Embed Size (px)
Citation preview

UNIVERSIDADE FEDERAL DO RIO GRANDE DO NORTE
CENTRO DE TECNOLOGIA – CT
CENTRO DE CIÊNCIAS EXATAS E DA TERRA – CCET
PROGRAMA DE PÓS-GRADUAÇÃO EM CIÊNCIA E ENGENHARIA DE
PETRÓLEO - PPGCEP
TESE DE DOUTORADO
DESENVOLVIMENTO DE SISTEMAS DE ADITIVOS QUÍMICOS
PARA APLICAÇÃO EM CIMENTAÇÕES DE POÇOS DE PETRÓLEO
Julio Cezar de Oliveira Freitas
Orientador: Prof. Ph.D. Antonio Eduardo Martinelli
Co-orientador(a): Profª. Drª. Dulce Maria de Araújo Melo
Natal / RN, Junho de 2010

DESENVOLVIMENTO DE SISTEMAS DE ADITIVOS QUÍMICOS
PARA APLICAÇÃO EM CIMENTAÇÕES DE POÇOS DE PETRÓLEO
Julio Cezar de Oliveira Freitas
Natal / RN, Junho de 2010

Divisão de Serviços Técnicos
Catalogação da Publicação na Fonte. UFRN / Biblioteca Central Zila
Mamede
Freitas, Julio Cezar de Oliveira.
Desenvolvimento de sistemas de aditivos químicos para aplicação
em cimentações de poços de petróleo / Julio Cezar de Oliveira Freitas.
– Natal, RN, 2010.
127 f.
Orientador: Antônio Eduardo Martinelli.
Co-orientadora: Dulce Maria de Araújo Melo.
Dissertação (Mestrado) – Universidade Federal do Rio Grande do
Norte. Centro de Tecnologia. Centro de Ciências Exatas e da Terra.
Programa de Pós-Graduação em Ciência e Engenharia de Petróleo.
1. Cimentação primária – Tese. 2. Dispersante – Tese. 3.
Controlador de filtrado – Tese. 4. Pasta de cimento – Tese. 5. Poços de
petróleo – Tese. I. Martinelli, Antônio Eduardo. II. Melo, Dulce Maria
de Araújo. III. Universidade Federal do Rio Grande do Norte. III.
Título.
RN/UF/BCZM CDU 622.257.1(043.3)
FREITAS, Julio Cezar de Oliveira – Desenvolvimento de Sistemas de Aditivos Químicos
para Aplicação em Cimentações de Poços de Petróleo. Tese de Doutorado, UFRN, Programa
de Pós-Graduação em Ciência e Engenharia de Petróleo. Área de Concentração: Pesquisa e
Desenvolvimento em Ciência e Engenharia de Petróleo. Linha de Pesquisa: Engenharia e
Geologia de Reservatórios e de Explotação e Gás Natural, Natal – RN, Brasil.
Orientador: Prof. Dr. Antonio Eduardo Martinelli
Co-orientadora: Profª. Drª. Dulce Maria de Araújo Melo
RESUMO
A cimentação primária é uma etapa importante durante o processo de perfuração de poços
petrolíferos, garantindo a estabilidade mecânica do poço e o isolamento hidráulico entre o
tubo de revestimento e a formação. Para que a pasta de cimento atenda aos requisitos
estabelecidos para sua aplicação em um determinado poço, alguns cuidados no seu projeto de
execução devem ser levados em consideração para a obtenção de uma pasta de cimento com
composição adequada. Na grande maioria dos casos, é necessária a adição de produtos
químicos ao cimento para modificar suas propriedades, conforme as condições do poço ou
operação e, assim, obter pastas que possam se deslocar no interior do revestimento
promovendo um bom deslocamento até a zona de interesse. Novas tecnologias de preparação
e uso de produtos químicos e a modernização dos padrões tecnológicos no setor da construção
civil têm resultado no desenvolvimento de novos aditivos químicos para a otimização das
propriedades dos materiais construtivos. Produtos como superplastificantes a base de
policarboxilato proporcionam maior fluidez e coesão dos grãos de cimento, além de melhorar
a dispersão em relação às pastas sem aditivos. Este trabalho tem como objetivo adequar
aditivos químicos utilizados na construção civil para aplicação em sistemas de pastas de
cimento de poços petrolíferos, utilizando como aglomerante hidráulico o cimento Portland
CPP-Classe Especial. Os aditivos químicos classificados como antiespumantes, dispersantes,
controladores de filtrado e retardadores de pega foram caracterizados por espectroscopia de
absorção na região do infravermelho, análise termogravimétrica e ensaios tecnológicos
estabelecidos pelo API (American Petroleum Institute). Estes aditivos apresentaram
resultados satisfatórios para sua aplicação em sistemas de pasta de cimento para poços de
petróleo. O antiespumante, a base de silicone, promoveu redução do aprisionamento de ar
durante o processo de agitação das pastas. O aditivo dispersante reduziu consideravelmente os
parâmetros reológicos dos sistemas estudados. Os testes realizados com o controlador de
filtrado e o retardador de pega também apresentaram propriedades adequadas para aplicação
como aditivos químicos em pastas para cimentação.
Palavras-Chaves: Dispersante, controlador de filtrado, cimentação primária, pasta de
cimento, poços de petróleo.

ABSTRACT
The primary cementing is an important step in the oilwell drilling process, ensuring the
mechanical stability of the well and the hydraulic isolation between casing and formation. For
slurries to meet the requirements for application in a certain well, some care in the project
should be taken into account to obtain a cement paste with the proper composition. In most
cases, it is necessary to add chemicals to the cement to modify its properties, according to the
operation conditions and thus obtain slurries that can move inside the jacket providing a good
displacement to the interest area. New technologies of preparation and use of chemicals and
modernization of technological standards in the construction industry have resulted in the
development of new chemical additives for optimizing the properties of building
materials. Products such as polycarboxylate superplasticizers provide improved fluidity and
cohesion of the cement grains, in addition to improving the dispersion with respect to slurries
without additives. This study aimed at adapting chemical additives used in civil construction
to be used use in oilwell cement slurries systems, using Portland cement CPP-Special Class as
the hydraulic binder. The chemical additives classified as defoamer, dispersant, fluid loss
controller and retarder were characterized by infrared absorption spectroscopy,
thermogravimetric analyses and technological tests set by the API (American Petroleum
Institute). These additives showed satisfactory results for its application in cement slurries
systems for oil wells. The silicone-based defoamer promoted the reduction of air bubbles
incorporated during the stirring of the slurries. The dispersant significantly reduced the
rheological parameters of the systems studied. The tests performed with the fluid loss
controller and the retarder also resulted in suitable properties for application as chemical
additives in cement slurries.
Keywords: Dispersant, fluid loss control, primary cementing, cement slurries, oil-wells.
“O pessimista se queixa
do vento, o otimista
espera que ele mude, o
realista ajusta as
velas”.

Ao senhor Jesus Cristo.
Ao meu pai e a minha mãe.
AGRADECIMENTOS
Em primeiro lugar e a cima de tudo a Deus, pois foi com a sua permissão que eu cheguei até
aqui;
Aos Professores Marcus Melo e Dulce Melo, pela confiança depositada em mim e pela
constante lição de vida (nunca esquecerei o que vocês fizeram por mim!);
Ao meu orientador Prof. Antônio Eduardo Martinelli por não deixar faltar recursos para o
desenvolvimento desse trabalho, por acreditar no meu potencial e, sobretudo, pela sincera
amizade.
À minha maravilhosa família e especialmente a minha irmã Suelane, pelo incentivo e apoio
em todos os momentos de minha vida;
A minha maravilhosa esposa Renata, por estar ao meu lado em todos os momentos deste
trabalho;
Ao Romero Gomes (Petrobras), pela confiança e respeito ao meu trabalho;
Ao Aldemir Teles (Petrobras), pelo apoio técnico e pela sincera amizade conquistada com
muito respeito.
Ao Gilson Campos (Petrobras), idealizador deste trabalho, o qual me permitiu acesso a uma
gama de conhecimento na área de cimentação de poços de petróleo (DJGQ).
Ao professor Eledir V. Sobrinho, pela dedicação durante a fase de preparação da apresentação
deste trabalho.
Ao Paulo Nunes (Petrobras), pelos esclarecimentos dos resultados de perfilagem.
Aos meus queridos amigos e parceiros neste trabalho: Brunão, Daniel, Danilo, Darlan, Filipe,
Flank e Rodrigo Santiago, pela sincera amizade conquistada com todo respeito e
profissionalismo;
A todos os colegas dos nossos laboratórios LABTAM e LABCIM: Beni, Thiago, Iran,
Roseane, Petrúcia, Priscila, Elisângela, Érica, Alexandre, Ary, Ilde, Romero Filho, Gabi,
Pablo, Auristela, Renan, Eduardo, Diego, Kelly e Marconi, pela amizade e pelos momentos de
descontração.
SUMÁRIO
RESUMO .............................................................................................................................. 5
ABSTRACT .......................................................................................................................... 6
LISTA DE FIGURAS .......................................................................................................... 12
LISTA DE TABELAS ......................................................................................................... 15
1. INTRODUÇÃO ............................................................................................................... 14
2. ASPECTOS TEÓRICOS FUNDAMENTAIS .................................................................. 18
2.1 - CIMENTAÇÃO DE POÇOS DE PETRÓLEO ....................................................................... 18
2.1.1- HISTÓRICO .............................................................................................................. 18
2.1.2 - DEFINIÇÃO ............................................................................................................. 19
2.2 - CIMENTAÇÃO PRIMÁRIA ............................................................................................ 19
2.3 - CIMENTAÇÃO SECUNDÁRIA ........................................................................................ 22
2.3.1 - Tampões de cimento ................................................................................................. 22
2.3.2 - Recimentação ............................................................................................................ 23
2.3.3 - Compressão de cimento ou Squeeze .......................................................................... 23
2.4 - FATORES QUE AFETAM UMA CIMENTAÇÃO .................................................................. 24
2.5 - EQUIPAMENTOS DE CIMENTAÇÃO ............................................................................... 24
2.5.1 - SILOS DE CIMENTO .................................................................................................. 25
2.5.2 - Unidades de cimentação ............................................................................................ 25
2.5.3 - Cabeça de cimentação ............................................................................................... 27
2.5.4 - Bombeio da pasta de cimento .................................................................................... 28
2.6 - AVALIAÇÃO DA CIMENTAÇÃO E PERFILAGEM ............................................................. 29
2.6.1 – Perfis sônicos ........................................................................................................... 29
2.6.2 - CANHONEIO ............................................................................................................... 31
2.7 - CIMENTO PORTLAND ................................................................................................. 32
2.7.1 - Generalidades ........................................................................................................... 32
2.7.2 - Conceito.................................................................................................................... 32
2.7.3 - Composição química ................................................................................................. 33
2.7.4 - Classificação dos Cimentos ....................................................................................... 37
2.8 - ADITIVOS PARA CIMENTAÇÃO DE POÇOS DE PETRÓLEO ............................................... 41
2.8.1 - Aceleradores de pega ................................................................................................ 48
2.8.2 - Dispersantes .............................................................................................................. 49
2.8.3 - Antiespumante .......................................................................................................... 54
2.8.4 - Retardadores de pega ................................................................................................ 56
2.8.5 - Controladores de filtrado ........................................................................................... 60
3. ESTADO DA ARTE ........................................................................................................ 66
4. METODOLOGIA EXPERIMENTAL ................ERRO! INDICADOR NÃO DEFINIDO.
4.1- MATERIAIS E MÉTODOS............................................ ERRO! INDICADOR NÃO DEFINIDO.
4.1.1 - Cálculos e formulações das pastas cimentantes............. Erro! Indicador não definido.
4.2 - Ensaios Tecnológicos API .............................................. Erro! Indicador não definido.
4.2.1 - Mistura das pastas ........................................................ Erro! Indicador não definido.
4.2.2 - Homogeneização das pastas formuladas ....................... Erro! Indicador não definido.
4.2.3 Reologia das pastas formuladas ...................................... Erro! Indicador não definido.
4.2.4 – Ensaio de consistometria ............................................. Erro! Indicador não definido.
4.2.5 – Ensaio de água livre .................................................... Erro! Indicador não definido.
4.2.6 - Ensaio de determinação de Filtrado .............................. Erro! Indicador não definido.
4.2.7 - Ensaio de avaliação da estabilidade .............................. Erro! Indicador não definido.
4.2.8 – Resistência à compressão (UCA) ................................. Erro! Indicador não definido.
4.3 - ANÁLISES E CARACTERIZAÇÃO DOS ADITIVOS QUÍMICOS E DAS PASTAS FORMULADAS
...................................................................................... ERRO! INDICADOR NÃO DEFINIDO.
4.3.1 - Análise térmica: TG/DTG e DSC ................................. Erro! Indicador não definido.
4.3.2 – Espectroscopia de FT-IR ............................................. Erro! Indicador não definido.
4.3.3 – Difração de raios X...................................................... Erro! Indicador não definido.
4.3.3.1 – Método de Rietveld .................................................. Erro! Indicador não definido.
4.3.4 – Microscopia Eletrônica de Varredura (MEV)............... Erro! Indicador não definido.
5. RESULTADOS E DISCUSSÕES ......................ERRO! INDICADOR NÃO DEFINIDO.
5.1 – CARACTERIZAÇÕES TÉRMICAS E ESTRUTURAIS DOS ADITIVOS ... ERRO! INDICADOR NÃO
DEFINIDO. 5.1.1 – Análise térmica (TG/DTA) e Calorimetria Exploratória Diferencial (DSC) ......... Erro!
Indicador não definido. 5.2– Caracterização dos Aditivos por Espectroscopia na Região do Infravermelho (FT-IR)
............................................................................................... Erro! Indicador não definido. 5.3 – CARACTERIZAÇÕES MICRO ESTRUTURAL DAS PASTAS HIDRATADAS .. ERRO! INDICADOR
NÃO DEFINIDO. 5.3.1 – Difração de raios X...................................................... Erro! Indicador não definido.
5.3.2 – Microscopia Eletrônica de Varredura ........................... Erro! Indicador não definido.
5.4 – ENSAIOS DE ESPECIFICAÇÃO TÉCNICA E DE DESEMPENHO INDIVIDUAL DOS ADITIVOS
...................................................................................... ERRO! INDICADOR NÃO DEFINIDO. 5.4.1 – Antiespumante ............................................................ Erro! Indicador não definido.
5.4.2 – Dispersante .................................................................. Erro! Indicador não definido.
5.4.3 – Retardador de pega ...................................................... Erro! Indicador não definido.
5.4.4 – Controlador de filtrado ................................................ Erro! Indicador não definido.
5.5 – Aplicação de sistema de aditivos na cimentação de poços de petróleo.... Erro! Indicador
não definido. 5.5.1 – Características do poço ................................................ Erro! Indicador não definido.
5.5.2 – Características da pasta ................................................ Erro! Indicador não definido.
5.5.3 – Formulação da pasta .................................................... Erro! Indicador não definido.
5.5.4 – Resultados dos testes de laboratório ............................. Erro! Indicador não definido.
5.5.5 – Resultados da aplicação no campo ............................... Erro! Indicador não definido.
6. CONCLUSÕES ............................................................................................................... 70
REFERENCIAS .................................................................................................................. 72
ANEXOS ............................................................................................................................. 78
LISTA DE FIGURAS
Figura 2.1 Cimentação nos anos de 1920 (SMITH, 1990)..................................................... 19
Figura 2.2 - Tipos de revestimento numa cimentação primária (Costa, 2004) ....................... 20
Figura 2.3 - Esquema de poço com falha de cimentação (Thomas, 2004) ............................. 21
Figura 2.4 - (a) Tampão de abandono e (b) Tampão de cimento (Costa, 2004)...................... 22
Figura 2.5 - (a) Falha na cimentação e (b) Squeeze de cimento para correção da falha. ......... 23
Figura 2.6 - Surge Tank móvel. ............................................................................................ 25
Figura 2.7 - Unidade de mistura e bombeio. ......................................................................... 26
Figura 2.8 - Tanques pré-misturadores. ................................................................................ 26
Figura 2.9 - Interior do tanque pré-misturador. ..................................................................... 27
Figura 2.10 - (a) Cabeça de cimentação e (b) Tampão de borracha. ...................................... 27
Figura 2.11 - Seqüência operacional do bombeio da pasta de cimento (Nelson, 1990). ......... 28
Figura 2.12 – Perfil CBL/VDL/GR/CCL (THOMAS, 2004). ............................................... 30
Figura 2.13 – Tipos de Canhoneio (a) Convencional, (b) TCP (Tubing Conveyed Perforator) e
(c) Através da coluna de produção (Thomas, 2004) .............................................................. 31
Figura 2.14– Variação do peso de sistemas cimentantes (Smith, 1990). ................................ 42
Figura 2.15 – Modelos típicos de moléculas de aditivos dispersantes. .................................. 50
Figura 2.16 – Microscopia eletrônica de varredura de pastas curadas por 7 dias (Hekal e
Kishar,1999). (a) sem a presença de dispersante; (b) 0,1 % de dispersante e (b) 0,3% de
dispersante. .......................................................................................................................... 52
Figura 2.17 - Defloculação das partículas do cimento pela ação das moléculas de aditivo
adsorvidas na superfície. ...................................................................................................... 53
Figura 2.18 - Repulsão eletrostática e estérica entre as partículas de cimento (JOLICOEUR E
SIMARD, 1998 – Modificado). ............................................................................................ 54
Figura 2.19- Estrutura química dos Polidialquilsiloxanos ..................................................... 55
Figura 2.20 – Estrutura química de alguns compostos hidroxicarboxílicos, com destaque para
os sítios de adsorção (GARCIA, 2007). ................................................................................ 59
Figura 2.21 – Processo de desidratação de fluidos. ............................................................... 61
Figura 2.22 - Estrutura da Hidroxietilcelulose (NELSON, 1990). ......................................... 63
Figura 4.1 - Fluxograma da metodologia empregada. ...............Erro! Indicador não definido.
Figura 4.2 - Filtro Prensa Fann HPHT Série 387. .....................Erro! Indicador não definido.
Figura 4.3 - Tubo decantador (Lima, 2004). .............................Erro! Indicador não definido.
Figura 4.4 - Seccionamento da amostra de cimento curada: Topo (I); Intermediários (II) e
(III); Fundo (IV).......................................................................Erro! Indicador não definido.
Figura 5.1 - Curva TG//DTA para o antiespumante (dimetilxiloxano)Erro! Indicador não definido.
Figura 5.2 - Curva TG//DTA do dispersante (policarboxilato) ..Erro! Indicador não definido.
Figura 5.3 - Curva DSC do dispersante ( policarboxilato) .........Erro! Indicador não definido.
Figura 5.4 - Curva TG//DTA do retardador de pega (sal orgânico)Erro! Indicador não definido.
Figura 5.5 - Curva DSC do retardador de pega (sal orgânico) ...Erro! Indicador não definido.
Figura 5.6 - Curva TG//DTA do controlador de filtrado ( hidroxietilcelulose)Erro! Indicador não definido.
Figura 5.7 - Curva DSC do controlador de filtrado (hidroxietilcelulose)Erro! Indicador não definido.
Figura 5.8 – Espectro de infravermelho do antiespumante (dimetilxiloxano)Erro! Indicador não definido.
Figura 5.9 – Espectro de infravermelho do dispersante (policarboxilato)Erro! Indicador não definido.
Figura 5.10 – Espectro de infravermelho do retardador de pega (sal orgânico)Erro! Indicador não definido.
Figura 5.11 – Espectro de infravermelho do controlador de filtrado (hidroxietilcelulose)Erro! Indicador não definido.
Figura 5.12 - Difratogramas de raios X e refinamento dos cimentos hidratados durante 24
horas. .......................................................................................Erro! Indicador não definido.
Figura 5.13 - Difratogramas de raios X dos cimentos hidratados durante 48 horas.Erro! Indicador não definido.
Figura 5.14 - Difratogramas de raios X dos cimentos hidratados durante 7 dias.Erro! Indicador não definido.
Figura 5.15 Difratogramas de raios X dos cimentos hidratados durante 14 dias.Erro! Indicador não definido.
Figura 5.16 - Difratogramas de raios X dos cimentos hidratados durante 28 dias.Erro! Indicador não definido.
Figura 5.17 – Microscopia eletrônica de varredura da pasta pura curada por 7 diasErro! Indicador não definido.
Figura 5.18 – Microscopia eletrônica de varredura da pasta contendo 0,02 gpc de dispersante
curada por 7 dias ......................................................................Erro! Indicador não definido.
Figura 5.19 – Microscopia eletrônica de varredura da pasta contendo 0,02 gpc de retardador
de pega curada por 7 dias .........................................................Erro! Indicador não definido.
Figura 5.20 – Microscopia eletrônica de varredura da pasta contendo 0,65% de controlador de
filtrado curada por 7 dias ..........................................................Erro! Indicador não definido.
Figura 5.21 - (a) pasta sem antiespumante após mistura; (b) pasta com antiespumante após
mistura. ....................................................................................Erro! Indicador não definido.
Figura 5.22 - Curvas de viscosidade plástica em função da concentração do aditivo
dispersante. ..............................................................................Erro! Indicador não definido.
Figura 5.23 - Curvas de limite de escoamento em função da concentração do aditivo
dispersante. ..............................................................................Erro! Indicador não definido.
Figura 5.24 – Adsorção do dispersante na superfície da partícula do cimento (NELSON,
1990). ......................................................................................Erro! Indicador não definido.

Figura 5.25 - Curva de gel inicial em função da concentração do aditivo dispersante.Erro! Indicador não definido.
Figura 5.26 - Curva de gel final em função da concentração do aditivo dispersante.Erro! Indicador não definido.
Figura 5.27 - Curva de tempo de espessamento em função da concentração do aditivo
retardador.................................................................................Erro! Indicador não definido.
Figura 5.28 - Curva de tempo de espessamento em função da concentração do aditivo
retardador.................................................................................Erro! Indicador não definido.
LISTA DE TABELAS
Tabela 2.1 - Composição química do cimento Portland. ....................................................... 33
Tabela 2.2 - Classificação e características do cimento API/ASTM. ..................................... 38
Tabela 2.3 - Composição química dos cimentos API. ........................................................... 39
Tabela 2.4 – Propriedades físicas dos vários tipos de cimento API. ...................................... 40
Tabela 2.5 – Requisitos físicos dos cimentos Classe G e Especial estabelecido pela NBR –
9831. .................................................................................................................................... 40
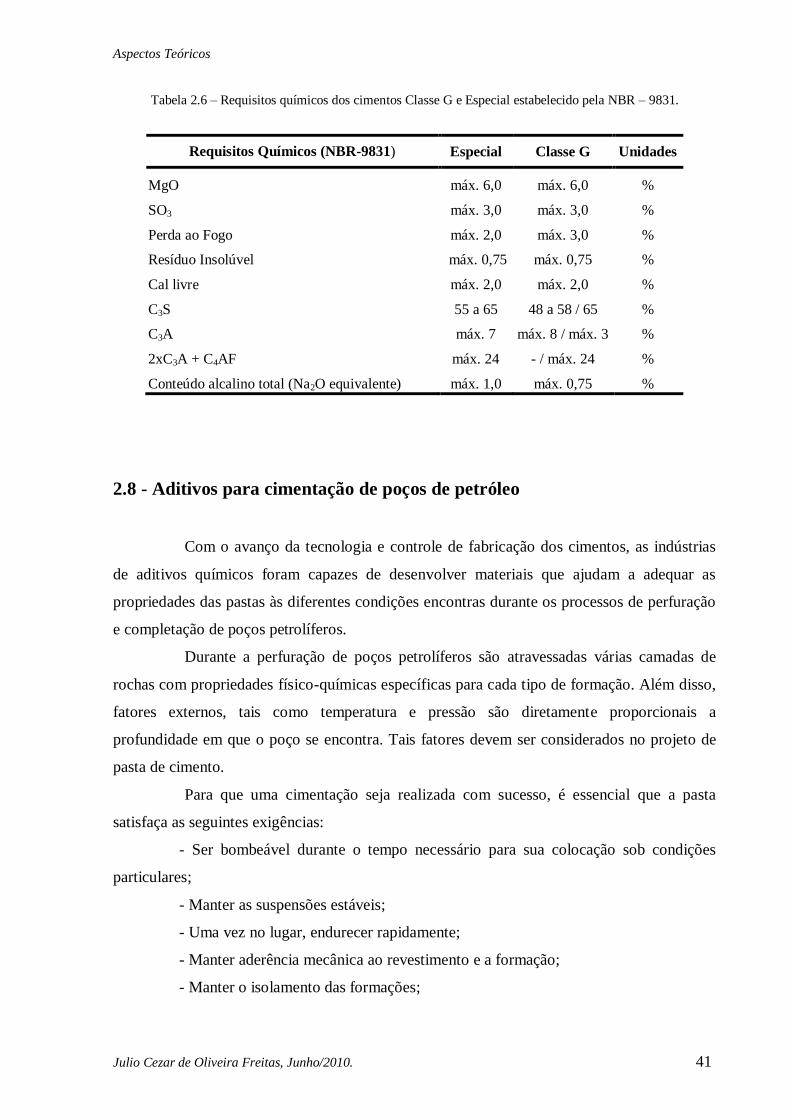
Tabela 2.6 – Requisitos químicos dos cimentos Classe G e Especial estabelecido pela NBR –
9831. .................................................................................................................................... 41
Tabela 2.7 – Sumário dos aditivos químicos utilizados em cimentações de poços petrolíferos
(Smith, 1990). ...................................................................................................................... 44
Tabela 2.8 - Substâncias químicas utilizadas como retardadores de pega (GARCIA 2007) ... 57
Tabela 4.1 – Classificação e propriedades dos aditivos utilizados na preparação das pastas.Erro! Indicador não definido.
Tabela 4.2 - Ensaios físicos para o cimento Portland classe Especial (CIMESA, 2010).Erro! Indicador não definido.
Tabela 4.3 - Ensaios químicos para o cimento Portland classe Eespecial (CIMESA, 2010).Erro! Indicador não definido.
Tabela 5.1 - Composição da pasta de cimento ..........................Erro! Indicador não definido.
Tabela 5.2 - Resultados das propriedades reológicas, água livre, filtrado e resistência a
compressão ..............................................................................Erro! Indicador não definido.
Tabela 5.3 - Resultados de bombeabilidade e espessamento .....Erro! Indicador não definido.
1 Capítulo 1
2 Introdução
Introdução
Julio Cezar de Oliveira Freitas, Junho/2010. 14
1. Introdução
A cimentação, primária ou secundária, de poços de petróleo tem como função
básica garantir a estabilidade mecânica e o isolamento zonal de um poço durante toda vida útil
do mesmo. Nas operações de cimentação de poços petrolíferos são utilizados cimentos que a
API (American Petroleum Institute) classificou pelas letras de A a J. A diferença entre essas
classes está diretamente relacionada com a composição química do clínquer, que deve estar
adequada às condições de uso, pela distribuição relativa das fases, profundidade e a
temperatura dos poços (NELSON, 1990; THOMAS, 2004).
Um novo tipo de cimento, denominado Portland CPP-Classe Especial, é
comumente empregado em cimentações de poços onshore na região Nordeste do Brasil por
possuir requisitos físicos e químicos estabelecidos pela Norma Brasileira ABNT NBR 9831.
As padronizações dos processos de fabricação e composição química do cimento distinguem-
se quanto à faixa de aplicação (temperatura e pressão) para utilização em poços (GOUVÊA,
1994).
Denomina-se cimentação primária a operação realizada logo após a descida de
cada coluna de revestimento no poço recém aberto para produção de hidrocarbonetos. Seu
objetivo é promover aderência mecânica ao revestimento e à formação ou rocha base, onde o
poço foi perfurado. Este trecho cimentado, após adquirir resistência à compressão, restringe o
movimento de fluidos entre as diferentes formações atravessadas pelo poço, promovendo o
suporte mecânico do revestimento e dos demais equipamentos responsáveis pela retirada dos
hidrocarbonetos das rochas produtoras de petróleo (THOMAS, 2004).
A qualidade da cimentação primaria é de fundamental importância para o ciclo de
vida de um poço, razão pela qual qualquer deficiência no isolamento requer operações de
correção desta cimentação, representando custos adicionais em sua construção. Para que a
pasta de cimento atenda aos requisitos, é necessário que alguns cuidados no projeto de
execução de uma pasta sejam tomados. Os fatores que influenciam a cimentação devem ser
levados em consideração para a obtenção de uma pasta de cimento com composição
adequada. Na grande maioria dos casos, é necessária a adição de produtos químicos ao
cimento para modificar suas propriedades, conforme as condições do poço ou operação e,
assim, obter pastas que possam se deslocar no interior do revestimento promovendo um bom
deslocamento até a zona de interesse.
Introdução
Julio Cezar de Oliveira Freitas, Junho/2010. 15
Os custos de uma cimentação primária estão diretamente associados aos tipos de
aditivos químicos utilizados para preparação da pasta e suas quantidades. Apesar da variedade
de aditivos disponíveis, líquidos ou sólidos, seu desenvolvimento e fornecimento são feitos
quase que exclusivamente por companhias de serviço do setor de petróleo.
A ampla utilização do cimento Portland permitiu adquirir o conhecimento e a
experiência de campo necessária ao desenvolvimento de aditivos químicos que possibilitam
sua plena adequação às mais variadas condições de poço, incluindo parâmetros reológicos
(limite de escoamento, viscosidade plástica e força gel), tempo de bombeamento, volume de
água livre, controle do volume de filtrado e resistência à compressão. Em operações
convencionais de cimentação primária ou de squeeze, normalmente utilizam-se quatro tipos
de aditivos (antiespumante, dispersante, retardador de pega e controlador de filtrado). O
principal aditivo é o controlador de filtrado, que reduz a perda de filtrado da pasta para
formações com alta permeabilidade, o que ocasiona desidratação parcial e desenvolvimento
prematuro de resistência compressiva. Juntamente com esse aditivo, são utilizados agentes
dispersantes, para que a pasta tenha viscosidade controlada e possa fluir para o interior de
pequenas aberturas na formação. Em poços rasos, a pasta pode ser projetada para tempos de
bombeamento razoavelmente curtos (2h), necessitando-se o uso de aceleradores. Estes são
freqüentemente usados para compensar o retardo causado por dispersantes e controladores de
filtrado. Outras operações podem requerer, ainda, tempos de bombeamento mais longos (6 h),
necessitando-se a utilização de retardadores.
Um dos aditivos mais onerosos no custo de uma pasta de cimento é o controlador
de filtrado. Sua principal função é controlar a desidratação da água presente na pasta de
cimento para a formação porosa, evitando um possível dano a formação e/ou pega prematura
do cimento. Combinado a um dispersante, o controlador de filtrado pode melhorar sua
eficiência (CREMA, 1989).
Novas tecnologias em produtos químicos e a modernização dos procedimentos de
análise e durabilidade de concretos, têm estabelecido novos padrões tecnológicos para o setor
da construção civil, resultando na utilização de aditivos químicos, otimizando as propriedades
de seus materiais construtivos, incluindo aumento de plasticidade e resistência mecânica, além
da redução considerável do fator água-cimento, reduzindo custos e proporcionando ampla
empregabilidade de materiais cimentantes. Os aditivos são, em geral, empregados como
plastificantes e redutores de água, aumentando a trabalhabilidade ou a resistência mecânica,
através da redução do fator água cimento. A redução de água, proporcionada aos concretos
pelo uso de aditivos, aumenta a resistência à compressão e à flexão, ao mesmo tempo em que
Introdução
Julio Cezar de Oliveira Freitas, Junho/2010. 16
reduz a ocorrência de trincas e poros. Esses aditivos podem ser associados a outros materiais,
tais como hidroxietilcelulose, naftalenos, melaninas e aceleradores, sem alterar suas
propriedades químicas. A maioria desses aditivos consiste em polímeros orgânicos complexos
compatíveis aos aditivos já existentes a base de sal polinafataleno sulfato de sódio,
poliaquiloamidas e poliacrilamidas, entre outros. Como resultado, obtêm-se pastas com
desempenho superior às pastas não-aditivadas. A otimização das propriedades desses sistemas
para aplicação na construção civil vem ganhando destaque nos últimos anos. Produtos como
plastificantes e superplastificantes a base de policarboxilato proporcionam, ainda, maior
fluidez e coesão dos grãos de cimento, além de melhorar a dispersão em relação às pastas sem
aditivos. Maiores resistências à compressão inicial e melhor impermeabilidade são
normalmente obtidas. Os lignosulfonatos empregados atualmente melhoram a
deformabilidade do cimento quando submetido a compactação, reduzindo a floculação
provocada pelas forças de atração entre as partículas de cimento. Desta forma, eles reduzem o
coeficiente de atrito dinâmico entre a fase líquida e os materiais sólidos em suspensão. Essa
redução está diretamente ligada à tensão superficial da água, fazendo com que as moléculas
de água aumentem sua superfície de contato (maior molhabilidade), proporcionando maior
fluidez ao cimento. Em pastas de cimento destinadas à cimentação de poços, a maior fluidez
resultante do mecanismo de atuação dos policarboxilatos pode ser comparada à ação dos
dispersantes normalmente empregados por companhias de serviço.
Dentro deste contexto, este trabalho tem como objetivo geral estudar a formulação
de pastas de cimento contendo aditivos químicos utilizados na construção civil utilizando
como aglomerante hidráulico o cimento Portland CPP-Classe Especial. Foi avaliado o
comportamento individual e sistêmico desses aditivos através de ensaios laboratoriais
normatizados pela API RP 10B.

3 Capítulo 2
4 Aspectos Teóricos
Aspectos Teóricos
Julio Cezar de Oliveira Freitas, Junho/2010. 18
2. Aspectos teóricos fundamentais
2.1 - Cimentação de poços de petróleo
2.1.1- Histórico
5 O primeiro poço de petróleo foi perfurado em 1859, na era moderna, mas só no
ano de 1903 é que foi cimentado o primeiro poço, no Campo Lompoc na Califórnia. Nessa
primeira operação de cimentação, foi bombeado um total de cinqüenta sacos de cimento com
objetivo de evitar o influxo de água da formação para o poço. Na ocasião esperava- se vinte e
oito dias para o endurecimento do cimento.
6 Em 1910, Almond Perkins desenvolveu uma patente que consistia na realização
de uma operação de cimentação com dois tampões, isto é, a pasta era bombeada para o poço,
com tampões metálicos a frente e atrás desta, para evitar a sua contaminação durante seu
deslocamento por água ou fluido de perfuração.
Depois de algum tempo trabalhando com Perkins, em 1919, Erle Halliburton parte
para o “MidContinent”, onde fundou sua própria empresa, Halliburton Cementing Co., que se
tornou, por sua vez, a maior empresa desta especialidade. Em 1922, Halliburton patenteou o
misturador com jatos “jet mixer” automatizando a mistura de pasta, ampliando as
possibilidades operacionais, fazendo com que a prática de cimentar os revestimentos fosse
adotada pela maioria das companhias. Nesta época aguardava-se de 7 a 28 dias para o
endurecimento do cimento (HALLIBURTON, 1998).
A partir de 1923, fabricantes americanos e europeus de cimento passaram a
fabricar cimentos especiais para a indústria de petróleo, com alta resistência inicial. Com o
advento dos aditivos químicos, o tempo de pega foi sendo paulatinamente reduzido (72 horas
até 1946; 24 a 36 horas a partir de 1946) e outras propriedades da pasta de cimento foram
controladas.
Em 1930 os poços eram cimentados com sacos de cimento, poucos aditivos eram
utilizados. Em 1940, existiam dois tipos de cimentos e três aditivos foram desenvolvidos.
Após 25 anos foram criados 8 classes de cimento API e 38 aditivos foram postos no mercado.
Em 1985, embora o número de classes de cimento API tenha sido reduzido para quatro, o
Aspectos Teóricos
Julio Cezar de Oliveira Freitas, Junho/2010. 19
número de aditivos aumentou para 50. Atualmente, existem mais de 100 tipos adit ivos sólidos
ou líquidos disponíveis nas companhias de serviço.
Figura 2.1 Cimentação nos anos de 1920 (SMITH, 1990)
2.1.2 - Definição
A cimentação é uma das operações mais importantes realizadas em um poço de
petróleo. Ocorre após o término da perfuração com o objetivo de compor a vedação entre as
zonas permeáveis ou até mesmo em um único intervalo permeável, impedindo a
intercomunicação de fluidos da formação que ficam por trás do revestimento, bem como
propiciar suporte à coluna de revestimento (OLIVEIRA, 2004; VLACHOU, 1997). Existem
dois tipos de cimentação: a primária e a secundária.
2.2 - Cimentação primária
A cimentação primária é de grande importância para a construção de qualquer
poço de petróleo, pois uma cimentação mal elaborada reduz o ciclo de vida do poço e implica
em custos adicionais em sua construção. Este tipo de cimentação é aquela realizada após a
descida de cada coluna de revestimento, e sua qualidade é avaliada, geralmente, por meio de
Aspectos Teóricos
Julio Cezar de Oliveira Freitas, Junho/2010. 20
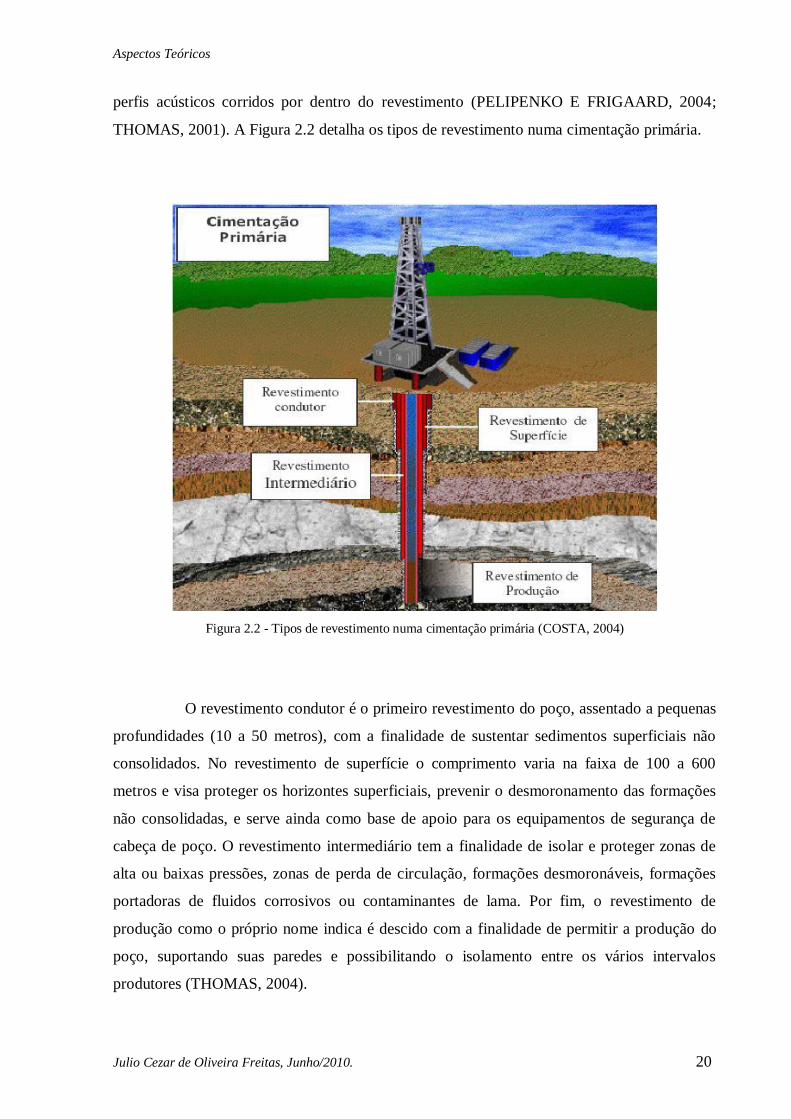
perfis acústicos corridos por dentro do revestimento (PELIPENKO E FRIGAARD, 2004;
THOMAS, 2001). A Figura 2.2 detalha os tipos de revestimento numa cimentação primária.
Figura 2.2 - Tipos de revestimento numa cimentação primária (COSTA, 2004)
O revestimento condutor é o primeiro revestimento do poço, assentado a pequenas
profundidades (10 a 50 metros), com a finalidade de sustentar sedimentos superficiais não
consolidados. No revestimento de superfície o comprimento varia na faixa de 100 a 600
metros e visa proteger os horizontes superficiais, prevenir o desmoronamento das formações
não consolidadas, e serve ainda como base de apoio para os equipamentos de segurança de
cabeça de poço. O revestimento intermediário tem a finalidade de isolar e proteger zonas de
alta ou baixas pressões, zonas de perda de circulação, formações desmoronáveis, formações
portadoras de fluidos corrosivos ou contaminantes de lama. Por fim, o revestimento de
produção como o próprio nome indica é descido com a finalidade de permitir a produção do
poço, suportando suas paredes e possibilitando o isolamento entre os vários intervalos
produtores (THOMAS, 2004).
Aspectos Teóricos
Julio Cezar de Oliveira Freitas, Junho/2010. 21
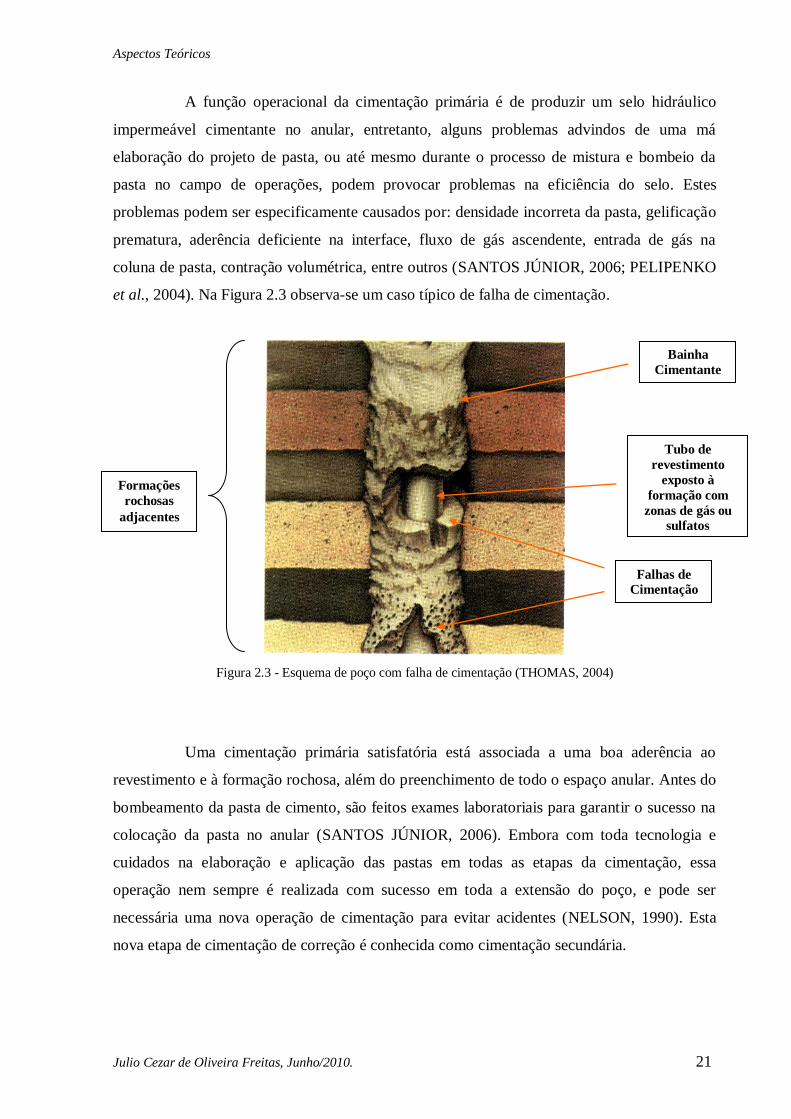
A função operacional da cimentação primária é de produzir um selo hidráulico
impermeável cimentante no anular, entretanto, alguns problemas advindos de uma má
elaboração do projeto de pasta, ou até mesmo durante o processo de mistura e bombeio da
pasta no campo de operações, podem provocar problemas na eficiência do selo. Estes
problemas podem ser especificamente causados por: densidade incorreta da pasta, gelificação
prematura, aderência deficiente na interface, fluxo de gás ascendente, entrada de gás na
coluna de pasta, contração volumétrica, entre outros (SANTOS JÚNIOR, 2006; PELIPENKO
et al., 2004). Na Figura 2.3 observa-se um caso típico de falha de cimentação.
Figura 2.3 - Esquema de poço com falha de cimentação (THOMAS, 2004)
Uma cimentação primária satisfatória está associada a uma boa aderência ao
revestimento e à formação rochosa, além do preenchimento de todo o espaço anular. Antes do
bombeamento da pasta de cimento, são feitos exames laboratoriais para garantir o sucesso na
colocação da pasta no anular (SANTOS JÚNIOR, 2006). Embora com toda tecnologia e
cuidados na elaboração e aplicação das pastas em todas as etapas da cimentação, essa
operação nem sempre é realizada com sucesso em toda a extensão do poço, e pode ser
necessária uma nova operação de cimentação para evitar acidentes (NELSON, 1990). Esta
nova etapa de cimentação de correção é conhecida como cimentação secundária.
Formações
rochosas
adjacentes
Bainha
Cimentante
Tubo de
revestimento
exposto à
formação com
zonas de gás ou
sulfatos
Falhas de
Cimentação
Aspectos Teóricos
Julio Cezar de Oliveira Freitas, Junho/2010. 22
2.3 - Cimentação secundária
Define-se cimentação secundária como toda cimentação realizada visando corrigir
falhas na cimentação primária. Assim sendo, uma cimentação secundária pode ser realizada
para eliminar a entrada de água de uma zona indesejável, reduzir a razão gás∕óleo (RGO),
através do isolamento da zona de gás adjacente a zona de óleo, abandonar zonas depletadas ou
reparar vazamentos na coluna de revestimento.
As cimentações secundárias são classificadas como: tampões de cimento,
recimentação, e compressão de cimento ou Squeeze.
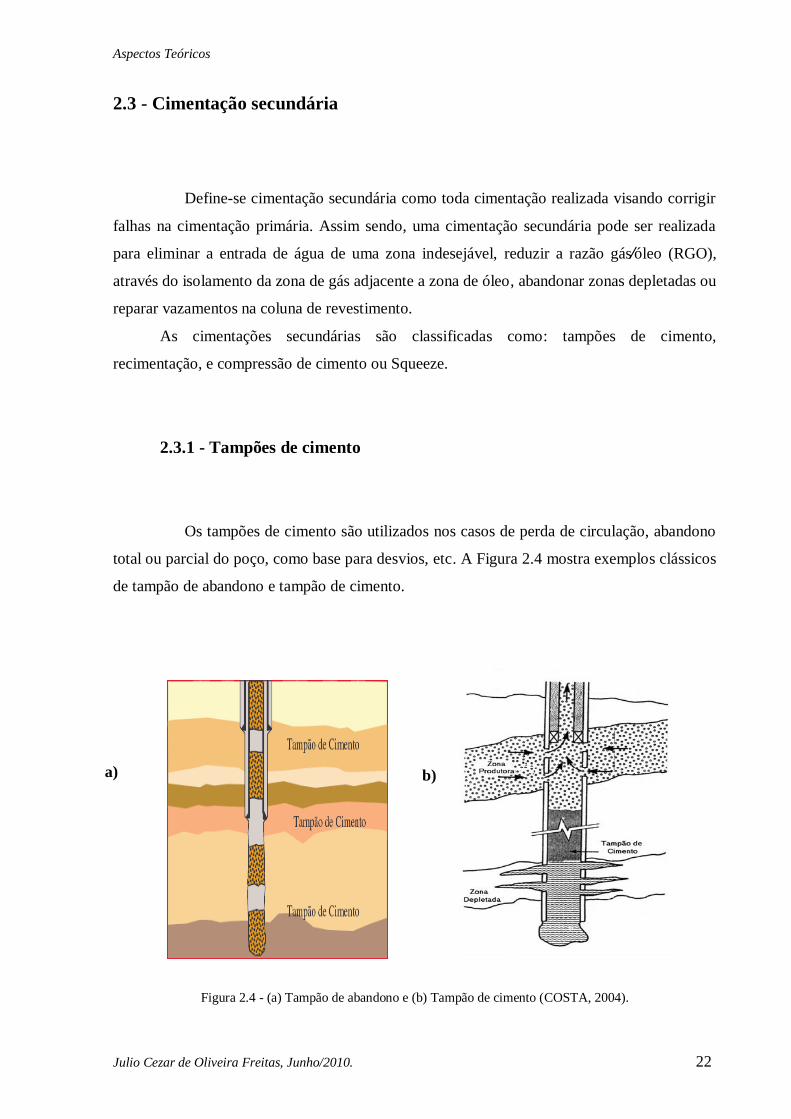
2.3.1 - Tampões de cimento
Os tampões de cimento são utilizados nos casos de perda de circulação, abandono
total ou parcial do poço, como base para desvios, etc. A Figura 2.4 mostra exemplos clássicos
de tampão de abandono e tampão de cimento.
(a) (b)
Figura 2.4 - (a) Tampão de abandono e (b) Tampão de cimento (COSTA, 2004).
a) b)
Aspectos Teóricos
Julio Cezar de Oliveira Freitas, Junho/2010. 23
Produção de água
2.3.2 - Recimentação
É a correção da cimentação primária quando o cimento não alcança a altura
desejada no anular. O revestimento é canhoneado em dois pontos e a recimentação só é
realizada quando se consegue circulação pelo anular, através destes canhoneados. Para
possibilitar a circulação com retorno, a pasta é bombeada através da coluna de perfuração,
dotada de um obturador (packer) para permitir a pressurização necessária para a
movimentação da pasta pelo anular.
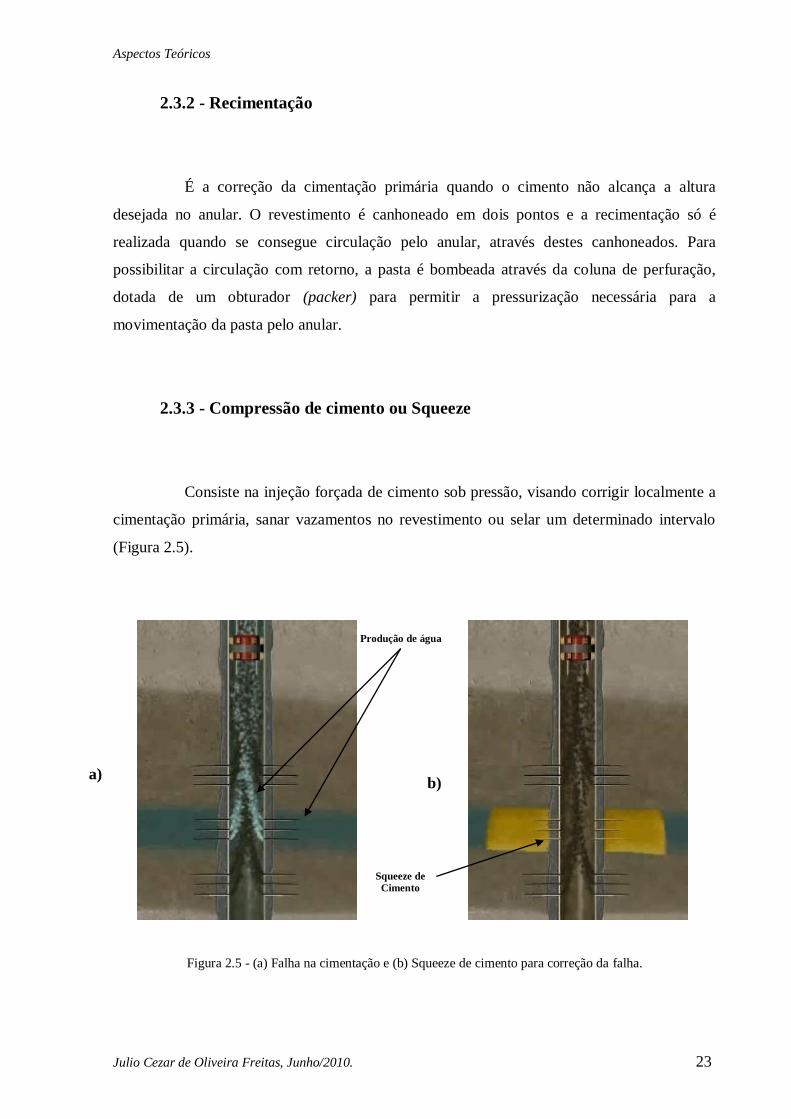
2.3.3 - Compressão de cimento ou Squeeze
Consiste na injeção forçada de cimento sob pressão, visando corrigir localmente a
cimentação primária, sanar vazamentos no revestimento ou selar um determinado intervalo
(Figura 2.5).
Figura 2.5 - (a) Falha na cimentação e (b) Squeeze de cimento para correção da falha.
a) b)
Squeeze de
Cimento
Aspectos Teóricos
Julio Cezar de Oliveira Freitas, Junho/2010. 24
2.4 - Fatores que afetam uma cimentação
Como a cimentação primária consiste no posicionamento de uma pasta cimentante
no anular formado pelo revestimento e as paredes do poço, espera-se que a mesma, após a
pega, proporcione:
Aderência mecânica ao revestimento;
Isolamento das formações;
Proteção do revestimento contra corrosão e cargas dinâmicas decorrentes
de operações no seu interior.
Para que a pasta de cimento atenda aos requisitos mencionados acima, é necessário
que alguns cuidados no projeto e na execução da cimentação primária sejam tomados. Os
fatores listados abaixo são reconhecidamente responsáveis pelas deficiências na capacidade
de um selante, embora essas deficiências não se limitem apenas a estes fatores:
Densidade incorreta da pasta, podendo resultar no desbalanceamento
hidrostático e entrada de fluidos na pasta (pasta pasta);
Fluido de perfuração e reboco com propriedades inadequadas, permitindo o
fluxo de gás ascendente no anular;
Gelificação prematura, resultando na perda do controle da pressão
hidrostática;
Perda de filtrado excessiva, permitindo a entrada do gás na coluna da pasta;
Pastas altamente permeáveis, contribuindo para deficiências no isolamento
hidráulico e resistência ao fluxo de gás;
Contração volumétrica apreciável, devido ao processo de hidratação e
fissuração da bainha de cimento sob tensão, gerando fraturas e
microanulares que permitem a migração de fluidos;
2.5 - Equipamentos de cimentação
Para que seja realizada uma cimentação, são necessários diversos equipamentos,
os quais têm a função de armazenagem do cimento, transporte, preparação dos aditivos,
mistura da pasta e seu deslocamento ao poço.
Aspectos Teóricos
Julio Cezar de Oliveira Freitas, Junho/2010. 25
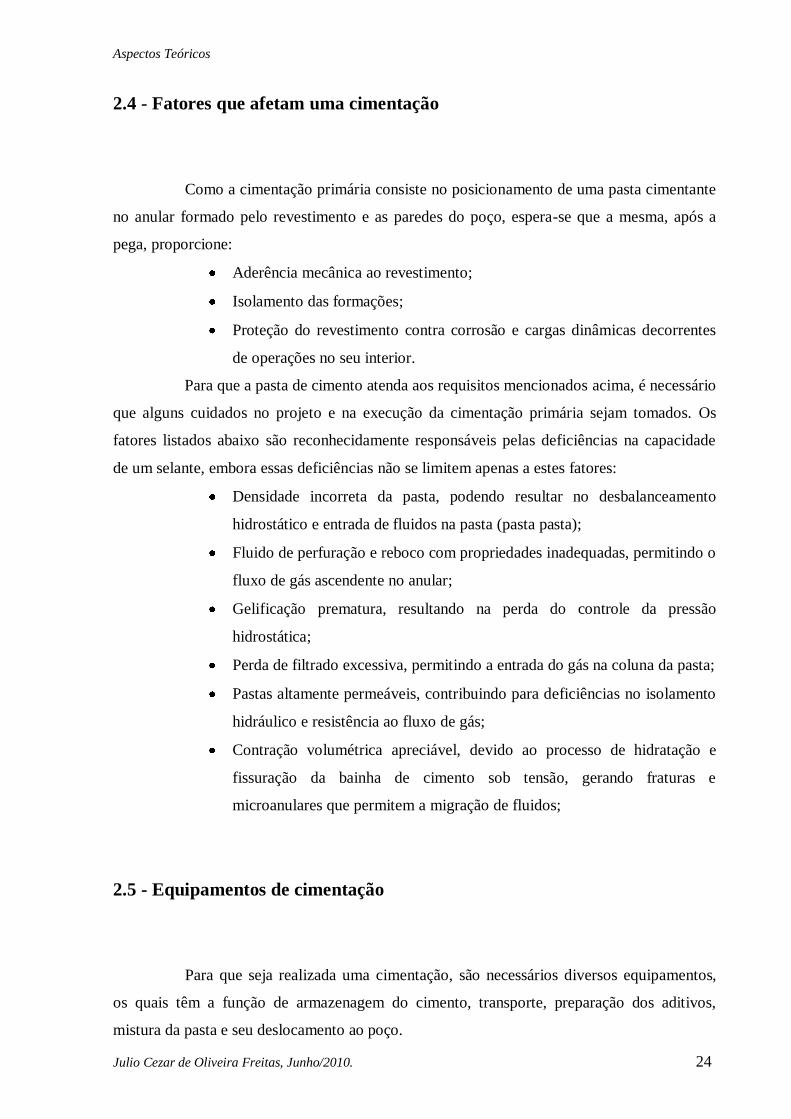
2.5.1 - Silos de cimento
O cimento, em geral, é estocado na base da companhia de cimentação, em grandes
silos, sendo enviado para sonda por meio de carretas apropriadas. Nas plataformas marítimas
são disponíveis silos para armazenamento de cimento e outros materiais a granel. Estes silos
operam a baixa pressão (30 psi), quando da descarga do cimento.
Durante a operação de cimentação, o cimento é transferido gradualmente dos silos
de armazenamento para um silo menor, denominado “Surge tank” ou “Cebolinha”, próximo a
unidade de cimentação (Figura 2.6).
Figura 2.6 - Surge Tank móvel.
2.5.2 - Unidades de cimentação
Uma unidade de cimentação pode ser montada em caminhões, para operações em
terra, como detalha a Figura 2.7, ou sobre “skids”, em sondas marítimas.
Essas unidades são compostas de motores para fornecer energia, tanques para água
e aditivos, bombas “triplex”, bombas centrífugas auxiliares, um sistema de mistura de pasta
na qual a água de mistura (água e aditivos) é bombeada sobre pressão por pequenos orifícios
que fluem em jatos sob um funil por onde chega o cimento, e um tanque de recirculação no
Cebolinha

Aspectos Teóricos
Julio Cezar de Oliveira Freitas, Junho/2010. 26
qual a pasta é preparada e ajustada , permitindo melhor controle de suas propriedades antes de
seu bombeio para o poço.
Figura 2.7 - Unidade de mistura e bombeio.
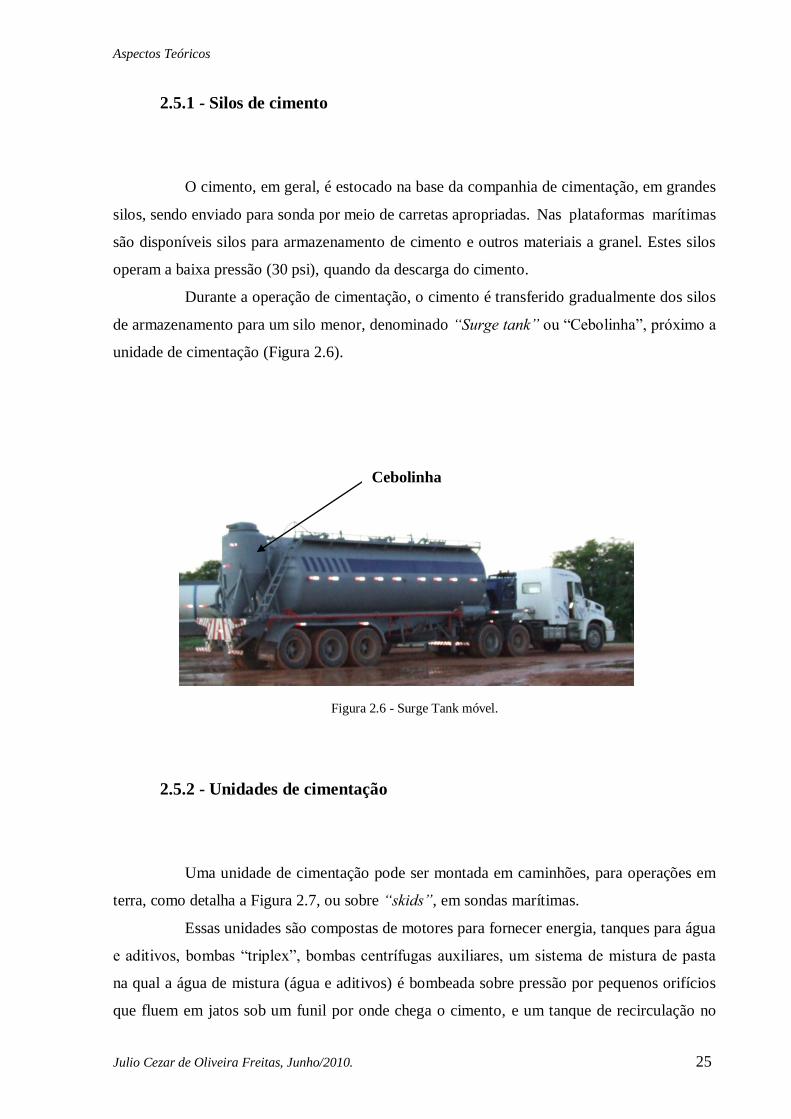
A utilização de um pré-misturador (Figura 2.8) implica em maior confiabilidade
para a mistura da pasta, pois neste a pasta é preparada de uma só vez, obtendo-se o peso e o
volume requeridos. A água de mistura é preparada no tanque pré-misturador e em seguida o
cimento anidro é enviado do “surge tank” (Figura 2.6), através de ar comprimido,
misturando-se com a pasta recirculada. A mistura final é então homogeneizada por meio de
palhetas acionadas eletricamente ou hidraulicamente (Figura 2.9).
Figura 2.8 - Tanques pré-misturadores.
Aspectos Teóricos
Julio Cezar de Oliveira Freitas, Junho/2010. 27
Figura 2.9 - Interior do tanque pré-misturador.
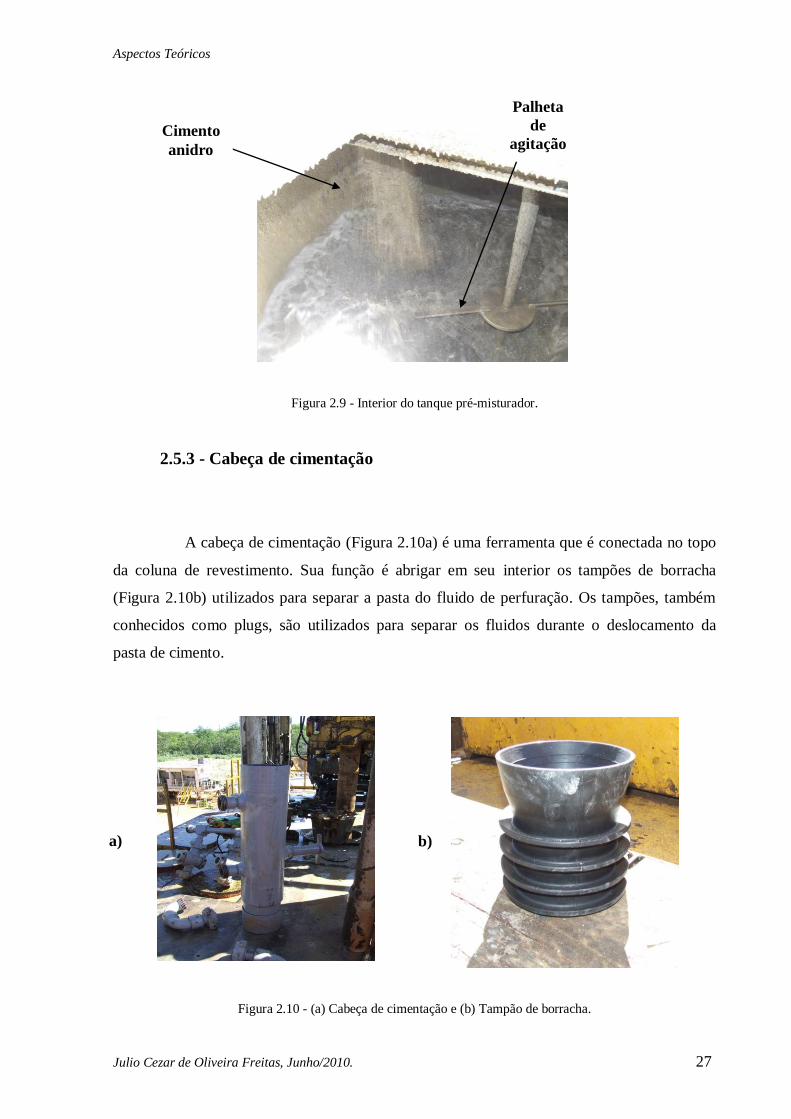
2.5.3 - Cabeça de cimentação
A cabeça de cimentação (Figura 2.10a) é uma ferramenta que é conectada no topo
da coluna de revestimento. Sua função é abrigar em seu interior os tampões de borracha
(Figura 2.10b) utilizados para separar a pasta do fluido de perfuração. Os tampões, também
conhecidos como plugs, são utilizados para separar os fluidos durante o deslocamento da
pasta de cimento.
Figura 2.10 - (a) Cabeça de cimentação e (b) Tampão de borracha.
Cimento
anidro
Palheta
de
agitação
a) b)
Aspectos Teóricos
Julio Cezar de Oliveira Freitas, Junho/2010. 28
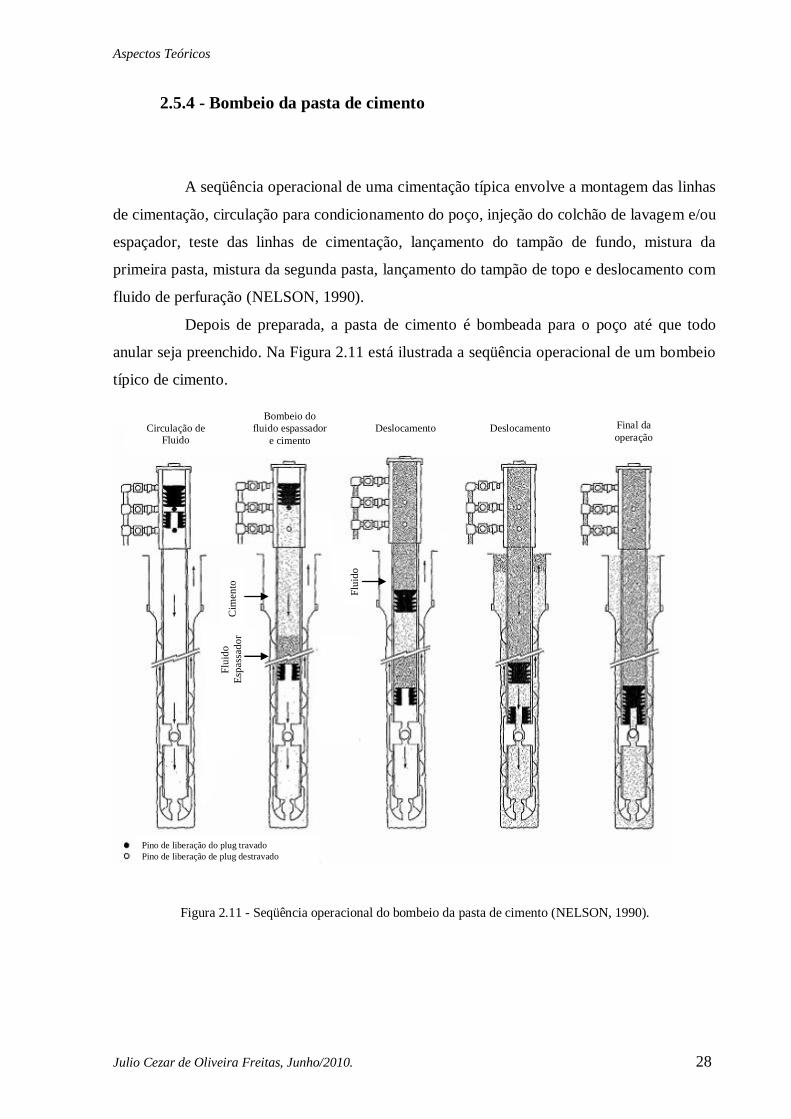
2.5.4 - Bombeio da pasta de cimento
A seqüência operacional de uma cimentação típica envolve a montagem das linhas
de cimentação, circulação para condicionamento do poço, injeção do colchão de lavagem e/ou
espaçador, teste das linhas de cimentação, lançamento do tampão de fundo, mistura da
primeira pasta, mistura da segunda pasta, lançamento do tampão de topo e deslocamento com
fluido de perfuração (NELSON, 1990).
Depois de preparada, a pasta de cimento é bombeada para o poço até que todo
anular seja preenchido. Na Figura 2.11 está ilustrada a seqüência operacional de um bombeio
típico de cimento.
Figura 2.11 - Seqüência operacional do bombeio da pasta de cimento (NELSON, 1990).
Bombeio do
fluido espassador
e cimento
Circulação de Fluido
Deslocamento Deslocamento Final da
operação
Flu
ido
Esp
assa
do
r C
imen
to
Flu
ido
Pino de liberação do plug travado
Pino de liberação de plug destravado
Aspectos Teóricos
Julio Cezar de Oliveira Freitas, Junho/2010. 29
2.6 - Avaliação da cimentação e perfilagem
A avaliação da cimentação é realizada durante a etapa de completação do poço e
tem como objetivo checar se o espaço anular foi completamente preenchido por cimento além
de verificar a aderência do cimento à formação e ao tubo de revestimento.
Existem diversos métodos para a avaliação da qualidade de uma cimentação.
Dentre os principais, encontram-se os testes hidráulicos, os testes de pressão com diferencial
positivo ou negativo, os perfis de temperatura, os traçadores radioativos e os perfis sônicos
(CBL/VDL) e ultra-sônicos. A escolha do método de avaliação depende dos objetivos de cada
trabalho. O perfil sônico é o método mais utilizado e permite efetivamente avaliar a qualidade
da cimentação e a possibilidade de migração de fluidos.
2.6.1 – Perfis sônicos
A ferramenta usada na obtenção do perfil sônico, conforme já foi mencionada,
CBL/VDL, é composta basicamente por um transmissor, dois receptores acústicos com
transdutores, um cabo condutor e um aparelho de medição (unidade de processamento). Os
receptores ficam localizados normalmente um a 3 pés (0,915 m) e outro a 5 pés (1,525 m) do
transmissor. O conjunto também requer um número adequado de centralizadores, de forma
que a seção que contém o transmissor e receptores permaneça perfeitamente centralizada no
revestimento durante a perfilagem. O transmissor recebe pelo cabo condutor a energia elétrica
e a converte em energia mecânica, emitindo repetidamente pulsos curtos de energia acústica
(10 a 60 pulsos por segundo) com duração de cerca de 50 microsegundos cada. A freqüência
de cada pulso é de 20 kHz para ferramentas de grandes diâmetros (acima de 3” = 76,2 mm) ou
de 30 kHz para ferramentas de diâmetros menores (abaixo de 2” = 50,8 mm). A grande
maioria do sinal acústico chega ao receptor em cerca de 2000 microssegundos (verificar se é
com 1 ou 2 s). O pulso sonoro emitido faz vibrar o meio fluido no qual o transmissor está
imerso, criando uma frente de onda aproximadamente esférica que se propaga em todas as
direções. Quando encontra o revestimento, a energia acústica é refratada segundo a Lei de
Snell, tomando diferentes caminhos até chegar ao receptor. Uma parcela desta energia se
Aspectos Teóricos
Julio Cezar de Oliveira Freitas, Junho/2010. 30
propaga segundo um ângulo de incidência crítico, viajando pelo revestimento. Outra parcela é
refletida e se propaga diretamente pelo fluido no interior do poço, e parte é refratada para
anulá-lo (cimento) e formação.
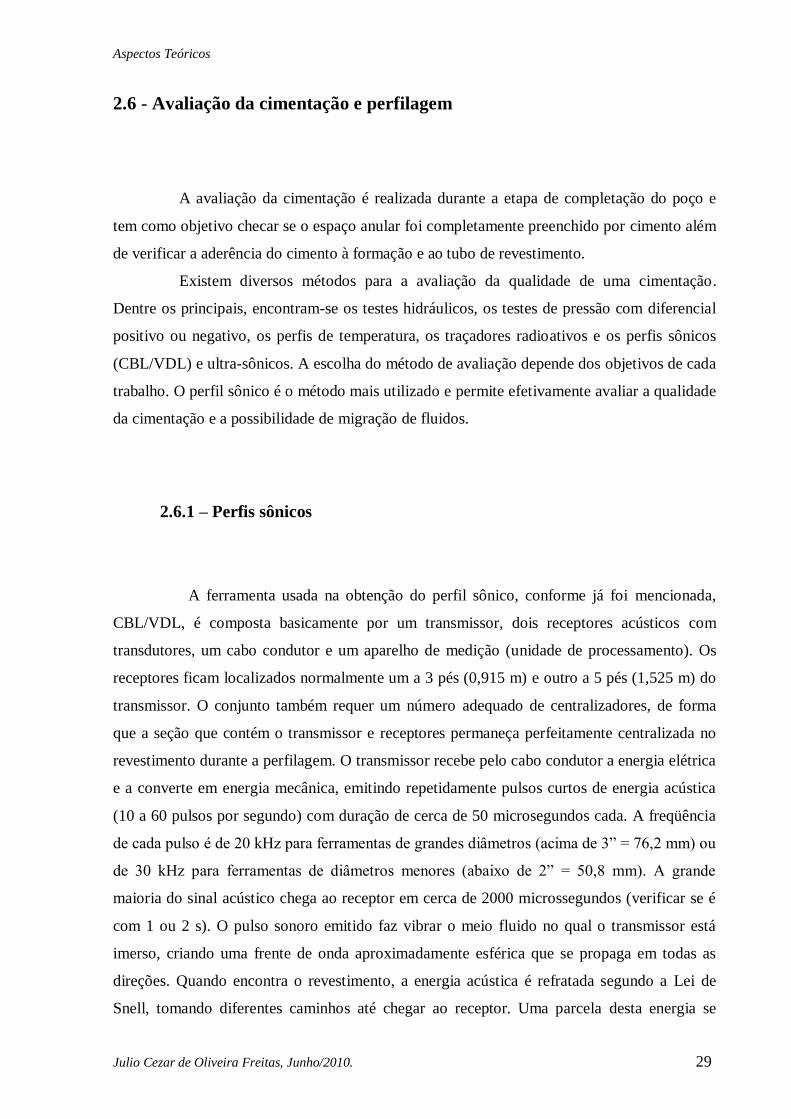
A perfilagem sônica do poço revestido tem como objetivos principais inferir a
existência ou não de intercomunicações entre os intervalos de interesse, analisar o grau de
isolamento entre as zonas de gás, óleo e água, e verificar a aderência do cimento ao
revestimento e à formação. Na Figura 2.12 está detalhado um perfil típico CBL/VDL.
Os picos positivos da onda detectada pelo perfil VDL (densidade variável),
aparecem em escuro, e os negativos, em claro; a cor cinza corresponde à amplitude zero
(Figura 2.12).
Figura 2.12 – Perfil CBL/VDL/GR/CCL (THOMAS, 2004).
A boa aderência do cimento-revestimento é detectada pela presença de valores
baixos nas leituras do perfil CBL, enquanto a boa aderência cimento-formação é detectada
pela ausência de sinal de revestimento e presença de sinal de formação no perfil VDL. O
Aspectos Teóricos
Julio Cezar de Oliveira Freitas, Junho/2010. 31
revestimento livre produz altos valores no perfil CBL e um característico padrão de faixas
paralelas, retas, claras e escuras no perfil VDL.
Os perfis GR/CCL, em conjunto com os perfis de poço aberto, são utilizados para
o controle da profundidade nos trabalhos com poço revestido, especialmente nas operações de
canhoneio e assentamento de tampões mecânicos e packers permanentes.
2.6.2 - Canhoneio
O requisito mínimo para que possa haver algum sucesso na completação de um
poço é o estabelecimento de uma comunicação limpa e efetiva entre o poço e a formação.
Dentre as técnicas para a perfuração desse canal de comunicação poço / formação,
a mais comumente utilizada é conhecida como canhoneio. Ela se refere à perfuração do
revestimento, do cimento e da formação através de cargas explosivas.
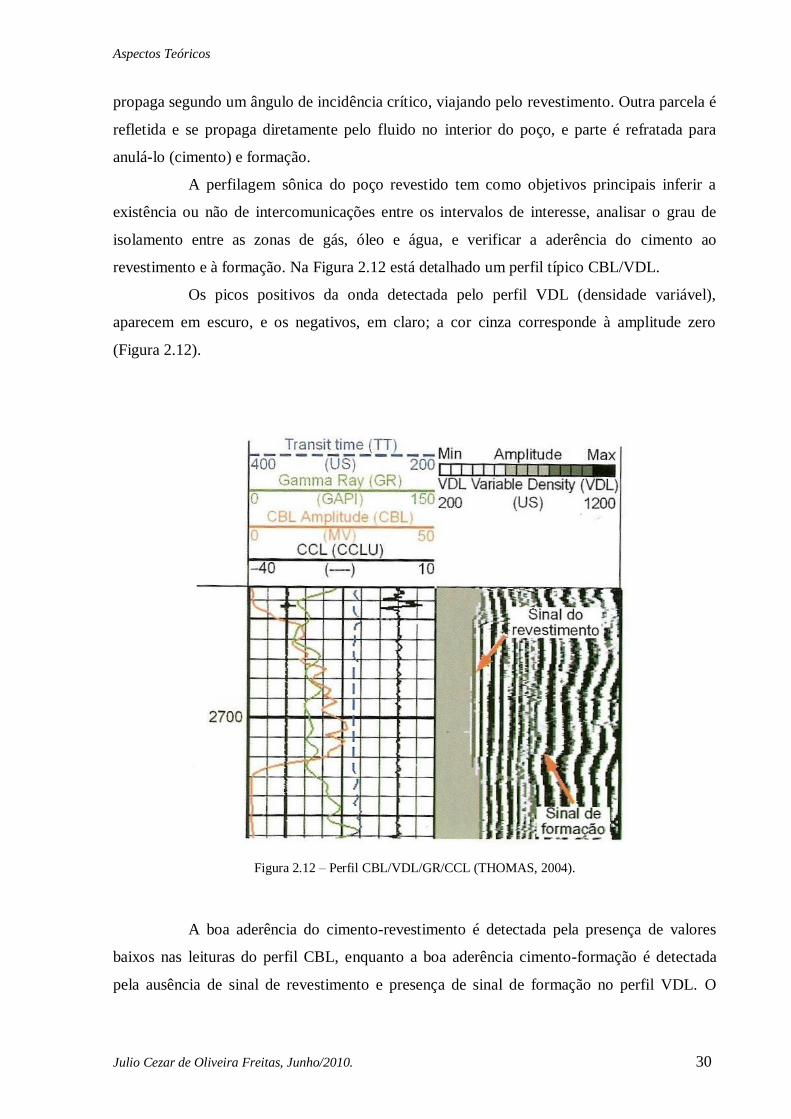
O processo convencional de canhoneio é baseado fundamentalmente no emprego
de cargas explosivas montadas em série em um suporte metálico e introduzidas em uma peça
tubular (também conhecida como canhão), responsável pelo isolamento entre o explosivo e o
poço. O canhão é então descido no poço, tensionado por um cabo elétrico, que por sua vez
conduz um pulso acionador das cargas.
Figura 2.13 – Tipos de Canhoneio (a) Convencional, (b) TCP (Tubing Conveyed Perforator) e (c) Através da
coluna de produção (THOMAS, 2004)
(b) (a) (c)
Aspectos Teóricos
Julio Cezar de Oliveira Freitas, Junho/2010. 32
2.7 - Cimento Portland
2.7.1 - Generalidades
O aglomerante hidráulico mais utilizado para cimentação de poços é o cimento
Portland. As excepcionais qualidades desse material possibilitaram ao homem moderno
promover mudanças expressivas em obras de engenharia, como por exemplo, em cimentação
de poços de petróleo (LIMA, 2007). Apesar de suas qualidades e de seu uso generalizado,
novos desafios têm sido propostos aos pesquisadores da área cimenteira, particularmente, no
que diz respeito ao consumo, utilização e melhoria dos cimentos. (NASCIMENTO, 2006).
2.7.2 - Conceito
Segundo MEHTA (2001), o Cimento Portland é um aglomerante hidráulico
produzido pela moagem do clínquer, que consiste essencialmente de silicatos de cálcio
hidratados, usualmente com uma ou mais formas de sulfato de cálcio como um produto de
adição. Os clínqueres são nódulos de 20 a 25 mm de diâmetro de um material sinterizado,
produzido quando uma mistura de matérias-primas de composição pré-determinada é
aquecida a altas temperaturas.
A API (American Petroleum Institute) define cimento como aglomerante
hidráulico obtido pela moagem de clínquer Portland com adição, durante a moagem, de
pequena quantidade de sulfato de cálcio (gesso) para regular o tempo do início de hidratação
dos componentes (tempo inicial de pega).
O processo de fabricação do cimento Portland pode ser resumido nas seguintes
operações: mineração e britagem do calcário; preparo e dosagem da mistura crua;
homogeneização da mistura; clinquerização, resfriamento e moagem de cimento. Do ponto de
vista químico, os pós podem ser considerados como misturas de óxidos de cálcio (CaO),
alumínio (Al2O3), silício (SiO2), magnésio (MgO), ferro (Fe2O3), potássio (K2O) e sódio
(Na2O).
Aspectos Teóricos
Julio Cezar de Oliveira Freitas, Junho/2010. 33
Durante o aquecimento, a temperaturas entre 1450 °C e 1650 °C, estes óxidos se
combinam em proporções convenientemente dosadas e homogeneizadas para formar silicatos
de cálcio e aluminatos, os quais são comumente referenciados como clínquer. Posteriormente,
o clínquer é resfriado e moído com a adição de pequenas quantidades de gesso (CaSO4) para
retardar o processo de pega prematura do cimento. O produto final pode reagir com a água
para formar um composto hidratado com propriedades cimentantes (TAYLOR, 1998;
HEWLETT, 2001).
2.7.3 - Composição química
Dos quatro óxidos principais (Tabela 2.1), designados na química do cimento pelas
letras C, S, A e F, respectivamente, derivam os compostos principais constituintes do clínquer
e que determinam as propriedades do cimento, conhecidas como: silicato tricálcico (C3S),
silicato dicálcico (C2S), aluminato tricálcico (C3A) e ferroaluminato tetracálcico (C4AF).
Tabela 2.1 - Composição química do cimento Portland.
Os principais componentes químicos do cimento Portland
Cal (CaO) 60 % a 67 %
Sílica (SiO2) 17 % a 25 %
Alumina (Al2O3) 3 % a 8 %
Óxido de ferro (Fe2O3) 0,5 % a 6 %
Apesar de se saber que o clínquer é constituído principalmente das quatro fases
identificadas, classificadas por C3S, C2S, C3A e C4AF, a cristalização dessas fases é função da
composição e granulometria da mistura de calcário com argila, do tratamento térmico
(condições de clinquerização e resfriamento) e das reações de fusão em fase sólida e líquida.
Igualmente, os clinqueres industriais contém impurezas e elementos secundários tais como:
Al, Fe, Mg, Na, K, Cr, Ti, Mn e P sob a forma de soluções sólidas. Além disso,
freqüentemente, aparecem três outros compostos com alto teor de cal ou com problemas no
Aspectos Teóricos
Julio Cezar de Oliveira Freitas, Junho/2010. 34
processo de fabricação e sulfatos alcalinos, sendo estes originados de compostos de enxofre
presentes, parte nas argilas, parte no combustível do forno rotativo.
Os compostos do clínquer (THOMAS, 2004; TAYLOR, 1997; NELSON, 1990),
são descritos a seguir:
a) Silicato tricálcico (alita)
O silicato tricálcico (Ca3SiO5, C3S ou alita) apresenta forma hexagonal quando
observado em microscópio. O C3S é o principal componente da maioria dos clínqueres de
cimento Portland e pode formar compostos sólidos com Al, Fe, Mg, Na, K, Cr, Ti, e Mn,
tendo esses ou alguns desses elementos na forma de óxido, em até 3% de sua composição.
Todavia, durante o resfriamento do clínquer, pode se decompor em C2S e cal livre, a qual
torna o clínquer defeituoso e, conseqüentemente, gera cimento com desempenho inferior. A
alita é a principal responsável pelas propriedades hidráulicas e mecânicas do cimento, pois
reage rapidamente com a água provocando uma imediata liberação de calor e elevada
resistência inicial (1 a 28 dias). Sua hidratação começa em poucas horas e desprende
quantidade de calor inferior ao C3A. Cimentos de alta resistência inicial geralmente têm maior
percentual deste componente. O tempo decorrido entre o início e o fim da pega é de poucas
horas.
b) Silicato dicálcico (belita)
O silicato dicálcico (Ca2SiO4, C2S ou belita) apresenta, mais freqüentemente, uma
forma arredondada quando observado no microscópio óptico. Pode, ainda, aparecer sob forma
de reentrâncias e saliências que se assemelham a dedos, quando é chamado de C2S digitado.
A belita reage lentamente com a água e desprende menor calor de hidratação que o
C3S, apresentando inicialmente baixa resistência mecânica. Mas contribui decisivamente, em
longo prazo, para o aumento da resistência final do cimento.
Aspectos Teóricos
Julio Cezar de Oliveira Freitas, Junho/2010. 35
c) Aluminato tricálcico (celita)
Aluminato tricálcico (Ca3Al2O3, C3A ou celita) apresenta-se, em geral, como um
cimento vítreo junto com o C4AF no clínquer. Este cimento é denominado fase intersticial do
clínquer. Quando se apresenta cristalizado, devido a um resfriamento lento do clínquer, ao
sair do forno, tem formato cúbico. O C3A forma soluções sólidas com Fe2O3, MgO e álcalis.
Aliás, a presença de álcalis (Na2O) faz com que o C3A se cristalize sob a forma acicular.
O aluminato tricálcico é o principal responsável pela pega do cimento, pois reage
rapidamente com a água e se cristaliza em poucos minutos, conferindo ao cimento,
juntamente com o C3S, a resistência inicial às solicitações mecânicas. A taxa de resfriamento
do clínquer também determina, em parte, a quantidade de C3A disponível para a hidratação.
Quanto mais rápido o clínquer for resfriado, menos C3A estará disponível e mais longa será a
cura.
O C3A é o constituinte do cimento que apresenta o maior calor de hidratação,
(quantidade de calor desenvolvida durante as reações de pega e endurecimento da pasta). O
desenvolvimento das resistências mecânicas do C3A no início da pega, e o tempo de
endurecimento da pasta, dependem do C3A. Todavia, essa dependência resulta em
propriedades indesejáveis ao cimento, como baixa resistência aos sulfatos e variação
volumétrica, com o conseqüente aumento do calor de hidratação. Um cimento de alta
resistência aos sulfatos deve ter menos de 3 % de C3A, para aumentar a resistência aos
sulfatos e evitar a pega prematura nas condições de poço. (MEHTA E MONTEIRO, 2001)
d) Ferro-aluminato tetracálcico (ferrita)
Ferro-aluminato tetracálcico (Ca2AlFeO5, C4AF, ferrita ou brownmillerite)
constitui, juntamente com C3A, a fase intersticial do clínquer. Esta fase não é um composto
definido, mas sim uma solução sólida, variando de C2F a C8A3F.
A ferrita apresenta valor hidráulico baixo e tem pequena participação na
resistência aos esforços mecânicos do cimento. Sua característica principal é a resistência à
corrosão química do cimento. Ela libera baixo calor de hidratação e reage mais lentamente
que o C3A.
Aspectos Teóricos
Julio Cezar de Oliveira Freitas, Junho/2010. 36
e) Cal livre
A presença de cal livre (CaO) é sinal de deficiência de fabricação, formando no
clínquer cristais arredondados associados à alita ou à fase intersticial (C3A + C4AF), a qual
resulta geralmente, da combinação incompleta dos constituintes da matéria-prima do cimento
(calcário e argila), via queima ou dosagem excessiva de cal. Sua presença pode, ainda, estar
associada à decomposição de belita por resfriamento lento do clínquer.
O excesso de cal livre é o fator determinante em cimentos que exibem expansão a
frio, caso seu conteúdo ultrapasse certos limites. Na transformação de cal livre em hidróxido
de cálcio, durante o processo de hidratação, ocorre uma forte expansão, dando lugar a grandes
tensões dentro da pasta. Como essa hidratação é lenta, a expansão só ocorre após o
endurecimento do cimento, provocando sua desintegração.
f) Magnésia
A magnésia (MgO) pode ocorrer nos clínqueres tanto em soluções sólidas, como
em forma cristalina. Quando aparece nos clínqueres em teores acima de 2 %, pode se
cristalizar livremente como periclásico. A magnésia que fica em solução sólida nos compostos
de clínquer não é prejudicial. Entretanto, aquela precipitada como periclásio, tende a se
hidratar ainda mais lentamente que a cal livre ao longo dos anos e, com o aumento de volume,
provoca fortes tensões internas em uma estrutura já consolidada. Um clínquer resfriado
rapidamente faz com que o MgO fique na forma vítrea ou como pequenos cristais que se
hidratam mais rapidamente, com efeitos menos indesejáveis. As desvantagens de MgO se
apresentam quando seu teor está acima de 4 %.
Aspectos Teóricos
Julio Cezar de Oliveira Freitas, Junho/2010. 37
g) Álcalis
Os álcalis (Na2O e K2O) se combinam preferencialmente com o SO3 do
combustível para formar sulfatos. Os sulfatos alcalinos afetam a pega do cimento, acelerando-
a.
2.7.4 - Classificação dos Cimentos
Para a indústria do petróleo, a API classificou os cimentos Portland em classes,
designadas pelas letras de A a J (Tabelas 2.2, 2.3 e 2.4), em função da composição química do
clínquer, que deve estar adequada às condições de uso, pela distribuição relativa das fases e,
também, adequada a profundidade e a temperatura dos poços (NELSON, 1990; THOMAS,
2004).
Classe A – corresponde ao cimento Portland comum, usado em poços de até 830 m de
profundidade. Atualmente o uso deste está restrito a cimentação de revestimentos de
superfície (em profundidades inferiores a 830 m);
Classe B – para poços de até 1.830 m, quando é requerida moderada resistência aos
sulfatos;
Classe C – também para poços de 1.830 m, quando é requerida alta resistência inicial;
Classe D - Para uso em poços de até 3.050 m, sob condições de temperatura
moderadamente elevadas e altas pressões;
Classe E – para profundidades entre 1.830 m e 4.270 m, sob condições de elevadas
pressões e temperaturas;
Classe F – para profundidades entre 3.050 m e 4.880 m, sob condições de pressão e
temperatura extremamente altas;
Classe G e H – para utilização sem aditivos até profundidades de 2.440 m. Como têm
composição compatível com aceleradores ou retardadores de pega, estes podem ser
usados em todas as condições dos cimentos classes A até E. As classes G e H são as
mais utilizadas atualmente na indústria do petróleo, inclusive no Brasil;
Aspectos Teóricos
Julio Cezar de Oliveira Freitas, Junho/2010. 38
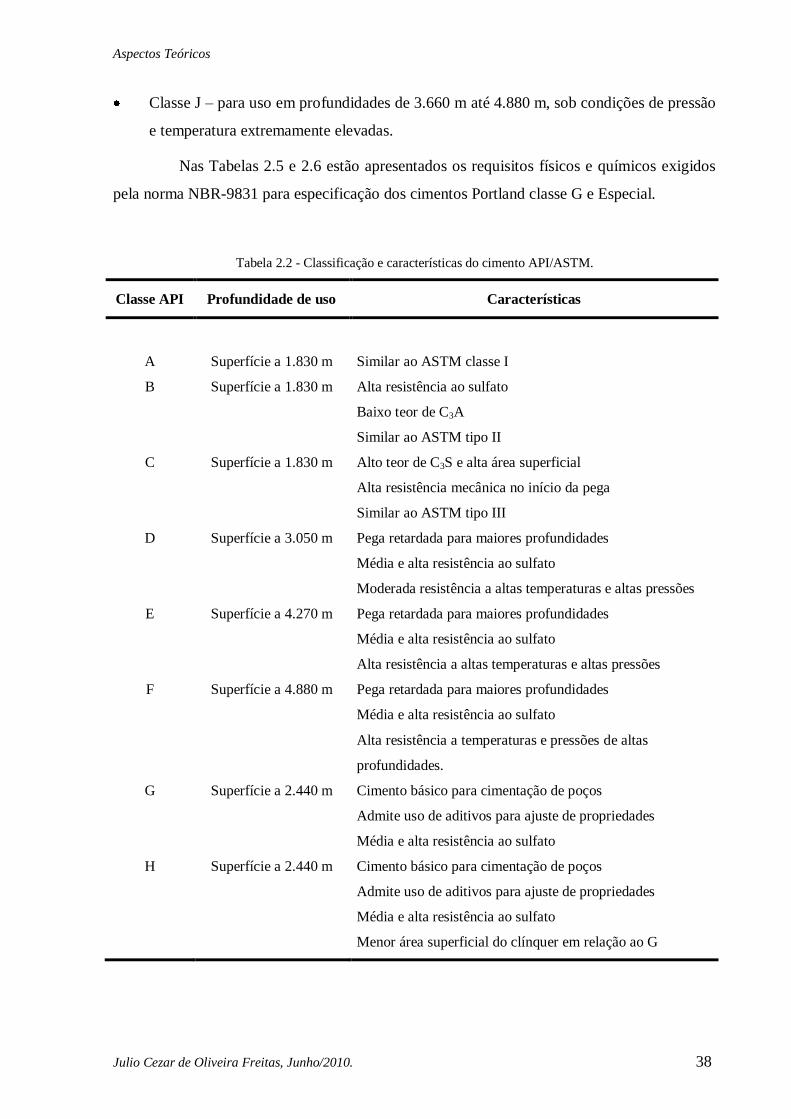
Classe J – para uso em profundidades de 3.660 m até 4.880 m, sob condições de pressão
e temperatura extremamente elevadas.
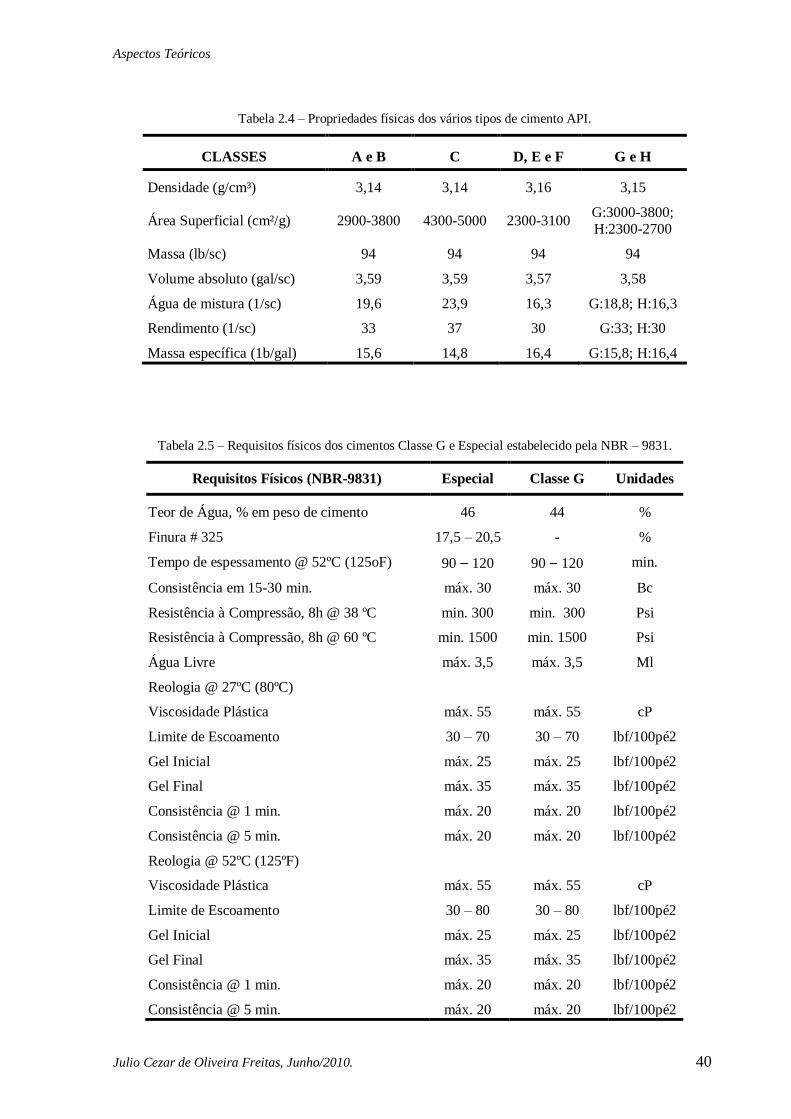
Nas Tabelas 2.5 e 2.6 estão apresentados os requisitos físicos e químicos exigidos
pela norma NBR-9831 para especificação dos cimentos Portland classe G e Especial.
Tabela 2.2 - Classificação e características do cimento API/ASTM.
Classe API Profundidade de uso Características
A Superfície a 1.830 m Similar ao ASTM classe I
B Superfície a 1.830 m Alta resistência ao sulfato
Baixo teor de C3A
Similar ao ASTM tipo II
C Superfície a 1.830 m Alto teor de C3S e alta área superficial
Alta resistência mecânica no início da pega
Similar ao ASTM tipo III
D Superfície a 3.050 m Pega retardada para maiores profundidades
Média e alta resistência ao sulfato
Moderada resistência a altas temperaturas e altas pressões
E Superfície a 4.270 m Pega retardada para maiores profundidades
Média e alta resistência ao sulfato
Alta resistência a altas temperaturas e altas pressões
F Superfície a 4.880 m Pega retardada para maiores profundidades
Média e alta resistência ao sulfato
Alta resistência a temperaturas e pressões de altas
profundidades.
G Superfície a 2.440 m Cimento básico para cimentação de poços
Admite uso de aditivos para ajuste de propriedades
Média e alta resistência ao sulfato
H Superfície a 2.440 m Cimento básico para cimentação de poços
Admite uso de aditivos para ajuste de propriedades
Média e alta resistência ao sulfato
Menor área superficial do clínquer em relação ao G
Aspectos Teóricos
Julio Cezar de Oliveira Freitas, Junho/2010. 39
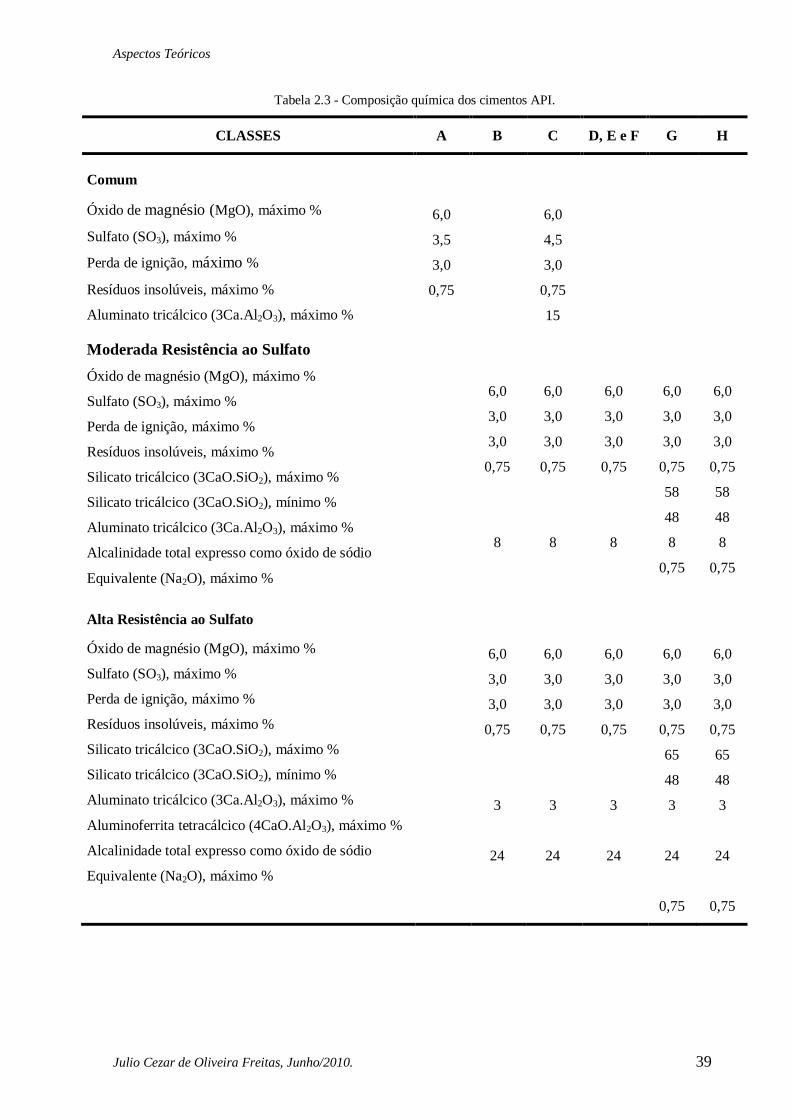
Tabela 2.3 - Composição química dos cimentos API.
CLASSES A B C D, E e F G H
Comum
Óxido de magnésio (MgO), máximo %
Sulfato (SO3), máximo %
Perda de ignição, máximo %
Resíduos insolúveis, máximo %
Aluminato tricálcico (3Ca.Al2O3), máximo %
6,0
3,5
3,0
0,75
6,0
4,5
3,0
0,75
15
Moderada Resistência ao Sulfato
Óxido de magnésio (MgO), máximo %
Sulfato (SO3), máximo %
Perda de ignição, máximo %
Resíduos insolúveis, máximo %
Silicato tricálcico (3CaO.SiO2), máximo %
Silicato tricálcico (3CaO.SiO2), mínimo %
Aluminato tricálcico (3Ca.Al2O3), máximo %
Alcalinidade total expresso como óxido de sódio
Equivalente (Na2O), máximo %
6,0
3,0
3,0
0,75
8
6,0
3,0
3,0
0,75
8
6,0
3,0
3,0
0,75
8
6,0
3,0
3,0
0,75
58
48
8
0,75
6,0
3,0
3,0
0,75
58
48
8
0,75
Alta Resistência ao Sulfato
Óxido de magnésio (MgO), máximo %
Sulfato (SO3), máximo %
Perda de ignição, máximo %
Resíduos insolúveis, máximo %
Silicato tricálcico (3CaO.SiO2), máximo %
Silicato tricálcico (3CaO.SiO2), mínimo %
Aluminato tricálcico (3Ca.Al2O3), máximo %
Aluminoferrita tetracálcico (4CaO.Al2O3), máximo %
Alcalinidade total expresso como óxido de sódio
Equivalente (Na2O), máximo %
6,0
3,0
3,0
0,75
3
24
6,0
3,0
3,0
0,75
3
24
6,0
3,0
3,0
0,75
3
24
6,0
3,0
3,0
0,75
65
48
3
24
0,75
6,0
3,0
3,0
0,75
65
48
3
24
0,75
Aspectos Teóricos
Julio Cezar de Oliveira Freitas, Junho/2010. 40
Tabela 2.4 – Propriedades físicas dos vários tipos de cimento API.
CLASSES A e B C D, E e F G e H
Densidade (g/cm³) 3,14 3,14 3,16 3,15
Área Superficial (cm²/g) 2900-3800 4300-5000 2300-3100 G:3000-3800; H:2300-2700
Massa (lb/sc) 94 94 94 94
Volume absoluto (gal/sc) 3,59 3,59 3,57 3,58
Água de mistura (1/sc) 19,6 23,9 16,3 G:18,8; H:16,3
Rendimento (1/sc) 33 37 30 G:33; H:30
Massa específica (1b/gal) 15,6 14,8 16,4 G:15,8; H:16,4
Tabela 2.5 – Requisitos físicos dos cimentos Classe G e Especial estabelecido pela NBR – 9831.
Requisitos Físicos (NBR-9831) Especial Classe G Unidades
Teor de Água, % em peso de cimento 46 44 %
Finura # 325 17,5 – 20,5 - %
Tempo de espessamento @ 52ºC (125oF) 90 120 90 120 min.
Consistência em 15-30 min. máx. 30 máx. 30 Bc
Resistência à Compressão, 8h @ 38 ºC min. 300 min. 300 Psi
Resistência à Compressão, 8h @ 60 ºC min. 1500 min. 1500 Psi
Água Livre máx. 3,5 máx. 3,5 Ml
Reologia @ 27ºC (80ºC)
Viscosidade Plástica máx. 55 máx. 55 cP
Limite de Escoamento 30 – 70 30 – 70 lbf/100pé2
Gel Inicial máx. 25 máx. 25 lbf/100pé2
Gel Final máx. 35 máx. 35 lbf/100pé2
Consistência @ 1 min. máx. 20 máx. 20 lbf/100pé2
Consistência @ 5 min. máx. 20 máx. 20 lbf/100pé2
Reologia @ 52ºC (125ºF)
Viscosidade Plástica máx. 55 máx. 55 cP
Limite de Escoamento 30 – 80 30 – 80 lbf/100pé2
Gel Inicial máx. 25 máx. 25 lbf/100pé2
Gel Final máx. 35 máx. 35 lbf/100pé2
Consistência @ 1 min. máx. 20 máx. 20 lbf/100pé2
Consistência @ 5 min. máx. 20 máx. 20 lbf/100pé2
Aspectos Teóricos
Julio Cezar de Oliveira Freitas, Junho/2010. 41
Tabela 2.6 – Requisitos químicos dos cimentos Classe G e Especial estabelecido pela NBR – 9831.
Requisitos Químicos (NBR-9831) Especial Classe G Unidades
MgO máx. 6,0 máx. 6,0 %
SO3 máx. 3,0 máx. 3,0 %
Perda ao Fogo máx. 2,0 máx. 3,0 %
Resíduo Insolúvel máx. 0,75 máx. 0,75 %
Cal livre máx. 2,0 máx. 2,0 %
C3S 55 a 65 48 a 58 / 65 %
C3A máx. 7 máx. 8 / máx. 3 %
2xC3A + C4AF máx. 24 - / máx. 24 %
Conteúdo alcalino total (Na2O equivalente) máx. 1,0 máx. 0,75 %
2.8 - Aditivos para cimentação de poços de petróleo
Com o avanço da tecnologia e controle de fabricação dos cimentos, as indústrias
de aditivos químicos foram capazes de desenvolver materiais que ajudam a adequar as
propriedades das pastas às diferentes condições encontras durante os processos de perfuração
e completação de poços petrolíferos.
Durante a perfuração de poços petrolíferos são atravessadas várias camadas de
rochas com propriedades físico-químicas específicas para cada tipo de formação. Além disso,
fatores externos, tais como temperatura e pressão são diretamente proporcionais a
profundidade em que o poço se encontra. Tais fatores devem ser considerados no projeto de
pasta de cimento.
Para que uma cimentação seja realizada com sucesso, é essencial que a pasta
satisfaça as seguintes exigências:
- Ser bombeável durante o tempo necessário para sua colocação sob condições
particulares;
- Manter as suspensões estáveis;
- Uma vez no lugar, endurecer rapidamente;
- Manter aderência mecânica ao revestimento e a formação;
- Manter o isolamento das formações;
Aspectos Teóricos
Julio Cezar de Oliveira Freitas, Junho/2010. 42
Dependendo da maneira como os aditivos químicos são selecionados, eles podem
afetar as características das pastas de cimento numa grande variedade de formas, tais como:
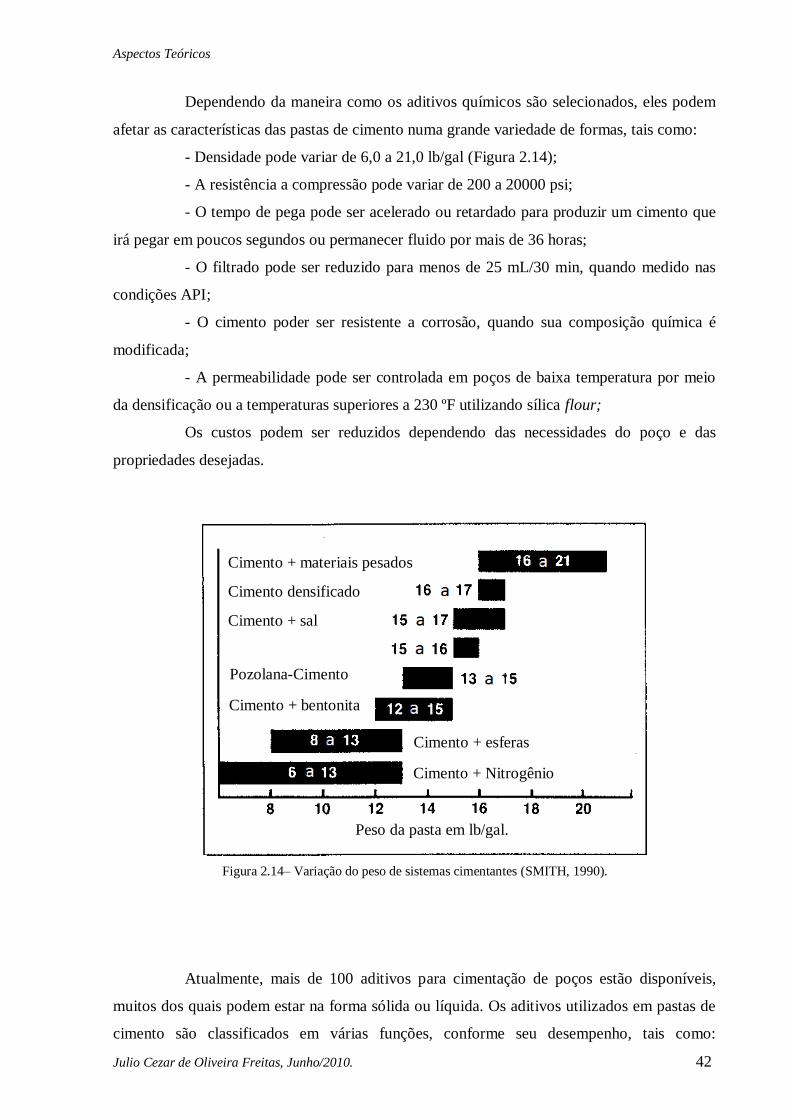
- Densidade pode variar de 6,0 a 21,0 lb/gal (Figura 2.14);
- A resistência a compressão pode variar de 200 a 20000 psi;
- O tempo de pega pode ser acelerado ou retardado para produzir um cimento que
irá pegar em poucos segundos ou permanecer fluido por mais de 36 horas;
- O filtrado pode ser reduzido para menos de 25 mL/30 min, quando medido nas
condições API;
- O cimento poder ser resistente a corrosão, quando sua composição química é
modificada;
- A permeabilidade pode ser controlada em poços de baixa temperatura por meio
da densificação ou a temperaturas superiores a 230 ºF utilizando sílica flour;
Os custos podem ser reduzidos dependendo das necessidades do poço e das
propriedades desejadas.
Figura 2.14– Variação do peso de sistemas cimentantes (SMITH, 1990).
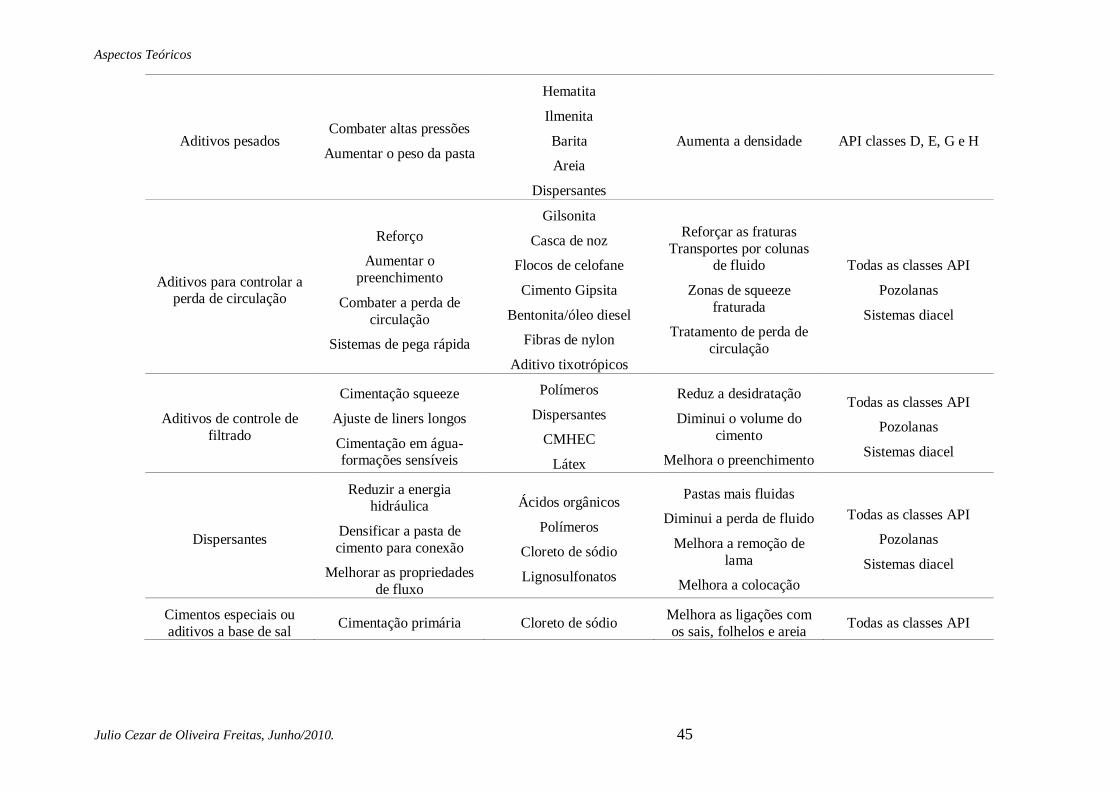
Atualmente, mais de 100 aditivos para cimentação de poços estão disponíveis,
muitos dos quais podem estar na forma sólida ou líquida. Os aditivos utilizados em pastas de
cimento são classificados em várias funções, conforme seu desempenho, tais como:
API classe G ou H
Cimento + materiais pesados
Cimento densificado
Cimento + sal
Pozolana-Cimento
Cimento + bentonita
Cimento + esferas
Cimento + Nitrogênio
Peso da pasta em lb/gal.
Aspectos Teóricos
Julio Cezar de Oliveira Freitas, Junho/2010. 43
acelerador de pega, adensante, agente antiretrogressão, agente tixotrópico, antiespumante,
controlador de migração de gás, dispersante, estendedor, redutor de filtrado, retardador de
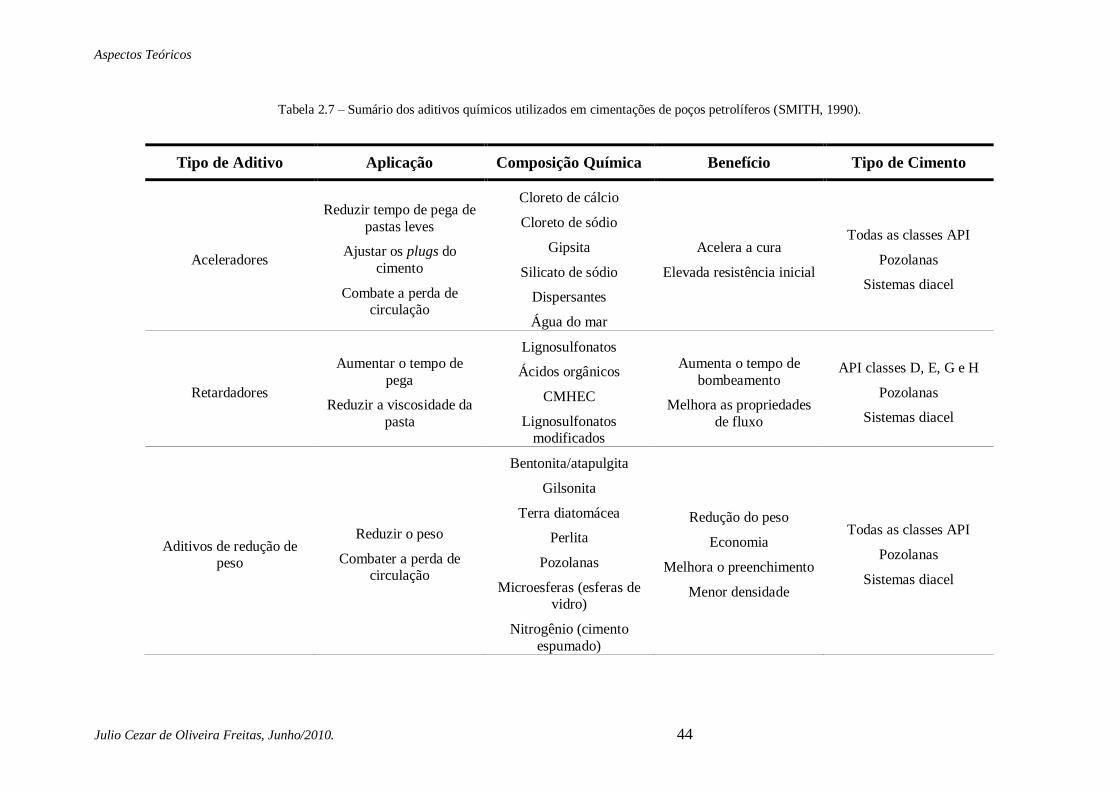
pega, etc. Na Tabela 2.7 estão apresentados alguns aditivos químicos utilizados em pastas de
cimento para poços petrolíferos.
Aspectos Teóricos
Julio Cezar de Oliveira Freitas, Junho/2010. 44
Tabela 2.7 – Sumário dos aditivos químicos utilizados em cimentações de poços petrolíferos (SMITH, 1990).
Tipo de Aditivo Aplicação Composição Química Benefício Tipo de Cimento
Aceleradores
Reduzir tempo de pega de
pastas leves
Ajustar os plugs do
cimento
Combate a perda de circulação
Cloreto de cálcio
Cloreto de sódio
Gipsita
Silicato de sódio
Dispersantes
Água do mar
Acelera a cura
Elevada resistência inicial
Todas as classes API
Pozolanas
Sistemas diacel
Retardadores
Aumentar o tempo de
pega
Reduzir a viscosidade da
pasta
Lignosulfonatos
Ácidos orgânicos
CMHEC
Lignosulfonatos modificados
Aumenta o tempo de
bombeamento
Melhora as propriedades
de fluxo
API classes D, E, G e H
Pozolanas
Sistemas diacel
Aditivos de redução de peso
Reduzir o peso
Combater a perda de circulação
Bentonita/atapulgita
Gilsonita
Terra diatomácea
Perlita
Pozolanas
Microesferas (esferas de vidro)
Nitrogênio (cimento
espumado)
Redução do peso
Economia
Melhora o preenchimento
Menor densidade
Todas as classes API
Pozolanas
Sistemas diacel
Aspectos Teóricos
Julio Cezar de Oliveira Freitas, Junho/2010. 45
Aditivos pesados Combater altas pressões
Aumentar o peso da pasta
Hematita
Ilmenita
Barita
Areia
Dispersantes
Aumenta a densidade API classes D, E, G e H
Aditivos para controlar a perda de circulação
Reforço
Aumentar o
preenchimento
Combater a perda de
circulação
Sistemas de pega rápida
Gilsonita
Casca de noz
Flocos de celofane
Cimento Gipsita
Bentonita/óleo diesel
Fibras de nylon
Aditivo tixotrópicos
Reforçar as fraturas
Transportes por colunas de fluido
Zonas de squeeze
fraturada
Tratamento de perda de
circulação
Todas as classes API
Pozolanas
Sistemas diacel
Aditivos de controle de
filtrado
Cimentação squeeze
Ajuste de liners longos
Cimentação em água-formações sensíveis
Polímeros
Dispersantes
CMHEC
Látex
Reduz a desidratação
Diminui o volume do
cimento
Melhora o preenchimento
Todas as classes API
Pozolanas
Sistemas diacel
Dispersantes
Reduzir a energia hidráulica
Densificar a pasta de
cimento para conexão
Melhorar as propriedades
de fluxo
Ácidos orgânicos
Polímeros
Cloreto de sódio
Lignosulfonatos
Pastas mais fluidas
Diminui a perda de fluido
Melhora a remoção de
lama
Melhora a colocação
Todas as classes API
Pozolanas
Sistemas diacel
Cimentos especiais ou
aditivos a base de sal Cimentação primária Cloreto de sódio
Melhora as ligações com
os sais, folhelos e areia Todas as classes API
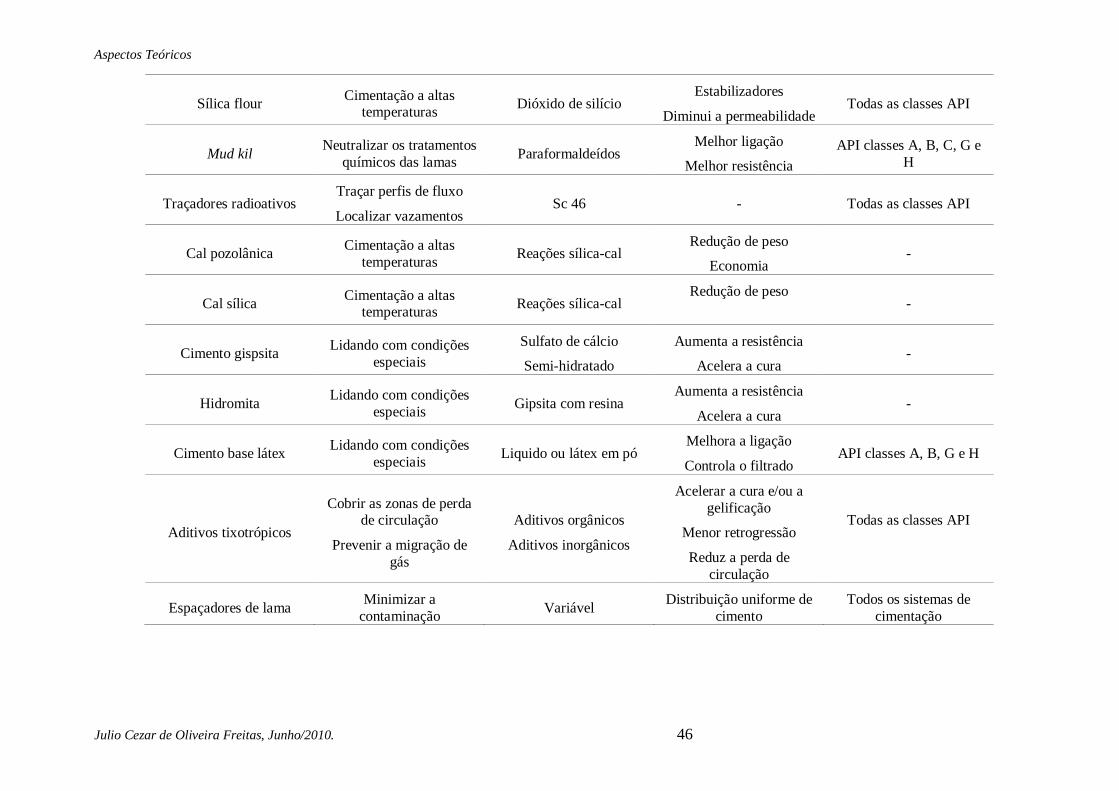
Aspectos Teóricos
Julio Cezar de Oliveira Freitas, Junho/2010. 46
Sílica flour Cimentação a altas
temperaturas Dióxido de silício
Estabilizadores
Diminui a permeabilidade Todas as classes API
Mud kil Neutralizar os tratamentos
químicos das lamas Paraformaldeídos
Melhor ligação
Melhor resistência
API classes A, B, C, G e
H
Traçadores radioativos Traçar perfis de fluxo
Localizar vazamentos Sc 46 - Todas as classes API
Cal pozolânica Cimentação a altas
temperaturas Reações sílica-cal
Redução de peso
Economia -
Cal sílica Cimentação a altas
temperaturas Reações sílica-cal
Redução de peso
-
Cimento gispsita Lidando com condições
especiais
Sulfato de cálcio
Semi-hidratado
Aumenta a resistência
Acelera a cura -
Hidromita Lidando com condições
especiais Gipsita com resina
Aumenta a resistência
Acelera a cura -
Cimento base látex Lidando com condições
especiais Liquido ou látex em pó
Melhora a ligação
Controla o filtrado API classes A, B, G e H
Aditivos tixotrópicos
Cobrir as zonas de perda de circulação
Prevenir a migração de
gás
Aditivos orgânicos
Aditivos inorgânicos
Acelerar a cura e/ou a
gelificação
Menor retrogressão
Reduz a perda de
circulação
Todas as classes API
Espaçadores de lama Minimizar a
contaminação Variável
Distribuição uniforme de
cimento
Todos os sistemas de
cimentação
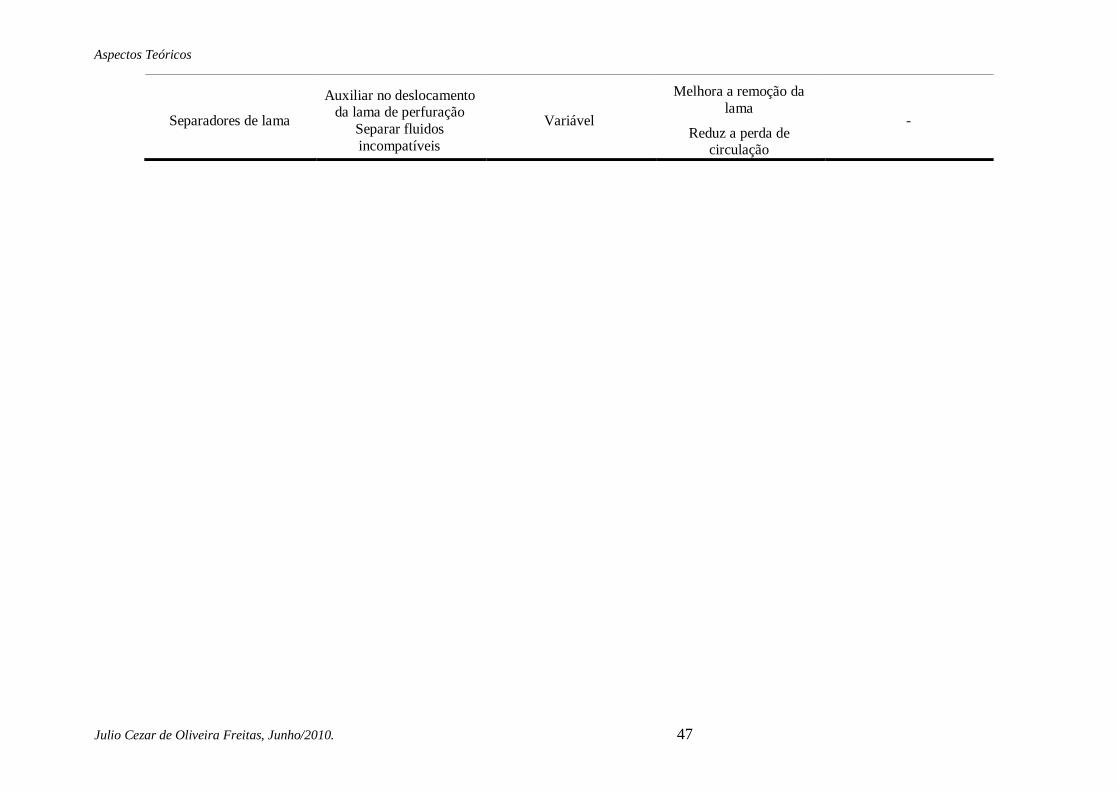
Aspectos Teóricos
Julio Cezar de Oliveira Freitas, Junho/2010. 47
Separadores de lama
Auxiliar no deslocamento da lama de perfuração
Separar fluidos
incompatíveis
Variável
Melhora a remoção da
lama
Reduz a perda de circulação
-
Julio Cezar de Oliveira Freitas, Junho/2010. 48
Dentre os aditivos químicos listados na Tabela 2.7, os mais utilizados serão
discutidos a seguir, levando em consideração o mecanismo de atuação sob comportamento
global com o cimento.
2.8.1 - Aceleradores de pega
Operações de cimentação em poços rasos e/ou com baixas temperaturas,
geralmente necessitam de aditivos para aceleração das reações de hidratação, resultando em
uma diminuição do tempo de pega e aumento da resistência inicial das pastas de cimento.
Os aceleradores de pega aumentam a taxa de hidratação do cimento, por meio do
aumento do caráter iônico da fase aquosa, fazendo com que os principais componentes do
cimento anidro (C3S, C2S e C3A) se hidratem e liberem o Ca(OH)2 mais rapidamente,
resultando, assim, numa rápida formação do C-S-H gel, que é responsável pela pega do
cimento.
Dependendo das concentrações dos aceleradores e condições operacionais, é
possível reduzir tempos de pega de 6 horas, em pastas não aditivadas, para 4 horas em
sistemas aditivados com aceleradores.
A maioria dos sais inorgânicos podem ser utilizados como aditivos aceleradores
em pastas de cimento. Dentre eles, os cloretos são os mais conhecidos e utilizados, entretanto,
foi verificado que outros tipos de sais como os carbonatos, silicatos, nitratos, aluminatos,
nitritos, sulfatos, tiosulfatos e bases alcalinas também apresentaram ação aceleradora no
cimento (NELSON, 1990).
Devido ao tempo de pega também ser influenciado pelo caráter iônico da pasta,
pode se verificar que, quanto maior a carga do cátion, mais forte será o efeito acelerador.
EDWARDS E ANGSTADT (1966) sugeriram que os cátions e ânions podem ser listados na
seguinte ordem de eficiência:
Ca2+
> Mg2+
> Li+ > Na
+ > H2O
OH- > Cl
- > Br
- > NO3
- > SO4
2- = H2O
O aditivo acelerador mais utilizado na cimentação de poços de petróleo é o cloreto
de cálcio, sendo acrescentado em concentrações de 2% a 4% (BWOC), a depender das
condições do poço (especialmente temperatura). Concentrações acima de 6% tornam o
comportamento da pasta imprevisível. A literatura apresenta diversas hipóteses a respeito do
Aspectos Teóricos
Julio Cezar de Oliveira Freitas, Junho/2010. 49
mecanismo de ação do cloreto de cálcio nas reações com o cimento, porém, por serem
bastante complexos, não são completamente entendidos.
Uma das hipóteses é de que a aceleração é resultado do aumento da taxa de
hidratação da fase aluminato/gipsita (BENSTED, 1978; TRAETTEBERG E GRATTAN-
BELLEW, 1975). Outra hipótese é de que o cloreto de cálcio promove uma mudança na
estrutura do C-S-H, pois, na presença do cloreto, tal fase apresenta uma maior superfície
específica (COLLEPARDI E MARCHESE, 1972) e um maior grau de polimerização de ânion
silicato (HIRLJAC et al., 1983).
KONDO et al. ,(1977) determinaram a taxa de difusão dos ânions e dos cloretos
de cátions alcalinos e alcalinos terrosos. Foi concluído que a taxa de difusão dos cloretos são
muito maiores que a dos cátions que os acompanham. Com a difusão dos íons cloretos no gel
C-S-H, mais rápido do que os cátions, uma contra difusão de íons hidroxilas ocorre para
manter o balanço eletrônico e, com isso, a precipitação da portlandita, finalizando o período
de indução, ocorre mais precocemente.
O cloreto de sódio é também utilizado como acelerador de pega em
concentrações de até 10% (BWOW), não tendo nenhum efeito em concentrações entre 10% e
18% e agindo como retardador de pega em concentrações acima de 18%. Desta forma, a água
do mar é amplamente utilizada como água de mistura em poços offshore, pois contem 25 g/L
de NaCl e em torno de 1,5 g/L de magnésio, que resultam na aceleração da pasta (NELSON,
1990).
Silicato de sódio, geralmente é utilizado como estendedor, entretanto, o mesmo
pode ser utilizado como acelerador, pois este, misturado ao cimento, reage com o íon cálcio
na fase aquosa formando núcleos de gel C-S-H.
2.8.2 - Dispersantes
Pastas de cimento para poços de petróleo são suspensões fortemente concentradas
de partículas sólidas em água, portanto, o teor de sólido contido na pasta é função direta de
sua densidade. O aumento na densidade das pastas de cimento resulta num incremento das
propriedades reológicas.
Os dispersantes são aditivos químicos utilizados para reduzir as propriedades
reológicas das pastas de cimento. Esses aditivos reduzem a viscosidade aparente, o limite de
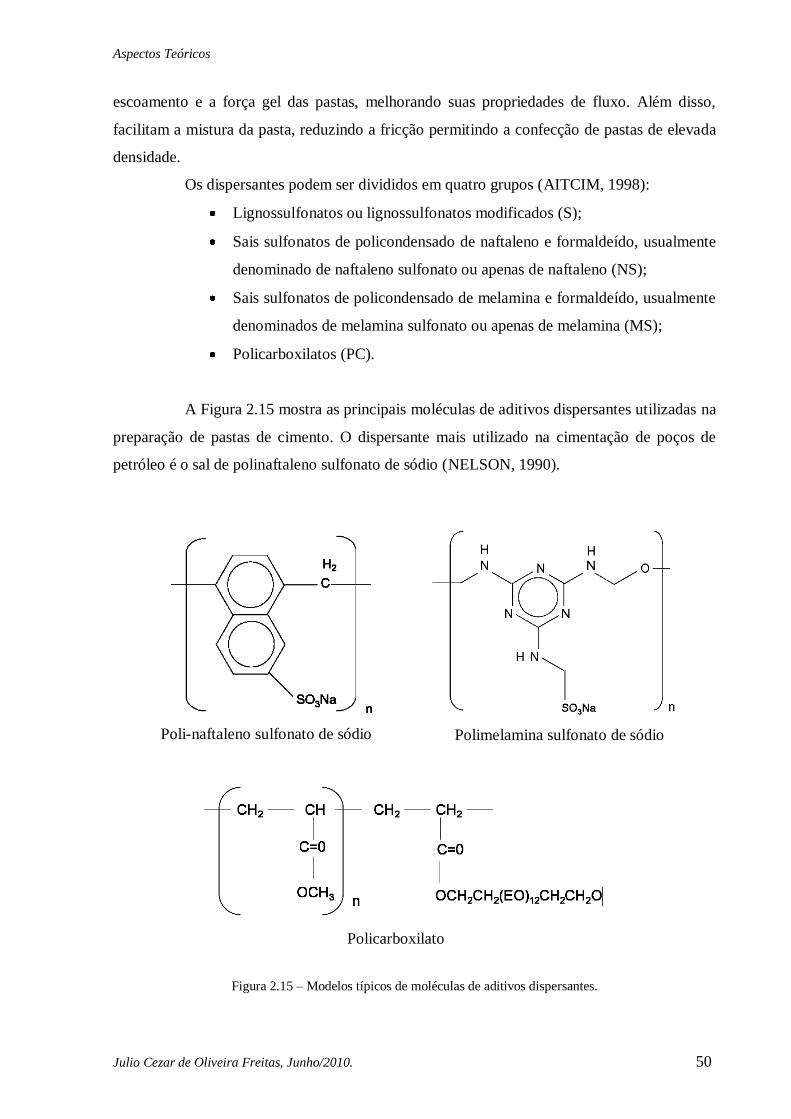
Aspectos Teóricos
Julio Cezar de Oliveira Freitas, Junho/2010. 50
escoamento e a força gel das pastas, melhorando suas propriedades de fluxo. Além disso,
facilitam a mistura da pasta, reduzindo a fricção permitindo a confecção de pastas de elevada
densidade.
Os dispersantes podem ser divididos em quatro grupos (AITCIM, 1998):
Lignossulfonatos ou lignossulfonatos modificados (S);
Sais sulfonatos de policondensado de naftaleno e formaldeído, usualmente
denominado de naftaleno sulfonato ou apenas de naftaleno (NS);
Sais sulfonatos de policondensado de melamina e formaldeído, usualmente
denominados de melamina sulfonato ou apenas de melamina (MS);
Policarboxilatos (PC).
A Figura 2.15 mostra as principais moléculas de aditivos dispersantes utilizadas na
preparação de pastas de cimento. O dispersante mais utilizado na cimentação de poços de
petróleo é o sal de polinaftaleno sulfonato de sódio (NELSON, 1990).
Figura 2.15 – Modelos típicos de moléculas de aditivos dispersantes.
Poli-naftaleno sulfonato de sódio Polimelamina sulfonato de sódio
Policarboxilato
Aspectos Teóricos
Julio Cezar de Oliveira Freitas, Junho/2010. 51
Para se entender como ocorre a interação cimento-dispersante é necessário estudar
o processo de hidratação do cimento para uma melhor compreensão da interferência deste
aditivo. De uma maneira geral, quando o cimento Portland reage com a água, os principais
produtos formados são o silicato de cálcio hidratado (C-S-H), o hidróxido de cálcio ou
portlandita (Ca(OH)2), a etringita (C6AS3H32 = AFt ) e o monossulfoaluminato de cálcio
hidratado (C4ASH18 = AFm). A velocidade de hidratação para cada composto do clínquer do
cimento é distinta, sendo que a reatividade apresentada é, aproximadamente, a que se segue:
C3A > C3S > C2S ≈ C4AF. Além disso, os aditivos superplastificantes não são adsorvidos
uniformemente pelos componentes minerais do cimento: o C3A e o C4AF adsorvem maiores
quantidades de aditivo do que o C3S e o C2S (CASTRO, 2009). Assim, a fase aluminato e
seus produtos de hidratação desempenham um papel importante no processo de hidratação
inicial.
Inicialmente, a reação de hidratação ocorre rapidamente, formando uma camada
fina de C-S-H sobre a superfície do cimento, que age como uma barreira de difusão para a
água, retardando a posterior hidratação. A membrana de C-S-H é permeável ao fluxo interno
das moléculas de água e ao fluxo externo de íons (Ca2+
e OH-) da matriz. Assim, o excesso de
íons Ca2+
gerado é expulso da fase sólida e difunde através da membrana de C-S-H para
dentro da solução, reagindo para produzir Ca(OH)2. Porém, com o decorrer do tempo, um
excesso de Ca(OH)2 precipita no fluido, enquanto um excesso de íons silicato é formado
dentro da membrana. Esse processo intrínseco causa um diferencial de pressão osmótica, que
rompe periodicamente a membrana e restaura a solução concentrada de silicato, permitindo o
crescimento de C-S-H secundário durante o período de aceleração da hidratação. Como o C-
S-H secundário possui carga negativa, os íons Ca2+
, abundantes na solução de cimento, são
atraídos e formam uma camada de cargas positivas adjacente à superfície do C-S-H recém-
formado e os ânions do superplastificante se concentrarão preferencialmente ao redor da
camada formada pelos íons Ca2+
. A presença de moléculas orgânicas na interface sólido-
líquido, pode inibir a nucleação e o crescimento dos cristais. HEKAL E KISHAR (1999)
mostraram que o aumento da concentração de dispersantes na pasta promove uma diminuição
no tamanho do cristal de etringita formado (Figura 2.16).
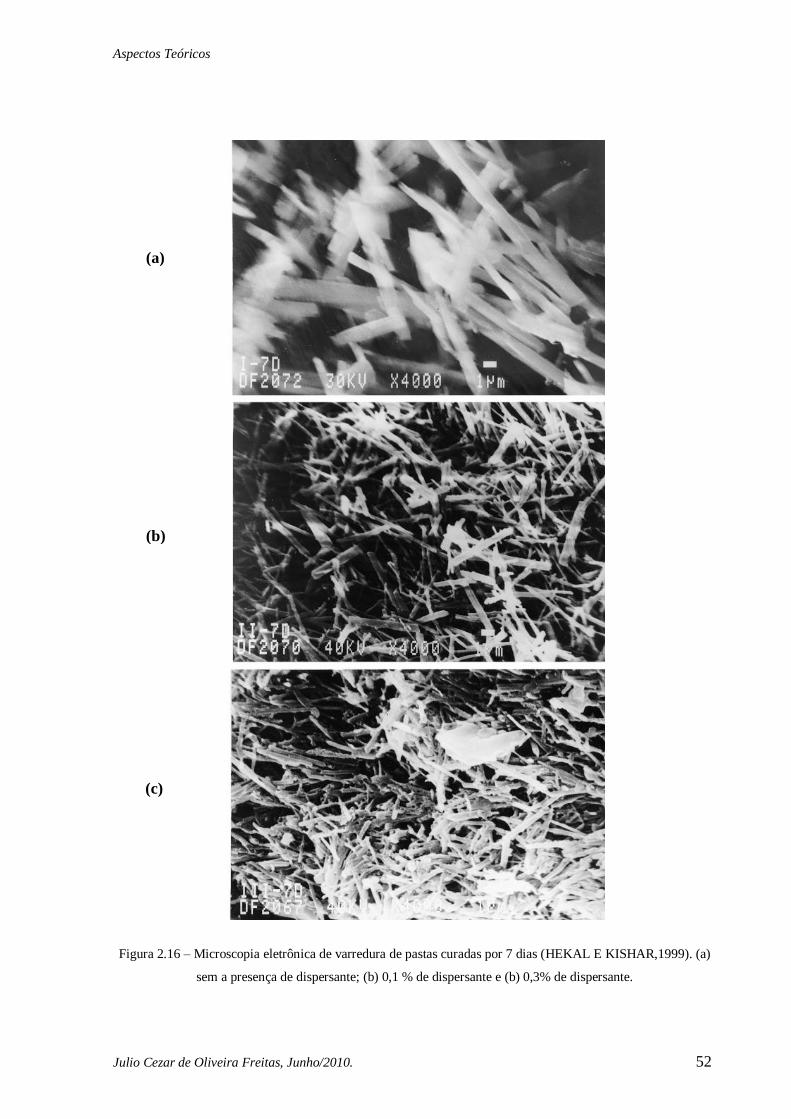
Aspectos Teóricos
Julio Cezar de Oliveira Freitas, Junho/2010. 52
Figura 2.16 – Microscopia eletrônica de varredura de pastas curadas por 7 dias (HEKAL E KISHAR,1999). (a)
sem a presença de dispersante; (b) 0,1 % de dispersante e (b) 0,3% de dispersante.
(a)
(b)
(c)
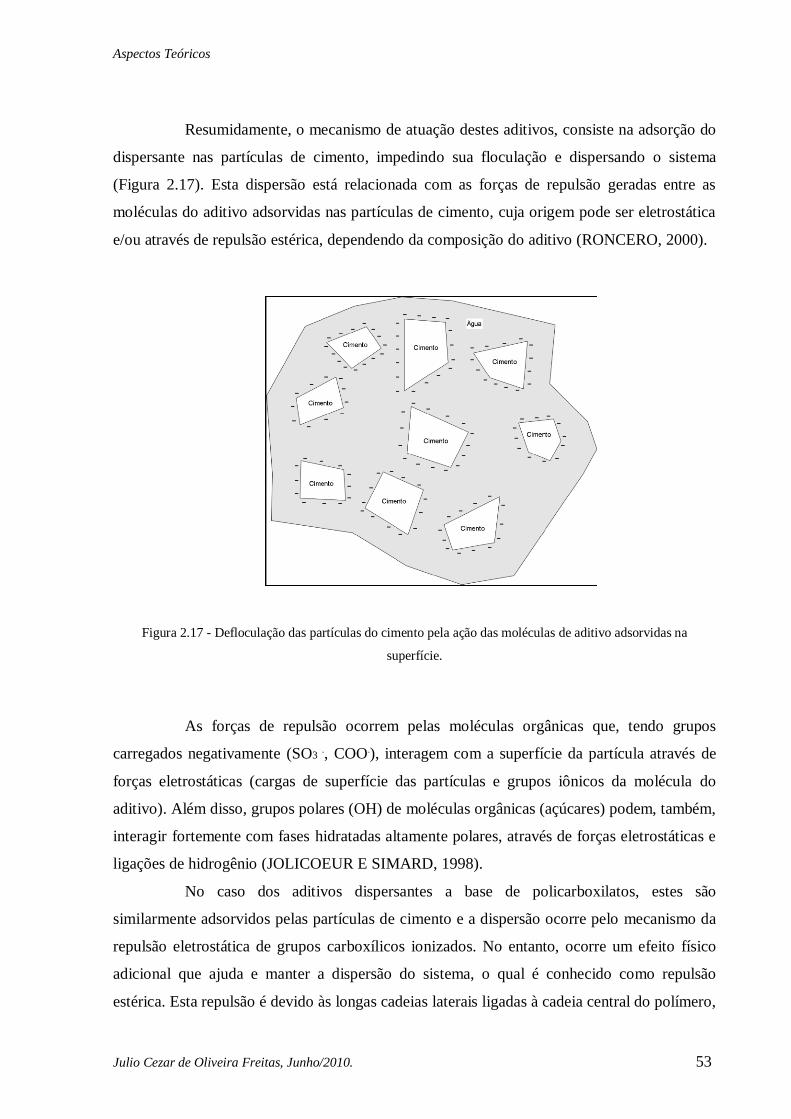
Aspectos Teóricos
Julio Cezar de Oliveira Freitas, Junho/2010. 53
Resumidamente, o mecanismo de atuação destes aditivos, consiste na adsorção do
dispersante nas partículas de cimento, impedindo sua floculação e dispersando o sistema
(Figura 2.17). Esta dispersão está relacionada com as forças de repulsão geradas entre as
moléculas do aditivo adsorvidas nas partículas de cimento, cuja origem pode ser eletrostática
e/ou através de repulsão estérica, dependendo da composição do aditivo (RONCERO, 2000).
Figura 2.17 - Defloculação das partículas do cimento pela ação das moléculas de aditivo adsorvidas na
superfície.
As forças de repulsão ocorrem pelas moléculas orgânicas que, tendo grupos
carregados negativamente (SO3 -, COO-), interagem com a superfície da partícula através de
forças eletrostáticas (cargas de superfície das partículas e grupos iônicos da molécula do
aditivo). Além disso, grupos polares (OH) de moléculas orgânicas (açúcares) podem, também,
interagir fortemente com fases hidratadas altamente polares, através de forças eletrostáticas e
ligações de hidrogênio (JOLICOEUR E SIMARD, 1998).
No caso dos aditivos dispersantes a base de policarboxilatos, estes são
similarmente adsorvidos pelas partículas de cimento e a dispersão ocorre pelo mecanismo da
repulsão eletrostática de grupos carboxílicos ionizados. No entanto, ocorre um efeito físico
adicional que ajuda e manter a dispersão do sistema, o qual é conhecido como repulsão
estérica. Esta repulsão é devido às longas cadeias laterais ligadas à cadeia central do polímero,
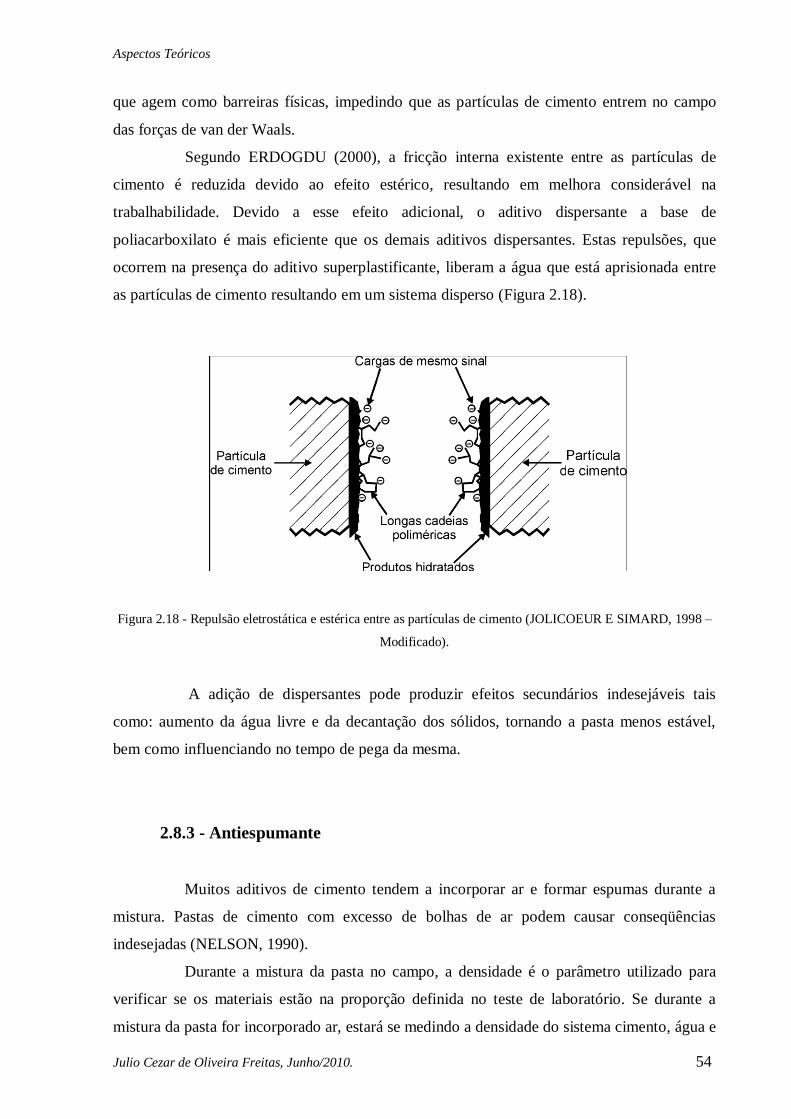
Aspectos Teóricos
Julio Cezar de Oliveira Freitas, Junho/2010. 54
que agem como barreiras físicas, impedindo que as partículas de cimento entrem no campo
das forças de van der Waals.
Segundo ERDOGDU (2000), a fricção interna existente entre as partículas de
cimento é reduzida devido ao efeito estérico, resultando em melhora considerável na
trabalhabilidade. Devido a esse efeito adicional, o aditivo dispersante a base de
poliacarboxilato é mais eficiente que os demais aditivos dispersantes. Estas repulsões, que
ocorrem na presença do aditivo superplastificante, liberam a água que está aprisionada entre
as partículas de cimento resultando em um sistema disperso (Figura 2.18).
Figura 2.18 - Repulsão eletrostática e estérica entre as partículas de cimento (JOLICOEUR E SIMARD, 1998 –
Modificado).
A adição de dispersantes pode produzir efeitos secundários indesejáveis tais
como: aumento da água livre e da decantação dos sólidos, tornando a pasta menos estável,
bem como influenciando no tempo de pega da mesma.
2.8.3 - Antiespumante
Muitos aditivos de cimento tendem a incorporar ar e formar espumas durante a
mistura. Pastas de cimento com excesso de bolhas de ar podem causar conseqüências
indesejadas (NELSON, 1990).
Durante a mistura da pasta no campo, a densidade é o parâmetro utilizado para
verificar se os materiais estão na proporção definida no teste de laboratório. Se durante a
mistura da pasta for incorporado ar, estará se medindo a densidade do sistema cimento, água e
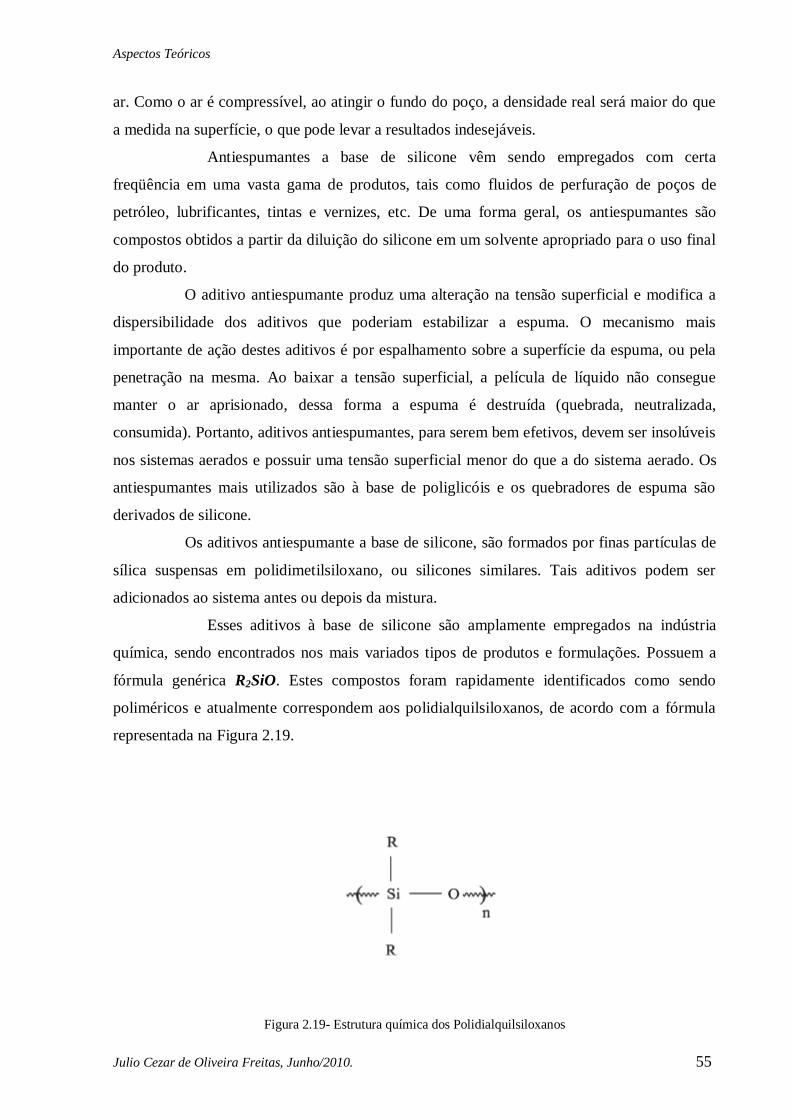
Aspectos Teóricos
Julio Cezar de Oliveira Freitas, Junho/2010. 55
ar. Como o ar é compressível, ao atingir o fundo do poço, a densidade real será maior do que
a medida na superfície, o que pode levar a resultados indesejáveis.
Antiespumantes a base de silicone vêm sendo empregados com certa
freqüência em uma vasta gama de produtos, tais como fluidos de perfuração de poços de
petróleo, lubrificantes, tintas e vernizes, etc. De uma forma geral, os antiespumantes são
compostos obtidos a partir da diluição do silicone em um solvente apropriado para o uso final
do produto.
O aditivo antiespumante produz uma alteração na tensão superficial e modifica a
dispersibilidade dos aditivos que poderiam estabilizar a espuma. O mecanismo mais
importante de ação destes aditivos é por espalhamento sobre a superfície da espuma, ou pela
penetração na mesma. Ao baixar a tensão superficial, a película de líquido não consegue
manter o ar aprisionado, dessa forma a espuma é destruída (quebrada, neutralizada,
consumida). Portanto, aditivos antiespumantes, para serem bem efetivos, devem ser insolúveis
nos sistemas aerados e possuir uma tensão superficial menor do que a do sistema aerado. Os
antiespumantes mais utilizados são à base de poliglicóis e os quebradores de espuma são
derivados de silicone.
Os aditivos antiespumante a base de silicone, são formados por finas partículas de
sílica suspensas em polidimetilsiloxano, ou silicones similares. Tais aditivos podem ser
adicionados ao sistema antes ou depois da mistura.
Esses aditivos à base de silicone são amplamente empregados na indústria
química, sendo encontrados nos mais variados tipos de produtos e formulações. Possuem a
fórmula genérica R2SiO. Estes compostos foram rapidamente identificados como sendo
poliméricos e atualmente correspondem aos polidialquilsiloxanos, de acordo com a fórmula
representada na Figura 2.19.
Figura 2.19- Estrutura química dos Polidialquilsiloxanos
Aspectos Teóricos
Julio Cezar de Oliveira Freitas, Junho/2010. 56
O nome silicone foi adotado pela indústria e na maioria dos casos se refere a
polímeros onde R é o radical metila (polidimetilsiloxano). Os radicais metila da cadeia podem
ser substituídos por muitos outros grupos, tais como fenila, vinila ou trifluoropropila.
As propriedades do silicone que o tornam um material de grande importância
para os mais diversos setores industriais são: excelente estabilidade térmica; boa resistência à
radiação ultravioleta; atividade superficial; boas propriedades umectantes, anti-fricção e
lubricidade; inércia hidrofóbica e fisiológica; estabilidade ao cisalhamento; excelentes
propriedades dielétricas; baixa volatilidade em altos pesos moleculares e alta volatilidade em
baixos pesos moleculares.
Devido à estrutura e natureza química do silicone, o controle de qualidade
aplicado em sua fabricação encontra-se principalmente focado na determinação da
viscosidade cinemática dos produtos finais, que está diretamente associada a sua massa molar.
2.8.4 - Retardadores de pega
Ao contrário dos aditivos aceleradores de pega os aditivos retardadores são
utilizados para retardar o tempo de pega das pastas de cimento, de modo que permita uma
maior segurança durante as operações de bombeio, principalmente em poços cujas
temperaturas são elevadas.
De uma maneira geral, o mecanismo de atuação desses aditivos é atribuído a um
aumento no tempo requerido para que o processo de dissolução das fases anidras do cimento
proporcione os valores de concentração de cálcio Ca2+
e Al (OH)4- necessárias para se iniciar
o período de indução (saturação da solução). Entretanto, esta é uma visão simplificada uma
vez que, como será discutido adiante, existem várias maneiras pelas quais compostos
químicos podem proporcionar o atraso no tempo de pega do cimento.
A Tabela 2.8 apresenta diferentes substâncias químicas, dividas em grupo, que são
classificadas na literatura como aditivos retardadores da pega do cimento (GARCIA, 2007).
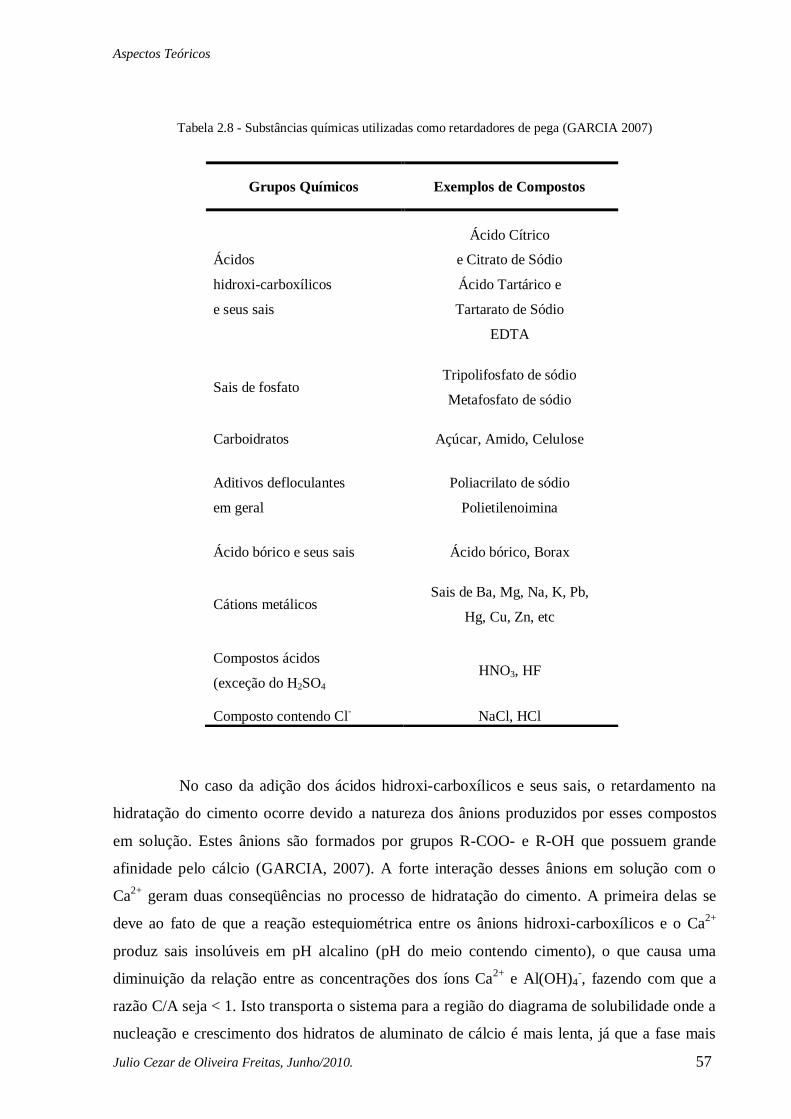
Aspectos Teóricos
Julio Cezar de Oliveira Freitas, Junho/2010. 57
Tabela 2.8 - Substâncias químicas utilizadas como retardadores de pega (GARCIA 2007)
No caso da adição dos ácidos hidroxi-carboxílicos e seus sais, o retardamento na
hidratação do cimento ocorre devido a natureza dos ânions produzidos por esses compostos
em solução. Estes ânions são formados por grupos R-COO- e R-OH que possuem grande
afinidade pelo cálcio (GARCIA, 2007). A forte interação desses ânions em solução com o
Ca2+
geram duas conseqüências no processo de hidratação do cimento. A primeira delas se
deve ao fato de que a reação estequiométrica entre os ânions hidroxi-carboxílicos e o Ca2+
produz sais insolúveis em pH alcalino (pH do meio contendo cimento), o que causa uma
diminuição da relação entre as concentrações dos íons Ca2+
e Al(OH)4-, fazendo com que a
razão C/A seja < 1. Isto transporta o sistema para a região do diagrama de solubilidade onde a
nucleação e crescimento dos hidratos de aluminato de cálcio é mais lenta, já que a fase mais
Grupos Químicos Exemplos de Compostos
Ácidos
hidroxi-carboxílicos
e seus sais
Ácido Cítrico
e Citrato de Sódio
Ácido Tartárico e
Tartarato de Sódio
EDTA
Sais de fosfato Tripolifosfato de sódio
Metafosfato de sódio
Carboidratos Açúcar, Amido, Celulose
Aditivos defloculantes
em geral
Poliacrilato de sódio
Polietilenoimina
Ácido bórico e seus sais Ácido bórico, Borax
Cátions metálicos Sais de Ba, Mg, Na, K, Pb,
Hg, Cu, Zn, etc
Compostos ácidos
(exceção do H2SO4 HNO3, HF
Composto contendo Cl- NaCl, HCl
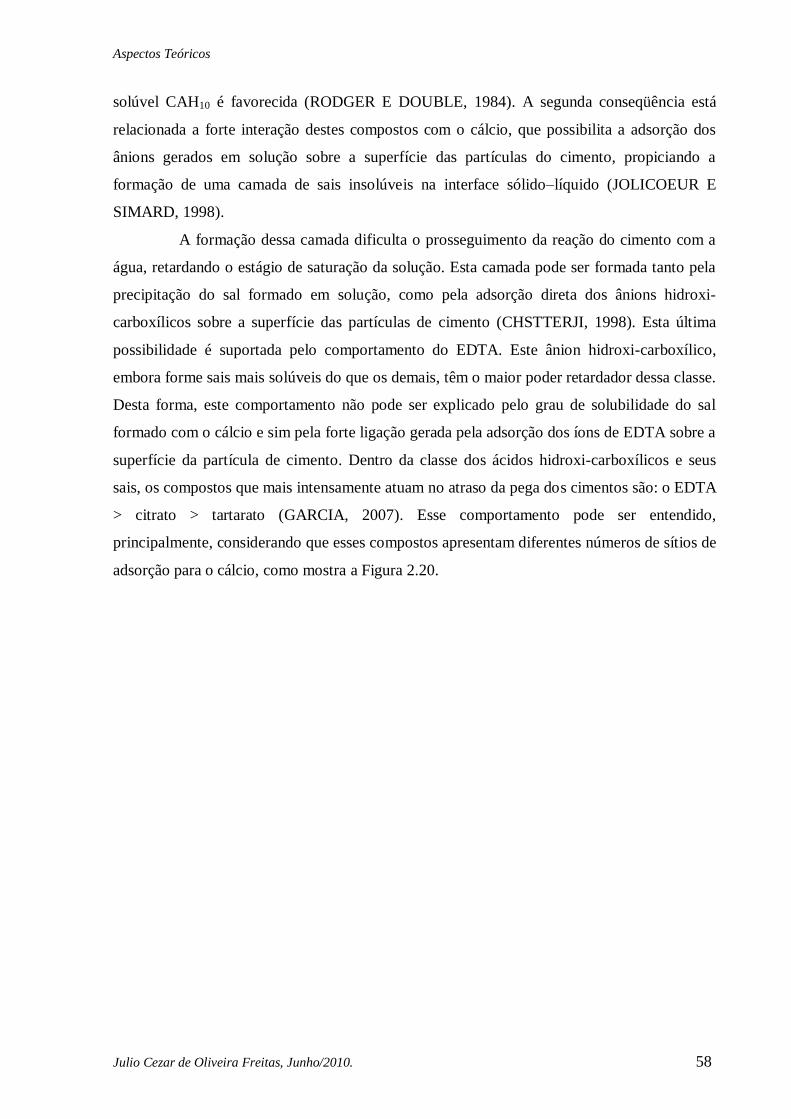
Aspectos Teóricos
Julio Cezar de Oliveira Freitas, Junho/2010. 58
solúvel CAH10 é favorecida (RODGER E DOUBLE, 1984). A segunda conseqüência está
relacionada a forte interação destes compostos com o cálcio, que possibilita a adsorção dos
ânions gerados em solução sobre a superfície das partículas do cimento, propiciando a
formação de uma camada de sais insolúveis na interface sólido–líquido (JOLICOEUR E
SIMARD, 1998).
A formação dessa camada dificulta o prosseguimento da reação do cimento com a
água, retardando o estágio de saturação da solução. Esta camada pode ser formada tanto pela
precipitação do sal formado em solução, como pela adsorção direta dos ânions hidroxi-
carboxílicos sobre a superfície das partículas de cimento (CHSTTERJI, 1998). Esta última
possibilidade é suportada pelo comportamento do EDTA. Este ânion hidroxi-carboxílico,
embora forme sais mais solúveis do que os demais, têm o maior poder retardador dessa classe.
Desta forma, este comportamento não pode ser explicado pelo grau de solubilidade do sal
formado com o cálcio e sim pela forte ligação gerada pela adsorção dos íons de EDTA sobre a
superfície da partícula de cimento. Dentro da classe dos ácidos hidroxi-carboxílicos e seus
sais, os compostos que mais intensamente atuam no atraso da pega dos cimentos são: o EDTA
> citrato > tartarato (GARCIA, 2007). Esse comportamento pode ser entendido,
principalmente, considerando que esses compostos apresentam diferentes números de sítios de
adsorção para o cálcio, como mostra a Figura 2.20.
Aspectos Teóricos
Julio Cezar de Oliveira Freitas, Junho/2010. 59
Figura 2.20 – Estrutura química de alguns compostos hidroxicarboxílicos, com destaque para os sítios de
adsorção (GARCIA, 2007).
Por meio das estruturas apresentadas nesta figura percebe-se que o EDTA é o
retardador mais efetivo, por possuir quatro sítios de adsorção, seguido pelo citrato com três é
o tartarato com apenas dois.
Outra classe de aditivos retardadores que atua por meio da complexação de Ca2+ em
solução e também da adsorção sobre as partículas do cimento são os carboidratos formados
principalmente por açúcares e celuloses. Estes compostos, como no caso dos compostos
hidroxi-carboxílicos, contém grupos R-COO- e R-OH que possuem grande afinidade pelo
Aspectos Teóricos
Julio Cezar de Oliveira Freitas, Junho/2010. 60
cálcio (VARMA, 2001). A força da interação entre esses grupos e o cálcio depende de fatores
estruturais de cada composto, como por exemplo, o tamanho da cadeia.
De acordo com (NELSON, 1990) quatro principais teorias descrevem o
mecanismo de funcionamento dos retardadores estão sumarizadas a seguir.
1- Adsorção do retardador sobre a superfície dos produtos de hidratação inibindo o
contato com a água;
2- O retardador reage com o cálcio na fase aquosa formando uma camada insolúvel e
impermeável ao redor do grão;
3- O retardador adsorve nos núcleos dos produtos de hidratação, impedindo o futuro
crescimento dos mesmos;
4- Íons cálcio são quelados pelo retardador prevenindo a formação dos núcleos de
hidratação;
2.8.5 - Controladores de filtrado
Os aditivos controladores de filtrado são essenciais para a prevenção da perda de
água da pasta de cimento para uma formação permeável e porosa, devido ao peso exercido
pela coluna hidrostática. Esses aditivos diminuem a velocidade de filtração pela redução da
permeabilidade do reboco e/ou pelo aumento da viscosidade da fase aquosa. A perda do
filtrado acarreta na desidratação prematura da pasta, que pode causar dano à formação
rochosa e falha na operação de cimentação. À medida que o volume da fase aquosa diminui, a
densidade da pasta aumenta, mudando assim as propriedades físicas, como reologia, tempo de
pega, etc. Se a perda de filtrado for grande o suficiente, a pasta pode se tornar imbombeável
(NELSON, 1990). A Figura 2.21 detalha o processo de desidratação de fluidos durante a
circulação em poços.
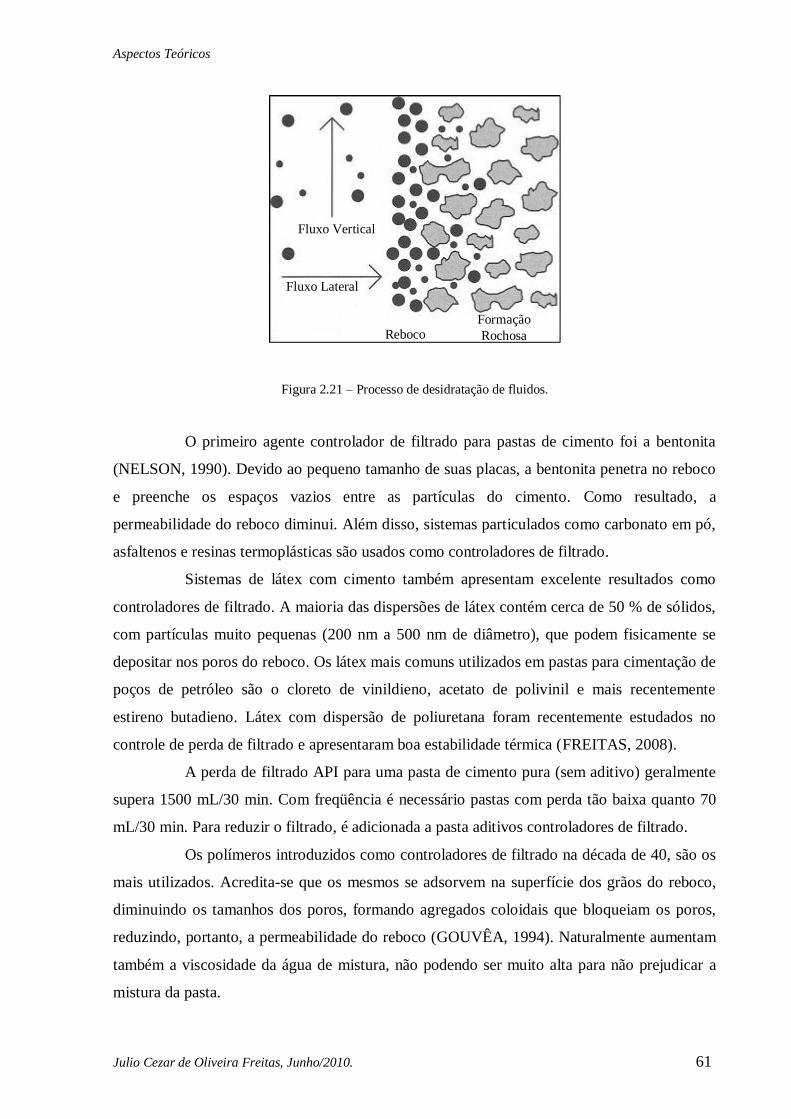
Aspectos Teóricos
Julio Cezar de Oliveira Freitas, Junho/2010. 61
Figura 2.21 – Processo de desidratação de fluidos.
O primeiro agente controlador de filtrado para pastas de cimento foi a bentonita
(NELSON, 1990). Devido ao pequeno tamanho de suas placas, a bentonita penetra no reboco
e preenche os espaços vazios entre as partículas do cimento. Como resultado, a
permeabilidade do reboco diminui. Além disso, sistemas particulados como carbonato em pó,
asfaltenos e resinas termoplásticas são usados como controladores de filtrado.
Sistemas de látex com cimento também apresentam excelente resultados como
controladores de filtrado. A maioria das dispersões de látex contém cerca de 50 % de sólidos,
com partículas muito pequenas (200 nm a 500 nm de diâmetro), que podem fisicamente se
depositar nos poros do reboco. Os látex mais comuns utilizados em pastas para cimentação de
poços de petróleo são o cloreto de vinildieno, acetato de polivinil e mais recentemente
estireno butadieno. Látex com dispersão de poliuretana foram recentemente estudados no
controle de perda de filtrado e apresentaram boa estabilidade térmica (FREITAS, 2008).
A perda de filtrado API para uma pasta de cimento pura (sem aditivo) geralmente
supera 1500 mL/30 min. Com freqüência é necessário pastas com perda tão baixa quanto 70
mL/30 min. Para reduzir o filtrado, é adicionada a pasta aditivos controladores de filtrado.
Os polímeros introduzidos como controladores de filtrado na década de 40, são os
mais utilizados. Acredita-se que os mesmos se adsorvem na superfície dos grãos do reboco,
diminuindo os tamanhos dos poros, formando agregados coloidais que bloqueiam os poros,
reduzindo, portanto, a permeabilidade do reboco (GOUVÊA, 1994). Naturalmente aumentam
também a viscosidade da água de mistura, não podendo ser muito alta para não prejudicar a
mistura da pasta.
Fluxo Vertical
Fluxo Lateral
Reboco Formação
Rochosa
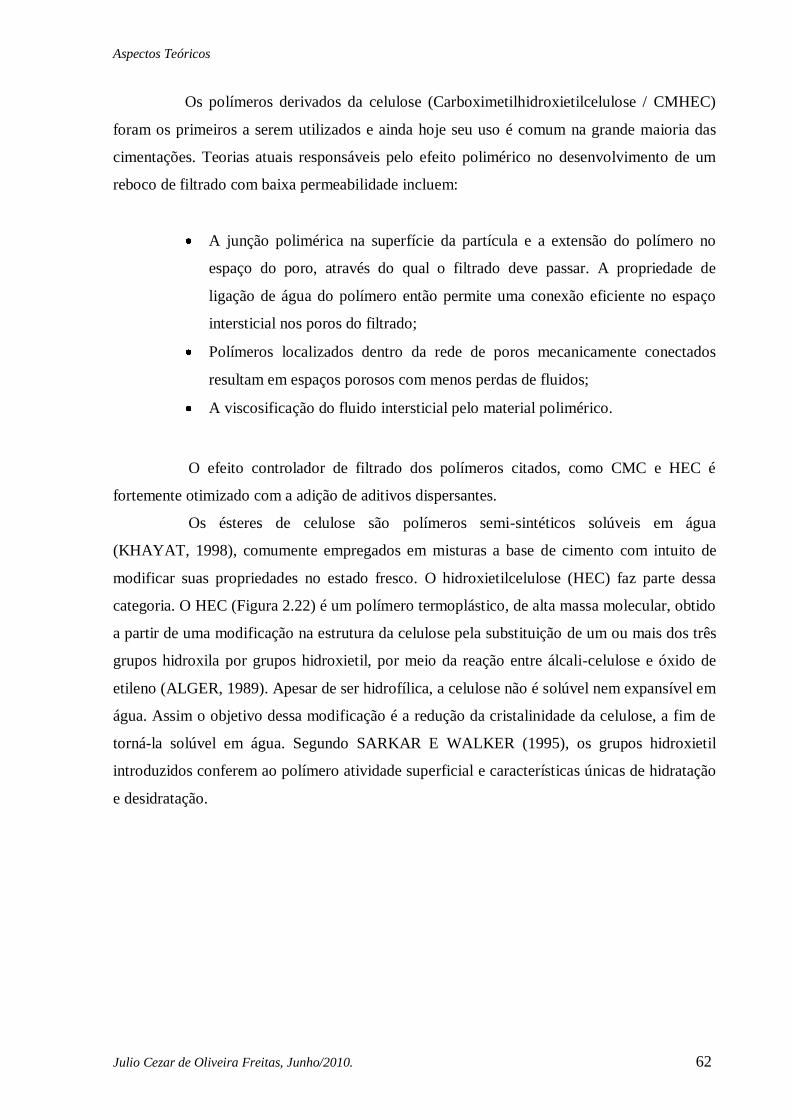
Aspectos Teóricos
Julio Cezar de Oliveira Freitas, Junho/2010. 62
Os polímeros derivados da celulose (Carboximetilhidroxietilcelulose / CMHEC)
foram os primeiros a serem utilizados e ainda hoje seu uso é comum na grande maioria das
cimentações. Teorias atuais responsáveis pelo efeito polimérico no desenvolvimento de um
reboco de filtrado com baixa permeabilidade incluem:
A junção polimérica na superfície da partícula e a extensão do polímero no
espaço do poro, através do qual o filtrado deve passar. A propriedade de
ligação de água do polímero então permite uma conexão eficiente no espaço
intersticial nos poros do filtrado;
Polímeros localizados dentro da rede de poros mecanicamente conectados
resultam em espaços porosos com menos perdas de fluidos;
A viscosificação do fluido intersticial pelo material polimérico.
O efeito controlador de filtrado dos polímeros citados, como CMC e HEC é
fortemente otimizado com a adição de aditivos dispersantes.
Os ésteres de celulose são polímeros semi-sintéticos solúveis em água
(KHAYAT, 1998), comumente empregados em misturas a base de cimento com intuito de
modificar suas propriedades no estado fresco. O hidroxietilcelulose (HEC) faz parte dessa
categoria. O HEC (Figura 2.22) é um polímero termoplástico, de alta massa molecular, obtido
a partir de uma modificação na estrutura da celulose pela substituição de um ou mais dos três
grupos hidroxila por grupos hidroxietil, por meio da reação entre álcali-celulose e óxido de
etileno (ALGER, 1989). Apesar de ser hidrofílica, a celulose não é solúvel nem expansível em
água. Assim o objetivo dessa modificação é a redução da cristalinidade da celulose, a fim de
torná-la solúvel em água. Segundo SARKAR E WALKER (1995), os grupos hidroxietil
introduzidos conferem ao polímero atividade superficial e características únicas de hidratação
e desidratação.
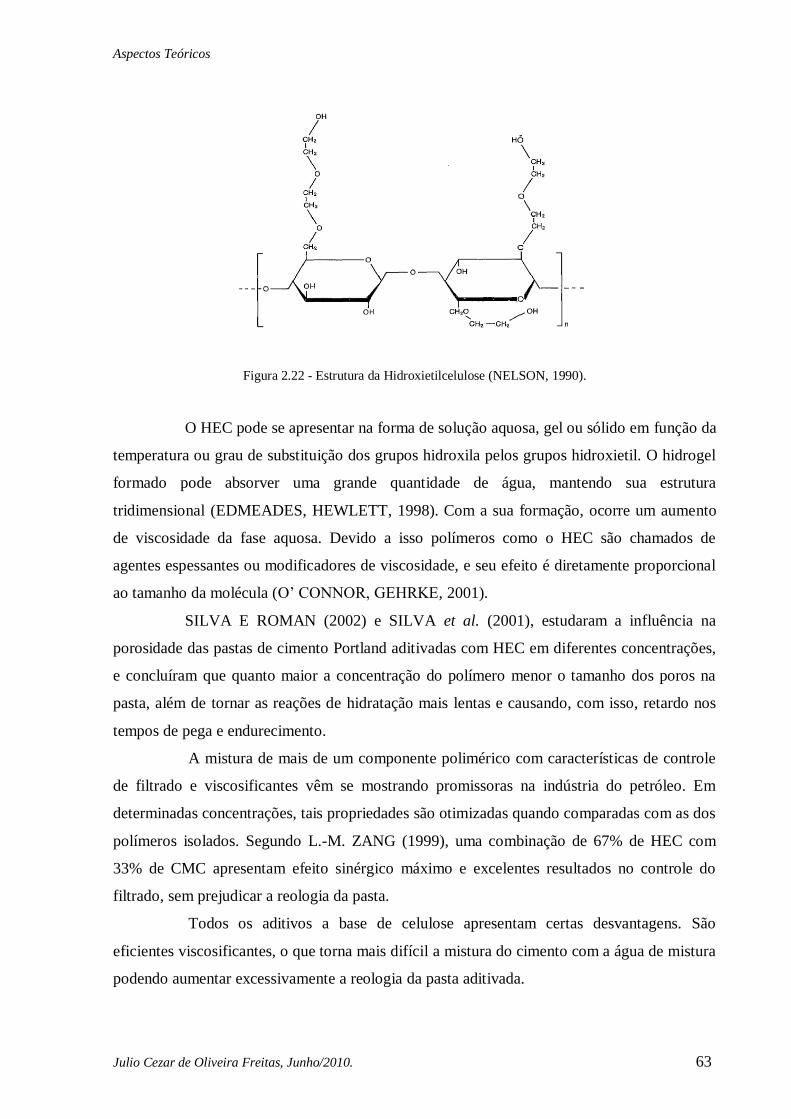
Aspectos Teóricos
Julio Cezar de Oliveira Freitas, Junho/2010. 63
Figura 2.22 - Estrutura da Hidroxietilcelulose (NELSON, 1990).
O HEC pode se apresentar na forma de solução aquosa, gel ou sólido em função da
temperatura ou grau de substituição dos grupos hidroxila pelos grupos hidroxietil. O hidrogel
formado pode absorver uma grande quantidade de água, mantendo sua estrutura
tridimensional (EDMEADES, HEWLETT, 1998). Com a sua formação, ocorre um aumento
de viscosidade da fase aquosa. Devido a isso polímeros como o HEC são chamados de
agentes espessantes ou modificadores de viscosidade, e seu efeito é diretamente proporcional
ao tamanho da molécula (O’ CONNOR, GEHRKE, 2001).
SILVA E ROMAN (2002) e SILVA et al. (2001), estudaram a influência na
porosidade das pastas de cimento Portland aditivadas com HEC em diferentes concentrações,
e concluíram que quanto maior a concentração do polímero menor o tamanho dos poros na
pasta, além de tornar as reações de hidratação mais lentas e causando, com isso, retardo nos
tempos de pega e endurecimento.
A mistura de mais de um componente polimérico com características de controle
de filtrado e viscosificantes vêm se mostrando promissoras na indústria do petróleo. Em
determinadas concentrações, tais propriedades são otimizadas quando comparadas com as dos
polímeros isolados. Segundo L.-M. ZANG (1999), uma combinação de 67% de HEC com
33% de CMC apresentam efeito sinérgico máximo e excelentes resultados no controle do
filtrado, sem prejudicar a reologia da pasta.
Todos os aditivos a base de celulose apresentam certas desvantagens. São
eficientes viscosificantes, o que torna mais difícil a mistura do cimento com a água de mistura
podendo aumentar excessivamente a reologia da pasta aditivada.

Aspectos Teóricos
Julio Cezar de Oliveira Freitas, Junho/2010. 64
A temperaturas a baixo de 65 ºC, controladores a base de celulose possuem efeito
secundário de retardador de pega. Além disso, temperaturas muito altas, como a cima de 93
ºC, diminuem consideravelmente sua eficiência.

.
7 Capítulo 3
8 Estado da Arte
Estado da Arte
Julio Cezar de Oliveira Freitas, Junho/2010. 66
3. Estado da arte
Hoje mais de 100 tipos de aditivos químicos são utilizados para otimizar as
propriedades das várias classes de cimento API às condições de temperatura e pressão dos
poços petrolíferos. Nos últimos anos, grandes avanços têm se verificado no desempenho de
pastas de cimentos para poços de petróleo. Entretanto, ainda hoje há uma necessidade de se
pesquisar novos materiais que possam ser aplicados na cimentação.
LIMA (2007) estudou o comportamento de pastas de cimento para poços de
petróleo frente à adição de diferentes polímeros dispersantes. Em seu estudo ele observou que
o aditivo químico dispersante a base de policarboxilato proporcionou uma elevada fluidez as
pastas. Ele concluiu que policarboxilatos possuem efeito dispersivo superior aos dispersantes
do tipo naftaleno e melamina.
AIAD (2003) estudou a influência do tempo de adição de aditivos químicos
dispersantes em pastas de cimento. Ele concluiu que a composição química do cimento e o
tempo de adição do dispersante podem influenciar as propriedades reológicas. Os sítios
positivos das fases aluminatos C3A e/ou C4AF são responsáveis pelo consumo dos
dispersantes.
CASTRO (2009) descreveu que a interação entre um aditivo superplastificante e a
etringita é caracterizada pela amorfização dos primeiros cristais de etringita formados e por
uma inibição de seu crescimento cristalino: os germes de etringita são mantidos, por um curto
intervalo de tempo, em uma organização semelhante a um material amorfo e as moléculas de
superplastificante são progressivamente adsorvidas na superfície desse material. Com isso, a
presença de superplastificante implica em uma modificação definitiva da morfologia da
etringita: ao invés de serem em forma de agulha, os cristais formados são bem pequenos e
aproximadamente cúbicos, o que pode contribuir com o mecanismo de fluidificação da
mistura; os cristais normais de etringita começam a crescer novamente quando todas as
moléculas de superplastificante já tiverem sido adsorvidas.
HANEHARA E YAMADA (1998) verificaram a compatibilidade de diferentes
tipos de dispersantes, tais como lignina sulfonada, naftaleno sulfonado, melamina sulfonada,
amina sulfonada e policarboxilato. Eles constataram que o policarboxilato possui uma melhor
compatibilidade com diferentes tipos de cimento, entretanto, essa compatibilidade pode ser
afetada com o aumento da concentração de sulfatos alcalinos no cimento.
Estado da Arte
Julio Cezar de Oliveira Freitas, Junho/2010. 67
HEKAL E KISHAR (1999) reportaram que a presença de superplastificantes causa
um efeito de retardamento na formação de etringita, e este grau de retardamento aumenta
quando se aumenta a concentração do aditivo, especialmente nas primeiras idades de
hidratação (durante as primeiras 24 horas). Por outro lado, GRIERSON et al. concluíram que
após períodos mais longos de hidratação (7 e 14 dias), o efeito de inibição na formação de
etringita não pôde mais ser observado.
SIMARD E AITCN (1993) observaram que naftaleno sulfonato retardou a
hidratação do cimento independentemente do tipo de sal e peso molecular da estrutura deste
polímero.
RAMANCHANDRAN et al. estudaram os fatores que afetam a eficiência de
retardadores com cimento. Estes incluem a concentração do retardador, o tempo em que o
retardador é adicionado, e a temperatura e composição do cimento. Retardadores são mais
eficientes com baixo teor de aluminatos, pois estes consomem desproporcionalmente mais
retardadores.
Em 1958, EDRHARD E PARK patenteou o uso do látex a base de Cloreto de
Vinilideno, com 35 % de sólidos, em cimentos, melhorando o desempenho da pasta.
WOODARD E MERKLE (1962) estudaram o látex de acetato de polivinil e
concluíram que é um material satisfatório para a formulação das pastas. Este látex foi usado
por muitos anos na cimentação de poços de petróleo, mas sua aplicação é limitada a
temperaturas baixas (50 °C).
KUHLMANN (1985), DRECQ E PARCEVAUX (1988) observaram que a pastas
aditivadas com látex apresentam excelentes propriedades reológicas devido a sua ação
lubrificante e, que, depois de curadas, consistem em cimento hidratado conectado por um
filme de partículas do polímero.
Uma melhoria na tecnologia de cimento aditivado com látex ocorreu quando
PARCEVAUX et al (1985) identificaram que o látex estireno-butadieno é um excelente
aditivo para a prevenção de migração do gás para o anular. Estudos adicionais foram feitos
por SAULT Et al (1986), que comprovaram que, além dos efeitos citados por PARCEVAUX,
esse látex é efetivo a temperaturas de até 176 oC (350
oF).
Os estudos com látex estireno-butadieno continuam até hoje. CHILDS E
BURKHALTER (1992) patentearam uma formulação de pasta de cimento para poço de
petróleo contendo cimento classe H, água de mistura com: látex estireno-butadieno (com
surfactante compatível), antiespumante e retardador, obtendo resultados de controle de

Estado da Arte
Julio Cezar de Oliveira Freitas, Junho/2010. 68
filtrado de 33 mL/30 min; espessamento em 3 h e 34 min; resistência à compressão em
24 horas de cura de 10,35 Mpa.
.
9 Capítulo 6
10 Conclusões
Julio Cezar de Oliveira Freitas, Junho/2010. 70
6. Conclusões
O estudo realizado neste trabalho representa uma iniciativa de adequar sistemas de
aditivos químicos, comumente empregados na indústria da construção civil, para aplicação em
cimentação de poços de petróleo. Procurou-se, além disto, realizar um estudo prévio de
caracterização dos aditivos para elucidar suas propriedades e funções específicas. Deste
estudo, chegaram-se as seguintes conclusões:
As análises por FTIR comprovaram a semelhança entre das estruturas químicas dos
aditivos, favorecendo a sinergia do sistema;
Os resultados de análise térmica mostraram que os aditivos estudados possuem
estabilidade térmica até em média 100 ºC, com exceção do controlador de filtrado, que
se manteve estável até, aproximadamente, 300 ºC;
O aditivo antiespumante apresentou excelente resultado na inibição de formação de
espuma,
O aditivo dispersante reduziu os valores de viscosidade plástica, limite de escoamento
e os géis das pastas estudadas, comprovando sua eficiência como aditivo dispersante
para aplicação em cimentação em poços de petróleo;
Com o aumento da concentração do aditivo retardador, foi possível elevar os tempos
de espessamentos das pastas estudadas, comprovando sua eficiência como aditivo
retardador de pega em cimentação de poços de petróleo;
Os valores de filtrado foram reduzidos na proporção em que foi aumentada a
concentração do aditivo redutor;
Foi possível formular um sistema de pasta, utilizando uma combinação dos aditivos,
para aplicação em operação de cimentação primária;
A perfilagem realizada, durante a completação do poço, confirmou boa aderência do
cimento com a formação e boa aderência entre o cimento e o revestimento, indicando
que a operação de cimentação foi bem sucedida.

Julio Cezar de Oliveira Freitas, Junho/2010. 71
11 Referências
Referências
Julio Cezar de Oliveira Freitas, Junho/2010. 72
Referências
AIAD, I., Influence of time addition of superplasticizers on the rheologicalproperties of fresh
cement pastes. Cement and concrete Research, v. 33, p. 1229-1234, 2003.
AITCIN, P.C., High performance concrete. London: E&FN SPON, 1998, p. 569.
ALGER, M.S.M. Polymer Science Dictionary. New York: Elsevier Applied Science, 1989.
API. API SPEC 10A:, Specifications for cements and materials for well cementing, 2000(a).
BENSTED, J. Simple retarder response test for oil well cements at high temperatures,
Cement and Concrete Research, 1993. V. 23, p.1245.
BENSTED. J. Effect of Accelerator Additives on the Early Hydrstion of Portland Cement, Il
Cemento v.1, p. 13-20, 1978.
CHILDS, J. D., BURKHALTER, J.F. Cement slurry having controlled fluid loss, and their
use in cementing conduits in gas and oil wells, BRIT.UK Pat. Appl. No 2247234. p.26, 1992.
S. CHSTTERJI, Colloid Electrochemistry of Saturated Cement Paste and Some Properties of
Cement Based Materials, Advanced Cement Basic Materials, v.7, p. 102-108, 1998.
CASTRO, A.L., PANDOLFELLI, V.C., Concepts of particle dispersion and packing for
special concretes production, Cerâmica, v. 55, p. 18-32, 2009.
COLLEPARDI, M. AND MARCHESE, B. Morphology and Surface Properties of Hydrated
Tricalcium Silicate Pastes, Cement and Concrete Res.) v. 2, p. 57-65, 1972.
COSTA, J.C.C. Cimentação de poços de petróleo. 2004. Monografia em Engenharia de
Exploração e Produção de Petróleo, Universidade Federal Fluminense (UFF), Macaé, RJ.
Referências
Julio Cezar de Oliveira Freitas, Junho/2010. 73
CREMA, S.C., KUCERA, C.H., New Fluid- Loss Additives for Oilfield Cementing, Society of
Petroleum Engineers, SPE 18901, p.657-664, 1989.
EDMEARDES, R.M.; HEWLLET, P.C. Cement admixtures. In: HEWLLET, P.C. (Ed.) Lea’s
Chemistry of cement and concrete. 4th ed. Londin: Arnold, 1998. Cap. 15, p. 837-901.
ERDOGDU, S. Compatibility of superplasticizers with cements different in composition,
Cement and Concrete Research, v. 30, p. 767-773, 2000.
FREITAS, J.C.O., Adição de poliuretana em pastas de cimento para poços de pretróleo como
agente de correção de filtrado. 2008. Dissertação de Mestrado apresentada no Programa de
Pós Graduação em Ciência e Engenharia de Petróleo. Universidade Federal do Rio Grande do
Norte.
GANGULI, K.K. Control of gas migration in oil well cementing, PTC Int. Appl., No
WO9217417, 1992.
GARCIA, J.R.; OLIVEIRA, I.R.; PANDOLFELLI., Processo de hidratação e os
mecanismos de atuação dos aditivos aceleradores e retardadores de pega do cimento de
aluminato de calico, Cerâmica, V. 53, p.42-56, 2007.
GOPALKIRSHNAN, S.; ROZNOWSKI, M. Additive composition for oil well cementing
formulation, U. S. PATENT No 5,258,072, 1993.
GOUVÊA, P.C.V.: “Cimentação primária”, GEN-NOR 1994.
GRIERSON, L.H., KNIGHT, J.C., MAHARAJ, R., The role of calcium ions and
lignosulphonate plasticizer in the hydration of cement, Cement and Concrete Research, v. 35,
p. 631-636, 2005.
Halliburton Company, Cimentação (apostila), Mossoró, RN. p.120, 1998.
Referências
Julio Cezar de Oliveira Freitas, Junho/2010. 74
HANEHARA, I., YAMADA, K., Interaction between cement and chemical admixture from
the point of cement hydration, absorption behaviour of admixture, and paste rheology.
Cement and Concrete Research, v. 29, p. 1159-1165, 1999.
HEKAL, E.E.; KISHAR, E.A, Effect of sodium salt of naphthalene-formaldehyde
polycondensate on ettringite formation, Cement and Concrete Research, v. 29, p. 1535-1540,
1999.
HEWLETT, P.C. Lea’s Chemistry of Cement and Concrete, Editora Butterworh Heineman, 4
ed., Oxford, 2001.
HIRLJAC, J., WU, Z. Q. AND YOUNG. J. F. Silicate Polymerization during the Hydration
of Alite, Cement and Concrete Res., v. 13, p. 877-886, 1983.
JOLICOUER, C.; SIMARD, M.A., Chemical admixture Cement Interactions:
phenomenology and phisico-chemical concepts, Cement and Concrete Composites, v. 20,
p.87-101, 1998.
KHAYAT, K.H. Viscosity-enhancing admixtures for cement-based materials: an overview.
Cement and Concrete Composites, oxford, v. 20, p. 171-188, 1998.
KONDO, R., DAIMON, M, SAKAI, E., AND USHIYAMA, H. Influence of Inorganic Salts
on the Hydration of Tricalcium Silicate, J. Appl. Chem. Biotechnol. v. 27, p. 191-197, 1977.
KUHLMANN, L.A. Latex-Modified Concrete for the Repair and Rehabilitation of Bridges,
Int. J. of Cement Composites and Lightweight Concrete, p.241-247, 1985.
LIMA, F.M. Avaliação do comportamento reológico de pastas de cimento para poços de
petróleo com adição de plastificantes. 2007. Dissertação de Mestrado (Engenharia de
Materiais). Universidade Federal do Rio Grande do Norte.
MACHADO, J. C. V. Reologia e Escoamento de Fluidos - Ênfase na indústria do petróleo.
Rio de Janeiro. Interciência: Petrobrás. 2002.
Referências
Julio Cezar de Oliveira Freitas, Junho/2010. 75
MEHTA, P.K.; MONTEIRO, P.M. Concrete: microestructure, properties and materials. 1.
ed. Berkeley: Editora University of Califórnia, 2001.
NELSON, E.B., Well cementing, Saint-Etienne: Schulumberger Educational Services, 1990.
NASCIMENTO, J. H. O.; Adição de Poliuretana não iônica a cimento Portland especial
para Cimentação de Poços de Petróleo. 2006. p 32. Dissertação de Mestrado (Engenharia de
Materiais). Universidade Federal do Rio Grande do Norte.
O’ CONNOR, S.M.; GEHRKE, S.H. Particule size distribution analisys as a caracterization
method for gel paticles produced in suspension reactors. Polymer, v. 42, p. 1541-1546, 2001.
OLIVEIRA, V.C.C. Análise de segurança em operações marítimas de exploração e produção
de petróleo. 2004. Dissertação (Mestrado em Ciências e Engenharia do Petróleo),
Universidade de Campinas, Campinas, São Paulo.
PARCEVAUX, P.A.; PIOT, B.M.; VERCAEMER, C.J. Cement composition for cementing
wells, allowing pressures gas channeling in the cemented annulus to be controlled, U.S.
PATENT 4,537,918, 1985.
PELIPENKO, S.; FRIGAARD, I.A. Mud removal and cement placement during primary
cementing of an oil well, Journal of Engineering Mathematics, v. 48, p.1-26, 2004.
PRINCE, W., EDWARDS-LAJNEF, AITCIN, P. C., Interaction between ettringite and a
polynaphthalene sulfonate superplasticizer in a cementitious paste, Cement and Concrete
Research, v. 32, p. 79-85, 2002.
RAMACHANDRAN, V. S. & FELDMAN, R. F., Cement science. In Concrete Admixtures
Handbook, Properties, Science, and Technology, Ed. V. S. Ramachandran. Noyes
Publications, Park Ridge, NJ, p. l-53, 1984.
RICHARDSON, I. G. “The calcium silicate hydrates.” Cement and Concrete Research, v.38, p.
137-158, 2008.
Referências
Julio Cezar de Oliveira Freitas, Junho/2010. 76
RODGER A., DOUBLE, D. D., The Chemistry of Hydration of High Alumina Cement in the
Presence of Accelerating and Retarding Admixtures, Cement and Concrete Research, v. 14, p.
73-82, 1984.
RONCERRO, J. Effect of superplasticizers on the behavior of concrete in fresh and hardened
states: implications for high performance concretes. 2000. 189 f. Tese (Doutorado).Universiat
Poliécnica de Cataluya, Barcelona.
SANTOS J. B.F. Modificações morfológicas e estruturais de pastas de cimento aditivadas
com termofixos a base de epóxi para utilização em poços de petróleo. 2006. Dissertação
(Mestrado em Física), Universidade Federal de Sergipe, Sergipe.
SARKAR, N.; WALKER, L.C. Hydration-dehydration properties of methylcellulose and
hydroxypropylmethylcellulose. Carbohydrate Polymers, Barking, GB, v. 27, p. 177-185,
1995.
SILVA, D.A.; JOHN, V.M.; RIBEIRO, J.L.D.; ROMAN, H.R. Pore size distribution of
hydrated cement pastes modified with polymers, Cement and Concrete Research, v. 31,
p.1177-1184, 2001.
SILVA, D.A.; ROMAN, H.R. Caracterização microestrutural de pastas de cimento aditivadas
com polímeros HEC e EVA, Revista Ambiente Construído, v. 2, p.31-46, 2002.
SIMARD, M.A.; AITCIN, P.C.; Calorimetry, rheology and compressive strength of
superplasticized cement pastes, Cement and Concrete Research, v. 23, p.939–950, 1993.
SMITH, D.K., Cementing,Monograph SPE, Society of Petroleum Engineers Inc., New York
City, 1990.
TAYLOR, H.F.W. Cement Chemistry, Editora Academic Press, 2 ed., London, 1998.
THOMAS, J.E. Fundamentos de engenharia do petróleo, Editora Interciência. Petrobrás, Rio
de Janeiro, 2001.
Referências
Julio Cezar de Oliveira Freitas, Junho/2010. 77
TRAETTEBERG, A. AND GRATTAN-BELLEW, P. E. Hydration of 3CaO.Al2O3 and
3CaO.Al2O3, + Gypsum With and Without CaCl2, J. Amer. Ceramic Soc. v. 58, p. 221-227,
1975.
VARMA A. J.; CHAVAN,V. B.; Calcium Complexation by Low Molecular Weight
Dicarboxycellulose in Aqueus Solution, Carbohydrate Polymers, v. 45, p. 101-103, 2001.
VLACHOU, P. V., PIAU, J.M. The influence of the shear field on the microestructural and
chemical evolution of na oil well cement slurry and its rheometric impact, Cement and
Concrete Research, v. 27, p.869, 1997.
WOODARD, G.W; MERKLE, G.H. Composition of Hydraulic Cement and Polyvinyl Acetat
and Use Thereof, U.S.PATENTE Nº 3,0158.520, 1962.
Anexos
Julio Cezar de Oliveira Freitas, Junho/2010. 78
Anexos
A seguir, encontram-se os resultados do teste de perfilagem do poço, a tabela
resumo com a quantificação das fases pelo método de Rietveld, além dos resultados de
Espessamento e Resistência compressiva pelo método UCA (Ultrasonic Cement Analyser).
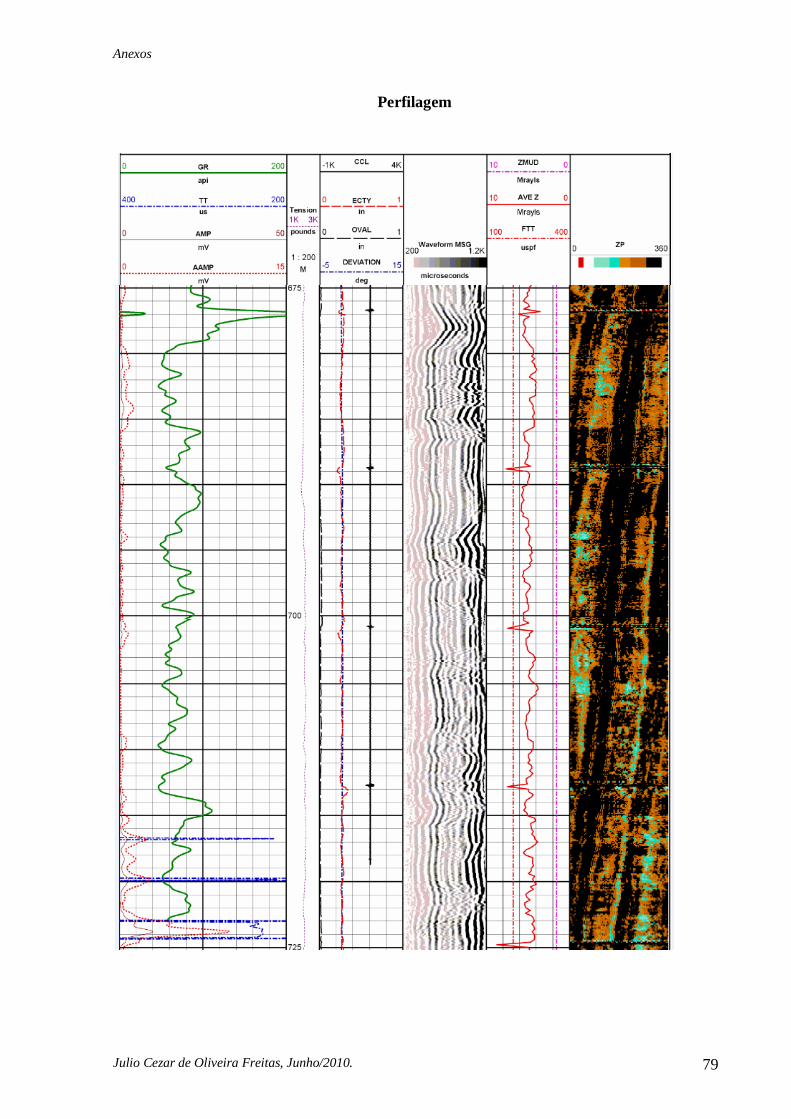
Anexos
Julio Cezar de Oliveira Freitas, Junho/2010. 79
Perfilagem
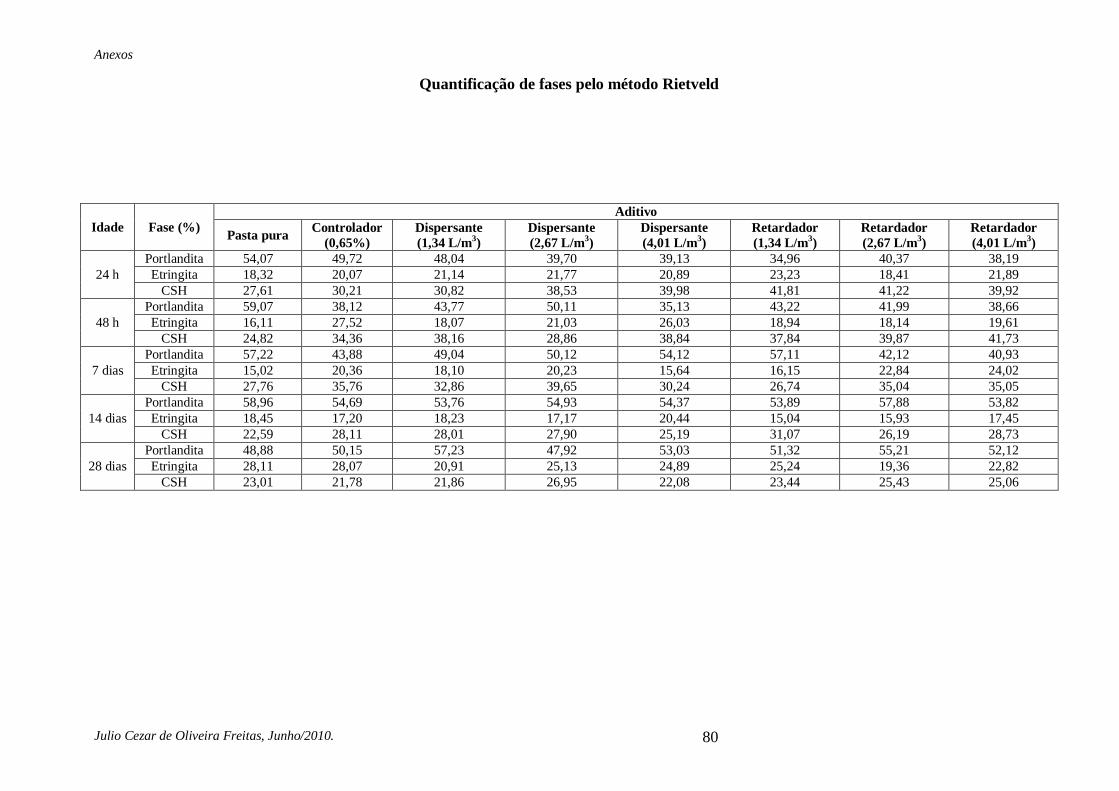
Anexos
Julio Cezar de Oliveira Freitas, Junho/2010. 80
Quantificação de fases pelo método Rietveld
Idade Fase (%)
Aditivo
Pasta pura Controlador
(0,65%)
Dispersante
(1,34 L/m3)
Dispersante
(2,67 L/m3)
Dispersante
(4,01 L/m3)
Retardador
(1,34 L/m3)
Retardador
(2,67 L/m3)
Retardador
(4,01 L/m3)
24 h
Portlandita 54,07 49,72 48,04 39,70 39,13 34,96 40,37 38,19
Etringita 18,32 20,07 21,14 21,77 20,89 23,23 18,41 21,89
CSH 27,61 30,21 30,82 38,53 39,98 41,81 41,22 39,92
48 h
Portlandita 59,07 38,12 43,77 50,11 35,13 43,22 41,99 38,66
Etringita 16,11 27,52 18,07 21,03 26,03 18,94 18,14 19,61
CSH 24,82 34,36 38,16 28,86 38,84 37,84 39,87 41,73
7 dias
Portlandita 57,22 43,88 49,04 50,12 54,12 57,11 42,12 40,93
Etringita 15,02 20,36 18,10 20,23 15,64 16,15 22,84 24,02
CSH 27,76 35,76 32,86 39,65 30,24 26,74 35,04 35,05
14 dias
Portlandita 58,96 54,69 53,76 54,93 54,37 53,89 57,88 53,82
Etringita 18,45 17,20 18,23 17,17 20,44 15,04 15,93 17,45
CSH 22,59 28,11 28,01 27,90 25,19 31,07 26,19 28,73
28 dias
Portlandita 48,88 50,15 57,23 47,92 53,03 51,32 55,21 52,12
Etringita 28,11 28,07 20,91 25,13 24,89 25,24 19,36 22,82
CSH 23,01 21,78 21,86 26,95 22,08 23,44 25,43 25,06
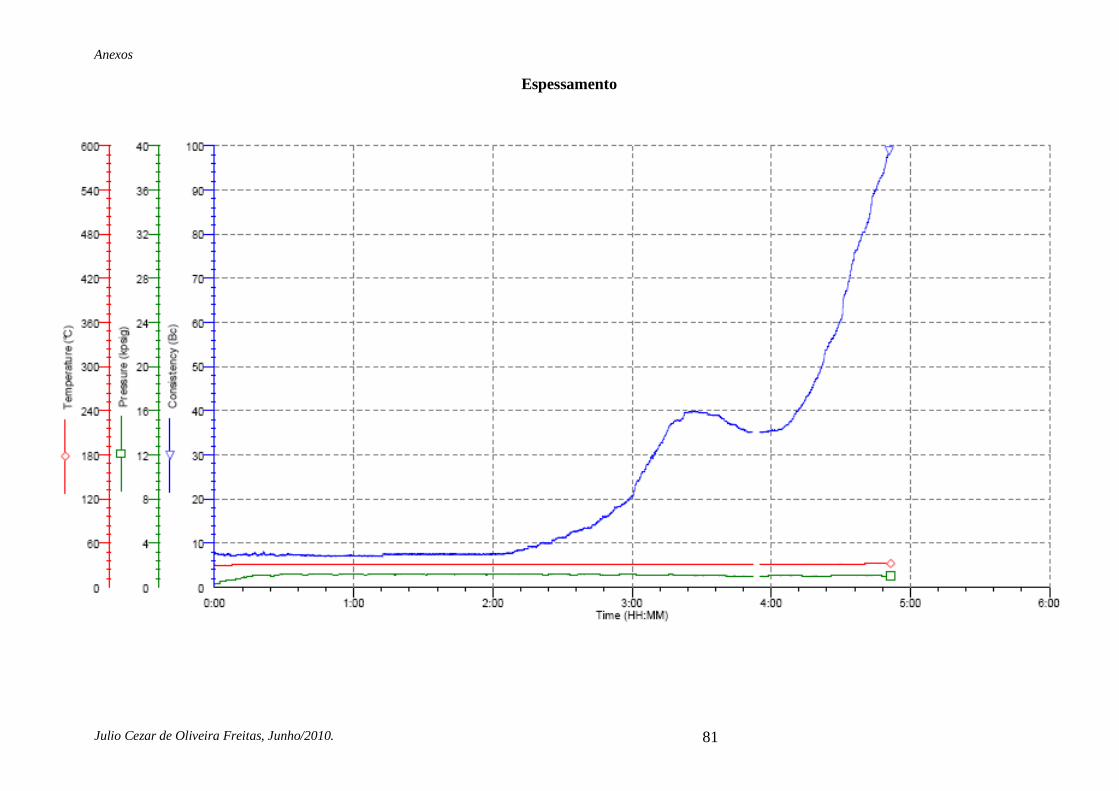
Anexos
Julio Cezar de Oliveira Freitas, Junho/2010. 81
Espessamento
Espessamento
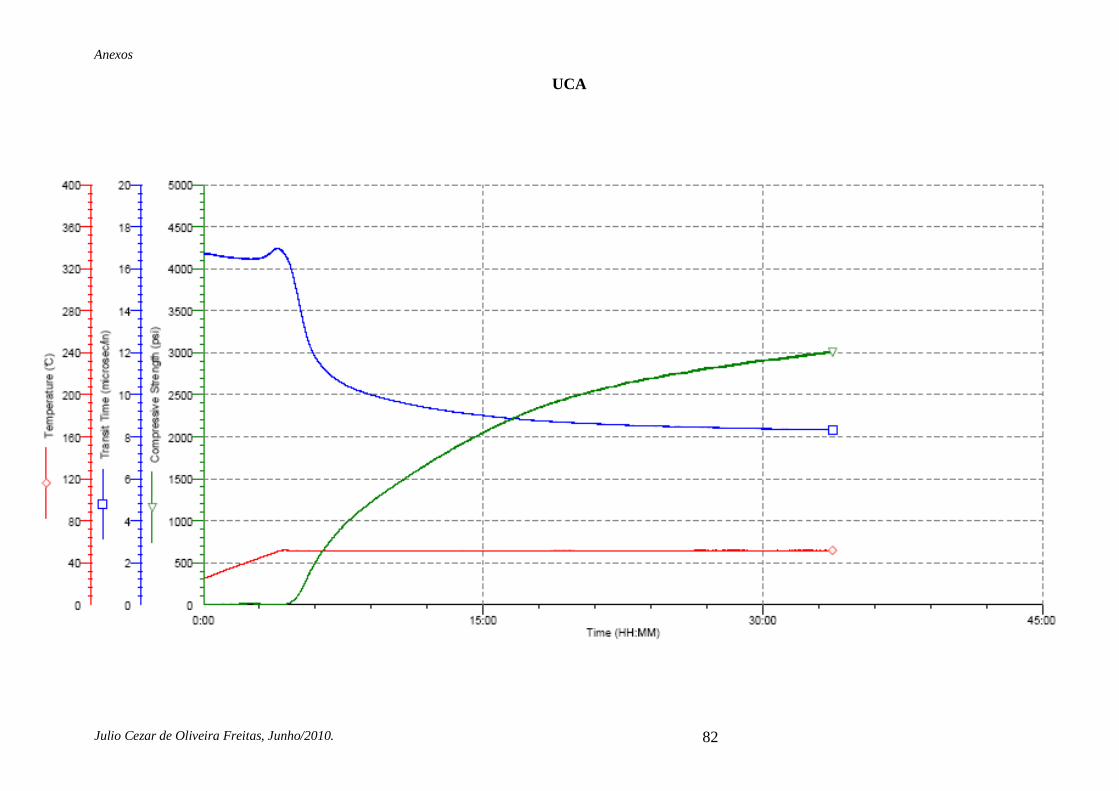
Anexos
Julio Cezar de Oliveira Freitas, Junho/2010. 82
UCA