Embed Size (px)
Citation preview

Des innovations à couper le souffle 6 Alimentations sans interruption 13 Le véhicule électrique adopte le Cloud 24 Des interfaces plus humaines 70
1 |13
Innovation
Actualités technologiquesdu Groupe ABB
ABB
revue

2 revue ABB 1|13
Il y a plus de 120 ans, Thomas Edison, partisan du courant continu, s’inclinait devant George Westinghouse et son courant alternatif. Le courant continu était pourtant loin d’être « hors circuit » : en 1954, l’une des sociétés à l’origine d’ABB, le Suédois ASEA, inaugurait à Gotland (photo) la première liaison en courant continu à haute tension (CCHT). ABB est aujourd’hui numéro un mondial
des solutions CCHT. La technologie ne manque pas d’arguments : faibles pertes sur de longues distances, enfouissement ou immersion des câbles . . . Reste que l’absence de disjoncteurs CC la confinait jusqu’ici à de simples lignes couplant deux réseaux. ABB a comblé cette lacune avec le déploiement d’un réseau CCHT à part entière, redorant ainsi le blason d’Edison.

3
Sommaire
3
6
13
16
20
24
29
36
42
45
52
59
64
70
76
Trajectoires 2013Une année d’innovations
Concentré de puissanceDes alimentations sans interruption (ASI) modulaires et intelligentes
Facteurs de puissanceQualité du courant : maux et remèdes
Secours modulaireLes ASI gagnent en intelligence, modularité, souplesse et disponibilité
Stations de services CloudDes solutions de connectivité ABB pour l’électromobilité
Prise en mainUn disjoncteur « intelligent » gère les charges pour diminuer les coupures
Un aiguilleur fidèle au posteLe multiplexeur universel FOX615 d’ABB relève les nouveaux défis de la communication industrielle
Maille serréeLes réseaux 802.11 à l’épreuve du terrain
Simulation avancée du moulage réactifNouvelle plate-forme numérique eRAMZES
Guet sur le NetGardez la main sur votre contrôle-commande avec l’application web My Control System d’ABB
Valorisation énergétiqueDes pistes pour améliorer le bilan énergétique d’une machine à papier
Grande puissanceABB étoffe sa gamme de moteurs asynchrones haute tension
L’important, c’est l’exploitantL’ethnographie pour mieux comprendre la conduite opérateur
Réactivité à tous les étagesABB échafaude l’édifice 800xA en Colombie
Améliorer
Communiquer
Gérer
Protéger
Innover
Sommaire

revue ABB 1|13 4
Édito
Prith Banerjee
centres de consommation aux centrales hydroélectriques, solaires et éoliennes, éloignées pour certaines de plusieurs milliers de kilomètres. Mais l’absence de disjoncteur ad hoc confina cette technologie aux liaisons point à point. Ce dernier obstacle majeur au déploiement d’un réseau CCHT à part entière est aujourd’hui levé avec le disjonc-teur CC d’ABB.
Il y a beaucoup à dire sur cette innovation. La Revue ABB n’en livre ici qu’une esquisse ; nous y reviendrons amplement dans les prochaines éditions.
Ce premier numéro de l’année aborde bien d’autres thématiques de progrès : les alimen-tations sans interruption qui garantissent la continuité de service des datacenters, les appareillages électriques « intelligents », les transmissions sans fil, les interfaces homme-machine, etc. Une moisson d’innova-tions qui améliorent, sécurisent et dopent la productivité des grandes infrastructures industrielles.
Confiant dans l’utilité de ces sujets pour faciliter votre compréhension de notre offre technologique, je vous souhaite une fructueuse lecture de la Revue ABB.
Cordialement,
Prith BanerjeeDirecteur des technologiesVice-présidentdu Groupe ABB
Chers lecteurs,Moteur du progrès, l’innovation se décline en trois grandes catégories : l’innovation incrémentale se nourrit de l’existant pour améliorer et étoffer une ligne de produits, par exemple ; l’innovation architecturale engendre de nouvelles offres et gammes ; l’innovation de rupture, la plus radicale et la plus ambitieuse, bouscule les acquis, ouvre le champ des possibles, réinvente les méthodes et procé-dés, repense les applications, redessine le marché et, en de fin de compte, la réalité économique et sociétale.
C’est dans ce dernier domaine qu’ABB vient de s’illustrer avec une « révolution » qui fera date dans le transport électrique du XXIe siècle.
Quand les centrales d’énergie sont d’ordi-naire implantées à proximité des centres de consommation, les énergies d’origine renouvelable sont souvent « excentrées » puisqu’elles abondent dans des régions à faible densité de population où l’infrastructure de réseau est traditionnellement fragile. La nécessité d’acheminer cet afflux d’énergie sur de grandes distances, sans perturber le transit local, fait peser de nouvelles contraintes sur les réseaux de transport. ABB relève ce défi avec sa solution de courant continu à haute tension (CCHT).
Le prédécesseur d’ABB, la société ASEA, en fut l’inventeur dans les années 1950. Aujourd’hui, cette technologie permet le transport massif d’électricité sur des milliers de kilomètres, à terre comme en mer. Dès 1992, ABB proposait un super- réseau européen pour relier en CCHT les
L’innovation réinventée

5Éditorial

6 revue ABB 1|13
Si l’on voulait schématiser la chaîne de fourniture électrique, il suffirait de dessiner un gigantesque câble reliant le producteur au consommateur. La réalité est autrement plus compliquée ! L’électricité d’un foyer ou d’une usine provient de plusieurs sources disséminées, faisant de son réseau un complexe écheveau de lignes bâti sur le principe de redondance, qui garantit la continuité de la desserte même si certains ouvrages sont indisponibles. Pièce majeure de ce puzzle, l’appareillage de coupure et de commutation permet de réguler le flux d’énergie et de sectionner un à un des segments de ligne.
Dans l’Amérique de la fin des années 1880, le réseau électrique fut le théâtre d’une « bataille des courants » entre Thomas Edison, partisan du
continu, et George Westinghouse, chantre de l’alternatif. Ce dernier en sortit vainqueur.
Le fait est que le courant alternatif (CA) a bien des atouts, dont son appareillage. Quand le courant est interrompu, le flux d’énergie ne s’arrête pas net ; un plasma conduc-teur se forme entre les contacts ouverts de l’appareil, puis s’éteint au passage du courant par zéro (100 fois par seconde à la fréquence de 50 Hz, 120 fois à 60 Hz).
L’interruption du courant continu à haute tension (CCHT) est une autre affaire ! Ce qui n’empêche pas son transport de faire un retour en force ces dernières décennies avec la technologie ABB. Le courant alternatif est d’abord converti en CCHT pour être ensuite acheminé sur de longues distances (jusqu’à des milliers de kilomètres) avec de très faibles pertes et une grande aptitude à la commande. Qui plus est, grâce à des techniques comme les câbles sous-marins, le CCHT surmonte quasiment tous les
obstacles. Seul écueil : il se cantonne jusqu’ici aux liaisons point à point.
Tout comme le réseau CA doit sa flexibilité et sa redondance à son architecture maillée, le CCHT pourra accroître son périmètre d’action s’il est lui aussi couplé à des topologies plus complexes. C’est tout l’enjeu du « super-réseau CC » qui prêtera main forte au CA tout en le soulageant des transits d’énergie massifs sur de grandes distances. Cette évolution se confirme avec l’essor de la production d’origine renouvelable, située à des centaines, voire des milliers de kilomètres des centres de consomma-tion, là où le réseau est réputé fragile.
Fin 2012, ABB annonçait une véritable rupture technologique avec un nouveau disjoncteur CC mêlant électronique de puissance et commu-tation mécanique pour une coupure rapide et sûre. Nous y reviendrons dans un prochain numéro.
La revanched’Edison
Dans le monde entier, les laboratoires de recherche développement ABB ne cessent d’innover pour inventer l’avenir. Voici un florilège des nombreuses percées et réussites technologiques du Groupe.
Certaines sont abordées dans ce numéro. Pour les autres, nous vous donnons rendezvous dans les prochaines éditions de la Revue ABB.
Une année d’innovations
Trajectoires 2013

7Trajectoires 2013
gique, plus compact et plus léger ! Ce GIS robuste et performant amé-liore l’efficacité et la fiabilité du réseau dans des conditions extrêmes.
L’appareil est monté et testé en usine, puis expédié sous la forme de tranche, en armoire, sur plate-forme ou camion surbaissé. Cette logistique réduit le temps de transport, d’instal-lation sur site et de mise en service jusqu’à 40 % par rapport aux exé-cutions classiques. L’accès frontal aux commandes, indicateurs de position et platines de service améliore les procédures d’exploitation, d’inspec-tion et de maintenance. Les modules et raccordements standardisés permettent de configurer en souplesse le poste électrique et d’en optimiser la conception.
Doté d’un disjoncteur rapide double sectionnement à chambre de coupure unique, ce nouveau GIS est conçu pour des valeurs assignées de courant 5000 ampères (A) maxi. Il protège les réseaux avec des courants assignés de court-circuit jusqu’à 63 kA.
ABB présente sa dernière génération d’appareillage d’interruption à isolation gazeuse (GIS) ELK3 pour les installations de 420 kilo volts (kV). Elle s’inscrit dans la stratégie d’innovation ABB, en prolongement des récentes versions 245 kV et 72,5 kV.
L’ELK-3, environ 30 % plus petit que son prédécesseur, utilise 40 % de SF6 en moins. Le voici donc plus écolo-
L’appareillage à isolation gazeuse ELK-3 repousse les frontières de la performance
MACHsense est un service ABB de télédiagnostic des moteurs, générateurs et autres équipements raccordés à des organes mécaniques de transmission de puissance. Les données collectées sur site ou à distance sont traitées par des algorithmes intelligents développés par ABB.
L’offre MACHsense d’ABB est axée sur la détection précoce des défauts dans les machines pour permettre à la maintenance de planifier de manière opportune les interventions et de régler les problèmes.
Les défauts diagnostiqués incluent, entre autres, les problèmes de roulement, les valeurs électromagné-tiques anormales des moteurs et générateurs ainsi que toute contrainte d’environnement susceptible de dégrader la fiabilité ou la performance des machines.
Dépistageprécoce
Les mesures vibratoires, électriques (tension et courant) et thermiques sont combinées et analysées conjoin-tement par des bibliothèques d’algo-rithmes pour distinguer le mieux possible l’origine des défauts.
Ces algorithmes forment l’épine dorsale du système de télédiagnostic qui associe approche « PoF » (Physics ofFailure) et traitement complexe du signal pour extraire des données les
paramètres d’état clés reflétant l’évolution des défauts.
En mode télédiagnostic, une alarme est déclenchée au franchissement de seuils préréglés, permettant à la maintenance d’agir dès les signes avant-coureurs d’un défaut. Les clients suivent sur Internet l’évolution des données d’exploitation de leur moteur, générateur ou organe de transmission.

8 revue ABB 1|13
CoMoGen : un outil commodepour comprimer les coûtsde maintenance jusqu’à 40 %.
Qui donc songerait à acquérir un logement sans s’être renseigné au préalable sur le voisinage, les écoles à proximité, etc. ? Cette « recherche contextuelle » est tout aussi impor-tante en logiciel. En effet, les déve-loppeurs ne peuvent se contenter d’un extrait de code source ; il leur faut savoir où se situe précisément l’objet et à quoi il est rattaché. Si les moteurs de recherche de code fournissaient des résultats en contexte, les développeurs pourraient prendre des décisions
en meilleure connaissance de cause.ABB l’a compris : son équipe de spécialistes du logiciel industriel « ISS » (Industrial Software Systems) a mis au point un moteur de recherche évolué, baptisé CoMoGen, qui associe automatiquement un contexte à chaque résultat de recherche de façon à faciliter et à accélérer la prise de décisions. Les résultats de la recherche s’en trouvent également améliorés.La maintenance de logiciels commence souvent par l’identifica- tion des termes clés qui décrivent une tâche. La recherche est ensuite lancée sur une liste de fragments de code pertinents, un peu comme une page de résultats Google. Les liens utiles s’affichent et leur contexte est exploré ; plusieurs minutes peuvent alors s’écouler avant de voir appa-raître . . . un résultat sans intérêt ! Selon l’équipe ISS, CoMoGen devrait alléger chaque tâche de maintenance
Le temps c’est de l’argent, aussi en maintenance logicielle
La recherche ABB et ABB Robotique mènent un projet commun sur un robot téléguidé par l’opérateur avec retour d’effort. Les mouvements du stylet (photo) seront émulés de manière synchrone par le robot qui fournira des informations d’effort. Cette technologie de téléopération associera l’acuité et la puissance du robot aux capacités cognitives de l’homme pour renforcer la précision et la sécurité de nombreuses applications comme la manutention, l’assemblage et l’enlèvement de matière.
Les robots industriels sont actuelle-ment conçus pour répéter inlassable-ment les mêmes tâches, dans des environnements bien cadrés. L’auto-matisation robotisée de tâches
dynamiques et non répétitives n’a à ce jour pas pu être réalisée pour des raisons pratiques ou de coût. Or c’est là que l’opérateur voudrait pouvoir directement guider le robot.Les fonctionnalités de retour d’effort en temps réel du robot permettront de respecter rigoureusement les valeurs limites de force pour empêcher les collisions, et les exigences de qualité. L’opérateur pouvant se trouver à
n’importe quelle distance du robot, sa sécurité est facilement assurée. Les procédés sont optimisés en combinant mouvements pilotés à distance du robot et tâches auto-matisées.Cette télé-opération à capacités haptiques permettra à l’opérateur non seulement de sentir ce que le robot sent, mais aussi de voir ce qu’il voit.
La tête etles bras
logicielle de 5 à 40 %, faisant écono-miser à ABB plusieurs millions de dollars par an.

9Trajectoires 2013
trateur du projet en 2012 avec le système de réseau intelligent Ventyx couplé aux solutions domotiques Busch-Jaeger et ABB STOTZ-KONTAKT. (Rappelons que Ventyx et Busch- Jaeger sont des sociétés du Groupe ABB.) Au centre de cet édifice et, plus précisément, dans le tableau électrique du logement se trouve l’interface de service énergétique « ESI » (Energy Service Interface), développée par Busch-Jaeger et les chercheurs ABB. L’interface utilise la couche logicielle intermédiaire EEBus pour communiquer, notamment sur KNX, ZigBee et IP, avec les équipe-ments domotiques et sécuriser la transmission avec l’énergéticien et le
compteur électrique du foyer. Tous les jours, elle reçoit des informations telles que la prévision à 24 heures des tarifs de l’électricité et de la pollution par le CO2. Partant des préférences de l’occupant, des relevés du compteur et des informations du fournisseur, la logique de gestion énergétique de l’interface ESI programme les consom-mations du logement de façon à réduire sa facture électrique et son empreinte écologique, sans sacrifier au confort.
En 2010, ABB, la ville de Stock holm et l’énergéticien Fortum invitèrent des scientifiques et entrepreneurs à plancher sur le futur réseau électrique urbain.
Une pré-étude déboucha sur un habitat bâti sur le principe de la gestion active de la consommation électrique, mieux connu sous le concept générique de « réponse à la demande ». L’architecture, fondée sur les nouveaux standards du réseau électrique du futur (Smart Grid), relie le système électrique à l’installation domotique du logement. ABB a réalisé et mis en œuvre un premier démons-
La maisonréactive
Le marché de la recharge des véhicules électriques (VE) est en perpétuelle évolution. Ses acteurs nécessitent des solutions de connectivité sûres et sécurisées pour une exploitation plus efficace et plus fiable que jamais. Chaque borne de recharge ABB est désormais dotée d’une connexion internet qui répond aux besoins de flexibilité et de réduction des coûts des clients.
L’avenir du marché de la recharge des VE passe par les solutions de connectivité. En effet, l’informatique en nuage, ou Cloud Computing, libère de la complexité et de la multitude de contraintes d’espace, de temps, de puissance et de coût de l’environ-nement informatique traditionnel. Les services en ligne permettent aux clients d’ABB d’exploiter cette technologie pour adapter le contenu
La voiture électrique sur son nuage
des services qu’eux-mêmes propo-sent à leurs clients, partenaires et fournisseurs.Le cloud constitue un formidable vecteur d’économies pour les entre-prises par l’externalisation de leur informatique. Il autorise également la mise à jour et la maintenance des applications web sans avoir à diffuser ni à installer des logiciels sur des milliers de postes. Enfin, il garantit la compatibilité entre plates-formes.
L’offre de services en mode cloud d’ABB inclut la télémaintenance et le télédiagnostic ainsi que des interfaces pour les applications de gestion des abonnements. La sécurité des données est conforme ISO 27001.
Lire aussi « Station de services Cloud », p. 24.

10 ABB review 1|12 10
Les récents progrès des technolo gies de l’information et de la com munication ouvrent de nouveaux horizons aux applications nomades. Dans l’industrie, les dispositifs mobiles sont capables de véhiculer toute l’information utile permettant au personnel de mieux appréhender la situation mais aussi d’assurer les tâches complexes issues de la hightech. Cette informatique
Un bon système de ventilation souterraine est vital pour la santé et la sécurité du personnel. Cet aérage interagit fortement avec la production. C’est d’ailleurs un poste extrêmement énergivore (de l’ordre de 100 GWh/an) qui peut absorber 50 % de la consommation énergétique totale du site.
« à porter sur soi » promet d’autres gains de performance, comme la possibilité pour l’opérateur d’interagir à sa guise avec l’environnement, tel un kit mainslibres, tout en gardant un œil sur sa sécurité et sa santé.
La recherche logicielle ABB explore de nouvelles pistes dans ce domaine. Elle a notamment mis au point une combinaison de sécurité qui, à l’aide de capteurs cousus dans le vêtement et commandés d’un mobile, collecte des données sur l’environnement ( présence de gaz, température, etc.)
Dans les mines souterraines modernes, de gros ventilateurs de surface insuf flent l’air frais qui est ensuite diffusé par des ventilateurs de renfort et régulateurs sous terre. La « ventila-tion à la demande » est ici à la pointe des techniques de régulation, même si de nombreux sites miniers en sont dépourvus. Elle a pourtant ses lacunes : l’absence de commande en boucle fermée et une modélisation complexe ou insuffisante du réseau de ventila-teurs. ABB propose une nouvelle méthode exclusive de régulation
du porteur. Autres applications prometteuses : des smartphones, tablettes ou lunettes spéciales à réalité augmentée qui fournissent au « mobinaute » l’information contex-tuelle pour travailler mieux et en sécurité.
coordonnée des ventilateurs pour la totalité de la mine, qui garantit une alimentation en air fiable et écoperfor-mante. La modélisation s’appuie sur les données remontées des capteurs d’air. Des modèles multivariables décrivent la façon dont les variations de régime des ventilateurs influent sur les débits d’air et la pression. S’appuyant sur des paramètres obtenus par empirisme à partir des données d’exploitation, ces modèles s’adaptent sans peine aux nouvelles conditions du site.
Prêt-à-porterinformatique
Ventilation minière
revue ABB 1|13
communiquant avec ce dernier sous protocole GOOSE. Elles se distinguent par une modularité standardisée qui se reflète aussi bien dans leurs caractéristiques construc- tives que dans la communication entre modules et leur conception. C’est là une garantie d’autonomie et d’inter-changeabilité. On peut combiner ces modules pour multiplier ou, à l’inverse, réduire le nombre de variantes fonction-nelles, selon les besoins de l’application.Le facteur de forme mécanique étant donné, inutile de revoir la conception du boîtier quand il s’enrichit d’une nouvelle fonction : le développement en est simplifié. Tous les modules existants (alimentation, communication et E/S) sont exploitables en l’état. Et si l’on a
Les dispositifs électroniques intelligents IED RIO600 d’ABB (Intelligent Electronic Devices) dopent la capacité d’entréessorties (E/S) des relais de commande et de protection Relion® et des calculateurs de poste électrique COM600. Les E/S déportées RIO600 se compo-sent d’un module processeur et de communication, d’un maximum de dix modules d’entrées et de sorties logiques (40 canaux), et d’une alimen-tation. Elles prennent en charge la messagerie GOOSE normalisée CEI 61850. Les RIO600 viennent ainsi étoffer la périphérie d’un IED hôte en
À la carte
besoin d’une fonction métier, il est toujours possible de concevoir et de greffer le module à l’existant pour créer une toute nouvelle unité fonctionnelle standardisée.

11Topic 11
En 2005, ABB lançait son capteur optique FOCS pour la mesure des courants forts (jusqu’à 600 kA) de l’électroextraction. Ce capteur à effet Faraday (influence du champ magnétique créé par le courant à mesurer sur la vitesse de propagation de la lumière dans une fibre optique) trouve sa place dans bien des secteurs comme l’électrolyse de l’aluminium, la production de cuivre et de chlore. ABB a amélioré la technologie pour l’adapter aux postes électriques.
Nombreux sont ses avantages sur les transformateurs de courant traditionnels : fidélité (absence de saturation magnétique, par exemple), sécurité d’exploitation, moindre empreinte écologique. Un premier
En électronique de puissance, les topologies courantes intègrent des diodes en antiparallèle (con duction en sens inverse) aux composants actifs de commutation. Pour simplifier la fabrication et augmenter les densités de puissance, la tendance est à l’intégration des deux dispositifs sur une même puce de silicium. En raison de difficultés techniques inhérentes, cette intégration a jusqu’à présent été réservée aux semiconducteurs de faible puissance comme les IGBT (Insulated-Gate Bipolar Transis-tors) et les MOSFET (Metal-Oxide Semi-conductor Field-Effect Transistors) ainsi qu’aux applications spéciales 1. ABB vient de créer un nouveau produit qui intègre sur une seule puce un
capteur sera implanté dans des disjoncteurs à cuve sous tension de 420 kV ou 550 kV, permettant aux clients de réduire considérablement l’encombrement du poste, surtout quand ce dernier se conjugue à des disjoncteurs-sectionneurs.
C’est en usine que le capteur est installé dans le disjoncteur de façon à ne pas gêner le montage sur site de l’appareil. Aucune isolation supplémentaire n’est nécessaire. Une armoire d’extérieur, à proximité du disjoncteur, abrite l’optoélectro-nique triphasée du capteur. Un bus de procédé optique CEI 61850-9-2LE relie le capteur à la commande de tranche et aux circuits de détection. La redondance totale assure une disponibilité élevée : deux capteurs distincts par point de mesure sont logés dans un boîtier de tête de mesure et partagent le même câble
IGBT de forte puissance et une diode de protection (snubber).
Ce nouveau concept, baptisé BIGT (Bimode Insulated Gate Transistor), cible en priorité les onduleurs à commutation dure. Les premiers prototypes de tensions nominales supérieures à 3300 V affichent des densités de puissance élevées et des performances globales accrues.
Reprenant les principes de conception des IGBT de dernière génération, le BIGT intègre dans la même structure une diode antiparallèle optimisée. Outre l’impact en termes de puissance
optique de raccordement à l’électro-nique. Un prototype de capteur pour poste électrique est opérationnel depuis près de trois ans. Les pre-mières installations commerciales auront lieu courant 2013.
et de taille, il offre une plus grande souplesse à l’extinction dans les deux modes de fonctionnement ; il supporte des températures de service élevées et résiste mieux aux défauts en cas de court-circuit dans l’IGBT et de courants de surcharge dans la diode, même lorsque ces deux composants fonctionnent en parallèle. De plus, en utilisant le même volume de silicium disponible dans les modes IGBT et diode, le nouveau composant présente une meilleure endurance thermique et, donc, une fiabilité accrue. La technologie monopuce BIGT constituera une solution idéale pour les applications haute tension de prochaine génération qui réclament des systèmes à la fois plus compacts et plus puissants.
Mesure éclairée
Nouveaux composants de puissance BIGT
Trajectoires 2013
Note1 Les semi-conducteurs bipolaires de grande
surface comme les IGCT (Integrated Gate Commutated Thyristors) sont également à intégration monolithique mais, dans ce cas, la diode et l’IGCT utilisent des zones totalement séparées du silicium.

12 revue ABB 1|13

13Concentré de puissance
I l y a à peine plus de dix ans, le dernier central téléphonique Strowger à relais électromécaniques cessait de fonc-tionner. Nombreux furent ces piliers
des télé coms, installés dans les années 1920, à dépasser les 50 années de service. Une longévité impensable aujourd’hui ! La technologie évolue si vite que même des prévisions à dix ans, voire à cinq, sont quasi impos-sibles. La conception des ASI n’échappe pas à la règle. Largement présents dans l’industrie, le tertiaire, la recherche et le médical, tous secteurs soumis à la course au pro-grès, ces appareils doivent avoir la souplesse d’adap-tation aux besoins évolutifs de puis-sance. En effet, non seulement la charge secourue est appelée à croître avec l’extension du matériel, mais les contraintes de surcharge peuvent deve-nir plus fortes, au gré des variations de qualité du courant.
À cela s’ajoute la criticité grandissante des infrastructures modernes. On l’a vu récemment, des incidents électriques comme la panne qui paralysa des jours durant l’informatique d’une banque peuvent se chiffrer en centaines de mil-lions de dollars. Il faut donc des ASI
NICOLE NäGELE – Le rachat du spécialiste suisse des alimentations sans interruption (ASI), Newave Energy, permet aujourd’hui à ABB de proposer une gamme complète d’ASI regroupant toutes les exigences de la protection électrique : flexibilité, disponibilité et puissance. Newave s’est imposé dans les moyennes et fortes puissances, segment le plus porteur du marché des ASI en pleine croissance. Son offre robuste et performante occupe une place de choix dans le catalogue ABB.
Concentré de puissance
disponibles 24 heures sur 24, et la main-tenance qui va avec !
Le coût est également en ligne de mire. Rares sont les entreprises prêtes à signer aveuglément pour une solution de secours électrique n’offrant pas toutes les garanties d’efficacité énergétique, au cœur de leurs enjeux économiques et de leur démarche « verte ».
Autres facteurs de progrès des ASI modulaires : le rendement, la souplesse
et la disponibilité. La modularité promet de nettes réductions de la consom-mation d’électricité et des émissions de CO2 tout en permettant aux pres-cripteurs de planifier en souplesse les besoins immédiats et futurs de capacité et d’espace ➔ 1.
Assurances tous risquesNewave Energy, grand nom des solu-tions d’alimentation sans interruption, a rejoint ABB en mars 2012. Son offre comble le créneau des installations élec-
Photo cicontreL’acquisition de Newave Energy dote l’offre ABB d’alimentations sans interruption toujours plus flexibles, disponibles et puissantes, au meilleur prix.
Des alimentations sans interruption modulaires et intelligentes
Les ASI sont largement présentes dans l’industrie, le tertiaire, la recherche et le médical.

14 revue ABB 1|13
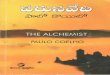
vité, maintenabilité et disponibilité sont ses points forts. Pourtant, toutes les ASI modulaires ne se ressemblent pas. Les ingénieurs de Newave ont bâti leurs ASI triphasées à double conversion sur l’architecture décentra lisée et parallèle DPATM (Decentralized Parallel Architecture) qui supprime les points uniques de défaillance : chaque module a ses propres équipements (cf. infra), formant une ASI à part entière ➔ 2. Grâce à une mise en parallèle judicieuse, les modules peuvent fonctionner en parfaite autonomie, sans interdépendances ➔ 3. Dans le cas impro-bable d’une panne de module, le sys-tème tout entier continue de fonctionner normalement, la puissance du module défaillant en moins. Les ASI sont généra-lement surcalibrées, ce qui confère à l’ensemble une très grande fiabilité.
Dans l’architecture DPA, chaque ASI intègre un commutateur statique, un redres seur, un onduleur, une commande logique, un tableau de commande et un chargeur de batteries. Même ces der-nières peuvent être au besoin configu-rées séparément pour chaque module ; le système parallèle est ainsi totalement redondant. Tous les composants cri-tiques étant doublés et distribués entre unités individuelles, les éventuels points uniques de défaillance sont éliminés. La possibilité de remplacer les modules en service, en toute sécurité, maximise la durée de fonctionnement du système.
triques pour grosses infrastructures infor-matiques (datacenters) et celui de la qualité du courant industriel. Si ABB est très présent sur le marché des ASI industrielles, Newave intervient dans la moyenne et forte puissance qui repré-sente 50 % du marché global des ASI, avec un taux de croissance annuel de 6 % à 10 %. Précurseur des ASI modu-laires sans transformateur, Newave dicte depuis 2001 les grandes tendances architec turales de la protection élec-trique. Il propose un catalogue complet d’ASI traditionnelles à la fois autonomes et compactes, même si près de 70 % de ses ventes sont aujourd’hui constitués d’ASI modulaires triphasées. Le marché des ASI explose : de 6 à 7 milliards de dollars par an, il devrait atteindre 14 mil-liards d’ici à 2017 [1]. Et pour cause : les technologies de l’information absorbent plus de la moitié de la consommation d’électricité. Rien qu’aux États-Unis, les usages informatiques liés à Internet en captent près de 8 %, soit plus que l’acier et la chimie [2]. Le rayonnement commer-cial et technologique des deux entre-prises permettra au Groupe ABB d’offrir une gamme complète de solutions de protection électrique aux clients de l’industrie, du tertiaire et des datacenters.
Des ASI modulairesLa protection modulaire est aujourd’hui le segment de croissance le plus rapide du marché des ASI triphasées. Évoluti-
1 L’évolutivité économise la puissance, réduit les émissions polluantes et simplifie la tâche du concepteur.
2 ASI modulaires : une cascade d’avantages
Rendement, flexibi-lité et disponibilité ont marqué le développement et l’essor des ASI modulaires.

15Concentré de puissance
l’encombrement. Ce remplacement sécu-risé des modules, ainsi que les impor-tantes économies de temps de répara-tion, permettent d’atteindre la disponibilité de 99,9999 %, cruciale pour les datacen-ters qui visent le « zéro arrêt » ➔ 4.
ABB a désormais à son actif un cata-logue complet de protections électriques pour mettre tous les types d’applica- tions industrielles à l’abri des coupures, pointes et baisses de tension.
L’offre Newave peut fonctionner en régu-lation de tension et double conversion, avec un signal du réseau en permanence redressé, puis reconverti en une sinu-soïde pure par l’onduleur. Elle peut aussi basculer en mode éco (> 99 %) ; la charge est alors très efficacement alimentée par le biais du commutateur statique et l’onduleur n’est sollicité que si la tension d’entrée sort des tolérances.
et économesSi l’investissement initial dans un système réellement modulaire se révèle légèrement supérieur à celui d’une ASI classique, la tendance s’inverse quand on tient compte du coût total de posses-sion. Le meilleur rendement énergétique et d’autres économies font que le surcoût
de la modularité est souvent amorti dès la première année d’exploita-tion. L’encombre-ment au sol étant toujours un critère privilégié, au vu de son coût, la com-pacité des pro-
duits ABB est un autre avantage écono-mique sur les ASI traditionnelles.
Tenter de répondre aux futures exigences de puissance avec des systèmes ASI auto nomes classiques peut entraîner un surdimensionnement qui creuse l’écart entre la capacité installée et la taille de la charge critique réelle, occupant inutile-ment des mètres carrés onéreux. À l’inverse, les ASI « rackables » peuvent être correctement dimensionnées en reti-rant ou en ajoutant des modules, selon les besoins de puissance, pour limiter
Des ASI disponibles . . .La moyenne des temps de bon fonction-nement « MTBF » et la durée moyenne de réparation « MTTR » (Mean Time To Repair) sont les deux grands indicateurs de la disponibilité des ASI industrielles. La modularité optimise le MTBF, tandis que le remplacement rapide et simple des modules en fonctionnement (sou-vent déjà en stock ou procurés par un fournisseur de proximité) comprime le MTTR. D’où une disponibilité accrue et des coûts réduits puisque les temps d’intervention sur site et les risques de pertes de données ou de production sont minimisés. On allège également les stocks de pièces détachées spéciales tout en faisant l’économie d’intervenants hautement qualifiés sur site. Compacts
et légers, les modules peuvent être sans peine ajoutés ou remplacés en service ; un technicien suffit.
efficaces . . .Le rendement énergétique est primordial ; à défaut, non seulement la perte directe d’énergie grève le budget électrique et nuit à l’environnement, mais de nombreux systèmes ASI ne pouvant se passer de climatisation, il faut encore plus d’énergie et d’équipements pour dissiper la chaleur excédentaire. Les ASI modulaires ABB ont le meilleur rendement énergétique.
Nicole Nägele
Newave SA (société du Groupe ABB)
Quartino (Suisse)
Bibliographie[1] Global Industry Analysts, Inc., Uninterruptible
Power Supply (UPS) Systems: A Global Strategic Business Report, [en ligne], disponible sur : http//www.strategyr.com/Uninterruptible_Power_Supply_UPS_Systems_Market_Report.asp, 1er octobre 2011.
[2] PRWeb, Global Uninterruptible Power Supply (UPS) Systems Market to Reach US$14 Billions by 2017, According to a New Report by Global Industry Analysts, Inc., [en ligne], disponible sur : http://www.prweb.com/releases/uninterruptible_power/supply_UPS_systems/prweb8953934.htm, 11 novembre 2011.
4 Les ASI modulaires investissent en masse les datacenters.
Les ASI modulaires sans trans- formateur dictent les grandes tendances architecturales de la protection électrique.
SECTEUR
CHARGE
Redresseur
Commande logique Tableau de commande
OnduleurCommutateur
statique
Redresseur
Commande logique Tableau de commande
OnduleurCommutateur
statique
Redresseur
Commande logique Tableau de commande
OnduleurCommutateur
statique
3 La configuration parallèle permet à chaque module de fonctionner comme un seul système, sans interdépendances.

16 revue ABB 1|13
NICOLE NäGELE, SOPHIE BENSONWARNER – Notre monde ne peut se passer d’une alimentation électrique sûre et fiable. Or le courant fourni par le réseau n’est pas toujours l’onde parfaite sortie des centrales ; son transport et sa distribution sont le siège de défauts auxquels il convient de remédier par des mesures appropriées. Pour concevoir une installation de protection électrique, il faut commencer par bien cerner les différents types de perturbations de la tension et la nature des charges alimentées.
NICOLE NäGELE, SOPHIE BENSONWARNER – Notre monde ne peut se passer d’une alimentation électrique sûre et fiable. Or le courant fourni par le réseau n’est pas toujours l’onde parfaite sortie des centrales ; son transport et sa distribution sont le siège de défauts auxquels il convient de remédier par des mesures appropriées. Pour concevoir une installation de protection électrique, il faut commencer par bien cerner les différents types de perturbations de la tension et la nature des charges alimentées.
Qualité du courant : maux et remèdes
Facteurs de puissance
Photo cicontreDes problèmes d’alimentation électrique menacent vos installations critiques ? Les alimentations sans interruption fournissent en continu le courant de qualité indispensable à vos équipements.

17Facteurs de puissance

18 revue ABB 1|13
rer la performance, il est impossible de se préserver totalement de ces impon-dérables.
En fait, il n’est pas de réseau électrique sans pics, fléchissements et creux de tension. Certaines charges industrielles, comme les alimentations à découpage, les variateurs de vitesse et les moteurs, y sont relativement insensibles et peuvent donc se passer de protection supplé-mentaire, surtout si elles ne jouent pas
un rôle critique ; elles restent tout de même vulné-rables aux pannes totales. D’autres charges (systèmes critiques ou équi-pements de pro-cédés continus), pour lesquelles
une coupure entraîne des redémarrages très lents, ont besoin d’être protégées. Et que dire des équipements médicaux ou appareils de mesure ultrasensibles qui réagissent mal aux fluctuations, même dans la tolérance de tension nor-male de ± 10 % : la protection est ici impérative.
L a haute technologie améliore tous les faits et gestes de notre quotidien (confort, santé, travail, infrastructures, etc.). Mais ces bien-
faits ont leur contrepartie : ils accrois sent notre dépendance à une fée électricité que l’on voudrait sans défauts.
Une panne électrique de grande enver-gure peut être lourde de conséquences. Aux États-Unis, les répercussions éco-nomiques des défauts d’alimentation ont
été amplement analysées. Si l’on en croît la Galvin Electricity Initiative [1], les cou-pures et creux de tension, par exemple, coûtent aux Américains quelque 150 mil-liards de dollars par an en pertes de denrées alimentaires, baisses de produc-tivité, etc. Certes, les pannes générales tendent à se raréfier mais elles restent onéreuses. Bien plus fréquents sont les creux de tension qui, cumulés, plombent la facture. Si des investissements dans le réseau peuvent évidemment en amélio-
1 Alimentations sans interruption PCS100 UPSI d’ABB
L’offre de protections PCS100 d’ABB affiche un très haut rendement et un faible coût total de possession.

19Facteurs de puissance
De tout temps, les pertes élevées des ASI traditionnelles à double conversion (4 à 8 %) et les fortes contraintes de maintenance des batteries ou autre réserve d’énergie ont dissuadé l’indus-trie et le tertiaire de protéger intégrale-ment leurs charges des fluctuations de tension. Force était d’arbitrer entre, d’une part, la fréquence des incidents électriques et les préjudices écono-miques, d’autre part, les coûts d’installa-tion et d’exploitation des protections.
Aujourd’hui, l’offre PCS100 d’ABB ➔ 1 inclut des appareils à très haut rende-ment et faible coût total de posses-
sion. Vite rentabili-sés, ils favorisent l’installation d’équi- pements de réduc- tion des incidents électriques.
Souvent, certaines charges n’ont pas besoin d’être pro-tégées, tandis que d’autres nécessitent
un conditionnement de la tension et les plus critiques exigent des ASI. Discerner ces différents cas de figure au moment de concevoir l’installation électrique peut faire chuter les coûts et déboucher sur une solution optimale.
Autres anomalies et paradesAujourd’hui, les efforts de protection visent, à juste titre, les creux de tension et les coupures. Or ce ne sont pas les seuls défauts à coûter cher. D’autres perturbations (pics, déséquilibres de ten-sion et variations de fréquence) posent de gros problèmes aux charges raccor-dées, surtout dans les pays émergents. Ce sont là des applications toutes trou-vées pour les ASI à double conversion et les protections PCS100 d’ABB !
Il arrive que les problèmes surviennent aussi chez le client (appels de courant par les charges). Les problèmes d’har-moniques et de facteur de puissance, principales sources de préoccupation, peuvent alors être réduits avec des appa reils ABB comme le compensateur statique de puissance réactive PCS100 STATCOM-I.
On peut améliorer la qualité de fourniture en modernisant le réseau : renforcer ou enterrer les lignes à proximité d’arbres ou vulnérables aux perturbations d’ori-gine atmosphérique (foudre, orage), améliorer les systèmes de protection ou encore adopter une topologie en anneau.
S’il est souvent possible de réduire l’inci-dence des coupures, il est plus difficile d’éliminer les creux de tension. Sur un réseau fortement maillé, un défaut se propage rapidement, altérant l’alimenta-tion des charges sensibles. Même les réseaux les plus fiables et sûrs ont des
problèmes de qualité du courant, le « sans faute » technique ayant toujours sa limite économique.
Généralement, la solution la plus abor-dable, une fois réalisées les améliora-tions techniques du réseau, consiste à installer des conditionneurs de tension ou des alimentations sans interruption (ASI) pour protéger les charges sen-sibles. Ces protections sont souvent aux frais du consommateur. Pour autant, le courant de qualité délivré au compteur peut ne pas suffire aux exigences de cer-taines charges. Il est clair que le distribu-teur s’engageant, de son côté, à fournir une tension irréprochable, la participa-tion financière du client à la modernisa-tion du réseau fait débat.
En effet, plusieurs catégories de coût se cumulent : l’investissement de départ pour acquérir et installer des appareils de réduction des défauts, mais aussi les dépenses courantes et les frais de maintenance auxquels s’ajoutent les coûts des pertes énergétiques puisqu’aucun équipement n’offre un rendement de 100 %. De plus, ce maté-riel doit être fiable et facile à entretenir pour garantir performance et disponibi-lité. Autant de bonnes raisons de le choisir avec soin.
Nicole Nägele
Newave SA (société du Groupe ABB)
Quartino (Suisse)
Sophie BensonWarner
ABB Discrete Automation and Motion
Napier (Nouvelle-Zélande)
Bibliographie[1] Galvin Electricity Initiative: Heat WaveRelated
Blackouts Preventable with Smarter, More Reliable Electricity Grid, [en ligne], disponible sur : http://www.galvinpower.org/%20media/releases/heat-wave-related-blackouts-preventable-with-smarter-more-reliable-electricity-grid, 7 juillet 2010.
Pics, déséquilibres de tension et variations de fréquence sont pris en charge par les ASI à double conversion et les protections PCS100 d’ABB.
Les problèmes d’harmoniques et de facteur de puissance peuvent être atténués par le compensateur statique de puis-sance réactive PCS100 STATCOM-I d’ABB.

20 revue ABB 1|13
SOPHIE BENSONWARNER – Depuis de nombreuses années, les alimentations statiques sans interruption (ASI) sécurisent et fiabilisent la distribution électrique des installations industrielles et tertiaires. Rares sont les produits ayant investi autant d’applications stratégiques : datacenters, salles informatiques, fabrication de semiconducteurs, automobile . . . jusqu’aux équipements médicaux de pointe. Les ASI ont toujours été conçues comme des appareils monolithiques, dépourvus de la flexibilité, de l’évolutivité, de la maintenabilité et de la disponibilité si chères au client. Cette conception traditionnelle a laissé place ces dernières années à une nouvelle technologie résolument modulaire. ABB a une longue expérience de la fourniture et de la protection électriques, avec notamment une offre d’ASI industrielles modulaires que viennent renforcer l’acquisition de la société Newave Energy et sa toute nouvelle gamme d’ASI de moyenne et forte puissance.
Les alimentations sans interruption gagnent en intelligence, en modularité, en souplesse et en disponibilité
Secours modulaire

21
PCS100 AVC Le conditionneur actif de tension PCS100 AVC d’ABB ➔ 1 protège les charges et équipements sensibles des déséquilibres et creux de tension, en conformité avec les normes et réglemen-tations. La mesure continue de la forme d’onde de tension d’entrée et sa compa-
raison à la sinusoïde de référence per-mettent de créer avec l’électronique de puissance des vecteurs de tension qui sont injectés en temps réel pour fiabiliser et sécuriser la distribution de courant en aval, y compris dans les applications les plus contraignantes comme l’automobile et les semi-conducteurs ➔ 2.
Newave Energy, spécialiste des solutions électriques d’alimentation sans interrup-tion, est depuis mars 2012 société du Groupe ABB. Ses premières ASI modu-laires sans transformateur, qui remontent à 2001, dictent encore aujourd’hui l’évo-lution architecturale du marché de la pro-tection électrique. Si Newave possède toute une offre d’ASI traditionnelles auto-nomes et compac-tes, près de 70 % de ses ventes sont constitués d’ASI mo du laires, en ma-jorité triphasées, qui complètent la gamme à haut rendement PCS100 d’ABB de conditionneurs actifs de tension AVC (Active Voltage Conditioners) et d’alimen-tations sans interruption UPS-I pour l’industrie [1, 2].
O mniprésentes dans une mul-titude de secteurs industriels et tertiaires, les ASI doivent en permanence se mettre au
diapason du progrès technologique. Trois paramètres déterminants entrent dans le choix d’une ASI : la criticité des installations secourues, le coût et la per-formance énergétique des solutions. Des critères qui ont largement présidé à l’essor des ASI modulaires, synonymes d’évolutivité, de rendement élevé et de baisses importantes de la consommation d’énergie et des émissions de CO2. Ces ASI procurent également la flexibilité réclamée par les prescripteurs soucieux de concilier aujourd’hui comme demain puissance maxi et encombrement mini.
21
De grands producteurs de semi-conducteurs recourent aux ASI modulaires d’ABB pour sécuriser leurs charges sensibles.
PhotoToute installation stratégique moderne, comme ce centre informatique, doit se prémunir des perturba-tions du réseau électrique. Par leur robustesse et leur flexibilité, les ASI modulaires d’ABB garantissent une alimentation de qualité, fiable et continue.
Secours modulaire

22 revue ABB 1|13
L’une des difficultés de la protection électrique industrielle est de discriminer correctement les réglages du système pour choisir la bonne solution. La topolo-gie exclusive de l’UPS-I, de même que la robustesse et le calibre de son commu-tateur statique, procurent au concep- teur du système électrique une excel-lente protection contre les perturbations. Avec un rendement de l’ordre de 99 %, l’UPS-I affiche des pertes minimes qui se traduisent par un faible coût total de possession et de moindres besoins de refroidissement : une solution tant éco-nomique qu’écologique.
Pour stocker l’énergie, l’UPS-I peut utili-ser les traditionnels accumulateurs au plomb mais aussi, à la demande de nom-
breux clients ABB, des supercondensa-teurs hautes per for- mances capables d’endurer 500 000 cycles sans grande maintenance pré-ventive. Autrement dit, la durée de vie de cette réserve d’énergie n’est pas amputée par l’utili-sation effective de l’ASI, ce qui est souvent le cas avec
les batteries. Nombreuses sont les appli-cations industrielles où la réserve n’inter-vient que pour pallier des événements de
jusqu’à 55 %. Pour des creux plus pro-fonds, il assure une correction partielle qui évite souvent le délestage. En outre, tous les modèles sont capables de corri-ger en continu les fluctuations de ± 10 % de la tension réseau, parant ainsi aux déséquilibres nuisibles aux moteurs en démarrage direct sur le réseau et aux entraînements à vitesse variable.
PCS100 UPSIL’UPS-I est une ASI modulaire à haut ren-dement fonctionnant en interaction directe avec le réseau ➔ 3 et conçue pour les moteurs et variateurs de vitesse. Sa très grande robustesse s’accommode des charges industrielles les plus exigeantes. En temps normal, un commutateur sta-tique de fort calibre alimente la charge, le
module onduleur assurant la relève quand la tension réseau sort des tolérances.
Le PCS100 AVC ne tire pas cette énergie de supercondensateurs ou de batteries d’accumulateurs mais de l’alimentation résiduelle au facteur de puissance uni-taire, sans incidence majeure. Il apporte ainsi une réponse fiable, performante et compacte aux creux de tension, qui représentent plus de 90 % des perturba-tions du réseau préjudiciables à la per-formance industrielle.
Pour autant, certaines charges critiques, en particulier les automatismes de pro-cédé, réclament une protection élec-trique qui sort du domaine d’emploi des conditionneurs actifs de tension ; c’est là qu’entre en jeu la solution UPS-I. Les deux produits peuvent cohabiter dans un grand nombre d’applications industrielles pour secourir différents types de charge.
Le PCS100 AVC intègre un circuit « by-pass » redondant qui assure la continuité de service dans le cas (improbable) d’une défaillance de l’électronique de puissance. Disponibilité et fiabilité sont alors de très haut niveau. Certains grands producteurs de semi-conducteurs, très pointilleux sur la question de la disponi-bilité opérationnelle, recourent à cette technologie pour protéger leurs procé-dés sensibles.
Le PCS100 AVC corrige rapidement et intégralement les creux de tension tri-phasée jusqu’à 70 % de la tension nomi-nale, et ceux de tension monophasée,
1 Conditionneur actif de tension PCS100 AVC 2 Les alimentations industrielles PCS100 AVC et UPSI d’ABB protègent quantité de charges dans une foule de configurations.
Le conditionneur actif de tension PCS100 AVC protège les charges industrielles sensibles des creux et déséquilibres de tension, conformément aux normes et règlements.

23
courte durée, quelques secondes seule-ment (creux de tension profonds ou com-mutation de charges).
Newave a bâti ses ASI bureautiques sur une redondance, une décentralisation et une modularité poussées, alors qu’ABB a opté avec son offre UPS-I pour une architecture modulaire centralisée, mieux adaptée aux besoins d’élimina- tion des défauts en milieu industriel. Le commutateur statique est prévu pour les fortes surcharges (démarrage de moteurs, machines à souder, etc.), les distorsions harmoniques provenant de charges déformantes (variateurs, redres-seurs électroniques, etc.) et les défauts courants de l’industrie. La défaillance
Secours modulaire
3 ASI industrielle PCS100 UPSI 4 Armoire de l’onduleur PCS100 UPSI
et les harmoniques de rang faible, qui perturbent toujours les alternateurs de ces systèmes.
Le choix d’une alimentation sans inter-ruption ABB impose un cahier des charges rigoureux qui porte essentielle-ment sur trois critères : à puissance iden-tique (exprimée en kilowatts ou kilovolt-ampères), deux applications peuvent nettement se différencier par la nature des charges alimentées et les problèmes de qualité du courant. Dans tous les cas de figure, la gamme complète d’ASI et l’expertise applicative d’ABB garan-tissent une protection efficace, fiable et économique des charges critiques.
d’un module onduleur n’empêche pas le fonctionnement du système, à puissance réduite. Même si le commutateur peut être assimilé à un point unique de défail-lance, il est secouru par un by-pass électro-mécanique à sécurité intrinsèque, garant d’une fiabilité optimale.
Facteur de puissanceBeaucoup de problèmes liés à l’usage d’ASI sont dus aux charges qu’elles ali-mentent, même dans l’informatique : en fonctionnement normal, bon nombre des alimentations à découpage modernes des serveurs engendrent un facteur de puissance en avance et des contraintes de faible charge. Ce facteur de puis-sance capacitif est un inconvénient majeur des ASI traditionnelles car il entraîne la surcharge de l’onduleur et un déclassement important. Les ASI bureautiques et industrielles PCS100 UPS-I d’ABB acceptent une bien plus grande plage de facteurs de puissance, supprimant les coûts cachés du déclas-sement et le surdimensionnement de la protection électrique.
Le facteur de puissance en avance est aussi un problème majeur pour les groupes électrogènes de secours qui alimentent beaucoup d’installations. Le STATCOM-I, autre produit phare de l’offre de protection électrique d’ABB, est une solution économique pour corri-ger rapidement les puissances réactives capacitives, les déséquilibres de courant
Sophie BensonWarner
ABB Discrete Automation and Motion
Napier (Nouvelle-Zélande)
Bibliographie[1] Hoffmann, R., « La tension tient la forme »,
Revue ABB, 1/2012, p. 30–33.[2] Benson-Warner, S., « Alimentation équilibrée »,
Revue ABB, 1/2012, p. 27–29.
Le PCS100 AVC intègre un bypass redondant qui garantit la continu-ité, la disponibilité et la fiabilité de l’alimentation en cas de défaut de l’électronique de puissance.

24 revue ABB 1|13
HANS STRENG, JOOST VAN ABEELEN – Tout comme le téléchargement d’applications en ligne a bouleversé l’usage des dispositifs mobiles, les services de Cloud Computing transforment radicalement le marché de la recharge des véhicules électriques (VE). Audelà de « faire le plein », les infrastructures et services de recharge nécessitent des solutions de connectivité sûres et sécurisées pour une exploitation plus efficace et fiable, tout en offrant une souplesse d’évolution maximale. ABB accompagne son offre de bornes et stations de recharge d’une palette complète de services en ligne, notamment la télémaintenance et le télédiagnostic, et d’interfaces pour les applications de gestion des abonnements. La sécurité des données est garantie par la conformité aux exigences de la norme internationale ISO 27001.
Solutions de connectivité ABB pour la mobilité électrique
Station de services Cloud

25Station de services Cloud
Le marché de la recharge des véhi-cules électriques tout comme les besoins des clients évoluent rapide-ment.
aux besoins fluctuants de l’entreprise, notamment aux pics d’activité pendant les vacances ou les périodes estivales.
La connectivité garantit une maintenance et une gestion efficaces de chaque borne de recharge d’un parc tout en permet-tant à ABB de suivre le développement du marché et les usages des clients, tous deux évoluant rapidement ➔ 2.
Services à haute valeur ajoutéeFournis par le cloud, les services en ligne ABB sont compatibles avec tout type de réseau de recharge ou plate-forme de paiement et facturation actuellement dis-ponibles. En d’autres termes, le client se connecte simplement au centre « NOC » (Network Operations Center) d’ABB pour accéder à n’importe quelle borne de son réseau de recharge. Des interfaces basées sur des standards ouverts permettent de télésurveiller toutes les bornes ABB, d’assurer une maintenance proactive et de faire les mises à jour logicielles. Les clients disposent ainsi des outils néces saires à la collecte de données
Offre ABB de services en ligneL’avenir du marché de la recharge passe par la voiture connectée ➔ 1. En effet, le cloud libère de la complexité et de la multitude de contraintes d’espace, de temps, de puissance et de coût de l’environ nement informatique tradition-nel. Les services en ligne permettent aux clients d’ABB d’exploiter la technologie cloud pour adapter le contenu des ser-vices qu’eux-mêmes proposent à leurs clients, partenaires et fournisseurs. Les avantages sont nombreux, au premier chef une grande souplesse d’évolution et une baisse des coûts.
Avec le cloud, les clients accèdent aux données dont ils ont besoin n’importe où et à tout moment, même à distance ou en dehors des heures de bureau. Ne devant plus acquérir ni installer de coû-teux logiciels, ils réalisent d’énormes économies, en particulier sur les outils qui leur procurent déjà un avantage concurrentiel, mais au prix de fréquentes mises à jour. Cette grande souplesse leur permet de s’adapter en dynamique
L es avantages de l’informatique en nuage, ou Cloud Computing, ne sont plus à démontrer. Depuis quelques années, les applica-
tions et services en ligne SaaS (SoftwareasaService), un des segments de la technologie cloud, font partie inté-grante de la stratégie de toutes les grandes entre prises. Sachant qu’un grand nombre de sociétés consacre jusqu’à 70 à 80 % de leur budget infor-matique aux mises à jour régulières et à la maintenance des logiciels, les services SaaS constituent un formidable vecteur d’économies par l’externalisation des ressources informatiques. Le cloud auto-rise également la mise à jour et la main-tenance des applications web sans qu’il soit nécessaire de diffuser et d’installer des logiciels dans des milliers de postes clients ; enfin, il garantit la compatibilité des plates-formes.
Photo Borne de recharge de véhicules électriques dans une station-service en Estonie

26
ou l’intégration des ressources informa-tiques. Avec les solutions de connectivité ABB, il suffit à nos clients d’activer les licences pour utiliser les logiciels. Leur développement et leur maintenance sont couverts par un forfait mensuel.
Ouverture et innovationLes services cloud d’ABB réduisent considérablement les dépenses de ses clients par le déploiement simultané des applications logicielles et des mises à niveau. Inutile de mettre à jour chaque borne de recharge ; le client reçoit ins-tantanément les mises à niveau tout en bénéficiant automatiquement des nou-veaux développements du cloud. Ainsi, ABB a récemment lancé une offre de services de mises à jour logicielles agré-mentées de nouvelles fonctionnalités (mises à jour de sécurités et langues supplémentaires).
En adoptant des standards ouverts et des protocoles sécurisés, ABB et ses services en ligne étayent les modèles économiques des clients et dynamisent la rentabilité de leurs investissements actuels et futurs dans les infrastructures de recharge. Ses solutions B2B (BusinesstoBusiness) per- mettent aux clients de décider quelle solu-tion B2C (BusinesstoConsumer) répond le mieux à leurs besoins. Ces services en ligne ABB favorisent l’émergence de nou-velles offres B2C ; l’ensemble des bornes est reconfiguré à partir d’un seul point.
statistiques sur chaque utilisateur et à l’édition de bilans ➔ 3. Ce mode de fonc-tionnement profite à la fois à ABB et à ses clients, et ce pour diverses raisons.
Premièrement, les clients font migrer la plupart de leurs configurations vers le cloud où elles sont virtualisées. Les res-sources matérielles (bornes) sont donc fondamentalement identiques, débouchant sur d’importantes économies d’échelle sur le plan de la logistique globale et du dépannage. De même, la gestion des mises à jour et à niveau des bornes est grandement facilitée à la fois pour le matériel et le logiciel.
Deuxièmement, la connectivité favorise l’évolutivité fonctionnelle, notamment l’intégration dans les réseaux électriques intelligents (Smart Grids) sans rien chan-ger aux bornes de recharge. Enfin, le recours à des interfaces ouvertes fonc-tionnant en mode cloud, plutôt qu’à des interfaces personnalisées, permet en principe aux clients de continuer de travailler avec des fournisseurs de bornes non connectées à Internet. Ils tirent ainsi pleinement profit des avan-tages du cloud ➔ 4.
Chute du budget d’investissement Le développement logiciel est une acti-vité fortement capitalistique et, par le passé, de nombreux projets de dévelop-pement n’ont pas donné les résultats escomp tés. Grâce au cloud, plus besoin d’investir massivement dans du matériel sur mesure, du développement logiciel
Les services cloud garantissent une maintenance et une gestion effi-caces de chaque borne de recharge d’un parc.
1 Le marché de la recharge des VE tire profit des services cloud comme ceux proposés par ABB.
2 Le gestionnaire en ligne Galaxy d’ABB permet d’accéder aux données temps réel et aux statistiques d’usage des bornes de recharge Terra.
revue ABB 1|13

27
Électromobilité et Smart GridLe stockage de l’énergie électrique dans les batteries des VE s’inscrit dans le cadre du développement d’un réseau électrique « intelligent » et communicant. Les sociétés d’électricité pourraient ainsi stocker leur production excédentaire dans les batteries des VE branchés au réseau. À l’inverse, lorsque la demande excède l’offre, ces batteries constitue-raient des capacités de puissance de réserve à délai très court pour notam-ment parer aux pics de consommation, aidant les électriciens à mieux gérer leurs moyens de production de réserve et à lisser les fluctuations induites par les sources renouvelables. Les fonctions de communication ouvrent la voie à l’inté-
Le cloud existe depuis plusieurs années. En effet, un nombre croissant de voitures embarque des fonctions de communica-tion (la carte SIM dans la LEAF de Nissan, par exemple) et les compteurs électriques intelligents s’invitent dans les maisons et les bureaux. Il est donc opportun d’en équiper les bornes de recharge de VE, d’autant que nous entrons dans l’ère du stockage réparti, notamment le concept V2G (VehiculetoGrid) qui prévoit de réinjecter la charge électrique stockée dans la batterie des voitures sur le réseau par le biais des bornes (une pratique déjà obligatoire au Japon). La connexion à Inter net prend ici tout son sens.
En adoptant des standards ouverts et des protocoles sécurisés, ABB et ses services en ligne étayent les modèles éco-nomiques des clients.
4 L’accès à distance aux bornes de recharge est un atout clé des services cloud d’ABB.
Station de services Cloud
gration dans les systèmes de télé-conduite et de gestion des réseaux de distribution, renforçant les capacités d’analyse et de régulation des opéra-teurs de réseaux. Ces systèmes assure-raient, par exemple, la recharge des bat-teries uniquement en périodes creuses, et non plus de manière aléatoire, pour atténuer l’impact de la charge supplé-mentaire imposée au réseau électrique par les VE.
ABB couvre l’ensemble des fonctionnali-tés du Smart Grid. Pour le marché de la recharge des VE, ses solutions maté-rielles et logicielles (ou combinées) per-mettent aux clients de rentabiliser au mieux leurs activités dans la fourniture de services, l’exploitation des infrastruc-tures et la gestion des charges.
Pour aller plus loin : http://www.abb.com/evcharging.
Hans Streng
Joost van Abeelen
ABB Product Group EV Charging Infrastructure
Eindhoven (Pays-Bas)
3 Offre de services en ligne ABB pour le marché de la recharge de véhicules électriques
Télétransmission et sécuritéLes données de recharge des VE, les paramétrages et les mises à jour logicielles utilisent le protocole TLS et les certificats X509, standard largement employé pour sécuriser l’échange de données industrielles et de données de l’administration publique.
Accès en mode cloudUne interface de connexion fiable permet une gestion à distance des stations de recharge.
Services en ligne ABBAccessibles uniquement au client, les données sont sauvegardées et sécurisées sur le cloud par un tiers professionnel indépendant, selon des normes strictes.
Gestion du réseauLe centre NOC (Network Operations Center) d’ABB assure une assistance en ligne et des prestations de services 24 h/24, 7 j/7. Il surveille les infrastructures de recharge et les systèmes, améliorant leur performance globale.
Centre d’exploitation ABB
Système
Services en ligne ABBExploitant d’infrastructures
de recharge
Inte
rfac
es
Gal
axy
Système

28 revue ABB 1|13

29Prise en main
PIETRO ESPOSTO, PAOLO GRITTI, ENRICO RAGAINI – Si une petite coupure peut être salutaire à l’organisme humain, c’est tout le contraire pour l’approvisionnement électrique ! L’idéal technologique voudrait que toutes les charges, alimentations et applications soient rigoureusement identiques, prévisibles et fiables. La réalité étant différente, ABB a mis au point un nouveau disjoncteur capable de gérer les aléas de la vie électrique. Les propriétés électriques font la qualité du disjoncteur : pouvoir de coupure, valeurs nominales de tension et de courant . . . Des performances qui expliquent son omniprésence dans les installations électriques, comme organe de protection et de commutation. Aujourd’hui, il lui faut aussi participer activement au système de gestion d’énergie.
Un disjoncteur « intelligent » gère les charges pour diminuer les coupures
Prise en main
Photo cicontreLe disjoncteur Emax 2 peut gérer l’énergie à distance, à partir d’un terminal mobile.

30 revue ABB 1|13
Obligation de résultatsLes disjoncteurs doivent souvent fonc-tionner dans des conditions thermiques, hygrométriques et vibratoires extrêmes. L’environnement électrique ne leur est guère plus favorable : la qualité de la fourniture peut être exécrable, avec une forte pollution harmonique et des cou-pures fréquentes. Pour garantir son immunité à ces perturbations, le disjonc-teur subit des essais poussés de compatibilité électromagnétique (CEM).
L’appareil doit aussi réduire de taille pour se loger dans des tableaux de distribu-tion de plus en plus compacts. L’encom-brement est en effet crucial dans cer-taines applications, comme les grandes infrastructures informatiques (datacenters) et les navires où chaque mètre carré occupé par l’appareillage est autant d’espace en moins pour la charge embarquée.
Cette compacité se traduit également par une moindre utilisation de cuivre, d’aluminium et d’acier, et donc une opti-
misation des res-sources. La concep- tion, le dévelop-pement et la pro-duction d’Emax 2 tiennent compte des contraintes physi- ques et électriques de fonctionnement du disjoncteur. ABB a conjugué l’exper-tise des ingénieurs,
le retour d’expérience des précédentes gammes d’appareils et les nouvelles exigences des clients pour offrir une per-formance et une fiabilité maximales.
T outes les charges ne naissent pas égales. Pourtant, les réseaux actuels les gèrent avec un sens infaillible de l’équité, sans se
soucier de leur criticité. Le disjoncteur Emax 2 d’ABB a été pensé, développé et produit pour tenir compte intelligemment des contraintes d’exploitation.
ABB est un des acteurs majeurs du marché et de la technologie des disjonc-teurs basse tension (BT). Il innove encore dans ce domaine avec Emax 2, commer-cialisé en mars 2013, qui succède au
disjoncteur à coupure dans l’air Emax dont la réussite (plus d’un million d’exem-plaires vendus) ne s’est pas démentie depuis son lancement en 1995. Emax 2 affiche des performances exception-nelles pour un encombrement bien inférieur à celui de ses prédéces-seurs ➔ 1.
Le disjoncteur fait office de capteur/actionneur et participe activement au système d’automatisation distribué.
1 Comparaison de la largeur de tableau des disjoncteurs Emax et Emax 2
Disjoncteur Courant assigné Emax 2 (mm) Emax (mm) Réduction
E1.2 1600 A 350 490 29 %
E2.2 2500 A 490 630 22 %
E4.2 4000 A 600 880 32 %
E6.2 6300 A 1200 1260 5 %
La profondeur du tableau diminue également, passant de 380 mm à 355 mm, par exemple, pour un courant assigné ≥ 2000 A.

31Prise en main
de protection et de commutation, l’ajout de fonctionnalités ne requiert pas d’équi-pements supplémentaires. Il embarque
des capteurs de tension et de courant auxquels peuvent se greffer ces nou-velles fonctions : l’appareil se sert des mesures d’intensité et de tension, déjà disponibles aux fins de protection, pour la mesure de puissance, les statistiques, les diagnostics, etc. Il est donc possible de concilier le faible encombrement des tableaux électriques et les nouvelles exigences d’intelligence ➔ 2.
Gestionnaire et régulateurD’habitude, une installation électrique ali-mente un grand nombre de charges indé-pendantes ; si certaines sont constantes, la plupart varie au fil du temps, telles l’éclairage d’un bâtiment, le chauffage, la ventilation et la climatisation (CVC) qui s’allument et s’éteignent en fonction de la température, etc.
Toutes ces charges cumulées participent à la consommation totale d’une installa-tion, mais hélas sans aucune coordina-
Réseaux intelligentsLes systèmes électriques connaissent actuellement une évolution majeure : les grandes villes se mettent à l’heure du Smart Grid dans lequel réseaux de com-munication et de distribution d’électricité s’imbriquent. Des appareils numériques « communicants » surveilleront et pilote-ront le flux de puissance pour amener l’énergie à l’endroit et au moment requis, avec le maximum d’efficacité. Le disjonc-teur fait bien entendu partie de ce nou-veau paysage.
Les progrès de l’électronique permettent d’intégrer plus d’intelligence dans l’appa-reil de protection numérique. Le disjonc-teur peut faire office de capteur/action-neur et participer activement au système distribué qui gère la répartition de puis-sance. Il traite, stocke et transmet l’infor-mation, et prend automatiquement des décisions. Cette automatisation intégrée est une avancée majeure par rapport aux précédentes générations d’appareils car elle transforme le disjoncteur en véritable dispositif de gestion et de régulation de puissance.
Le disjoncteur étant placé au cœur de l’installation électrique pour protéger à la fois l’alimentation et les charges, son intelligence le rapproche efficacement des consommateurs, garantissant au pilo tage de la consommation une flexibi-lité maximale et une granularité fine.
Intégrer ces fonctions dans le disjonc-teur a des avantages supplémentaires : celui-ci assurant avant tout des fonctions
2 Famille de disjoncteurs Emax 2 L’automatisation intégrée transforme le disjoncteur en un véritable dispo-sitif de gestion de puissance.
Les progrès de l’électronique per-mettent d’intégrer plus d’intelligence dans l’unité de pro-tection numérique.

32 revue ABB 1|13
Un réseau BT comporte souvent plu-sieurs charges qui n’ont pas besoin d’être alimentées en continu et peuvent être légèrement décalées dans le temps sans que l’utilisateur ne s’en aperçoive. L’arrêt d’un climatiseur pendant une minute, par exemple, ne joue pratique-ment pas sur la température de la pièce. Par contre, ce délai permet à d’autres charges critiques de démarrer et de fonctionner un bref instant à pleine puis-sance sans franchir le seuil de consom-mation totale.
Le régulateur temps réel du gestionnaire de puissance Emax 2 utilise cette logique pour limiter la consommation d’une ins-
tion en réserve pour faire face à la demande de pointe.
En cause ? L’absence de coordination entre les charges. Un gestionnaire de puissance peut y remédier en empê-chant que trop de charges appellent trop d’électricité en même temps et limiter ainsi, autrement dit « écrêter », les pics de consommation. C’est précisément ce que fait Emax 2, selon un principe très simple : lorsque la consommation grimpe, la mise en route de certaines charges de moindre priorité est différée de quelques secondes ou minutes jusqu’à ce que les conditions permettent de les reconnecter.
tion, chacune s’activant et se désac-tivant indépendamment. Il suffit que plusieurs se mettent en marche au même moment pour provoquer de brusques pics aux effets indésirables :– Augmentation de la consommation de
puissance active maximale, qui grève la facture électrique, selon le contrat de fourniture ;
– Déclenchement d’alarmes de sur-charge, voire de protections. Pour parer à ce risque, les concepteurs surdimensionnent l’installation, utilisant davantage de composants coûteux ;
– À l’échelle du réseau, obligation de maintenir des capacités de produc-
4 Régulation de la demande
5 Régulateur de puissance Ekip
1) L’installation est alimentée par le réseau et la production locale (photovoltaïque). Le régulateur de puissance Ekip mesure l’énergie nette prélevée sur le réseau, soit la différence entre la charge consommée et le photovoltaïque (PV).
2) Si la puissance produite par le photovoltaïque diminue, il détecte une hausse de la puissance soutirée au réseau. S’il estime que la consommation énergétique est trop élevée, il déconnecte une ou plusieurs charges.
3) Les charges prioritaires sont toujours raccordées.
4) Lorsque la production PV reprend, le régulateur détecte une diminution du flux de puissance tirée du réseau et reconnecte éventuellement certaines charges.
5) On voit donc que la charge totale réagit en fonction de la disponibilité de la production locale d’énergie renouvelable.
Le régulateur Ekip gère la puissance maximale consommée par l’installation. Il utilise pour cela la même méthode que celle du comptage transactionnel, ce qui permet d’économiser le nombre de charges raccordées à la puissance maximale et, par conséquent, les kilowattheures facturés. Le calcul de consommation énergé-tique prend la forme d’une valeur moyenne sur une période de mesure prédéfinie (5 minutes ou même 2 heures, par exemple).
Cette mesure permet de compenser une consommation élevée sur la période donnée par une consommation plus faible le reste du temps, tout en maintenant la puissance totale moyenne dans les limites fixées ; une basse consommation en première partie de période, par exemple, permet de tolérer une consomma-tion plus importante dans la seconde moitié.
Ekip associe à ce principe un algorithme prédic- tif qui estime, à chaque instant, la puissance en fin de période et décide par conséquent de connecter ou de déconnecter des charges ou des générateurs. Il peut ainsi accepter de brefs appels transitoires de puissance (pour le démarrage d’un moteur, par exemple) sans avoir à déconnecter d’autres charges dès que la puissance dépasse le seuil fixé.
Les manœuvres de connexion/déconnexion dépendent donc de la consommation depuis le début de période de référence jusqu’au moment considéré. Exemple : si la consomma-tion a été très élevée dans les premières minutes de la période, Ekip déconnecte plus de charges dans les minutes qui suivent ; à l’inverse, si la consommation initiale est faible, il laisse fonctionner un plus grand nombre de consommateurs.
Le régulateur se base sur une mesure de puissance intégrée qui permet d’obtenir la valeur de consommation totale. Son horloge interne lui indiquant le temps écoulé depuis le début de la période de mesure, il peut calculer la puissance moyenne.
À partir de ces quatre métriques (puissance instantanée réelle, puissance moyenne pendant la période actuelle, énergie totale et temps écoulé), Ekip utilise un algorithme dédié pour estimer la consommation totale à la fin de la période et réagir en connaissance de cause. Si l’estimation est : – supérieure à la puissance fixée, Ekip
déconnecte une des charges raccordées ou connecte un générateur ;
– égale ou légèrement inférieure à la puissance moyenne fixée, Ekip maintient les généra-teurs et les charges pilotées en l’état ;
– nettement inférieure à la moyenne, Ekip reconnecte une des charges ou déconnecte un générateur si une ou plusieurs d’entre elles sont déjà connectées.
Cet algorithme prédictif est exécuté plusieurs fois à différents moments de la période afin d’actualiser la prédiction et de connecter ou déconnecter les charges en conséquence. L’objectif est de surveiller la consommation réelle de puissance et d’empêcher le dépassement de seuil. Entre-temps, si cette consommation diminue, il est possible de reconnecter des charges précédemment déconnectées et d’éviter ainsi leur arrêt prolongé.
L’opération est renouvelée à intervalles réguliers avec, à chaque fois, une nouvelle estimation : si la consommation estimée reste trop élevée malgré la déconnexion d’une charge, le régulateur Ekip en déconnecte une deuxième, puis une troisième et ainsi de suite jusqu’à ce que le seuil de puissance soit respecté. Ainsi, le nombre de charges raccordées ou déconnec-tées varie de façon dynamique, avec la garantie pour l’utilisateur qu’un minimum de charges est déconnecté, dans la limite de puissance fixée.
3 Gestionnaire de puissance
1) Le gestionnaire mesure l’énergie consommée par l’installation électrique depuis le début de la période de mesure (fenêtre de mesure/intervalle de temps). La puissance totale correspond à l’augmentation de cette énergie au fil du temps. En fin de période, le gestionnaire fait une estimation de la consommation à partir des valeurs d’énergie et de puissance.
2) Lorsque des charges non pilotables sont activées, la consommation augmente et le gestionnaire évalue le risque de dépassement de seuil en fin de période de mesure.
3) Il désactive une charge pilotable (CVC) pendant quelques minutes.
4) Il reconnecte la charge lorsque la puissance totale baisse et que l’estima-tion repasse en-dessous de la valeur de seuil.

33
tallation : il déconnecte les charges pilo-tables ou temporisables qu’il reconnecte dès que possible, sans dépasser la limite de puissance. Il optimise en permanence
le nombre de charges déconnectées tout en s’efforçant d’alimenter au maxi-mum l’installation. Des disjoncteurs « esclaves », de type Emax 2 ou de géné-rations antérieures, s’ouvrent et se fer-ment sur commande pour mobiliser ou non les charges pilotables. Ce gestion-naire de puissance peut aussi raccor- der des générateurs auxiliaires quand la demande l’exige, puis les déconnecter, tout cela en automatique et de manière coordonnée, comme pour les charges, afin de maintenir autant que possible la puissance totale sous le plafond fixé par la puissance maximale souscrite auprès du fournisseur ➔ 3.
Autre possibilité : adapter la demande d’énergie à l’offre d’origine renouvelable (EnR) ➔ 4. Si deux sources sont dispo-nibles (réseau de distribution + photovol-taïque local, par exemple), la puissance totale soutirée au réseau correspon-
dra à la consommation de la charge moins l’autoproduction. Sans apport photo voltaïque, le gestionnaire Emax mesure l’augmentation de la puissance
consommée et dé-connecte une ou plusieurs charges. Lorsque le photo-voltaïque débite à nouveau, le ges-tionnaire détecte une baisse du flux de puissance net et reconnecte en
conséquence les charges. Ce type de « réponse à la demande » opère en temps réel, à partir de la gestion de puissance locale, et peut s’utiliser en autonome.
Le disjoncteur Emax 2 intègre une unité électronique baptisée Ekip, qui assure toutes les fonctions de protection, déclenchement, commande, mesure et communication, mais aussi de régula-tion de puissance. Dans des applica-tions futures, le régulateur Emax 2 modulera la demande en fonction de l’heure de la journée ou des prix du marché de l’énergie ➔ 5.
Enfin, on peut utiliser ce régulateur de puissance pour enclencher la charge et la décharge d’un système de stockage : lorsque la consommation est très élevée, le dispositif de stockage est raccordé en mode « décharge » pour contribuer à l’alimentation des charges. Puis, quand
Prise en main
En basse tension, plusieurs charges peuvent être briève-ment déconnectées sans que l’utilisateur s’en aperçoive.
7 Menus et graphiques conviviaux6 Installation marine alimentée par générateurs
1) Plusieurs générateurs sont raccordés en parallèle. Pour assurer une disponibilité maximale, l’installation fonctionne en boucle fermée (tous disjoncteurs fermés), sous 690 V.
2) Lorsqu’un générateur démarre, le contrôle de synchronisme intégré au disjoncteur empêche son raccordement sauf si sa phase et sa fréquence sont en ligne avec le test de l’installation. Le disjoncteur se ferme automatiquement quand les conditions sont réunies.
3) En cas de défaut, la protection direction-nelle et l’interverrouillage logique indiquent à chaque disjoncteur de la boucle l’emplacement du défaut. Les disjonc- teurs formant un système intégré, uniquement les appareils concernés par le segment défectueux déclenchent.
4) Ce segment est alors le seul à être mis hors service ; sur toute la durée du défaut, le flux de puissance est maintenu dans le reste de l’installation.

34 revue ABB 1|13
classiques contre les surintensités ont du mal à détecter les courts-circuits. Une stratégie plus élaborée consiste à détecter les hausses de courant associées à une chute de tension, caractéristiques d’un court-circuit.
Avec ses protections ROCOF et 51 V (contre les surintensités par la valeur de tension), Emax 2 gère ces deux para-mètres. C’est d’ailleurs le premier disjoncteur BT à mettre ces protections en œuvre.
Il possède aussi d’autres fonctionnalités destinées aux installations alimentées par plusieurs sources d’énergie :– Le contrôle de synchronisme (synchro
check) empêche le raccordement d’un générateur quand sa tension
n’est pas en phase avec celle du système. Cette fonction, normale-ment assurée par un dispositif séparé, est désormais inté grée au disjoncteur ;
– La protection directionnelle avec inter-verrouillage logique (autre exclusivité ABB pour ses disjoncteurs BT) garantit une disponibilité maximale des réseaux multi-sources en locali-sant automatiquement le défaut et en minimisant les interruptions de service.
la consommation baisse, l’excédent de puissance recharge le système de stockage.
Protection des générateurs locauxDe plus en plus souvent, des généra-teurs locaux sont raccordés au réseau BT. Le photovoltaïque (PV) et la petite cogénération se diffusent largement, alors que les réseaux industriels et marins font déjà un usage intensif de l’autopro-duction. Protéger ces générateurs des défauts pose parfois de grandes difficul-tés techniques. Deux exemples :– Lorsqu’un générateur alimente un
microréseau en îlotage (c’est-à-dire non raccordé), il faut surveiller de près les variations de fréquence ou « taux de changement de fréquence » (ROCOF), qui peuvent signaler un
défaut et donc nécessiter une protection spécifique ;
– Si l’alimentation provient d’un générateur à électronique de puis-sance (onduleur de centrale PV, par exemple), les courants de court-circuit sont généralement faibles. Du coup, les protections
8 Interface tactileLorsque la consom-mation est très éle-vée, le dispositif de stockage peut être raccordé en mode « décharge » ; lors-qu’elle est faible, la marge disponible permet de charger le dispositif.
Les applications prennent la forme de modules plugandplay, très faciles à mettre en service.

35Prise en main
Pour simplifier et accélérer l’installation, la documentation produit innove égale-ment. La fourniture inclut des vidéos ainsi que des schémas 2D et 3D sous forme électronique. Des livres blancs et des notices applicatives décrivent les nouveaux produits et expliquent com-ment bien les choisir et les intégrer à Emax 2.
Un exemple de réseau marin ➔ 6 illustre ces deux principes.
Facile à utiliser, facile à intégrerAvec la complexité croissante des sys-tèmes électriques, les types d’applica-tions décrites ici mettent en œuvre des algorithmes pointus. Or Emax 2 reste extrêmement simple à configurer et à manipuler ! L’utilisateur ne s’occupe que des paramètres de base, un logiciel dédié le soulageant efficacement de tous les calculs de réglage fin. L’unité électronique Ekip utilise des menus ➔ 7 et graphiques accessibles par le clavier du panneau opérateur ou l’écran tactile ➔ 8, garantis-sant une exploitation des plus intuiti ves.
La plupart des applications revêt la forme de modules autoconfigurables (plugandplay), très faciles à mettre en ser-vice ➔ 9. Ils peuvent même être installés sur site. Lorsque de nouvelles fonctions sont intégrées à une installation exis-tante (raccordement d’un générateur à un jeu de barres, par exemple), la pro-tection du générateur peut être ajoutée au disjoncteur protégeant le jeu de barres.
En termes de construction mécanique, il est parfois difficile de concevoir l’aména-gement d’un tableau de distribution pour installer un disjoncteur. Emax 2 intègre un grand nombre de bornes et d’acces-soires pour assurer un maximum de rac-cordements (câbles, jeux de barres cuivre ou aluminium, etc.).
9 Modules Emax 2 configurables sur site
Pietro Esposto
Paolo Gritti
Enrico Ragaini
ABB Low Voltage Products
Bergame (Italie)
Emax 2 intègre quantité de bornes et d’accessoires pour multiplier les possibilités de raccordement.

36 revue ABB 1|13
MATHIAS KRANICH, RAMON BAECHLI, HIMANSHU TRIVEDI – De nos jours, les grands acteurs de la distribution électrique, du pétrole et du gaz, de l’exploitation minière ou du transport ferroviaire ne jurent que par le « temps réel » pour optimiser leurs opérations. Encore fautil qu’ils aient accès à des réseaux de communication ultrarapides et fiables ! Certes, ils avaient jusqu’à présent la commutation de circuits pour remonter en toute sécurité les données du procédé vers le contrôlecommande et les exploitants, mais le déploiement massif de la commutation de paquets confronte leurs infrastructures réseaux à de nouvelles exigences. ABB y remédie avec le multiplexeur « multiservice » FOX615 qui combine deux technologies, la commutation de circuits SDH (Synchronous Digital Hierarchy 1) et le transport de paquets Ethernet, ainsi que des fonctions métier et des communications haut débit jusqu’à 10 Gbit/s. Par ses capacités d’intégration et sa souplesse, FOX615 se prête à une pléiade de fonctions applicatives qui en font la solution idéale pour les réseaux de transmission industriels.
Le multiplexeur universel FOX615 d’ABB relève les nouveaux défis de la communication industrielle
Un aiguilleur fidèle au poste

37Un aiguilleur fidèle au poste
établir et libérer la liaison, ne garantit pas la même qualité de service que la commu-tation SDH. C’est pourquoi les exploi-tants d’infrastructures industrielles res-tèrent fidèles à la hiérarchie synchrone pour répondre aux plus grandes exi-gences de leurs réseaux stratégiques.
Le mode connecté SDH peut affecter à une application des canaux de commu-nication fixes et disponibles pendant toute la durée de la transmission, avec des délais d’acheminement courts et garantis (autrement dit « déterministes »), et une faible gigue. Si le transfert de paquets a l’inconvénient de mettre les messages en file d’attente, source de retard supplémentaire et de gigue, il a par contre l’avantage de leur affecter une bande passante variable : l’idéal pour le « transactionnel long » entre ordinateurs, équipements terminaux ou postes de télé conduite RTU (Remote Terminal Units) ➔ 1. En matière de débit et de fluidité du trafic, la commutation SDH est à la transmission de données ce que les couloirs de bus, bandes d’arrêt d’urgence et voies réservées sont à la circulation routière. Ethernet, en revanche, utilise toutes les routes pos-sibles, en fonction du trafic, pour faire le meilleur usage des infrastructures mais ne sait pas libérer de voies rapides pour les flux prioritaires. Pour doter le trans-port de paquets de certains des avan-tages de la commutation de circuits, plu-sieurs extensions des grands protocoles d’origine ont été normalisées, sous les noms de IP/MPLS 2 (Internet Pro tocol/MultiProtocol Label Switching), MPLS-TP 3 (MultiProtocol Label Switching Transport Profile) et PBB 4 (Provider Backbone Bridging).
Les télécoms grand public (télé-phonie mobile et Internet haut débit) et industrielles (réseaux électriques intelligents ou Smart
Grids) sont tributaires de transmissions fiables. Dans le passé, les réseaux longue distance des opérateurs historiques et des industriels gérant de grosses infra-structures étendues s’appuyaient sur une même technique de commutation de circuits à hiérarchie numérique synchrone SDH ou « plésiochrone » PDH (littérale-ment presque synchrone) pour assurer le niveau de performance nécessaire à ces deux marchés. Puis l’explosion du trafic numérique, avec le passage des commu-nications purement vocales aux applica-tions multimédia combinant voix, don-nées et vidéo, bouleversa la donne. Contraints de faire transiter le maximum d’informations simultanées sur des dis-tances toujours plus longues, les réseaux publics se tournèrent vers la commuta-tion de paquets. Cette technique de transfert, qui fit l’immense réussite d’Ethernet dans les réseaux locaux, poussa les opérateurs télécoms à adop-ter les mêmes solutions pour leurs réseaux étendus. Rançon du succès : le transport de paquets en mode « non connecté », c’est-à-dire ne nécessitant pas de con- nexions/déconnexions successives pour
Photo cicontre Baies de brassage FOX615 dans l’usine ABB de Baden (Suisse)
Reste que la qualité de service du trans-port de paquets est encore insuffisante, notamment pour la distribution élec-trique. La prolifération d’applications sur Ethernet et les progrès escomptés de la commutation de paquets obligent les industriels à intégrer ces deux tech-niques de transfert pour répondre aux besoins du temps réel à multiplexage temporel (protection, par exemple) et à commutation de paquets (vidéosurveil-lance, intranets, etc.). Les équipements réseau doivent aussi combiner ces deux types de trafic : c’est chose faite avec le multiplexeur hybride FOX615 d’ABB.
Les concepteurs ABB ambitionnaient avant tout un multiplexeur capable de répondre aux besoins temps réel des infrastructures industrielles, mais sans
Notes1 Architecture basée sur des niveaux successifs
de concentration/multiplexage, mise au point par l’Américain Bellcore, sous le nom de SONET (Synchronous Optical NETwork).
2 Technique multiprotocole permettant aux routeurs-commutateurs du réseau central de fonctionner à des vitesses plus élevées sans avoir besoin d’examiner chaque paquet en détail ; pour cela, une étiquette ou label leur indique où transférer les paquets, sur la base d’informations de routage IP5.
3 Standard offrant aux fournisseurs d’accès la richesse de service de l’IP/MPLS2 et la performance, la sécurité et la robustesse des réseaux de transport optiques (extension Transport Profile).
4 Protocole reposant sur des extensions de l’Ethernet natif pour le rendre plus fiable, évolutif et déterministe, et l’utiliser comme protocole de transport dans les grands réseaux de télécommunications.
1 Commutation de circuits et transport de paquets
RTU
Commutation de circuits
1010 1010
1010
Transport de paquets
RTU RTU
RTU
P
P P
P

38 revue ABB 1|13
les contraintes de performance impo-sées par cette technologie. Il leur fallait pour cela maîtriser les méthodes de conception des réseaux de transmission du futur et identifier tous les défis liés à l’application.
Artères industrielles haut débit Les réseaux de communication sont le centre névralgique des grandes entre-prises industrielles. Quand les opérateurs télécoms briguent avant tout la satis-faction de leurs millions de clients, les industriels visent davantage la fiabilité des transmissions et, partant, de leurs procédés. Contrairement aux réseaux publics, les investissements en infrastruc-tures s’inscrivent ici dans la durée (la charge de trafic étant relativement sta-tique) et se distinguent par une disponibi-lité élevée (99,999 %, par exemple), une faible gigue (pour la protection différen-tielle dans les réseaux électriques [1]), une tolérance à la poussière (exploitation
minière) et une grande sûreté de fonc-tionnement (systèmes de commande fer-roviaire garantissant la sécurité des voya-geurs) [2].
Les cycles d’investissement sont égale-ment bien plus longs. Les dispositifs de protection et de contrôle-commande des postes électriques qui, en bout de
chaîne, sont raccordés aux équipements réseau de l’industriel, doivent être parti-culièrement endurants. Conclusion : les interfaces traditionnelles ont encore de beaux jours devant elles et les postes communiquant essentiellement sur Ethernet/IP ne sont pas pour demain !
À rebours des grands chamboulements technologiques des télécoms publiques, c’est à pas comptés que les réseaux industriels évoluent. De ce fait, une forte interopérabilité entre installations anciennes et nouvelles est une nécessité absolue.
Si les réseaux de communication sont d’une importance capitale pour une grande infrastructure industrielle, ils restent néanmoins au second plan de l’activité. Prenons l’exemple de l’énergé-ticien : son métier est avant tout d’ache-miner l’électricité aux consommateurs ; aussi crucial soit-il, un bon réseau de
communication se contente de soute-nir cette fonction. D’où le fait que l’exploitation soit de plus en plus confiée à une poi-gnée de techni-ciens généralistes (et non des spé-
cialistes télécoms) ayant en charge une kyrielle de produits et de fonctions métier. Sur ces réseaux, l’excellence opérationnelle peut être assurée par la mise en œuvre d’outils ergonomiques et intuitifs que fédère et orchestre un puis-sant système de gestion centralisé. Tout ce qu’offrent FOX615 et son logiciel FOXMAN.
Les grands réseaux d’infrastructures industrielles évoluent doucement, par étapes.
2 Du réseau électrique traditionnel (gauche) au Smart Grid (droite)
La distribution électrique passera d’une conduite centralisée et unidirectionnelle des transits d’énergie, dans le sens productionconsommation (gauche), à une gestion maillée et multidirectionnelle, du producteur aux consommateurs et inversement (droite).

39Un aiguilleur fidèle au poste
Problématiques du milieu . . .Les équipements de terrain de ces réseaux industriels doivent endurer des conditions extrêmes (températures, champs électromagnétiques, etc.) qui peuvent s’aggraver en cas de courts-
circuits. Pour conserver le haut niveau de disponibilité qui leur est imposé, a fortiori en situation d’urgence, ils doivent faire preuve d’une longévité et d’une fia-bilité exceptionnelles. Si à cela s’ajoutent l’éloignement, la poussière et l’impossi-bilité de garantir la maintenance pério-dique de l’équipement, on préférera évi-ter les ventilateurs.
. . . et de la filièreLa téléprotection est l’une des applica-tions les plus contraignantes des télé-coms du secteur électrique. En cas de court-circuit sur les lignes, il faut impéra-tivement éliminer le défaut en quelques dizaines de millisecondes. Autrement dit, le délai maximal de propagation du
signal, d’une extrémité à l’autre du sys-tème, ne doit pas dépasser 10 ms. Autres exigences : la symétrie des commu-nications (même temps de transmission dans les deux sens), la redondance du routage avec basculement en bidirec-tionnel et faible gigue [3]. Une application au ralenti ou au point mort peut entraîner des arrêts d’exploitation et des pertes finan cières considérables. C’est pourquoi les applications de protection sont parmi les plus importantes du réseau électrique et exigent des systèmes de transmission temps réel à très haute disponibilité. Des performances qui échappent à la commu-tation de paquets Ethernet.
La téléconduite des réseaux électriques a également ses exigences. La perfor-mance des transmissions dépend en effet de la capacité de l’exploitant à accéder à des données temps réel très précises sur l’état du réseau. Sa disponi-bilité, essentielle pour fiabiliser les opéra-tions, va de pair avec des mécanismes complexes de redondance régis par plu-sieurs protocoles, également redon-dants, à différents niveaux de l’architec-ture. Les réseaux d’énergie étant de grosses infrastructures construites sur de nombreuses années, les exigences de communication seront très différentes d’un poste de transformation à l’autre, en fonction des dispositifs utilisés à chaque étape de la réalisation.
Nouveaux enjeuxLe secteur électrique est en pleine muta-tion sous l’impulsion des Smart Grids et des technologies de l’information et de la communication. Production d’origine renouvelable, amélioration du transport électrique, automatisation de la distribu-
Le nouveau FOX615 d’ABB peut multiplexer jusqu’à 32 000 canaux sur une seule liaison optique.
ABB voulait un multiplexeur capable de répondre aux besoins temps réel de l’industrie, mais sans les contraintes de performance liées à cette techno-logie.
3 Le multiplexeur FOX615 et ses 21 emplacements pour interfaces utilisateur

40 revue ABB 1|13
capable d’acheminer les signaux de 32 000 canaux sur une seule liaison optique, soit une progression annuelle de la bande passante de 33 %, en trois décennies.
FOX615 est la symbiose parfaite du mul-tiplexage temporel classique (PDH/SDH) et des communications évoluées Ether-net/IP (Internet Protocol 5) pour répondre à toutes les exigences des grandes infrastructures industrielles. Il s’intègre facilement à l’architecture PDH/SDH existante, garantissant une migration par étapes et un investissement pérenne ➔ 3.
Contrairement à beaucoup d’autres solutions, FOX615 mise sur la complé-mentarité PDH/SDH et Ethernet/IP, idéale pour le temps réel et la commu tation de paquets. Cette double inté gration permet de bâtir un réseau SDH offrant toutes les garanties de performance sans avoir à changer d’équipements de transmission, puis de migrer vers la commutation de paquets, quand la qualité de service est au rendez-vous. FOX615 intègre un puis-sant moteur de commutation pour le transport de paquets, de même qu’un brasseur à deux étages pour le multi-plexage temporel PDH/SDH ➔ 4.
tion, etc., ces évolutions se mettent en place pour maîtriser la demande et res-pecter les réglementations environne-mentales. Devenus multidirectionnels ➔ 2, les flux d’énergie nécessitent des trans-missions temps réel fiables pour préser-ver la stabilité du réseau. Au-delà de la complexité technique, le renforcement de la concurrence et l’ouverture des marchés ont accentué la pression sur les coûts. Les dépenses d’équipements (CAPEX) peuvent être optimisées et les investissements protégés par un réseau de communication multiservice et évolu-tif, couvrant toutes les exigences de l’activité. Les dépenses opérationnelles (OPEX) peuvent être abaissées en utili-sant moins de matériels pour alléger l’exploitation et la maintenance.
Lignée d’excellenceVoilà plus de trente ans qu’ABB a lancé son premier multiplexeur à fibres optiques « FOX6 », simple nœud de multiplexage temporel à 6 canaux. FOX615, dernier-né de la gamme, est aujourd’hui une puis-sante plate-forme de communication
La fonction de multi-plexage intégrée « accès et transport » réduit notablement les coûts d’exploita-tion et l’encombre-ment.
Note5 Standard de raccordement à un réseau pour
tous les systèmes distribués provenant de l’informatique.
FOX615 mixe le multiplexage temporel TDM (Time Division Multiplexing) à hiérarchie numérique synchrone/plésiochrone (2 Mbit/s à 2,488 Gbit/s) et la commutation Gigabit Ethernet (1 à 10 Gbit/s).
4 Multiplexeur universel FOX615
Matrice de commutation Ethernet (64 Gbit/s)
ServicesEthernet/IP Interfonctionnement
GbE/10 GbE
TDM E1 – STM-16
Services TDMtraditionnels
Commutation TDM(128 x 2 Mbit/s)

41
redondant des canaux. FOX615 permet de réaliser des réseaux multiservices avec fonctions de protection intégrées.
FOX615 constitue un nœud de commu-nication pour un grand nombre de réseaux étendus et d’applications, dont la téléprotection, qu’il relie à la dorsale SDH. Sa robustesse et sa gestion amé-liorée sont gages de longévité et de faci-lité de maintenance.
Grâce au multiplexeur FOX615, les infra-structures industrielles ne sont pas pres-sées de migrer vers de nouvelles techno-logies qui n’ont pas encore fait leurs preuves. Elles peuvent évoluer à leur rythme, en modernisant progressivement le parc FOX615. ABB étudie constam-ment l’adéquation des nouveaux stan-dards et technologies de communication aux besoins des entreprises de l’énergie, du transport, etc. Dans cette optique, de nouvelles versions de multiplexeur sont déjà prévues pour améliorer sa qualité de service sur les grands réseaux industriels à commutation de paquets.
En outre, la fonction de multiplexage intégrée « accès et transport » réduit notablement les coûts d’exploitation, l’encombrement et le câblage puisqu’il ne faut installer et entretenir qu’une seule plate-forme ➔ 5. Cette intégration simpli-fie aussi l’administration du réseau : toutes les alarmes remontent directe-ment vers un seul gestionnaire, facilitant la détection des défauts et la réactivité du système.
FOX615 est un multiplexeur aguerri à la pollution électromagnétique et aux tem-pératures extrêmes (– 25 °C à + 60 °C) de l’industrie. Des valeurs très élevées de MTBF (moyenne des temps de bon fonctionnement) et des mécanismes de redondance totale garantissent la dispo-nibilité du système. Une version sans ventilateur affranchit l’appareil des besoins de maintenance.
Vatout électriqueMultiservice, FOX615 autorise le raccor-dement direct de tous les îlots applicatifs de la filière électrique (relais de protec-tion de distance et différentielle, par exemple), sans passer par des conver-tisseurs externes. Pour cela, il est doté d’une interface spécifiquement adaptée aux signaux de commande de protec-tion, avec notamment des fonctions de supervision de canaux, d’enregistrement d’événements ou de commutation de protection rapide. Une interface IEEE C37.94 assure la connexion optique avec le relais de protection et l’inter-connexion « tout optique » entre relais, réduisant le nombre de fibres et amélio-rant la disponibilité par un routage
Un aiguilleur fidèle au poste
Bibliographie[1] Spiess, H., Comino, R., Kranich, M., « Transmis-
sion of mission-critical information for power utility’s operational needs », JukoCIGRE, Becici, Monténégro, 2004.
[2] Lloret, J., Javier Sanchez, F., Coll, H., Boronat, F., « Can Critical Real-Time Services of Public Infrastructures Run over Ethernet and MPLS Networks? », NETWORKING 2008, 7th International IFIPTC6 Networking Conference, Singapour, mai 2008.
[3] Protection using Telecommunications, Groupe de travail Cigré JWG 34/35.11, tableaux 6.1-1 et 6.1-2, 2000.
Mathias Kranich
Ramon Baechli
ABB Power Systems
Baden (Suisse)
Himanshu Trivedi
ABB Management Services Ltd.
Zurich (Suisse)
Le multiplexeur FOX615 s’intègre facilement à l’archi-tecture PDH/SDH existante, garantis-sant une migration progressive et un investissement pérenne.
Les différentes interfaces de l’application (RS 232, IEEE C37.94, Ethernet, bifilaire) se raccordent au réseau dorsal SDH par le nœud FOX615 multiservice.
5 FOX615 sur dorsale SDH
RéseauSDH
Ethernet
Ethernet
2 fils
2 Mbit/s
RS 232
IEEE C37.94

42 revue ABB 1|13
PETER BILL, MATHIAS KRANICH, NARASIMHA CHARI – Il ne suffit pas de multiplier les dispositifs « intelligents » dans l’industrie, il faut aussi les raccorder. Les liaisons câblées traditionnelles ne font souvent plus l’affaire et cèdent du terrain au sansfil, seule solution économique, fiable et sûre pour interconnecter une multitude d’équipements. Conscient de cette évolution, ABB vient d’acquérir l’Américain Tropos, qui s’est imposé sur le marché des réseaux maillés industriels 802.11. Ces derniers offrent de nombreux avantages sur les technologies concurrentes (réseaux radio privés à bande étroite et systèmes mobiles cellulaires) et gagnent les réseaux électriques et autres infrastructures critiques de plus en plus automatisés.
Les réseaux 802.11 sur le terrain
Maille serrée

43Maille serrée
Services cellulairesCes réseaux reposent sur un modèle éco-nomique différent pour raccorder les ter-minaux : la souscription d’un abonnement forfaitaire. Plusieurs générations de radio-téléphonie cellulaire se sont succédées : la 2G avec notamment le GPRS (General Packet Radio Service), puis la 3G et HSPA (HighSpeed Packet Access), enfin la 4G LTE (Long Term Evolution), en cours de mise en place. Ces réseaux opérationnels affichent des performances intermédiaires avec des vitesses de quelques mégabits par seconde et des temps de transmis-sion de plusieurs centaines de milli-secondes. Publics, ils n’ont généralement pas la disponibilité, la qualité de service, la sécurité et la simplicité de mise en œuvre et d’exploitation des réseaux pri-vés, déterminantes pour les applications critiques. On comprend alors que le milieu industriel se montre plutôt réservé sur l’intérêt de cette technologie.
Systèmes maillés WiFi 802.11 Les réseaux Wi-Fi maillés sont bâtis sur des standards ouverts (IEEE 802.11 et IP) et des mécanismes normalisés de qualité de service et de sécurité. Dans cette caté gorie, les produits Tropos comptent parmi les plus en pointe de la communi-cation industrielle. Ils se distinguent des solutions Wi-Fi grand public et bureau-tiques par leur endurance aux ambiances difficiles et à l’extérieur, et par leurs algo-rithmes logiciels brevetés. Ceux-ci garan-tissent une architecture maillée très résistante aux défaillances et capable de s’organiser et de se mettre en place toute seule, la taille du réseau s’adaptant auto-matiquement aux nombres d’usagers. Les nœuds de routage sont habituellement
Devenus indispensables à quan-tité d’applications, les équipe-ments de transmission sans fil investissent en masse l’indus-
trie. Avec le rachat de la société Tropos, ABB s’est doté d’une technologie maillée prenant appui sur le standard Wi-Fi 802.11, qui surpasse ses concurrentes radio et cellulaire. Commençons par un bref rappel des solutions en présence ➔ 1.
Réseaux radio privés à bande étroiteSous cette rubrique figurent les faisceaux hertziens hyperfréquences, les réseaux maillés « de voisinage » reliant les infra-structures de comptage avancé et les liaisons radio VHF/UHF sous licence. Basées sur une technologie propriétaire, ces transmissions affichent généralement des performances médiocres (débits ne dépassant pas quelques centaines de kilo bits par seconde et délais de pro-pagation de plusieurs centaines, voire milliers de millisecondes) ainsi qu’une qualité de service et une sécurité limitées.
Photo cicontreLes réseaux sans fil se déploient à grande échelle, sur des distances importantes. En quoi le système maillé industriel 802.11 d’ABB Tropos est-il supérieur aux autres technologies en lice ?
Les réseaux maillés sont prêts à affron-ter des environne-ments très exi-geants, avec des algorithmes logi-ciels brevetés.
1 Les trois grandes technologies sans fil
Réseau radio privé Réseau cellulaire Réseau maillé à bande étroite public privé 802.11
Temps de Centaines à Centaines à transmission milliers de ms milliers de ms 50 à 100 ms
Débit 0,01 à 0,1 Mbit/s 0,1 à 10 Mbit/s 1 à 100 Mbit/s
Sécurité Moyenne Moyenne à haute Haute
Fiabilité Moyenne Moyenne Haute
Qualité de service Limitée Limitée Bonne
Normes Technologie Standards Standardsd’intéroperabilité propriétaire GPRS, HSPA, LTE, p. ex. IEEE 802.11 et IP
Facilité de gestion Limitée Très limitée Professionnelle
Exploitation Privée Réseau détenu et Privée exploité par l’opérateur de téléphonie mobile

44 revue ABB 1|13
Les produits Tropos permettent ainsi de créer sur un seul réseau unifié un maillage 802.11 industriel ➔ 2 très fiable et multi- application (automatisation de la distribu-tion électrique, de la gestion de flottes et de personnel itinérant, d’infrastructures de comptage avancé), optimisant les dépen-ses d’investissement et d’exploitation.
Ce matériel s’accompagne d’un logiciel de gestion efficace et facile des réseaux professionnels sans fil, même de grande envergure. Les systèmes Tropos se sont déployés avec succès chez un grand nombre de clients du secteur électrique, de collectivités, de directions de la sécu-rité publique, de régies de transport, d’industriels du pétrole, du gaz et de l’exploitation minière, d’autorités por-tuaires, etc. Rendez-vous dans un pro-chain numéro de la Revue ABB pour un tour d’horizon de ces applications.
placés sur des poteaux électriques, des éclairages publics ou des postes de transformation, ou encore à l’intérieur d’immeubles et d’enceintes industrielles. Le Wi-Fi opère dans les bandes « libres » des 2,4 GHz et 5 GHz (sans que l’utilisa-teur ait à faire une demande d’autorisa-tion), mais peut aussi s’adapter à des fré-quences radio sous licence (4,9 GHz, par exemple). Leurs performances sont bien meilleures, avec des débits de plusieurs mégabits/seconde et un temps de trans-mission ramené à quelques millisecondes, par saut de fréquences. Cette technique permet d’implanter des réseaux multi-services destinés notamment à des appli-cations sensibles.
Mariage du WiFi et de l’industrieDans un réseau maillé, chaque nœud est à la fois émetteur-récepteur de ses propres données mais aussi relais radio des autres nœuds. Autrement dit, il colla-bore avec le reste de l’infrastructure pour s’assurer que les données sont bien transmises. Ce maillage fait la preuve de sa robustesse en cas de rupture de ligne : en effet, il multiplie les chemins que peuvent emprunter les données de l’expéditeur pour arriver rapidement à destination en contournant la liaison rompue.
Peter Bill
Mathias Kranich
ABB Power Systems
Baden (Suisse)
Narasimha Chari
ABB Tropos
Sunnyvale, Californie (États-Unis)
Le réseau maillé résiste très bien aux ruptures de ligne en multipliant les chemins que peuvent emprunter les données pour atteindre rapide-ment leur destina-taire.
2 Topologie maillée Tropos avec nœuds connectés pair à pair, sans point d’accès central
Liaisons de secours
Liaison à 2,4 GHz
Liaison à 5 GHz
Nœud
NœudNœud Nœud
Nœud
Nœud
Nœud
Nœud
Nœud
Nœud
Nœud
Nœud
Nœud
Nœud

45Simulation avancée du moulage réactif
Simulation avancée du moulage réactifABB présente sa nouvelle plate-forme numérique eRAMZES
LUKASz MATySIAK, ROBERT PLATEK, MICHAL BANAS, ROBERT
SEKULA, HOAN D. LE, ROMAN PERNICA, PETR MICHLICEK – Avec d’excellentes propriétés électriques, mécaniques et thermiques, les résines époxydes sont le principal matériau d’isolation et de protection de la plupart des appareils moyenne et haute tension (transformateurs de tension et de courant, pôles encastrés, capteurs et traversées). Pour autant la qualité du produit dépend de l’exécution du moulage. Depuis plus d’une décennie, ABB développe et utilise des outils de simulation en trois dimensions (3D) du procédé complet, y compris les phases de remplissage du moule, de durcissement et de postdurcissement. Plus de 50 produits ABB bénéficient de ces outils et leur nombre ne cesse de croître. La simulation numérique raccourcit les temps de cycle, diminue les taux de rebut avec des produits de meilleure qualité et réduit les délais de mise sur le marché. Récemment, ABB a développé une nouvelle plateforme de simulation, eRAMZES, qui automatise intégralement les calculs de moulage réactif. Cette plateforme ouvre de nouveaux horizons dans le domaine du calcul numérique des écoulements et de l’analyse mécanique, et offre un accès en ligne à tous les ingénieurs d’études et de procédés d’ABB à des simulations numériques complexes, qu’ils soient ou non spécialistes de la modélisation.

extrêmement important de bien le com-prendre et de le maîtriser dans sa globa-lité. Or cette compréhension et cette maîtrise exclusivement par l’expérimen-tation et la mesure sont à la fois difficiles et coûteuses.
ABB a développé et validé par des études expérimentales une méthode avancée de simulation [1, 5, 6] qui, pour prendre en compte la complexité du procédé, modélise mathématiquement chaque phénomène physique survenant pendant le moulage réactif ➔ 2. La diver-
sité des paramètres entrant en ligne de compte a jusqu’ici cantonné son utilisa-tion à une poignée d’ingénieurs ABB spécialistes de ce type de simulations industrielles. Nouveau regard sur la simulation du moulage réactifPour remédier à cela, ABB a créé eRAMZES. Il s’agit d’un outil web auto-matisé et ergonomique qui permet à tous les ingénieurs ABB, même ceux qui n’ont aucune expérience des systèmes IAO (Ingénierie Assistée par Ordinateur),
Au début du procédé de gélifi-cation sous pression automati-sée (GPA) ➔ 1, au moins deux réactifs liquides sont mélangés
à d’autres composants [1]. Après homo-généisation et débullage, le mélange est injecté dans un moule chauffé (phase de remplissage). La polymérisat ion du matériau ré-sineux (durcis-sement) entraîne sa solidification et la mise en forme du pro-duit. Le procédé est hautement exothermique. Après démou-lage, le produit est généralement placé dans un four tun-nel pour achever de durcir. Le refroidisse-ment graduel relâche les contraintes thermiques et chimiques. Particulière-ment complexe, ce procédé de fabrica-tion peut donner lieu à des problèmes de qualité comme la gélification prématu-rée, des joints indésirables, des bulles d’air et des fissures [2, 3, 4]. Il est donc
ABB a développé et validé par des études expérimentales une méthode avancée de simulation qui prend en compte la comple- xité des différentes phases du procédé de moulage.
46 revue ABB 1|13
Illustration p. 45 Avancement de la résine dans un réenclencheur : l’outil eRAMZES d’ABB aide les concepteurs à comprendre et améliorer le thermodurcissement.
1 Procédé de moulage réactif
Stabilisation thermique + débullage
Système d’injection
pin= 1-3 bar
Tin= 30 - 60 °C
tin= 2 - 5 min
Tm= 110-160 °C
tm= 60 min maxiT= 130…120…80…50 °C
t= 20 h maxi
Remplissage
Préparation du mélange
Durcissement
MouleAutres colorants
Assouplis-sant
Charge
Durcisseur
Résine
Système de traitement thermique secondaire
Postdurcissement
Chauffage

47
lés dans un puissant ordinateur dédié. En général, un programme collecteur suit l’avancement de chacune des tâches exécutées par l’outil en analysant son statut dans la base de données (« prête à démarrer », « en cours » ou « terminée ») et en vérifiant la disponibilité (« occupé » ou « libre ») ainsi que le fonc-tionnement des lanceurs dont la mission est triple :– Préparation du dossier de démarrage
du programme spécifique (préproces-seur ou solveur, par exemple) dont la maintenance est réalisée par un lanceur donné ;
– Lancement du programme ;– Nettoyage et gestion des fichiers
après exécution du programme.
En cas de forte demande, la plate-forme autorise l’exécution parallèle de nom-breuses simulations sur plusieurs sta-tions de travail adaptables aux besoins spécifiques de différents logiciels de simulation.
Exemple concretAu début de l’analyse, le modèle CAO ➔ 5 est téléchargé avec une inter-face web ➔ 6. La géométrie est automa-tiquement analysée pour identifier les différentes parties et produire les don-nées destinées aux mailleurs et solveurs. Sur la base de ces informations, l’inter-face web est personnalisée pour pouvoir entrer les paramètres du procédé appro-priés.
d’accéder en ligne à des simulations avancées du moulage réactif [7, 8, 9,
10] ➔ 3. Son principe ? Limiter la tâche des ingénieurs à la création du modèle CAO (Conception Assistée par Ordinateur) et à la définition des premiers paramètres du procédé, toutes les autres tâches liées à la modélisation numérique étant automati-quement traitées par eRAMZES : discréti-sation du modèle (maillage), configuration des solveurs (définition des conditions aux limites et des matériaux), calculs (résolu-tion) et résultats.
Architecture eRAMZES est piloté par une plate-forme web multifonctionnelle dédiée qui fait le lien entre un certain nombre d’appli-cations en interaction, notamment des logiciels du commerce (CAO, préproces-seurs, processeurs et post-processeurs) et un logiciel développé en interne.
L’architecture d’eRAMZES est schémati-sée en ➔ 4. Il suffit à l’ingénieur de définir le modèle géométrique et les paramètres du procédé, les autres tâches et les calculs étant automatisés. Une fois la simulation terminée, les résultats sont présentés à l’utilisateur qui décide si le produit et les paramètres de procédé répondent à ses besoins ou s’ils doivent être encore optimisés.
L’automatisation est basée sur le concept de programmes collecteurs (watchers) et lanceurs (launchers) instal-
eRAMZES est piloté par une plate-forme web multifonction-nelle dédiée qui fait le lien entre un cer-tain nombre d’appli-cations en inter-action.
Simulation avancée du moulage réactif
Remplissagedans moule
Durcissementdans moule
Postdurcissementhors moule
2 Modélisation mathématique du moulage réactif
g quelque part dans la résine
Canal d’entrée bloqué
g dans une partie de la résine
Résine complètement durcie ( = 1)
Phénomènes :
Calculs :
Écoulement du fluide
Écoulement du fluide
Cinétique des réactions (modèle de Kamal)
Échange thermique
Retrait/dilatation thermique
Contraintes et déformations
Calculs mécaniques ABAQUS
Simulations numériques ANSYS FLUENT
Polymérisation et retrait chimique
Échange thermique et retrait/dilatation thermique
Accroissement et relaxation des contraintes

48 revue ABB 1|13
trous, congés, intersections, chevauche-ments, etc.) pour accélérer et stabiliser les calculs numériques. Il discrétise éga-lement la géométrie (différentes topolo-gies de maillage peuvent être utilisées pour générer ensuite un maillage non structurel ou structurel), définit les condi-tions aux limites de la simulation numé-rique (entrée, sortie, convexion, etc.) et des calculs mécaniques (contraintes, inter actions, etc.). Pour finir, il exporte les fichiers d’entrée vers les solveurs ANSYS FLUENT et ABAQUS.
Le modèle géométrique d’un pôle encas-tré d’extérieur avec son maillage CFD créé par eRAMZES est illustré en ➔ 7 et celui d’un transformateur de courant
Préparation du modèle numériqueLa discrétisation de la géométrie par eRAMZES est totalement automatisée. Le développement de cette partie de l’outil fut la plus délicate du fait essentiel-lement de la complexité et de la diversité des géométries de produits. De plus, les différences entre les calculs de simula-tion numérique CFD (Computational Fluid Dynamics) et les calculs méca-niques imposaient d’effectuer les opéra-tions de maillage au moyen de différents mailleurs (préprocesseurs). Les lanceurs démarrent et supervisent le processus de discrétisation dans chacun des préprocesseurs. Le mailleur simplifie et répare la géométrie (suppression des
La simulation numérique raccour cit les temps de cycle, diminue les taux de rebut et les délais de mise sur le marché.
3 Principe de fonctionnement de eRAMzES
Chargementmodèle
géométrique
Maillage
Cal
culs
méc
aniq
ues
Sim
ulat
ion
num
ériq
ue
Résolution Résultats
Mat
éria
uxM
atér
iaux
Présentation des résultats
En rouge, les étapes nécessitant une interaction avec l’utilisateur ; en blanc, les tâches totalement automatisées.
4 Architecture de eRAMzES
Remplissage/durcissement
Post-durcissementDébut
Fin
Modélisation CAO
Chargementgéométrie CAO
Analyse modèle CAO
Mod
ifica
tions
con
cep
tion
pro
dui
t/co
ncep
tion
mou
le/p
aram
ètre
s p
rocé
dé
Mod
ifica
tions
uni
quem
ent p
aram
ètre
s pr
océd
é
Simulation numérique
Résultats
Résultats
Calculs mécaniques
CAD model discretizationDiscrétisationmodèle CAO
Discrétisationmodèle CAO
Définitionparamètres procédé
Transfert résultatssimulation numérique
vers solveur mécanique
Prise dedécision
5 Désignation (gauche) et structure (droite) des pièces géométriques
Moule massif Sortie fluide Plaque massive chauffée
Insert massif en cuivre
Insert massif en acier
Entrée fluide
Plaque massive chauffée
Moule massif Cavité d’écoulement
Cavité d’écoulement
Insert massif en cuivre
Sortie fluide
Insert massif en acier Entrée fluide

49
web ➔ 9 permettant à l’utilisateur d’entrer les données requises : paramètres du procédé, propriétés des matériaux, maté-riaux affectés aux différentes pièces du produit et paramètres numériques rela-tifs aux calculs mécaniques.
Les paramètres du procédé incluent, par exemple, les données d’injection (temps de remplissage, vitesse d’injection, etc.), les données thermiques (température du matériau injecté, des éléments chauf-fants, avant injection, etc.), les conditions ambiantes (température de l’air ou inten-sité de la convection d’air), le processus de post-durcissement (durée et tempéra-ture de chaque phase de refroidissement).
CalculsL’outil peut maintenant passer à l’étape du traitement (résolution). La géométrie discrétisée est importée dans le proces-seur de simulation numérique ANSYS FLUENT. Les informations collectées aux
avec son maillage mécanique créé de la même manière en ➔ 8.
Le gain de temps est un des avantages majeurs de la création automatique du maillage. Ainsi, 30 minutes suffisent à eRAMZES pour créer près de 3 000 000 éléments de maillage CFD et 300 000 de maillage mécanique (avec un PC double cœur cadencé à 2,5 GHz et 8 Go de mémoire RAM). Plusieurs jours, voire plusieurs semaines, sont en moyenne nécessaires aux ingénieurs IAO pour créer manuellement le maillage numé- rique de géométries comparables. Les utilisateurs eRAMZES peuvent ainsi consacrer leur temps à la résolution des problèmes techniques plutôt qu’aux tâches de discrétisation.
Définition des paramètres du procédé L’application web utilise les informations provenant de l’analyse du modèle CAO et crée dynamiquement une interface
6 Création de cas sur la page web eRAMzES
7 Géométrie d’un pôle encastré d’extérieur (gauche) et sa discrétisation dans HyperMesh (droite)
Il suffit à l’ingénieur de définir le modèle géométrique et les paramètres du procédé, les calculs étant automatisés par eRAMZES.
8 Géométrie d’un transformateur de courant (gauche) et sa discrétisation dans ABAQUS (droite)
9 Définition des paramètres du procédé
Simulation avancée du moulage réactif
étapes précédentes sont transférées au modèle numérique pour définir l’affecta-tion des matériaux, les conditions de départ, les conditions aux limites, les conditions d’exploitation et les propriétés des matériaux. Le solveur est configuré en fonction du choix de modèles mathé-matiques adaptés à la simulation de moulage réactif (à la fois des modèles intégrés turbulence, écoulements, etc. et des modèles complémentaires comme, par exemple, pour la cinétique du durcis-sement) et de la définition des para-mètres numériques. Partant de ces don-nées, les calculs numériques transitoires des phases de remplissage et de durcis-sement sont effectués. Une fois terminés, les résultats sont générés et exportés.
Il faut savoir que les simulations de moulage réactif sont connues pour être numériquement instables (même lors-qu’elles sont réalisées manuellement) du fait de la complexité des phénomènes

50 revue ABB 1|13
différé également supervisé par des lan-ceurs spécifiques. Ils sont présentés à l’utilisateur en différents formats : films, images et graphiques sur le site web ou documents PDF imprimables. Le mode de présentation est personnalisable selon les besoins de l’utilisateur. Des exemples de résultats générés pour les analyses numériques et mécaniques sont illustrés en ➔ 10 et ➔ 11.
À l’écran, l’utilisateur peut observer en détail le déroulement du moulage réactif et mieux se rendre compte de ce qui se passe à l’intérieur du moule et du produit, chose impossible à faire au cours d’un procédé normal de fabrica-tion ou par expérimentation. Les don-nées incluent des détails du schéma d’écoulement de la résine époxyde pen-dant le remplissage, la répartition de la température à tout moment et à toutes les phases du procédé, la répartition du degré de durcissement pendant le rem-plissage et le durcissement de même que la répartition des déformations, contraintes et efforts pendant le post- durcissement.
L’ingénieur est alors à même de décider s’il faut optimiser davantage le procédé ou le produit.
Bien mouléeRAMZES est un outil web de simula-tions numériques et de calculs méca-niques, qui peut être utilisé à la fois pour concevoir de nouveaux produits et opti-miser des produits existants fabriqués
intervenant dans le procédé. En surveil-lant et en contrôlant automatiquement la convergence de la solution, eRAMZES confère une excellente stabilité aux calculs sans aucune intervention de l’uti-lisateur. Ainsi, l’un des défis majeurs ren-contrés lors du développement de l’outil est devenu un de ses principaux atouts.
Les calculs peuvent se poursuivre si l’utilisateur décide d’inclure la simulation post-durcissement. Les valeurs de tem-pérature calculées pour la fin de la phase de durcissement sont converties en utilisant un logiciel développé par ABB et transférées au solveur mécanique ABAQUS pour servir de données d’entrée aux calculs de post-durcissement.
Le logiciel ABAQUS importe et, au besoin, répare le modèle géométrique. Ensuite, les propriétés matérielles sont affectées aux pièces géométriques, les étapes et la durée de l’analyse étant spécifiées selon les données saisies précédemment par l’utilisateur. Les conditions aux limites (données provenant d’ANSYS FLUENT, contraintes, etc.) et les interactions entre les pièces géo métriques sont définies ; le maillage est produit en fonction de la finesse spécifiée par l’utilisateur. Enfin, le fichier d’entrée est préparé et soumis au solveur pour les calculs ; les résultats sont générés et exportés.
Présentation des résultatsLe post-processeur est l’ultime étape de l’analyse d’eRAMZES. Les résultats de la simulation subissent un autre traitement
10 Simulation des phases de remplissage (gauche) et de durcissement (droite)eRAMZES permet aux ingénieurs ABB de connaître l’impact de tout changement de conception de moule ou de para-mètres de procédé sur le produit et sa fabrication, sans interférer avec le procédé réel.

51
par moulage réactif. Il permet aux ingé-nieurs ABB de connaître l’impact de tout changement de conception de moule ou de paramètres de procédé sur le produit et sa fabrication, sans perturber le pro-cédé réel.
La plate-forme automatise totalement la discrétisation et les calculs, garantissant la répétabilité du processus de simula-tion puisque tout risque d’erreur inhérent au traitement manuel est éliminé. Acces-sible en ligne et ergonomique, elle élargit l’éventail des utilisateurs potentiels aux ingénieurs ABB non spécialistes et rac-courcit les cycles de développement tout en améliorant la qualité des composants à résines époxydes. Enfin, le concept pourrait être adapté à d’autres procédés de fabrication.
11 Simulation du postdurcissement
Bibliographie[1] Sekula R., Saj P., Nowak T., Kaczmarek K.,
« 3-D Modeling of Reactive Moulding Processes : From Tool Development to Industrial Application », Advances in Polymer Technology, Vol. 22, No. 1, p. 42–55, 2003.
[2] Wang V. W., Turng L. S., « Simulation of Injection Mold Filling and Curing with Reactive Materials », 49th Annual Technical Conference, SPE Technical Papers, Vol. 37, p. 1265–1267, Montréal (Canada), 1991.
[3] Macosko C. W., Fundamentals of Reaction Injection Molding, Hanser Verlag, 1989.
[4] Grindling J., Gehrig M., « Introduction to FEM Based Computer Simulation to Assist Molding and Casting Processes », Electrical Manufacturing and Coil Winding Conference, p. 327–333, Cincinnati (États-Unis), 1998.
[5] Sekula R., Saj P., Nowak T., Kaczmarek K., « 3D Computer Simulations of Thermosetting Materials Molding », SGI Users’ Conference, Cracovie (Pologne) 2000.
[6] Isotalo P., Bednarowski D., Nowak T., « Reactive Molding Process Modeling: Structural Analysis of Thermoset Insulated Electrical Components », International Journal of Materials and Product Technology, Vol. 20, No. 4, p. 239–253, 2004.
[7] Rajca R., Matysiak L., Banas M., Sekula R., « A Novel Simulation Approach for Analyzing Reactive Molding Process », International Journal of Mathematics and Computers In Simulation, Vol. 4, No. 4, p. 99–106, 2010.
[8] Rajca R., Matysiak L., Banas M., Sekula R., « Web-Based Tool for the Automated 3-D Reactive Molding Simulations », 2nd International Conference on Manufacturing Engineering, Quality and Production Systems, p. 194–199, Constantza (Roumanie), 2010.
[9] Rajca R., Matysiak L., Banas M., Sekula R., « Industrial Application of a New CFD Simulation Approach », 25th European Conference on Modelling and Simulation, p. 374–380, Cracovie (Pologne), 2011.
[10] Matysiak L., Platek R., Banas M., Sekula R., « eRAMZES – Novel Approach for Simulation of Reactive Molding Process », 26th European Conference on Modelling and Simulation, p. 128–135, Coblence (Allemagne), 2012.
Lukasz Matysiak
Robert Platek
Michal Banas
Robert Sekula
ABB Corporate Research
Cracovie (Pologne)
Hoan D. Le
ABB Medium Voltage Products
Pinetops, Caroline du Nord (États-Unis)
Roman Pernica
Petr Michlicek
ABB Medium Voltage Products
Brno (République tchèque)
Simulation avancée du moulage réactif

52 revue ABB 1|13
Gardez la main sur votre contrôle-commande avec l’application web My Control System d’ABB
MATTHIAS STEIN – Depuis des décennies, ABB bâtit et déploie des systèmes d’automatismes industriels dans le monde entier. La complexité technique de cet immense parc installé, qui doit interagir avec les spécificités de chaque procédé de fabrication, s’accompagne souvent de tâches administratives, de suivi et de maintenance qui n’ont rien d’accessoire. En effet, il n’y a pas de système de contrôlecommande sans son cortège de licences logicielles, de protections antivirus à jour, d’outils de diagnostic et de maintenance, de modules de formation, de rapports de sécurité, et ainsi de suite. Jusqu’à présent, il fallait piocher des données à droite et à gauche pour rassembler toutes les pièces du puzzle. Aujourd’hui, la nouvelle application My Control System d’ABB pointe en quelques clics tous les éléments constitutifs de votre système de contrôlecommande.
Guet sur le Net
Photo cicontre Avec My Control System, les clients de tous les secteurs industriels peuvent suivre à la trace leurs automatismes ABB.

53Guet sur le Net

54
Automation Sentinel Le programme ABB de gestion et de maintenance du cycle de vie du contrôle-commande permet au client de tenir son parc d’automatismes à jour
tout en facilitant sa migration vers les nouvelles technolo-gies. Il fournit l’assis-tance indispensable au maintien en état et à l’optimisation du système de contrôle- commande ABB sur tout le cycle de vie. La dernière édition du programme l’en-
richit de précieux services exclusifs ABB, comme sa toute nouvelle plate-forme en ligne My Control System.
My Control SystemCette plate-forme web sécurisée per-met de consulter chez le client tout le détail (informations et services) du système de contrôle-commande ABB en exploitation ; il suffit de se connecter au site www.abb.com et de saisir son identifiant. Les données s’affichent sur n’importe quel navigateur, tous termi-naux confondus ➔ 1 (ordinateur, tablette et bientôt smartphone).
L ’immense base d’automatismes installée par ABB depuis trente ans représente un investisse-ment colossal. ABB en prend
soin avec des solutions conçues pour
assurer en permanence la productivité, la fiabilité et la performance de tous les actifs en jeu. Un aspect important de cet accompagnement du client est le sup-port technique assuré sur tout le cycle de vie des installations, au gré des nou-velles contraintes et exigences. Cette palette complète de services englobe aussi bien la maintenance préventive et la télésurveillance que l’assistance à l’amélioration des per formances opéra-tionnelles. Ces services se traduisent notamment par des gains de produc-tivité, une baisse des coûts et une longé-vité accrue des équipements.
revue ABB 1|13
1 Consultation sur terminal de tous les détails du système de contrôlecommande
La plate-forme web permet de consulter chez le client le profil détaillé du système de contrôle-commande ABB en service

55
Sécurité informatiqueLa sécurité sur le Net revêt de plus en plus d’importance pour les industriels dont les procédés automatisés sont aussi devenus la cible des pirates infor-matiques. Les pouvoirs publics sont aujourd’hui nombreux à légiférer sur les stratégies de défense des entre-prises des secteurs public et marchand pour contrer les cyberattaques. My Control System affiche le statut de sécurité du système de contrôle-com-mande installé et permet d’en corriger les vulnérabilités.
Analyses et diagnostics de performanceD’autres fonctionna-lités accompagnent les clients ABB dans leurs tâches d’exploi-tation et de mainte-nance. My Control System peut dres-ser un bilan de santé
du contrôle-commande et signaler les possibilités d’optimisation, mais aussi faire le point sur le retour sur investissement à l’aide d’indicateurs KPI et préconiser des actions pour combler les écarts de performance.
Concrètement, My Control System est un tableau de bord recensant toutes les infor mations utiles sur les abonnements et licences logicielles du client : descriptif, dates d’expiration, outils et télécharge-ments de clés, le tout en quelques clics. Pour faciliter la tâche, les coordonnées du support local ABB figurent en tête de la page d’accueil ➔ 2.
My Control System permet également de télécharger la documentation et les mises à jour logicielles du contrôle- commande, de visionner des vidéos de
formation, de lancer des analyses de performances et d’accéder à tous les bulletins de sécurité, alertes ou notices produits. L’accès temps réel, synonyme d’identification rapide des problèmes, est l’un des points forts de My Control System.
Guet sur le Net
2 Page d’accueil Les clients peuvent télécharger la documentation et les mises à jour logicielles de leur système d’auto-matismes, vision-ner des formations vidéo, lancer des analyses de per-formances et accéder à toutes les données de sécurité, alertes ou notices produit.
Les données s’affichent sur le navigateur de pratiquement tous types de terminaux (ordinateurs , tablettes et bientôt smartphones).

56
niques du système de contrôle-com-mande et tendances du marché, et y gla-ner des astuces et conseils pratiques.
My Control System publie les plannings de Web Coach, de Web Tech Talks et d’autres rendez-vous de formation en ligne ABB.
Libre servicePour alléger leur budget de support technique, d’assistance téléphonique ou d’intervention en dehors des heures de travail, les clients ABB ont accès sur My Control System à une présélection de réponses rapides aux questions fré-quentes, évitant ainsi le temps perdu à débusquer l’information pertinente ➔ 3. Ils peuvent également télécharger des packs de services et des mises à jour logicielles qui s’installeront immédiate-ment sur leur système.
Les commerciaux et techniciens de maintenance ABB ont également accès à toute l’information utile, améliorant leur visibilité sur l’installation cliente. Ils peuvent ainsi servir le client de manière plus proactive et donner plus de flexibi-lité à son assistance technique.
FormationMy Control System ne se contente pas d’aider les clients ABB à optimiser la maintenance de leur parc d’automa-tismes ; il participe aussi à la formation du personnel.
Web Coach est une collection de modules d’autoformation en ligne à la maintenance de plusieurs systèmes de contrôle-commande ABB. Associée à
des sessions de questions-réponses, elle dispense à moindres frais une forma-tion pratique et constitue une précieuse source d’informations techniques.
Web Tech Talks sont des forums techno-logiques pour utilisateurs avertis. Les ex-perts produits d’ABB en sont à la fois les animateurs et modérateurs. Les automa-ticiens peuvent ainsi se tenir informés des toutes dernières évolutions tech-
L’accès temps réel à My Control System permet de vite identifier les problèmes.
revue ABB 1|13
3 Un problème ? Les clients ont accès aux premiers éléments de réponse qui leur permettent de réduire leurs frais de support technique, d’assistance téléphonique ou de demande d’intervention en dehors des heures de travail.

57
Sentinel bénéficieront de nouvelles fonctionnalités ➔ 4.
Grâce à My Control System, les indus-triels, y compris les exploitants d’instal-lations complexes ➔ 5, ont une vue d’ensemble de leur compte client (licen-ces logicielles et services) et de son historique (période de validité, dates d’expiration). La plate-forme est une mine d’informations techniques, de bonnes pratiques et de connaissances métier.
My Control System rapproche le client d’ABB et ABB du client pour tisser des liens solides, durables et bénéfiques aux deux parties.
Matthias Stein
ABB Process Automation
Mannheim (Allemagne)
PerspectivesLe développement du programme a débuté en juin 2011. Sa mise au point ayant vite progressé, il est aujourd’hui installé chez tous les clients ABB qui lui ont d’ores et déjà réservé un accueil
enthousiaste. Présenté en 2012 à la Foire de Hanovre (Allemagne) et au Salon texan de l’automatisation et de l’énergie de Houston, My Control System a été très bien reçu par l’ensemble de la clientèle.
Une version de base sera proposée en accès limité à tous les clients des systèmes de contrôle-commande ABB. Les détenteurs de licence Automation
Le statut de sécurité du contrôle-com-mande est affiché en permanence sur le tableau de bord.
Guet sur le Net
5 Le programme renseigne sur les licences et services des installations, même complexes.
My Control System n’aide pas seule-ment les clients ABB à optimiser la main-tenance de leurs automatismes ; il forme aussi leur personnel.
4 Fonctionnalités de My Control System
Pour tous les clients du système de contrôle-commande ABB :− Page d’accueil− Caractéristiques du système− Rapports de sécurité/Alertes produit− Formation− Coordonnées du support local ABB− Coordonnées de l’administrateur système
du client− Licences logicielles− Langue
Pour les détenteurs d’une licence Automation Sentinel :− Documentation produit (manuels
d’exploitation, validations de mises à jour de sécurité Microsoft, certifications matériel 800xA)
− Logiciels (téléchargements, correctifs, packs de services, nouvelles versions)
− Bilan de santé du système, analyse de performances et validation logicielle
– Diagnostic de performances du contrôle-commande et mesures correctives
– Formations Web Coach et forums Web Tech Talks

58 revue ABB 1|13

59
Très efficace, le pressage ne permet toutefois pas d’éliminer suffisamment d’eau. Le séchage, inévitable, fait alors grimper la facture d’électricité ! Ce sont ces procédés gros consommateurs d’énergie qui offrent de forts potentiels d’économies.
Flux énergétiquesDans la sécherie, l’énergie circule sous la forme de vapeur, de condensats, d’air, d’eau et de papier selon un schéma comple xe. Le papier sèche au contact
Dans son principe, la fabrication du papier a peu évolué au cours des siècles même si les équipements ont considéra-
blement changé : la pâte liquide est déversée sur une toile sans fin qui défile à grande vitesse. Une bonne partie de l’eau s’échappe ou est aspirée au tra- vers des mailles de la toile, et la bande humide entre dans la section des presses de la machine à papier où elle est esso-rée entre de lourds cylindres ➔ 1. À ce stade, l’efficacité de l’essorage est ren-forcée par l’utilisation d’une boîte à vapeur qui préchauffe le matelas fibreux avant son pressage. La bande pénètre ensuite dans la sécherie où de très nom-breux cylindres creux chauffés à la vapeur abaissent la teneur aqueuse à environ 6 %.
CARLFREDRIK LINDBERG, NAVEEN BHUTHANI, KEVIN STARR, ROBERT HORTON –
Difficile d’imaginer qu’une pâte liquide, contenant plus de 99 % d’eau et moins de 1 % de fibres, se transforme en quelques minutes en une feuille de papier ! Si une grande part de cette eau est extraite par des moyens mécaniques, le séchage de la feuille par voie thermique consomme énormément d’énergie, faisant de la fabrication du papier un des procédés industriels les plus énergivores. Pourtant, les potentiels d’économies sont immenses. Pour les identifier, ABB propose d’analyser l’empreinte énergétique d’une machine à papier selon différentes méthodes.
Quelles pistes pour améliorer l’empreinte énergétique d’une machine à papier ?
Valorisation énergétique
Photo Les machines à papier utilisent d’énormes quantités de vapeur pour sécher le papier. L’analyse des flux énergétiques permet d’identifier les gisements d’économies.
Valorisation énergétique

60 revue ABB 1|13
− Capteurs (étalonnage, absence de surveillance et/ou régulation).
MéthodologieUn piètre bilan énergétique peut être mis en évidence de plusieurs manières.
Mesure des consommations
La connaissance des flux énergétiques au sein de la machine à papier permet de déceler les contre-performances. Ces flux sont plus difficiles à quantifier que les flux de liquide et de gaz car ils nécessitent un plus grand nombre de mesures alors même que très peu d’entre elles sont dis-ponibles pour les calculs. De plus, rares sont les capteurs de flux de vapeur.
Les flux de vapeur vers les différents groupes de vapeur d’une machine à papier furent déterminés en mesurant le temps de montée dans les réservoirs de condensats après arrêt du flux d’effluents en sortie de ces réservoirs. La consom-mation de vapeur dans les échangeurs de chaleur vapeur-air fut ici mesurée à partir du débit d’air, de l’humidité et de la tem-pérature. En utilisant des équations de puissance avec les mesures, on obtint la consommation d’énergie relative ➔ 3.
Comme prévu, le gros de la consomma-tion de vapeur se situe au niveau des dif-férents groupes de vapeur ; toutefois, dans la machine à papier étudiée, plus de 10 % de la vapeur totale vont au conden-seur. Sachant que, dans ce cas de figure, la valeur type est inférieure à 3 %, il existe ici un levier évident d’efficacité énergé-tique.
des cylindres chauffés à la vapeur, les ca-lories de l’eau sont récupérées par un échangeur de chaleur et ajoutées à l’air d’alimentation, lui-même réchauffé par un échangeur vapeur-air. L’air évacué vers le hall machine est également chauffé. La vapeur chauffe les cylindres et une partie de la vapeur flash 1 est récupérée par les thermocompresseurs. Le reste est ache-miné vers le condenseur pour chauffer l’eau froide ➔ 2.
Ce parcours complexe rend difficile la « chasse au gaspi » et l’identification des gisements d’économies.
L’idée de mesurer et d’améliorer le bilan énergétique de la sécherie d’une machine à papier n’est pas nouvelle [1, 2] et plu-sieurs études montrent que l’air de venti-lation des poches, l’équilibrage de la hotte et le point de rosée ont un impact important sur la performance énergétique de la machine [3 à 7]. Plusieurs éléments conditionnent cette performance :− Types d’équipement utilisés (rendement
théorique et conditions d’exploitation) ;− Absence d’équipements (échangeur
de chaleur ou boîte à vapeur, etc.) ;− Conception de l’usine (réutilisation ou
non de la vapeur flash et des conden-sats, récupération de la chaleur, etc.) ;
− Stratégie de régulation (point de rosée non régulé, etc.) ;
− Mode opératoire (régulation manuelle, choix des points de consigne) ;
− Maintenance (échangeurs de chaleur, purgeurs de vapeur, vannes, capteurs, isolation, fuites, réglage des boucles de régulation, etc.) ;
Les procédés gros consommateurs d’énergie offrent de forts potentiels d’économies.
1 Machine à papier type : partie humide à l’avant, partie sèche à l’arrière
Note1 Vapeur qui se forme lorsque du condensat
chaud subit une chute de pression ; elle se produit lorsque le condensat renferme plus de chaleur qu’il ne peut en contenir à la pression plus faible.

61
meilleure c’est) et le raffinage (le moins possible).
Optimisation de la boîte à vapeur
Le préchauffage à la vapeur de la feuille de papier réduit la consommation totale de vapeur car il est plus simple d’extraire l’eau du papier chaud dans la section des presses. Il faudra alors moins de vapeur dans la sécherie pour évacuer l’humidité résiduelle. Pour autant, un flux de vapeur excessif envoyé à la boîte à vapeur n’améliore pas la déshydratation du papier. C’est en réglant le flux de la boîte à vapeur à la pression optimale que l’on minimise le flux de vapeur total. Notons que la boîte à vapeur sert également à aplanir le profil d’humidité dans le sens travers, les mesures de déshydratation ne devant pas interférer avec cette opéra-tion.
L’expérience suivante fut menée sur une boîte à vapeur ➔ 6 : réduction de sa pres-sion, ouverture à 80 % de tous les action-neurs, augmentation lente de la pression de la boîte à vapeur suivie d’une baisse partielle. La consommation totale de vapeur dans la machine à papier (courbe du haut) atteignit sa valeur minimale après 80 minutes où elle chute d’une tonne par heure (près de 2,5 %). La vitesse de l’enrouleuse était constante pendant la durée de l’expérience et la consommation totale minimale à 80 minutes n’était pas due à l’humidité plus élevée.
Le profil d’humidité dans le sens travers s’est dégradé comme prévu avec une humidité élevée sur les bords lorsque tous les actionneurs étaient ouverts.
Analyse des données
L’analyse des historiques permet d’identi-fier les modes opératoires ayant une inci-dence sur le ratio de la consommation de vapeur par tonne de papier. Pour com-mencer, les données sont regroupées par grammage. Ensuite, des courbes de consommation de vapeur par tonne de papier sont tracées pour chaque gram-mage. Si une corrélation claire apparaît, des suggestions peuvent alors être émises pour exploiter plus efficacement la machine. À l’avenir, cette tâche pourrait être automatisée.
Des données furent collectées sur une machine à papier afin de connaître la consommation de vapeur par tonne de différents grammages de papier sec produit. Celle-ci variait de 1,8 à 2,4 tonnes ➔ 4. Sur cette machine, le gram-mage a apparemment un impact impor-tant : la consommation de vapeur par tonne produite de grammages lourds est moindre que celle des grammages plus légers.
La vitesse machine est une autre variable d’influence. En règle générale, plus elle est élevée, plus la consommation de vapeur par tonne de papier sec est faible ➔ 5. Pour les grammages les plus légers, cette influence est limitée peut-être du fait du régime d’anneau d’eau du condensat dans les cylindres à vapeur ou de la capacité limitée dans la section des presses aux plus grandes vitesses.
Parmi les autres grandeurs d’influence, citons la pression différentielle des groupes de vapeur (plus elle est faible,
La complexité de la machine à papier rend difficile la « chasse au gaspi » et l’identification des gisements d’économies.
Valorisation énergétique
2 Flux énergétique dans une machine à papier
Vapeur
Condensats
Air vers hotte
Papier humide
Retour condensats vers chaudière
VapeurBoîte à vapeur
Eau froide et chaude
Condenseur
Sortie d’air
Papier sec
Hotte de la sécherieEntrée d’air
Air vers hall de la machine
Thermo-compresseur Cylindres à vapeur
Air d’évacuation
Échange thermique
Condensats non récupérés
Réservoir à condensats
Reste à connaître les économies de vapeur réalisables lorsque la régulation automatique du profil d’humidité est activée.
Thermographie infrarouge
Les déperditions de chaleur et les dys-fonctionnements des équipements asso-ciés débouchant sur une moindre effica-cité énergétique peuvent être locali- sés par thermographie infrarouge (IR). Cette technique a été utilisée sur les cylindres sécheurs, la hotte de la séche-rie, le thermocompresseur, les purgeurs de vapeur et de condensat, etc.
Ainsi, l’image IR d’une partie de la hotte mit en évidence une fuite d’air chaud vers l’extérieur (l’air chaud en lui-même n’étant pas décelable par thermographie IR) ➔ 7. En plus d’économiser de l’énergie, le col-matage de la fuite aurait permis de réduire l’humidité dans le hall machine, de dimi-nuer la quantité d’air humide à évacuer par les ventilateurs et, donc, de limiter les besoins de vapeur en chauffant l’air évacué.

62 revue ABB 1|13
− Point de rosée dans la hotte (air d’évacuation) ;
− Homogénéité de la feuille après la section des presses ;
− Disponibilité (temps de bon fonction-nement/temps total) ;
− Performance (vitesse réelle/maximale par grammage) ;
− Qualité (tonnage bon/total) ;− Taux de rendement synthétique.
Ces indicateurs de performance ainsi que d’autres peuvent être comparés à ceux de machines fabriquant le même type de papier. Tout indicateur médiocre identifie un gain potentiel d’économies d’énergie.
Lorsque cette expérience fut menée, aucun changement ne fut observé en termes de consommation totale de vapeur ou de charge du condenseur pendant l’arrêt du thermocompresseur.
Indicateurs de performance
Plusieurs indicateurs et ratio furent calculés pour déterminer la performance énergé-tique de l’usine, notamment :− Tonnes de vapeur/tonne de papier
sec ;− Énergie de la vapeur en Joules/eau
évaporée en kilogrammes ;− Électricité en kWh/tonne de papier ;− Ratio de retour de condensat vers la
chaudière ;
L’image IR d’un thermocompresseur per-mit de déceler un problème d’inefficacité énergétique ➔ 8. Dans le bas de la figure, la vapeur flash plus froide pénètre à 124,6 °C alors que la vapeur motrice à haute pression arrive par la droite à 149,9 °C. Le flux mélangé est à 147,5 °C, soit une température proche de celle de la vapeur motrice ; par conséquent, très peu de vapeur flash est recyclée. On pourrait donc économiser de l’énergie en récupé-rant plus de vapeur flash et en réduisant la quantité transmise au condenseur.
Autre solution : arrêter le thermocompres-seur et relever la consommation totale de vapeur ou la charge du condenseur.
3 Consommation relative de vapeur dans la sécherie d’une machine à papier
35
30
25
20
15
10
5
0
Con
som
mat
ion
rela
tive
de
vap
eur
dan
s la
séc
herie
(%)
Gén
érat
eur
vap
eur
4
Gén
érat
eur
vap
eur
5
Éch
ange
ur v
apeu
r-ai
r 1
Éch
ange
ur v
apeu
r-ai
r 2
Con
den
seur
Gén
érat
eur
vap
eur
3
Gén
érat
eur
vap
eur
2
Gén
érat
eur
vap
eur
1
Boî
te à
vap
eur
4 Consommation de tonnes de vapeur par tonne de papier sec de différents grammages, sur 19 jours de production
0
5
10
15
20
25
30
35
40
45
50
% p
ar g
ram
mag
e
Ultra-léger
Léger
Lourd
Ultra-lourd
Grammage
1,8 1,9 2 2,1 2,2 2,3
Tonnes vapeur/tonne papier sec
5 Consommation tonnes de vapeur/tonne de papier sec de différents grammages, fabriquée selon la vitesse de la machine à papier : la production de grammages lourds est moins énergivore à une plus grande vitesse.
Tonn
es v
apeu
r/to
nne
pap
ier
sec
1,8
2
2,2
2,4
Vitesse (m/min)
Ultralourd
450 500 550 600 650
Tonn
es v
apeu
r/to
nne
pap
ier
sec
1,8
2
2,2
2,4
Vitesse (m/min)
Lourd
450 500 550 600 650
Tonn
es v
apeu
r/to
nne
pap
ier
sec
1,8
2
2,2
2,4
Vitesse (m/min)
Léger
450 500 550 600 650
Tonn
es v
apeu
r/to
nne
pap
ier
sec
1,8
2
2,2
2,4
Vitesse (m/min)
Ultraléger
450 500 550 600 650

63
Des économies tous azimutsLes dépenses énergétiques d’une machine à papier pèsent lourd. Heureusement, les pistes d’amélioration sont nombreuses. En mesurant les flux et les consommations de vapeur, il est possible de mesurer les sous-performances, d’identifier les équi-pements peu économes en énergie et de trouver des solutions.
L’audit énergétique d’une machine à papier permit d’identifier les leviers d’éco-nomies d’énergie suivants :− Baisse de 2,5 % de la consommation
de vapeur en augmentant la vitesse de l’enrouleuse ;
− Baisse de 2,5 % de la consommation de vapeur en optimisant la pression de la boîte à vapeur ;
− Baisse de 2 à 8 % des besoins de vapeur du condenseur en réparant et/ou améliorant le fonctionnement des thermocompresseurs, en réduisant les pressions différentielles entre les groupes de vapeur et en améliorant la régulation de pression de manière générale ;
− Baisse de quelques pour cent supplé-mentaires de la consommation de vapeur en colmatant les fuites dans la hotte et dans les systèmes de ventila-tion, en diminuant si possible le raffinage, en augmentant la tension appliquée à la bande, en élevant le point de rosée de la hotte, en rédui-sant la surchauffe de la vapeur, etc.
En optimisant tout simplement les points de consigne de la régulation, la consom-mation de vapeur peut être réduite de 5 %. L’un dans l’autre, les économies de vapeur atteignent environ 10 % sans gros investissement.
Autres voies d’améliorationD’autres actions et expériences peuvent être menées. Citons à titre d’exemple :− Augmenter la tension appliquée à la
bande pour améliorer le taux de transfert de chaleur et réduire la consommation de vapeur ;
− Diminuer la vapeur excessivement surchauffée pour accroître le rende-ment des cylindres à vapeur.
CarlFredrik Lindberg
ABB Corporate Research
Västerås (Suède)
Naveen Bhuthani
ABB Corporate Research
Bangalore (Inde)
Kevin Starr
ABB Process Automation Services
Westerville, Ohio (États-Unis)
Robert Horton
ABB Optimization Service
Atlanta, Géorgie (États-Unis)
Bibliographie[1] Kuvalekar D., « Reducing Specific Steam
Consumption through Automation in Steam Systems », PAPEREX 2007, New Delhi (Inde), 7–9 décembre 2007.
[2] Reese D., « Measuring Paper Machine Energy Performance », PaperCon 2009, St. Louis, Missouri (États-Unis), 31 mai – 3 juin 2009.
[3] Ghosh A. K., « A Systematic Approach to Optimise Dryer Performance and Energy Savings – Case Studies », PaperCon 2009, St. Louis, Missouri (États-Unis), 31 mai – 3 juin 2009.
[4] Ghosh A. K., « Optimization of Paper Machine Dryer Section », 7th International Conference on Pulp, Paper and Conversion Industry, PAPEREX 2005, New Delhi (Inde), 2005.
[5] Kilponen L., « Improvement of Heat Recovery in Existing Paper Machines », mémoire, Départe-ment de génie mécanique, Espoo, université de technologie d’Helsinki, 2002.
[6] Lindell K., Stenström S., « Assessment of Different Paper Drying Processes to Reduce the Total Energy Costs from a Mill Perspective », 14th International Drying Symposium, vol. B, 1233–1240, São Paulo (Brésil), 22–25 août 2004.
[7] Sivill L., Ahtila P., « Energy efficiency improve-ment of dryer section heat recovery systems in paper machines – A case study », Applied Thermal Engineering, 29 (17–18), p. 3663–3668, décembre 2009.
7 Image IR de la fuite d’air chaud et humide de la hotte
La vapeur flash plus froide pénètre à 124,6 °C et la vapeur motrice à haute pression (droite) à 149,9 °C, donnant un mélange à 147,5 °C, température proche de celle de la vapeur motrice. Très peu de vapeur flash est donc recyclée.
8 Image IR d’un thermocompresseur
Valorisation énergétique
6 Expérience sur la boîte à vapeur : la consommation totale de vapeur (courbe du haut) est plus faible à t = 80.
Flux vapeur
total
Vapeur vers
groupes
Flux vapeur
boîte à vapeur
Pression
boîte à vapeur
(signal mis à
l’échelle)
Actionneurs
boîte à vapeur
(signal mis à
l’échelle)
Temps (min)
32
33
34
35
36
37
38
39
Tonn
es d
e va
peu
r/he
ure
60 70 80 90 100 110 120 130 140 150

64 revue ABB 1|13
ABB étoffe sa gamme de moteurs asynchrones haute tension
Grande puissance

65Grande puissance
ANDREA CASIRAGHI, ANDREA LAMPUGNANI, SAMI MyLLyKOSKI, DAN STELzNER –
Bon nombre des matières premières entrant dans les produits du quotidien proviennent de l’industrie chimique, pétrolière et gazière. Les défis du secteur sont immenses : fabriquer à un coût compétitif et en quantités astronomiques une palette complète de produits de base tout en gérant de multiples procédés dans des environnements extrêmement contraignants et de plus en plus complexes. Pour toutes les étapes de la chaîne de production – exploration, extraction, raffinage et transformation – ABB propose des moteurs, des générateurs, des organes de trans mission mécanique et des services conçus pour aider les industriels à respecter les exigences de sécurité, de rentabilité et d’efficacité. ABB a développé deux nouveaux moteurs à haute tension (HT) qui répondent aux besoins de puissance accrue de ses clients.
Pour répondre aux besoins de puis-sance et de sécurité des industriels, ABB renforce sa gamme de moteurs asyn-chrones Ex de forte puissance.
PhotoABB propose des moteurs, générateurs, organes de transmission mécanique et services pour aider les industriels de la chimie, du pétrole et du gaz à accroître leur production dans le respect des exigences de sécurité, de rentabilité et d’efficacité.

66 revue ABB 1|13
raffineries ou usines pétrochimiques, uni-tés flottantes de production, stockage et expédition (FPSO), ou encore usines de gaz naturel liquéfié (GNL). Enfin, ils peuvent fonctionner dans les environne-ments les plus difficiles comme les atmosphères explosives, les tempéra-tures extrêmes, les poussières corro-sives ou les ambiances humides.
ABB développe des solutions destinées à améliorer les procédés de ses clients sur le cycle de vie complet des produits. Les coûts d’acquisition et d’installation d’un moteur ne représentent souvent qu’un faible pourcentage de son coût total de possession. En effet, la majeure partie des dépenses est liée à l’exploita-tion, l’entretien et la réparation. Bien choisir son moteur permet, par consé-quent, de réduire ce coût total en évitant les temps d’indisponibilité.
Des moteurs puissants à la pointe de la technologie Pour mieux répondre aux besoins de puissance et de sécurité des industriels, ABB renforce sa gamme de moteurs asynchrones Ex de forte puissance avec deux nouveaux produits : le moteur anti-déflagrant HT AMD 900 et le moteur modulaire 2 pôles HT AMI 800 ➔ 1.
Le moteur AMD 900 est la solution idéale pour les pompes et compres-seurs de grosses machines (raffineurs, par exemple). L’AMI 800 est destiné aux pompes d’injection d’eau des unités FPSO et aux pompes principales d’oléo-ducs ainsi qu’à d’autres appli cations au sein des usines chimiques, pétrolières, gazières et de traitement des eaux usées.
L es moteurs ABB fournissent la puissance motrice aux pompes, compresseurs et équipements de forage utilisés par tous les
procédés industriels chimiques et pétro-gaziers. La tendance mondiale au gigan-tisme des sites de production oblige à augmenter la puissance des moteurs qui entraînent des machines de plus en plus imposantes. Cela est vrai non seulement des usines en construction dans les pays émergents, mais aussi des projets d’extension de sites existants. Dans les applications de forage et sur les plates-formes offshore, compacité et légèreté sont synonymes de réduction des coûts d’exploitation. Pour les moteurs et les générateurs, les efforts de développe-ment portent ainsi sur la densité de puis-sance, le but étant de concevoir des ma-chines HT plus légères et plus petites, mais également plus puissantes et plus rapides. Tout cela, bien évidemment, dans le respect de normes de sécurité très strictes.
Une offre polyvalenteLes moteurs ABB sont intégralement conformes à la réglementation et à la normalisation nationales et internatio-nales, y compris les normes CEI, EN et NEMA. Ils s’accommodent de toutes les conditions d’exploitation : installations à terre et en mer, oléoducs et gazoducs,
1 Nouveaux moteurs asynchrones ABB
1a Moteur antidéflagrant HT AMD 900 1b Moteur modulaire HT 2 pôles AMI 800

67Grande puissance
puissance maxi de 8 MW. Le nouvel AMD 900 élargit la gamme de puis- sance de l’offre ABB de moteurs antidé-flagrants HT ➔ 2.
Développer un moteur de forte puis-sance à enveloppe antidéflagrante (Ex d) est un véritable pari technique. Les tolé-rances internes (jeux mini entre les
pièces d’étanché-ité dans la car-casse et les joints labyrinthes, en mm) furent optimisées au niveau de ces der-niers et de l’enve- loppe. Des tech-niques avancées d’analyse par élé-
ments finis et de nombreux essais per-mirent de valider la conformité réglemen-taire des nouveaux joints et de l’épaisseur supplémentaire de l’enveloppe. À la fois des certificats ATEX et IECEx sont dispo-nibles.
Le moteur modulaire HT AMI 800 élargit l’offre Sécurité d’ABB dans la série des moteurs 2 pôles avec des hauteurs d’axe CEI de 400 à 800. Son coût de posses-sion est également très faible du fait de ses faibles niveaux de vibrations, de sa robustesse, de sa maintenance simpli-fiée et de son excellente fiabilité. De même, son haut rendement et les diffé-rentes possibilités de ventilation sont source d’importantes économies d’éner-gie sur la durée de vie.
ABB a résolu les problèmes de refroi-dissement et de contraintes dans le moteur modulaire 2 pôles AMI 800 en combinant ventilation axiale et radiale. Par con struc tion, les nouvelles barres
L’AMD 900 vise les applications à vitesses de rotation fixes et variables entre 333 tr/min (18 pôles) et 3000 tr/min (2 pôles) ; des moteurs 20 pôles sont également dispo-nibles. Les tensions de service vont de 3 à 11 kV, à 50 ou 60 Hz. Les moteurs en mode de refroidissement IC 511 ou IC 516 1 peuvent être à arbre horizontal ou vertical. Ils ne doivent pas être purgés
avant démarrage et ne nécessitent ni système de pressurisation, ni gaz inerte. Aucune limite thermique n’est imposée au temps de rotor bloqué te
2 et, pour les applications à vitesse variable, le système d’entraînement n’exige ni essai ni certifi-cation individuelle.
Les faibles niveaux de vibrations de l’AMD 900 sont un gage de fiabilité et de longévité. Nécessitant moins de mainte-nance, son coût de possession est plus faible. Il est certifié jusqu’à la hauteur d’axe 3 normalisée CEI 900 pour une
Développer un moteur de forte puissance à enveloppe antidéflagrante (Ex d) est un véritable pari technique.
Dans les applica-tions de forage et sur les plates-formes offshore, compacité et légèreté sont synonymes de réduction des coûts d’exploitation.
Notes1 Norme NF EN 60034-6, Machines électriques
tournantes – Partie 6 : modes de refroidissement (code IC), avril 1995
2 Intervalle de temps (s) entre le moment où le moteur s’échauffe à partir de la température nominale de service jusqu’à la température ambiante admissible la plus élevée (CEI 60079-7).
3 Mesure (mm) entre l’axe central de l’arbre et le bas des pattes
kW
Pôles
0
1 000
2 000
3 000
4 000
5 000
6 000
7 000
8 000
9 000
0 2 4 6 8 10 12 14 16
Nouvelle gamme de puissance des moteurs AMD
de hauteur d’axe 900
Ancienne gamme de puissance des moteurs AMD
2 Puissance des moteurs AMD de 6000 V/50 Hz

68 revue ABB 1|13
sement air-air (IC 611, TEAAC) ou eau-air (IC 81W, TEWAC).
Systèmes d’entraînement pour appareil de forageUn appareil de forage alimenté en cou-rant alternatif (c.a.) est un système complexe regroupant transformateurs, variateurs et moteurs. Conscient des spécificités de chaque application, ABB propose un moteur pour chaque cas. ABB fournit des moteurs certifiés Ex pour les différents équipements d’une plate-forme de forage : entraînement supérieur, pompe à boue, treuil de forage, pompe de cimentation, table de rotation, réinjection des déchets (cuttings), pompes à six pistons et treuils ➔ 3. D’une puissance maximale de 1655 kW (2250 hp), ces moteurs sont proposés
en hauteurs d’axe 280, 315, 400, 423, 450 à 500 et tolèrent des températures am-biantes de – 45 °C et + 55 °C. Pour les applications à
vitesse variable, les tensions de service se situent entre 575 et 690 Vc.a., à 50/60 Hz. Les économies d’énergie et la réduction des émissions polluantes par les varia-teurs et moteurs ABB font chuter le coût total de possession des installations de forage. La régulation à vitesse variable, plutôt que par étranglement ou vannes de contournement, permet de réduire jusqu’à 60 % la facture énergétique. De
rotoriques admettent les charges axiales et radiales engendrées dans un moteur d’une telle puissance, en particulier à sa mise en route. L’arbre massif confère la rigidité indispensable au rotor monté par frettage. Alimenté en 6 à 13,8 kV, l’AMI 800 est destiné aux applications à vitesses fixes jusqu’à 3000 tr/min en démarrage direct sur le réseau (50 Hz pour la version actuelle). Son alimenta-tion en vitesse variable est possible : la plage de vitesses est alors déterminée au cas par cas. Le moteur à arbre hori-zontal est doté de roulements à coussi-nets et proposé en modes de protection sans étincelles (Ex n) et à surpression interne (Ex p).
Jusqu’à présent, ABB proposait des moteurs asynchrones modulaires HT 2 pôles de hauteurs d’axe CEI 400, 450,
500, 560, 630 et 710 mm et d’une puis-sance maximale de 8 MW. Partant d’une plate-forme standardisée et d’options, les moteurs sont fabriqués de manière efficace et adaptés à la quasi-totalité des applications industrielles. L’ajout de la hauteur d’axe 800 élargit la plage de puissances des moteurs 2 pôles à 13,5 MW (10 kV, 50 Hz, IC 81W) et 12 MW (10 kV, 50 Hz, IC 616). Le moteur AMI 800 à arbre horizontal est soit fermé, soit en protection IP W24, et à refroidis-
La régulation à vitesse variable, plutôt que par étranglement ou vannes de contour-nement, induit jusqu’à 60 % d’économies d’énergie.
ABB propose des moteurs c.a. à pattes et bride de fixation compacts.
3 Systèmes d’entraînement ABB pour le forage
Réinjection des déchets
Treuils d’ancrage/d’amarrage
Pompes à boue
Pompesde cimentation/
complétion du puits
Derrick
Entraînementsupérieur
Tige d’entraînement
Plate-forme de forage
Table de rotation
Garniture de forage
Tubage
Bac à boue
Treuil de forage

69
Andrea Casiraghi
ABB Discrete Automation and Motion,
Motors and Generators
Vittuone (Italie)
Andrea Lampugnani
ABB Discrete Automation and Motion,
Motors and Generators
Sesto San Giovanni (Italie)
Sami Myllykoski
ABB Discrete Automation and Motion,
Motors and Generators
Helsinki (Finlande)
Dan Stelzner
Baldor (société du Groupe ABB)
Greenville, Caroline du Sud (États-Unis)
ment commandés en vitesse variable et adaptés aux zones à risque et ambiances corrosives. Refroidis à l’air ou à l’eau, ils couvrent des puissances de 800 à 1620 kW (1100 à 2 200 hp) pour des vitesses entre 0 et 1800 tr/min et sup-portent en bout d’arbre des charges radiales <80 kN (kiloNewton). La puis-sance absorbée par une pompe est grosso modo proportionnelle au cube de la vitesse. Par conséquent, à la moitié de sa vitesse, elle ne consomme qu’un hui-tième de l’énergie requise à plein régime. Même une faible réduction de la vitesse peut faire une grosse différence sur la facture d’énergie. Un grand nombre de systèmes de pompage fonctionnant sou-vent à charge partielle, le recours à la vitesse variable peut induire d’énormes économies. Les performances et la fiabi-lité élevées renforcent la disponibilité des installations et font baisser les coûts de maintenance. Un couple sans à-coups sur toute la plage de vitesses réduit le bruit et les vibrations, minimisant les contraintes mécaniques.
Le treuil de forage, pièce maîtresse de l’appareil de forage électrique, enroule et déroule le câble servant à lever et abais-ser les tiges de forage et le trépan. Il uti-lise un moteur commandé par variateur ; l’entraînement est en service intermittent entre 0 et 800 tr/min à un couple de 12 500 Nm, mais aussi dans une plage de vitesses pouvant atteindre 2400 tr/min. ABB propose une solution d’entraî-nement à vitesse variable complète tes-tée et optimisée pour le treuil de forage avec des moteurs c.a. à pattes et bride de fixation compacts. Des organes de roulement spéciaux sont disponibles pour les applications où l’arbre moteur subit des charges radiales.
Des moteurs robustes et économiquesLes moteurs ABB sont conçus en priorité pour minimiser leurs coûts d’exploitation et optimisés pour l’application envisagée. Proposés en carcasse fonte ou acier, leur arbre est en matériau très résistant à la fatigue et la pivoterie spéciale peut être à roulements ou à coussinets. À la fois l’arbre et les organes de roulement endurent des charges radiales et axiales élevées. La protection contre les intem-péries est réalisée par un traitement anti-corrosion conforme aux systèmes de peinture agréés par l’industrie offshore.
même, les entraînements électriques ABB diminuent les émissions polluantes du forage (NOx et CO2, entre autres), susceptibles de retarder l’octroi des per-mis de forer ou de donner lieu à des pénalités.
La nouvelle génération d’appareils de forage à entraînements supérieurs élec-triques, de même que les plus gros sys-tèmes, mettent en œuvre des moteurs c.a. souvent directement raccordés au trépan (sans table de rotation, ni tige d’entraînement). Ce type de structure permet notamment de forer à un angle plus large qu’une structure à table de rotation à tête. En général, les moteurs des entraînements supérieurs de ces appareils de forage doivent endurer des accélérations plus fortes que les moteurs standards exploités dans d’autres envi-ronnements industriels contraignants et être conçus pour des zones à risque et des ambiances corrosives. Les puis-sances vont de 295 à 590 kW (400 à 800 hp) pour les applications à terre et de 660 à 880 kW (900 à 1200 hp) en mer avec des vitesses de 0 à 2600 tr/min. Les organes de roulement doivent sup-porter d’importantes charges axiales créées par le pivotement. Le réducteur est entraîné par un ou deux moteurs c.a. à arbre vertical souvent pilotés en vitesse variable et commandés depuis un pupitre de l’appareil de forage. Les moteurs sont habituellement refroidis à l’air ou à l’eau. La vitesse variable est encore plus avan-tageuse lorsque le foreur régule la vitesse et la puissance du moteur pour une effi-cacité, une sécurité et une disponibilité maximales. Les moteurs c.a. ABB pour entraînements supérieurs sont conçus, testés et certifiés pour les applications de forage à terre et en mer, et la com-mande à vitesse variable, pour un coût total optimal. Ils constituent une solution idéale pour le forage de puits extrême-ment déviés. Le montage à pattes et bride contribue à la rigidité mécanique. Enfin, les organes de roulement choisis spécifiquement pour la marche verticale contribuent à la fiabilité et à la longue durée de vie.
Les pompes à boue font circuler le fluide de forage et maintiennent la bonne pres-sion dans le puits. Les appareils de forage types comportent deux moteurs c.a. par pompe ou un gros moteur c.a. à deux bouts d’arbre. Montés à l’horizon-tale sur les pompes, ils sont normale-
Grande puissance
Les moteurs c.a. ABB pour entraîne-ments supérieurs sont conçus, testés et certifiés pour les applications de forage à terre et en mer, et la com-mande à vitesse variable, pour un coût total optimal.

70 revue ABB 1|13
KRISTOFFER HUSØy, TORGEIR ENKERUD, TONE GRETE GRAVEN – Depuis l’accident nucléaire de Three Mile Island, la conception d’interfaces hommemachine (IHM) industrielles a fait l’objet d’une attention accrue et de recherches approfondies visant à améliorer la compréhension de la situation, la gestion des alarmes (EEMUA 191) et l’ergonomie des interfaces de conduite (ISO 11064). Pour garantir la sûreté de fonctionnement des installations, une plus grande proactivité et un meilleur rendement de la production, il devient primordial de se concentrer sur l’interaction hommemachine et l’efficacité opérationnelle. Dans le même temps, la tendance à déporter la conduite et à réduire les coûts d’exploitation, notamment dans le secteur pétrogazier, débouche sur des procédés et automatismes de plus en plus complexes qui nécessitent un accès permanent aux données temps réel. Ces évolutions imposent de nouvelles contraintes aux concepteurs d’IHM. ABB y répond par une démarche innovante basée sur l’ethnographie.
L’ethnographie pour mieux comprendre la conduite opérateur
L’important, c’est l’exploitant

71
triels ➔ 2 : l’observation « à la source » des tâches et difficultés des opérateurs au quotidien, qu’ils soient expérimentés
ou novices, permet aux concepteurs d’imaginer dès aujourd’hui les IHM du futur.
Visite guidéeLa conception « orientée utilisateur », axe de recherche essentiel du génie logiciel, place l’utilisateur ainsi que la compré-hension fine et l’anticipation de ses besoins au centre du développement
par un simple portable. Toutefois, si les IHM sont incapables de s’adapter à des systè mes industriels de plus en plus complexes, la sur-abondance et l’im-brication des infor-mations de conduite sur écran risquent fort de poser des pro-blèmes insurmon-tables. Leur concep-tion est donc un enjeu de taille pour la sécurité et l’effi-cacité opération-nelle de l’industrie moderne ➔ 1.
La plate-forme d’automatisation étendue 800xA, réputée pour sa convivialité et sa performance, est l’interface utilisateur de nombreux produits ABB. Les installa-tions les plus pointues exigent autant une parfaite compréhension des besoins de l’utilisateur que la capacité à anticiper les tendances à venir. ABB a pour cela adopté une approche ethnographique de la conception des systèmes indus-
Depuis l’aube de la révolution industrielle, l’homme a déployé des trésors d’ingéniosité pour garder la maîtrise de ses
inventions. Si les premiers ingénieurs devaient rêver de tableaux bardés de manettes et de boutons pour tout contrôler, peu d’entre eux auraient pu imaginer qu’en moins de deux siècles, la machine à vapeur deviendrait « l’usine à gaz » qu’est aujourd’hui une centrale électrique. Les complexes industriels modernes exigent des systèmes de contrôle-commande incroyablement plus perfectionnés que leurs prédécesseurs. Heureusement, les tech nologies de réseau facilitent la conduite de ces mastodontes en fournissant aux centres de téléservices un très grand nombre de mesures en temps réel. Certains sites peuvent même être pilotés à distance,
Photo Les opérateurs de conduite sont aux commandes de systèmes industriels de plus en plus complexes. Comment l’ethnographie leur simplifie-t-elle la tâche ?
Si les IHM continuent d’évo-luer au rythme de la complexi-fication des systèmes indus-triels, la surabondance et l’imbrication des informations poseront des problèmes insurmontables.
L’important, c’est l’exploitant

72 revue ABB 1|13
tieux est primordial pour obtenir des données pratiques, bien plus précises que les descriptifs de postes ou les com-mentaires recueillis en entretien.
Ce type d’enquête permet de relayer les demandes d’amélioration de l’exis-tant ou de collecter des informations pouvant inspirer de nouvelles solutions. Voyons les principales conclusions d’une campagne d’études ethnographiques
menées par ABB sur cinq sites pé-troliers et gaziers, en Norvège et en Inde : une plate-forme pétrolière en mer, trois usines de traitement du
gaz et une raffinerie. Il s’agit soit d’instal-lations anciennes, agrandies ou moder-nisées, soit de constructions récentes ou flambant neuves, partiellement mises en service. Pour chacune d’elles, deux à trois de nos chercheurs ont passé trois ou quatre journées d’observation en salle de conduite, invitant autant que possible les opérateurs à commenter leur travail et les raisons de leurs actions.
L’homme de la situationAujourd’hui, il est indispensable que l’opérateur connaisse bien l’équipement à piloter. En effet, le haut niveau d’abs-traction des graphiques de procédé fait primer les informations capitales sur les détails superflus ➔ 4. Pourtant, ce n’est
produit. Le moteur de recherche Google, le site web Amazon, le système d’exploi-tation Windows 7 de Microsoft ou encore l’iPod et l’iPad d’Apple s’en sont large-ment inspirés. Les IHM de contrôle- commande peuvent également en tirer profit, même si les scénarios sont quelque peu différents. En effet, mobiliser du personnel pour tester en situation la conduite de systèmes dynamiques comple xes peut s’avérer hors de prix,
voire totalement irréalisable. ABB s’est donc tourné vers la recherche ethnogra- phique, composante de la conception orientée utilisateur, pour approfondir et affiner sa compréhension de l’exploi-tant. En améliorant sa connaissance des facteurs humains et des situations de travail pour adapter l’IHM à ces para-mètres, ABB inaugure de nouvelles méthodologies de conception des IHM industrielles ➔ 3.
Concrètement, il s’agit d’observer les habitudes des opérateurs de conduite. Le concepteur est ainsi aux premières loges pour appréhender le maniement du système et ses difficultés, grandes ou petites. Ce travail d’observation minu-
L’approche ethno-graphique promet de beaucoup améliorer la perfor-mance opération-nelle.
1 La conception de l’interface opérateur de sites complexes est de plus en plus délicate et stratégique.
De nos jours, l’opérateur doit avoir une parfaite connaissance du site piloté.

73
donc multiplier les possibilités d’annula-tion ou de report des opérations. Bien sûr, certaines d’entre elles restent diffi-ciles, voire impossibles à décaler, compte tenu du procédé. Pour autant, force est de constater que la conception actuelle des systèmes d’auto matismes alourdit inutilement la tâche des opérateurs.
Confiance dans l’anticipationAu cours de la dernière décennie, de nombreux sites industriels ont opté pour la commande prédictive par modèle. Robuste, précise et, en principe, plus performante que la régulation PID, elle utilise un modèle mathématique dyna-mique qui permet de prédire le compor-tement des sorties du procédé sous l’effet des grandeurs d’entrée. Hélas, sa complexité rebute les opérateurs qui, par méfiance, ont souvent tendance à basculer en manuel pour stabiliser le process avant de repasser la main au régulateur prédictif, dont ils peinent à comprendre le fonctionnement et la stra-tégie de conduite.
Même si ce mode de régulation avancée est doté d’une interface à la pointe de la technologie, les opérateurs peuvent encore avoir du mal à interpréter les vues
de conduite et préférer régler un problème manuel-lement plutôt que de toucher aux para mètres de la
régulation. Par conséquent, si le régu- lateur prédictif est un puissant outil d’optimisation de la production, il ne peut donner son plein potentiel que si l’homme et le système collaborent.
qu’au prix d’une grande expérience pra-tique du site qu’il peut les interpréter. Sur tous les sites visités, les opérateurs de conduite devaient justifier d’une expé-rience de techniciens de terrain, voire reprendre du métier pour être toujours à niveau ➔ 5. Avec l’avènement de la ges-tion technique centralisée et de la télé-conduite, ces connaissances, pourtant essentielles à la sécurité et l’efficacité opérationnelle, n’ont plus cours. Il est donc primordial de bâtir et d’entretenir ce socle de compétences lorsque les opérateurs ne sont pas sur place.
Au four et au moulinSur tous les sites visités, les exploitants doivent être à la fois polyvalents et « multi-tâches ». Tout en gardant un œil sur les performances globales du site, ils sont constamment accaparés par une multi-tude d’opérations parallèles et récur-rentes : remplir un réservoir, démarrer deux nouveaux puits, aider un technicien sur site à tester des détecteurs de gaz, etc. Sans compter les nombreuses tâches en cours (arrêt temporaire d’un équipement pour maintenance, par exemple) qui, même si elles ne les concernent pas directement, pèsent sur leurs décisions. Aussi s’aident-ils de
pense-bêtes, bloc-notes, minuteurs ou autre aide-mémoire pour ne rien oublier. Cette multivalence les oblige en parallèle à beaucoup communiquer et à collaborer avec divers interlocuteurs, tant internes qu’externes. Les interfaces opérateur du système de contrôle-commande doivent
La conception orientée utilisateur place l’opérateur au centre du processus de développement.
L’opérateur posté doit être « multitâche ».
L’important, c’est l’exploitant
2 Ethnographie
Cette méthode de recherche qualitative est axée sur l’apprentissage et la compréhen-sion des phénomènes socioculturels qui reflètent les connaissances, usages, mœurs et coutumes d’une population. Branche de l’anthropologie, elle s’est popularisée dans d’autres domaines, tels que celui décrit dans notre article. Nombreuses sont aujourd’hui ses applications pratiques dans les milieux professionnels en prise directe avec la technologie et l’innovation. La collecte des données procède souvent d’observations, d’entretiens, de question-naires, etc.
3 Conception « orientée utilisateur »
À la fois philosophie et démarche, elle place les besoins, les exigences et les limites de l’opérateur au cœur de chaque étape de développement. Elle se démarque des autres méthodes en s’efforçant d’adapter le produit aux aptitudes, attentes, besoins ou habitudes de l’utilisateur, et non l’inverse [1].

74 revue ABB 1|13
défauts connus ou des travaux de main-tenance en cours.
En cas d’alarme inconnue ou intempes-tive, le premier réflexe des opérateurs est de vérifier si elle est justement due à une opération de maintenance sur le procédé. Cette première origine écartée, ils consultent directement le graphique correspondant pour circonscrire le défaut, en diagnostiquer la cause et les éventuelles conséquences. Leur expé-rience, associée à une bonne connais-sance de l’usine, est indispensable à l’évaluation rapide et précise de la situa-tion. Pour résoudre le problème, ils s’appuient souvent sur des stratégies de commande qui ont fait leur preuve en pareilles circonstances.
Une autre démarche consiste à deman-der autour de soi ou par radio si quelqu’un s’est déjà heurté au même problème. Reste à tester ou à appliquer la solution utilisée dans ce cas. Ce n’est que lorsque le procédé ne réagit pas comme prévu que l’on commence à creuser la question ou à rechercher une procédure spécifique à l’équipement incriminé. Là encore, la performance et la sécurité opérationnelles dépendent beaucoup de la connaissance du site. D’où l’obligation, en cas de migration vers la téléconduite ou la gestion tech-nique centralisée, d’offrir aux opérateurs les moyens d’interpréter les alarmes inhabituelles.
Traitement des alarmesL’une des grandes responsabilités des opérateurs est de détecter et de corriger les anomalies et perturbations de la pro-duction. Or, face à l’avalanche d’infor-
mations et la complexité de l’application, il leur est impossible de superviser tous les paramètres sans jamais lever la garde. Le système d’alarme reste donc un outil inestimable de détection des dysfonctionnements du procédé.
Sur la majorité des sites visités, les opé-rateurs étaient constamment interrom-pus par des alarmes, dont la plupart étaient immédiatement identifiées et acquittées, sans besoin d’intervenir. Ces alarmes signalaient le plus souvent des
Pour renforcer la confiance dans le système de conduite, il faut impérativement améliorer l’interac-tion de l’opérateur avec les solutions de régulation avan-cée, comme la commande prédic-tive par modèle.
4 Un exemple de graphique de procédé parmi des milliers 5 Pour décrypter les écrans abstraits des IHM, les opérateurs doivent parfaitement connaître le site et son environnement.

75
Ils permettent également aux concep-teurs d’identifier les domaines dans les-quels une nouvelle solution aura le plus de chances d’améliorer l’efficacité, la régularité et la sécurité opérationnelles, et d’optimiser la production.
On voit bien la primauté de l’expérience et de la connaissance du site, ainsi que de l’accès direct aux données et mesures du terrain, depuis l’interface utilisateur. L’amélioration du dialogue homme- machine impose des développements supplémentaires en matière de vues et d’interfaces de conduite de procédés complexes.
Les systèmes et exigences de contrôle-commande industriel toujours plus poussés ne peuvent qu’accentuer le rôle prépondérant de l’ethnographie dans la conception d’IHM performantes ➔ 6.
Tout est liéTout logiciel nécessite de bien com-prendre le rôle de l’utilisateur, les fonc-tions visées et le contexte d’usage, autrement dit, les conditions réelles
d’emploi du produit ; autant d’informa-tions que l’ethnographie collecte, orga-nise et formalise.
Ce sont ces données qui vont guider la conception et le développement des IHM, augmentant ainsi les chances de satisfaire les utilisateurs. En contrôle- commande, elles sont d’autant plus cruciales que le contexte d’utilisation est complexe et contraignant au plan de la sécurité.
6 Face à des systèmes et des exigences de contrôlecommande toujours plus complexes, les concepteurs auront de plus en plus recours à l’ethnographie.
Bibliographie[1] Usercentered design, Wikipedia, [en ligne],
disponible sur : http://en.wikipedia.org/wiki/User-centered_design, consulté le 14 avril 2012.
Kristoffer Husøy
Torgeir Enkerud
Tone Grete Graven
ABB Technology and Innovation
Oslo (Norvège)
La méthodologie ethnographique d’ABB pousse les concepteurs à étudier de près le cadre et les habi-tudes de travail des exploitants.
L’important, c’est l’exploitant

76 revue ABB 1|13
RODRIGO VICTORIA – L’industrie chimique est aujourd’hui à un tournant de son évolution, passant d’une démarche traditionnelle de supervision de la fabrication par lots à une gestion globale et intégrée de la production. Pour aider les acteurs du marché à tenir le cap, ABB a mis au point une solution logicielle complète de gestion des recettes, lots et procédures pour configurer, planifier et piloter la production. Ce gestionnaire 800xA améliore la productivité, l’homogénéité, la traçabilité et la sécurité du procédé, en conformité avec la méthodologie S88 de l’Instrument Society of America (ISA).
ABB échafaude l’édifice 800xA en Colombie
Réactivité à tous les étages

77Réactivité à tous les étages
Amtex fabrique et assure également l’assistance technique à l’application de Gelycel, de cellulose polyanionique (PAC), de composés et résines, tout comme il commercialise les matières premières.
IntégrationDepuis son siège social de Medellin, au nord-ouest de la Colombie, l’intégrateur Automatización a essaimé dans tout le pays, avec des bureaux à Bogotá, la capitale, à Cali (à l’ouest) et Carthagène (au nord). Créée en 1962, l’entreprise accumule les réussites dans la fourniture de produits d’automatisme et la prestation de services à l’industrie colombienne.
Automatización était chargé par Amtex non seulement d’intégrer le système de contrôle-commande distribué, mais aussi de l’installer, de l’étalonner, de le mettre en service et d’en assurer le support technique.
Réactions en chaîneCinq réacteurs furent automatisés avec le système 800xA d’ABB. En 2010, Amtex se rendit compte qu’il avait besoin d’automatiser et d’exploiter un réacteur de son usine de polymères fonctionnels aux standards de la fabrication batch. Après avoir étudié les offres de plusieurs fournisseurs, par l’intermédiaire d’Auto-matización, le chimiste opta pour la solu-tion ABB et ses avantages technolo-giques en matière de contrôle-commande et de procédés batch. Les compétences techniques d’ABB et son support mon-dial furent décisifs pour gagner la confiance d’Amtex et décrocher le contrat.
Pour mémoire, la carboxyméthylcellulose est une « gomme cellulosique » utilisée dans l’agroalimentaire sous le nom d’additif E466, en tant qu’épaississant naturel (pour les crèmes glacées, par exemple), émulsifiant et stabilisant (vins), mais aussi dans nombre de produits cosmétiques, pharmaceutiques (pilules minceur, collyres, dentifrices, etc.), pein-tures à l’eau (inhibiteur d’odeur), déter-gents et articles papetiers. Réputé pour sa grande viscosité et son innocuité, ce polymère anionique hydrosoluble est hypo allergénique [1].
Premier du genre en Colombie, le projet d’automatisation batch devait régler de nombreux problèmes techniques avant de stabiliser le système, qu’Amtex jugeait par ailleurs dispendieux. Pour-tant, avec la solution ABB renforcée par l’expertise mondiale du Groupe et, en particulier, son réseau panaméricain (ABB Brésil, ABB Argentine, Automatiza-ción S.A. et ABB Colombie), le client était assuré de disposer de tout le sup-port technique pour satisfaire aux exi-gences du projet. Ce ballon d’essai de la gestion batch 800xA en Colombie revê-tait une signification particulière pour ABB Colombie comme pour l’intégrateur Automatización S.A.
AmtexAmtex est le plus grand producteur latino- américain de CMC commercialisée sous la marque Gelycel®. Il compte quatre sites de production ➔ 1 (Argentine, Colombie et Mexique), des antennes commerciales et des représentants dans les grandes métropoles du continent américain. Avec une capacité de 32 000 tonnes par an, il figure aussi parmi les plus gros produc-teurs mondiaux. Amtex a deux usines en Colombie : l’une fabrique 15 000 t de CMC par an, l’autre 14 000 t de polymères fonctionnels.
Pour améliorer le pilotage des procédés de type discontinu ou batch, la plate-forme d’auto-matisation étendue 800xA
d’ABB mise sur l’intégration d’une fonc-tion d’historisation des données de pro-duction, d’une interface de programma-tion de la fabrication par lots, ainsi que des applications de gestion de procé-dures, pour les process continus et manufacturiers. Le gestionnaire de batch 800xA d’ABB procure aux industriels du secteur l’agilité, la célérité et la réactivité pour répondre aux exigences croissantes de performance et de compétitivité de la production, tout en diminuant ses coûts globaux et temps d’arrêt.
Pour réaliser ce projet, Amtex, premier producteur de carboxyméthylcellulose sodique (CMC) d’Amérique latine, s’était au départ tourné vers un de ses fournis-seurs habituels. Néanmoins, le solide partenariat entre ABB Colombie et l’inté-grateur de système Automatización S.A. a vite fait penché la balance en faveur du gestionnaire de batch 800xA.
Photo cicontreAmtex est le premier producteur de gomme cellulosique de marque Gelycel® en Amérique latine.
1 Équipements de production batch chez Amtex
La solution a beaucoup gagné de l’expertise globale d’ABB.

78 revue ABB 1|13
Postes de travail
La salle de commande est équipée d’un poste de conduite batch à quatre écrans et d’un poste de supervision des procé-dés (langage de description des recettes « PFC » pour Procedure Function Chart), d’édition et de modification en ligne des recettes, et de consultation des don-nées ➔ 2.
Ce second poste sert aussi au développe-ment du contrôle-commande (réglages, modifications et améliorations).
Automatismes
Le système comprend trois automates AC800M ➔ 3, deux en configuration redondante pour gérer le process, le troisième pour piloter les équipements auxiliaires qui fédèrent l’instrumentation sur réseau Modbus RTU. Cette réparti-tion des tâches évite aux automates pro-cess d’être surchargés par les échanges de données susceptibles de pénaliser la performance de leurs unités centrales.
Bus de terrain et modules d’E/S
Le système possède un châssis de com-mande abritant les automates et conver-tisseurs de protocoles Profibus DP/PA, et quatre châssis répartis pour les E/S déportées sur Profibus DP. Les modules d’E/S pour applications en zones dange-reuses sont normalisés S890. Chaque réacteur a son maître Profibus DP auquel sont raccordés les variateurs de vitesse et les modules d’E/S par le biais de convertisseurs déportés DP/PA. La four-niture ABB inclut également des instru-ments de terrain Profibus PA, tels que des transmetteurs de pression de la série 266, des transmetteurs de tempé-rature et des débitmètres massiques à effet Coriolis.
Bilan positifAvec ce projet d’automatisation, Amtex visait une hausse de la production de l’ordre de 30 % et un accès temps réel à des informations précises sur le process. Mission accomplie avec le gestionnaire batch 800xA d’ABB qui permet au pro-cédé totalement automatisé de progres-ser d’environ 35 % ! De plus, grâce aux fonctions de gestion de l’information, Amtex dispose à présent de données historiques pour appuyer ses décisions.
Un constat partagé par son directeur général, Juan Camilo Arango : « Avec le système 800xA, nous sommes certains d’offrir les produits fiables et de qualité constante exigés par nos clients du monde entier. Le seul moyen d’y parvenir est de minimiser les variables process. » Fort du succès de ce premier projet d’automati-sation, Amtex envisage de doubler la mise pour son autre unité colombienne, toujours avec Automatización. Encore un échange de bons procédés !
Le premier contrat ne portait que sur un réacteur. Mais en constatant quelques mois après que la qualité des produits sortant de ce réacteur s’était considéra-blement améliorée, Amtex demanda à ABB d’automatiser les cinq autres réac-teurs de l’usine.
L’automate, la gestion de réseau et le serveur de connectivité AC800M sont redondants. Le système se compose d’un serveur de procédé batch, d’un gestionnaire de l’information, de deux postes de conduite, d’un poste de déve-loppement et de trois automates. L’auto-mate principal dispose également de cinq coupleurs Profibus DP, chaque réacteur ayant le sien pour raccorder les entrées-sorties (E/S) déportées, les variateurs ABB et l’instrumentation de process Profibus PA. Voyons le détail de la fourniture.
Serveur batch
Le procédé totalise 50 équipements et deux postes clients complets de gestion de la production. Conforme au standard ISA S88, le gestionnaire batch 800xA adapte le pilotage de la production aux exigences des commandes clients.
Gestionnaire de l’information
Automatización a installé un serveur pour produire des bilans matières, des relevés de consommation d’électricité, de vapeur et d’eau, des rapports de fabrication par lots, des listes de variables process, d’alarmes et d’événements.
Serveur de connectivité
Un serveur redondant garantit la disponi-bilité du système. Sa licence d’exploita-tion couvre 600 points de données redondants.
Rodrigo Victoria
ABB Control Systems
Bogotá (Colombie)
Bibliographie[1] Carboxymethyl cellulose, Wikipedia, [en ligne],
disponible sur : http://en.wikipedia.org/wiki/Carboxymethyl_cellulose, consulté en décembre 2012.
2 Poste de conduite multiécran 3 Gestion des échanges par automates AC800M« Nos clients veulent un maxi-mum de stabilité avec un minimum de changement. Seule solution : réduire les variables process. »

79
Le fil conducteur de notre prochain numéro sera une innovation majeure qui ne marquera pas seulement 2013 mais aussi plusieurs décennies : le disjoncteur à courant continu est appelé à révolu-tionner les modes de transport et de distribution de l’électricité, donnant ainsi corps au réseau CC. Cette première édition de l’année lève le voile sur cette technologie ; la Revue ABB 2/2013 nous en livrera le détail et la portée.
D’autres articles se pencheront sur les différentes activités du Groupe ABB dans l’exploitation minière, la ventilation, la variation électronique de vitesse et le suivi en temps réel du personnel dans ses déplacements. Une rubrique « Marine » s’intéressera aux dragues, navires-grues ou engins de levage en mer. Des théma-tiques multisectorielles complèteront ce tour d’horizon de la technologie ABB.
Balises technologiquesDans le numéro 2|13
Rédaction
Prith BanerjeeChief Technology Officer and Executive Vice President
Clarissa HallerHead of Corporate Communications
Ron PopperHead of Corporate Responsibility
Eero JaaskelaHead of Group Account Management
Andreas MoglestueChief Editor, ABB [email protected]
ÉditionLa Revue ABB est publiée par la direction R&D and Technology du Groupe ABB.
ABB Technology Ltd.ABB Review/REVAffolternstrasse 44CH-8050 Zurich (Suisse)
La Revue ABB paraît quatre fois par an en anglais, français, allemand, espagnol et chinois. Elle est diffusée gratuitement à tous ceux et celles qui s’intéressent à la technologie et à la stratégie d’ABB. Pour vous abonner, contactez votre correspondant ABB ou directement la Rédaction.
La reproduction partielle d’articles est autorisée sous réserve d’en indiquer l’origine. La reproduction d’articles complets requiert l’autorisation écrite de l’éditeur.
Édition et droits d’auteur ©2013ABB Technology Ltd. CH- Zurich (Suisse)
ImpressionVorarlberger Verlagsanstalt GmbHAT-6850 Dornbirn (Autriche)
MaquetteDAVILLA AGZurich (Suisse)
Traduction françaiseDominique [email protected]
AvertissementLes avis exprimés dans la présente publi cation n’engagent que leurs auteurs et sont donnés uniquement pour information. Le lecteur ne devra en aucun cas agir sur la base de ces écrits sans consulter un professionnel. Il est entendu que les auteurs ne fournissent aucun conseil ou point de vue technique ou professionnel sur aucun fait ni sujet spécifique, et déclinent toute responsabilité sur leur utilisation. Les entreprises du Groupe ABB n’apportent aucune caution ou garantie, ni ne prennent aucun engagement, formel ou implicite, concernant le contenu ou l’exactitude des opinions exprimées dans la présente publication.
ISSN : 1013-3119
www.abb.com/abbreview
Dans le numéro 2 | 13

Des navires qui consomment 15 %de fioul en moins ?
Assurément.
Les systèmes de propulsion compacts d’ABB aident cargos et paquebots à économiser l’énergie, à emporter plus de passagers ou de charge utile, et à améliorer la manœuvrabilité de ces géants des mers. Nos turbocompresseurs équipent plus de 50 % de la flotte mondiale de tankers et de porte-conteneurs, améliorant la combustion pour quatre fois plus de puissance. Chaque jour de navigation, ce sont des tonnes de CO2 en moins rejetées en pleine mer.Pour un horizon dégagé. www.abb.com/betterworld









![THESE - pastel.archives-ouvertes.fr · GC chromatographie gazeuse HPLC chromatographie liquide haute performance Kryptofix 2,2,2® 4,7,13,16,21,24-hexaoxa-1,10-diazabicyclo [8.8.8]](https://img.pdfslide.us/doc/110x75/5b9a622709d3f2c3468d2500/these-gc-chromatographie-gazeuse-hplc-chromatographie-liquide-haute-performance.jpg)