Embed Size (px)
DESCRIPTION
DCU-IIP
Citation preview

An Introduction to An Introduction to Delayed Cokers Delayed Cokers
ByBy
A S SahneyA S Sahney
PNM, IOCL-PRPNM, IOCL-PR

Topics of DiscussionTopics of Discussion
Thermal Cracking - overviewThermal Cracking - overview Delayed Coker ‘FIT’ in overall RefineryDelayed Coker ‘FIT’ in overall Refinery Feed stockFeed stock ProcessProcess ProductsProducts Coke formation & types of CokeCoke formation & types of Coke Coke Drum CycleCoke Drum Cycle Operating VariablesOperating Variables Safety HazardsSafety Hazards Modern Delayed Coker design featuresModern Delayed Coker design features

Delayed Cokers
Thermal Cracking

Routes for upgradationRoutes for upgradation Essential requirement for upgradation - Improve Essential requirement for upgradation - Improve
properties e.g. increasing H/C ratioproperties e.g. increasing H/C ratio
Carbon rejection and hydrogen addition processesCarbon rejection and hydrogen addition processes
Catalytic and non Catalytic processesCatalytic and non Catalytic processes
Hydrogen and Non-Hydrogen based processesHydrogen and Non-Hydrogen based processes
Thermal (conversion) and solvent based Thermal (conversion) and solvent based (separation processes)(separation processes)

Why Thermal Cracking ? Why Thermal Cracking ? Residual fractions (Bottom of the barrel ) and heavy oils etc. Residual fractions (Bottom of the barrel ) and heavy oils etc.
are least valuable streams of a refineryare least valuable streams of a refinery
Nearly 50% of the typical crude oils processed in INDIAN Nearly 50% of the typical crude oils processed in INDIAN refineries contain 370 refineries contain 370 OOC+ fractionC+ fraction
Worldwide limited reserves of sweet CRUDESWorldwide limited reserves of sweet CRUDES
Disposal problems due to stringent environmental normsDisposal problems due to stringent environmental norms
Decreasing demand of fuel oilsDecreasing demand of fuel oils
Simultaneous increasing demand of middle distillatesSimultaneous increasing demand of middle distillates

THERMAL CRACKING AND ITS THERMAL CRACKING AND ITS ADVANTAGESADVANTAGES
THERMAL CRACKINGTHERMAL CRACKING
– SIMPLE AND COST EFFECTIVE PROCESSSIMPLE AND COST EFFECTIVE PROCESS
CATALYTIC CRACKING CATALYTIC CRACKING
– PRESENCE OF HIGH MOLECULAR WEIGHT COMPOUNDS PRESENCE OF HIGH MOLECULAR WEIGHT COMPOUNDS e.g. RESINS, ASPHALTENES AND METALS IN RESIDUAL e.g. RESINS, ASPHALTENES AND METALS IN RESIDUAL FEEDSTOCKS MAKE IT UNSUITABLE FEED FOR CAT FEEDSTOCKS MAKE IT UNSUITABLE FEED FOR CAT CRACKINGCRACKING
– METALS AND SULFUR COMPOUNDS ACT AS CATALYST METALS AND SULFUR COMPOUNDS ACT AS CATALYST POISONSPOISONS

VARIOUS THERMAL CRACKING VARIOUS THERMAL CRACKING PROCESSESPROCESSES
VISBREAKINGVISBREAKING
DELAYED COKINGDELAYED COKING
FLUID COKINGFLUID COKING
FLEXI COKINGFLEXI COKING

Thermal Cracking ReactionsThermal Cracking Reactions Thermal cracking reactions take place only as an Thermal cracking reactions take place only as an
effect of heat. During the cracking, large molecules effect of heat. During the cracking, large molecules decompose and form smaller (lighter) moleculesdecompose and form smaller (lighter) molecules
Generally, two types of reactions take place Generally, two types of reactions take place » Primary reactions, in which decomposition of Primary reactions, in which decomposition of
large molecules to smaller molecules takes large molecules to smaller molecules takes place.place.
» Secondary reactions by which active products Secondary reactions by which active products from primary cracking reactions further crack from primary cracking reactions further crack or react to form other compounds, or or react to form other compounds, or polymerize to give heavy productspolymerize to give heavy products

Delayed Cokers
‘FIT’ in a refinery

Where does ‘Delayed Coker’ fit in a Where does ‘Delayed Coker’ fit in a refinery ?refinery ?

Where does ‘Delayed Coker’ fit in a Where does ‘Delayed Coker’ fit in a refinery ?refinery ?
Primarily processes VR from primary unitsPrimarily processes VR from primary units Proven technology for converting heavier refinery Proven technology for converting heavier refinery
streams into lighter productsstreams into lighter products Extremely flexible in processing a vide variety of Extremely flexible in processing a vide variety of
crude oil slatescrude oil slates Increases distillate yield for the Refinery and Increases distillate yield for the Refinery and
minimizes or eliminates Heavy fuel oil productionminimizes or eliminates Heavy fuel oil production Simple and cost effective thermal cracking process Simple and cost effective thermal cracking process
as compared to other upgrading optionsas compared to other upgrading options

Delayed Cokers in INDIADelayed Cokers in INDIA
DigboiDigboi 22
GuwahatiGuwahati 22
BRPLBRPL 22
NRLNRL 22
BarauniBarauni 66
PanipatPanipat 44
RILRIL 88
totaltotal 2626
Operating Coke Drums
Forthcoming Coke DrumsIOCL, G,M,PIOCL, G,M,P 2,2,42,2,4
CPCLCPCL 22BORLBORL 22BhatindaBhatinda 22RILRIL 88EssarEssar 66MRPLMRPL 44HPCL/ BPCLHPCL/ BPCL 22Total (Approx)Total (Approx) 3434

Delayed Cokers
PROCESS

Delayed Cokers – Delayed Cokers – FeedstockFeedstock Delayed cokers can process a wide variety of feedstocksDelayed cokers can process a wide variety of feedstocks
– Can have considerable metals (Ni and V), Sulfur, resins, and Can have considerable metals (Ni and V), Sulfur, resins, and asphaltenesasphaltenes
– Most contaminants exit with cokeMost contaminants exit with coke Typical feedstock – VR, Refinery Slops, SludgeTypical feedstock – VR, Refinery Slops, Sludge Atm. Residue occasionally usedAtm. Residue occasionally used Typical Feed compositionTypical Feed composition
– 6 % Sulfur6 % Sulfur– 1,000 ppm (wt) metals1,000 ppm (wt) metals– CCR of 20 – 30 wt.%CCR of 20 – 30 wt.%
Feed ultimately decides the type of Coke obtained from Feed ultimately decides the type of Coke obtained from the processthe process

Only batch-continuous process in Only batch-continuous process in a refinery a refinery
Flow thru’ the furnace coils is Flow thru’ the furnace coils is continuous while the feed is continuous while the feed is switched between two coke switched between two coke drumsdrums
On-line drum is getting filled On-line drum is getting filled with Coke while the off-line with Coke while the off-line drum is going thru’ steam drum is going thru’ steam stripping, cooling, decoking, stripping, cooling, decoking, pressure testing, warm-up etc. pressure testing, warm-up etc.
Overhead vapors from the Coke Overhead vapors from the Coke drums flow to the fractionatordrums flow to the fractionator
Fresh feed combines with the Fresh feed combines with the condensed product vapors condensed product vapors (recycle) in the fractionator (recycle) in the fractionator bottom and forms furnace feedbottom and forms furnace feed
Delayed Cokers - Delayed Cokers - ProcessProcess


DELAYED COKINGDELAYED COKING

Delayed Coker - ProductsDelayed Coker - Products
GAS PRODUCTSGAS PRODUCTS– Fuel gas (HFuel gas (H2, 2, CC11, C, C22))
– LPG (CLPG (C33, C, C44))
LIQUID PRODUCTSLIQUID PRODUCTS– NaphthaNaphtha - highly olefinic - highly olefinic
– Light Gas Oil – Diesel component (requires hydro-treating)Light Gas Oil – Diesel component (requires hydro-treating)
– Heavy Gas Oil – Hydro-cracker feedHeavy Gas Oil – Hydro-cracker feed
Petroleum Coke Petroleum Coke

Delayed Cokers
‘COKE’

Coke FormationCoke Formation

Delayed Cokers – Delayed Cokers – Chemistry of CokingChemistry of Coking
‘‘Carbon rejection’ ProcessCarbon rejection’ Process– Coke has very little HCoke has very little H22 – shifts to the lighter streams – shifts to the lighter streams– Metals, Sulphur concentrate in cokeMetals, Sulphur concentrate in coke
Cycle of cracking and combiningCycle of cracking and combining– Side chains ‘crack-off’ of Polynuclear aromatic (PNA) cores Side chains ‘crack-off’ of Polynuclear aromatic (PNA) cores
and generally and generally end up in light streamsend up in light streams– PNAs combine (condense) to form coke. PNAs combine (condense) to form coke. Metals and Metals and
hetroatoms in PNA core generally end up in cokehetroatoms in PNA core generally end up in coke ConditionsConditions
– High temperature and low pressure favor crackingHigh temperature and low pressure favor cracking– High residence time favors the combining reactionsHigh residence time favors the combining reactions

Delayed Cokers – Delayed Cokers – Chemistry of CokingChemistry of Coking Cracking ReactionsCracking Reactions
– Saturated paraffins crack to form lower MW olefins & Saturated paraffins crack to form lower MW olefins & paraffinsparaffins
– Side chains cracked off small rings aromatics, cycloparaffins Side chains cracked off small rings aromatics, cycloparaffins (naphthenes) & Polynuclear aromatics (naphthenes) & Polynuclear aromatics
Combining reactionsCombining reactions– Low MW olefins form higher MW compoundsLow MW olefins form higher MW compounds– small rings aromatics combine to form resinssmall rings aromatics combine to form resins– Resins after cracking off side chains combine their remaining Resins after cracking off side chains combine their remaining
Polynuclear aromatics to form asphaltenesPolynuclear aromatics to form asphaltenes– Asphaltenes after cracking off side chains left with large PNAsAsphaltenes after cracking off side chains left with large PNAs
The large PNAs precipitate to form crystalline liquids The large PNAs precipitate to form crystalline liquids and ultimately solidify to form coke embedded with and ultimately solidify to form coke embedded with Metals & SulphurMetals & Sulphur

Delayed Coker – Types of Petroleum CokeDelayed Coker – Types of Petroleum Coke
Sponge CokeSponge Coke Needle CokeNeedle Coke Shot CokeShot CokePorous, irregular Porous, irregular shapedshapedFeed – moderate Feed – moderate AsphalteneAsphalteneHigh ‘S’ - ‘fuel High ‘S’ - ‘fuel grade’grade’Low ‘S’ – Anode Low ‘S’ – Anode gradegrade
Needle like Needle like structuresstructuresFeed – low ‘S’, Feed – low ‘S’, very low Asphaltenevery low Asphaltene Premium grade Premium grade CokeCokeVery low ‘CTE’Very low ‘CTE’
UndesirableUndesirableFeed – high Feed – high AsphalteneAsphalteneDifficult & unsafe Difficult & unsafe to handleto handle

Delayed Cokers
Typical Product Yields

Delayed Coker – Product YieldsDelayed Coker – Product Yields
Coke and liquid yields from a typical Delayed Coker Coke and liquid yields from a typical Delayed Coker unit may be estimated by simple imperical equations unit may be estimated by simple imperical equations as under as under
Coke Yield (wt %) = 1.6 x (wt % CCR)Coke Yield (wt %) = 1.6 x (wt % CCR)
Gas (CGas (C4 4 - ) (wt %) = 7.8 + 0.144 x (wt % CCR)- ) (wt %) = 7.8 + 0.144 x (wt % CCR)
Gasoline ( wt % ) = 11.29 + 0.343 x (wt % CCR)Gasoline ( wt % ) = 11.29 + 0.343 x (wt % CCR)
Gas Oil (wt %) = 100 – (wt % Coke) – (wt % Gas) Gas Oil (wt %) = 100 – (wt % Coke) – (wt % Gas) – – (wt % Gasoline) (wt % Gasoline)

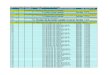
Delayed Cokers Delayed Cokers –– Typical Typical Product YieldsProduct Yields
Case 1A Yield % Case1B Yield %
kg/hr % m3/hr kg/hr % m3/hrUnit Feed 101 300000 100.00 322.83 300000 334.06
Sweet Fuel Gas 149 10715 3.57 2916.6 9411 3.14 2645.05LPG 144 9555 3.19 18.65 10595 3.53 20.68Light Naphtha 155 20865 6.96 30.44 22479 7.49 32.81Heavy Naphtha 156 4761 1.59 6.41 5615 1.87 7.56LCGO 117 99272 33.09 118.73 115390 38.46 138.01HCGO 124 61890 20.63 68.66 67563 22.52 74.95CFO 185 - - - - - -Coke - 88980 29.66 - 66330 22.11 -H2S & Misc - 3962 1.32 - 2617 0.87 -
100.00 100.00
Arab Mix Crude ME Mix CrudeNo CFO No CFO

Delayed Cokers
Coke Drum Cycle


Delayed Cokers: Typical Drum CycleDelayed Cokers: Typical Drum CycleDrum Cycle - ActivitiesDrum Cycle - Activities Time (HoursTime (Hours) )
Steam to FractionatorSteam to Fractionator 0.50.5
Steam to Blow downSteam to Blow down 1.51.5
Low-range cooling & Water quenchLow-range cooling & Water quench 4.54.5
Depressurization & DrainDepressurization & Drain 2.02.0
Un-head Top and BottomUn-head Top and Bottom 0.50.5
Drilling/ Cutting Drilling/ Cutting 3.53.5
Re-head / Steam Purge/ Pressure Test Re-head / Steam Purge/ Pressure Test 1.01.0
Drum Warm-up (Vapor Heating)Drum Warm-up (Vapor Heating) 4.04.0
Change-over (Drum switch)Change-over (Drum switch) 0.50.5
Total TimeTotal Time 18.018.0

Steam StrippingSteam Stripping– A ‘critical’ activity before, during and after Coke Drum A ‘critical’ activity before, during and after Coke Drum
switchswitch– If Steam is not flowing in the Coke Drum feed line after the If Steam is not flowing in the Coke Drum feed line after the
switch; switch; » The un-solidified material (pitch) from bottom of Coke Drum will The un-solidified material (pitch) from bottom of Coke Drum will
flow back in the feed line and restrict the flow of cooling waterflow back in the feed line and restrict the flow of cooling water» The unconverted feedstock on the top of coke bed will run down the The unconverted feedstock on the top of coke bed will run down the
channels in the coke bed and plug them. This results in isolation of channels in the coke bed and plug them. This results in isolation of the plugged sections of Coke bed from steam and cooling water. The the plugged sections of Coke bed from steam and cooling water. The hot-spots thus formed may result in potentially dangerous steam hot-spots thus formed may result in potentially dangerous steam eruption during drilling/ cutting operation eruption during drilling/ cutting operation
– Adequate Steam stripping helps to Adequate Steam stripping helps to » Prepares the Coke bed for water cooling by bringing down Bed Prepares the Coke bed for water cooling by bringing down Bed
temperature to ‘moderate’ level and by keeping the channels ‘live’temperature to ‘moderate’ level and by keeping the channels ‘live’» Eliminates the pitch left in the bottom section of the coke drum Eliminates the pitch left in the bottom section of the coke drum » Increases the amount of gas oil yield (middle distillates)Increases the amount of gas oil yield (middle distillates)» Reduce the amount of volatile matter in coke (quality + loss)Reduce the amount of volatile matter in coke (quality + loss)
Delayed Cokers – Drum CycleDelayed Cokers – Drum Cycle

– Low range cooling & Water quenchLow range cooling & Water quench» Low range cooling follows the steam stripping. ‘Small’ Low range cooling follows the steam stripping. ‘Small’
water is injected in to the Coke Drum without fully water is injected in to the Coke Drum without fully cutting-off the steamcutting-off the steam
Intermediate step – approx. 1 hrIntermediate step – approx. 1 hr Precaution – avoid excessive ‘hammering’Precaution – avoid excessive ‘hammering’
» Water quench is ‘Big’ water cooling wherein water is Water quench is ‘Big’ water cooling wherein water is filled in the Coke drum for complete Bed cooling filled in the Coke drum for complete Bed cooling
Duration 3-4 hrsDuration 3-4 hrs Drum skin temperature are watched for confirmation Drum skin temperature are watched for confirmation
– Depressurizing & drainDepressurizing & drain» After adequate cooling, the Coke drum is depressurized After adequate cooling, the Coke drum is depressurized
and residual water is drained-outand residual water is drained-out
Delayed Cokers – Drum CycleDelayed Cokers – Drum Cycle

Delayed Cokers – Drum CycleDelayed Cokers – Drum Cycle
– Un-head Top & Bottom CoversUn-head Top & Bottom Covers
– Drilling/ CuttingDrilling/ Cutting
– Rehead/ Steam Purge/ Pressure TestRehead/ Steam Purge/ Pressure Test

Delayed Cokers – Drum CycleDelayed Cokers – Drum Cycle
Drum Warm-up/ Vapor HeatingDrum Warm-up/ Vapor Heating– To prepare the cold empty coke drum for receiving To prepare the cold empty coke drum for receiving
fresh feedstock, hot vapors from online drum are fresh feedstock, hot vapors from online drum are routed into the empty drumrouted into the empty drum
– The hot vapors at approx. 425 The hot vapors at approx. 425 ooC condense in the C condense in the cold drum, heating the drum to a target temperature cold drum, heating the drum to a target temperature of around 340 of around 340 ooCC
– Condensed vapors are continuously drained out of Condensed vapors are continuously drained out of the drumthe drum
– After approx. 4-5 hrs of vapor heating, drum is After approx. 4-5 hrs of vapor heating, drum is ready to receive feedready to receive feed

Delayed Cokers – Drum CycleDelayed Cokers – Drum Cycle
On-Line FillingOn-Line Filling– After vapor heating the drum, hot oil from furnace at After vapor heating the drum, hot oil from furnace at
approx. 485approx. 485ooC is switched into the drum gradually – in C is switched into the drum gradually – in stepssteps
– Most of the ‘initial’ hot vapors condense on the colder wall Most of the ‘initial’ hot vapors condense on the colder wall of the drum, thereby heating the coke drum wallsof the drum, thereby heating the coke drum walls
– Once the coke drum is heated up properly, the drum ‘top’ Once the coke drum is heated up properly, the drum ‘top’ temperature starts increasing to achieve ‘normal’ temperature starts increasing to achieve ‘normal’ temperature of approx. 445- 450temperature of approx. 445- 450ooC.C.
– Until the drum top temperature reaches ‘normal’ value, the Until the drum top temperature reaches ‘normal’ value, the vapor load on the fractionator is also less than ‘normal’vapor load on the fractionator is also less than ‘normal’

Delayed Cokers
Effect of Operating Variables

Delayed Coker – Operating Delayed Coker – Operating VariablesVariables
Transfer / coke drum temperatureTransfer / coke drum temperature
Pressure in coke drumPressure in coke drum
Recycle ratioRecycle ratio
BFW InjectionBFW Injection

Delayed Coker – TemperatureDelayed Coker – Temperature Higher the Coke Drum inlet temperature, Higher the Coke Drum inlet temperature,
higher is the coke yield at constant pressure higher is the coke yield at constant pressure and recycle ratioand recycle ratio
When the temperature is too high the coke When the temperature is too high the coke formed generally is very hard and difficult to formed generally is very hard and difficult to remove from the coke drum with hydraulic remove from the coke drum with hydraulic decoking equipmentdecoking equipment
Higher Temperature reduces the volatile Higher Temperature reduces the volatile combustible (VCM) content of the cokecombustible (VCM) content of the coke

Delayed Coker – PressureDelayed Coker – Pressure Coke yield decreases by reducing coke drum Coke yield decreases by reducing coke drum
pressure. Each 0.5 kg/cmpressure. Each 0.5 kg/cm22 reduction in drum reduction in drum pressure increases liquid yield by 1.3% vol and cut in pressure increases liquid yield by 1.3% vol and cut in coke yield by 1.0% wt. of fresh RESID feedcoke yield by 1.0% wt. of fresh RESID feed
Higher the operating pressure, higher the coke make Higher the operating pressure, higher the coke make Higher pressure improves the coke quality primarily Higher pressure improves the coke quality primarily
by lowering CTE and electrical RESISTIVITYby lowering CTE and electrical RESISTIVITY but but at the expense of liquid productsat the expense of liquid products

Delayed Coker – Recycle RatioDelayed Coker – Recycle Ratio Higher the recycle ratio, higher the coke makeHigher the recycle ratio, higher the coke make
Increasing the recycle rate lowers the combined feed Increasing the recycle rate lowers the combined feed resin ASPHALTENE content and in turn also resin ASPHALTENE content and in turn also provides a higher concentration of aromatics in coke provides a higher concentration of aromatics in coke drumdrum
Trend is to go for lower recycle ratio so as to increase Trend is to go for lower recycle ratio so as to increase throughputthroughput
Low recycle ratio Low recycle ratio –– HCGO quality and more coke HCGO quality and more coke deposition in coils is a concerndeposition in coils is a concern

Delayed Coker – BFW InjectionDelayed Coker – BFW Injection Used as a turbulising water in Heater CoilsUsed as a turbulising water in Heater Coils
Reduces partial pressure of hydrocarbon in Reduces partial pressure of hydrocarbon in the coke drumthe coke drum
Leads to formation of loose cokeLeads to formation of loose coke

Delayed Coker – VariablesDelayed Coker – Variables

Delayed Cokers
Safety Hazards & Their Mitigation

Delayed Cokers – Safety HazardsDelayed Cokers – Safety Hazards Coke Drum SwitchingCoke Drum Switching
Severe accidents have been experienced due to faulty valve operation during Coke Severe accidents have been experienced due to faulty valve operation during Coke drum switching operationdrum switching operation
Coke Drum Head removalCoke Drum Head removal– Eruptions – due to inadequate coke bed coolingEruptions – due to inadequate coke bed cooling– Incomplete drainingIncomplete draining– Avalanche of shot cokeAvalanche of shot coke
Coke cutting operationCoke cutting operation– Cutting tool raised out of coke drum w/o isolationCutting tool raised out of coke drum w/o isolation– Water hoze burstingWater hoze bursting– Failure of the wire rope supporting the drill stem Failure of the wire rope supporting the drill stem
OthersOthers– Dust irritants, Toxic exposure, Coke handling by O/H cranes, conveyors, crushers, Dust irritants, Toxic exposure, Coke handling by O/H cranes, conveyors, crushers,
pay-loaders etc pay-loaders etc

Delayed Cokers – Delayed Cokers – Mitigation of Safety HazardsMitigation of Safety Hazards
Coke Drum SwitchingCoke Drum Switching– Comprehensive remote operated system combining Interlocks & Comprehensive remote operated system combining Interlocks &
permissive for reducing faulty operationpermissive for reducing faulty operation– Colour coding of valve appropriatelyColour coding of valve appropriately– Employees working in pairs – ‘buddy system’Employees working in pairs – ‘buddy system’
Coke Drum Head removalCoke Drum Head removal– Remote opening/ closing of Coke drum headRemote opening/ closing of Coke drum head– Restrict movement of ppl on coke drum top & bottom platformsRestrict movement of ppl on coke drum top & bottom platforms
Coke cuttingCoke cutting– Interlocks to prevent drill stem to come out of the Coke drum w/o Interlocks to prevent drill stem to come out of the Coke drum w/o
isolationisolation– Interlocks for ‘slack cable’ – always ONInterlocks for ‘slack cable’ – always ON– Remote ‘switch off’ for Jet pumpRemote ‘switch off’ for Jet pump

Modern Delayed Cokers
Design Features

Modern Delayed Cokers Modern Delayed Cokers Process Design ObjectivesProcess Design Objectives
Maximize The Production Of Liquid Products Maximize The Production Of Liquid Products Minimize The Production Of Coke Minimize The Production Of Coke Produce Heavy Gas Oil suitable for downstream Produce Heavy Gas Oil suitable for downstream
Cat ProcessingCat Processing Optimize Number And Size Of Coke DrumsOptimize Number And Size Of Coke Drums Optimize Energy RecoveryOptimize Energy Recovery Optimize Feed Preheat System And Heater DutyOptimize Feed Preheat System And Heater Duty Maximize Air Cooling And Minimize Water Maximize Air Cooling And Minimize Water
CoolingCooling

Modern Delayed Cokers Modern Delayed Cokers Typical Process FeaturesTypical Process Features
Low Pressure Operation: 1.05 kg/cmLow Pressure Operation: 1.05 kg/cm22
Operating Conditions & Recycle Ratio Operating Conditions & Recycle Ratio Optimized to needs while maximizing Optimized to needs while maximizing Distillate YieldDistillate Yield
Low Recycle Operation: ~10%Low Recycle Operation: ~10% High CCR Feed ProcessingHigh CCR Feed Processing

Shorter Coke Drum CycleShorter Coke Drum Cycle ~18hrs ~18hrs No sloping from blowdown No sloping from blowdown Total Water Reuse System Total Water Reuse System Refinery Slop ProcessingRefinery Slop Processing Refinery Sludge ProcessingRefinery Sludge Processing No Quench Column/RFO GenerationNo Quench Column/RFO Generation No CFO GenerationNo CFO Generation
Modern Delayed Cokers Modern Delayed Cokers Typical Process FeaturesTypical Process Features

Double Fired Heaters with Online Spalling Double Fired Heaters with Online Spalling & Decoking Facility& Decoking Facility
Provision for Shot Coke Control & Provision for Shot Coke Control & HandlingHandling
Automatic Heading and Deheading System Automatic Heading and Deheading System Efficient & Cost Effective Coke HandlingEfficient & Cost Effective Coke Handling Hydrocyclones for Recovery of waterHydrocyclones for Recovery of water
Modern Delayed Cokers Modern Delayed Cokers Typical Process FeaturesTypical Process Features

In NUTSHELLIn NUTSHELL
Delayed Coking is an attractive option for Delayed Coking is an attractive option for upgradation of residual fractions upgradation of residual fractions
Coking is a severe thermal cracking process Coking is a severe thermal cracking process aimed at distillate and lighter production, in aimed at distillate and lighter production, in which coke is also formed.which coke is also formed.
Trend is to go for low recycle, low pressure Trend is to go for low recycle, low pressure cokers so as to maximize liquid yieldcokers so as to maximize liquid yield

SHOT COKESHOT COKE

SPONGE COKESPONGE COKE

NEEDLE COKENEEDLE COKE