Embed Size (px)
Citation preview

DESHIDRATACIÓN DE ETANOL MEDIANTE DESTILACIÓN
AZEOTRÓPICA CON HIDROCARBUROS COMPONENTES
DE LA GASOLINA. ESTUDIO DE LA VIABILIDAD DEL
PROCESO A ESCALA SEMI-PLANTA PILOTO
Ricardo Miguel Pedraza Berenguer

DESHIDRATACIÓN DE ETANOL MEDIANTE DESTILACIÓN
AZEOTRÓPICA CON HIDROCARBUROS COMPONENTES DE LA
GASOLINA. ESTUDIO DE LA VIABILIDAD DEL PROCESO A
ESCALA SEMI-PLANTA PILOTO
Memoria presentada por
Ricardo M. Pedraza Berenguer
Para optar al grado de doctor en Ingeniería Química


Instituto Universitario de Ingeniería de Procesos Químicos
Institut Universitari d’Enginyeria de Processos Químics
D. Vicente Gomis Yagües, Catedrático del Departamento de Ingeniería Química de la Universidad de Alicante y
Dña. Mª Dolores Saquete Ferrándiz, Profesora Titular del Departamento de Ingeniería Química de la Universidad de Alicante.
CERTIFICAMOS:
Que el ingeniero D. Ricardo M. Pedraza Berenguer ha realizado bajo nuestra dirección, en el Instituto Universitario de Procesos Químicos de la Universidad de Alicante, el trabajo que con el título “Deshidratación de etanol mediante destilación azeotrópica con hidrocarburos componentes de la gasolina. Estudio de la viabilidad del proceso a escala semi-planta piloto” constituye su memoria para aspirar al grado de Doctor en Ingeniería Química.
Y para que conste a los efector oportunos firmamos el presente Certificado en Alicante, a dieciséis de octubre de 2012.
Fdo. Vicente Gomis Yagües Mª Dolores Saquete Ferrándiz


A José Pedraza Ivorra
“Afanyat un muntó”


Tabla de contenido 0 RESUMEN ................................................................................................................... 25
1 INTRODUCCIÓN ...................................................................................................... 31
1.1 LOS BIOCOMBUSTIBLES ................................................................................................ 33
1.2 EL BIOETANOL ............................................................................................................... 36
1.2.1 Producción de bioetanol ................................................................................................ 37
1.2.2 Críticas al uso del bioetanol ........................................................................................... 39
1.3 DESHIDRATACIÓN DE ETANOL .................................................................................... 40
1.3.1 Adsorción sobre tamices moleculares ............................................................................... 41
1.3.2 Destilación azeotrópica ................................................................................................. 42
2 OBJETIVOS ................................................................................................................ 47
3 ESTUDIO DE LA DESHIDRATACIÓN DE ETANOL .......................................... 51
3.1 DESCRIPCIÓN DEL EQUIPO EXPERIMENTAL ............................................................... 51
3.2 SISTEMAS ESTUDIADOS Y PRODUCTOS UTILIZADOS .................................................. 63
3.2.1 Sistemas estudiados ....................................................................................................... 63
3.2.2 Productos utilizados ..................................................................................................... 63
3.3 VARIABLES DE OPERACIÓN .......................................................................................... 65
3.4 PUESTA EN MARCHA DEL EQUIPO HASTA ALCANZAR EL RÉGIMEN ESTACIONARIO 68
3.5 ANÁLISIS Y TOMA DE MUESTRAS .................................................................................. 69
3.6 RECUPERACIÓN DE DISOLVENTES ............................................................................... 73
3.6.1 Recuperación del producto de cola .................................................................................. 73
3.6.2 Recuperación de la fase acuosa ....................................................................................... 74
4 DATOS EXPERIMENTALES ................................................................................... 79
4.1 RESULTADOS EXPERIMENTALES OBTENIDOS ............................................................. 80
4.1.1 Agua 6% - Etanol – Hexano ........................................................................................ 80
4.1.2 Agua 11% - Etanol – Hexano ...................................................................................... 82
4.1.3 Agua 7% - Etanol - Ciclohexano .................................................................................. 84
4.1.4 Agua 6% - Etanol – Isoctano ........................................................................................ 86
4.1.5 Agua 9% - Etanol – Tolueno ........................................................................................ 88

4.1.6 Agua 6% - Etanol - Hexano - Isoctano ......................................................................... 90
4.1.7 Agua 10% - Etanol - Ciclohexano – Isoctano ................................................................ 92
4.1.8 Agua 7% - Etanol - Hexano - Ciclohexano – Isoctano ................................................... 94
4.1.9 Agua 6% - Etanol - Hexano - Ciclohexano - Isoctano – Tolueno ................................... 96
4.1.10 Agua 6% - Etanol - Gasolina comercial ....................................................................... 98
4.2 DISCUSIÓN DE LOS RESULTADOS EXPERIMENTALES ............................................... 100
4.2.1 Variación de los caudales de destilado y producto de cola ................................................ 102
4.2.2 Variación de la fracción másica de agua en el producto de cola ....................................... 103
4.2.3 Variación de la fracción másica de agua y etanol en el destilado ..................................... 104
4.2.4 Variación de la fracción másica de etanol en el producto de cola ..................................... 106
4.2.5 Influencia del contenido en agua en el etanol alimentado .............................................. 107
4.2.6 Sistemas con ciclohexano ............................................................................................. 110
4.2.7 Sistemas con mezcla de hidrocarburos .......................................................................... 110
5 CORRELACIÓN DE DATOS DE EQUILIBRIO ................................................... 117
5.1 ECUACIONES EMPÍRICAS DE CORRELACIÓN DE LA CURVA BINODAL ..................... 118
5.1.1 Ajustes empíricos en el sistema agua -etanol – hexano .................................................. 119
5.1.2 Ajustes empíricos en el sistema agua - etanol -ciclohexano ............................................. 120
5.1.3 Ajustes empíricos en el sistema agua - etanol - isoctano ................................................. 121
5.1.4 Ajustes empíricos en el sistema agua - etanol - tolueno .................................................. 122
5.2 MODELOS TERMODINÁMICOS: MODELOS DE COEFICIENTES DE ACTIVIDAD. CÁLCULO MEDIANTE LA ENTALPÍA DE EXCESO ................................................................. 123
5.2.1 La ecuación NRTL y correlación de datos experimentales ............................................. 123
5.2.2 Determinación del punto de pliegue ............................................................................. 124
5.2.3 Ajuste del sistema agua - etanol - hexano mediante la ecuación NRTL ......................... 127
5.2.4 Ajuste del sistema agua - etanol - ciclohexano mediante la ecuación NRTL .................. 128
5.2.5 Ajuste del sistema agua - etanol - isoctano mediante la ecuación NRTL ....................... 129
5.2.6 Ajuste del sistema agua - etanol - tolueno mediante la ecuación NRTL ........................ 130
5.2.7 Comparación entre los puntos de pliegue experimentales y los calculados ........................ 131
5.3 ECUACIÓN NRTL MODIFICADA ................................................................................ 132
5.3.1 Ajuste del sistema agua - etanol - hexano mediante la ecuación NRTL modificada ....... 134

5.3.2 Ajuste del sistema agua - etanol - ciclohexano mediante la ecuación NRTL modificada . 135
5.3.3 Ajuste del sistema agua - etanol - isoctano mediante la ecuación NRTL modificada ...... 136
5.3.4 Ajuste del sistema agua - etanol - tolueno mediante la ecuación NRTL modificada ....... 137
5.4 INTERPOLACIONES TIPO “SPLINE” Y POLINÓMICAS. CORRELACIONES HAND ...... 138
5.4.1 Sistema agua – etanol – hexano mediante interpolaciones ............................................ 141
5.4.2 Sistema agua – etanol – ciclohexano mediante interpolaciones ...................................... 142
5.4.3 Sistema agua – etanol – isoctano mediante interpolaciones ........................................... 143
5.4.4 Sistema agua – etanol – tolueno mediante interpolaciones ............................................ 144
6 SIMULACIÓN DE DATOS EXPERIMENTALES ................................................. 147
6.1 SIMULACIÓN DE DATOS EXPERIMENTALES CON MODELO TERMODINÁMICO
UNIFAC E INTERPOLACIÓN AKIMA PARA EL EQUILIBRIO LÍQUIDO-LÍQUIDO ................ 148
6.1.6 Valoración global de los resultados ............................................................................... 162
6.2 ESTUDIO DEL CONSUMO ENERGÉTICO DEL PROCESO ESTUDIADO ........................ 163
6.2.1 Estudio del consumo energético del proceso “convencional” ............................................. 167
7 CONCLUSIONES ...................................................................................................... 175
8 BIBLIOGRAFÍA ........................................................................................................ 179
I. ANEXO I: DATOS EXPERIMENTALES ................................................................ 187
A. AGUA 6% - ETANOL – HEXANO ................................................................................. 187
B. AGUA 11% - ETANOL – HEXANO ............................................................................... 193
C. AGUA - ETANOL – CICLOHEXANO ............................................................................ 196
D. AGUA - ETANOL – ISOCTANO .................................................................................... 199
E. AGUA - ETANOL – TOLUENO ..................................................................................... 201
F. AGUA - ETANOL – HEXANO – ISOCTANO ................................................................. 204
G. AGUA - ETANOL – CICLOHEXANO - ISOCTANO ....................................................... 210
H. AGUA - ETANOL – HEXANO – CICLOHEXANO - ISOCTANO .................................... 213
I. AGUA - ETANOL – HEXANO – CICLOHEXANO – ISOCTANO - TOLUENO ............... 219
J. AGUA - ETANOL – GASOLINA COMERCIAL ............................................................... 225


Índice de tablas Tabla 3–1. Composición de la Gasolina 95 utilizada en el experimento. .................................. 64
Tabla 3–2. Variables de operación de los sistemas estudiados. .................................................. 67
Tabla 3–3. Condiciones de operación del cromatógrafo de gases con detector TCD. .............. 71
Tabla 3–4. Condiciones de operación del cromatógrafo de gases con columna capilar. ............ 72
Tabla 4–1. Condiciones de operación del experimento agua 6% - etanol - hexano. .................. 80
Tabla 4–2. Condiciones de operación del experimento agua 11% - etanol - hexano. ................ 82
Tabla 4–3. Condiciones de operación del experimento agua - etanol - ciclohexano. ................ 84
Tabla 4–4. Condiciones de operación del experimento agua 6% - etanol - isoctano. ................ 86
Tabla 4–5. Condiciones de operación del experimento agua 9% - etanol - tolueno. ................. 88
Tabla 4–6. Condiciones de operación del experimento agua 6% - etanol – hexano - isoctano. . 90
Tabla 4–7. Condiciones de operación del experimento agua 10% - etanol – ciclohexano - isoctano. ............................................................................................................................ 92
Tabla 4–8. Condiciones de operación del experimento agua 7% - etanol – hexano - ciclohexano - isoctano. ......................................................................................................................... 94
Tabla 4–9. Condiciones de operación del experimento agua 6% - etanol – hexano - ciclohexano – isoctano - tolueno. ......................................................................................................... 96
Tabla 4–10. Condiciones de operación del sistema agua - etanol - gasolina comercial. ............ 98
Tabla 4–11. Resumen comparativo de los resultados obtenidos. ............................................. 100
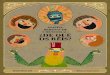
Tabla 4–12. Rango de composiciones de los sistemas estudiados. ........................................... 101
Tabla 5–1. Parámetros del ajuste mediante ecuaciones empíricas para el sistema agua - etanol - hexano. ............................................................................................................................ 119
Tabla 5–2. Parámetros del ajuste mediante ecuaciones empíricas para el sistema agua - etanol - ciclohexano. .................................................................................................................... 120
Tabla 5–3. Parámetros del ajuste mediante ecuaciones empíricas para el sistema agua - etanol - isoctano. .......................................................................................................................... 121
Tabla 5–4. Parámetros del ajuste mediante ecuaciones empíricas para el sistema agua - etanol - tolueno. ........................................................................................................................... 122
Tabla 5–5. Parámetros para el ajuste de datos de equilibrio LL mediante NRTL para el sistema agua - etanol - hexano a una temperatura de 57 ºC. ....................................................... 127

Tabla 5–6. Punto de pliegue obtenido con los parámetros NRTL del ajuste de datos de equilibrio para el sistema agua - etanol - hexano a una temperatura de 57 ºC. ............... 127
Tabla 5–7. Parámetros para el ajuste de datos de equilibrio LL mediante NRTL para el sistema agua - etanol - ciclohexano a una temperatura de 64 ºC. ................................................ 128
Tabla 5–8. Punto de pliegue obtenido con los parámetros NRTL del ajuste de datos de equilibrio para el sistema agua - etanol - ciclohexano. .................................................... 128
Tabla 5–9. Parámetros para el ajuste de datos de equilibrio LL mediante NRTL para el sistema agua - etanol - isoctano a una temperatura de 71 ºC. ..................................................... 129
Tabla 5–10. Punto de pliegue obtenido con los parámetros NRTL del ajuste de datos de equilibrio para el sistema agua - etanol - isoctano a una temperatura de 71 ºC. ............. 129
Tabla 5–11. Parámetros para el ajuste de datos de equilibrio LL mediante NRTL para el sistema agua - etanol - tolueno a una temperatura de 76 ºC. .......................................... 130
Tabla 5–12. Punto de pliegue obtenido con los parámetros NRTL del ajuste de datos de equilibrio para el sistema agua - etanol - tolueno a una temperatura de 76 ºC. .............. 130
Tabla 5–13. Puntos de pliegue experimental y calculado con los parámetros NRTL, para el sistema agua - etanol - hexano a una temperatura de 57 ºC. .......................................... 131
Tabla 5–14. Puntos de pliegue experimental y calculado con los parámetros NRTL, para el sistema agua - etanol - ciclohexano a una temperatura de 64 ºC. ................................... 131
Tabla 5–15. Puntos de pliegue experimental y calculado con los parámetros NRTL, para el sistema agua - etanol - isoctano a una temperatura de 71 ºC. ......................................... 131
Tabla 5–16. Puntos de pliegue experimental y calculado con los parámetros NRTL, para el sistema agua - etanol - tolueno a una temperatura de 76 ºC: .......................................... 131
Tabla 5–17. Puntos de pliegue experimental del sistema agua - etanol - hexano a una temperatura de 57 ºC. ..................................................................................................... 134
Tabla 5–18. Parámetros de la modificación NRTL del sistema agua - etanol - hexano. ......... 134
Tabla 5–19. Punto de pliegue experimental del sistema agua - etanol - ciclohexano a una temperatura de 64 ºC. ..................................................................................................... 135
Tabla 5–20. Parámetros de la modificación NRTL del sistema agua - etanol - ciclohexano. . 135
Tabla 5–21. Punto de pliegue experimental del sistema agua - etanol - isoctano a una temperatura de 71 ºC. ..................................................................................................... 136
Tabla 5–22. Parámetros de la modificación NRTL del sistema agua - etanol -isoctano. ....... 136
Tabla 5–23. Punto de pliegue experimental del sistema agua - etanol - tolueno a una temperatura de 76 ºC. ..................................................................................................... 137
Tabla 5–24. Parámetros de la modificación NRTL del sistema agua - etanol - tolueno. ........ 137

Tabla 5–25. Punto de pliegue experimental y calculado mediante interpolaciones del sistema agua - etanol - hexano a una temperatura de 57 ºC. ....................................................... 141
Tabla 5–26. Punto de pliegue experimental y calculado mediante interpolaciones del sistema agua - etanol - ciclohexano a una temperatura de 64 ºC. ................................................ 142
Tabla 5–27. Punto de pliegue experimental y calculado mediante interpolaciones del sistema agua - etanol - isoctano a una temperatura de 71 ºC. ..................................................... 143
Tabla 5–28. Punto de pliegue experimental y calculado mediante interpolaciones del sistema agua - etanol - tolueno a una temperatura de 76 ºC. ...................................................... 144
Tabla 6-1. Necesidades energéticas para la producción de etanol anhidro para los sistemas simulados con un solo hidrocarburo. ............................................................................... 166
Tabla 6-2. Composición de las corrientes de alimentación y producto. .................................. 168
Tabla 6-3. Composición de las corrientes de recirculación. ..................................................... 169
Tabla 6-4. Comparación de las necesidades energéticas de los equipos utilizados en las simulaciones. ................................................................................................................... 170
Tabla 6-5. Comparación de los costes energéticos necesarios en la producción de etanol anhidro. ........................................................................................................................................ 170


Índice de figuras Figura 1–1. Emisiones de CO2 por sectores en 2008. ............................................................... 33
Figura 1–2. Comparación de las emisiones de CO2 procedentes de biocombustibles y combustibles fósiles. .......................................................................................................... 34
Figura 1–3. Esquema general del proceso fotosintético. ............................................................ 37
Figura 1–4. Proceso de obtención de bioetanol. ........................................................................ 38
Figura 1–5. Figura esquemática de una separación azeotrópica de componentes A y B, en la que se utiliza el componente E como agente separador. .......................................................... 43
Figura 3–1. Diagrama de flujo del proceso. ............................................................................... 51
Figura 3–2. Esquema de la destilación azeotrópica en un sistema ternario. ............................... 52
Figura 3–3. Esquema de los platos de la columna de destilación. .............................................. 54
Figura 3–4. Condensador de la columna de destilación. ............................................................ 55
Figura 3–5. Decantador para el condensado proveniente de la cabeza de la columna. .............. 55
Figura 3–6. Esquema de la separación de fases en el decantador. .............................................. 56
Figura 3–7. Bomba peristáltica de la columa y vasos de los alimentos. ...................................... 57
Figura 3–8. Bomba peristáltica para el alimento de la mezcla agua - etanol. ............................. 57
Figura 3–9. Precalentador de la mezcla de hidrocarburos y llave de toma de muestras del producto de cola. ............................................................................................................... 58
Figura 3–10. Cambiadores de calor para las corrientes de alimentación de la columna. ............ 58
Figura 3–11. Cambiador de calor con resistencia eléctrica para la mezcla de hidrocarburos. .... 59
Figura 3–12. Resistencia eléctrica sumergida para la calefacción del circuito de aceite térmico. 60
Figura 3–13. Bomba centrífuga para el circuito de aceite térmico. ............................................ 60
Figura 3–14. Cuadro de controladores de los intercambiadores de calor. .................................. 61
Figura 3–15. Bomba para la circulación del circuito de refrigeración. ....................................... 61
Figura 3–16. Cambiador de calor para el circuito de refrigeración. ........................................... 62
Figura 3–17. Cuadro eléctrico de las bombas de fluidos de refrigeración y calefacción. ............ 62
Figura 3–18. Frascos con tapón de rosca para la toma de muestras. .......................................... 70
Figura 3–19. Equipo para la valoración Karl-Fischer DL-31 de Mettler-Toledo. .................... 70
Figura 3–20. Cromatógrafo de gases Shimadzu GC-RA con detector TCD. .......................... 71

Figura 3–21. Cromatógrafo de gases con columna capilar. ....................................................... 72
Figura 3–22. Embudos de decantación empleados para la recuperación del producto de cola. . 74
Figura 3–23. Columna de destilación para la recuperación de la fase acuosa. ............................ 75
Figura 4–1. Caudales del sistema agua 6% - etanol - hexano. ................................................... 80
Figura 4–2. Fracciones másicas en la fase acuosa para el sistema agua 6% - etanol - hexano. ... 80
Figura 4–3. Fracciones másicas de etanol y hexano en el producto de cola para el sistema agua 6% - etanol - hexano. ........................................................................................................ 81
Figura 4–4. Fracción másica de agua en el producto de cola para el sistema agua 6% - etanol - hexano. .............................................................................................................................. 81
Figura 4–5. Caudales del sistema agua 11% - etanol - hexano. ................................................. 82
Figura 4–6. Fracciones másicas en la fase acuosa para el sistema agua 11% - etanol - hexano. . 82
Figura 4–7. Fracciones másicas de etanol y hexano en el producto de cola para el sistema agua 11% - etanol - hexano. ...................................................................................................... 83
Figura 4–8. Fracción másica de agua en el producto de cola para el sistema agua 11% - etanol - hexano. .............................................................................................................................. 83
Figura 4–9. Caudales del sistema agua 7% - etanol - ciclohexano. ............................................ 84
Figura 4–10. Fracciones másicas en la fase acuosa para el sistema agua 7% - etanol - ciclohexano. .......................................................................................................................................... 84
Figura 4–11. Fracciones másicas de etanol y ciclohexano en el producto de cola para el sistema agua 7% - etanol - ciclohexano. ........................................................................................ 85
Figura 4–12. Fracción másica de agua en el producto de cola para el sistema agua 7% - etanol - ciclohexano. ...................................................................................................................... 85
Figura 4–13. Caudales del sistema agua 6% - etanol - isoctano. ............................................... 86
Figura 4–14. Fracciones másicas en la fase acuosa para el sistema agua 6% - etanol - isoctano. 86
Figura 4–15. Fracciones másicas de etanol e isoctano en el producto de cola para el sistema agua 6% - etanol - isoctano. ...................................................................................................... 87
Figura 4–16. Fracción másica de agua en el producto de cola para el sistema agua 6% - etanol - isoctano. ............................................................................................................................ 87
Figura 4–17. Caudales del sistema agua 9% - etanol - tolueno. ................................................. 88
Figura 4–18. Fracciones másicas en la fase acuosa para el sistema agua 9% - etanol - tolueno. . 88
Figura 4–19. Fracciones másicas de etanol y tolueno en el producto de cola para el sistema agua 9% - etanol - tolueno. ....................................................................................................... 89

Figura 4–20. Fracción másica de agua en el producto de cola para el sistema agua 9% - etanol - tolueno. ............................................................................................................................. 89
Figura 4–21. Caudales del sistema agua 6% - etanol - hexano - isoctano. ................................. 90
Figura 4–22. Fracciones másicas en la fase acuosa para el sistema agua 6% - etanol - hexano - isoctano. ............................................................................................................................ 90
Figura 4–23. Fracciones másicas de etanol, hexano e isoctano en el producto de cola para el sistema agua 6% - etanol - hexano - isoctano. .................................................................. 91
Figura 4–24. Fracción másica de agua en el producto de cola para el sistema agua 6% - etanol - hexano - isoctano. ............................................................................................................. 91
Figura 4–25. Caudales del sistema agua 10% - etanol - ciclohexano - isoctano. ....................... 92
Figura 4–26. Fracciones másicas en la fase acuosa para el sistema agua 10% - etanol - ciclohexano - isoctano. ...................................................................................................... 92
Figura 4–27. Fracciones másicas de etanol, ciclohexano e isoctano en el producto de cola para el sistema agua 10% - etanol - ciclohexano - isoctano. ......................................................... 93
Figura 4–28. Fracción másica de agua en el producto de cola para el sistema agua 10% - etanol - ciclohexano - isoctano. ...................................................................................................... 93
Figura 4–29. Caudales del sistema agua 7% - etanol - hexano - ciclohexano - isoctano. .......... 94
Figura 4–30. Fracciones másicas en la fase acuosa para el sistema agua 7% - etanol - hexano - ciclohexano - isoctano. ...................................................................................................... 94
Figura 4–31. Fracciones másicas de etanol, hexano, ciclohexano e isoctano en el producto de cola para el sistema agua 7% - etanol - hexano - ciclohexano - isoctano. .......................... 95
Figura 4–32. Fracción másica de agua en el producto de cola para el sistema agua 7% - etanol - hexano - ciclohexano - isoctano. ....................................................................................... 95
Figura 4–33. Caudales del sistema agua 6% - etanol - hexano - ciclohexano - isoctano - tolueno. .......................................................................................................................................... 96
Figura 4–34. Fracciones másicas en la fase acuosa para el sistema agua 6% - etanol - hexano - ciclohexano - isoctano - tolueno. ...................................................................................... 96
Figura 4–35. Fracciones másicas de etanol, hexano, ciclohexano, isoctano y tolueno en el producto de cola para el sistema auga 6% - etanol - hexano - ciclohexano - isoctano - tolueno. ............................................................................................................................. 97
Figura 4–36. Fracción másica de agua en el producto de cola para el sistema agua 6% - etanol - hexano - ciclohexano - isoctano - tolueno. ....................................................................... 97
Figura 4–37. Fracciones másicas de agua y etanol en el producto de cabeza en el sistema agua - etanol - gasolina comercial. ............................................................................................... 98

Figura 4–38. Fracción másica de etanol en el producto de cola en el sistema agua - etanol - gasolina comercial. ............................................................................................................ 99
Figura 4–39. Fracción másica de agua en el producto de cola en el sistema agua - etanol - gasolina comercial. ............................................................................................................ 99
Figura 4–40. Caudales del producto de cabeza y de cola para los sistemas con un solo hidrocarburo. .................................................................................................................. 103
Figura 4–41. Caudales del producto de cabeza y de cola para los sistemas con mezclas de hidrocarburos. ................................................................................................................. 103
Figura 4–42. Fracción másica de agua en el producto de cola de los sistemas con un solo hidrocarburo. .................................................................................................................. 104
Figura 4–43. Fracción másica de agua en el producto de cola de los sistemas con mezclas de hidrocarburos. ................................................................................................................. 104
Figura 4–44. Fracción másica de agua en el producto de cabeza de los sistemas con un solo hidrocarburo. .................................................................................................................. 105
Figura 4–45. Fracción másica de agua en el producto de cabeza de los sistemas con mezclas de hidrocarburos. ................................................................................................................. 105
Figura 4–46. Fracción másica de etanol en el producto de cabeza de los sistemas con un solo hidrocarburo. .................................................................................................................. 106
Figura 4–47. Fracción másica de etanol en el producto de cabeza de los sistemas con mezclas de hidrocarburos. ................................................................................................................. 106
Figura 4–48. Fracción másica de etanol en el producto de cola de los sistemas con un solo hidrocarburo. .................................................................................................................. 107
Figura 4–49. Fracción másica de etanol en el producto de cola de los sistemas con mezclas de hidrocarburos. ................................................................................................................. 107
Figura 4–50. Comparación de los caudales de la fase acuosa de los sistemas agua 6% - etanol - hexano y agua 11% - etanol - hexano. ............................................................................. 108
Figura 4–51. Comparación de los caudales del producto de cola de los sistemas agua 6% - etanol - hexano y agua 11% - etanol - hexano. .......................................................................... 108
Figura 4–52. Comparación de la fracción másica de etanol en el producto de cola de los sistemas agua 6% - etanol - hexano y agua 11% - etanol - hexano. ............................................... 109
Figura 4–53. Comparación de la fracción másica de agua en el producto de cola de los sistemas agua 6% - etanol - hexano y agua 11% - etanol - hexano. ............................................... 109
Figura 4–54. Comparación de los caudales del producto de cabeza de los sistemas agua 6% - etanol - hexano - isoctano y agua 6% - etanol - hexano - ciclohexano - isoctano - tolueno. ........................................................................................................................................ 111

Figura 4–55. Comparación de los caudales del producto de cola de los sistemas agua 6% - etanol - hexano - isoctano y agua 6% - etanol - hexano - ciclohexano - isoctano - tolueno. ..... 111
Figura 4–56. Comparación de la fracción másica de etanol en el producto de cola de los sistemas agua 6% - etanol - hexano - isoctano y agua 6% - etanol - hexano - ciclohexano - isoctano - tolueno. ........................................................................................................................ 112
Figura 4–57. Comparación de la fracción másica de agua en el producto de cola de los sistemas agua 6% - etanol - hexano - isoctano y agua 6% - etanol - hexano - ciclohexano - isoctano - tolueno. ........................................................................................................................ 112
Figura 5–1. Ajuste de datos mediante ecuaciones empíricas para el sistema agua - etanol - hexano. ............................................................................................................................ 119
Figura 5–2. Ajuste de datos mediante ecuaciones empíricas para el sistema agua - etanol - ciclohexano. .................................................................................................................... 120
Figura 5–3. Ajuste de datos mediante ecuaciones empíricas para el sistema agua - etanol - isoctano. .......................................................................................................................... 121
Figura 5–4. Ajuste de datos mediante ecuaciones empíricas para el sistema agua - etanol - tolueno. ........................................................................................................................... 122
Figura 5–5. Ajuste de datos de equilibrio LL mediante NRTL para el sistema agua - etanol - hexano. ............................................................................................................................ 127
Figura 5–6. Ajuste de datos de equilibrio LL mediante NRTL para el sistema agua - etanol - ciclohexano. .................................................................................................................... 128
Figura 5–7. Ajuste de datos de equilibrio LL mediante NRTL para el sistema agua - etanol - isoctano. .......................................................................................................................... 129
Figura 5–8. Ajuste de datos de equilibrio LL mediante NRTL para el sistema agua - etanol - tolueno. ........................................................................................................................... 130
Figura 5–9. Ajuste de datos de equilibrio LL mediante NRTL modificado para el sistema agua - etanol - hexano. ............................................................................................................ 134
Figura 5–10. Ajuste de datos de equilibrio LL mediante NRTL modificado para el sistema agua - etanol - ciclohexano. ..................................................................................................... 135
Figura 5–11. Ajuste de datos de equilibrio LL mediante NRTL modificado para el sistema agua - etanol - isoctano. .......................................................................................................... 136
Figura 5–12. Ajuste de datos de equilibrio LL mediante NRTL modificado para el sistema agua - etanol - tolueno. ........................................................................................................... 137
Figura 5–13. Ajuste de datos de equilibrio LL mediante ecuación de Hand para el sistema agua - etanol - hexano. ............................................................................................................ 138

Figura 5–14. Ajuste de datos de equilibrio LL mediante ecuación de Hand para el sistema agua - etanol - ciclohexano. ..................................................................................................... 139
Figura 5–15. Ajuste de datos de equilibrio LL mediante ecuación de Hand para el sistema agua - etanol - isoctano. .......................................................................................................... 139
Figura 5–16. Ajuste de datos de equilibrio LL mediante ecuación de Hand para el sistema agua - etanol - tolueno. ........................................................................................................... 140
Figura 5–17. Ajuste de datos de equilibrio LL mediante interpolaciones y obtención de los puntos de pliegue para el sistema agua - etanol - hexano. ............................................... 141
Figura 5–18. Ajuste de datos de equilibrio LL mediante interpolaciones y obtención de los puntos de pliegue para el sistema agua - etanol - ciclohexano. ....................................... 142
Figura 5–19. Ajuste de datos de equilibrio LL mediante interpolaciones y obtención de los puntos de pliegue para el sistema agua - etanol - isoctano. ............................................. 143
Figura 5–20. Ajuste de datos de equilibrio LL mediante interpolaciones y obtención de los puntos de pliegue para el sistema agua - etanol - tolueno. .............................................. 144
Figura 6–1. Diagrama de flujo inicial para la simulación del proceso mediante el modelo UNIFAC e interpolación Akima. ................................................................................... 149
Figura 6–2. Diagrama de flujo modificado para la simulación del proceso mediante el modelo UINFAC e interpolación Akima. ................................................................................... 150
Figura 6–3. Caudales del sistema agua 6% - etanol – hexano, simulación UNIFAC e interpolación Akima. ...................................................................................................... 152
Figura 6–4. Fracciones másicas en la fase acuosa para el sistema agua 6% - etanol - hexano, simulación UNIFAC e interpolación Akima. ................................................................. 152
Figura 6–5. Fracciones másicas de etanol y hexano en el producto de cola para el sistema agua 6% - etanol - hexano, simulación UNIFAC e interpolación Akima. .............................. 153
Figura 6–6. Fracción másica de agua en el producto de cola en el sistema agua 6% - etanol - hexano, simulación UNIFAC e interpolación Akima. .................................................... 153
Figura 6–7. Caudales del sistema agua 11% - etanol - hexano, simulación UNIFAC e interpolación Akima. ...................................................................................................... 154
Figura 6–8. Fracciones másicas en la fase acuosa para el sistema agua 11% - etanol - hexano, simulación UNIFAC e interpolación Akima. ................................................................. 154
Figura 6–9- Fracciones másicas de etanol y hexano en el producto de cola para el sistema agua 11% - etanol - hexano, simulación UNIFAC e interpolación Akima. ............................ 155
Figura 6–10. Fracción másica de agua en el producto de cola en el sistema agua 11% - etanol - hexano, simulación UNIFAC e interpolación Akima. .................................................... 155

Figura 6–11. Caudales del sistema agua 7% - etanol - ciclohexano, simulación UNIFAC e interpolación Akima. ...................................................................................................... 156
Figura 6–12. Fracciones másicas en la fase acuosa para el sistema agua 7% - etanol - ciclohexano, simulación UNIFAC e interpolación Akima. ................................................................. 156
Figura 6–13. Fracciones másicas de etanol y ciclohexano en el producto de cola para el sistema agua 7% - etanol - ciclohexano, simulación UNIFAC e interpolación Akima. .............. 157
Figura 6–14. Fracción másica de agua en el producto de cola para el sistema agua 7% - etanol - ciclohexano, simulación UNIFAC e interpolación Akima. ............................................ 157
Figura 6–15. Caudales del sistema agua 6% - etanol - isoctano, simulación UNIFAC e interpolación Akima. ...................................................................................................... 158
Figura 6–16. Fracciones másicas en la fase acuosa para el sistema agua 6% - etanol - isoctano, simulación UNIFAC e interpolación Akima. ................................................................. 158
Figura 6–17. Fracciones másicas de etanol e isoctano en el producto de cola para el sistema agua 6% - etanol - isoctano, simulación UNIFAC e interpolación Akima. ............................ 159
Figura 6–18. Fracción másica de agua en el producto de cola para el sistema agua 6% - etanol - isoctano, simulación UNIFAC e interpolación Akima. .................................................. 159
Figura 6–19. Caudales del sistema agua 9% - etanol - tolueno, simulación UNIFAC e interpolación Akima. ...................................................................................................... 160
Figura 6–20. Fracciones másicas en la fase acuosa para el sistema agua 9% - etanol - tolueno, simulación UNIFAC e interpolación Akima. ................................................................. 160
Figura 6–21. Fracciones másicas de etanol y tolueno en el producto de cola para el sistema agua 9% - etanol - tolueno, simulación UNIFAC e interpolación Akima. ............................. 161
Figura 6–22. Fracción másica de agua en el producto de cola para el sistema agua 9% - etanol - tolueno, simulación UNIFAC e interpolación Akima. ................................................... 161
Figura 6–23. Masa de etanol obtenida por unidad de potencia en el sistema agua 6% - etanol - hexano. ............................................................................................................................ 164
Figura 6–24. Masa de etanol obtenida por unidad de potencia en el sistema agua 11% - etanol - hexano. ............................................................................................................................ 164
Figura 6–25. Masa de etanol obtenida por unidad de potencia en el sistema agua 7% - etanol - ciclohexano. .................................................................................................................... 165
Figura 6–26. Masa de etanol obtenida por unidad de potencia en el sistema agua 6% - etanol - isoctano. .......................................................................................................................... 165
Figura 6–27. Masa de etanol obtenida por unidad de potencia en el sistema agua 9% - etanol - tolueno. ........................................................................................................................... 166

Figura 6–28. Diagrama de flujo del proceso convencional para la obtención de etanol anhidro. ........................................................................................................................................ 167

RESUMEN


25
0 Resumen
El presente estudio consta de 8 capítulos en los que se pretende realizar un estudio experimental de la viabilidad de la deshidratación de etanol en una columna de destilación azeotrópica en continuo a escala semi-planta piloto empleando distintas mezclas de hidrocarburos componentes de la gasolina con el fin de obtener una mezcla etanol - gasolina directamente utilizable como combustible.
A continuación se describe el trabajo realizado y las conclusiones a las que se ha llegado.
Capítulo 1, Introducción, donde se destaca la importancia de la energía en la sociedad actual y las fuentes de la misma. Se informa de los problemas que presentan los combustibles fósiles. A continuación se describen los biocombustibles y las ventajas que presentan frente a los combustibles tradicionales. Seguidamente se presenta el bioetanol como biocombustible, su proceso de producción y las críticas existentes al uso del mismo. Por último se enumeran los procesos de deshidratación de etanol utilizados en la actualidad.
Capítulo 2, Objetivos, donde se presenta el alcance del trabajo y específicamente la selección de los agentes de separación para el proceso de deshidratación, el estudio de la influencia de las variables de operación, y la correlación de los sistemas estudiados como paso previo a la simulación y estudio de la viabilidad del proceso.
Capítulo 3, Estudio de la deshidratación de etanol. Se describe el equipo experimental utilizado, detallando cada uno de los equipos y se enumeran los sistemas y los productos utilizados. A continuación se revisan las variables de operación y la puesta en marcha del equipo hasta alcanzar el régimen estacionario. Se describe como se realiza el análisis, con sus equipos analíticos, y la toma de muestras. Por último se señala como

RESUMEN
26
se realiza la recuperación de los hidrocarburos empleados para su reutilización al proceso experimental.
Capítulo 4, Datos experimentales. Se han estudiado diez sistemas agua – etanol y diferentes hidrocarburos y mezclas. Los hidrocarburos individuales utilizados han sido Hexano, Ciclohexano, Isoctano, y Tolueno, mezclas binarias de Hexano+ Isoctano y de Ciclohexano + Isoctano, ternarias de Hexano + Ciclohexano + Isoctano, cuaternarias de Hexano + Ciclohexano + Isoctano + Tolueno y finalmente gasolina comercial. Se muestran representados de forma gráfica los resultados para cada uno de los sistemas analizados, empleando el anexo para la presentación del valor numérico de los mismos. Para cada uno de los experimentos se presenta: una tabla con las condiciones de operación, una gráfica en la que se representan los valores de los caudales de destilado y producto de cola y tres gráficas en las que se representan las fracciones másicas de los componentes en las corrientes de destilado y producto de cola. A continuación se realiza una discusión de los resultados experimentales, atendiendo a como varían los caudales, las fracciones másicas de los componentes en función de las variables de operación empleadas y las composiciones de los alimentos de entrada.
Capítulos 5 y 6, Correlación de datos de equilibrio y Simulación de datos experimentales. Para llevar a cabo las simulaciones del proceso es necesario un modelo del mismo. Se realiza una revisión de los datos de equilibrio disponibles y se realiza una correlación de los mismos utilizando tanto modelos termodinámicos como diferentes interpolaciones. Se observa la dificultad que poseen los modelos en correlacionar correctamente los datos de equilibrio y la necesidad de mayor número de datos experimentales. Se realiza una simulación de los sistemas con un solo hidrocarburo realizados, realizando una valoración global de los resultados obtenidos. Por último se realiza un estudio del consumo energético del proceso estudiado comparándolo con el de un proceso convencional de obtención de etanol puro para luego mezclarlo con la gasolina.
Capítulos 7 y 8, Conclusiones y Bibliografía. Se presenta la bibliografía más relevante empleada en la realización de esta memoria. Además, se presentan las distintas conclusiones del estudio entre las que cabe destacar algunas. Así se demuestra que el proceso analizado es técnicamente viable. Todos los hidrocarburos componentes de la gasolina estudiados así como sus mezclas pueden ser utilizados como agentes separadores para la deshidratación de etanol en la columna de destilación azeotrópica. Las simulaciones llevadas a cabo reproducen bastante bien los resultados experimentales.

RESUMEN
27
El proceso propuesto es más económico que el proceso convencional, tanto desde el punto de vista energético como desde el de las necesidades de inmovilizado.
Por todo ello se concluye que la deshidratación de etanol mediante destilación azeotrópica con gasolina o sus componentes para obtener directamente una mezcla gasolina + etanol es un proceso técnica y económicamente viable. Sin embargo, su simulación teórica es difícil por la falta de modelos termodinámicos que calculen con precisión los datos de equilibrio necesarios, especialmente en las proximidades del punto de pliegue. En principio, parece más adecuada la implantación de este proceso dentro de las refinerías de petróleo en vez de en las empresas fabricantes de bioetanol las cuales se dedicarían exclusivamente a la obtención de etanol del 96%. De este modo se podría aprovechar el alto conocimiento que las refinerías tienen de la destilación así como de su facilidad de disponer de combustibles más económicos obteniéndose así un mayor descenso en los costes.


INTRODUCCIÓN


31
1 Introducción
Desde que el primer Homo Erectus hace 500.000 años prendió fuego a la primera hoguera, la civilización humana ha sido “condenada” a la búsqueda de diferentes fuentes de energía. Con anterioridad sólo disponía de la luz solar para calentarse. El proceso evolutivo que la civilización ha experimentado respecto al uso de la energía, se puede dividir en dos fases temporalmente asimétricas. El instante en que se produce la discontinuidad es la Revolución Industrial con la invención de la máquina de vapor. Con anterioridad a este momento, el uso de la energía era principalmente para calefacción y la fuente de energía los combustibles vegetales.
El desarrollo que la civilización ha experimentado desde la revolución industrial, tiene como actor principal el uso de la energía. Desde mediados del siglo XVIII, las necesidades energéticas de la civilización han ido en aumento. Se empiezan a construir máquinas que realizan trabajo, hasta entonces sólo realizado por seres vivos. Las máquinas precisan combustibles, esta demanda cambiará las economías y relaciones de los distintos países a nivel mundial.
Los combustibles vegetales como el carbón a partir de entonces dejan de ser suficientes. En 1859 Edwin Drake perfora el primer pozo de petróleo, generalizándose el uso de combustibles fósiles.
A mediados del siglo XX aparece un nuevo actor en escena, la energía nuclear, a la vez que se va eliminando el carbón como combustible por sus características contaminantes. La crisis del petróleo de los años 70 y el accidente nuclear de Chernóbil el 26 de Abril de 1986, ponen de manifiesto la importancia de la energía en nuestra vidas y comienzan a engendrar una conciencia de ahorro y eficiencia energética. No obstante, este conjunto de fuentes de energía se mantendrá estable hasta comienzos del nuevo siglo.

INTRODUCCIÓN
32
En el año 1900 el consumo de energía mundial se establece en 600 Mtep, pasando a 9023 Mtep en el 2000. El consumo total se ha multiplicado por quince y por cuatro el consumo por habitante. Todas las estimaciones se encaminan hacia un aumento del mismo. Las nuevas economías y sobre todo China con su gran población, van a requerir de un consumo mayor de energía para mantener su nivel de crecimiento.
Ante esta situación se comienza un nuevo siglo con perspectivas nada favorables:
• Cambio climático. Lo que comenzó siendo una teoría más o menos discutida poco a poco ha logrado evidenciar hechos científicos, como el aumento de la temperatura media de la Tierra junto con la concentración de CO2, reducción de los glaciares, nuevos flujos migratorios... Si bien sigue teniendo algunos críticos sobre el origen antropogénico de los hechos mencionados, la realidad es que la sociedad ha aceptado el cambio climático como probado y esta dispuesta a realizar un cambio en el uso de la energía.
• Aumento de precios de los combustibles. Los combustibles fósiles tienen unas reservas limitadas y la velocidad de consumo ha aumentado, como hemos visto, considerablemente. Si se aumenta la demanda y se produce un descenso en las reservas, el incremento de precios es evidente. Además, pese a que la tecnología ha avanzado, también es más difícil extraer los recursos produciéndose también un incremento en los costes de extracción.
• Fallos en el suministro. Dada la importancia del recurso del que estamos hablando, cualquier fallo en su suministro produce consecuencias a gran escala. Cualquier discrepancia, como la ocurrida entre Rusia, Ucrania y Bielorrusia, por las tarifas que se deben abonar para dejar circular el gas por sus territorios, puede “congelar” a buena parte de Europa Occidental. Otros conflictos bélicos como la guerra de Irak y muy recientemente los conflictos del norte de África pueden también desabastecer de forma regular las necesidades energéticas europeas.
A raíz de esta situación, algunos gobiernos europeos viraron hacia la recuperación de la energía nuclear, después de algunos años en cuarentena. Pero el terremoto de Marzo de 2011 acaecido en Japón y la crisis nuclear originada han vuelto a poner en alerta a las sociedades occidentales y vuelven a recelar de esta energía.
En este contexto actual, parece evidente que se necesita una “revolución energética” basada en tecnologías que produzcan una baja emisión de carbono, con el fin de superar las dificultades del cambio climático. Además hay que considerar dos factores simultáneos con el anterior:

INTRODUCCIÓN
33
• Seguridad energética. Las nuevas fuentes de energía estarán diseminadas por toda la geografía mundial. Las placas solares, los molinos de viento, los biocombustibles, ... estarán situados cerca de los puntos de consumo quedando las pérdidas por transporte reducidas. Los conflictos sólo afectarán las regiones en las que se produzcan y dejarán de ser globales. Se va a buscar el autoabastecimiento energético de las regiones.
• Desarrollo económico. Se van a necesitar una serie de nuevas tecnologías, nuevos profesionales y se crearán nuevas oportunidades de negocio. No olvidemos que el éxito o el fracaso de esta “revolución energética” dependerá de los beneficios económicos que se obtengan. De no ser así, el mix energético cambiará a otros parámetros.
1.1 Los biocombustibles
En las últimas décadas, los países desarrollados han centrado su atención en la reducción de las emisiones de gases de efecto invernadero firmando acuerdos en las distintas cumbres internacionales que han tenido lugar. En una de ellas en 1997 se estableció el denominado “Protocolo de Kyoto” donde algunos de los países más industrializados del mundo se comprometían a reducir sus emisiones. En este sentido, uno de los sectores que mayores emisiones de CO2 vierte a la atmósfera es el transporte, por este motivo, la forma más rápida de controlar estos niveles de emisiones es el uso de biocombustibles que sustituyan a los de origen fósil (Unión Europea, 2009).
Figura 1–1. Emisiones de CO2 por sectores en 2008.

INTRODUCCIÓN
34
Cuando se habla de utilizar biocombustibles para reducir las emisiones de CO2 a la atmósfera, surge la siguiente pregunta, ¿es qué estos “combustibles” emiten un CO2 distinto, no producen efecto invernadero? Evidentemente, el CO2 emitido es de idénticas características al emitido por los combustibles fósiles. La diferencia estriba en el momento en que se ha fijado de la atmósfera. El CO2 emitido por los biocombustibles proviene de la atmósfera, es fijado en forma de carbono por las plantas y una vez transformado en las distintas formas de biocombustibles (bioetanol, biobutanol, ...) vuelve a ser emitido a la atmósfera tras la combustión. Por el contrario, los combustibles fósiles poseen un contenido en carbono fijado de la atmósfera hace millones de años y que se encuentra almacenado en la corteza terrestre, una vez producida la combustión se emite una cantidad de carbono, en forma de CO2 a la atmósfera que no estaba presente recientemente. Como se observa en la figura siguiente, los biocombustibles tienen un ciclo cerrado de carbono, mientras que los combustibles fósiles no.
Figura 1–2. Comparación de las emisiones de CO2 procedentes de biocombustibles y combustibles fósiles.
La mayor parte de los biocombustibles producidos en Europa para la venta proceden hoy en día de la remolacha azucarera, el trigo y la colza que se transforman en biodiesel o bioetanol, este último se usa directamente como aditivo de la gasolina. La legislación europea contempla el uso de gasolina a la que se le haya añadido bioetanol en ciertos porcentajes (R. D. 1700, 2003).
El bioetanol que procede de la fermentación esta mezclado con grandes cantidades de agua, la cual se suele eliminar mediante un proceso de destilación. El problema es que no se puede obtener directamente en esta destilación etanol absoluto al

INTRODUCCIÓN
35
formar un azeótropo binario con agua. Esto hace necesario un proceso posterior que permita obtenerlo de forma absoluta y que encarece su uso.
La destilación azeotrópica es una de las técnicas comúnmente utilizada en la obtención de etanol absoluto. En este proceso, un tercer componente, llamado agente separador, es añadido a la mezcla etanol - agua con el fin de obtener etanol absoluto. Todos los procesos existentes en la actualidad para la deshidratación azeotrópica tratan de obtener este compuesto puro. En el estudio desarrollado se pretende mejorar económicamente este proceso proponiendo la obtención en la columna azeotrópica de una mezcla etanol - gasolina que directamente se pueda utilizar como biocombustible. La obtención de la mezcla combustible abarataría el proceso y evitaría los problemas existentes en la conservación del etanol absoluto que es muy fácil que se vuelva a hidratar.
Para el correcto cálculo, simulación y diseño de columnas de destilación azeotrópica heterogénea es necesario disponer de los datos de equilibrio líquido – líquido – vapor de los distintos sistemas. La no existencia de estos datos experimentales de ELLV lleva a utilizar predicciones de datos de la región heterogénea, con el consiguiente error, a partir de correlaciones de datos de equilibrio líquido – vapor (ELV) o equilibrio líquido – líquido (ELL) utilizando los modelos termodinámicos habituales como NRTL, UNIQUAC o UNIFAC. Los datos de ELLV de los sistemas implicados y especialmente la composición de los azeótropos resulta crítica en el diseño de esas columnas y cualquier pequeño error en la estimación de las composiciones puede conducir a grandes errores en los cálculos de la columna.
La destilación azeotrópica ha generado un creciente interés dentro de la investigación en la Ingeniería Química, generando numerosas publicaciones en revistas de prestigio. Entre los diferentes campos que abarcan se pueden señalar.
• Procedimientos de cálculo para la simulación de columnas de destilación azeotrópica heterogénea, homogénea y por cargas (Moussa & Jiménez, 2006) y (Rodríguez-Donis, Papp, Rev, Lelkes, Gerbaud, & Joulia, 2007).
• Estudio de la existencia de múltiples estados estacionarios en columnas de destilación azeotrópica heterogénea. Control de columnas complejas (Van Kaam, Rogríguez-Donis, & Gerbaud, 2007) y (Wang, Lee, Jang, & Shieh, 2007).
• Cálculo del ELLV y análisis de estabilidad global en mezclas multicomponente. Desarrollo de ecuaciones de estado para calcular el equilibrio (Enders & Kahl, 2008).

INTRODUCCIÓN
36
• Producción y purificación de productos especiales y nuevas aplicaciones (Hong, Pan, Qian, & Li, 2006), (Gaile, Erzhenkov, Kayfadzhyan, & Koldobskaya, 2007) y (Cardona Alzalate & Sánchez Toro, 2006).
• Configuraciones complejas de columnas: columnas con muro divisor, columnas acopladas, ... (Timoshenko, Morgunov, & Anokhina, 2007) y (Gutiérrez-Antonio & Jiménez-Gutiérrez, 2007).
En los últimos años y dentro del proyecto CTQ2006-10250, se han obtenido y publicado datos de distintos sistemas, tanto ternarios como cuaternarios, gracias a un equipo desarrollado por el grupo de investigación de equilibrio de fases de la Universidad de Alicante. Éste utiliza la aplicación de ultrasonidos con objeto de dispersar las fases líquidas en equilibrio con el vapor. El equipo desarrollado ha sido aplicado a la determinación de varios sistemas del tipo agua + etanol + hidrocarburo con objeto de analizar la viabilidad de la deshidratación de etanol usando los componentes de la gasolina (Gomis, Font, Pedraza, & Saquete, 2005), (Gomis, Font, & Saquete, 2006), (Gomis, Font, Pedraza, & Saquete, 2007), (Gomis, Font, & Saquete, 2008)…
Con anterioridad y con el fin de comprobar la viabilidad del proceso, se realizó un estudio técnico del mismo mediante una secuencia de columnas de destilación que permitía la separación del azeótropo agua - etanol. Obteniéndose un combustible capaz de utilizarse directamente en los motores de combustión actuales (Font, Asensi, Ruiz, & Gomis, 2003). Posteriormente a dicho estudio teórico se comenzó con el estudio experimental del proceso. Los primeros resultados experimentales obtenidos se publicaron en (Gomis, Pedraza, Francés, Font, & Asensi, 2007).
1.2 El bioetanol
Definimos bioetanol como el alcohol etílico o etanol obtenido mediante la fermentación alcohólica de los azúcares presentes en la biomasa. El prefijo “bio-” hace referencia al origen del producto, en ningún caso le otorga otras características. Los azúcares presentes en la biomasa (sacarosa, almidón, celulosa,…) son formados en la fotosíntesis. El proceso fotosintético convierte el dióxido de carbono de la atmósfera, el agua y otros nutrientes, mediante la luz solar, en materia orgánica. Estos azúcares formados posteriormente se descomponen mediante la siguiente reacción:

INTRODUCCIÓN
37
Figura 1–3. Esquema general del proceso fotosintético.
El producto final del proceso presenta un etanol hidratado con un contenido en agua que hay que eliminar para que el etanol pueda ser utilizado como combustible mezclado con gasolina.
Las características de la mezcla de bioetanol - gasolina son similares a las de la gasolina comercial. Dicha mezcla puede ser utilizada en los actuales motores de combustión en concentraciones del 5 o del 10%, E5 y E10, respectivamente. Otra posible utilización del bioetanol es su posterior transformación a etil-tercbutil éter (ETBE), compuesto ampliamente utilizado por sus propiedades antidetonantes, después de la prohibición de los compuestos de plomo.
La normativa europea de gasolinas EN 228, la Directiva (Unión Europea, 2003) relativa a la calidad de las gasolinas y gasóleo, y el Real Decreto, transposición de la Directiva, (R. D. 61, 2006) contemplan y establecen las especificaciones y el uso de estos biocarburantes.
1.2.1 Producción de bioetanol
Siendo los azúcares la materia prima del proceso de obtención del bioetanol, podemos diferenciar tres fuentes de azúcar como materias primas básicas.
A. Azúcares, procedentes de la caña o la remolacha. B. Cereales, en los que se produce la fermentación del almidón. C. Biomasa, poseedora de celulosa y hemicelulosa.
La obtención del bioetanol podemos dividirla en cuatro etapas, no todas estrictamente necesarias:
Glucosa + 2ADP + 2Pi ! 2etanol + 2CO2 + 2ATP + 2H2O

INTRODUCCIÓN
38
• Dilución. Las levaduras que producen la reacción en la que se obtiene el etanol, presentan toxicidades al mismo etanol, por lo que elevadas concentraciones del mismo, producen su muerte. Se añade agua a la mezcla de reacción para adecuar esta concentración a la óptima de trabajo de las levaduras.
• Conversión. El almidón y la celulosa, no son digeridos directamente por las levaduras, requieren de un proceso previo a fin de convertirlos en azúcares.
• Fermentación. Proceso anaeróbico realizado por levaduras en el que se convierten los azúcares en etanol y otros subproductos.
• Deshidratación. Separación del bioetanol de la mezcla acuosa en el que se encuentra presente.
Figura 1–4. Proceso de obtención de bioetanol.
Una de las características más importantes del proceso es la flexibilidad en cuanto a la materia prima que entra al proceso. En general, es susceptible de entrar toda materia orgánica con gran contenido en azúcares. En un principio, se podría pensar, que es necesario cultivar algún tipo de azúcar o cereal, para la entrada al proceso. Pero, la posibilidad de reutilizar residuos orgánicos agrícolas o forestales, con alto contenido en biomasa amplía el abanico de posibilidades.
Es necesario destacar, no sólo la capacidad de utilizar materias primas de bajo coste, sino la posibilidad de eliminar gran cantidad de residuos, con problemas medioambientales en algunos casos. La hidrólisis ácida y la enzimática de estos residuos permiten extraer los azúcares contenidos en ella.
Uno de los objetivos de cualquier proceso industrial es la eliminación de cualquier tipo de residuo. El proceso de producción de bioetanol comentado anteriormente permitiría esta reducción de subproductos. Además de los residuos orgánicos se están utilizando residuos de destilerías y empresas vinícolas para reconcentrar el alcohol contenido.

INTRODUCCIÓN
39
Los subproductos que se podrían utilizar en el proceso en general, se destinan a dos usos actualmente:
• Materiales lignocelulósicos: destinados a la valorización energética.
• Materiales alimenticios: destinados a piensos de animales.
1.2.2 Críticas al uso del bioetanol
La mayor crítica que se realiza a la utilización del bioetanol como combustible es que el balance energético neto no es positivo. La energía contenida en el etanol como producto de consumo menos la energía necesaria para obtener ese etanol tiene un valor negativo. La cantidad de energía necesaria en el cultivo, la fertilización y procesado suelen considerarse superiores a la del quemado de etanol (Pimentel & Patzek, 2005), (Analysis National Center for Policy, 2002).
Otra de las críticas realizadas al uso del bioetanol es el aumento de los precios de los cereales debido a la mayor demanda de estos. Los cereales no sólo sirven para alimentarnos sino que son una fuente de energía, este hecho hace que los países ricos “compren” los cereales a mayor precio, destinando una parte a la alimentación y otra al transporte, mientras que los países pobres no puedan pagar ese sobreprecio del aumento de la demanda pudiendo causar incluso el desabastecimiento. Además, el mayor cultivo de los mismos puede producir deforestaciones en determinadas zonas por el cultivo intensivo de cereales susceptibles de producir bioetanol (Fronteras, 2009).
Como primera respuesta a las críticas se puede afirmar que por cada unidad de energía introducida en forma de bioetanol es una unidad menos que se introduce de combustibles fósiles, esto es lo más importante, sabemos que los combustibles fósiles tienen unas reservas limitadas y se van a acabar tarde o temprano.
También es importante definir bien las entradas y salidas del balance energético. Beneficios ambientales, desarrollos económicos y reciclado de residuos en general no se tienen en cuenta.
Dependiendo del estudio, la energía neta varía de 0,7 a 1,5 unidades de etanol por unidad de energía de combustible fósil consumida. En comparación si el combustible fósil utilizado para extraer etanol se hubiese utilizado para extraer petróleo y gas se hubiesen llenado 15 unidades de gasolina, que es un orden de magnitud mayor. Pero, la extracción no es igual que la producción. Cada litro de petróleo extraído es un litro de petróleo agotado.
La variable tiempo es la mejor unidad de medida que tenemos. El tiempo empleado en formar las reservas de combustibles fósiles, comparado con la velocidad de

INTRODUCCIÓN
40
consumo es insostenible. Hemos de ser capaces de llegar a balances energéticos positivos en los que la capacidad de producción sea igual al consumo en términos temporales.
Respecto a la competencia directa entre cultivos destinados a alimentación y cultivos destinados a la producción de biocombustibles, desde la unión europea se ha lanzado un mensaje claro, se limita el uso de biocarburantes procedentes de cultivos a un 5% en el transporte en 2020.
Se impulsan pues, los biocombustibles de segunda generación, desechos o residuos agrícolas y se desestiman los obtenidos a partir de cultivos.
La denunciada responsabilidad de los biocarburantes en la escasez de materias primas y la escalada de precios de algunos alimentos, ha calado definitivamente en los gobernantes de los países europeos y de la UE a la hora de tomar estas medidas.
1.3 Deshidratación de etanol
Como se ha comentado anteriormente, la última etapa de la obtención del bioetanol es la deshidratación. El etanol forma con el agua un azeótropo binario de mínimo punto de ebullición a 78,17ºC (1 atm) con un contenido en peso de alcohol del 95,6%. La destilación ordinaria del mismo no conduce a la obtención del etanol absoluto pues su punto de ebullición es 78,40ºC superior a la del azeótropo.
Se encuentran en la actualidad diversas técnicas para realizar dicha separación entre las que podemos citar las siguientes (Ullmann, 1991):
A. Extracción: Disolventes líquidos y Supercrítica. La extracción con disolventes requiere la inmiscibilidad de uno de los componentes a fin de extraer selectivamente el otro. La extracción supercrítica presenta grandes ventajas, tanto por la elevada solubilidad del etanol en el fluido supercrítico, como por la baja densidad y viscosidad del disolvente comparadas con las del líquido. Los inconvenientes se presentan en las altas presiones requeridas, la gran inversión en inmovilizado y los altos requerimientos energéticos.
B. Tecnologías de membrana: Pervaporación y Ósmosis inversa. Menos utilizados que los anteriormente descritos. La pervaporación consiste en vaporizar la mezcla etanol + agua y hacerla pasar a través de una membrana hidrófila que produce la separación. En cuanto a la ósmosis inversa, su fundamento reside en hacer fluir selectivamente un componente a través de una membrana desde una zona de concentración más baja hasta otra de concentración más elevada, aplicando una presión superior a la osmótica.

INTRODUCCIÓN
41
C. Adsorción: Tamices moleculares y Agentes sólidos. El fundamento de este proceso estriba en la mayor afinidad que presentan algunos sólidos para retener un componente (adsorbato) de una mezcla que fluye a su través. Dicha técnica tiene un carácter semi-continuo puesto que cada ciclo de operación consta de dos etapas. Primera de adsorción del adsorbato y una segunda de regeneración del sólido.
D. Destilación: Azeotrópica y Extractiva. Mediante la adición de un tercer componente se modifican los coeficientes de actividad de los compuestos en la dirección oportuna y es posible separar el azeótropo.
Actualmente la deshidratación del etanol se lleva a cabo comercialmente mediante destilación azeotrópica o adsorción sobre tamices moleculares. Sin embargo, existen investigaciones y demostraciones comerciales de nuevas tecnologías para la deshidratación basadas en procesos de separación con membranas acoplados, normalmente a los procesos convencionales (del Pozo-Gomez, Klein, Repke, & Wozny, 2007), (Kreis & Gorak, 2006) y (Bakhshi, Mohammadi, & Aroujalian, 2008). El uso de tamices moleculares presenta una serie de ventajas con respecto a la destilación azeotrópica como se necesita menos personal, tolera mejor las fluctuaciones de variables tales como temperatura y presión y los costes de operación son algo más bajos. Por el contrario, tienen una menor capacidad de producción y de flexibilidad de proceso, junto con unos costes de instalación mayores.
A continuación se presenta una descripción más detallada de los procesos de adsorción sobre tamices moleculares y destilación azeotrópica.
1.3.1 Adsorción sobre tamices moleculares
La adsorción sobre tamices moleculares se ha impuesto en la deshidratación de etanol como un proceso de bajo consumo energético. A este proceso se le denomina Pressure Swing Adsorption (PSA). Para llevarlo a cabo son necesarios dos lechos de adsorción formados por zeolitas especiales. Mientras uno de los lechos produce vapores de etanol anhidro sobrecalentados bajo presión, el otro se regenera en condiciones de vacío recirculando una pequeña porción de lo vapores sobrecalentados de etanol a través de los tamices saturados.
La mezcla etanol – agua vaporizada pasa a través de un equipo que contiene un lecho de material adsorbente. Debido a la diferencia de afinidad de las moléculas del etanol y del agua con respecto al adsorbente y al tamaño de las mismas, esta última queda atrapada en el lecho mientras el etanol pasa a través del mismo aumentando su concentración en la corriente de salida del equipo. La molécula de agua tiene un

INTRODUCCIÓN
42
diámetro de unos 2.5Å y la de etanol unos 4Å, mientras que los caminos intersticiales de este tipo de zeolitas es de unos 3Å. Por este motivo, las moléculas de agua pueden invadir la estructura interior de los tamices a diferencia de las moléculas de etanol que debido a su mayor tamaño, pasan a través del espacio entre las partículas de los tamices y abandonan el lecho sin adsorberse. Además, el agua puede adsorberse en la superficie interna de los caminos de la estructura del tamiz molecular.
Cuando el lecho se encuentra cerca de la saturación total, el flujo de vapor se hace pasar por el otro lecho para permitir la regeneración del primero, es decir, se debe realizar la desorción del agua para permitir la reutilización del material adsorbente. Esta desorción se hace pasando a través del lecho vapores de etanol anhidro. El efluente alcohólico se trata en la columna de destilación previa.
1.3.2 Destilación azeotrópica
Quizás sea la destilación el proceso de separación más importante de la industria química, en ella una mezcla líquida es separada mediante sucesivas evaporaciones y condensaciones. Los compuestos más volátiles se dirigen hacia la fase vapor y los menos a la líquida. La determinación del ELV sirve para el diseño de esta operación.
En ocasiones se encuentran puntos del equilibrio, a una presión y temperatura dadas, en los que la actividad de los componentes en la fase vapor es igual a las de esos mismos componentes en la fase líquida, por lo que continuar con la destilación resulta redundante. A estos puntos se les denomina azeótropos.
Una técnica para romper estas mezclas azeotrópicas es añadir un componente que modifique la volatilidad de los restantes componentes, llamado “arrastrador”, “agente de separación” (entrainer en literatura anglosajona). Esta nueva mezcla también puede formar otras mezclas azeotrópicas. Cuando el azeótropo es homogéneo tenemos una destilación azeotrópica homogénea, técnica que en la actualidad no presenta una gran aplicación industrial. Sin embargo, si la mezcla azeotrópica es heterogénea, la destilación azeotrópica heterogénea resultante, mucho más utilizada en la industria forma un azeótropo que una vez condensado se desdobla en dos fases líquidas inmiscibles.
A continuación se muestra una figura esquemática de la separación de una mezcla azeotrópica de componentes A y B, en la que se utiliza el componente E como agente separador.

INTRODUCCIÓN
43
Figura 1–5. Figura esquemática de una separación azeotrópica de componentes A y B, en la que se utiliza el componente E como agente separador.
Si tenemos la mezcla a separar AB con el agente separador E, la recta que une AB con E contiene todos los puntos de mezcla global que entran a la columna. En nuestro caso indicamos G como el punto de mezcla global, mezcla de las dos corrientes de entrada. El punto F queda definido como la mezcla presente en el interior de la columna, siendo sus extremos los puntos D, producto que sale al condensador de la columna y el componente B puro. Por cabeza de columna sale el azeótropo ternario D, una vez condensado se desdobla en las fases M y N. La fase N rica en el componente E retorna a la columna. La fase M rica en el componente A sale como producto de cabeza. Como producto de cola obtenemos el componente B, que está alineado con G y M.


OBJETIVOS


2 Objetivos
Como se ha comentado anteriormente el uso de los biocombustibles puede reducir la emisión de gases contaminantes a la atmósfera. El bioetanol es uno de estos biocombustibles, el cual para ser obtenido de forma anhidra requiere una última etapa de destilación azeotrópica o de adsorción con tamices moleculares, etapas que encarecen en gran medida el proceso de producción. El objetivo principal de esta investigación es el estudio experimental de la deshidratación de etanol en una columna de destilación azeotrópica en continuo a escala semi-planta con el fin de estudiar la viabilidad del empleo de distintas mezclas de hidrocarburos componentes de la gasolina en la obtención de una mezcla etanol - gasolina directamente utilizable como combustible. Se prevé que de esta forma se reducirán los costes de producción así como los problemas de almacenamiento del bioetanol que tiene una gran tendencia a rehidratarse.
La consecución de este objetivo va a requerir los siguientes objetivos específicos:
I. Selección de los agentes de separación a utilizar en el estudio a escala semi-planta piloto. La gasolina es una mezcla heterogénea formada por hidrocarburos lineales, ramificados, aromáticos, etc. Se elegirán hidrocarburos representativos de las distintas fracciones de la gasolina a utilizar como agentes de separación del proceso de destilación azeotrópica.
II. Estudio de la influencia de las variables de operación. Una vez seleccionados los hidrocarburos a tratar se estudiará la destilación azeotrópica fijando las variables de operación que permiten obtener experimentalmente una mezcla etanol-hidrocarburo combustible que cumpla con la legislación vigente. Este estudio acabará con el uso directo de gasolina como agente de separación.
III. Correlación de los sistemas estudiados. Los sistemas estudiados se correlacionarán con el fin de obtener un conjunto de parámetros que

OBJETIVOS
48
reproduzcan correctamente los datos de equilibrio LLV experimentales.
IV. Simulación de la columna azeotrópica y estudio de viabilidad. Una vez se consiga una buena correlación se procederá a la simulación de la columna de destilación utilizando un software comercial, lo que permitirá establecer si el proceso propuesto presenta o no ventajas frente al proceso convencional de obtención de etanol anhidro.

ESTUDIO DE LA DESHIDRATACIÓN DE ETANOL


51
3 Estudio de la deshidratación de etanol
3.1 Descripción del equipo experimental
En la Figura 3-1 se muestra un esquema del dispositivo utilizado. Consiste en un equipo de destilación azeotrópica que es alimentado por dos corrientes principales. La primera es la mezcla etanol + agua que se pretende deshidratar y que tiene una composición representada gráficamente en la Figura 3-2 por el punto AB. El segundo alimento es una corriente de hidrocarburo que actuará como agente separador o entrainer y que ha sido representado en la misma figura por el punto E.
Figura 3–1. Diagrama de flujo del proceso.

DESHIDRATACIÓN DE ETANOL
52
Estas dos corrientes alimentan la columna de destilación azeotrópica calentada por un calderín HE-1 del que se extraerá un producto de cola que deberá contener una mezcla del hidrocarburo + etanol sin agua (punto R de la Figura 3-2). El sistema contiene el intercambiador HE-2 para condensar el vapor que sale por la cabeza de la columna (que tendrá una composición cercana a la del punto azeotrópico ternario del sistema agua + etanol + hidrocarburo y que ha sido representado por el punto V) y que producirá una mezcla líquida heterogénea cuyas fases (M y N) van a ser separadas en el decantador D. La fase acuosa deberá contener toda el agua que entra al sistema es extraída del decantador mientras que la fase orgánica se devuelve a la columna como reflujo para llevar a cabo la separación deseada.
Figura 3–2. Esquema de la destilación azeotrópica en un sistema ternario.
Sobre la Figura 3-2, se ha representado cualitativamente los puntos representativos de las corrientes de entrada y salida a la columna y condensador, así como los característicos de funcionamiento. Los balances de materia que deben cumplir se han representado mediante rectas de unión.
Balance de materia sobre columna y condensador.
• Corrientes de entrada: Punto AB (mezcla agua + etanol) y punto E (entrainer).

DESHIDRATACIÓN DE ETANOL
53
• Corrientes de salida: Punto M (fase rica en agua extraída del condensador de la columna) y punto R (el producto de cola buscado).
• La recta de unión de los puntos de entrada y la que une los dos de salida se cortan en el punto G.
Balance de materia sobre el condensador.
• Corriente de entrada: Punto V.
• Corrientes de salida: Puntos M (fase acuosa) y N (fase orgánica).
• La recta de unión M-N contiene al punto V.
Balance de materia sobre la columna.
• Corrientes de entrada: Punto G y punto N (fase orgánica procedente del condensador).
• Corrientes de salida: Punto V (vapor que sale de la columna) y punto R (el producto de cola).
• Ambas corrientes se unen en el punto P, punto de mezcla global de funcionamiento de la columna.
A continuación se describen cada uno de los elementos del equipo experimental que está basado en la columna de destilación UOP3CC de la casa comercial Armfield modificada para incrementar la controlabilidad de algunas variables de operación.
Columna. La parte central es la columna que está formada por dos módulos de vidrio de 40 centímetros de longitud y 50 milímetros de diámetro, unidos mediante bridas metálicas en sus extremos. Cada uno de los módulos contiene 4 platos perforados con una distancia de separación de los mismos de 55 milímetros. A cada uno de estos platos llega un termopar que mide su temperatura (Figura 3-3).

DESHIDRATACIÓN DE ETANOL
54
Figura 3–3. Esquema de los platos de la columna de destilación.
Calderín. El calderín “HE-1” de un volumen aproximado de 10 litros, posee una resistencia sumergida capaz de proporcionar una potencia máxima de 2000 vatios. El sistema cuenta además de sistema antideflagración, sonda de nivel a fin de impedir que la resistencia se quede sin líquido y un termopar que mide la temperatura del líquido contenido. El calderín está dividido en dos partes, una con la resistencia eléctrica dónde se produce la evaporación y a la que llega la fase líquida de los platos, y otra conectada a la anterior, puesto que el tabique de separación no llega hasta el fondo del calderín, desde donde se extrae el producto de cola. Tanto la columna, anteriormente descrita, como el calderín están aislados térmicamente mediante mantas aislantes.
Del calderín sale una conducción que extrae el producto de cola mediante un rebosadero que mantiene un volumen constante en su interior de aproximadamente 5 litros. Dicho volumen representa el 50% del volumen total del calderín que es de 10 litros.
Condensador. El vapor que sale por la cabeza de la columna pasa a través de un condensador “HE-2” al que le llega una corriente refrigerante de agua + etilenglicol con un intervalo de temperaturas de -5ºC a 0ºC. Esta corriente es a su vez enfriada mediante otra corriente también de agua - etilenglicol suministrada por los Servicios Auxiliares de la Universidad de Alicante. El circuito de refrigeración está cerrado y aislado térmicamente (Figura 3-4).

DESHIDRATACIÓN DE ETANOL
55
Figura 3–4. Condensador de la columna de destilación.
Decantador. A la salida del condensador de la columna está el decantador “D” que separa las dos fases líquidas, Figura 3-5. Una sale del proceso “Fase acuosa”, conteniendo prácticamente la totalidad del agua que entra al proceso, y la otra “Fase orgánica” se retorna al plato superior de la columna.
Figura 3–5. Decantador para el condensado proveniente de la cabeza de la columna.

DESHIDRATACIÓN DE ETANOL
56
Figura 3–6. Esquema de la separación de fases en el decantador.
Como se observa en la Figura 3-6 la salida de la fase superior se hace a través de un rebosadero del decantador de modo que mantiene constante el nivel de las dos fases líquidas en su interior. Para la salida de la fase inferior y la regulación de la proporción de fases en el interior del decantador, el tubo por el que debe salir la fase acuosa tiene una altura regulable y está contenido dentro de un tubo de vidrio con un orificio en su extremo inferior. La regulación de la altura del tubo de acero de la derecha de la figura anterior, proporciona la relación de fases en el decantador y el reflujo que retorna a la columna que será igual al caudal de fase orgánica. Esta relación cambia con el tipo de hidrocarburo introducido a la columna, ya que es función de la relación de densidades de las fases acuosa y orgánica.
Alimentos. La columna va a ser alimentada con dos corrientes que introducen al sistema la mezcla agua - etanol y el hidrocarburo (o mezcla de hidrocarburos) que produce la deshidratación. Para ello se utilizan dos bombas peristálticas, una de ellas incluida en el equipo suministrado por la casa Armfield que aporta el caudal de hidrocarburos, Figura 3-7, y otra añadida con respecto al diseño original que proporciona la mezcla agua - etanol, Figura 3-8. La columna presenta dos vasos de precipitados de 5 litros que contienen los líquidos que suministran dichas bombas, Figura 3-7. Ambos alimentos se introducen en el plato superior de la columna.

DESHIDRATACIÓN DE ETANOL
57
Figura 3–7. Bomba peristáltica de la columa y vasos de los alimentos.
Para evitar la degradación del plástico en las conducciones producido por las mezclas de hidrocarburos se cambiaron las originales por otras de Teflón®, para el caso de las conducciones rígidas y de Vitón® para las partes flexibles necesarias para las bombas peristálticas.
Figura 3–8. Bomba peristáltica para el alimento de la mezcla agua - etanol.
Intercambiadores para el calentamiento de los alimentos y del reflujo. Los alimentos son calentados mediante una serie de cambiadores de calor a fin de introducirlos a la temperatura deseada.

DESHIDRATACIÓN DE ETANOL
58
Figura 3–9. Precalentador de la mezcla de hidrocarburos y llave de toma de muestras del producto de cola.
Justo antes de la entrada a la columna, existen tres cambiadores de calor, de cobre y de tubos concéntricos. Uno para la corriente de agua - etanol (HE-5), otro para la corriente de reflujo proveniente del decantador (HE-3) y un tercero (HE-4) para la corriente de hidrocarburo, Figura 3-10. Esta última corriente es precalentada previamente con un cuarto intercambiador presente en el diseño original de la columna utilizando la corriente de salida del producto de cola, Figura 3-9.
Figura 3–10. Cambiadores de calor para las corrientes de alimentación de la columna.

DESHIDRATACIÓN DE ETANOL
59
Con objeto de controlar la temperatura de entrada de la corriente de hidrocarburos se dispone de una resistencia eléctrica arrollada sobre un tubo de acero inoxidable 316 de un metro de longitud que calienta la corriente de entrada de hidrocarburos (Figura 3-11). Asimismo, dicho equipo dispone de un termopar que junto con un controlador PID acciona la potencia de la resistencia pudiendo controlar la temperatura de la corriente. Esta última resistencia fue necesaria incluirla especialmente en determinados sistemas, aquellos en los que era necesaria una mayor potencia de calefacción, sistemas con tolueno, dónde el calor suministrado por el precalentador y el intercambiador con aceite térmico no eran suficientes para alcanzar la temperatura deseada en la corriente de alimentación del hidrocarburo.
Figura 3–11. Cambiador de calor con resistencia eléctrica para la mezcla de hidrocarburos.
Los cambiadores de calor mostrados en la Figura 3-10, presentan una corriente calefactora de aceite térmico. Dicho aceite es calentado mediante una resistencia eléctrica, Figura 3-12, de inmersión y 1500 W de potencia. El aceite debe ser repuesto periódicamente pues se produce una degradación térmica del mismo. El circuito esta construido con tuberías de cobre aisladas térmicamente.

DESHIDRATACIÓN DE ETANOL
60
Figura 3–12. Resistencia eléctrica sumergida para la calefacción del circuito de aceite térmico.
El circuito de aceite térmico es impulsado mediante una bomba centrífuga, Figura 3-13. La temperatura del mismo, determinada por un termopar incluido en el circuito, se controla mediante un PID accionando la resistencia eléctrica.
Figura 3–13. Bomba centrífuga para el circuito de aceite térmico.
En la Figura 3-14 siguiente se observa el cuadro de controladores presentes que incluye la medida de la temperatura del circuito de refrigeración. Para el control de esta última, únicamente es necesario variar el caudal de la bomba de circulación, Figura 3-15,

DESHIDRATACIÓN DE ETANOL
61
quién junto con un cambiador de calor de placas paralelas, Figura 3-16, mantiene la temperatura de la corriente de refrigeración en el intervalo de temperaturas deseado.
Figura 3–14. Cuadro de controladores de los intercambiadores de calor.
Figura 3–15. Bomba para la circulación del circuito de refrigeración.

DESHIDRATACIÓN DE ETANOL
62
Figura 3–16. Cambiador de calor para el circuito de refrigeración.
También fue necesario construir un cuadro eléctrico para la acción de las bombas impulsoras tanto del fluido refrigerante como del aceite térmico de calefacción, Figura 3-17.
Figura 3–17. Cuadro eléctrico de las bombas de fluidos de refrigeración y calefacción.

DESHIDRATACIÓN DE ETANOL
63
3.2 Sistemas estudiados y productos utilizados
3.2.1 Sistemas estudiados
Con el fin de estudiar el proceso de obtención de una mezcla etanol-gasolina, a utilizar directamente como combustible se realizaron diversos experimentos con hidrocarburos presentes en una gasolina convencional variando la potencia suministrada en la caldera.
La elección de los distintos hidrocarburos se realizó atendiendo a las diversas fracciones mayoritarias de los constituyentes de la gasolina, eligiendo hidrocarburos presentes en cada una de estas fracciones. Como hidrocarburo lineal se seleccionó el hexano, como ramificado, el isoctano, como ciclado, el ciclohexano y como aromático, el tolueno.
Con el fin de intentar reproducir el comportamiento de una gasolina convencional en la columna se han estudiado los hidrocarburos comentados anteriormente, así como mezclas binarias, ternarias y cuaternarios de los mismos. Los sistemas estudiados han sido:
• Agua - Etanol - Hexano
• Agua - Etanol - Ciclohexano
• Agua - Etanol - Isoctano
• Agua - Etanol - Tolueno
• Agua - Etanol - Hexano - Isoctano
• Agua - Etanol - Ciclohexano - Isoctano
• Agua - Etanol - Hexano - Ciclohexano - Isoctano
• Agua - Etanol - Hexano - Ciclohexano - Isoctano - Tolueno
• Agua - Etanol - Gasolina comercial
3.2.2 Productos utilizados
Se utilizó agua desionizada con una conductividad del orden de 3µS/cm procedente de un equipo de la casa comercial MILIPORE disponible en las instalaciones del Departamento de Ingeniería de la Universidad de Alicante.
El etanol empleado fue etanol absoluto (pureza mínima 99,5% en peso) de la casa comercial PANREAC.

DESHIDRATACIÓN DE ETANOL
64
Los hidrocarburos utilizados, Hexano (min 98,5%), Ciclohexano (min 99,5%), Isoctano (min 99%) y Tolueno (min 99%) todos ellos de la casa comercial PANREAC.
Asimismo se adquirió Gasolina 95 en una gasolinera Repsol en suficiente cantidad para realizar todos los experimentos sin cambiar la composición (150 L). La determinación cuantitativa de los componentes de ésta se determinó por cromatografía de gases siguiendo el procedimiento descrito en el apartado 3.5. El análisis cualitativo de los componentes se realizó por espectrometría de masas usando un Cromatógrafo de gases modelo HP/AGILENT TECHNOLOGIES 6890N en condiciones analíticas similares a las del análisis cuantitativo. Los resultados se muestran en la Tabla 3-1.
Tabla 3–1. Composición de la Gasolina 95 utilizada en el experimento.
Compuesto Fracción másica
2-metil-propano 0,554%
Butano 1,976%
2-metil-butano 7,576%
Pentano 9,640%
Etanol 0,955%
2-metil-1-butano 0,814%
2,2-dimetil-butano 3,543%
2-metil-pentano 7,262%
3-metil-pentano 2,547%
Hexano 4,505%
2-etoxi-2-metil-propano 11,256%
2-metil-hexano 0,829%
Ciclohexano 0,901%
3-metil-hexano 0,743%
Benceno 1,192%
Heptano 1,254%
Metil-ciclohexano 1,328%

DESHIDRATACIÓN DE ETANOL
65
Compuesto Fracción másica
3-metil-heptano 0,730%
Tolueno 16,566%
Etil-benceno 3,980%
1,3-dimetil-benceno 8,633%
1,4-dimetil-benceno 3,003%
Propil-benceno 0,673%
1-etil-3-metil-benceno 2,915%
1,2,4-trimetil-benceno 0,867%
1-etil-2-metil-benceno 0,667%
Trimetil-benceno 2,361%
2-propen-1-il-benceno 0,419%
4-etil-1,2,dimetil-benceno 1,217%
Tetrahidrociclopentadieno 1,092%
Al ser gasolina comercial se observa la presencia de compuestos oxigenados tales como etanol (0,96%) y 2-etoxi-2-metil-propano (ETBE) (11,3%) que actúan como antidetonantes.
Otros reactivos utilizados fueron Hydranal Methanol Rapid e Hydranal Composite ambos de la casa Sigma Aldrich para llevar a cabo los análisis del contenido en agua de las muestras mediante el método Karl Fischer y 2-propanol de MERCK (min 99,8%) utilizado como patrón interno en las determinaciones cromatográficas. Los patrones utilizados en el análisis cromatográfico fueron realizados con el agua desionizada citada anteriormente, el etanol (min 99,9%), hexano (min 99,5%), ciclohexano (min 99,5%), isooctano (min 99,9%) y tolueno (min 99,9%) de la casa comercial MERCK.
3.3 Variables de operación
Las variables controlables durante la operación de la columna de destilación azeotrópica son:
• Potencia suministrada al calderín.

DESHIDRATACIÓN DE ETANOL
66
• Composición, caudal y temperatura de la corriente alimento de hidrocarburo.
• Composición, caudal y temperatura de la corriente de alimento mezcla etanol + agua.
• Temperatura y proporción de fases en el decantador.
• Temperatura de la corriente de reflujo.
A excepción de la potencia eléctrica suministrada al calderín, todas las otras variables fueron fijadas para cada uno de los sistemas estudiados. Las composiciones, temperaturas y caudales de los alimentos se presentan en la Tabla 3-2, así como las temperaturas en el decantador y la de la corriente de reflujo.
En el caso del hexano se realizaron dos experimentos, variando la composición de la mezcla agua - etanol utilizada como alimento, uno con composición cercana a la del azeótropo, sobre un 6% en peso de agua y otro con un 11% en peso de agua, con el fin de observar cómo afecta la cantidad de agua que entra a la columna a los resultados.
Temperaturas de los alimentos. Las temperaturas fueron seleccionadas próximas a la temperatura de ebullición de las corrientes pero sin rebasarlas para evitar la ebullición en los cambiadores de calor que las calientan y los problemas derivados en la circulación de la mezcla líquido-gas que se formaría. Para ello hay que fijar la temperatura de consigna del fluido calefactor. Dependiendo de la capacidad calorífica de cada fluido es necesaria la aportación mayor o menor de energía, para que se alcance la temperatura de circulación deseada. Es significativamente diferente el aporte energético necesario en el experimento con hexano frente al resto de hidrocarburos.
Caudales de alimentación . Para la elección de los caudales de alimentación a introducir a la columna se tuvo en cuenta las dimensiones de la columna y la capacidad de impulsión de las bombas de alimentación optando por una relación de caudales 42 g/min para los hidrocarburos y 4 g/min para la mezcla de agua y etanol. Con esta mezcla, la composición de la mezcla global de entrada se sitúa cercana a una relación másica etanol / (hidrocarburo + etanol) = 0,08 (8%), fracción algo superior a la del 0,05 (5%), objetivo para el producto de extracción. Las bombas peristálticas de alimentación se calibraron en cada cambio de sistema ya que son sensibles a la densidad del alimento.

DESHIDRATACIÓN DE ETANOL
67
Tabla 3–2. Variables de operación de los sistemas estudiados. Re
flujo
T(ºC
)
56
52
65
94
75
62
65
62
68
70
Dec
anta
dor
T(ºC
)
32
32
36
45
25
31
28
35
30
42
Alim
ento
hid
roca
rbur
o
Cau
dal
(g/m
in)
41,3
8
41,3
8
41,0
0
39,7
3
41,7
4
41,6
0
41,6
3
41,3
8
42,3
4
42,0
9
T(ºC
)
58
59
66
94
76
60
65
61
62
%
100
100
100
100
100
50/5
0
50/5
0
33/3
3/33
25/2
5/25
/25
100
Hid
roca
rbur
o
Hex
ano
Hex
ano
Cicl
ohex
ano
Isoo
ctan
o
Tolu
eno
Hex
ano
/ Iso
octa
no
Cicl
ohex
ano
/ Iso
octa
no
Hex
ano
/ Cicl
ohex
ano
/ Iso
octa
no
Hex
ano
/ Cicl
ohex
ano
/ Iso
octa
no /
Tolu
eno
Gas
olin
a com
ercia
l
Alim
ento
agua
- et
anol
Cau
dal (
g/m
in)
4,38
4,38
4,38
4,25
4,38
4,34
4,38
4,40
4,34
4,34
T(ºC
)
50
52
62
74
71
54
71
55
65
56
% en
mas
a de a
gua
6 11
7 6 9 6 10
7 6 6

DESHIDRATACIÓN DE ETANOL
68
Temperatura en el condensador – decantador y en el reflujo . Se fija la temperatura de consigna del fluido refrigerante con el fin que la temperatura en el decantador se sitúe 5ºC por debajo de la temperatura de burbuja de la mezcla condensada. Se evitan problemas de pérdidas de fase vapor en el caso de que no condensase totalmente. La Tabla 3-2 muestra las temperaturas usadas. Dado que la influencia de la temperatura sobre el equilibrio líquido-líquido es pequeña, esta diferencia no afecta al funcionamiento de la columna ya que la fase orgánica extraída del decantador cuando vuelve de nuevo a la columna como reflujo es calentada hasta una temperatura próxima a su temperatura de burbuja.
Proporción de fases en el decantador . El objetivo fue que el volumen de las dos fases líquidas presentes en el decantador fuera similar. Para ello la altura del tubo por el que se extrae la fase acuosa del decantador fue variado en cada experimento ya que la dependencia entre su posición y la proporción de fases depende de las densidades de ambas fases líquidas.
Potencia eléctrica suministrada al calderín. Se eligió la potencia que se suministra al calderín de la columna de destilación como la variable a modificar en cada uno de los experimentos tras fijar el resto de variables. Dicha potencia es medida mediante un contador de energía eléctrica. Los experimentos se realizaron desde bajas potencias, suficientes para generar un caudal de condensado, hasta una potencia tal que el condensado fuera un líquido homogéneo, es decir, no generara dos fases inmiscibles.
El experimento acaba cuando se alcanza una potencia tal que en el condensador se observa una sola fase líquida. La composición del destilado ha salido de la región heterogénea. A medida que aumentamos la potencia, la cantidad de hidrocarburo junto con el etanol es mayor en el condensado y la proporción de agua disminuye.
3.4 Puesta en marcha del equipo hasta alcanzar el régimen estacionario
Antes del comienzo de cada experimento se analiza la cantidad de agua presente en el alimento agua - etanol que se va a introducir en la columna. Se toma una pequeña muestra, alrededor de 2 mililitros, y se determina su contenido en agua mediante el método Karl-Fischer. La afinidad que presenta la mezcla agua - etanol por el agua, hace que la concentración de agua varíe con el tiempo. Caso de que sea significativamente distinta a la elegida para el sistema en cuestión, se debe corregir mediante la adición de etanol a la mezcla.

DESHIDRATACIÓN DE ETANOL
69
En el caso de los sistemas con mezclas de hidrocarburos, se toma una muestra del alimento que va a introducirse a la columna y mediante un análisis cromatográfico se obtiene la composición del alimento.
Posteriormente, se procede a llenar el calderín de la columna con los hidrocarburos y la mezcla etanol - agua en la misma proporción que la de los caudales seleccionados, a fin de que la composición de inicio del experimento sea lo más similar a la composición de estado estacionario de la columna. Una vez se alcanza el nivel suficiente en el calderín, la columna puede comenzar a funcionar.
A continuación se ponen en funcionamiento las bombas de circulación del aceite térmico y del fluido refrigerante. Se conecta la resistencia eléctrica que fija la temperatura del aceite térmico a 120 ºC y el equipo auxiliar de refrigeración.
Seguidamente se le comunica a la resistencia eléctrica del calderín de la columna una potencia de operación elevada, alrededor del 50% de la máxima permitida. Una vez se observa que se obtiene un condensado, se baja la potencia de calefacción de la columna hasta la fijada en el experimento. La llave situada en la parte inferior del condensador debe estar abierta, permitiendo que todo el condensado retorne a la columna.
Posteriormente se conectan las bombas de alimentación, se cierra la llave de debajo del decantador y comienza el experimento propiamente dicho.
Sólo en el experimento realizado con agua - etanol - tolueno no se obtuvo un condensado que fácilmente decantara en dos fases, por lo que una mezcla obtenida previamente en dicho decantador se le añadía al comienzo de cada nuevo experimento consiguiendo así una rápida puesta en marcha de la columna.
Transcurrido un tiempo que oscilaba entre 2 y 3 horas se observa que las temperaturas en cada uno de los platos, el calderín y el condensado se mantienen constantes. En este punto se considera que la columna ha alcanzado el régimen estacionario y el experimento se ha completado, realizándose las medidas de caudales y toma de muestras que se describe en el apartado siguiente.
Cuando a continuación se realizaba un nuevo experimento se variaba la potencia de calefacción y se esperaba de nuevo hasta alcanzar el régimen estacionario.
3.5 Análisis y toma de muestras
Una vez alcanzado el régimen estacionario se mide la temperatura de cada uno de los platos, del calderín y la de decantación de fases. Se toma, con la ayuda de los

DESHIDRATACIÓN DE ETANOL
70
frascos que se muestran en la Figura 3-18, una determinada cantidad de muestra a la salida del decantador (fase acuosa) y a la salida del calderín (producto de cola) midiendo el tiempo que tardan en obtenerse, determinándose así el caudal.
Figura 3–18. Frascos con tapón de rosca para la toma de muestras.
Una pequeña cantidad de la muestra obtenida del producto de cola se analiza para determinar su contenido en agua mediante una valoración Karl-Fischer ya que el contenido en agua suele ser bajo. Para ello se utilizó el analizador modelo DL-31 de la casa comercial Mettler-Toledo (Figura 3-19). Se realizaba una estandarización de los reactivos cuando se iniciaba un nuevo sistema y por supuesto, cuando se tomaba una nueva botella de valorante.
Figura 3–19. Equipo para la valoración Karl-Fischer DL-31 de Mettler-Toledo.

DESHIDRATACIÓN DE ETANOL
71
La determinación del resto de composiciones de las diferentes muestras se realiza por cromatografía de gases. Para la mayoría de ellas el equipo empleado fue un cromatógrafo Shimadzu GC-RA usando una columna cromatográfica empaquetada de 2 metros de longitud y 1/8’’ de diámetro, en acero inoxidable rellena de Porapack Q-S utilizando un detector de conductividad térmica (TCD) (Figura 3-20).
Figura 3–20. Cromatógrafo de gases Shimadzu GC-RA con detector TCD.
Las condiciones de operación se muestran en la tabla siguiente.
Tabla 3–3. Condiciones de operación del cromatógrafo de gases con detector TCD.
Gas portador Helio
Caudal 65 ml/min
Temperatura del horno 190 ºC
Temperatura del inyector 200 ºC
Tipo de detector TCD
Temperatura del detector 200 ºC
Intensidad de la corriente 100 mA

DESHIDRATACIÓN DE ETANOL
72
Para el análisis cuantitativo se empleó el método del patrón interno. El 2-propanol fue el compuesto destinado a tal fin.
En el caso de las mezclas complejas de hidrocarburos, mezcla con los cuatro hidrocarburos (hexano - ciclohexano - isoctano - tolueno) y la gasolina comercial, la necesidad de una mejor separación de los componentes obligó al empleo de una columna capilar J&W Scientific 122-1334 de dimensiones 30 metros de longitud y 1,40 micrometros de diámetro con un relleno SN US7156031H.
El cromatógrafo empleado (Figura 3-21) fue de la casa comercial Thermo, modelo GC x GC.
Figura 3–21. Cromatógrafo de gases con columna capilar.
Tabla 3–4. Condiciones de operación del cromatógrafo de gases con columna capilar.
Gas portador Helio
Caudal de gas portado 50 ml/min
Razón de split 1/50
Temperatura inicial 40 ºC
Rampa calefactora 5 ºC/min
Temperatura final 230 ºC
Tipo de detector FID

DESHIDRATACIÓN DE ETANOL
73
Temperatura del detector 300 ºC
Caudal de aire 350 ml/min
Caudal de hidrógeno 80 ml/min
Gas makeup N2 50 ml/min
3.6 Recuperación de disolventes
Debido al alto consumo de reactivos de la columna de destilación azeotrópica, fue necesario el planteamiento de una recuperación de los reactivos a partir de los productos de ésta. Los dos productos obtenidos, producto de cola y fase acuosa del destilado son almacenados y tratados de modo diferente.
En función de la experiencia obtenida, se puede considerar que la recuperación de los reactivos fue del orden del 80%.
3.6.1 Recuperación del producto de cola
Para la recuperación del producto se cola se realizó una extracción líquido-líquido en embudos de decantación de 2 litros (Figura 3-22) con agua como disolvente extractor. El etanol se extrae de la fase orgánica y pasa a la fase acuosa en su totalidad mediante tres lavados de 100 ml de agua. La fase orgánica está libre de agua y etanol y es susceptible de volver a la columna como alimento.

DESHIDRATACIÓN DE ETANOL
74
Figura 3–22. Embudos de decantación empleados para la recuperación del producto de cola.
En el caso de mezclas de hidrocarburos, la fase orgánica obtenida debía corregirse a la composición adecuada antes de volver a introducirse en la columna.
La fase acuosa obtenida en los lavados, contenía el agua de los lavados, el etanol y pequeñas cantidades de hidrocarburo. Esta fase se añadía a la obtenida en el producto de cabeza, fase acuosa de la decantación para su posterior separación.
3.6.2 Recuperación de la fase acuosa
La fase acuosa obtenida por cabeza de columna junto con los lavados de la extracción líquido-líquido del producto de cola, se introducen en una columna de destilación (Figura 3-23). Para la operación con la misma se opera como sigue.
• Se llena el calderín, con un volumen aproximado de 2 litros.
• Se conecta la resistencia calefactora de la misma, junto con el circuito de refrigeración con agua – etilenglicol.
• Se fija una razón de reflujo en aproximadamente 1/6, fijada con la experiencia.
• Se obtiene en un primer instante por la cabeza de la columna una mezcla agua – etanol – hidrocarburo.
• A continuación se observa un aumento de la temperatura en la parte superior de la columna. La temperatura llega a 78ºC y se mantiene estable.

DESHIDRATACIÓN DE ETANOL
75
• El destilado obtenido hasta este punto es desechado.
• El destilado que se obtiene a una temperatura de 78ºC aproximadamente es el azeótropo binario agua – etanol, de manera aproximada.
• Cuando la temperatura de la parte superior de la columna aumenta, se corta la calefacción y se desecha el contenido de la columna formado en su mayoría por agua.
Figura 3–23. Columna de destilación para la recuperación de la fase acuosa.


DATOS EXPERIMENTALES


79
4 Datos experimentales
A continuación se muestran representados de forma gráfica los resultados obtenidos para cada uno de los diez sistemas analizados. El valor numérico de los mismos se puede encontrar en los anexos del final de esta memoria. Para cada uno de los experimentos se presenta:
• Una tabla con las condiciones de operación del experimento.
• Una gráfica en la que se representan los caudales de destilado y producto de cola en función de la potencia aplicada al calderín.
• Una gráfica en la que se representan las fracciones másicas de todos los componentes del sistema en la fase acuosa en función de la potencia aplicada al calderín.
• Una gráfica en la que se representan las fracciones másicas de etanol y el/los hidrocarburos presentes en el producto de cola en función de la potencia aplicada al calderín.
• Una gráfica en la que se representa la fracción másica de agua en el producto de cola para cada una de las potencias aplicadas al calderín.

DATOS EXPERIMENTALES
80
4.1 Resultados experimentales obtenidos
4.1.1 Agua 6% - Etanol – Hexano
Tabla 4–1. Condiciones de operación del experimento agua 6% - etanol - hexano.
Caudal de hexano 41,38 g/min
Temperatura del piso de alimentación 56 ºC
Caudal mezcla agua – etanol 4,38 g/min
Composición en masa de agua en la mezcla agua – etanol 6%
Temperatura de entrada de la mezcla agua – etanol 50 ºC
Temperatura de decantación de fases 32 ºC
Figura 4–1. Caudales del sistema agua 6% - etanol - hexano.
Figura 4–2. Fracciones másicas en la fase acuosa para el sistema agua 6% - etanol - hexano.
0 5
10 15 20 25 30 35 40 45 50
0 100 200 300 400 500 600
Cau
dal (
g/m
in)
Potencia (W)
D R
0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8
0 100 200 300 400 500 600
Frac
ción
más
ica
Potencia (W)
Agua Etanol Hexano

DATOS EXPERIMENTALES
81
Figura 4–3. Fracciones másicas de etanol y hexano en el producto de cola para el sistema agua 6% - etanol - hexano.
Figura 4–4. Fracción másica de agua en el producto de cola para el sistema agua 6% - etanol - hexano.
0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9
1
0 100 200 300 400 500 600
Frac
ción
más
ica
Potencia (W)
Etanol Hexano
0 0,0001 0,0002 0,0003 0,0004 0,0005 0,0006 0,0007 0,0008 0,0009
0 100 200 300 400 500 600
Frac
ción
más
ica
Potencia (W)
Agua

DATOS EXPERIMENTALES
82
4.1.2 Agua 11% - Etanol – Hexano
Tabla 4–2. Condiciones de operación del experimento agua 11% - etanol - hexano.
Caudal de hexano 41,38 g/min
Temperatura del piso de alimentación 57 ºC
Caudal mezcla agua – etanol 4,38 g/min
Composición en masa de agua en la mezcla agua – etanol 11%
Temperatura de entrada de la mezcla agua – etanol 52 ºC
Temperatura de decantación de fases 32 ºC
Figura 4–5. Caudales del sistema agua 11% - etanol - hexano.
Figura 4–6. Fracciones másicas en la fase acuosa para el sistema agua 11% - etanol - hexano.
0 5
10 15 20 25 30 35 40 45 50
0 50 100 150 200 250 300 350
Cau
dal (
g/m
in)
Potencia (W)
D R
0,0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0 50 100 150 200 250 300 350
Frac
ción
más
ica
Potencia (W)
Agua Etanol Hexano

DATOS EXPERIMENTALES
83
Figura 4–7. Fracciones másicas de etanol y hexano en el producto de cola para el sistema agua 11% - etanol - hexano.
Figura 4–8. Fracción másica de agua en el producto de cola para el sistema agua 11% - etanol - hexano.
0,0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1,0
0 50 100 150 200 250 300 350
Frac
ción
más
ica
Potencia (W)
Etanol Hexano
0
0,0005
0,001
0,0015
0,002
0,0025
0,003
0,0035
0,004
0 50 100 150 200 250 300 350
Frac
ción
más
ica
Potencia (W)
Agua

DATOS EXPERIMENTALES
84
4.1.3 Agua 7% - Etanol - Ciclohexano
Tabla 4–3. Condiciones de operación del experimento agua - etanol - ciclohexano.
Caudal de ciclohexano 41,00 g/min
Temperatura del piso de alimentación 65 ºC
Caudal mezcla agua – etanol 4,38 g/min
Composición en masa de agua en la mezcla agua – etanol 7%
Temperatura de entrada de la mezcla agua – etanol 62 ºC
Temperatura de decantación de fases 36 ºC
Figura 4–9. Caudales del sistema agua 7% - etanol - ciclohexano.
Figura 4–10. Fracciones másicas en la fase acuosa para el sistema agua 7% - etanol - ciclohexano.
0,0 5,0
10,0 15,0 20,0 25,0 30,0 35,0 40,0 45,0 50,0
0 50 100 150 200 250
Cau
dal (
g/m
in)
Potencia (W)
D R
0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9
0 50 100 150 200 250
Frac
ción
más
ica
Potencia (W)
Agua Etanol Ciclohexano

DATOS EXPERIMENTALES
85
Figura 4–11. Fracciones másicas de etanol y ciclohexano en el producto de cola para el sistema agua 7% - etanol - ciclohexano.
Figura 4–12. Fracción másica de agua en el producto de cola para el sistema agua 7% - etanol - ciclohexano.
0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9
1
0 50 100 150 200 250
Frac
ción
más
ica
Potencia (W)
Etanol Ciclohexano
0
0,002
0,004
0,006
0,008
0,01
0 50 100 150 200 250
Frac
ción
más
ica
Potencia (W)
Agua

DATOS EXPERIMENTALES
86
4.1.4 Agua 6% - Etanol – Isoctano
Tabla 4–4. Condiciones de operación del experimento agua 6% - etanol - isoctano.
Caudal de isoctano 39,73 g/min
Temperatura del piso de alimentación 94 ºC
Caudal mezcla agua – etanol 4,25 g/min
Composición en masa de agua en la mezcla agua – etanol 6%
Temperatura de entrada de la mezcla agua – etanol 74 ºC
Temperatura de decantación de fases 45 ºC
Figura 4–13. Caudales del sistema agua 6% - etanol - isoctano.
Figura 4–14. Fracciones másicas en la fase acuosa para el sistema agua 6% - etanol - isoctano.
0 5
10 15 20 25 30 35 40 45
0 20 40 60 80 100 120 140 160
Cau
dal (
g/m
in)
Potencia (W)
D R
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0 20 40 60 80 100 120 140 160
Frac
ción
más
ica
Potencia (W)
Agua Etanol Isoctano

DATOS EXPERIMENTALES
87
Figura 4–15. Fracciones másicas de etanol e isoctano en el producto de cola para el sistema agua 6% - etanol - isoctano.
Figura 4–16. Fracción másica de agua en el producto de cola para el sistema agua 6% - etanol - isoctano.
0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9
1
0 20 40 60 80 100 120 140 160
Frac
ción
más
ica
Potencia (W)
Etanol Isoctano
0
0,0001
0,0002
0,0003
0,0004
0,0005
0,0006
0 20 40 60 80 100 120 140 160
Frac
ción
más
ica
Potencia (W)
Agua

DATOS EXPERIMENTALES
88
4.1.5 Agua 9% - Etanol – Tolueno
Tabla 4–5. Condiciones de operación del experimento agua 9% - etanol - tolueno.
Caudal de tolueno 41,74 g/min
Temperatura del piso de alimentación 75 ºC
Caudal mezcla agua – etanol 4,38 g/min
Composición en masa de agua en la mezcla agua – etanol 9%
Temperatura de entrada de la mezcla agua – etanol 71 ºC
Temperatura de decantación de fases 25 ºC
Figura 4–17. Caudales del sistema agua 9% - etanol - tolueno.
Figura 4–18. Fracciones másicas en la fase acuosa para el sistema agua 9% - etanol - tolueno.
0 5
10 15 20 25 30 35 40 45 50
0 50 100 150 200 250
Cau
dal (
g/m
in)
Potencia (W)
D R
0
0,1
0,2
0,3
0,4
0,5
0,6
0 50 100 150 200 250
Frac
ción
más
ica
Potencia (W)
Agua Etanol Tolueno

DATOS EXPERIMENTALES
89
Figura 4–19. Fracciones másicas de etanol y tolueno en el producto de cola para el sistema agua 9% - etanol - tolueno.
Figura 4–20. Fracción másica de agua en el producto de cola para el sistema agua 9% - etanol - tolueno.
0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9
1
0 50 100 150 200 250
Frac
ción
más
ica
Potencia (W)
Etanol Tolueno
0
0,001
0,002
0,003
0,004
0,005
0,006
0,007
0,008
0 50 100 150 200 250
Frac
ción
más
ica
Potencia (W)
Agua

DATOS EXPERIMENTALES
90
4.1.6 Agua 6% - Etanol - Hexano - Isoctano
Tabla 4–6. Condiciones de operación del experimento agua 6% - etanol – hexano - isoctano.
Caudal de hexano – isoctano 41,60 g/min
Composición caudal hexano – isoctano 50/50
Temperatura del piso de alimentación 62 ºC
Caudal mezcla agua – etanol 4,34 g/min
Composición en masa de agua en la mezcla agua – etanol 6%
Temperatura de entrada de la mezcla agua – etanol 54 ºC
Temperatura de decantación de fases 31 ºC
Figura 4–21. Caudales del sistema agua 6% - etanol - hexano - isoctano.
Figura 4–22. Fracciones másicas en la fase acuosa para el sistema agua 6% - etanol - hexano - isoctano.
0 5
10 15 20 25 30 35 40 45 50
0 50 100 150 200 250 300 350 400
Cau
dal (
g/m
in)
Potencia (W)
D R
0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8
0 50 100 150 200 250 300 350 400
Frac
ción
más
ica
Potencia (W)
Agua Etanol Hexano Isoctano

DATOS EXPERIMENTALES
91
Figura 4–23. Fracciones másicas de etanol, hexano e isoctano en el producto de cola para el sistema agua 6% - etanol - hexano - isoctano.
Figura 4–24. Fracción másica de agua en el producto de cola para el sistema agua 6% - etanol - hexano - isoctano.
0
0,1
0,2
0,3
0,4
0,5
0,6
0 50 100 150 200 250 300 350 400
Frac
ción
más
ica
Potencia (W)
Etanol Hexano Isoctano
0
0,0002
0,0004
0,0006
0,0008
0,001
0,0012
0 50 100 150 200 250 300 350 400
Frac
ción
más
ica
Potencia (W)
Agua

DATOS EXPERIMENTALES
92
4.1.7 Agua 10% - Etanol - Ciclohexano – Isoctano
Tabla 4–7. Condiciones de operación del experimento agua 10% - etanol – ciclohexano - isoctano.
Caudal de ciclohexano – isoctano 41,63 g/min
Composición caudal ciclohexano – isoctano 50/50
Temperatura del piso de alimentación 65 ºC
Caudal mezcla agua – etanol 4,38 g/min
Composición en masa de agua en la mezcla agua – etanol 10%
Temperatura de entrada de la mezcla agua – etanol 71 ºC
Temperatura de decantación de fases 28 ºC
Figura 4–25. Caudales del sistema agua 10% - etanol - ciclohexano - isoctano.
Figura 4–26. Fracciones másicas en la fase acuosa para el sistema agua 10% - etanol - ciclohexano - isoctano.
0 5
10 15 20 25 30 35 40 45 50
0 20 40 60 80 100 120 140 160
Cau
dal (
g/m
in)
Potencia (W)
D R
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0 20 40 60 80 100 120 140 160
Frac
ción
más
ica
Potencia (W)
Agua Etanol Ciclohexano Isoctano

DATOS EXPERIMENTALES
93
Figura 4–27. Fracciones másicas de etanol, ciclohexano e isoctano en el producto de cola para el sistema agua 10% - etanol - ciclohexano - isoctano.
Figura 4–28. Fracción másica de agua en el producto de cola para el sistema agua 10% - etanol - ciclohexano - isoctano.
-0,1
0
0,1
0,2
0,3
0,4
0,5
0,6
0 20 40 60 80 100 120 140 160
Frac
ción
más
ica
Potencia (W)
Etanol Ciclohexano Isoctano
0
0,0005
0,001
0,0015
0,002
0,0025
0,003
0 20 40 60 80 100 120 140 160
Frac
ción
más
ica
Potencia (W)
Agua

DATOS EXPERIMENTALES
94
4.1.8 Agua 7% - Etanol - Hexano - Ciclohexano – Isoctano
Tabla 4–8. Condiciones de operación del experimento agua 7% - etanol – hexano - ciclohexano - isoctano.
Caudal de hexano - ciclohexano – isoctano 41,38 g/min
Composición caudal hexano - ciclohexano – isoctano 33/33/33
Temperatura del piso de alimentación 62 ºC
Caudal mezcla agua – etanol 4,40 g/min
Composición en masa de agua en la mezcla agua – etanol 7%
Temperatura de entrada de la mezcla agua – etanol 55 ºC
Temperatura de decantación de fases 35 ºC
Figura 4–29. Caudales del sistema agua 7% - etanol - hexano - ciclohexano - isoctano.
Figura 4–30. Fracciones másicas en la fase acuosa para el sistema agua 7% - etanol - hexano - ciclohexano - isoctano.
0 5
10 15 20 25 30 35 40 45 50
0 20 40 60 80 100 120 140 160
Cau
dal (
g/m
in)
Potencia (W)
D R
0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8
0 20 40 60 80 100 120 140 160
Frac
ción
más
ica
Potencia (W)
Agua Etanol Hexano Ciclohexano Isoctano

DATOS EXPERIMENTALES
95
Figura 4–31. Fracciones másicas de etanol, hexano, ciclohexano e isoctano en el producto de cola para el sistema agua 7% - etanol - hexano - ciclohexano - isoctano.
Figura 4–32. Fracción másica de agua en el producto de cola para el sistema agua 7% - etanol - hexano - ciclohexano - isoctano.
0
0,05
0,1
0,15
0,2
0,25
0,3
0,35
0 20 40 60 80 100 120 140 160
Frac
ción
más
ica
Potencia (W)
Etanol Hexano Ciclohexano Isoctano
0
0,0005
0,001
0,0015
0,002
0,0025
0 20 40 60 80 100 120 140 160
Frac
ción
más
ica
Potencia (W)
Agua

DATOS EXPERIMENTALES
96
4.1.9 Agua 6% - Etanol - Hexano - Ciclohexano - Isoctano – Tolueno
Tabla 4–9. Condiciones de operación del experimento agua 6% - etanol – hexano - ciclohexano – isoctano - tolueno.
Caudal de hexano - ciclohexano – isoctano – tolueno 42,34 g/min
Composición caudal hexano - ciclohexano – isoctano - tolueno 25/25/25/25
Temperatura del piso de alimentación 68 ºC
Caudal mezcla agua – etanol 4,34 g/min
Composición en masa de agua en la mezcla agua – etanol 6%
Temperatura de entrada de la mezcla agua – etanol 65 ºC
Temperatura de decantación de fases 30 ºC
Figura 4–33. Caudales del sistema agua 6% - etanol - hexano - ciclohexano - isoctano - tolueno.
Figura 4–34. Fracciones másicas en la fase acuosa para el sistema agua 6% - etanol - hexano - ciclohexano - isoctano - tolueno.
0
10
20
30
40
50
60
0 50 100 150 200 250 300
Cau
dal (
g/m
in)
Potencia (W)
D R
0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8
0 50 100 150 200 250 300
Frac
ción
más
ica
Potencia (W)
Agua Etanol Hexano Ciclohexano Isoctano Tolueno

DATOS EXPERIMENTALES
97
Figura 4–35. Fracciones másicas de etanol, hexano, ciclohexano, isoctano y tolueno en el producto de cola para el sistema auga 6% - etanol - hexano - ciclohexano - isoctano - tolueno.
Figura 4–36. Fracción másica de agua en el producto de cola para el sistema agua 6% - etanol - hexano - ciclohexano - isoctano - tolueno.
0
0,05
0,1
0,15
0,2
0,25
0,3
0 50 100 150 200 250 300
Frac
ción
más
ica
Potencia (W)
Etanol Hexano Ciclohexano Isoctano Tolueno
0
0,0001
0,0002
0,0003
0,0004
0,0005
0,0006
0,0007
0 50 100 150 200 250 300
Frac
ción
más
ica
Potencia (W)
Agua

DATOS EXPERIMENTALES
98
4.1.10 Agua 6% - Etanol - Gasolina comercial
Para completar el estudio, se adquirió una gasolina comercial de 95 octanos. Se realiza el experimento de igual modo que los anteriores, la única diferencia es la mayor complejidad de la mezcla de hidrocarburos y que en la composición de la gasolina ya se incluye una fracción másica de etanol 0,955%. La composición de la misma se puede observar en la Tabla 3-1.
Tabla 4–10. Condiciones de operación del sistema agua - etanol - gasolina comercial.
Caudal de gasolina 42,09 g/min
Temperatura del piso de alimentación 70 ºC
Caudal mezcla agua – etanol 4,34 g/min
Composición en masa de agua en la mezcla agua – etanol 6%
Temperatura de entrada de la mezcla agua – etanol 56 ºC
Temperatura de decantación de fases 42 ºC
Figura 4–37. Fracciones másicas de agua y etanol en el producto de cabeza en el sistema agua - etanol - gasolina comercial.
0 0,05
0,1 0,15 0,2
0,25 0,3
0,35 0,4
0,45
0 50 100 150 200 250
Frac
ción
más
ica
Potencia (W)
Agua Etanol

DATOS EXPERIMENTALES
99
Figura 4–38. Fracción másica de etanol en el producto de cola en el sistema agua - etanol - gasolina comercial.
Figura 4–39. Fracción másica de agua en el producto de cola en el sistema agua - etanol - gasolina comercial.
Experimentalmente este sistema presentó ciertas dificultades. La presencia de hidrocarburos muy volátiles (butano, pentano, …) impidió que se pudieran determinar correctamente los caudales. Los resultados aquí presentados son cualitativos pues los compuestos volátiles no se condensaban y no se recogen ni en el producto de cabeza, ni por supuesto, en el producto de cola.
0 0,01 0,02 0,03 0,04 0,05 0,06 0,07 0,08 0,09
0,1
0 50 100 150 200 250
Frac
ción
más
ica
Potencia (W)
Etanol
0
0,001
0,002
0,003
0,004
0,005
0,006
0,007
0 50 100 150 200 250
Frac
ción
más
ica
Potencia (W)
Agua

DATOS EXPERIMENTALES
100
4.2 Discusión de los resultados experimentales
En las Tablas 4-11 y 4-12 se presentan un resumen comparativo de los resultados indicando el rango de variación de cada sistema estudiado.
Tabla 4–11. Resumen comparativo de los resultados obtenidos.
Rang
o ca
udale
s R(
g/m
in)
41,0
27 –
44,
217
40,4
48 –
45,
425
26,5
24 –
42,
812
40,4
42 –
41,
093
43,9
00 –
46,
369
41,7
14 –
47,
261
32,5
67 –
43,
549
36,4
20 –
43,
086
39,4
35 –
47,
747
Rang
o ca
udale
s D
(g/m
in)
1,98
5-4,
321
1,24
2 –
5,35
2
1,81
0 –
19,6
08
2,87
1 –
3,51
5
0,48
4 –
3,70
4
2,68
5 –
4,78
7
2,27
3 –
13,8
79
1,50
5 –
5,48
4
1,84
0 –
4,44
4
Rang
o po
tenc
ias
(W)
48 -
514
19 -
310
16 -
225
48 -
135
58 -
200
76 -
380
21 -
136
54 -
148
73 -
240
Pote
ncia
máx
ima (
W)
514
310
225
135
200
380
136
148
240
Tem
pera
tura
ca
lder
ín (º
C)
59,3
– 5
9,1
57,2
– 5
9,1
67,0
– 6
7,7
70,5
– 7
2,5
85,6
– 8
8,1
65,2
– 6
6,7
72,9
– 7
7,4
63,9
– 6
5,6
68,6
- 70
,4
Tem
pera
tura
ali
men
tació
n (ºC
)
56
57
65
94
75
62
65
62
68
Tem
pera
tura
eb
ullic
ión
(ºC)
69
69
80,7
99,3
110,
6
82,4
92,3
81,8
87,2
Siste
ma
Agu
a 6%
- et
anol
- he
xano
Agu
a 11%
- et
anol
- he
xano
Agu
a 7%
- et
anol
- cic
lohe
xano
Agu
a 6%
- et
anol
- iso
ctan
o
Agu
a 9%
- et
anol
- to
luen
o
Agu
a 6%
- et
anol
– h
exan
o -
isoct
ano
Agu
a 10%
- et
anol
–
ciclo
hexa
no -
isoct
ano
Agu
a 7%
- et
anol
– h
exan
o –
ciclo
hexa
no -
isoct
ano
Agu
a 6%
- et
anol
– h
exan
o –
ciclo
hexa
no –
isoc
tano
- to
luen
o
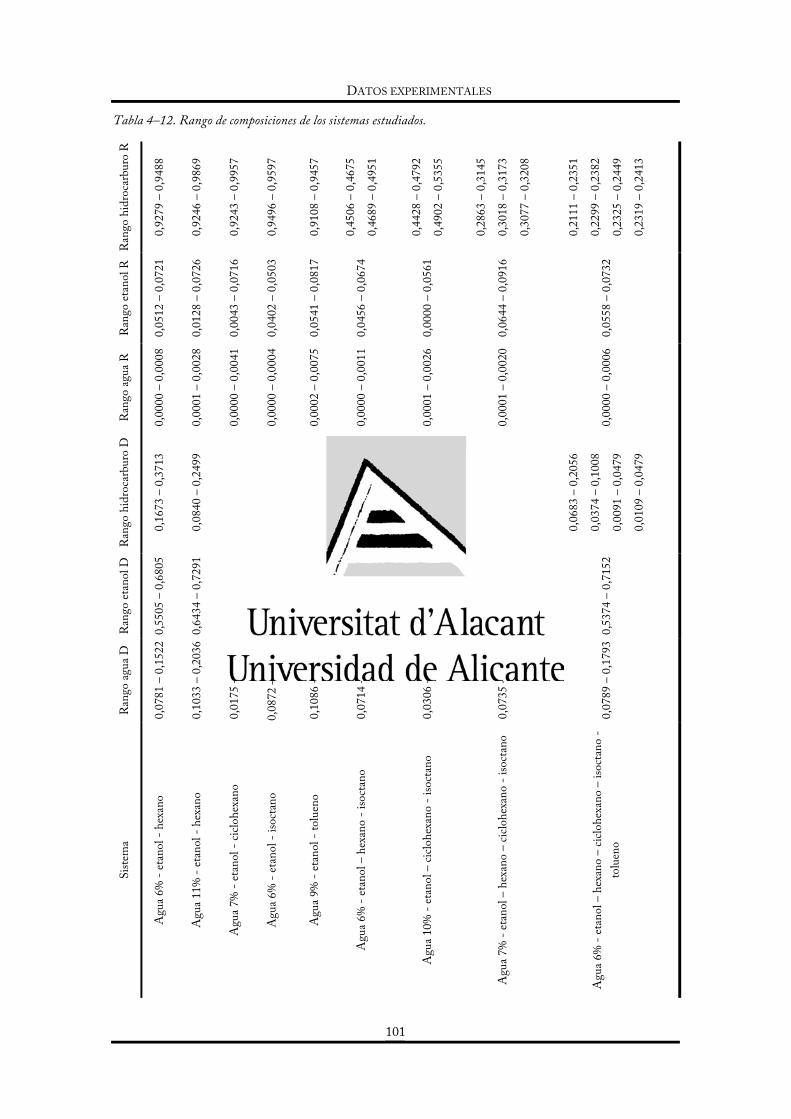
DATOS EXPERIMENTALES
101
Tabla 4–12. Rango de composiciones de los sistemas estudiados. Ra
ngo
hidr
ocar
buro
R
0,92
79 –
0,9
488
0,92
46 –
0,9
869
0,92
43 –
0,9
957
0,94
96 –
0,9
597
0,91
08 –
0,9
457
0,45
06 –
0,4
675
0,46
89 –
0,4
951
0,44
28 –
0,4
792
0,49
02 –
0,5
355
0,28
63 –
0,3
145
0,30
18 –
0,3
173
0,30
77 –
0,3
208
0,21
11 –
0,2
351
0,22
99 –
0,2
382
0,23
25 –
0,2
449
0,23
19 –
0,2
413
Rang
o et
anol
R
0,05
12 –
0,0
721
0,01
28 –
0,0
726
0,00
43 –
0,0
716
0,04
02 –
0,0
503
0,05
41 –
0,0
817
0,04
56 –
0,0
674
0,00
00 –
0,0
561
0,06
44 –
0,0
916
0,05
58 –
0,0
732
Rang
o ag
ua R
0,00
00 –
0,0
008
0,00
01 –
0,0
028
0,00
00 –
0,0
041
0,00
00 –
0,0
004
0,00
02 –
0,0
075
0,00
00 –
0,0
011
0,00
01 –
0,0
026
0,00
01 –
0,0
020
0,00
00 –
0,0
006
Rang
o hi
droc
arbu
ro D
0,16
73 –
0,3
713
0,08
40 –
0,2
499
0,25
64 –
0,7
794
0,24
38 –
0,2
717
0,35
79 –
0,5
041
0,17
98 –
0,2
899
0,03
32 –
0,0
644
0,18
11 –
0,4
387
0,06
68 –
0,2
377
0,07
80 –
0,2
106
0,03
67 –
0,1
182
0,00
16 –
0,0
479
0,06
83 –
0,2
056
0,03
74 –
0,1
008
0,00
91 –
0,0
479
0,01
09 –
0,0
479
Rang
o et
anol
D
0,55
05 –
0,6
805
0,64
34 –
0,7
291
0,19
98 –
0,6
265
0,64
11 –
0,6
589
0,38
63 –
0,4
797
0,57
81 –
0,6
696
0,29
30 –
0,6
034
0,55
37 –
0,7
011
0,53
74 –
0,7
152
Rang
o ag
ua D
0,07
81 –
0,1
522
0,10
33 –
0,2
036
0,01
75 –
0,1
171
0,08
72 –
0, 0
986
0,10
86 –
0,1
647
0,07
14 –
0,1
130
0,03
06 –
0,1
487
0,07
35 –
0,1
739
0,07
89 –
0,1
793
Siste
ma
Agu
a 6%
- et
anol
- he
xano
Agu
a 11%
- et
anol
- he
xano
Agu
a 7%
- et
anol
- cic
lohe
xano
Agu
a 6%
- et
anol
- iso
ctan
o
Agu
a 9%
- et
anol
- to
luen
o
Agu
a 6%
- et
anol
– h
exan
o - i
soct
ano
Agu
a 10%
- et
anol
– ci
clohe
xano
- iso
ctan
o
Agu
a 7%
- et
anol
– h
exan
o –
ciclo
hexa
no -
isoct
ano
Agu
a 6%
- et
anol
– h
exan
o –
ciclo
hexa
no –
isoc
tano
- to
luen
o

DATOS EXPERIMENTALES
102
Como se ha indicado anteriormente en el apartado 3.3 para todos los sistemas existe un valor de la potencia máxima que puede aplicarse al calderín a partir del cual la columna no funciona correctamente ya que el vapor que sale por la cabeza de la columna, cuando condensa, no se desdobla en dos fases líquidas. Sin embargo, ni el valor de esta potencia máxima ni los valores de las distintas potencias aplicadas son comparables entre los distintos sistemas porque dependen de otras variables de operación. Así, la temperatura de entrada del hidrocarburo alimentado a la columna, parámetro que obviamente tiene marcada influencia en la potencia necesaria, es distinta para los distintos sistemas ya que las temperaturas de ebullición de los hidrocarburos utilizados son bastante diferentes.
En los apartados siguientes se presentan las líneas de tendencia de caudales y composiciones de los distintos sistemas estudiados frente a la potencia eléctrica aplicada al calderín y un análisis comparativo de las mismas. Es importante de nuevo indicar que las comparaciones deben ser exclusivamente cualitativas y de tendencia ya que las potencias eléctricas aplicadas a sistemas diferentes no son comparables por las razones comentadas anteriormente. Por otro lado, para evitar demasiadas superposiciones, para cada variable se presentan dos figuras, una de las cuales incluye las gráficas de los experimentos con hidrocarburos individuales y otra con sus mezclas.
Finalmente se discuten los resultados obtenidos en los sistemas con ciclohexano, con mezclas de hidrocarburos y el experimento realizado con gasolina.
4.2.1 Variación de los caudales de destilado y producto de cola
Los caudales de destilado son pequeños en comparación con el total del alimento (45 g/min). Se mantienen prácticamente constantes o con ligeros incrementos a excepción de los sistemas con ciclohexano en los que la variación es significativa. A medida que se eleva la potencia eléctrica suministrada, el caudal de vapor que sale por la cabeza de la columna se incrementa y al condensarse y desdoblarse en dos fases puede suponer un ligero incremento de caudal de fase acuosa al decantador.
Los caudales del producto de cola son cercanos al total del alimento suministrado (45 g/min) y como los anteriores se mantienen prácticamente constantes a excepción de los sistemas con ciclohexano en los que la variación es significativa, decreciendo mucho al incrementar la potencia aplicada.

DATOS EXPERIMENTALES
103
Figura 4–40. Caudales del producto de cabeza y de cola para los sistemas con un solo hidrocarburo.
Figura 4–41. Caudales del producto de cabeza y de cola para los sistemas con mezclas de hidrocarburos.
4.2.2 Variación de la fracción másica de agua en el producto de cola
La fracción másica de agua en el producto de cola es el parámetro de mayor importancia en el estudio ya que permite analizar la viabilidad de la deshidratación del etanol y la obtención de la mezcla etanol e hidrocarburo. En todos los sistemas la tendencia de las figuras es similar. Se observa que al incrementar la potencia eléctrica aplicada al calderín la fracción másica de agua en el producto disminuye bruscamente consiguiéndose el objetivo buscado que es el de obtener un producto mezcla de hidrocarburo y etanol casi libre de agua. Después de esa zona de decrecimiento brusco de la fracción de agua, la concentración de agua es muy pequeña y sólo se observan
0 5
10 15 20 25 30 35 40 45 50
0 100 200 300 400 500 600
Cau
dal (
g/m
in)
Potencia (W)
A6% - EtOH - H
A11% - EtOH - H
A7% - EtOH - CH
A6% - EtOH - IO
A7% - EtOH - T
0 5
10 15 20 25 30 35 40 45 50
0 100 200 300 400
Cau
dal (
g/m
in)
Potencia (W)
A6% - EtOH - H - IO
A10% - EtOH - CH - IO
A7% - EtOH - H - CH - IO
A6% - EtOH - H - CH - IO - T
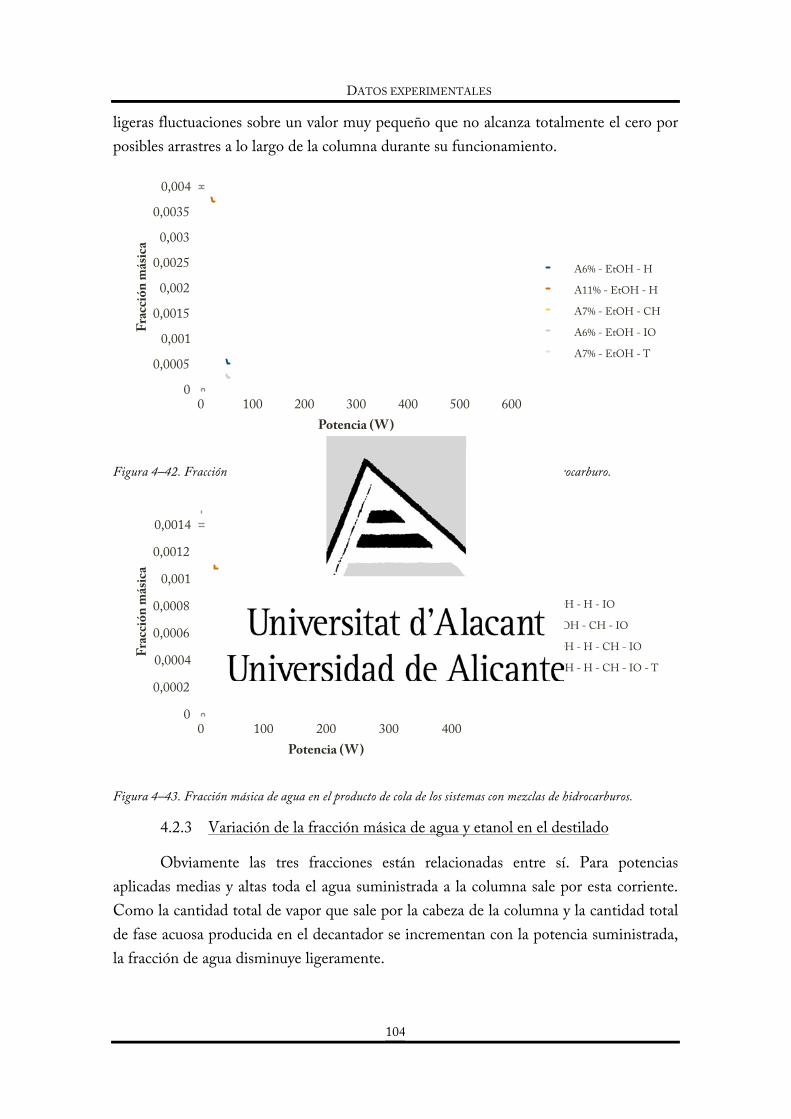
DATOS EXPERIMENTALES
104
ligeras fluctuaciones sobre un valor muy pequeño que no alcanza totalmente el cero por posibles arrastres a lo largo de la columna durante su funcionamiento.
Figura 4–42. Fracción másica de agua en el producto de cola de los sistemas con un solo hidrocarburo.
Figura 4–43. Fracción másica de agua en el producto de cola de los sistemas con mezclas de hidrocarburos.
4.2.3 Variación de la fracción másica de agua y etanol en el destilado
Obviamente las tres fracciones están relacionadas entre sí. Para potencias aplicadas medias y altas toda el agua suministrada a la columna sale por esta corriente. Como la cantidad total de vapor que sale por la cabeza de la columna y la cantidad total de fase acuosa producida en el decantador se incrementan con la potencia suministrada, la fracción de agua disminuye ligeramente.
0
0,0005
0,001
0,0015
0,002
0,0025
0,003
0,0035
0,004
0 100 200 300 400 500 600
Frac
ción
más
ica
Potencia (W)
A6% - EtOH - H
A11% - EtOH - H
A7% - EtOH - CH
A6% - EtOH - IO
A7% - EtOH - T
0
0,0002
0,0004
0,0006
0,0008
0,001
0,0012
0,0014
0 100 200 300 400
Frac
ción
más
ica
Potencia (W)
A6% - EtOH - H - IO
A10% - EtOH - CH - IO
A7% - EtOH - H - CH - IO
A6% - EtOH - H - CH - IO - T

DATOS EXPERIMENTALES
105
Algo similar sucede con el etanol cuya fracción másica disminuye con el incremento de potencia al incrementarse la cantidad total de hidrocarburo que lo acompaña.
Figura 4–44. Fracción másica de agua en el producto de cabeza de los sistemas con un solo hidrocarburo.
Figura 4–45. Fracción másica de agua en el producto de cabeza de los sistemas con mezclas de hidrocarburos.
0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9
1
0 100 200 300 400 500 600
Frac
ción
más
ica
Potencia (W)
A6% - EtOH - H
A11% - EtOH - H
A7% - EtOH - CH
A6% - EtOH - IO
A7% - EtOH - T
0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9
1
0 100 200 300 400
Frac
ción
más
ica
Potencia (W)
A6% - EtOH - H - IO
A10% - EtOH - CH - IO
A7% - EtOH - H - CH - IO
A6% - EtOH - H - CH - IO - T

DATOS EXPERIMENTALES
106
Figura 4–46. Fracción másica de etanol en el producto de cabeza de los sistemas con un solo hidrocarburo.
Figura 4–47. Fracción másica de etanol en el producto de cabeza de los sistemas con mezclas de hidrocarburos.
4.2.4 Variación de la fracción másica de etanol en el producto de cola
A excepción de los sistemas con un contenido en agua en el etanol alimentado mayor del 10% o el sistema con ciclohexano, sistemas que se comentarán posteriormente, la fracción másica de etanol en el producto no varía demasiado o suele disminuir (aunque no siempre) a costa de la fracción de hidrocarburo que aumentará.
0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9
1
0 100 200 300 400 500 600
Frac
ción
más
ica
Potencia (W)
A6% - EtOH - H
A11% - EtOH - H
A7% - EtOH - CH
A6% - EtOH - IO
A7% - EtOH - T
0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9
1
0 100 200 300 400
Frac
ción
más
ica
Potencia (W)
A6% - EtOH - H - IO
A10% - EtOH - CH - IO
A7% - EtOH - H - CH - IO
A6% - EtOH - H - CH - IO - T

DATOS EXPERIMENTALES
107
Figura 4–48. Fracción másica de etanol en el producto de cola de los sistemas con un solo hidrocarburo.
Figura 4–49. Fracción másica de etanol en el producto de cola de los sistemas con mezclas de hidrocarburos.
4.2.5 Influencia del contenido en agua en el etanol alimentado
La cantidad de agua que entra en el sistema se ha ido variando entre los sistemas estudiados para poder analizar como afecta el mismo. Si bien el azeótropo agua - etanol tiene una composición del 6% en fracción másica de gua, el almacenamiento produce la hidratación bien por la hidrofilia de la mezcla o por simple evaporación del etanol. Por esto es conveniente realizar diversos experimentos a diferentes composiciones de agua para poder apreciar como afecta esta variable al proceso global. Es esta la razón del porqué se han realizado dos estudios del sistema con hexano, uno en el que la mezcla etanol - agua alimentada tenía un contenido en agua del 6% en masa y otro con el 11%.
0 0,01 0,02 0,03 0,04 0,05 0,06 0,07 0,08 0,09
0,1
0 100 200 300 400 500 600
Frac
ción
más
ica
Potencia (W)
A6% - EtOH - H
A11% - EtOH - H
A7% - EtOH - CH
A6% - EtOH - IO
A7% - EtOH - T
0 0,01 0,02 0,03 0,04 0,05 0,06 0,07 0,08 0,09
0,1
0 100 200 300 400
Frac
ción
más
ica
Potencia (W)
A6% - EtOH - H - IO
A10% - EtOH - CH - IO
A7% - EtOH - H - CH - IO
A6% - EtOH - H - CH - IO - T

DATOS EXPERIMENTALES
108
Como se puede apreciar en las figuras 4-50 y 4-51, la mayor cantidad de agua, provoca un mayor caudal en la fase acuosa que sale por la parte superior de la columna y de acuerdo con el balance de materia menores caudales en el producto de cola. Al aumentar la potencia de calefacción se observa que a bajos contenidos de agua el caudal de la fase acuosa se mantiene aproximadamente constante mientras que para altos porcentajes de agua va aumentando progresivamente con la potencia de calefacción utilizada.
Figura 4–50. Comparación de los caudales de la fase acuosa de los sistemas agua 6% - etanol - hexano y agua 11% - etanol - hexano.
Figura 4–51. Comparación de los caudales del producto de cola de los sistemas agua 6% - etanol - hexano y agua 11% - etanol - hexano.
0
1
2
3
4
5
6
0 100 200 300 400 500 600
Cau
dal (
g/m
in)
Potencia (W)
D 6% D 11%
40
41
42
43
44
45
46
0 100 200 300 400 500 600
Cau
dal (
g/m
in)
Potencia (W)
R 6% R 11%

DATOS EXPERIMENTALES
109
Figura 4–52. Comparación de la fracción másica de etanol en el producto de cola de los sistemas agua 6% - etanol - hexano y agua 11% - etanol - hexano.
Figura 4–53. Comparación de la fracción másica de agua en el producto de cola de los sistemas agua 6% - etanol - hexano y agua 11% - etanol - hexano.
En la Figura 4-53 se observa como una cantidad de agua mayor a la entrada requiere una mayor cantidad de energía para eliminarla ya que para la misma potencia los contenidos de agua son más elevados si el porcentaje a la entrada, de agua, es mayor. Además, la cantidad de etanol que queda en el producto de cola, Figura 4-52, se mantiene prácticamente estable en el caso de un alimento con un 6% en agua, mientras que cuando la cantidad de agua de entrada aumenta, el contenido en etanol del producto de cola decrece conforme se aumenta la potencia a consecuencia de que parte del etanol presente en la columna se extrae en el producto de cabeza en mayor proporción al haber aumentado su caudal.
0
0,01
0,02
0,03
0,04
0,05
0,06
0,07
0,08
0 100 200 300 400 500 600
Frac
ción
más
ica
Potencia (W)
Etanol 6% Etanol 11%
0
0,0005
0,001
0,0015
0,002
0,0025
0,003
0 100 200 300 400 500 600
Frac
ción
más
ica
Potencia (W)
Etanol 6% Etanol 11%

DATOS EXPERIMENTALES
110
Con un 6% en masa de agua se observa como la columna podría funcionar para producir el producto deseado, mezcla combustible etanol - hexano con un 5% en masa en etanol en un amplio rango de potencias mientras que si el porcentaje de agua aumenta difícilmente se puede conseguir una mezcla etanol - hexano como producto ya que cuando se cumple que hay un 5% de etanol en el producto de cola el porcentaje de agua aún es muy elevado como para poder ser introducido en un motor de combustión y cuando este porcentaje de agua se reduce, la concentración de etanol se sitúa en torno al 2% lejana del 5% fijado como objetivo.
Todos los resultados anteriores indican que se debe buscar la destilación azeotrópica en la que el alimento mezcla de agua con etanol tenga la menor fracción de agua porque además del lógico incremento en el coste por la presencia de más agua, los rangos óptimos de operación de la columna se reducen.
4.2.6 Sistemas con ciclohexano
Los sistemas en los que esta presente el ciclohexano, presentan un comportamiento singular. El rango en el que varían tanto los caudales como las composiciones es significativamente mayor que el obtenido en el resto de sistemas en los que no se emplea el ciclohexano. Además, cuando la presencia del ciclohexano es más grande, es decir cuando es el hidrocarburo único o cuando está mezclado al 50 % en masa con otro, este efecto es mayor.
Este hecho sugiere que el equilibrio líquido-líquido de los sistemas con este hidrocarburo debe ser algo diferente a los sistemas en los que este hidrocarburo no esta presente. Debe ser especialmente importante la forma de la curva o superficie binodal en la zona del punto de pliegue pues como se verá posteriormente es ésta la zona que interviene en la destilación y posterior separación de fases.
4.2.7 Sistemas con mezcla de hidrocarburos
Por último se va a comparar el comportamiento de una mezcla de hidrocarburos en los productos obtenidos. Se presenta el sistema agua - etanol - hexano - isoctano frente al sistema agua - etanol - hexano - ciclohexano - isoctano - tolueno.

DATOS EXPERIMENTALES
111
Figura 4–54. Comparación de los caudales del producto de cabeza de los sistemas agua 6% - etanol - hexano - isoctano y agua 6% - etanol - hexano - ciclohexano - isoctano - tolueno.
Figura 4–55. Comparación de los caudales del producto de cola de los sistemas agua 6% - etanol - hexano - isoctano y agua 6% - etanol - hexano - ciclohexano - isoctano - tolueno.
En general se observan caudales muy parecidos en los dos sistemas. Como se ha visto anteriormente, la presencia de compuestos con mayor peso molecular limita las potencias de trabajo siendo la máxima potencia de operación, punto donde no se forman dos fases, menor.
0
1
2
3
4
5
6
0 50 100 150 200 250 300 350 400
Cau
dal (
g/m
in)
Potencia (W)
D H/I D H/C/I/T
0
10
20
30
40
50
60
0 50 100 150 200 250 300 350 400
Cau
dal (
g/m
in)
Potencia (W)
D H/I D H/C/I/T

DATOS EXPERIMENTALES
112
Figura 4–56. Comparación de la fracción másica de etanol en el producto de cola de los sistemas agua 6% - etanol - hexano - isoctano y agua 6% - etanol - hexano - ciclohexano - isoctano - tolueno.
Figura 4–57. Comparación de la fracción másica de agua en el producto de cola de los sistemas agua 6% - etanol - hexano - isoctano y agua 6% - etanol - hexano - ciclohexano - isoctano - tolueno.
La cantidad de agua en el producto de cola se elimina a potencias similares para ambos sistemas y la cantidad de etanol es algo superior en el sistema con la mezcla de hidrocarburos más pesados.
El producto de cola, el que se podría utilizar como combustible, presenta una menor cantidad de agua en los sistemas con hidrocarburos de mayor peso molecular para una misma potencia. Del mismo modo contienen en general mayor cantidad de etanol por lo que la configuración óptima sería utilizando esta fracción de hidrocarburos.
0
0,01
0,02
0,03
0,04
0,05
0,06
0,07
0,08
0 50 100 150 200 250 300 350 400
Frac
ción
más
ica
Potencia (W)
Etanol H/I Etanol H/C/I/T
0
0,0002
0,0004
0,0006
0,0008
0,001
0,0012
0 50 100 150 200 250 300 350 400
Frac
ción
más
ica
Potencia (W)
Agua H/I Agua H/C/I/T

DATOS EXPERIMENTALES
113
Por otro lado, y tras observar los resultados obtenidos en el sistema con gasolina comercial de 95 octanos puede afirmarse que son los resultados esperados. Su comportamiento es similar a la de los hidrocarburos puros o mezcla de los mismos (aunque hay que tener en cuenta que inicialmente la gasolina comercial usada ya contenía un porcentaje cercano al 1% de etanol).
Como se indicó en el apartado 4.1.10, los hidrocarburos más volátiles de la gasolina no se condensaron, por lo que tampoco están presentes en el producto de cola, producto destinado a su uso como gasolina. El efecto de la pérdida por evaporación de estos compuestos produce fluctuaciones importantes en los datos experimentales obtenidos.
De los resultados se puede afirmar que la gasolina serviría como agente para la deshidratación del etanol y permitiría obtener mezclas de gasolina con un porcentaje de etanol cercano al 5% - 6%. Para ello sería mejor operar con gasolinas sin demasiados volátiles y dado que sin la presencia de ellos la gasolina obtenida no cumpliría, en principio las especificaciones para ser utilizada directamente, después de la destilación azeotrópica se debería corregir su composición añadiendo los componentes volátiles necesarios a fin de cumplir las especificaciones de la misma.


CORRELACIÓN DE DATOS DE EQUILIBRIO


5 Correlación de datos de equilibrio
Para llevar a cabo la simulación teórica de los experimentos realizados es necesario disponer de un conjunto de ecuaciones y parámetros que permitan calcular el equilibrio tanto líquido-vapor (para el cálculo de la columna de destilación) como líquido-líquido y líquido-líquido-vapor para el cálculo del separador de fases. (Font A. , 2008) en su estudio sobre la correlación termodinámica de los datos de equilibrio de sistemas agua + etanol + hidrocarburo observó que tanto los modelos UNIFAC como UNIQUAC y NRTL predicen razonablemente bien esos sistemas. Sin embargo el cálculo del equilibrio líquido-líquido no es tan bueno y en todos los casos la región heterogénea calculada con el modelo solía ser mayor que la experimental, especialmente en la proximidad del punto de pliegue región que como se mostrará posteriormente es la zona de operación del separador de fases del sistema de destilación azeotrópica. Además, se observó que ni UNIQUAC ni NRTL poseen la flexibilidad suficiente como para reproducir la marcada asimetría que presenta la curva binodal no isoterma. Las regiones heterogéneas calculadas con los parámetros de las correlaciones son siempre mayores y mas desplazadas hacia el lado del binario etanol-hidrocarburo que las experimentales.
Es por ello que es necesario un estudio adicional sobre la bondad de los modelos para la correlación de los datos de equilibrio líquido-líquido. Para ello, en este apartado se realiza este estudio tanto utilizando métodos empíricos como modelos termodinámicos modificados.
Los datos experimentales correlacionados con diferentes ecuaciones fueron obtenidos con anterioridad y publicados en los siguientes artículos:
- Gomis, V.; Font, A.; Pedraza, R.; Saquete, M.D.; “Isobaric Vapor-Liquid and Vapor-Liquid-Liquid Equilibrium Data for the System Water + Ethanol + Hexane System”, Fluid Phase Equilibria, 259, 66-70, 2007.

CORRELACIÓN DE DATOS DE EQUILIBRIO
118
- Gomis, V.; Font, A.; Pedraza, R.; Saquete, M.D.; “Isobaric Vapor-Liquid and Vapor-Liquid-Liquid Equilibrium Data for the System Water + Ethanol + Cyclohexane”, Fluid Phase Equilibria, 235, 7-10, 2005.
- Font, A.; Asensi, J.C.; Ruiz, F.; Gomis, V.; “The Application of isooctane to the dehydration of Ethanol. Design of a Column Sequence to Obtain Absolute Ethanol by Heterogeneous Azeotropic Distillation”, Ind. Eng. Chem. Res., 42, 140-144, 2003.
- Gomis, V.; Font, A.; R.; Saquete, M.D.; “Homogeneity of the Water + Ethanol + Toluene Azeotrope at 101.3 kPa”, Fluid Phase Equilibria, 266, 8-13, 2008.
5.1 Ecuaciones empíricas de correlación de la curva binodal
Dentro de la biografía se encuentran ecuaciones utilizadas para la obtención o correlación de las curvas binodales de sistemas ternarios. Algunas de ellas se pueden encontrar en (Letcher & Redhi, 2002), (Hlavaty, 1972)... y en este trabajo se ha ensayado con tres de ellas:
Ecuación de Hlavaty modificada:
!! = !!!!!"!! + !!!!!"!! + !!!!!!
Función β:
!! = !! 1− !! !!!!!!
Ecuación log γ:
!! = !! −!"!! !!!!!!
Donde:
!! =!! + 0,5!! − !!"!
!!"! − !!"!
!! =!!"! − !! − 0,5!!
!!"! − !!"!
Siendo 1 y 3 los compuestos parcialmente miscibles (agua y hidrocarburo). Los valores !!"! y !!"! son las solubilidades mutuas expresadas como fracciones molares del componente 1 en 3 y del 3 en 1 cuando la fracción molar del componente 2 es igual a 0,

CORRELACIÓN DE DATOS DE EQUILIBRIO
119
es decir los valores de corte del lado del triángulo que une los componentes 1 y 3.
A continuación se presentan los resultados obtenidos con cada una de las ecuaciones para distintos sistemas agua + etanol + hidrocarburo indicándose las referencias bibliográficas de donde se han extraído los datos experimentales. El punto de pliegue experimental dibujado fue obtenido de (Font A. , 2008).
5.1.1 Ajustes empíricos en el sistema agua -etanol – hexano
Figura 5–1. Ajuste de datos mediante ecuaciones empíricas para el sistema agua - etanol - hexano.
Tabla 5–1. Parámetros del ajuste mediante ecuaciones empíricas para el sistema agua - etanol - hexano.
Hlavaty Función Beta Log Gamma
Parámetro 1 0,6758 3,3930 3,0617
Parámetro 2 0,2869 1,1598 1,1138
Parámetro 3 3,7922 1,2966 1,7154

CORRELACIÓN DE DATOS DE EQUILIBRIO
120
5.1.2 Ajustes empíricos en el sistema agua - etanol - ciclohexano
Figura 5–2. Ajuste de datos mediante ecuaciones empíricas para el sistema agua - etanol - ciclohexano.
Tabla 5–2. Parámetros del ajuste mediante ecuaciones empíricas para el sistema agua - etanol - ciclohexano.
Hlavaty Función Beta Log Gamma
Parámetro 1 0,5134 3,1272 2,8616
Parámetro 2 0,3495 1,1450 1,1111
Parámetro 3 3,6444 1,2069 1,6151

CORRELACIÓN DE DATOS DE EQUILIBRIO
121
5.1.3 Ajustes empíricos en el sistema agua - etanol - isoctano
Figura 5–3. Ajuste de datos mediante ecuaciones empíricas para el sistema agua - etanol - isoctano.
Tabla 5–3. Parámetros del ajuste mediante ecuaciones empíricas para el sistema agua - etanol - isoctano.
Hlavaty Función Beta Log Gamma
Parámetro 1 0,6057 3,3936 3,0710
Parámetro 2 0,4512 1,1959 1,1539
Parámetro 3 3,9407 1,2485 1,6797

CORRELACIÓN DE DATOS DE EQUILIBRIO
122
5.1.4 Ajustes empíricos en el sistema agua - etanol - tolueno
Figura 5–4. Ajuste de datos mediante ecuaciones empíricas para el sistema agua - etanol - tolueno.
Tabla 5–4. Parámetros del ajuste mediante ecuaciones empíricas para el sistema agua - etanol - tolueno.
Hlavaty Función Beta Log Gamma
Parámetro 1 0,0452 1,4923 1,3967
Parámetro 2 -0,5694 0,8196 0,7918
Parámetro 3 0,8783 1,0636 1,3691
A primera vista las correlaciones de las curvas binodales parecen adecuadas. Sin embargo, las regiones heterogéneas calculadas son un poco más grandes. Además, y a diferencia de lo observado experimentalmente las correlacionadas son siempre bastante simétricas respecto a los componentes de la base del triángulo (agua e hidrocarburo). Por lo cual predicen que la zona heterogénea próxima al punto de pliegue sea mucho mayor que la real.

CORRELACIÓN DE DATOS DE EQUILIBRIO
123
5.2 Modelos termodinámicos: Modelos de coeficientes de actividad. Cálculo mediante la entalpía de exceso
5.2.1 La ecuación NRTL y correlación de datos experimentales
Las desviaciones sobre el comportamiento ideal son más comunes en la fase líquida que en la fase vapor ya que como resultado de las menores distancias intermoleculares, las fuerzas de interacción entre las moléculas en el líquido son considerablemente mayores. Por el contrario, la fase vapor puede asimilarse a comportamiento ideal a presiones moderadas.
El comportamiento de los líquidos reales se describe mediante el coeficiente de actividad γ. Sin embargo, los coeficientes de actividad de componentes individuales i de una mezcla líquida no son independientes unos de otros, como se muestra en la ecuación de Gibbs-Duhem !!!"#!! = 0.
La ecuación de Gibbs-Duhem es la ecuación fundamental de la termodinámica que debe satisfacerse siempre. Ha sido largamente usada para verificar la consistencia termodinámica de los datos de equilibrio líquido-vapor. Para obtener una relación de la dependencia con la concentración del coeficiente de actividad γi, es útil comenzar con un valor del estado de la mezcla completa. De este modo, una formulación termodinámicamente consistente de los coeficientes de actividad se alcanza automáticamente. Los procesos de mezcla pueden ser descritos con mayor simpleza utilizando la energía libre. El cambio de energía libre para la mezcla de líquidos ideales, ΔgId, es:
∆!!" = !" !!!"!!
Donde R es la constante de los gases universal. El valor de ΔgId es siempre negativo. Con una forma análoga, para mezclas no ideales:
∆! = !" !!!"!! + !" !!!"!!
El segundo término tiene en cuenta el comportamiento no ideal de la mezcla y se denomina la energía libre de exceso ΔgE:
∆!! ≡ !" !!!"!!
Así:
∆! = ∆!!" + ∆!!

CORRELACIÓN DE DATOS DE EQUILIBRIO
124
Con ∆!! ≡ !∆!! y !! ≡ !! !, obtenemos:
∆!! = !" !!!"!!
La diferenciación de la ecuación de la energía libre de exceso ΔGE proporciona una relación para los coeficientes de actividad γi de los componentes individuales de la mezcla a temperatura constante. En general:
!"!! =1!"
!∆!!
!!! !,!,!!!!!
Para el cálculo de la energía libre de exceso pueden utilizarse distintas expresiones. En este trabajo todos los cálculos se han realizado con la ecuación NRTL (Non Random Two Liquid) (Renon & Prausnitz, 1968).
La expresión de la gE mediante el modelo NRTL queda definida por:
!! = !" !!!!"!!"!!!
!!!
!!"!!!!!!
!
!!!
Siendo !!" =!!"!!!!!"
, !!" = !!!!"!!" y !!" = !!".
Utilizando esta ecuación NRTL se correlacionaron los distintos sistemas agua-etanol-hidrocarburo del apartado anterior cuyos datos experimentales fueron obtenidos de la bibliografía. No se utilizaron programas comerciales para el ajuste de datos ya que posteriormente (apartado 5.3) fueron introducidas modificaciones en la ecuación NRTL para lo cual no pueden usarse los programas comerciales. Se ajustaron los seis parámetros tau de interacción de cada sistema y para los alfa se tomo αij = 0,2. El algoritmo de optimización utilizado es el propuesto por Levenberg-Marquardt. La función objetivo utilizada fue la suma de las desviaciones al cuadrado entre fracciones molares experimentales y las calculadas para la línea de reparto que pasa por el punto medio de la recta de reparto experimental.
5.2.2 Determinación del punto de pliegue
Como se ha mencionado anteriormente, la zona del punto de pliegue de la curva binodal es muy importante para la simulación de la columna azeotrópica de deshidratación ya que la fase vapor que sale de la columna tiene una composición cercana a esa zona. Cuando ese vapor condensa y se lleva al decantador, la proporción y composición de las dos fases líquidas resultantes es de especial importancia en el cálculo.

CORRELACIÓN DE DATOS DE EQUILIBRIO
125
Es por ello que se realizó un análisis particular de esa zona y se diseñó un programa de cálculo para la determinación del punto de pliegue.
Para ello se debe calcular la variación de energía libre como suma de la energía libre de exceso y la energía libre ideal, esta expresión debe tener en cuenta las fluctuaciones de composición. En mezclas ternarias aplicamos las siguientes ecuaciones:
∆! = !!" + !!
!!" = !" !!!"!! + !!!"!! + !!!"!!= !" !!!"!! + !!!"!! + 1− !! − !! !" 1− !! − !!
Para la energía libre de exceso se puede utilizar cualquier modelo termodinámico, en este caso empleamos la ecuación NRTL, presentada en el apartado 5.2.1.
!!
= !" !!!!!!!!!! + !!"!!"!! + !!"!!"!!
!!!!! + !!"!! + !!"!!+ !!
!!"!!"!! + !!!!!!!! + !!"!!"!!!!"!! + !!!!! + !!"!!
+ !!!!"!!"!! + !!"!!"!! + !!!!!!!!
!!"!! + !!"!! + !!!!!
= !" !!!!!!!!!! + !!"!!"!! + !!"!!" 1− !! − !!
!!!!! + !!"!! + !!" 1− !! − !!
+ !!!!"!!"!! + !!!!!!!! + !!"!!" 1− !! − !!
!!"!! + !!!!! + !!" 1− !! − !!
+ 1− !! − !!!!"!!"!! + !!"!!"!! + !!!!!! 1− !! − !!
!!"!! + !!"!! + !!! 1− !! − !!
Con las ecuaciones anteriores se define una curva denominada espinodal, conjunto de puntos que cumplen que el determinante definido a continuación tiene valor igual a cero ! = 0.
! =
!!∆!!!!!
!!∆!!!!!!
!!∆!!!!!!
!!∆!!!!!
El punto de pliegue es el punto donde coinciden la curva binodal con la curva espinodal. La curva espinodal (! = 0) permite definir la región heterogénea donde se localizan las mezclas globales inestables para el cálculo del ELL (! < 0). Puesto que la curva binodal no se conoce a priori, se utilizan las condiciones críticas definidas por (Reid & Modell, 1983) para determinar el punto de pliegue para cada conjunto de

CORRELACIÓN DE DATOS DE EQUILIBRIO
126
parámetros. Esta condición es aquella que cumple que el determinante siguiente !, tiene valor 0 en el punto de pliegue.
! =
!"!!!
!"!!!
!!∆!!!!!!
!!∆!!!!!
= 0
De este modo se obtiene un sistema de dos ecuaciones con dos incógnitas (dos de las tres composiciones del punto de pliegue) correspondientes a igualar a cero los dos determinantes definidos ! = 0 y ! = 0. En varios artículos (Lee, Qin, & Prausnitz, 2006), (De Pablo & Prausnitz, 1988) se aplica este criterio para la determinación del punto de pliegue en sistemas ternarios tipo 1.
Teniendo en cuenta la forma de las expresiones anteriores de gId y gE se puede reformular el problema mediante la siguiente relación, con unidades adimensionales !! :
∆!! = !!!" + !!! =!!"
!" +!!
!"
! =
!!∆!!!!!
!!∆!!!!!!
!!∆!!!!!!
!!∆!!!!!
= !" ! !
!∆!!!!!!
!" ! !!∆!!!!!!!
!" ! !!∆!!!!!!!
!" ! !!∆!!!!!!
= !" !
!!∆!!!!!!
!!∆!!!!!!!
!!∆!!!!!!!
!!∆!!!!!!
= 0
! =
!"!!!
!"!!!
!!∆!!!!!!
!!∆!!!!!
=!" ! !!!
!!!!" ! !!!
!!!
!" ! !!∆!!!!!!!
!" ! !!∆!!!!!!
= !" !
!!!!!!
!!!!!!
!!∆!!!!!!!
!!∆!!!!!!
= 0
La eliminación de los factores, constantes para cada temperatura (RT)4 y (RT)6 reduce considerablemente el valor de los determinantes y los algoritmos aplicados para la obtención del punto de pliegue convergen fácilmente.
A continuación se presentan los resultados de las distintas correlaciones realizadas mostrando en ellas los parámetros obtenidos, la unidad empleada para los parámetros de interacción fue la caloría y la composición del punto de pliegue calculada siguiendo el procedimiento anterior. Como se ha indicado anteriormente el parámetro a αij fue fijado en 0,2, así como la temperatura para cada correlación.

CORRELACIÓN DE DATOS DE EQUILIBRIO
127
5.2.3 Ajuste del sistema agua - etanol - hexano mediante la ecuación NRTL
Figura 5–5. Ajuste de datos de equilibrio LL mediante NRTL para el sistema agua - etanol - hexano.
Tabla 5–5. Parámetros para el ajuste de datos de equilibrio LL mediante NRTL para el sistema agua - etanol - hexano a una temperatura de 57 ºC.
g_g (cal) Agua Etanol Hexano
Agua -1831,5 6474,5
Etanol -52,7 907,0
Hexano 8772,0 -473,9
Tabla 5–6. Punto de pliegue obtenido con los parámetros NRTL del ajuste de datos de equilibrio para el sistema agua - etanol - hexano a una temperatura de 57 ºC.
Agua Etanol Hexano
0,097 0,574 0,329
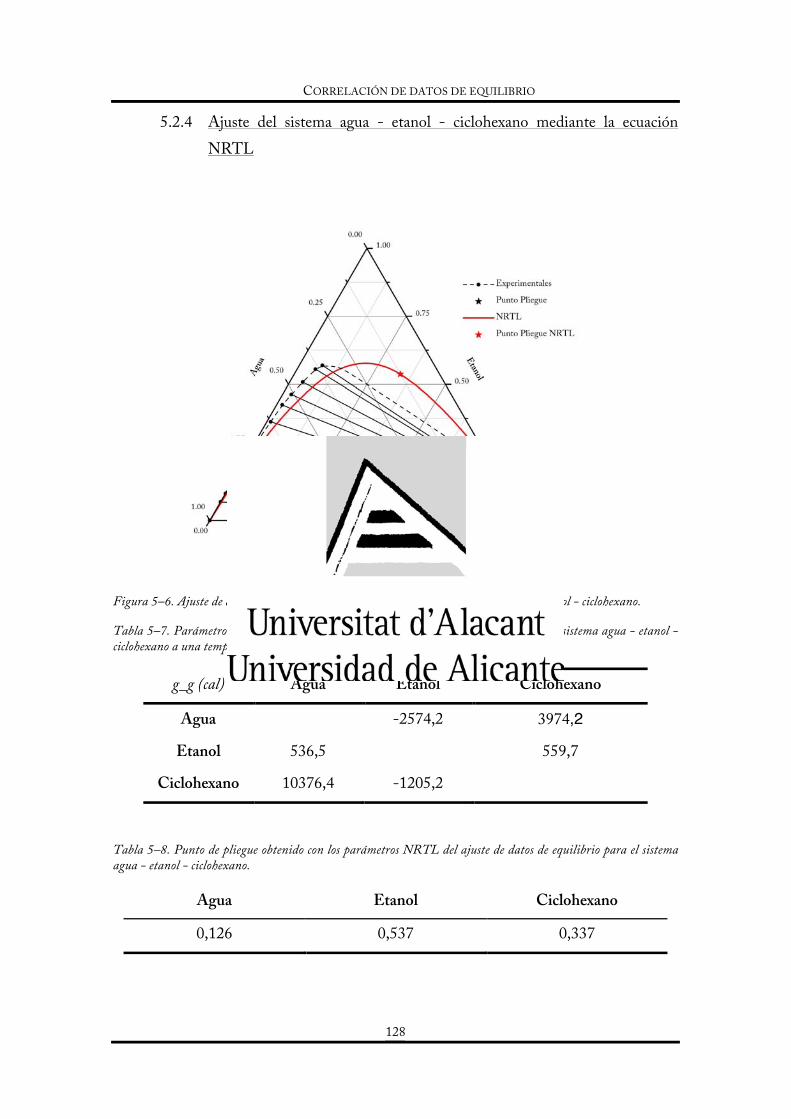
CORRELACIÓN DE DATOS DE EQUILIBRIO
128
5.2.4 Ajuste del sistema agua - etanol - ciclohexano mediante la ecuación NRTL
Figura 5–6. Ajuste de datos de equilibrio LL mediante NRTL para el sistema agua - etanol - ciclohexano.
Tabla 5–7. Parámetros para el ajuste de datos de equilibrio LL mediante NRTL para el sistema agua - etanol - ciclohexano a una temperatura de 64 ºC.
g_g (cal) Agua Etanol Ciclohexano
Agua -2574,2 3974,2
Etanol 536,5 559,7
Ciclohexano 10376,4 -1205,2
Tabla 5–8. Punto de pliegue obtenido con los parámetros NRTL del ajuste de datos de equilibrio para el sistema agua - etanol - ciclohexano.
Agua Etanol Ciclohexano
0,126 0,537 0,337

CORRELACIÓN DE DATOS DE EQUILIBRIO
129
5.2.5 Ajuste del sistema agua - etanol - isoctano mediante la ecuación NRTL
Figura 5–7. Ajuste de datos de equilibrio LL mediante NRTL para el sistema agua - etanol - isoctano.
Tabla 5–9. Parámetros para el ajuste de datos de equilibrio LL mediante NRTL para el sistema agua - etanol - isoctano a una temperatura de 71 ºC.
g_g (cal) Agua Etanol Isoctano
Agua -1935,4 4440,2
Etanol 274,9 857,1
Isoctano 10996,2 -809,8
Tabla 5–10. Punto de pliegue obtenido con los parámetros NRTL del ajuste de datos de equilibrio para el sistema agua - etanol - isoctano a una temperatura de 71 ºC.
Agua Etanol Isoctano
0,141 0,555 0,304

CORRELACIÓN DE DATOS DE EQUILIBRIO
130
5.2.6 Ajuste del sistema agua - etanol - tolueno mediante la ecuación NRTL
Figura 5–8. Ajuste de datos de equilibrio LL mediante NRTL para el sistema agua - etanol - tolueno.
Tabla 5–11. Parámetros para el ajuste de datos de equilibrio LL mediante NRTL para el sistema agua - etanol - tolueno a una temperatura de 76 ºC.
g_g (cal) Agua Etanol Tolueno
Agua -499,0 6821,8
Etanol -263,7 330,5
Tolueno 7451,0 -837,9
Tabla 5–12. Punto de pliegue obtenido con los parámetros NRTL del ajuste de datos de equilibrio para el sistema agua - etanol - tolueno a una temperatura de 76 ºC.
Agua Etanol Tolueno
0,442 0,392 0,166

CORRELACIÓN DE DATOS DE EQUILIBRIO
131
5.2.7 Comparación entre los puntos de pliegue experimentales y los calculados
A continuación se presentan en formato de tabla las composiciones de los puntos de pliegue experimental y calculado en los sistemas estudiados. Se observa que excepto en el sistema con tolueno la composición en etanol calculada para el punto de pliegue es muy superior a la experimental. De igual modo, la composición experimental de hidrocarburo experimental es superior a la calculada con el modelo NRTL.
Tabla 5–13. Puntos de pliegue experimental y calculado con los parámetros NRTL, para el sistema agua - etanol - hexano a una temperatura de 57 ºC.
Agua Etanol Hexano
Experimental 0,098 0,412 0,490
NRTL 0,097 0,574 0,329
Tabla 5–14. Puntos de pliegue experimental y calculado con los parámetros NRTL, para el sistema agua - etanol - ciclohexano a una temperatura de 64 ºC.
Agua Etanol Ciclohexano
Experimental 0,035 0,242 0,723
NRTL 0,126 0,537 0,337
Tabla 5–15. Puntos de pliegue experimental y calculado con los parámetros NRTL, para el sistema agua - etanol - isoctano a una temperatura de 71 ºC.
Agua Etanol Isoctano
Experimental 0,067 0,315 0,618
NRTL 0,141 0,555 0,304
Tabla 5–16. Puntos de pliegue experimental y calculado con los parámetros NRTL, para el sistema agua - etanol - tolueno a una temperatura de 76 ºC:
Agua Etanol Tolueno
Experimental 0,339 0,394 0,267
NRTL 0,442 0,392 0,166
La diferencia entre el punto de pliegue calculado y el experimental proporciona zonas heterogéneas mayores en los modelos que en los datos experimentales. Las líneas
CORRELACIÓN DE DATOS DE EQUILIBRIO
132
de reparto tienen una mayor longitud y se produce una diferencia apreciable en la simulación cuando los cálculos se realizan en la zona cercana al punto de pliegue.
Como se ha dicho anteriormente esta diferencia resulta importante debido a que la composición del vapor que sale por la cabeza de la columna de destilación azeotrópica de este estudio, tiene una composición situada precisamente en esta zona crítica. La decantación de esta fase, y el reparto en dos fases líquidas, una que retorna a la columna y otra que sale como producto de cabeza, tiene gran importancia para la simulación de los datos experimentales.
Es por ello que es interesante el estudio de otros métodos que puedan ajustar mejor esta zona. A continuación se estudia la aplicación de otra ecuación termodinámica para intentar corregir estas diferencias.
5.3 Ecuación NRTL modificada
A fin de obtener una mejor representación de las curvas binodales y más concretamente en la zona del punto de pliegue se ha realizado una correlación de los datos de equilibrio con una modificación de la expresión de la energía libre de Gibbs (Lee, Qin, & Prausnitz, 2006).
!! = !!"! + !!"!
Donde los subíndices cl se refieren a la formulación clásica y co a la corrección. En la formulación clásica podemos aplicar cualquiera de los modelos conocidos Van Laar, NRTL, UNIQUAC ... Para este estudio se aplica el modelo NRTL con los parámetros obtenidos en los apartados anteriores. Para la corrección se propone la siguiente expresión:
!!"! =12!!!!"!
!!!!!!! ! +
12!!!!"!
!!!!!!! !
!!! ! = !! !!!!!! !!!!!!
!!! ! = !! !!!!!! !!!!!!
!! =!! − !!!
!!!!
+!! − !!!
!!!!
El superíndice c se refiere al punto de pliegue, y los subíndices 1 y 3 a los componentes inmiscibles del sistema. Se observa que esta expresión cumple con las condiciones límite, es decir, cuando la composición de algún componente es 0, el sistema se convierte en un binario y el término de corrección también se hace cero gco=0.

CORRELACIÓN DE DATOS DE EQUILIBRIO
133
A fin de obtener las constantes a, k1 y k3 se aplican los siguientes criterios. El valor de a determina la inversa del tamaño de la región “crítica”, región donde la importancia de la corrección es mayor, región cercana al punto de pliegue. Es decir, a mayor valor de a, menor es la región entre el punto de pliegue que proporciona la formulación clásica y el punto de pliegue experimental. Se ha fijado en 0,2 para todos los sistemas analizados tal como se sugiere en (Lee, Qin, & Prausnitz, 2006).
Las constantes k1 y k3 se calculan a partir de los criterios (Reid & Modell, 1983) que fijan el punto de pliegue calculado al punto de pliegue experimental.
! =
!!∆!!!!!!
!!∆!!!!!!!
!!∆!!!!!!!
!!∆!!!!!!
= 0
! =
!!!!!!
!!!!!!
!!∆!!!!!!!
!!∆!!!!!!
= 0
Mediante la ayuda de programas informáticos como Maple 15 (Maplesoft) se obtienen las expresiones analíticas de los determinantes, posteriormente aplicando algoritmos de resolución de ecuaciones se calculan los valores de las constantes k1 y k3.

CORRELACIÓN DE DATOS DE EQUILIBRIO
134
5.3.1 Ajuste del sistema agua - etanol - hexano mediante la ecuación NRTL modificada
Figura 5–9. Ajuste de datos de equilibrio LL mediante NRTL modificado para el sistema agua - etanol - hexano.
Tabla 5–17. Puntos de pliegue experimental del sistema agua - etanol - hexano a una temperatura de 57 ºC.
Agua Etanol Hexano
Experimental 0,098 0,412 0,490
Tabla 5–18. Parámetros de la modificación NRTL del sistema agua - etanol - hexano.
a k1 k3
0,2 -0,8713 -32,6857

CORRELACIÓN DE DATOS DE EQUILIBRIO
135
5.3.2 Ajuste del sistema agua - etanol - ciclohexano mediante la ecuación NRTL modificada
Figura 5–10. Ajuste de datos de equilibrio LL mediante NRTL modificado para el sistema agua - etanol - ciclohexano.
Tabla 5–19. Punto de pliegue experimental del sistema agua - etanol - ciclohexano a una temperatura de 64 ºC.
Agua Etanol Ciclohexano
Experimental 0,035 0,242 0,723
Tabla 5–20. Parámetros de la modificación NRTL del sistema agua - etanol - ciclohexano.
a k1 k3
0,2 35,5409 -89,5567

CORRELACIÓN DE DATOS DE EQUILIBRIO
136
5.3.3 Ajuste del sistema agua - etanol - isoctano mediante la ecuación NRTL modificada
Figura 5–11. Ajuste de datos de equilibrio LL mediante NRTL modificado para el sistema agua - etanol - isoctano.
Tabla 5–21. Punto de pliegue experimental del sistema agua - etanol - isoctano a una temperatura de 71 ºC.
Agua Etanol Isoctano
Experimental 0,067 0,315 0,618
Tabla 5–22. Parámetros de la modificación NRTL del sistema agua - etanol -isoctano.
a k1 k3
0,2 -1,4977 -22,4286

CORRELACIÓN DE DATOS DE EQUILIBRIO
137
5.3.4 Ajuste del sistema agua - etanol - tolueno mediante la ecuación NRTL modificada
Figura 5–12. Ajuste de datos de equilibrio LL mediante NRTL modificado para el sistema agua - etanol - tolueno.
Tabla 5–23. Punto de pliegue experimental del sistema agua - etanol - tolueno a una temperatura de 76 ºC.
Agua Etanol Tolueno
Experimental 0,339 0,394 0,267
Tabla 5–24. Parámetros de la modificación NRTL del sistema agua - etanol - tolueno.
a k1 k3
0,2 -6,8699 10,2314

CORRELACIÓN DE DATOS DE EQUILIBRIO
138
5.4 Interpolaciones tipo “spline” y polinómicas. Correlaciones Hand
Ante la poca bonanza de las correlaciones anteriores, se decidió realizar unas interpolaciones de los datos de equilibrio LL, a fin de obtener las curvas de solubilidad lo más cercanas a la realidad. Para ello se realizaron diversas interpolaciones:
ü Interpolación “spline” Akima (Akima, 1970), se construye mediante un conjunto de interpolaciones cúbicas, con un mínimo de cinco puntos a interpolar. Las posibles valores atípicos son corregidos mediante la unión de los diferentes polinomios de interpolación.
ü Interpolación polinómica de grado 4.
ü Interpolación polinómica de grado 5.
En todas ellas se obtiene una función que relaciona la fracción molar de etanol en función de la fracción molar de hidrocarburo.
!!"#$%& = ! !!"#$%&'$()$%
Además, para la completa determinación del equilibrio LL, la relación entre la composición de una fase acuosa y la otra fase orgánica en equilibrio se realizó mediante la ecuación de Hand, mostrada a continuación.
!!"#$%&!"
!!"#$%&'$()$%!" = !!!"#$%&!"
!!"#$!"
!
Figura 5–13. Ajuste de datos de equilibrio LL mediante ecuación de Hand para el sistema agua - etanol - hexano.
(xEtanol/xHexano)FO= 0,1394(xEtanol/xHexano)FA 1,0698
0
0,1
0,2
0,3
0,4
0,5
0,6
0 0,5 1 1,5 2 2,5 3
( xEt
anol
/ x H
exan
o )FO
( xEtanol / xAgua )FA

CORRELACIÓN DE DATOS DE EQUILIBRIO
139
Figura 5–14. Ajuste de datos de equilibrio LL mediante ecuación de Hand para el sistema agua - etanol - ciclohexano.
Figura 5–15. Ajuste de datos de equilibrio LL mediante ecuación de Hand para el sistema agua - etanol - isoctano.
(xEtanol/xCiclohexano)FO = 0,1319(xEtanol/xAgua)FA 0,9079
0
0,05
0,1
0,15
0,2
0,25
0 0,2 0,4 0,6 0,8 1 1,2 1,4 1,6 1,8
( xEt
anol
/ x C
iclo
hexa
no )FO
( xEtanol / xAgua )FA
(xEtanol/xIsoctano)FO = 0,1746(xEtanol/xAgua)FA 0,7013
0
0,05
0,1
0,15
0,2
0,25
0,3
0,35
0 0,5 1 1,5 2 2,5
( xEt
anol
/ x Is
octa
no )FO
( xEtanol / xAgua )FA

CORRELACIÓN DE DATOS DE EQUILIBRIO
140
Figura 5–16. Ajuste de datos de equilibrio LL mediante ecuación de Hand para el sistema agua - etanol - tolueno.
El punto de pliegue se puede definir como la composición hacia la que se dirige cada una de las fases en equilibrio, se podría decir, el punto en el que la composición de la fase acuosa es igual a la composición de la fase orgánica.
Por combinación de las dos ecuaciones anteriores, la función de interpolación ! !!"#$%&'$()$% en la curva de solubilidad y la correlación de Hand se obtiene la ecuación
! !!"#$%&'$()$%!!"#$%&'$()$%
= !! !!"#$%&'$()$%
1− !!"#$%&'$()$% − ! !!"#$%&'$()$%
!
cuya resolución permite obtener la composición del punto de pliegue.
Los resultados de las diferentes interpolaciones, así como de los puntos de pliegue obtenidos mediante las mismas se muestran en los apartados 5.4.1, 5.4.2, 5.4.3 y 5.4.4. Se puede concluir que los resultados obtenidos mediante estas interpolaciones son aceptables y serán utilizados en una posterior simulación de los experimentos realizados.
(xEtanol/xTolueno)FO = 1,2354(xEtanol/xAgua)FA 1,2248
0
0,2
0,4
0,6
0,8
1
1,2
1,4
0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1
( xEt
anol
/ x To
luen
o )FO
( xEtanol / xAgua )FA

CORRELACIÓN DE DATOS DE EQUILIBRIO
141
5.4.1 Sistema agua – etanol – hexano mediante interpolaciones
Figura 5–17. Ajuste de datos de equilibrio LL mediante interpolaciones y obtención de los puntos de pliegue para el sistema agua - etanol - hexano.
Tabla 5–25. Punto de pliegue experimental y calculado mediante interpolaciones del sistema agua - etanol - hexano a una temperatura de 57 ºC.
Agua Etanol Hexano
Experimental 0,098 0,490 0,412
Akima 0,084 0,372 0,544
Polinómica grado 4 0,074 0,459 0,467
Polinómica grado 5 0,082 0,393 0,525

CORRELACIÓN DE DATOS DE EQUILIBRIO
142
5.4.2 Sistema agua – etanol – ciclohexano mediante interpolaciones
Figura 5–18. Ajuste de datos de equilibrio LL mediante interpolaciones y obtención de los puntos de pliegue para el sistema agua - etanol - ciclohexano.
Tabla 5–26. Punto de pliegue experimental y calculado mediante interpolaciones del sistema agua - etanol - ciclohexano a una temperatura de 64 ºC.
Agua Etanol Ciclohexano
Experimental 0,035 0,242 0,723
Akima 0,066 0,350 0,584
Polinómica grado 4 0,055 0,439 0,506
Polinómica grado 5 0,057 0,422 0,521

CORRELACIÓN DE DATOS DE EQUILIBRIO
143
5.4.3 Sistema agua – etanol – isoctano mediante interpolaciones
Figura 5–19. Ajuste de datos de equilibrio LL mediante interpolaciones y obtención de los puntos de pliegue para el sistema agua - etanol - isoctano.
Tabla 5–27. Punto de pliegue experimental y calculado mediante interpolaciones del sistema agua - etanol - isoctano a una temperatura de 71 ºC.
Agua Etanol Isoctano
Experimental 0,067 0,315 0,618
Akima 0,052 0,397 0,551
Polinómica grado 4 0,048 0,424 0,528
Polinómica grado 5 0,048 0,426 0,526

CORRELACIÓN DE DATOS DE EQUILIBRIO
144
5.4.4 Sistema agua – etanol – tolueno mediante interpolaciones
Figura 5–20. Ajuste de datos de equilibrio LL mediante interpolaciones y obtención de los puntos de pliegue para el sistema agua - etanol - tolueno.
Tabla 5–28. Punto de pliegue experimental y calculado mediante interpolaciones del sistema agua - etanol - tolueno a una temperatura de 76 ºC.
Agua Etanol Tolueno
Experimental 0,339 0,394 0,267
Akima 0,340 0,393 0,267
Polinómica grado 4 0,337 0,402 0,261
Polinómica grado 5 0,336 0,404 0,260
De las gráficas anteriores se deduce que las curvas binodales obtenidas con la interpolación de Akima crean una superficie de solubilidad más pequeña y más similar a la experimental. Además el punto de pliegue calculado con esta interpolación es el más parecido al experimental. Esta interpolación es la más adecuada para la simulación de los datos experimentales.

SIMULACIÓN DE DATOS EXPERIMENTALES


147
6 Simulación de datos experimentales
Los diferentes experimentos realizados en la columna de destilación azeotrópica para cada uno de los hidrocarburos individuales, fueron simulados con el programa comercial Chemcad (Chemstations inc.) Versión 6.2.0. Para la simulación se utilizó el modelo termodinámico UNIFAC para el cálculo del equilibrio líquido-vapor dentro de la columna ya que fue comprobado que los datos de equilibrio calculados con este modelo se ajustaban bastante bien a los experimentales. Sin embargo, para el cálculo de la separación de fases líquidas del decantador se diseñó una unidad que utilizaba los ajustes realizados en el apartado 5.4 Interpolaciones tipo “spline” y correlaciones Hand. La interpolación “spline” se utiliza para la determinación de la frontera de la zona heterogénea de la homogénea, y la correlación Hand para la determinación del equilibrio entre las dos fases líquidas.
Las variables de operación utilizadas en cada uno de los sistemas estudiados se han mostrado en la tabla 3-2 de la presente memoria. Estas mismas variables se utilizaron en la simulación de los sistemas estudiados.
No se han simulado los sistemas con mezcla de hidrocarburos, pues el comportamiento experimental de dichos sistemas era similar al de los compuestos puros.

SIMULACIÓN DE DATOS EXPERIMENTALES
148
6.1 Simulación de datos experimentales con modelo termodinámico UNIFAC e interpolación Akima para el equilibrio líquido-líquido
Como se ha comentado en el apartado anterior, para la realización de las simulaciones se ha aplicado dos modelos para calcular los diversos equilibrios de fases presentes.
Un primer modelo termodinámico, el UNIFAC, que calcula el equilibrio líquido-vapor de las fases presentes en la columna. Aunque existe la posibilidad de que se formasen dos fases líquidas dentro de la columna, no se ha observado este hecho en ninguna de las simulaciones.
Un segundo modelo que permite determinar el equilibrio líquido-líquido en el decantador. Consta de una interpolación de los datos de equilibrio líquido-líquido (Font A. , 2008) que determinan la curva binodal mediante una interpolación tipo Akima, y una correlación Hand que correlaciona puntos de la curva de una fase con puntos de la curva de la otra fase en equilibrio.
El diagrama de flujo inicial empleado en la simulación de los resultados experimentales con el modelo UNIFAC y la interpolación Akima, se presenta en la figura 6-1. Al igual que en la simulación experimental las corrientes de alimento formadas por la mezcla agua + etanol a deshidratar (corriente 1) y el hidrocarburo (corriente 2) entran a una columna de destilación azeotrópica (equipo 1) para obtener un producto de cola, una mezcla de etanol + hidrocarburo que es el producto buscado (corriente 3).
Además de la columna de destilación (equipo 1), en el citado diagrama de flujo se observa el condensador (equipo 2) + el separador de fases líquidas (equipo 3) que produce una fase orgánica (corriente 4) que se devuelve a la columna y una fase acuosa (corriente 5) que sale del proceso. El proceso además incluye el cambiador 4 para llevar la temperatura de la corriente 6 a la temperatura del equipo experimental.
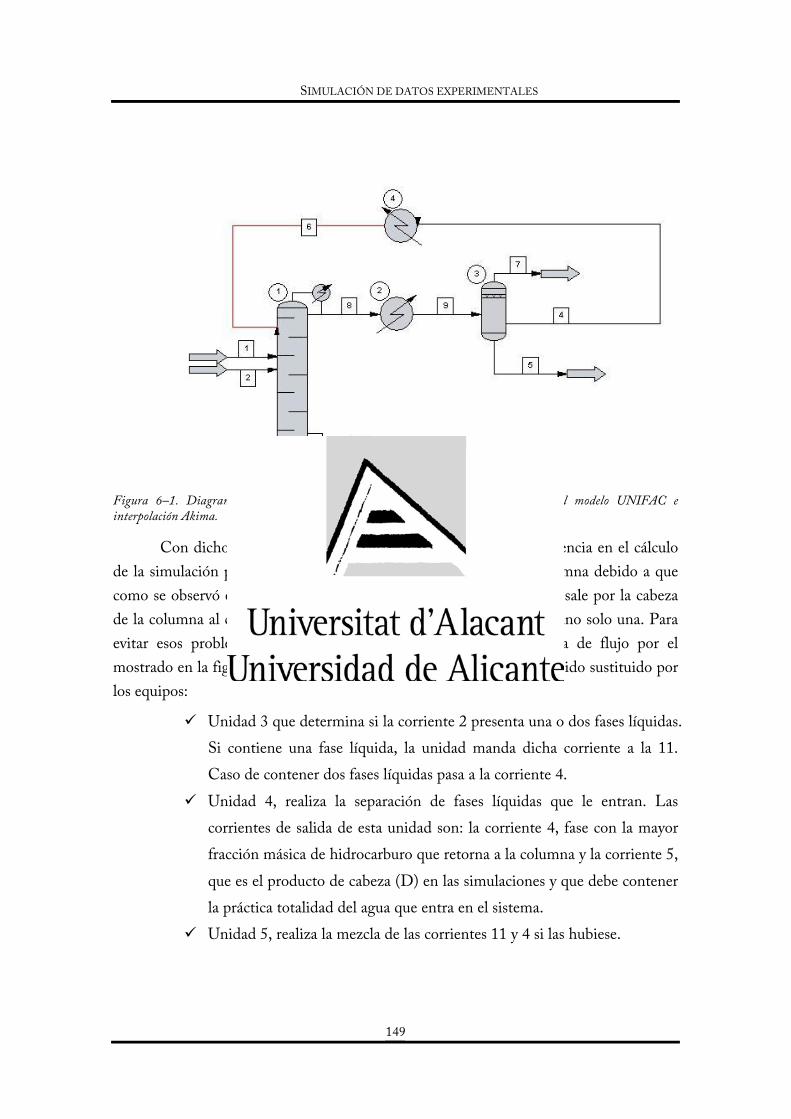
SIMULACIÓN DE DATOS EXPERIMENTALES
149
Figura 6–1. Diagrama de flujo inicial para la simulación del proceso mediante el modelo UNIFAC e interpolación Akima.
Con dicho diagrama de flujo aparecían problemas de convergencia en el cálculo de la simulación para determinadas potencias suministradas a la columna debido a que como se observó experimentalmente podría suceder que el vapor que sale por la cabeza de la columna al condensar no diera dos fases líquidas en equilibrio sino solo una. Para evitar esos problemas de convergencia se sustituyó dicho diagrama de flujo por el mostrado en la figura 6-2 en el que la parte del separador de fases ha sido sustituido por los equipos:
ü Unidad 3 que determina si la corriente 2 presenta una o dos fases líquidas. Si contiene una fase líquida, la unidad manda dicha corriente a la 11. Caso de contener dos fases líquidas pasa a la corriente 4.
ü Unidad 4, realiza la separación de fases líquidas que le entran. Las corrientes de salida de esta unidad son: la corriente 4, fase con la mayor fracción másica de hidrocarburo que retorna a la columna y la corriente 5, que es el producto de cabeza (D) en las simulaciones y que debe contener la práctica totalidad del agua que entra en el sistema.
ü Unidad 5, realiza la mezcla de las corrientes 11 y 4 si las hubiese.

SIMULACIÓN DE DATOS EXPERIMENTALES
150
Figura 6–2. Diagrama de flujo modificado para la simulación del proceso mediante el modelo UINFAC e interpolación Akima.
Las variables para los equipos utilizados se presentan a continuación:
Equipo 1: Columna de destilación. Las diferentes series de simulaciones realizadas se obtuvieron modificando la potencia de calefacción aplicada a la columna, tal y como se realizó experimentalmente. La columna “física”, presenta 8 platos y el calderín. Para las simulaciones, siguiendo el criterio de (Stichlmair, Fair, & Bravo, 1998), la eficiencia de las etapas de la destilación puede estimarse en 0,6 – 0,7, por lo que para la simulación de la columna se eligió un equipo con 6 etapas de equilibrio. La columna no presenta condensador, dicha función la realiza el equipo 2.
Equipo 2: Intercambiador de calor que fija la temperatura de la corriente de vapor 8 que sale por la parte superior de la columna y la fija a la misma temperatura a la que se produce la decantación de fases en los diferentes experimentos, como se muestra en la tabla 3-2.
Equipo 3: Unidad que determina si la corriente 9 presenta una o dos fases líquidas. Si la composición de la corriente se encuentra en la zona homogénea, según la curva determinada mediante la interpolación Akima, la corriente 11 tiene las mismas características que la corriente 9. Caso de que la composición de la corriente 9 esté en la zona heterogénea, la corriente 10 es la que presenta dichas características.

SIMULACIÓN DE DATOS EXPERIMENTALES
151
Equipo 4: Equipo que realiza la separación de fases líquidas. Dicha unidad tiene en cuenta la curva binodal, determinada por la interpolación Akima y las correlaciones Hand del sistema en estudio. La fase con mayor fracción másica de hidrocarburo sale por la corriente 4 y la fase con mayor proporción de agua, sale por la corriente 5.
Equipo 5: Unidad que realiza la mezcla de las corrientes 11 y 4. Nótese que sólo existe una de ellas según determine el equipo 3.
Equipo 6: Intercambiador de calor que aumenta la temperatura de la corriente de reflujo, corriente 6, a la temperatura que entra experimentalmente, tal y como se indica en la tabla 3-2.
Con este diagrama de flujo y variables de operación para cada caso, y modificando exclusivamente la potencia que se consume en el calderín de la columna se han simulado los experimentos realizados. Para cada uno de los sistemas estudiados se ha obtenido una serie de gráficas que comparan los datos experimentales obtenidos en la columna y los obtenidos mediante simulación. Las gráficas muestran los resultados siguientes para cada sistema:
ü Los caudales del producto cola y del producto de cabeza en función de la potencia aplicada a la columna.
ü Diagrama ternario en el que se representa la composición del producto de cabeza que se extrae de la columna. Se indica mediante una flecha el sentido que tiene la evolución de las composiciones en función de la potencia aplicada a la columna.
ü Composición del producto de cola obtenido, mostrando la composición en fracción másica de etanol e hidrocarburo en función de la potencia aplicada a la columna.
ü Composición en fracción másica de agua en el producto de cola obtenido, en función de la potencia aplicada a la columna.
En las figuras se muestran dos ejes X uno representando la potencia aplicada experimental (el inferior) y en otro la simulada (el superior) dado que no se incluyen las pérdidas de calor al exterior. Ambas escalas comienzan en cero y el rango de potencias de la simulación ha sido elegido de modo que coincidan los datos de la simulación con los experimentales.

SIMULACIÓN DE DATOS EXPERIMENTALES
152
6.1.1 Simulación del sistema Agua 6% - Etanol – Hexano con UNIFAC e interpolación Akima
Figura 6–3. Caudales del sistema agua 6% - etanol – hexano, simulación UNIFAC e interpolación Akima.
Figura 6–4. Fracciones másicas en la fase acuosa para el sistema agua 6% - etanol - hexano, simulación UNIFAC e interpolación Akima.
0 50 100 150 200 250
0 5
10 15 20 25 30 35 40 45 50
0 100 200 300 400 500 600
Potencia simulación (W)
Cau
dal (
g/m
in)
Potencia (W)
D R D Sim R Sim

SIMULACIÓN DE DATOS EXPERIMENTALES
153
Figura 6–5. Fracciones másicas de etanol y hexano en el producto de cola para el sistema agua 6% - etanol - hexano, simulación UNIFAC e interpolación Akima.
Figura 6–6. Fracción másica de agua en el producto de cola en el sistema agua 6% - etanol - hexano, simulación UNIFAC e interpolación Akima.
0 50 100 150 200 250
0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9
1
0 100 200 300 400 500 600
Potencia simulación (W) Fr
acció
n m
ásic
a
Potencia (W)
Etanol Hexano Etanol Sim Hexano Sim
0 50 100 150 200 250
0 0,0005
0,001 0,0015 0,002
0,0025 0,003
0,0035 0,004
0,0045 0,005
0 100 200 300 400 500 600
Potencia simulación (W)
Frac
ción
más
ica
Potencia (W)
Agua Agua Sim

SIMULACIÓN DE DATOS EXPERIMENTALES
154
6.1.2 Simulación del sistema Agua 11% - Etanol – Hexano con UNIFAC e interpolación Akima
Figura 6–7. Caudales del sistema agua 11% - etanol - hexano, simulación UNIFAC e interpolación Akima.
Figura 6–8. Fracciones másicas en la fase acuosa para el sistema agua 11% - etanol - hexano, simulación UNIFAC e interpolación Akima.
0 50 100 150 200 250 300 350
0 5
10 15 20 25 30 35 40 45 50
0 50 100 150 200 250 300 350
Potencia simulación (W)
Cau
dal (
g/m
in)
Potencia (W)
D R D Sim R Sim

SIMULACIÓN DE DATOS EXPERIMENTALES
155
Figura 6–9- Fracciones másicas de etanol y hexano en el producto de cola para el sistema agua 11% - etanol - hexano, simulación UNIFAC e interpolación Akima.
Figura 6–10. Fracción másica de agua en el producto de cola en el sistema agua 11% - etanol - hexano, simulación UNIFAC e interpolación Akima.
0 50 100 150 200 250 300 350
0,0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1,0
0 50 100 150 200 250 300 350
Potencia simulación (W) Fr
acció
n m
ásic
a
Potencia (W)
Etanol Hexano Etanol Sim Hexano Sim
0 50 100 150 200 250 300 350
0
0,001
0,002
0,003
0,004
0,005
0,006
0,007
0,008
0 50 100 150 200 250 300 350
Potencia simulación (W)
Frac
ción
más
ica
Potencia (W)
Agua Agua Sim

SIMULACIÓN DE DATOS EXPERIMENTALES
156
6.1.3 Simulación del sistema Agua 7% - Etanol – Ciclohexano con UNIFAC e interpolación Akima
Figura 6–11. Caudales del sistema agua 7% - etanol - ciclohexano, simulación UNIFAC e interpolación Akima.
Figura 6–12. Fracciones másicas en la fase acuosa para el sistema agua 7% - etanol - ciclohexano, simulación UNIFAC e interpolación Akima.
0 20 40 60 80 100
0,0 5,0
10,0 15,0 20,0 25,0 30,0 35,0 40,0 45,0 50,0
0 50 100 150 200 250
Potencia simulación (W)
Cau
dal (
g/m
in)
Potencia (W)
D R D Sim R Sim

SIMULACIÓN DE DATOS EXPERIMENTALES
157
Figura 6–13. Fracciones másicas de etanol y ciclohexano en el producto de cola para el sistema agua 7% - etanol - ciclohexano, simulación UNIFAC e interpolación Akima.
Figura 6–14. Fracción másica de agua en el producto de cola para el sistema agua 7% - etanol - ciclohexano, simulación UNIFAC e interpolación Akima.
0 20 40 60 80 100
0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9
1
0 50 100 150 200 250
Potencia simulación (W) Fr
acció
n m
ásic
a
Potencia (W)
Etanol Ciclohexano Etanol Sim Ciclohexano Sim
0 20 40 60 80 100
0 0,0005
0,001 0,0015 0,002
0,0025 0,003
0,0035 0,004
0,0045
0 50 100 150 200 250
Potencia simulación (W)
Frac
ción
más
ica
Potencia (W)
Agua Agua Sim

SIMULACIÓN DE DATOS EXPERIMENTALES
158
6.1.4 Simulación del sistema Agua 6% - Etanol – Isoctano con UNIFAC e interpolación Akima
Figura 6–15. Caudales del sistema agua 6% - etanol - isoctano, simulación UNIFAC e interpolación Akima.
Figura 6–16. Fracciones másicas en la fase acuosa para el sistema agua 6% - etanol - isoctano, simulación UNIFAC e interpolación Akima.
0 10 20 30 40 50 60 70
0 5
10 15 20 25 30 35 40 45 50
0 20 40 60 80 100 120 140 160
Potencia simulación (W)
Cau
dal (
g/m
in)
Potencia (W)
D R D Sim R Sim

SIMULACIÓN DE DATOS EXPERIMENTALES
159
Figura 6–17. Fracciones másicas de etanol e isoctano en el producto de cola para el sistema agua 6% - etanol - isoctano, simulación UNIFAC e interpolación Akima.
Figura 6–18. Fracción másica de agua en el producto de cola para el sistema agua 6% - etanol - isoctano, simulación UNIFAC e interpolación Akima.
0 10 20 30 40 50 60 70
0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9
1
0 20 40 60 80 100 120 140 160
Potencia simulación (W) Fr
acció
n m
ásic
a
Potencia (W)
Etanol Isoctano Etanol Sim Isoctano Sim
0 10 20 30 40 50 60 70
-0,0005 0
0,0005 0,001
0,0015 0,002
0,0025 0,003
0,0035 0,004
0,0045
0 20 40 60 80 100 120 140 160
Potencia simulación (W)
Frac
ción
más
ica
Potencia (W)
Agua Agua Sim

SIMULACIÓN DE DATOS EXPERIMENTALES
160
6.1.5 Simulación del sistema Agua 9% - Etanol – Tolueno con UNIFAC e interpolación Akima
Figura 6–19. Caudales del sistema agua 9% - etanol - tolueno, simulación UNIFAC e interpolación Akima.
Figura 6–20. Fracciones másicas en la fase acuosa para el sistema agua 9% - etanol - tolueno, simulación UNIFAC e interpolación Akima.
0 10 20 30 40 50 60 70 80
0 5
10 15 20 25 30 35 40 45 50
0 50 100 150 200 250
Potencia simulación (W)
Cau
dal (
g/m
in)
Potencia (W)
D R D Sim R Sim

SIMULACIÓN DE DATOS EXPERIMENTALES
161
Figura 6–21. Fracciones másicas de etanol y tolueno en el producto de cola para el sistema agua 9% - etanol - tolueno, simulación UNIFAC e interpolación Akima.
Figura 6–22. Fracción másica de agua en el producto de cola para el sistema agua 9% - etanol - tolueno, simulación UNIFAC e interpolación Akima.
0 10 20 30 40 50 60 70 80
0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9
1
0 50 100 150 200 250
Potencia simulación (W) Fr
acció
n m
ásic
a
Potencia (W)
Etanol Tolueno Etanol Sim Tolueno Sim
0 10 20 30 40 50 60 70 80
0
0,001
0,002
0,003
0,004
0,005
0,006
0,007
0,008
0 50 100 150 200 250
Potencia simulación (W)
Frac
ción
más
ica
Potencia (W)
Agua Agua Sim

SIMULACIÓN DE DATOS EXPERIMENTALES
162
6.1.6 Valoración global de los resultados
A tenor de los resultados obtenidos en las diversas simulaciones se puede afirmar:
ü Los caudales obtenidos en el producto de cola y en el de cabeza de las simulaciones son muy parecidos a los obtenidos experimentalmente. El balance de materia es muy importante en esta comparación. Como dicho balance se cumple experimentalmente, las simulaciones de dichos experimentos no pueden diferir mucho. Sí, se observa una ligera diferencia en el experimento con agua 7% - etanol – ciclohexano. Los datos experimentales de los caudales de producto de cabeza aumentan significativamente con la potencia, del mismo modo que disminuye los del producto de cola. La simulación de este experimento sigue esta tendencia, si bien no es tan acusada como en los datos experimentales. Dicha anomalía se puede achacar a dos factores; el primero sería la forma de la curva binodal que en dicha zona presenta una pendiente constante, la fracción másica de agua se mantiene prácticamente constante, lo que produce que el balance de materia obligue a los caudales a variar significativamente en dicha zona. Y un segundo factor, muy relacionado con el primero, que es la convergencia de las simulaciones, ya que el programa Chemcad no es capaz de encontrar una solución a potencias situadas en dicha zona “crítica”, o el condensado está fuera de la zona heterogénea o una pequeña variación de la potencia provoca una gran variación en los caudales y composición de la solución.
ü Respecto a la composición de la fase acuosa que sale como producto de cabeza de la columna, sólo en el sistema con tolueno podría señalarse diferencias apreciables entre la simulación y los datos experimentales. La influencia de la temperatura en las simulaciones es un hecho muy relevante pues dependiendo de la misma, la zona de las simulaciones dentro del diagrama ternario puede variar. Como se ve en las figuras 6-4, 6-8, 6-12, 6-16 y 6-20, el incremento de la potencia tanto la experimental como la simulada provoca que los resultados se dirijan sobre la curva binodal hacia el vértice de hidrocarburo y que este mismo efecto tendría, la variación de las temperaturas de entrada, tanto de los

SIMULACIÓN DE DATOS EXPERIMENTALES
163
alimentos como del reflujo. Las curvas binodales representadas, no son isotermas sino que cada punto está a la temperatura de burbuja, y las temperaturas de esas curvas son algo superiores a las de la simulación. Este hecho provoca que los datos experimentales se encuentren por encima de dicha curva, como corresponde al aumento de la solubilidad con la temperatura.
ü Las composiciones de etanol e hidrocarburo obtenidas son muy similares a las experimentales y la influencia del balance de masas en ellas es muy importante, pues es la composición de la corriente mayoritaria. Al ser el producto deseado dentro de este estudio sí que podría indicarse que las simulaciones son adecuadas en la obtención del producto.
ü Por último, la fracción másica de agua en el producto de cola, sigue la misma tendencia en la simulación que los datos experimentales. La simulación consigue fracciones másicas algo inferiores a los datos experimentales que podrían deberse a arrastres y a factores de transferencia de materia dentro de la columna.
Se pueden concluir que las simulaciones son adecuadas en la obtención del producto de cola. Presentan algunas diferencias en el producto de cabeza, pero estas al ser un caudal significativamente inferior, son menos importantes. Dichas diferencias se pueden achacar a diversos factores como son la temperatura fijada en las simulaciones, la forma de las curvas binodales y la estabilidad de los simuladores comerciales cuando se realizan los cálculos en condiciones muy críticas.
6.2 Estudio del consumo energético del proceso estudiado Otro de los factores a considerar a la hora de plantear la comparación de este
proceso para la obtención de biocombustible sería el consumo energético de este proceso frente al convencional, proceso en el que se obtiene etanol anhidro puro, que posteriormente se mezcla con el hidrocarburo correspondiente.
A continuación se presentan una serie de gráficas obtenidas mediante simulación en las que se muestra la cantidad de energía que es necesario aplicar en el calderín para producir un gramo de etanol, en función de la potencia aplicada.
Un factor muy importante y que se indica también en las gráficas es la potencia a partir de la cual, el producto obtenido por la cola de la columna no tiene agua, según la

SIMULACIÓN DE DATOS EXPERIMENTALES
164
norma (UNE-EN-15376, 2011), se establece en un 0,3% en masa sobre la cantidad de etanol que contiene.
Figura 6–23. Masa de etanol obtenida por unidad de potencia en el sistema agua 6% - etanol - hexano.
Figura 6–24. Masa de etanol obtenida por unidad de potencia en el sistema agua 11% - etanol - hexano.
0
10
20
30
40
50
60
70
80
90
100
0 50 100 150 200 250
W en
cald
erín
/ g e
tano
l
Potencia (W)
Potencia a partir de la cual, el producto de cola no tiene agua
0
50
100
150
200
250
0 50 100 150 200 250 300 350
W en
cald
erín
/ g e
tano
l
Potencia (W)
Potencia a partir de la cual, el producto de cola no tiene agua

SIMULACIÓN DE DATOS EXPERIMENTALES
165
Figura 6–25. Masa de etanol obtenida por unidad de potencia en el sistema agua 7% - etanol - ciclohexano.
Figura 6–26. Masa de etanol obtenida por unidad de potencia en el sistema agua 6% - etanol - isoctano.
0
10
20
30
40
50
60
70
0 10 20 30 40 50 60 70 80 90 100
W en
cald
erín
/ g e
tano
l
Potencia (W)
Potencia a partir de la cual, el producto de cola no tiene agua
0
5
10
15
20
25
30
0 10 20 30 40 50 60 70
W en
cald
erín
/ g e
tano
l
Potencia (W)
Potencia a partir de la cual, el producto de cola no tiene agua

SIMULACIÓN DE DATOS EXPERIMENTALES
166
Figura 6–27. Masa de etanol obtenida por unidad de potencia en el sistema agua 9% - etanol - tolueno.
A continuación se presenta una tabla en la que se muestran los valores de los gramos de etanol producidos por cada vatio aplicado a la columna, así como los valores de la refrigeración y calefacción necesarios en la condensación y el calentamiento del reflujo que retorna a la columna, (unidades 2 y 6 del diagrama de flujo de la Figura 6-2).
Tabla 6-1. Necesidades energéticas para la producción de etanol anhidro para los sistemas simulados con un solo hidrocarburo.
Sistema W calderín / g EtOH Refrigeración
(W / g EtOH))
Calefacción
(W / g EtOH)
Agua 6% - Etanol - Hexano 17,7 -14,9 1,67
Agua 11% - Etanol - Hexano 22,6 -17,3 1,10
Agua 7% - Etanol - Ciclohexano 12,3 -11,6 1,89
Agua 6% - Etanol - Isoctano 12,7 -8,1 0,32
Agua 9% - Etanol - Tolueno 14,0 -7,7 0,57
Con estos resultados se puede llegar a dos conclusiones:
a) Los requerimientos energéticos de todos los hidrocarburos son bastante parecidos. Debe tenerse en cuenta que la comparación es difícil porque las temperaturas de ebullición son diferentes.
b) Cuanto mayor es la cantidad de agua presente en el alimento, mayor es la energía necesaria para obtener el producto deseado.
0
5
10
15
20
25
0 10 20 30 40 50 60 70 80
W en
cald
erín
/ g e
tano
l
Potencia (W)
Potencia a partir de la cual, el producto de cola no tiene agua

SIMULACIÓN DE DATOS EXPERIMENTALES
167
6.2.1 Estudio del consumo energético del proceso “convencional” frente al proceso propuesto
La alternativa propuesta se confronta con el proceso “convencional” de obtención de etanol anhidro. Se ha estudiado las necesidades energéticas de este proceso, utilizando como agente separador “entrainer” el isoctano. El diagrama de flujo del mismo se presenta a continuación.
Figura 6–28. Diagrama de flujo del proceso convencional para la obtención de etanol anhidro.
El diagrama propuesto para la simulación del proceso de obtención de etanol anhidro consta de los siguientes equipos:
ü Columna de rectificación de 20 etapas, equipo 1. ü Columna de rectificación de 10 etapas, equipo 2 ü Intercambiador de calor, equipo 3. ü Separador de fases, equipo 4.
Para el cálculo del equilibrio en los diferentes equipos se utilizó el modelo termodinámico UNIFAC.
Las corrientes más significativas de la simulación del proceso de obtención de etanol puro, se muestran en las tablas mostradas a continuación. La composición de los compuestos agua, etanol e isoctano se presentan en fracción másica.

SIMULACIÓN DE DATOS EXPERIMENTALES
168
Posteriormente, y con la misma configuración, se realizó la simulación del proceso propuesto encaminado a la obtención de la mezcla etanol - hidrocarburo. La composición de las mismas corrientes se muestra en las tablas siguientes.
Se indican las corrientes 1 y 2, corrientes de alimento; corrientes 3 y 7 que alimentan a las dos columnas; corriente 4, producto deseado, bien etanol puro o mezcla etanol hidrocarburo. La corriente 8 es el agua que entra al sistema. Y la corriente 12, reflujo que vuelve al inicio del proceso.
Tabla 6-2. Composición de las corrientes de alimentación y producto.
Proceso convencional
Corriente 1 2 4 8
Temp. (ºC) 79,6 94,0 77,9 99,5
Caudal (g/min)
4,38 5,96e-5 4,13 0,25
Agua 0,060 0,000 0,003 0,999
Etanol 0,940 0,000 0,997 0,001
Isoctano 0,000 1,000 0,000 0,000
Proceso propuesto
Corriente 1 2 4 8
Temp. (ºC) 79,6 94,0 73,2 99,5
Caudal (g/min)
4,38 39,73 43,81 0,26
Agua 0,060 0,000 0,000 0,999
Etanol 0,940 0,000 0,094 0,001
Isoctano 0,000 1,000 0,906 0,000
Las características más importantes de la Tabla 6.2 son las siguientes:
ü Corriente 1: azeótropo etanol – agua. Idéntica en los dos procesos. ü Corriente 2: agente separador.
• Proceso convencional: sólo es necesario aportar las pérdidas ya que se recircula en su mayor parte.
• Proceso propuesto: entra continuamente pues formará parte del producto deseado.
ü Corriente 4: Producto deseado. • Proceso convencional: es etanol puro.

SIMULACIÓN DE DATOS EXPERIMENTALES
169
• Proceso propuesto: es la mezcla combustible agente separador – etanol anhidro.
ü Corriente 8: Agua. Corriente que extrae del proceso el agua del azeótropo binario etanol – agua.
Tabla 6-3. Composición de las corrientes de recirculación.
Proceso convencional
Corriente 3 7 12
Temp. (ºC) 69,5 45,0 69,4
Caudal (g/min)
98,16 52,11 93,82
Agua 0,035 0,064 0,034
Etanol 0,396 0,602 0,371
Isoctano 0,569 0,334 0,595
Proceso propuesto
Corriente 3 7 12
Temp. (ºC) 69,3 45,0 69,4
Caudal (g/min)
35,03 16,58 34,77
Agua 0,043 0,002 0,037
Etanol 0,356 0,076 0,357
Isoctano 0,601 0,922 0,606
Las diferencias más importantes se observan en las corrientes de recirculación (Tabla 6.3). Respecto a ellas es de señalar:
ü Corriente 3: corriente de alimento a la primera columna. • De composición similar en ambos procesos. • El caudal del proceso convencional es 3 veces superior frente al
proceso propuesto. ü Corriente 7: Corriente de alimento a la segunda columna.
• En el proceso convencional el componente mayoritario es el etanol, mientras que en el propuesto es el agente separador.
• El caudal del proceso convencional es 3 veces superior frente al proceso propuesto.

SIMULACIÓN DE DATOS EXPERIMENTALES
170
ü Corriente 12: Corriente de recirculación. Corriente que extrae del proceso el agua del azeótropo binario etanol – agua.
• De composición similar en ambos procesos. • El caudal del proceso convencional es 3 veces superior frente al
proceso propuesto.
Otro hecho relevante que se observa en las simulaciones es la diferencia de los consumos energéticos en cada uno de los equipos. Como se muestra en la Tabla 6-4; las necesidades energéticas de los equipos del proceso convencional (obtención de etanol puro) son del orden de tres veces superior al consumo necesario por el proceso propuesto (obtención de mezcla etanol – hidrocarburo).
Tabla 6-4. Comparación de las necesidades energéticas de los equipos utilizados en las simulaciones.
Equipo Columna 1
(W) Separador Flash
(W) Columna 2
(W)
Proceso convencional 275,15 -986,04 711,48
Proceso propuesto 81,42 -370,64 256,85
También se podría considerar cual es el consumo energético por cada gramo de etanol introducido en el producto final, dichos resultados se muestran en la Tabla 6-5. Los datos de la columna 1 son comparables a los mostrados en la Tabla 6-1, en los que sólo se realizó la simulación con la misma configuración experimental y del orden de 20 W necesarios para introducir un gramo de etanol anhidro para la configuración propuesta. Dicho coste energético también es tres veces inferior al necesario en la configuración del proceso convencional.
Tabla 6-5. Comparación de los costes energéticos necesarios en la producción de etanol anhidro.
Equipo Columna 1
(W/g EtOH) Separador Flash
(W/g EtOH) Columna 2
(W/g EtOH)
Proceso convencional 66,82 -239,47 172,79
Proceso propuesto 19,83 -90,29 62,57
Observando los caudales de la corriente 12 en las Tablas 6-2 y 6-3, corriente de reflujo a la primera columna, este factor de tres vuelve a aparecer. Evidentemente, si el caudal aumenta en una proporción de tres, y la composición y temperatura no es significativamente diferente, las necesidades energéticas de los equipos en dicho proceso también van a verse afectadas en ese mismo orden de magnitud.

SIMULACIÓN DE DATOS EXPERIMENTALES
171
También queda demostrado que las corrientes de alimentación a las columnas, corrientes 3 y 7, son bastante inferiores en el proceso propuesto frente al destinado a la obtención de etanol puro. El tamaño de las mismas será también inferior y su coste de acuerdo con dichas necesidades.
En conclusión el proceso propuesto es más económico tanto desde el punto de vista de costes de consumos energéticos como de necesidades de inmovilizado ya que el tamaño requerido para las columnas es inferior.


CONCLUSIONES


175
7 Conclusiones
• El proceso analizado para llevar a cabo la deshidratación de etanol es técnicamente viable. Utiliza una columna de destilación azeotrópica empleando como agentes de separación distintos hidrocarburos componentes de la gasolina o mezclas de ellos y obteniéndose una mezcla etanol-hidrocarburo directamente utilizable como combustible.
• El estudio realizado muestra que la concentración de agua que sale con el producto de cola, la mezcla etanol+hidrocarburo buscada, depende de la potencia aplicada al calderín. Pequeñas potencias no producen la deshidratación deseada, pero al incrementar la potencia las concentraciones de agua disminuyen lo suficiente para que la mezcla etanol+hidrocarburo tenga un contenido que no rebase el máximo dado en la legislación
• La potencia energética que puede aplicarse al calderín de la columna tiene un valor crítico por encima del cual la columna no trabaja correctamente. Por encima de ese valor máximo, el vapor que sale por la cabeza de la columna no se desdobla en dos fases líquidas cuando condensa y por tanto en ese caso la columna no puede funcionar como columna de destilación azeotrópica.
• Todos los hidrocarburos componentes de la gasolina estudiados así como sus mezclas pueden ser utilizados como agentes separadores para la deshidratación de etanol en la columna de destilación azeotrópica. Todos ellos actúan de forma similar y no hay ninguno que presente características que hagan que sea mucho mejor que los otros hidrocarburos.
• La zona de operación de la columna de destilación sobre el diagrama de equilibrio de los sistemas agua+etanol+hidrocarburo esta muy próxima al punto de pliegue del sistema por lo que pequeños errores en la estimación

CONCLUSIONES
176
del equilibrio líquido-líquido en esta zona producirán grandes errores en los cálculos de simulación de la columna.
• La correlación de datos de equilibrio líquido-líquido de los sistemas agua-etanol-hidrocarburo en la zona del punto de pliegue no es buena incluso cuando se utilizan métodos y modelos destinados exclusivamente a este fin. Todos los modelos termodinámicos tienen tendencia a calcular una curva binodal bastante simétrica cuando la realidad es que la curva binodal está muy achatada en la zona del punto de pliegue. Ello obliga a utilizar métodos empíricos para calcular la composición de las fases líquidas en que se desdobla una mezcla. En este caso es de gran importancia este cálculo ya que la fase gaseosa que sale por la cabeza de la columna de destilación azeotrópica se desdobla en dos fases líquidas cuando condensa.
• La simulación del proceso con el procedimiento propuesto para el cálculo de los datos de equilibrio reproduce bastante bien los resultados experimentales.
• El proceso propuesto es más económico que el proceso convencional de obtención de etanol puro y adición posterior a la gasolina, lo es tanto desde el punto de vista de costes de consumos energéticos, como de necesidades de inmovilizado, ya que el tamaño requerido para las columnas es inferior.
Por todo ello se concluye que la deshidratación de etanol mediante destilación azeotrópica con gasolina o sus componentes para obtener directamente una mezcla gasolina + etanol es un proceso técnica y económicamente viable. Sin embargo, su simulación teórica es difícil por la falta de modelos termodinámicos que calculen con precisión los datos de equilibrio necesarios, especialmente en las proximidades del punto de pliegue. En principio, parece más adecuada la implantación de este proceso dentro de las refinerías de petróleo en vez de en las empresas fabricantes de bioetanol las cuales se dedicarían exclusivamente a la obtención de etanol del 96%. De este modo se podría aprovechar el alto conocimiento que las refinerías tienen de la destilación así como de su facilidad de disponer de combustibles más económicos obteniéndose así un mayor descenso en los costes.

BIBLIOGRAFÍA


179
8 Bibliografía
Ullmann, F. (1991). Ullmann's Encyclopedia of Industrial Chemistry (5ª ed.). Weinheim.
UNE-EN-15376. (2011). Combustibles para automoción. Etanol como componente de mezclas para gasolina. Requisitos y métodos de ensayo.
Unión Europea. (2003). Directiva 2003/17/CE del parlamento europeo y del consejo.
Unión Europea. (2009). Directiva 2009/28/CE del parlamento europeo y del consejo.
Abrams, D., & Prausnitz, J. (1975). Statistical Thermodynamics of Liquid Mixtures: A new Expression for the Excess Gibbs Energy of Partly and Completely Miscible Systems. AIChE Journal , 21, 116-128.
Akima, H. (1970). A new method of interpolation and smooth curve fitting based on local procedures. Journal of the association for computing machinery , 17 (4), 589-602.
Analysis National Center for Policy. (2002). Ethanol Subsidies. Idea House.
Analysis, N. C. (2002 йил 9-9). Ethanol Subsidies. Idea House. From http://www.ncpa.org/pd/ag/ag6.html
Bakhshi, A., Mohammadi, T., & Aroujalian, A. (2008). Pervaporation separation of binary and ternary mixtures with polydimethylsiloxane membranes. Journal of Applied Polymer Science , 107 (3), 1777-1782.

BIBLIOGRAFÍA
180
Cardona Alzalate, C. A., & Sánchez Toro, O. J. (2006). Energy consumption analysis of integrated flowsheets for production of fuel ethanol from lignocellulosic biomass. Energy , 31 (13), 2111-2123.
Cardona Alzate, C., & Sánchez Toro, O. (2006). Energy consumption analysis of integrated flowsheets for production of fuel ethanol from lignocellulosic biomass. Energy , 31 (13), 2111-2123.
Chemstations inc. (n.d.). Chemcad v. 6.2.0.
Enders, S., & Kahl, H. (2008). Interfacial properties of water+alcohol mixtures. Fluid Phase Equilibria , 263 (2), 160-167.
De Pablo, J. J., & Prausnitz, J. M. (1988). Thermodynamics of liquid-liquid equilibria including the critical region. AIChE Journal , 34, 1595-1606.
del Pozo-Gomez, M. T., Klein, A., Repke, J. U., & Wozny, G. (2007). A new energy-integrated prevaporation distillation approach. Desalination , 224 (1-3), 28-33.
Font, A. (2008). Deshidratación de etanol mediante destilación azeotrópica: estudio del equilibrio de mezclas con hidrocarburos presentes en la gasolina y su aplicación. Tesis.
Font, A., Asensi, J. C., Ruiz, F., & Gomis, V. (2003). Application of isooctane to the dehydration of ethanol. Design of a column sequence to obtain absolute ethanol by heterogeneous azeotropic distillation. Ind. Eng. Chem. Res. , 42, 140-144.
Fronteras, I. s. (2009). Incidencia de los biocombustibles sobre el desarrollo humano.
Gutiérrez-Antonio, C., & Jiménez-Gutiérrez, A. (2007). Method for the design of azeotropic distillation columns. Industrial and Engineering Chemistry Research , 46 (20), 6635-6644.
Gutiérrez-Antonio, C., & Jiménez-Gutiérrez, A. (2007). Method for the design of azeotropic distillation columns. Industrial and Engineering Chemistry Research , 46 (20), 6635-6644.
Gaile, A. A., Erzhenkov, A. S., Kayfadzhyan, E. A., & Koldobskaya, L. L. (2007). Recovery of arenes from the reformate of gasoline fraction by combined method of extraction and azeotropic distillation. Russian Journal of Applied Chemistry , 80 (4), 600-604.
Gomis, V., Font, A., & Saquete, M. D. (2006). Vapour-liquid-liquid and vapour-liquid equilibrium of the system water + ethanol + heptane at 101.3 kPa. Fluid Phase Equilibria , 248, 206-210.

BIBLIOGRAFÍA
181
Gomis, V., Font, A., & Saquete, M. D. (2008). Homogeneity of the water+ethanol+toluene azeotrope at 101.3 kPa. Fluid Phase Equilibria , 266, 8-13.
Gomis, V., Font, A., Pedraza, R., & Saquete, M. D. (2007). Isobaric vapor-liquid and vapor-liquid-liquid equilibrium data for the water-ethanol-hexane system. Fluid Phase Equilibria , 259, 66-70.
Gomis, V., Font, A., Pedraza, R., & Saquete, M. D. (2005). Isobaric vapor-liquid and vapor-liquid-liquid equilibrium data for the system water + ethanol + cyclohexane. Fluid Phase Equilibria , 235, 7-10.
Gomis, V., Pedraza, R., Francés, O., Font, A., & Asensi, J. C. (2007). Dehydration of ethanol using azeotropic distillation with isooctane. Ind. Eng. Chem. Res. , 46 (13), 4572-4576.
Ingeniería sin fronteras. (2009). Incidencia de los biocombustibles sobre el desarrollo humano.
Hlavaty, K. (1972). Correlation of the binodal curve in a ternary mixture with one pair of inmiscible liquids. Collect. Czech. Chem. Commun. , 37, 4005-4007.
Hong, R., Pan, T., Qian, J., & Li, H. (2006). Synthesis and surface modification of ZnO nanoparticles. Chemical Engineering Journal , 119 (2-3), 71-81.
Kreis, P., & Gorak, A. (2006). Hybrid membrane-distillation processes. AiChE Annual Meeting, (págs. 343c/1-343c/6). San Francisco.
Lee, B. H., Qin, Y., & Prausnitz, J. M. (2006). Thermodynamic representation of ternary liquid-liquid equilibria near-to and far-from the plait point. Fluid Phase Equilibria , 240 (1), 67-72.
Letcher, T. M., & Redhi, G. G. (2002). Phase equilibria for liquid mixtures of (butanenitrile + a carboxylic acid + water) at 298.15 K. Fluid Phase Equilibria , 192, 123-133.
Maplesoft. (s.f.). Maple 15.
Margules, M. (1895). Gibbs-Duhem-Margules Laws. Journal of Phase Equilibria , 17 (1), 50-51.
Moussa, A., & Jiménez, L. (2006). Entrainer Selection and Systematic Design of Heterogeneous Azeotropic Distillation Flowsheets. Ind. Eng. Chem. Res. , 45, 4304-4315.

BIBLIOGRAFÍA
182
Pimentel, D., & Patzek, T. (2005). Ethanol production using corn, switchgrass and wood; biodiesel production using soybean and sunflower. Natural Resources Research , 14 (1), 65-76.
R. D. 1700. (2003). Real Decreto 1700/2003 de 15 de diciembre, por el que se fijan las especificaciones de gasolinas, gasóleos, fuelóleos y gases licuados del petróleo, y el uso de biocarburantes.
R. D. 61. (2006). Real Decreto 61/2006, de 31 de enero, por el que se determinan las especificaciones de gasolina, gasóleos, fuelóleos y gases licuados del petróleo y se regula el uso de determinados biocarburantes.
Reid, R. C., & Modell, M. (1983). Thermodynamics and its Applications. New York: Prentice Hall.
Renon, H., & Prausnitz, J. (1968). Local Compositions in Thermodynamics Excess Functions for Liquid Mixtures. AIChE Journal , 14, 135-144.
Rodríguez-Donis, I., Papp, K., Rev, E., Lelkes, Z., Gerbaud, V., & Joulia, X. (2007). Column configurations of continous heterogeneous extractive distillation. AIChE Journal , 53 (8), 1982-1993.
Sørensen, J., & Arlt, W. (1979). Liquid-Liquid Equilibrium Data Collection (Vol. V). Frankfurt: DECHEMA Chemistry Data Series.
Stichlmair, J. G., Fair, J. R., & Bravo, J. L. (1998). Distillation: Principles and Practice. New York: Wiley-VCH.
Timoshenko, A. V., Morgunov, A. V., & Anokhina, E. A. (2007). Flowsheet synthesis for the extractive distillation of azeotropic mixtures in systems consisting of columns with partially coupled heat and material flows. Theoretical Foundations of Chemical Engineering , 41 (6), 845-850.
Van Kaam, R., Rogríguez-Donis, I., & Gerbaud, V. (2007). Heterogeneous extractive batch distillation of chloroform-methanol-water: Feasibility and experiments. Chemical Engineering Science , 1, 78-94.
Van Laar, J. (1910). The Vapor Pressure of Binary Mixtures. Z .Phys. Chem. , 72, 723.
Wang, S. J., Lee, C. J., Jang, S. S., & Shieh, S. S. (2007). Plant-wide design and control of acetic acid dehydration system via heterogeneous azeotropic distillation and divided wall distillation. Journal of Process Control , 18 (1), 45-60.

BIBLIOGRAFÍA
183
Wilson, G. (1964). Vapor-Liquid Equilibrium. XI. A New Expression for the Excess Free energy of Mixing. J. Am. Chem. Soc. , 82 (2), 127-130.

ANEXO


187
I. Anexo I: Datos experimentales
A. Agua 6% - Etanol – Hexano Tabla I-A-1. Caudales del sistema agua 6% - etanol – hexano.
Potencia (W) D (g/min) R (g/min)
48 1,985 44,217
54 2,468 43,168
81 2,085 43,458
96 2,283 42,847
99 2,208 41,212
115 2,200 43,000
124 3,582 42,731
133 2,221 42,587
137 3,335 42,193
168 2,074 43,353
200 2,114 43,495
204 2,383 43,228
208 2,805 42,720
229 2,782 42,463
256 2,360 42,682
265 3,236 43,538

ANEXO I: DATOS EXPERIMENTALES
188
Potencia (W) D (g/min) R (g/min)
339 2,756 42,310
341 2,884 42,233
345 2,329 43,384
347 2,420 43,119
356 2,993 41,027
405 2,423 42,323
424 2,533 43,873
461 2,579 43,473
476 2,228 41,788
480 2,253 41,682
497 2,331 41,072
514 4,321 41,093

ANEXO I: DATOS EXPERIMENTALES
189
Tabla I-A-2. Composiciones, fracción másica, de la fase acuosa para el sistema agua 6% - etanol – hexano.
Potencia (W) Agua Etanol Hexano
48 0,1522 0,6805 0,1673
54 0,1475 0,6752 0,1773
81 0,1135 0,6614 0,2251
96 0,1151 0,6672 0,2177
99 0,0994 0,6454 0,2552
115 0,0957 0,6520 0,2523
124 0,1151 0,6594 0,2255
133 0,0885 0,6209 0,2906
137 0,1302 0,6700 0,1998
168 0,1026 0,6712 0,2262
200 0,0916 0,6164 0,2920
204 0,0870 0,5685 0,3445
208 0,1006 0,6264 0,2730
229 0,0886 0,5734 0,3380
256 0,0782 0,5505 0,3713
265 0,0898 0,5743 0,3359
339 0,0934 0,6307 0,2759
341 0,0870 0,5911 0,3219
345 0,0880 0,6240 0,2880
347 0,0944 0,6472 0,2584
356 0,0836 0,5803 0,3361
405 0,0781 0,5707 0,3512
424 0,0926 0,6396 0,2678
461 0,0910 0,6230 0,2860
476 0,0933 0,6414 0,2653
480 0,0816 0,5829 0,3355
497 0,0839 0,5867 0,3294

ANEXO I: DATOS EXPERIMENTALES
190
Potencia (W) Agua Etanol Hexano
514 0,0993 0,6290 0,2717

ANEXO I: DATOS EXPERIMENTALES
191
Tabla I-A-3. Composiciones, fracción másica, del producto de cola para el sistema agua 6% - etanol – hexano.
Potencia (W) Agua Etanol Hexano
48 0,0008 0,0611 0,9381
54 0,0004 0,0582 0,9414
81 0,0001 0,0567 0,9432
96 0,0001 0,0720 0,9279
99 0,0001 0,0702 0,9297
115 0,0001 0,0679 0,9320
124 0,0000 0,0721 0,9279
133 0,0001 0,0679 0,9320
137 0,0001 0,0683 0,9316
168 0,0001 0,0662 0,9337
200 0,0001 0,0630 0,9369
204 0,0000 0,0622 0,9378
208 0,0000 0,0630 0,9370
229 0,0000 0,0596 0,9404
256 0,0000 0,0596 0,9404
265 0,0000 0,0605 0,9395
339 0,0000 0,0586 0,9414
341 0,0000 0,0523 0,9477
345 0,0000 0,0563 0,9437
347 0,0000 0,0593 0,9407
356 0,0000 0,0512 0,9488
405 0,0000 0,0568 0,9432
424 0,0000 0,0631 0,9369
461 0,0000 0,0626 0,9374
476 0,0000 0,0644 0,9356
480 0,0000 0,0600 0,9400
497 0,0000 0,0623 0,9377

ANEXO I: DATOS EXPERIMENTALES
192
Potencia (W) Agua Etanol Hexano
514 0,0000 0,0623 0,9377

ANEXO I: DATOS EXPERIMENTALES
193
B. Agua 11% - Etanol – Hexano Tabla I-B-1. Caudales del sistema agua 11% - etanol – hexano.
Potencia (W) D (g/min) R (g/min) 19 1,587 42,479
27 1,242 44,358
36 2,119 45,425
37 2,053 42,190
44 2,629 43,100
54 3,064 42,417
55 2,747 42,776
72 3,061 42,059
80 3,080 41,770
92 3,242 43,672
94 3,407 40,831
120 4,039 42,835
121 3,437 41,259
142 4,049 40,893
152 4,121 40,817
169 4,270 42,170
224 4,745 42,521
253 4,098 40,448
288 5,352 41,513
310 4,351 41,807

ANEXO I: DATOS EXPERIMENTALES
194
Tabla I-B-2. Composiciones, fracción másica, de la fase acuosa para el sistema agua 11% - etanol – hexano.
Potencia (W) Agua Etanol Hexano
19 0,1708 0,6992 0,1300
27 0,1912 0,6958 0,1130
36 0,1869 0,7291 0,0840
37 0,2036 0,7078 0,0886
44 0,1871 0,6937 0,1192
54 0,1718 0,6961 0,1321
55 0,1876 0,6972 0,1152
72 0,1662 0,6982 0,1356
80 0,1554 0,6818 0,1628
92 0,1451 0,6818 0,1731
94 0,1581 0,6933 0,1486
120 0,1439 0,6707 0,1854
121 0,1426 0,6493 0,2081
142 0,1369 0,7260 0,1371
152 0,1251 0,6676 0,2073
169 0,1226 0,6569 0,2205
224 0,1155 0,6534 0,2311
253 0,1033 0,6468 0,2499
288 0,1090 0,6602 0,2308
310 0,1132 0,6434 0,2434

ANEXO I: DATOS EXPERIMENTALES
195
Tabla I-B-3. Composiciones, fracción másica, del producto de cola para el sistema agua 11% - etanol – hexano.
Potencia (W) Agua Etanol Hexano
19 0,0028 0,0726 0,9246
27 0,0027 0,0679 0,9294
36 0,0026 0,0565 0,9409
37 0,0019 0,0539 0,9442
44 0,0019 0,0562 0,9419
54 0,0004 0,0412 0,9584
55 0,0009 0,0520 0,9471
72 0,0007 0,0347 0,9646
80 0,0006 0,0351 0,9643
92 0,0004 0,0360 0,9636
94 0,0003 0,0375 0,9622
120 0,0002 0,0345 0,9653
121 0,0002 0,0496 0,9502
142 0,0002 0,0279 0,9719
152 0,0001 0,0325 0,9674
169 0,0001 0,0235 0,9764
224 0,0003 0,0128 0,9869
253 0,0001 0,0206 0,9793
288 0,0001 0,0211 0,9788
310 0,0001 0,0173 0,9826

ANEXO I: DATOS EXPERIMENTALES
196
C. Agua - Etanol – Ciclohexano Tabla I-C-1. Caudales del sistema agua - etanol – ciclohexano.
Potencia (W) D (g/min) R (g/min)
16 2,782 41,583
32 1,810 42,665
48 2,828 41,434
64 2,206 42,812
80 4,786 38,771
96 6,132 38,090
112 8,770 35,558
129 9,942 35,356
145 10,277 33,844
161 12,581 32,152
177 13,679 31,808
177 11,424 33,713
193 16,302 27,587
209 16,922 27,359
225 19,608 26,524

ANEXO I: DATOS EXPERIMENTALES
197
Tabla I-C-2. Composiciones, fracción másica, de la fase acuosa para el sistema agua – etanol – ciclohexano.
Potencia (W) Agua Etanol Ciclohexano
16 0,0700 0,5192 0,4108
32 0,1171 0,6265 0,2564
48 0,0749 0,5612 0,3639
64 0,0796 0,5802 0,3402
80 0,0482 0,3731 0,5787
96 0,0507 0,3769 0,5724
112 0,0368 0,2948 0,6684
129 0,0348 0,2773 0,6879
145 0,0315 0,2723 0,6962
161 0,0292 0,2587 0,7121
177 0,0208 0,1998 0,7794
177 0,0241 0,2424 0,7335
193 0,0180 0,2258 0,7562
209 0,0178 0,2100 0,7722
225 0,0175 0,2160 0,7665

ANEXO I: DATOS EXPERIMENTALES
198
Tabla I-C-3. Composiciones, fracción másica, del producto de cola para el sistema agua – etanol – ciclohexano.
Potencia (W) Agua Etanol Ciclohexano
16 0,0041 0,0716 0,9243
32 0,0027 0,0673 0,9300
48 0,0022 0,0623 0,9355
64 0,0023 0,0645 0,9332
80 0,0014 0,0570 0,9416
96 0,0005 0,0500 0,9495
112 0,0001 0,0316 0,9683
129 0,0000 0,0306 0,9694
145 0,0001 0,0366 0,9633
161 0,0000 0,0285 0,9715
177 0,0000 0,0339 0,9661
177 0,0000 0,0369 0,9631
193 0,0000 0,0199 0,9801
209 0,0000 0,0104 0,9896
225 0,0000 0,0043 0,9957

ANEXO I: DATOS EXPERIMENTALES
199
D. Agua - Etanol – Isoctano Tabla I-D-1. Caudales del sistema agua - etanol – isoctano.
Potencia (W) D (g/min) R (g/min)
48 3,407 40,567
49 3,060 40,902
50 3,050 40,912
56 3,364 40,611
57 2,871 41,093
60 3,396 40,566
63 3,515 40,442
68 3,043 40,911
76 3,087 40,861
101 2,957 40,966
135 3,139 40,786
Tabla I-D-2. Composiciones, fracción másica, de la fase acuosa para el sistema agua – etanol – isoctano.
Potencia (W) Agua Etanol Isoctano
48 0,0958 0,6475 0,2567
49 0,0973 0,6589 0,2438
50 0,0921 0,6439 0,2640
56 0,0982 0,6561 0,2457
57 0,0986 0,6518 0,2496
60 0,0882 0,6507 0,2611
63 0,0876 0,6465 0,2659
68 0,0977 0,6532 0,2491
76 0,0899 0,6471 0,2630
101 0,0907 0,6484 0,2609
135 0,0872 0,6411 0,2717

ANEXO I: DATOS EXPERIMENTALES
200
Tabla I-D-3. Composiciones, fracción másica, del producto de cola para el sistema agua – etanol – isoctano.
Potencia (W) Agua Etanol Isoctano
48 0,0004 0,0420 0,9576
49 0,0003 0,0421 0,9576
50 0,0001 0,0503 0,9496
56 0,0001 0,0483 0,9516
57 0,0001 0,0466 0,9533
60 0,0001 0,0421 0,9578
63 0,0001 0,0402 0,9597
68 0,0001 0,0469 0,9530
76 0,0000 0,0469 0,9531
101 0,0000 0,0477 0,9523
135 0,0000 0,0456 0,9544

ANEXO I: DATOS EXPERIMENTALES
201
E. Agua - Etanol – Tolueno Tabla I-E-1. Caudales del sistema agua - etanol – tolueno.
Potencia (W) D (g/min) R (g/min)
58 0,484 45,175
62 1,789 45,125
71 1,143 45,654
76 2,256 44,432
78 2,076 46,369
88 2,449 45,481
95 2,239 45,642
95 2,327 44,766
110 2,125 45,589
114 2,603 45,230
114 2,370 45,235
119 2,269 43,900
119 2,439 44,667
134 2,223 44,747
135 2,203 46,120
155 2,568 45,989
157 2,475 45,020
158 3,704 44,031
165 2,726 45,028
166 3,380 44,824
189 2,750 44,846
200 2,792 44,638

ANEXO I: DATOS EXPERIMENTALES
202
Tabla I-E-2. Composiciones, fracción másica, de la fase acuosa para el sistema agua – etanol – tolueno.
Potencia (W) Agua Etanol Tolueno
58 0,1231 0,3863 0,4906
62 0,1343 0,4264 0,4393
71 0,1293 0,4079 0,4628
76 0,1322 0,4212 0,4466
78 0,1647 0,4466 0,3887
88 0,1498 0,4363 0,4139
95 0,1209 0,3904 0,4887
95 0,1476 0,4596 0,3928
110 0,1437 0,4338 0,4225
114 0,1607 0,4787 0,3606
114 0,1561 0,4692 0,3747
119 0,1566 0,4784 0,3650
119 0,1555 0,4768 0,3677
134 0,1447 0,4346 0,4207
135 0,1624 0,4797 0,3579
155 0,1414 0,4285 0,4301
157 0,1384 0,4188 0,4428
158 0,1086 0,3873 0,5041
165 0,1494 0,4644 0,3862
166 0,1160 0,3916 0,4924
189 0,1499 0,4627 0,3874
200 0,1533 0,4606 0,3861

ANEXO I: DATOS EXPERIMENTALES
203
Tabla I-E-3. Composiciones, fracción másica, del producto de cola para el sistema agua – etanol – tolueno.
Potencia (W) Agua Etanol Tolueno
58 0,0075 0,0817 0,9108
62 0,0036 0,0663 0,9301
71 0,0059 0,0771 0,9170
76 0,0023 0,0655 0,9322
78 0,0023 0,0654 0,9323
88 0,0018 0,0644 0,9338
95 0,0025 0,0704 0,9271
95 0,0012 0,0657 0,9331
110 0,0022 0,0667 0,9311
114 0,0004 0,0596 0,9400
114 0,0004 0,0571 0,9425
119 0,0004 0,0603 0,9393
119 0,0005 0,0602 0,9393
134 0,0010 0,0578 0,9412
135 0,0008 0,0650 0,9342
155 0,0011 0,0685 0,9304
157 0,0010 0,0619 0,9371
158 0,0002 0,0541 0,9457
165 0,0004 0,0624 0,9372
166 0,0002 0,0556 0,9442
189 0,0005 0,0634 0,9361
200 0,0002 0,0567 0,9431

ANEXO I: DATOS EXPERIMENTALES
204
F. Agua - Etanol – Hexano – Isoctano Tabla I-F-1. Caudales del sistema agua - etanol – hexano - isoctano.
Potencia (W) D (g/min) R (g/min)
76 2,363 41,769
76 2,349 41,769
88 2,825 43,418
88 2,818 43,418
91 4,151 42,680
92 3,507 45,656
94 4,327 42,789
113 2,685 42,992
117 4,787 41,714
117 3,003 44,723
117 2,690 44,723
164 3,734 43,455
165 3,463 44,577
165 3,340 44,577
173 4,389 36,954
203 3,377 43,682
203 3,354 43,682
242 3,279 45,424
242 3,191 45,424
305 3,169 45,683
305 3,463 45,683
313 3,592 42,403
340 3,460 45,095
376 3,131 47,261
376 3,180 47,261
376 3,307 45,701
ANEXO I: DATOS EXPERIMENTALES
205
Potencia (W) D (g/min) R (g/min)
376 3,640 45,701
379 3,194 43,597
380 3,324 43,597

ANEXO I: DATOS EXPERIMENTALES
206
Tabla I-F-2. Composiciones, fracción másica, de la fase acuosa para el sistema agua – etanol – hexano - isoctano.
Potencia (W) Agua Etanol Hexano Isoctano
76 0,1128 0,6614 0,1920 0,0338
76 0,1116 0,6532 0,1979 0,0373
88 0,0904 0,6247 0,2326 0,0523
88 0,0907 0,6174 0,2364 0,0555
91 0,1076 0,6509 0,2083 0,0332
92 0,1130 0,6696 0,1798 0,0376
94 0,1107 0,6440 0,2105 0,0348
113 0,1005 0,6578 0,1994 0,0423
117 0,0977 0,6433 0,2209 0,0381
117 0,0909 0,6294 0,2373 0,0424
117 0,0869 0,6122 0,2496 0,0513
164 0,0774 0,5847 0,2811 0,0568
165 0,0776 0,6104 0,2559 0,0561
165 0,0782 0,6114 0,2543 0,0561
173 0,0760 0,5781 0,2899 0,0560
203 0,0772 0,6118 0,2567 0,0543
203 0,0760 0,6067 0,2619 0,0554
242 0,0790 0,6156 0,2578 0,0476
242 0,0790 0,6109 0,2614 0,0487
305 0,0741 0,6172 0,2489 0,0598
305 0,0731 0,6132 0,2493 0,0644
313 0,0714 0,5941 0,2805 0,0540
340 0,0739 0,5909 0,2792 0,0560
376 0,0859 0,6080 0,2622 0,0439
376 0,0862 0,6127 0,2569 0,0442
376 0,0747 0,5882 0,2808 0,0563
376 0,0756 0,5892 0,2783 0,0569

ANEXO I: DATOS EXPERIMENTALES
207
Potencia (W) Agua Etanol Hexano Isoctano
379 0,0744 0,5912 0,2807 0,0537
380 0,0730 0,5867 0,2857 0,0546

ANEXO I: DATOS EXPERIMENTALES
208
Tabla I-F-3. Composiciones, fracción másica, del producto de cola para el sistema agua – etanol – hexano - isoctano.
Potencia (W) Agua Etanol Hexano Isoctano
76 0,0002 0,0674 0,4634 0,4690
76 0,0005 0,0674 0,4632 0,4689
88 0,0001 0,0597 0,4638 0,4764
88 0,0002 0,0597 0,4637 0,4764
91 0,0004 0,0622 0,4615 0,4759
92 0,0011 0,0597 0,4542 0,4850
94 0,0003 0,0626 0,4615 0,4756
113 0,0006 0,0608 0,4506 0,4880
117 0,0005 0,0636 0,4578 0,4781
117 0,0001 0,0603 0,4650 0,4746
117 0,0001 0,0603 0,4650 0,4746
164 0,0001 0,0535 0,4600 0,4864
165 0,0001 0,0483 0,4624 0,4892
165 0,0001 0,0483 0,4624 0,4892
173 0,0001 0,0513 0,4602 0,4884
203 0,0001 0,0456 0,4675 0,4868
203 0,0001 0,0456 0,4675 0,4868
242 0,0000 0,0472 0,4668 0,4860
242 0,0000 0,0472 0,4668 0,4860
305 0,0000 0,0459 0,4637 0,4904
305 0,0001 0,0459 0,4637 0,4903
313 0,0001 0,0476 0,4652 0,4871
340 0,0001 0,0463 0,4654 0,4882
376 0,0001 0,0497 0,4628 0,4874
376 0,0001 0,0497 0,4628 0,4874
376 0,0001 0,0537 0,4511 0,4951

ANEXO I: DATOS EXPERIMENTALES
209
Potencia (W) Agua Etanol Hexano Isoctano
376 0,0001 0,0537 0,4511 0,4951
379 0,0000 0,0460 0,4611 0,4929
380 0,0000 0,0460 0,4611 0,4929

ANEXO I: DATOS EXPERIMENTALES
210
G. Agua - Etanol – Ciclohexano - Isoctano Tabla I-G-1. Caudales del sistema agua - etanol – ciclohexano - isoctano.
Potencia (W) D (g/min) R (g/min)
21 2,273 43,549
28 5,030 41,037
34 6,565 39,033
41 7,071 39,187
44 6,903 39,158
54 5,874 38,885
64 10,301 34,113
67 11,582 33,633
87 7,994 37,435
87 8,746 38,659
96 10,170 36,522
129 12,792 34,030
135 13,879 32,567
136 12,927 33,229

ANEXO I: DATOS EXPERIMENTALES
211
Tabla I-G-2. Composiciones, fracción másica, de la fase acuosa para el sistema agua – etanol – ciclohexano - isoctano.
Potencia (W) Agua Etanol Ciclohexano Isoctano
21 0,1487 0,6034 0,1811 0,0668
28 0,0816 0,4804 0,2839 0,1541
34 0,0698 0,4199 0,3302 0,1801
41 0,0694 0,4274 0,3330 0,1702
44 0,0633 0,4061 0,3444 0,1862
54 0,0773 0,4913 0,2870 0,1444
64 0,0439 0,3167 0,4026 0,2368
67 0,0412 0,3019 0,4280 0,2289
87 0,0561 0,3773 0,3790 0,1876
87 0,0539 0,3976 0,3695 0,1790
96 0,0434 0,3457 0,3955 0,2154
129 0,0356 0,3240 0,4093 0,2311
135 0,0306 0,2930 0,4387 0,2377
136 0,0376 0,3143 0,4324 0,2157

ANEXO I: DATOS EXPERIMENTALES
212
Tabla I-G-3. Composiciones, fracción másica, del producto de cola para el sistema agua – etanol – ciclohexano - isoctano.
Potencia (W) Agua Etanol Ciclohexano Isoctano
21 0,0026 0,0561 0,4428 0,4985
28 0,0009 0,0409 0,4582 0,5000
34 0,0002 0,0368 0,4625 0,5005
41 0,0021 0,0522 0,4555 0,4902
44 0,0001 0,0314 0,4640 0,5045
54 0,0001 0,0247 0,4697 0,5055
64 0,0002 0,0207 0,4614 0,5177
67 0,0002 0,0133 0,4558 0,5307
87 0,0002 0,0176 0,4757 0,5065
87 0,0001 0,0166 0,4763 0,5070
96 0,0001 0,0110 0,4646 0,5243
129 0,0001 0,0075 0,4569 0,5355
135 0,0001 0,0000 0,4681 0,5318
136 0,0001 0,0000 0,4792 0,5207

ANEXO I: DATOS EXPERIMENTALES
213
H. Agua - Etanol – Hexano – Ciclohexano - Isoctano Tabla I-H-1. Caudales del sistema agua - etanol – hexano - ciclohexano - isoctano.
Potencia (W) D (g/min) R (g/min)
54 1,505 40,309
54 5,122 40,309
67 2,528 42,954
67 2,936 42,954
68 2,903 37,451
77 3,309 36,420
77 3,359 36,420
79 2,194 42,877
79 2,330 42,877
81 3,511 43,086
81 3,644 43,086
85 3,288 40,108
85 3,406 40,108
86 2,713 40,669
86 2,296 40,669
86 3,060 39,877
86 5,012 39,877
100 2,716 39,948
100 5,435 39,948
108 3,157 40,801
108 5,484 40,801
116 2,608 41,819
116 2,476 41,819
118 2,431 40,422
118 2,631 40,422
126 4,551 39,327
ANEXO I: DATOS EXPERIMENTALES
214
Potencia (W) D (g/min) R (g/min)
135 2,753 39,511
135 2,272 39,511
148 2,293 40,909
148 2,256 40,909
148 2,022 38,593
148 2,409 38,593

ANEXO I: DATOS EXPERIMENTALES
215
Tabla I-H-2. Composiciones, fracción másica, de la fase acuosa para el sistema agua – etanol – hexano - ciclohexano - isoctano.
Potencia (W) Agua Etanol Hexano Ciclohexano Isoctano
54 0,1716 0,6942 0,0900 0,0389 0,0053
54 0,1355 0,6599 0,1252 0,0636 0,0158
67 0,1739 0,7011 0,0780 0,0367 0,0103
67 0,1641 0,6624 0,0895 0,0570 0,0270
68 0,1381 0,6609 0,1117 0,0659 0,0234
77 0,1235 0,6614 0,1171 0,0739 0,0241
77 0,1178 0,6549 0,1205 0,0789 0,0279
79 0,1046 0,6461 0,1455 0,0783 0,0255
79 0,1001 0,6187 0,1505 0,0933 0,0374
81 0,1338 0,6755 0,1077 0,0625 0,0205
81 0,1189 0,6542 0,1217 0,0772 0,0280
85 0,1586 0,6909 0,0894 0,0481 0,0130
85 0,1417 0,6732 0,1010 0,0635 0,0206
86 0,1137 0,6246 0,1640 0,0760 0,0217
86 0,0951 0,5537 0,2106 0,1086 0,0320
86 0,0944 0,6253 0,1730 0,1037 0,0036
86 0,0999 0,6431 0,1643 0,0911 0,0016
100 0,0834 0,5878 0,1731 0,1131 0,0426
100 0,1044 0,6430 0,1686 0,0673 0,0167
108 0,0901 0,6101 0,1685 0,0973 0,0340
108 0,1072 0,6412 0,1527 0,0770 0,0219
116 0,0904 0,6161 0,1598 0,0975 0,0362
116 0,0879 0,5927 0,1707 0,1066 0,0421
118 0,0757 0,5856 0,1918 0,1069 0,0400
118 0,0753 0,5730 0,1918 0,1143 0,0456
126 0,0848 0,5851 0,1777 0,1108 0,0416

ANEXO I: DATOS EXPERIMENTALES
216
Potencia (W) Agua Etanol Hexano Ciclohexano Isoctano
135 0,0741 0,5752 0,1998 0,1098 0,0411
135 0,0735 0,5612 0,1992 0,1182 0,0479
148 0,0864 0,6021 0,1866 0,0954 0,0295
148 0,0864 0,5803 0,1889 0,1061 0,0383
148 0,0919 0,6208 0,1800 0,0854 0,0219
148 0,0876 0,5964 0,1819 0,1002 0,0339

ANEXO I: DATOS EXPERIMENTALES
217
Tabla I-H-3. Composiciones, fracción másica, del producto de cola para el sistema agua – etanol – hexano - ciclohexano - isoctano.
Potencia (W) Agua Etanol Hexano Ciclohexano Isoctano
54 0,0008 0,0761 0,3060 0,3089 0,3082
54 0,0008 0,0761 0,3060 0,3089 0,3082
67 0,0019 0,0666 0,3145 0,3018 0,3152
67 0,0019 0,0666 0,3145 0,3018 0,3152
68 0,0020 0,0757 0,3127 0,3019 0,3077
77 0,0007 0,0699 0,3048 0,3112 0,3134
77 0,0007 0,0699 0,3048 0,3112 0,3134
79 0,0002 0,0748 0,3020 0,3096 0,3134
79 0,0002 0,0748 0,3020 0,3096 0,3134
81 0,0001 0,0644 0,3088 0,3115 0,3152
81 0,0001 0,0644 0,3088 0,3115 0,3152
85 0,0007 0,0690 0,3082 0,3126 0,3095
85 0,0007 0,0690 0,3082 0,3126 0,3095
86 0,0001 0,0773 0,3001 0,3106 0,3119
86 0,0001 0,0773 0,3001 0,3106 0,3119
86 0,0001 0,0764 0,2998 0,3061 0,3176
86 0,0001 0,0764 0,2998 0,3061 0,3176
100 0,0001 0,0763 0,2998 0,3148 0,3090
100 0,0001 0,0763 0,2998 0,3148 0,3090
108 0,0002 0,0880 0,2863 0,3063 0,3192
108 0,0002 0,0880 0,2863 0,3063 0,3192
116 0,0001 0,0686 0,3004 0,3116 0,3193
116 0,0001 0,0686 0,3004 0,3116 0,3193
118 0,0001 0,0916 0,2916 0,3076 0,3091
118 0,0001 0,0916 0,2916 0,3076 0,3091
126 0,0001 0,0673 0,2999 0,3173 0,3154

ANEXO I: DATOS EXPERIMENTALES
218
135 0,0001 0,0764 0,3000 0,3107 0,3128
135 0,0001 0,0764 0,3000 0,3107 0,3128
148 0,0001 0,0742 0,2988 0,3061 0,3208
148 0,0001 0,0742 0,2988 0,3061 0,3208
148 0,0001 0,0752 0,3016 0,3092 0,3139
148 0,0001 0,0752 0,3016 0,3092 0,3139

ANEXO I: DATOS EXPERIMENTALES
219
I. Agua - Etanol – Hexano – Ciclohexano – Isoctano - Tolueno Tabla I-I-1. Caudales del sistema agua - etanol – hexano - ciclohexano – isoctano - tolueno.
Potencia (W) D (g/min) R (g/min)
73 1,840 44,710
73 2,274 44,710
83 1,989 43,532
83 2,446 43,532
86 1,958 47,747
86 2,362 47,747
110 2,023 40,510
110 3,555 40,510
121 3,040 41,763
122 2,342 45,488
126 2,401 39,435
133 2,728 44,786
133 4,444 44,786
135 3,566 44,886
137 3,147 42,445
154 2,641 43,301
154 3,004 43,301
168 2,582 42,668
168 2,094 42,668
169 2,963 47,201
169 3,018 47,201
176 2,170 41,671
195 2,302 40,429
195 2,785 40,429
197 2,192 43,556
197 2,114 43,556

ANEXO I: DATOS EXPERIMENTALES
220
Potencia (W) D (g/min) R (g/min)
240 2,845 43,125
240 2,968 43,125

ANEXO I: DATOS EXPERIMENTALES
221
Tabla I-I-2. Composiciones, fracción másica, de la fase acuosa para el sistema agua – etanol – hexano - ciclohexano – isoctano - tolueno.
Potencia (W) Agua Etanol Hexano Ciclohexano Isoctano Tolueno
73 0,1615 0,6662 0,0955 0,0473 0,0125 0,0170
73 0,1442 0,6843 0,0857 0,0490 0,0150 0,0218
83 0,1733 0,6858 0,0731 0,0433 0,0091 0,0154
83 0,1554 0,6532 0,0982 0,0572 0,0148 0,0212
86 0,1793 0,6759 0,0745 0,0429 0,0100 0,0174
86 0,1545 0,6538 0,1033 0,0555 0,0131 0,0198
110 0,1514 0,7152 0,0683 0,0410 0,0100 0,0141
110 0,1332 0,6728 0,1008 0,0577 0,0160 0,0195
121 0,1516 0,6919 0,0822 0,0458 0,0127 0,0158
122 0,1688 0,6828 0,0716 0,0424 0,0141 0,0203
126 0,1545 0,7134 0,0725 0,0374 0,0104 0,0118
133 0,1599 0,6758 0,0925 0,0443 0,0127 0,0148
133 0,1115 0,6503 0,1124 0,0691 0,0262 0,0305
135 0,0958 0,6172 0,1412 0,0824 0,0311 0,0323
137 0,0924 0,6297 0,1322 0,0813 0,0325 0,0319
154 0,1512 0,6748 0,1033 0,0438 0,0127 0,0142
154 0,1309 0,6623 0,1146 0,0545 0,0174 0,0203
168 0,1055 0,6086 0,1413 0,0900 0,0287 0,0259
168 0,0857 0,6232 0,1409 0,0812 0,0345 0,0345
169 0,1537 0,6678 0,1019 0,0457 0,0142 0,0167
169 0,1130 0,6295 0,1359 0,0708 0,0250 0,0258
176 0,1584 0,6961 0,0859 0,0376 0,0111 0,0109
195 0,1079 0,6156 0,1506 0,0768 0,0246 0,0245
195 0,0789 0,5519 0,1964 0,0942 0,0307 0,0479
197 0,1212 0,6621 0,1215 0,0584 0,0189 0,0179
197 0,0934 0,5374 0,2056 0,1008 0,0341 0,0287

ANEXO I: DATOS EXPERIMENTALES
222
Potencia (W) Agua Etanol Hexano Ciclohexano Isoctano Tolueno
240 0,1062 0,6284 0,1333 0,0703 0,0319 0,0299
240 0,0869 0,5942 0,1536 0,0865 0,0429 0,0359

ANEXO I: DATOS EXPERIMENTALES
223
Tabla I-I-3. Composiciones, fracción másica, del producto de cola para el sistema agua – etanol – hexano - ciclohexano – isoctano - tolueno.
Potencia (W) Agua Etanol Hexano Ciclohexano Isoctano Tolueno
73 0,0006 0,0699 0,2229 0,2313 0,2389 0,2364
73 0,0006 0,0699 0,2229 0,2313 0,2389 0,2364
83 0,0006 0,0652 0,2251 0,2319 0,2392 0,2380
83 0,0006 0,0652 0,2251 0,2319 0,2392 0,2380
86 0,0005 0,0655 0,2351 0,2307 0,2325 0,2357
86 0,0005 0,0655 0,2351 0,2307 0,2325 0,2357
110 0,0001 0,0651 0,2263 0,2323 0,2374 0,2388
110 0,0001 0,0651 0,2263 0,2323 0,2374 0,2388
122 0,0001 0,0597 0,2244 0,2347 0,2421 0,2390
121 0,0001 0,0597 0,2226 0,2337 0,2435 0,2404
126 0,0000 0,0616 0,2233 0,2326 0,2430 0,2395
133 0,0000 0,0563 0,2249 0,2356 0,2430 0,2402
133 0,0000 0,0563 0,2249 0,2356 0,2430 0,2402
135 0,0000 0,0558 0,2220 0,2382 0,2432 0,2408
137 0,0000 0,0623 0,2255 0,2343 0,2402 0,2377
154 0,0000 0,0560 0,2237 0,2376 0,2414 0,2413
154 0,0000 0,0560 0,2237 0,2376 0,2414 0,2413
168 0,0000 0,0643 0,2257 0,2330 0,2370 0,2400
168 0,0000 0,0643 0,2257 0,2330 0,2370 0,2400
169 0,0000 0,0685 0,2251 0,2360 0,2385 0,2319
169 0,0000 0,0685 0,2251 0,2360 0,2385 0,2319
176 0,0000 0,0682 0,2220 0,2348 0,2405 0,2345
195 0,0000 0,0732 0,2186 0,2313 0,2408 0,2361
195 0,0000 0,0732 0,2186 0,2313 0,2408 0,2361
197 0,0000 0,0709 0,2111 0,2334 0,2449 0,2397
197 0,0000 0,0709 0,2111 0,2334 0,2449 0,2397

ANEXO I: DATOS EXPERIMENTALES
224
Potencia (W) Agua Etanol Hexano Ciclohexano Isoctano Tolueno
240 0,0000 0,0687 0,2236 0,2299 0,2384 0,2394
240 0,0000 0,0687 0,2236 0,2299 0,2384 0,2394

ANEXO I: DATOS EXPERIMENTALES
225
J. Agua - Etanol – Gasolina comercial Tabla I-J-1. Fracciones másicas de agua y etanol en la fase acuosa para el sistema agua – etanol – gasolina comercial.
Potencia (W) Agua Etanol
114 0,0337 0,1427
122 0,1254 0,2328
127 0,0941 0,3514
138 0,1149 0,3166
140 0,0545 0,2165
164 0,1421 0,4114
187 0,0840 0,3645
200 0,0131 0,2336
202 0,0994 0,3307
Tabla I-J-2. Fracciones másicas de agua y etanol en el producto de cola para el sistema agua – etanol – gasolina comercial.
Potencia (W) Agua Etanol
114 0,0025 0,0805
122 0,0058 0,0867
127 0,0065 0,0743
138 0,0028 0,0666
140 0,0023 0,0684
164 0,0013 0,0674
187 0,0008 0,0603
200 0,0003 0,0661
202 0,0011 0,0643