-
8/13/2019 Deshielo Evaporadores Industriales Aug2009
1/12
3 0 A S H R A E J o u r n a l a s h r a e . o r g A u g u s t 2
0 0 9
By Douglas T. Reindl, Ph.D, P.E., Fellow ASHRAE; and Todd B.
Jekel, Ph.D., P.E., Member ASHRAE
The accumulation of frost on forced-circulation air coolers 1 or
air-coolingevaporators leads to a continual decreasein cooling
capability; thereby, requiringthe periodic removal of accumulated
frostto avoid a complete loss of refrigerationcapacity. The removal
of frost from an
evaporator is accomplished through the
use of a defrost process. There are anumber of alternative means
availablefor defrosting coils including: electric,off-cycle,
secondary uid, water, hot-gas,and continuous defrost through the
useof sprayed liquid desiccants. With theexception of the liquid
desiccant option,
all of these defrost strategies require in-
terrupting the coils normal cooling modeoperation to allow
warming of its surfacesto melt accumulated frost.
Electric defrost uses resistance heatingelements interlaced
throughout the coilto warm the coil surfaces sufciently tomelt
accumulated frost. For evaporatorsoperating in spaces with air
temperaturesabove freezing (e.g., a cooler or dock areamaintained
at 38F [3.3C]), an off-cycledefrost can be accomplished by
shutting
off the refrigerant feed for an extendedperiod of time while
continuing to oper-ate the fans. The heat from the relativelywarmer
room air heat melts the accumu-lated frost on the unit. A secondary
uiddefrost relies on the use of a separate uidcircuit within the
evaporator. In this case,
About the AuthorsDouglas T. Reindl, Ph.D., P.E., is a
professorand director and Todd B. Jekel, Ph.D., P.E., isassistant
director at the University of Wisconsin-Madisons Industrial
Refrigeration Consortium in
Madison, Wis.
T his article discusses techniques for removing accumulated
frost on air-cooling evaporators in industrial refrigeration
applications. Although wereview alternative approaches to
defrosting coils, our primary focus is on the use
of hot-gas for defrost, including valve group arrangements and
their sequences
of operation. Due to past incidents, particular emphasis is
placed on valve group
designs that offer enhanced plant safety. The article concludes
with a discussion
of the parasitic energy effects associated with the defrost
process with an eye
toward using this information to enhance the energy performance
of defrosting.
DEFROSTING Industrial Ref rigeration Evaporators
This article was published in ASHRAE Journal, August 2009.
Copyright 2009 American Society of Heating, Refrigerating and
Air-ConditioningEngineers, Inc. Posted at www.ashrae.org. This
article may not be copied and/or distributed electronically or in
paper form without permissionof ASHRAE. For more information about
ASHRAE Journal, visit www.ashrae.org.
-
8/13/2019 Deshielo Evaporadores Industriales Aug2009
2/12
-
8/13/2019 Deshielo Evaporadores Industriales Aug2009
3/12
3 2 A S H R A E J o u r n a l A u g u s t 2 0 0
9www.info.hotims.com/25207-34
plants, some practitioners have exploredalternative methods to
determine whena particular unit requires defrost includ-ing: timers
that accumulate liquid feedsolenoid open time, frost sensors,
air
pressure drop sensors, and others. Theaccumulated liquid feed
solenoid opentime can be effective since it is somewhatadaptive to
the coils load (sensible andlatent). The other sensors mentioned
pre-viously have not proven suitably robust tond signicant
penetration in industrialapplications. Once it has been
determinedthat a coil requires defrosting, a controlsequence is
triggered to initiate and com-plete several steps in a defrost
sequence.
The following individual steps are typi-cal of the sequences
used for defrostingforced air circulation evaporators.
Step 1: Pump-Out The pump-out period is used to prepare the coil
for receiving
hot-gas. The purpose of the pump-out period is to evaporate
asmuch of the residual cold liquid refrigerant contained within
Figure 1: Valve positi ons and fan operation dur ing pump-out
for a typical li quid overf ed coil.
[Closed] BleedSolenoid
Hand Valve
Plot PressureRegulator
Suction Stop Valve [Open]
Defrost ReliefRegulator
Suction Stop PilotSolenoid [Closed]
Wet Suction Return
Liquid Feed Solenoid
Mode Valve(s) Position
PumpOut
Suction Stop Valve
Suction StopPilot SolenoidBleed Solenoid
Liquid FeedSolenoid
Soft-Gas Solenoid
Hot-Gas Solenoid
Open
Closed
Closed
Closed
Closed
Closed
[Evaporator Fans On ]
Soft-Gas Solenoid[Closed]
Regulated Hot Gas
Defrost Return (Medium Pressure)
Defrost Condensate
Recirculated Liquid/ Vapor Return
Recirculated Liquid Supply
Defrost Hot-Gas Supply
E v a p o r
a t o r F a
n s
[ O n ]
[Closed]
PumpedLiquid Supply
Hot-Gas Solenoid[Closed]
P a n
the coil as possible prior to supplying hot-gas to the coil.
Byremoving residual liquid refrigerant, the hot-gas will
morequickly and effectively warm the coil to melt accumulated
frost.
-
8/13/2019 Deshielo Evaporadores Industriales Aug2009
4/12
www.info.hotims.com/25207-6
-
8/13/2019 Deshielo Evaporadores Industriales Aug2009
5/12
3 4 A S H R A E J o u r n a l A u g u s t 2 0 0
9www.info.hotims.com/25207-35
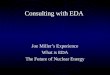
Figure 2: Coi l capacity decrease durin g pump-out. 6
E v a p o r a t o r
C a p a c
i t y ( t o n
)
30
25
20
05
10
5
0 0 2 4 6 8 10 12 14 16 18 20Pump-Out Dwell Time (min)
The pump-out period begins by de-energizing (closing) the
evaporatorsliquid feed solenoid valve while thesuction stop valve
remains open, and theunits fans operate as shown in Figure
1 . Heat from the fan motors and room(or product) causes the
residual liquidrefrigerant within the coil to evaporatewith the
refrigerant vapor returning tothe engine room via the wet
suctionreturn (also referred to as recirculatedsuction).
The amount of time scheduled forpump-out varies from an
extremelyshort duration, more typical for gravityooded
recirculation and direct-expan-sion unit designs (zero to ve
minutes),to a longer period for liquid overfed unitdesigns (10 to
15 minutes 2). A shortpump-out period for a gravity ooded
design requires a short pump-out period because its normalliquid
refrigerant inventory within the unit during coolingmode operation
is low. Liquid overfed coil designs requirea longer pump-out period
due to a combination of effects.
evaporator is made possible because the low
refrigerant-sidepressure drop of the coil allows any residual
liquid refrigerant(and liquid condensate) to be readily cleared
when hot-gasis supplied to the coil for defrost. The
direct-expansion coil
-
8/13/2019 Deshielo Evaporadores Industriales Aug2009
6/12
A u g u s t 2 0 0 9 A S H R A E J o u r n a l 3 5
Figure 3: Valve positions and fan operation duri ng soft-gas
peri od for typical li quid overfed coil.
[Closed] BleedSolenoid
Hand Valve
Plot PressureRegulator
Suction Stop Valve [Closed]
Defrost ReliefRegulator
Suction Stop PilotSolenoid [Open]
Wet Suction Return
Liquid Feed Solenoid
Mode Valve(s) Position
Soft-Gas
Suction Stop Valve
Suction StopPilot SolenoidBleed Solenoid
Liquid FeedSolenoid
Soft-Gas Solenoid
Hot-Gas Solenoid
Closed
Closed
Open
Closed
Open
Closed
[Evaporator Fans Off ]
Soft-Gas Solenoid[Open]
Regulated Hot Gas
Defrost Return (Medium Pressure)
Defrost Condensate
Recirculated Liquid/ Vapor Return
Recirculated Liquid Supply
Defrost Hot-Gas Supply
E v a p o r
a t o r F a
n s
[ O f f ]
[Closed]
PumpedLiquid Supply
Hot-Gas Solenoid[Closed]
P a n
First, the liquid refrigerant inventorywithin the coil is higher
compared toa direct-expansion evaporator. Second,the
refrigerant-side coil pressure dropis relatively high due to the
presence
of button orices located within eachcircuit on the refrigerant
feed-side of thecoil (typical for mechanically pumpedoverfed
designs).
Because a longer pump-out period isrequired for overfed coil
designs, it isnatural to ask how long of a pump-outperiod is suff
icient? The pump-outperiod should be long enough to evapo-rate the
majority of residual liquid inthe coil but not too long that
parasiticheat load effects to the space becomesignicant. The
parasitic heat load ef-fects during pump-out arise because
thesupply of liquid refrigerant to the coilhas been interrupted;
the evaporatorsfans continue to run; it is heat fromthe fans that
are a parasitic space load.In addition, longer pump-out
periodsextend the time the unit is unavailableto meet space
loads.
Aljuwayhel, et al., 3 reported exten-sive data collected on a
eld-installedevaporator unit located in a penthousefor a low
temperature holding freezer.
The coil in this particular unit has arated capacity of 37 tons
(130 kW t) withve fans that deliver 60,000 cfm (102000 m 3/h) of
air during cooling modeoperation, but that result in approxi-mately
5 tons (17.6 kW t) of parasiticheat load during fan operation.
Datawere collected on the units refrigera-tion capacity during the
pump-out pe-riod and the units decrease in capacityover ve separate
pump-out cycles isshown in Figure 2 . At the end of the 20
minute pump-out period, the coils capacity has decreasedto a
level approaching a break-even capacity to just meetthe fan heat
gain.
A pump-out period longer than 20 minutes is usually notrequired.
Shorter pump-out periods should be validated byobserving the frost
melt pattern on the coil during the hot-gassupply period of the
defrost sequence. Assuming the coil istop-fed with hot-gas
(typical), an adequate pump-out period islikely established when
the bottom rows of the coil completelyrelease their frost during
the hot-gas dwell period and when noaudible effects of hydraulic
hammering are observed on the coiland its connected piping during
the early part of the hot-gas
supply period.
Step 2: Soft-Gas The use of a soft-gas step in the defrost
sequence is recom-
mended for evaporator coils with 15 tons (53 kW t) of capacityor
greater. 2,4,5 The soft-gas period of the defrost sequencebegins by
shutting off the evaporator fans and energizing thepilot solenoid
for the suction stop valve. The pilot solenoidapplies hot-gas
pressure to the top of the suction stop valvespiston, forcing this
normally open valve closed.
With the coil now isolated from the systems suction pressure,a
small ported (e.g., 0.5 in. [13 mm]) soft-gas solenoid valve
isopened to allow a low ow rate of hot-gas into the coilusu-ally
after owing rst through the drain pan warming circuit;
slowly raising the pressure of refrigerant in the coil. The
soft-
Figure 4: Valve positions and fan operation dur ing hot-gas peri
od for typical liquid overfed coil.
[Closed] BleedSolenoid
Hand Valve
Plot PressureRegulator
Suction Stop Valve [Closed]
Defrost ReliefRegulator
Suction Stop PilotSolenoid [Open]
Wet Suction ReturnLiquid Feed Solenoid
Mode Valve(s) Position
Hot Gas
Suction Stop ValveSuction StopPilot Solenoid
Bleed SolenoidLiquid Feed
SolenoidSoft-Gas Solenoid
Hot-Gas Solenoid
Closed
Open
Closed
Closed
Open
Closed
[Evaporator Fans Off ]
Soft-Gas Solenoid[Closed]
Regulated Hot Gas
Defrost Return ( Medium Pressure)
Defrost Condensate
Recirculated Liquid/ Vapor Return
Recirculated Liquid Supply
Defrost Hot-Gas Supply
E v a p o r
a t o r F a
n s
[ O f f ]
[Closed]
PumpedLiquid Supply
Hot-Gas Solenoid[Open]
P a n
-
8/13/2019 Deshielo Evaporadores Industriales Aug2009
7/12
3 6 A S H R A E J o u r n a l a s h r a e . o r g A u g u s t 2
0 0 9
gas cycle is intended to reduce the risk ofhydraulic hammer that
can occur on thecoil or connected piping by reducing thepressure
difference between the coil andthe hot-gas main. The reduced
pressure
difference will decrease the rapid in-rushof hot-gas when the
larger main hot-gassolenoid opens. Briley 5 recommends siz-ing the
soft-gas solenoid at 20% to 25%of the main hot-gas solenoid
valve.
Figure 3 shows the valve positions andthe evaporator fan state
during the soft-gas period. The the soft gas dwell time isgenerally
set to last for a period rangingfrom ve to 10 minutes. 4 Soft-gas
dwellperiods up to 20 minutes may be requiredfor larger liquid
overfed evaporators or inapplications having large operating
pres-sure differences between the hot-gas mainand the evaporator.
The soft-gas dwelltime period should be field-adjustedto raise the
evaporator pressure to ap-proximately 35 to 40 psig (2.4 to 2.8bar)
before moving to the next mode inthe sequence of defrost operation.
Notall evaporators have a soft-gas solenoid.While it is benecial
for all evaporators,it is more common on larger
capacity,low-temperature evaporators.
Step 3: Hot-Gas Thus far, the individual segments of
the defrost sequence have focused onpreparing the coil to
receive hot-gas to melt the accumulated frost. In thisportion of
the defrost sequence, thelarger hot-gas solenoid opens to
deliverhot-gas rst through the coils drain panand then the
evaporator coil, as shownin Figure 4 . During the hot-gas
supplyperiod, the smaller soft-gas solenoid caneither remain open
or closed since the
ally 70 to 90 psig (4.8 to 6.2 barg) (equivalent to a
saturationtemperature of 47F to 58F [8C to 14C] for ammonia).
Thedefrost relief regulator will modulate to maintain the
evapora-tor at the regulators pressure setting and it will fully
reseat atthe conclusion of the hot-gas dwell period. A check valve
isrequired on the outlet of the defrost relief regulator when
thedefrost condensate return is piped to a suction pressure
higherthan the evaporators normal operating pressure.
How long should the hot-gas supply period be set? The
dwellperiod of the hot-gas supply must be sufcient to allow all
theaccumulated frost on the coil to melt but not excessive to
avoidcreating a parasitic heat load external (to the space) and
internal (to
the refrigeration system) by returning uncondensed hot-gas back
to
majority of gas ow will occur through the main hot-gas valve.As
high-pressure superheated refrigerant vapor ows rstthrough the
piping in the drain pan circuit and then into the coil,the
high-pressure vapor condenses as it gives up its latent heatto warm
both the drain pan and the evaporator coil surfaces.A warm drain
pan will help prevent re-freezing of the waterdraining from the
coil to the pan. As the coil surfaces warm, theaccumulated layer of
frost will begin to meltowing by grav-ity down the coil and into
the drain pan before leaving the unitthrough a defrost condensate
drain line. The condensed liquidrefrigerant is directed from the
coil to a lower pressure level inthe plant through a defrost relief
regulating valve. The defrost
relief regulator is factory set at a user-specied
pressureusu-
Figure 6: Valve positions and fan operation during the bleed
period for a typical liquid overfed coil.
Defrost Hot-Gas Supply
[Open] BleedSolenoid
Hand Valve
Plot PressureRegulator
Suction Stop Valve [Closed]
Defrost ReliefRegulator
Suction Stop PilotSolenoid [Open]
Mode Valve(s) Position
Bleed
Suction Stop Valve
Suction StopPilot Solenoid
Bleed SolenoidLiquid Feed
SolenoidSoft-Gas Solenoid
Hot-Gas Solenoid
Closed
Closed
Closed
Closed
Open
Open Wet Suction ReturnLiquid Feed Solenoid
PumpedLiquid Supply
[Evaporator Fans Off ]
Soft-Gas Solenoid[Closed]
Hot-Gas Solenoid[Closed]
Regulated Hot Gas
Defrost Return (Medium Pressure)
Defrost Condensate
Recirculated Liquid/ Vapor Return
Recirculated Liquid Supply
E v a p o r
a t o r F a n
s
[ O f f ]
[Closed]
P a n
Fi gure 5: M easured and predicted average penthouse air
temperatur es dur ing hot-gasdefrost and bleed peri ods. 6
40
35
30
25
20
15
10
5
0
5
10
15
20
25
30
35
40
P e n t
h o u s e
A i r T e m p e r a
t u r e
( C )
0 5 10 15 20 25 30 35 40 45 50 55 60Time (min)
Hot-Gas Dwell = 40 min Bleed10 min
Cooling Interval 24 Hours
No Frost (Experiment Data 6.5 min)No Frost (Model Prediction 6.0
min)Run #2 24hRun #3 24h
Cooling Interval 48 Hours
No Frost (Experiment Data 10.5 min)No Frost (Model Prediction
10.8 min)Run #4 48hRun #5 48h
-
8/13/2019 Deshielo Evaporadores Industriales Aug2009
8/12
KEEP GROWINGYOUR LEED ACCREDITATION
SETS THE COURSE FORTRANSFORMING YOUR PRACTICE.
www.gbci.org
www.info.hotims.com/25207-39
-
8/13/2019 Deshielo Evaporadores Industriales Aug2009
9/12
3 8 A S H R A E J o u r n a l a s h r a e . o r g A u g u s t 2
0 0 9
hot-gas solenoid valve (and soft-gas solenoid if open) is
closedand a small bleed solenoid valve opens to slowly
depressurizethe coil by relieving the pressure in the coil back to
suction. Thebleed solenoid valve is typically three to four sizes
smaller thanthe main suction stop valve but not less than 0.5 in.
(13 mm). 7 An optional hand valve in the bleed line can be used to
eldadjust the rate of coil depressurization as shown in Figure 6
.
The bleed period is necessary, particularly on large coils(with
coil volumes greater than 8 ft 3 (0.23 m 3) or suction pip-ing
greater than 2 in. (65 mm), 2 to prevent what would be avery rapid
depressurization of the coil when the suction stop
valve opens. Rapid coil depressurization increases the
potential
for hydraulic hammering to the coil and the connected
suctionpiping. The bleed period also prevents rapid swings in
suctionpressure and compressor loading that would normally result
asthe engine room responds to maintain a constant suction
pres-sure. The duration of the bleed period is
installation-dependentand should be adjusted so no audible
hammering occurs and thetime is sufcient to decrease the coil
pressure to within 5 to 10psid (0.3 to 0.6 bar) of the normal
cooling mode evaporator pres-sure. 4 Generally, the bleed period
will last ve to 10 minutes.
At the conclusion of the bleed period, the suction stop
pilotsolenoid is de-energized allowing the main valve to open.
As
congured in the evaporator schematics, the pilot pressure
suction through the defrost relief regulator.Aljuwayhel 6
collected data on a penthouse-mounted evaporator during both
coolingmode and defrost mode of operation. Forthe evaporator
defrost control as-found, the
hot-gas dwell period was 40 minutes.Figure 5 shows
model-predicted andeld-measured average air temperatureswithin the
penthouse during the hot-gas and subsequent bleed periods of
thedefrost sequence for two cases. The rstcase allowed the
evaporator to operatefor 24 hours before initiating a defrostcycle.
Once hot gas owed to the coil,all the frost had melted in a period
ofless than seven minutes. The second caseallowed the evaporator to
operate for 48hours before initiating a defrost cycle.In this
situation, the coil was completelycleared of accumulated frost in
less than11 minutes during the hot-gas supply.
This suggested that a 40 minute hot-gasdwell period was
excessive.
Within 15 minutes of the main hot-gasvalve opening, the average
penthouse airtemperature reached a balmy 68F (20C)and that
temperature was maintained for25 of the 40 minutes, which suggests
thatthe continued supply of hot-gas to the coilwas not resulting in
the full condensing ofthe refrigerant vapor. Rather, a
signicantportion of the hot-gas was owing back tosuction and
creating a parasitic load (in-ternal) on the compressors. The
parasiticeffect of excessive hot-gas dwell periodspresents an
opportunity for improving thesystems energy efciency by simply
re-ducing the scheduled hot-gas dwell period.
Step 4: BleedAt the conclusion of the hot-gas dwell
period, a bleed or equalize sequence is
initiated. During the bleed period, the
Fi gure 8: An il lu strat ion of the ti me-dependent energy ows
for cool ing mode and defr ostmode of operation (note: th is
graphic is not to scale in either capacity or time). 9
Coil InitialCondition(No Frost)
Coil CapacityDecreases As FrostContinues to Form
Coil Capacity Drops Rapidly as RefrigerantFlow is Stopped and
the Pump Out ProcessProceeds, Preparing the Coil for Defrost
Parasitic Energy is Attributed to Warming the Coil Mass and Both
Sensible and Latent
Losses to the Space
Hot-Gas Defrost Terminates and Coil Begins to Cool Down
Coil Transitions from aTemperature Warmer Than theSpace to a
Temperature Cooler
Than the Space, So UsefulRefrigeration is Now Restored
Time
C
B
A
E v a p o r a t o r
C a p a c
i t y
D
Figure 7: Valve positi ons and fan operation duri ng re-chill
peri od for typical l iquid overfed coil.
[Open] BleedSolenoid
Hand Valve
Plot PressureRegulator
Suction Stop Valve [Open]
Defrost ReliefRegulator
Suction Stop PilotSolenoid [Closed]
Wet Suction Return
Liquid Feed Solenoid
Mode Valve(s) Position
Re-Chill
Suction Stop Valve
Suction StopPilot SolenoidBleed Solenoid
Liquid FeedSolenoid
Soft-Gas Solenoid
Hot-Gas Solenoid
Open
Closed
Closed
Open
Closed
Open
[Evaporator Fans Off ]
Soft-Gas Solenoid[Closed]
Regulated Hot Gas
Defrost Return (Medium Pressure)
Defrost Condensate
Recirculated Liquid/ Vapor Return
Recirculated Liquid Supply
Defrost Hot-Gas Supply
E v a p o r
a t o r F a
n s
[ O f f ]
[Open]
PumpedLiquid Supply
Hot-Gas Solenoid[Closed]
P a n
-
8/13/2019 Deshielo Evaporadores Industriales Aug2009
10/12
A u g u s t 2 0 0 9 A S H R A E J o u r n a l 3 9
regulator located in a branch line taken from thesuction side of
the coil will hold the main suctionstop valve for the coil closed
until the set pres-sure of the pilot regulator is reached. This
pilotregulator should be set to a pressure difference no
greater than 10 psid (0.6 bar). The addition of thisvalve (and
other valve designs that provide simi-lar function) is a critical
safety measure to avoidhydraulic hammer that is likely to occur
from arapid opening of the suction stop valve when thecoil is under
pressure. It is important to note thatif the bleed period is too
short, the coil pressurewill remain high and the suction stop valve
willcontinue to be held closed by the pilot pressureregulator
bleeding pressure from the coil to the topof the suction stop
valves piston. If the suctionstop valve does not open, it becomes
impossibleto prepare the coil for re-chilling.
At rst glance, it appears that this regulator is redundantsince
the bleed solenoid provides the slow depressurization ofthe coil to
within 10 psid (0.6 bar) or less of normal evaporatorpressure. This
is true under normal circumstances; however, therapid opening of
the suction stop valve will occur if the coil isin the hot-gas
dwell period and a power outage occurs causingall solenoids to go
to their normal positions. In this situation,the suction stop pilot
solenoid (which is holding the suction stopvalve closed by
pressurizing the top of the valves piston) willclose; allowing the
suction stop valve to rapidly open as it returnsto its normal
position. The net result is an increased likelihoodof hydraulic
hammering with the risk of failure of the evaporatoror connected
piping.
Step 5: Re-ChillOnce the coil is depressurized and the suction
stop valve open,
the unit is ready to return to refrigeration mode. In the
re-chillmode, the liquid feed solenoid is opened to allow cold
liquidrefrigerant to ow into the coil. Early in the re-chill
period, thecold liquid supply will more rapidly evaporate as it
absorbs heatfrom the coil mass as it reduces the coil temperature.
The fanson the unit will usually remain off. Some plants
short-cycle (i.e.,bump) the fans on and off to allow any remaining
water on theexternal surfaces of the coil to re-freeze while
preventing the
carryover of liquid water into the space that would
normallyoccur if the fans were allowed to run at their full ow.
Figure7 shows the valve positions during the re-chill period,
whichgenerally lasts three to ve minutes.
Now that we have discussed the sequences of operation
as-sociated with initiating defrost of an air-cooling evaporator,
letslook at the energy consequences of this process.
Energy Impacts and Net Cooling OptimizationAs discussed in the
article on coil frosting, 8 the accumulation
of frost on a coil progressively decreases its cooling
capacity;necessitating a defrost cycle. The defrost cycle is a
source of
efciency loss to the system but necessary to restore the
coils
Figure 9: Net cooling optimization results. 6
100
98
96
9492
90
88
86
84
82
80
O v e r a
l l S y s t e m
E f c i e n c y
( % )
0 0.01 0.02 0.03 0.04 0.05 0.06 0.07 0.08 0.09
0 25 50 75 100 125 150 175 200 225 250 375 300 325 350Total Mass
of Condensed Water (kg)
Defrost Number
Maximum System Efciency
RH = 80%
RH = 85%
RH = 90%
capacity by removing the accumulated frost. This fact raises
thequestion: What is the appropriate balance between tolerating
thecapacity loss for accumulated frost and the parasitic load
effectsattributable to the defrost cycle? Figure 8 is an
illustration ofthe time-dependent energy ows associated with the
operationof a forced air circulation evaporator for both cooling
mode anddefrost mode operation. The operation of the coil from
Point Ato B is reective of the diminishing cooling capacity of the
unitdue to frosting during normal cooling mode operation. At PointB
the pump-out period begins, and the units capacity dropsrapidly as
the coil is starved and the residual refrigerant withinthe coil is
removed by evaporation. Following the pump-outperiod, the coils
capacity actually becomes negative (it is heat-ing rather than
cooling) as hot-gas is supplied to warm the coiland melt
accumulated frost. After the hot-gas ow is terminated(Point C), the
coil will gradually cool down during re-chill untilit reaches the
point at which it can begin normal cooling modeoperation (Point
D).
The concept of net cooling optimization introduced by
Alju-wayhel aims to maximize the integrated heat removal
capabilityof the evaporator during an entire operational cycle:
coolingmode to defrost and back to cooling mode. This integrated
heatremoval capacity is represented by the blue shaded region
inFigure 8 . A part of maximizing the heat removal capability
of
an evaporator involves minimizing the parasitic effects of
thedefrost sequence. The red hatched area above the
operatingcapacity line represents the integrated cooling decit
belowthe coils rated capacity due to both frost accumulation
andthat the coil is unavailable during the defrost sequence. Thered
shaded portion of the illustration below the line of zero
coilcapacity represents the parasitic effects of the coil heating
thespace during the hot-gas dwell period. Aljuwayhel 6 exploredthe
prospect of optimizing the entire cooling and defrost
modeoperation, i.e., maximizing the blue-shaded portion under
thecooling curve shown in Figure 8 .
To nondimensionally characterize the frost loading of a
coil,
Aljuwayhel dened a dimensionless defrost number as:
-
8/13/2019 Deshielo Evaporadores Industriales Aug2009
11/12
4 0 A S H R A E J o u r n a l A u g u s t 2 0 0 9
www.info.hotims.com/25207-4
V condensate
Amin Ld []Defrost number =
(1)
where V condensate (ft 3 or m 3) represents the volume of water
con-densate produced at the conclusion of a defrost cycle, Amin (ft
2 orm2) represents the minimum area available for air to ow
through
the coil (coil face area minus the n face area and the tube
projectedarea of all circuits for a single row) and Ld (ft or m)
representsthe depth of the coil in the direction of airow.
Aljuwayhel foundthat a defrost number of 0.03 yielded a maximum in
net coolingcapacity. Figure 9 shows the net cooling optimization
results usingoverall system efciency as a gure of merit over a
range of spacelatent loads represented by the three separate curves
indicating thespace relative humidity (RH) ranging from 80% to
90%.
Aljuwayhel denes the overall system efciency as the ratio ofthe
actual integrated evaporator coil cooling capacity to the ideal
cooling capacity during an entire operational cycle. The
actualintegrated evaporator cooling capacity includes the
performancedegrading effects of frost accumulation, as well as the
defrostprocess. The ideal cooling capacity assumes that the coils
cleancooling capacity is maintained during the entire cycle.
Aljuway-hel found that the defrost number was a useful
gure-of-meritbecause it scales the volume of water condensate a
coil producedduring defrost to the volume of frost the coil is
capable of hold-ing. The nding of net cooling optimization for a
defrost numberof 0.03 translates to a coil accumulating
approximately 3% of a
representative volume before initiating a defrost sequence. As
anexample, consider a coil with a face area of 45 ft 2 (4.18 m 2),
threens per inch (one n per 1.1 cm), 7/8 in. (22 mm) OD tubes in
therst row, and a coil depth of 30 in. (0.76 m). A defrost number
of0.03 results in approximately 23 gallons (88 l) of water
drained
from the coil. Interestingly, the defrost number was found to
beindependent of the coils latent load as shown in Figure 9 .
ConclusionsIn this article, we review the basic sequences of
operation for
defrosting forced-air cooling evaporators. The most common
defrostsequence involves ve steps including: pump-out , soft-gas ,
hot-gas ,bleed , and re-chill modes. Some of these steps may be
omitted fromdefrost sequences based on the coils refrigerant feed
congurationor size. A key consideration in eld-tuning defrost
sequence timesettings is obtaining an effective defrost without
audible hammeringof the coil or its connected piping. We also
introduced some keyfeatures relating to the function of the suction
stop valve to preventits rapid opening when there is greater than a
10 psid (or lower)(0.6 bar) pressure difference between the
evaporator and suction.
There is an opportunity to improve the energy performance ofmany
defrosting evaporators. One of the easiest adjustments toconsider
for improving the efciency of the defrost process is theadjustment
of the hot-gas dwell period. Coils with hot-gas dwellperiods in
excess of 15 minutes may be candidates for efciencyimprovement by
decreasing the hot-gas dwell period. The conceptof net cooling
optimization is introduced. Net cooling optimizationaims to
maximize the time-dependent heat extraction capabilityof an
air-cooling evaporator during both cooling mode operationand
defrost. Aljuwayhel dened a defrost number as an appropri-ate
metric for optimizing the combined cooling mode and defrostmode
operation of an evaporator. A defrost number of 0.03 yieldedoptimum
performanceindependent of the coils latent load.
References1. 2006 ASHRAE HandbookRefr igerat ion, Chapter 42.2.
IIAR. 1992. Bulletin 116 Guidelines for: Avoiding Component Fail
-
ure in Industr ial Refr igeration System Caused by Abnormal
Pressure orShock , International Institute of Ammonia
Refrigeration, Arlington, Va.
3. Aljuwayhel, N.F., D.T. Reindl, S.A. Klein, G.F. Nellis.
2008.Experimental investigation of the performance of industrial
evapora-tor coils operating under frosting conditions.
International Journalof Refr igeration 31(1):98 106.
4. IIAR. 2000. Ammonia Refr igeration Piping Handbook.
Arlington,Va.: International Institute of Ammonia
Refrigeration.
5. Briley, G.C. 2004. Optimizing defrost systems, part 3.
ProcessCooli ng and Equipment (1).
6. Aljuwayhel, N.F. 2006. Numerical and Experimental Study of
theInuence of Frost Formation and Defrosting on the Performance of
Indus-trial Evaporator Coils, Ph.D. Thesis, University of
Wisconsin-Madison.
7. Hansen. 2006. Collection of Instructions. Burr Ridge,
Ill.:Hansen Technologies Coporation. p. 78.
8. Reindl, D.T. and T.B. Jekel. 2009. Frost on air-cooling
evapora-tors. ASHRAE Journal 51(2):27 33.
9. Aljuwayhel, N.F. 2006. Optimizing Air-Cooling
Evaporators.Presented at the IRC Research and Technology Forum,
Madison, Wis.
-
8/13/2019 Deshielo Evaporadores Industriales Aug2009
12/12
cleaver-brooks.com
OMMITTED TO PROVIDINGHOT WATER AND STEAM BOILER SOLUTIONS WITH
THEHIGHEST EFFICIENCY AND LOWEST EMISSIONS
Whatever your boiler application, hot water or steam, from0.5
MMBtu/hr to over 500 MMBtu/hr thermal output, Cleaver-Brooksoffers
one source responsibility. Our extensive line of Boilers,Burners,
Controls and Auxiliary Equipment provides you with aseamless,
integrated solution for new or retrot applications.
Upgrade your commercial, institutional or industrial boiler
today witha C-B Boiler Room Energy Improvement Plan to reduce fuel
costand lower greenhouse gas emissions.
www.info.hotims.com/25207-12