Accumulator Dimensions - HYDROVER · [24.5] 0.06 [1.5] 0.97 [24.5] How To Order ACP Series Piston Accumulators Piston accumulators can be specified by using the symbols](https://img.pdfslide.us/doc/110x75/5f65e99f2532342d1f749843/acp-series-accumulator-dimensions-hydrover-245-006-15-097-245-how-to.jpg)