-
8/6/2019 Department of Neurosurgery
1/25
AN OVERVIEW OF
VISAKHAPATNAM STEEL PLANT
Visakhapatnam Steel Plant, the first coastal-based steel plan t
ofIndia is located 16km south east of destiny i.e.,
Visakhapatnam.
Bestowed with technologies, VSP has an installed capacity of 3
million
tones per annum of liquid steel 2.56 million tones of saleable
steel. At
VSP there is emphasis on total automation, seamless integration
andefficient up gradation, which result in wide range of long and
structural
products to meet stringent demands of discerning customers
within India
and abroad.
VSP products meet exalting International quality standards
such
as JIS, DIN, BIS, BS, etc.VSP has the distinction to be the
first
integrated steel plant in India to become a fully ISO-9001
certified
company. The certificate covers systems of all operational,
maintenance,services units. Besides purchase systems, Training and
marketing
functions spreading over 4 regional marketing offices and 22
stockyards
located all over the country.
VSP by successfully installing & operating efficiently
Rs.460crore worth of pollution control and environment control
equipments
and converting the barren landscape by planting more than 3
million
plants has made steel plant township and the surrounding areas
into aheaven of lush greenery. This has made Steel Township a
greater,
cleaner and cooler place, which can boast of 3 to 4 degrees
lesser
temperature even in the peak summer as compared to
Visakhapatnam
city.
-
8/6/2019 Department of Neurosurgery
2/25
VSP exports pig iron & steel products to Srilanka,
Myanmar,
Nepal, Middle East, USA & South East (Pig Iron). RINL-VSP
was
awarded Star Trading House status during 1997-2000. Having
established a fairly dependable export market, VSP plans to make
a
continuous presence in the export market.
Having a total manpower of about 17250 VSP has envisaged a
labour productivity of not less than 230 tones per man-year of
liquid
steel, which is the best in the country and comparable with
the
international levels.
BACKGROUND:
With a view to give impetus to industrial growth and to meet
the
inspirations of the people from south India, Government of
India
decided to establish Integral steel plants in public sectors
at
Visakhapatnam(AP) and Hospet (Karnataka) besides a special
steel
plant at Salem(Tamilnadu). The announcement was made in the
parliament on 17th April 1970 by the prime minister of India
late Smt.
Indira Gandhi.
A site was selected near balacheruvu creek near
Visakhapatnam
city by a committee set up for the purpose, keeping in view
the
topographical features, greater availability of land proximity
to a future
port. The foundation stone for the plant was laid down by late
Smt.
Indira Gandhi on 20-01-1971.
Seeds were thus sown for the construction of a modern
sophisticated Steel Plant having 3.4 million tones annual
capacity. Anagreement was between Governments of India and
erstwhile and Soviet
Union on June 12th 1979 for setting an integrated Steel Plant to
produce
structural and long products on the basis of detailed project
prepared by
Dr. M.N. Dastur Company was submitted in Nov.1980 to Govt. of
India.
-
8/6/2019 Department of Neurosurgery
3/25
The construction of plant started on 2nd feb.1982.Govt of India
on
18th feb.1982 formed a new company called Rashtriya Ispat
Nigam
Limited (RINL) and transferred the responsibility of
constructing,
commissioning and operating the plant at Visakhapatnam from
Steel
Authority of India ltd. to RINL.
Due to poor resource availability, the plant construction could
not
keep pace with the plans, which led to appreciable revision of
the plant
cost. In the view of the critical fund situation, and need to
check further
increase in the plant costs, a rationalized concept was approved
which
was to cost Rs.6849 crores on 4th quarter of 1988.
The rationalized concept was based on obtaining the
maximumoutput from the equipments already installed,
planned/ordered for
procurement and achieving higher levels of operational
efficiency and
labour productivity. Thus, the plant capacity was limited to 3
million
tones of liquid steel per annum.
The availability of resources were continued to be lower
than
what was planned and this further delayed the competition of
the
construction of the plant. Finally all the units were
constructed andcommissioned by July 1992 at a cost of
Rs.8529crores. The plant was
formally dedicated to the nation on 1st august 1992 by the prime
minister
of India Sri P.V Narsimha Rao.
VSP has already crossed many milestones in the fields of
production, productivity and exports. Coke rate of order 543
Kg/ton of
Hot metal, average converter life of 649 heats an average of
11.5 heats
per sequence in continuous bloom caster. Specific energy
consumptionof 7.51G kal/ton of liquid steel, a specific refractory
consumption of
15.2 kg and labour productivity of 192 ton/man years are some of
the
peaks achieved(during the year 1999-2000) in pursuit of
excellence.
-
8/6/2019 Department of Neurosurgery
4/25
AIR SEPERATION PLANT
Air separation plant is one of the major auxiliary units and
is
adjusted to meet the maximum daily demand of gaseous Oxygen,
gaseous Nitrogen and gaseous Argon. The plant has the provision
for the
production of liquid Nitrogen and liquid Oxygen for storage
and
utilization during the period of shutdown of the plant. The
plant has
three air separation units, which produce 500 tones/day of
Oxygen(supplied by M/S B.H.P.V).
MAJOR CONSUMERS:
Total requirements of Oxygen, Nitrogen and Argon all over
theplant for three million tones stage is 24.248 Nm3/hr and 32
Nm3/hr
respectively. Out of this Steel Melting Shop(SMS) requires 97.3%
of
Oxygen for LD converters blowing and LD vessel heating. 65.47%
of
Nitrogen produced is consumed by Blast Furnace concasting
department
requirement of Argon for homogenization of steel is 93.75%.The
basic principle is separation of main constituents of air i.e.
Oxygen(Boiling Point of -182.8 degrees centigrade at 1atm
pressure)
and Nitrogen(Boililg Point of 195.7 degrees centigrade at 1
atm
pressure) that is carried out by liquefying the air and
separating by
utilizing the boiling point difference for distillation.
BRIEF PROCESS:
Air is sucked from the atmosphere through a pulse type
filter
where the dust is removed and then compressed in an air
compressor to
7.4KSCA(kg per square cm absolute). This air is precooled in air
water
tower to 10 degrees centigrade and sent to purification unit for
removal
of moisture, carbon dioxide and other hydrocarbons.
-
8/6/2019 Department of Neurosurgery
5/25
The purified air passes through the main heat exchanger where it
is
cooled to its dew point, currently with the outgoing product
i.e. Oxygen,
Nitrogen and waste Nitrogen from the rectification column. A
part of air
is taken at an intermediate point and expanded in an expansion
turbine to
provide necessary cold to compensate the thermal losses of the
system.
The air from the exchangers will be sent to distillation system,
which
separates air into Oxygen, Nitrogen and Argon.
For the production of Argon, a gaseous flow is picked at a
suitable
point in the upper column of the distillation system(where
Argon
contents are maximum) and sent to crude Argon rectification
column to
produce crude Oxygen containing 2-3% Oxygen and small amount
of
Nitrogen as impurities. Oxygen is separated in a warm Argon
purification unit where Oxygen is reacted with hydrogen in the
presence
of a palladium catalyst. Hydrogen required will be taken from
water
electrolysis plant(capacity 30 Nm3/hr). Nitrogen is separated
by
distillation in pure Argon column.
TABLE:
Gaseous Mode Mixed Mode
Gas Nm3/hr Purity Gas(Nm3/hr) Liquid
(Nm3/hr)
Oxygen 148000 99.5% 12750 875
Nitrogen 296000 99.9% 25500 1000
Argon 100 99.9% -------- 100
-
8/6/2019 Department of Neurosurgery
6/25
STORAGE AND DISTRIBUTION:
Gaseous Oxygen and Nitrogen from cold box is compressed to
40KSCA, 10KSCA respectively by centrifugal compressors and
supplied directly to the consumers by pipelines. The liquid
Oxygen and
Nitrogen will be stored in storage tanks and pumped to 40KSCA
by
centrifugal pumps and vaporized by water bath type with steam
injection
and supplied to consumers at the time of emergency. Liquid Argon
from
cold box is collected in the liquid Argon tanks and cold
converters. From
cold converters liquid Argon is vaporized in atmospheric
vaporizers and
supplied to con casting department at 7 KSCA.
CYLINDER FILLING STATION:
Liquid Oxygen, Nitrogen and Argon will be pumped by
reciprocating pumps to a pressure of 165KSCA, vaporized, filled
and
delivery into cylinders through manifolds of 4, 2, 2
respectively.
GASEOUS STORAGE SYSTEM:
Gaseous Oxygen from the storage will be stored in 8 numbers
ifbuffer vessels near SMS (Steel Melt Shop) of 100m3 water volume
at
40KSCA. This pressure is reduced to 18KSCG and supplied to
SMS.
Gaseous Oxygen is stored near ASP in 3 numbers of 100m3
water volume buffer vessels and pressure is reduced to 12-18KSCG
and
supplied for autogenic needs all over the plant.
Gaseous Nitrogen is stored in 6 numbers of buffer vessels of
125m3 water volume of 40KSCG, 2 numbers buffer vessels of 100
m3water volume at 40KSCG for emergency needs of Blast Furnace.
In addition, Nitrogen storage tanks are provided at
desulphurization plant and SMS gas cleaning plant.
-
8/6/2019 Department of Neurosurgery
7/25
REQUIREMENTS:
ELECTRICITY:
Electric power requirements of ASP are set by LBSS-2. Total
power requirement of ASP at 3 million tones stage is 64MW
approximately. Total connected load is 123.7MVA.
COOLING WATER:
There is a closed cycle cooling water system in ASP wherecooling
water at 36 degree centigrade is drawn from pump house-14,
which is used as a cooling medium for gas and oil coolers of
compressors and expansion turbine and air pre-cooling system.
The hot
water at 45 degree centigrade is returned back to cooling tower
for
cooling at 36 degree centigrade.
CHILLED WATER:
Chilled water is taken from chilled water plant and is used
ascooling medium in air-conditioning and ventilation systems.
STEAM:
Steam is available near the battle limits at 5-12KSCA(MTN)
for regeneration of absorbers, vaporization of liquids, deriming
of
heaters etc.
-
8/6/2019 Department of Neurosurgery
8/25
PUMP HOUSE:4 pumps of each 3500m3/hr capacity and discharge
pressure of
3.5 kg/cm2 are provided to pump the cooled from cooling water
for
ASP.
COOLING TOWER:
There are 5 cells of cooling towers and total water flow rate
is
12000 m3/hr warm water from different units will be coming back
at 2.5
kg/cm2 and cooled in cooling water tower.
DERIMING HEATERS:
2 deriming heaters are provided for warming up of the plant
atthe time of shut down and defrosting at the time of leakage if
any.
INTRODUCTION TO AIR COMPRESSORS
-
8/6/2019 Department of Neurosurgery
9/25
-
8/6/2019 Department of Neurosurgery
10/25
The compressors may be classified as follows:
(A) According to design and principle of operation:
There are two basic types:1. Positive Displacement
compressors.
2. Non-positive or steady flow compressors.
Positive displacement compressors are further classified as
reciprocating compressors and rotary compressor. In positive
displacement compressors the fluid is prevented by a solid
boundary.
Non-positive compressors are the rotary compressors of
centrifugal
and axial flow design. In these compressors the fluid is not
contained by
solid boundaries but is continuously in a steady flow through
the
machine undergoing changes in pressure primarily by means of
dynamic
effects.
(A) According to the number of stages:
These are further classified as
1. Single stage compressor : delivery pressure upto 5 bar.
2. Double stage compressor : delivery pressure from 5 to 35
bar.
3. Three stage compressor : delivery pressure from 35 to 85
bar.
4. Fourth stage compressor : delivery pressure above 85 bar.
(A) According to the pressure limits:
Compressors are also classified as per the delivery
pressure:
-
8/6/2019 Department of Neurosurgery
11/25
1.Low pressure compressor:delivery pressure upto 1 bar
2.Medium pressure compressor:delivery pressure from 1 to 8
bars
3. High pressure compressor:delivery pressure from 8 to 10
bars
4.Super high pressure compressor:delivery pressure above 10
bars.
(B) According to the capacity:
Compressors are also classified according to the volume of
air
delivered per unit time. They are:
1.Low capacity compressor : volume delivery 0.15m3/s pr
less.
2.Medium capacity compressor : volume delivery 0.15 to 5
m3/s.
3.High capacity compressor : volume delivery above 5 m3/s.
(C) According to power drives:
1. Direct drives.
2. Belt drives.
3. Chain drives.
(D) According to nature of installation:
1. Portable
2. Semi-fixed
3. Fixed
(A) According to moving parts:
-
8/6/2019 Department of Neurosurgery
12/25
1. Reciprocating
2. Centrifugal
3. Rotary
(A) According to number of power cylinders:
1. Single cylinder
2. Multi cylinder
(A) According to the method of cooling:
1. Air cooled
2. Water cooled
(A) According to number of air cylinders:
1. Simplex
2. Duplex
3. Triplex
CENTRIFUGAL COMPRESSOR:
Centrifugal compressor is a non positive or steady flow
rotary
compressor. A centrifugal compressor consists of an impeller
rotating at
high speed (20000-30000rpm). The impeller consists of a disc on
which
radial blades are attached. The air enters the impeller eye and
flows
-
8/6/2019 Department of Neurosurgery
13/25
radially outward with increasing pressure and temperature. In
impeller a
static pressure of air increases from eye to the tip in order to
provide the
centripetal force on the air. From the impeller the air enters a
diffuser,
which provides a gradually increasing area to convert velocity
energy to
pressure energy.
In Single stage centrifugal compressors a pressure ratio of
4:1
can be obtained. Pressure in multi stage compression can go upto
10 bar.
The impeller may be a single sided or double sided. In double
sided
impeller suction takes place from both sides.
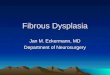
The figure shows the schematic diagram of centrifugal
compressor.
Components of a simple centrifugal compressor
A simple centrifugal compressor has the following four
components: inlet, impeller/rotor,
diffuser, and collector. If you look carefully at Figure_3.1 you
will be able to identify each
of these 4 components of the flow path. With respect to the
figure, the flow (working
gas) enters the centrifugal impeller axially from right to left.
As a result of the impeller
rotating clockwise when looking downstream into the compressor,
the flow will pass
through the volute's discharge cone moving away from the
figure's viewer.
-
8/6/2019 Department of Neurosurgery
14/25
Figure_3.1 Cut-away view of aturbo- chargershowing the
centrifugal compressor (blue) on the
right end of the rotor
Inlet
The inlet to a centrifugal compressor is typically a simple
pipe. It may include features
such as a valve, stationary vanes/airfoils (used to help swirl
the flow) and both pressure
and temperature instrumentation. All of these additional devices
have important uses in
the control of the centrifugal compressor.
Centrifugal impeller
The key component that makes a compressor centrifugal is the
centrifugal impeller. It is
the impeller's rotating set of vanes (or blades) that gradually
raises the energy of the
working gas. This is identical to an axial compressor with the
exception that the gases
can reach higher velocities and energy levels through the
impeller's increasing radius. In
many modern high-efficiency centrifugal compressors the gas
exiting the impeller is
traveling near the speed of sound.
Impellers are designed in many configurations including "open"
(visible blades),
"covered or shrouded", "with splitters" (every other inducer
removed) and "w/o splitters"
(all full blades). Figure 3.1 show open impellers with
splitters. Most modern high
efficiency impellers use "backsweep" in the blade shape.
Eulers pump and turbine equation plays an important role in
understanding impeller
performance.
Diffuser
http://en.wikipedia.org/wiki/Turbo-chargerhttp://en.wikipedia.org/wiki/Turbo-chargerhttp://en.wikipedia.org/wiki/File:Turbocharger.jpghttp://en.wikipedia.org/wiki/Turbo-charger
-
8/6/2019 Department of Neurosurgery
15/25
The next key component to the simple centrifugal compressor is
the
diffuser. Downstream of the impeller in the flow path, it is the
diffuser's responsibility to
convert the kinetic energy (high velocity) of the gas into
pressure by gradually slowing
(diffusing) the gas velocity. Diffusers can be vaneless, vaned
or an alternating
combination. High efficiency vaned diffusers are also designed
over a wide range of
solidities from less than 1 to over 4. Hybrid versions of vaned
diffusers include: wedge,
channel, pipe and pipe diffusers. There are turbocharger
applications that benefit by
incorporating no diffuser.
Bernoulli's fluid dynamic principal plays and important role in
understanding diffuser
performance.
Collector
The collector of a centrifugal compressor can take many shapes
and forms. When thediffuser discharges into a large empty chamber
the centrifugal compressors collector
may be referred to as a Plenum. When the diffuser discharges
into a device that looks
somewhat like a snail shell, bull's horn or a French horn, the
collector is likely to be
referred to as a volute or scroll. As the name implies, a
collectors purpose is to gather
the flow from the diffuser discharge annulus and deliver this
flow to a downstream pipe.
Either the collector or the pipe may also contain valves and
instrumentation to control
the compressor. For example, a turbocharger blow-off valve.
OXYGEN COMPRESSOR
INTRODUCTION:
http://en.wikipedia.org/wiki/Bernoulli's_principlehttp://en.wikipedia.org/wiki/Bernoulli's_principle
-
8/6/2019 Department of Neurosurgery
16/25
To ensure uninterrupted supply of Oxygen to the consumers
there are six numbers of oxygen compressors in air separation
plant.
These oxygen compressors are supplied by M/S. SULZER,
SWITZERLAND & erected and commissioned by M/S. BHPV Ltd.
DESCRIPTION:
Oxygen compressor is a large centrifugal compressor, which
operates on the combination of the following systems.
Power supply:
Power is supplied by main motor manufactured by BHEL ofrated
power 3200Kw and of supply voltage of 11000 +/- 10%.
Bearing sealing system/pneumatic valves:
This is system provided for easy supply of air 6 atm and
300C
to all pneumatic operated valves and to seal the bearing
pedestal.
Cooling water systems:
Cooling water of 3.5 atm and 360C is supplied to cool down
the lube oil, cool down the air of the driving motor and to
cool
down the Oxygen after the individual compressor stages.
Lubricating oil systems:
This system is included to lubricate the bearing of the
driving
motor, gear and compressor. This lubricating oil system
includes
oil tank, oil mist fan, main oil pump, oil coolers & oil
filters.
LP & HP compressor:
This compressor train consists of two compressors namely
LP & HP compressors. LP compressor is a two stage
compressorand HP compressor is a three stage compressor. These
are
manufactured by SULZER company.
Gear box:
-
8/6/2019 Department of Neurosurgery
17/25
Gear box is used between the motor and the LP compressor
to transfer the motion from one position to the other. It
increases
the speed of the rotor from the power given by the shaft of
the
motor. It is manufactured by MAAG.
TECHNICAL SPECIFICATIONS:
LP COMPRESSOR:
Manufacturer : SULZER ESCHER WYSS.
Type : RZ 35 2 + 2
OPERATING CONDITIONS:
100% 10% UNITS
FLOW 15000 16500 Nm3/hr
SUCTION
PRESSURE
1.5 1.5 Atm
SUCTION
TEMPERATURE
25 25 0C
DISCHARGE
PRESSURE
40 40 Atm
DISCHARGE
TEMPERATURE
42 42 0C
POWER ATMOTOR
2650 2845 kws
-
8/6/2019 Department of Neurosurgery
18/25
OIL MIST FAN:
Manufacturer : LUESCIHER
Air flow capacity : 3 m3/min.
Pressure difference : 70 mm WC
OIL TANK:
Manufacturer : SULZER ESCHER WYSS
capacity : 2700lt.
MAIN OIL PUMP:
Manufacturer : ALL WEITER
Type : SNG*210-40
Capacity : 5 atm
Speed : -3315 rpm
AUXILLARY OIL PUMP:
Manufacturer : ALL WEITER
Type : SNH 210 R 4647 WI
Capacity : 412 lit/min
Pressure : 4 atm
TWIN OIL COOLER:
Manufacturer : CALORIFIER
Heat exchanger each element : 120 w
Oil temp in & : 630C
-
8/6/2019 Department of Neurosurgery
19/25
Out : 500C
Water temp in & : 360C
Out : 41.20C
Oil flow : 333 lit/min
TURBO GEAR:
Manufacturer : MAAG
Type : GN*60
Speed : 1500/16080 rpm
Power : 3200 Kw
TOOTHED COUPLING:
Manufacturer : RENK
Type : ZNX100
Oil Filling : 2.7 litres
MAIN MOTOR:
Manufacturer : BHEL
Rated power : 3200 Kw
Rated current : 219.6 amps
COOLING WATER SYSTEM:
Cooling water temperature inlet : 360C
Outlet : 450CCooling water pressure inlet : 3.5atm
-
8/6/2019 Department of Neurosurgery
20/25
Outlet : 2.5 atm
Water requirement : 550 lt/min.
MAINTAINANCE OF IMPELLERS
INSPECTION OF IMPELLERS:
-
8/6/2019 Department of Neurosurgery
21/25
It is advisable to careful check the impellers at the
opportunityof any overhaul. The operator is recommended to inform
themanufacturer about the check results with indication of the
applied testmethods.
1. Sources of Damage:Depending on the operating conditions and
on the nature of
the compressed gas, the impeller can be affected in the course
oftime, by the following:
Aspired dust, if no, or only insufficient intake filters are
installed,or when the filter are badly maintained.
Aspired humidity, originating from coolers or cleaners.
Surface corrosion, caused by: Corrosive liquids aspired together
with the handled gas. Condensate, containing chemical pollutants
from the ambient
air.
1. General Examination:
Before shutting down the compressor, the vibrations should
be judged. Vibrations can occur by a detoriation of the
rotorbalance, caused by unsymmetrical deposition of dirt or by
damagesas mentioned before.
Before cleaning the impellers, their surfaces are to bechecked
against signs of uneven dirt deposits, which could point tofaults
in the impeller surface. Suspicious areas are to be marked andafter
cleaning thoroughly investigated.
After cleaning, a chalk mark should be made on one bladeof every
impeller. By starting from the chalk marked blade, anaccurate sight
check of the whole impeller must be made. Checkalso the shape of
the blades at the impeller inlets and compare the
blade thickness with the original dimension.
-
8/6/2019 Department of Neurosurgery
22/25
On small rotors, the accessibility to the impellers is bad. Itis
recommended to carry out the sight by the help of a small
mirror,fastened to a stick and electric lighting.
2. Special Checks:
Cast or Welded ImpellersThe following components are to be
examined thoroughly:
Blade inlet edges Blade roots along the impeller discs Inlet
ring
If a rupture is suspected, the area in question must beground
slightly and re-checked. For better recognition of a
possible crack, it is recommended to apply the visiblepenetrate(
if the required liquids are available). The besttest method is the
magnetic powder test, which isrecommended to apply if a specialist
is on site.
Riveted Impellers
The impellers are to be checked against missed rivet heads
or cut-off rivet shafts. Projecting rivets are to be knocked
witha light hammer so as to check whether the rivets are broken
ornot.
Special care should be taken to the transition pointsbetween
blades and rivets. These points are especiallyendangered by electro
chemical attacks, caused by corrosiveliquid penetrating into the
space between the holes and rivets.Lying in the said space, the
concentration of the liquid can
even increase and cause a supplementary source of danger.
The discs are to be checked against incipient fracture inthe
surroundings of the rivet holes. In case of doubts, the
aforementioned visible penetrant or magnetic powder tests
should
be carried out.
-
8/6/2019 Department of Neurosurgery
23/25
1. Inspection Report:
Faults and damages reveled during inspection shouldreported and
if necessary augmented by sketches or photographs. Ifthe checks do
not show any problems a corresponding note should
be written.The methods applied when remedying faults should
be
described likewise in the report. Inspection for the application
of thecack test(penetrant process)
Surface to be inspected must be free from oil, grease, rust
and paint. Apply the red-colored spray penetrant and allow a
contact
time of 10-20 minutes. Carefully clean surface, first by wiping
with the cloth, then
with liquid dissolvent. The red penetrant will remain behindin
eventual cracks, pores and laps.
Ensure that last traces of surplus penetrant have beenremoved
and that the surface of the component is dry.
Shake the can of the Developer liquid thoroughly and spray
a thin even film onto the component. Allow developer filmto dry
after evaporation, a white porous coat will remain,which sucks the
red colored penetrant from the cracks, sothat cracks can be
recognized on the white background.
The requirements for maximum performance precludethe use of any
method of application other than spraying
brush application is not recommended.
MAINTAINANCE OF VOLUTE CASING
INTRODUCTION:
-
8/6/2019 Department of Neurosurgery
24/25
Volute casing maintenance is a very important part of
theoverhaul of an oxygen compressor plant. Volute casing is the
space inthe compressor, which comes in contact with the oxygen gas
itself. Any
kind of contamination leads to great losses in the performance
and mayalso cause accident. However volute casing is the only
place, which getsless contaminated compare to other components.
CLEANING OF VOLUTE CASING:
The method adopted for cleaning volute casing is
usuallymechanical cleaning which consists of brushing, sweeping,
blowing,scraping, chaining, sand blasting, agitating or otherwise
physicallyremoving contaminants from equipment.
Ultrasonic method is also employed for cleaning the
volutecasing. This method employs special equipment to agitate the
cleaningfluid, usually a solvent, at high frequency to dislodge
particles and breakup films.
INSPECTION OF VOLUTE CASING:
Volute casing is very important before correction of
thecompressor because any contamination with greases or oils will
lead toaccidents.
Two methods are adopted for inspection Direct visual inspection
Ultraviolet light inspection
Direct visual inspection:
This method is adopted to verify the cleanliness of casing.Look
at or in the casing under bright white light to detect the presence
of
-
8/6/2019 Department of Neurosurgery
25/25
visible grease or oil films and particulate matter such as
filings, rest ormill scale.
Ultraviolet light inspection:
It is used in addition to direct visual inspection to detect
common oils or greases. Inspection in darkness subdued light
usingultraviolet light of 3200-3800mm wavelengths. If a bluish
whiteflorescent screen is present readen the item. This method is
also adopted
because most hydrocarbon oils and greases show florescence
underviolet light even though they may be invisible under bright
light.
CONCLUSION:















![Research Open€¦ · 4The Pediatric Neurosurgery Unit, Department of Neurosurgery, Rambam Health Care Campus, Haifa, Israel ... in the central nervous system [1], meningiomas are](https://img.pdfslide.us/doc/110x75/5f61b5e23c712d7d8235b987/research-4the-pediatric-neurosurgery-unit-department-of-neurosurgery-rambam-health.jpg)