Embed Size (px)
Citation preview

*ISO 9001
Dr. S. R. SinghDeputy DirectorMST Division
ct.&or
National Metallurgical Laboratory(Council of Scientific & Industrial Research)
Jamshedpur 831 007, India
BY COURIERRef.: NML/MST/EML/l82
15thApril, 2005
To:
Sqll. Ldr. s. nnhunuru~nllDClmty Chief of Quality AssunanceFor Commanding Officcr4BRDAir Forcc Stntion, ChakcriKallpur-208008.
Subiect: Failure Mode Analvsis/Metallure.ical Examination of Viper Aeroene.ine Jet. Pipe BellowAssemblv Ex Aircraft U-719. .
Report No.: NML/MST/IAF/1.13/58/2005. April 2005.
Dear Sqn. Ldr. Balamurugan,Plense refer lo yom letter No.4 BlH)14552/1/DI/Tech.dilled Jill .IIIIIIIIII'Y2005,
regarding the above-referred investigation.The investigation is completed and linal report isenclosedherewithfo~your informationand necessaryaction at your end.
The invoice of this investigationwill be sent to AOC, Air Force Station, Tambram,Chennai, under intimation to you, shortly by our office. If you need any clarification, pleasedo not hesitateto contact me.
------
Yours sincerely
-::::.Q.<; <~<=~ ~ J
(S. R. Singh)
/\ Enc!.:ReportNo. NML/MST/IAF/I.13/58/2005,April 2005.\~v
Fax: (0657)2270527; Telephone: (0657)2270027 (0), (0657)2431556 (R).E-mail: srsingh(cl).nmlindia.org
N"ML tyrc-k.t'~
-:2-dOS- ( (;)~:>

",...~
REPORT No: NMLIMST/IAF/1.13/58/2005Circulation
April, 2005
Restricted
FAILURE MODE ANAL YSIS/MET ALLURGICAL
EXAMINATION OF VIPER AEROENGINE JET PIPE BELLOW
ASSEMBLY Ex AIRCRAFTU-719.
Sponsored by
4 Base Repair DepotAir Force Station, Chal\.eri
Kanpur - 208008..-------
I*.,,,,, ~
Ma terials Science & Technology Division
National Metallurgical Laboratory
(Council of Scientific and Industrial Research)
Jalnshedpur - 831007
\N;:!LAr,CHIVC: J
~ j<() .4-,(J.O.~. L~)( D::L:: ;2.Y'~~~..l ~._--_.

---------
II'.J, ,I i' \ i
FAILURE MOUE ANALYSIS/METALLIIIH;ICAL EXAMINATION 01. "II'En AEnOEN(;(NE.I 1:1 I'II'E UELLUWASSF.MHLY Ex AIRCRAFT U-719
lM~],/II\FILJJi~8/2()()~. AL1!'iI2()()5
2....-------
<-un-' 'U>L .'.LU 4q, ... NATIONAL METALLURGICAL LABORATORY(Council of Scientific & Industrial Research)
JAMSHEDPUR
PROJECT COMPLETION REPORT
l'roJect Title: FAILURE MODE Project No. :ANALYSls/METALLURGIC)l.L EXAMINATIONOF VIPER
(Ieport No.: (NML/MST/IAF/1.13/58/2005)AEROENGINE JET PIPE BELLOW ASSEMBLY ExAIRCRAFTU.719
Unte of Project InitIation: 03.01.2005
Date of Completion: 15.04.2005
Project Team Members: Class:
Dr. M. Ghosh (PL), Dr. S.R SIngh (CoPL) Public document (Free/Priced)
Mr. S.K. Das, Mr. S. Soren and Dr. RN. Ghosh Restricted circulation (X)Only to clientSecret
Customer / Client's name and address:Classification:
In-houseSqn. Ldr. S. BalamurJlgan (,runt-in-aidDy. Chiefof()uality Assurance Sponsored (X)For Commanding Omcer Consultancy4 Base Repair Depot CollaborativeAir Force Station, ChakeriKanpur -208008
Date of Report: 15.04.2005
Area: Material Characterization. Specify Type:
Sub Area: Failure analysisOngoing Area: (X)New Area Initiated:
Key Words: Jet pipe bellow assembly, Kiran aircraft, austenitic stainless steel, nansgranular fracture,interranular fracture, fatigue crack, fatigue, abrasion. i
Abstract: The viper aeroengine jet pipe bellow assembly ex aircrull U-719, failed owing to bellow burst.The objective of root cause failure analysis is to find out whether it is caused by either material itself or byexcessive stresses. Circumferential cracking is observed at number of locations on the component. Samplinghos bccn done lI'om the two such crackcd locations i. c onc Ihull corrugoted (austcnitic stainless stccl, type8309(0) and othcr from non-corrugalcd (austcnitic stainlcss stcel. typc S329(0) rcgion. The hardness value,optical and scanning electron microscopy exuminations rcvcal, that the crack initiation occurs byintergranular decohesion owing to overheating induced intergranular precipitation of brittle phases. Usuallyfatigue crack moves from the location of tensile to compressive type of stressed location i.e from outer toinner surface. In the present situation, crack initiates from inner surface and propagates toward outer surfaceand circumferential direction i.e from compression to tensile side by fatigue mechanism. During serviceexposure, perhaps due to sudden rise in temperature, at thl' inner surface compressive stress changes totensile stress. Absence of dimple rapture indicates fililure took place in the brittle mode, which is caused byoverheating during service exposure.
Details of IPRs (PI tick): NA If no IPR taken, reasons: N/\
Patent
CopyrightTrade Marks
Report Issuance Authority: Dr. S. R. Singh Signature: S.R. :--, . ',-

NATIONAL MET ALLU ItG ICAL LADOItA TO It\' ,JAMSII EDI'UItFAILUREMODEANALYSIS/METALLlJRGICALEXAMINATIONOF VIPER AEROENGINEJET PIPE BELLOW
ASSEMBLYEx AIRCRAFf U-719REPORTNo. NMLlMST/IAFII.13/58/2005,April 2005
OBJECTIVE.
The investigation consists of examining Viper acrocngine jd pipe bellow assembly,
whichwas faileddue to bellow burst, to find out the causeof failurewhetherit is owingto
material itself or due to excessive stresses.
BACKGROUND
At one of the operating bases of the IAF, it is observed that during TRS of aircralt,
alter Oying yellow band area on the starboard side of the rear fuselage is found discoloured
due to heavy gas leak. The strip examination of jet pipe revealed the rupture of expansion
bellow assembly. But no damage is observed on the other portion of the assembly. Therefore
a circumferential cut-piece of bellow of jet pipe from viper aeroengine of Ex ain.:rull U-719
has been sent to NML for metallurgical failure analysis vide letter No.4
BRD/4552/I/DIffech dated 3rd January 2005.The damagedportionof the componentwas
received at NML on 28/02/05 for the investigation.
SCOPE OF WORK
Based on the informatiol1 provided for the failure analysis, it is decided to do the
following.
I. Visual examination, photographic recording and measurements of different failed
locations of the ruptured bellow of jet pipe.
2. Fractography of fracture surfaces to find out the fracture mode.
3. Microstructural & hardness evaluation of two samples (one from corrugated region and
other from non-corrugatcd region) to find out any unusual features, if any.
4. EDScOllIPositionalanalysisorhase melalulIll predpilales in two samplcs.
5. Finuoullhe root causeof lililureof the bellow ofjcl pipe and suggestrClllcdiull1Icasures.
COMPONENT, MATERIAL & SERVICE EXPOSURE
The bellow of jet pipe (See/Ref No. 236 STIV-16875) is manufactured by Rolls
.Roycc, UK, from an austcnitic stainless steel. It has maximum working temperature of 200°C
with overhaul life of 2300 hrs but duration of its exploitation is not known. It is located at the
front end of the jet pipe and after exhaust cone of aeroengine. The received cut-piece of
expansion bellow assembly has corrugatcd zone bonded by non-corrugated zone on both
---------
3

NATIONAL METALLURG ICAL LADORATORY, JAMSII EIWLJRI'AILlJREMODE ANALYSIS/M.:TAU,IIIU;ICAI.EXAMINATIONOi' VII'.:R AERO.:N(iJNEJET 1)11'.:n.:U,OW
ASSEMBLYEx AIRCRAFTU-719REPORTNo. NMLlMST/IAF/1.I3/58/2005, April 2005
sides. These two zones are welded together. It seems that two or more types of sheet metal are
used in fabricating the assembly.
INTRODUCI'ION
The austenitic stainless steel has nickel and chromium as the main two alloying
elements. Nickel increases the amount of austenite present at the solution treatment
temperature. With the presence of 0.1wt% carbon, the ISCr-SNi stainlcss stcel bccomcs full
austenite at and above 900°C with Ms temperature just below the room temperature. For this
kind of steel, austenite would partially transforms to ":1artensite either during refrigeration or
during cold working. At low nickel content, the austenite may also transforms to marten.site.
The structure of the steel varies depending upon the chromium content. At low Cr content, it
acts as austenite stabilizer. With more than ISwt% Cr, ferrite forming tendency of chromium
begins and at this stage the alloy requires increasing amount or nickel to eliminate delta
ferrite. Ti containing stainless steel exhibits strain-induced precipitation during hot working,
which results in strengthening and low ductility. With respect to the constitution of the
austenitic stainless steel, M23C6precipitate plays a vital role and they form below SOO°e.Heat
treatment below 900°C is called sensitization, which promotes M23C6precipitation and Cr-
impoverished region. Mn acts as austenite stabilizer for this alloy and along with nitrogen it
can partially replaces Ni content of the steel. For medium and high temperature application,
Mn concentration is often increased to eliminate delta ferrite. Yet this type of steel contaips
added Si to promote its temperature stability, which on the other hand produces delta ferrite.
In the temperature range of 700-950°C, austenitic stainless steel can form brittle
intermetallic compound a-phase. The tendency of sigma phase formation increases with
chromium content. Mo, Ti and Si accentuate its formation. The precipitation of intergranular
sigma phase lowers ductility and toughness after long time exposure at high temperature
leadingto intergranulardecohesion. The delta ferrite may also transform to sigma phase and
austenite due to higher amount of chromium solubility in delta ferrite with respect toaustenite.
Thc exposure of the componcntat 200"C for 2300 Ius in gencral, docs not lead to any
structural detoriation of the parent alloy. However the precipitation of brittle second phases
may occur due to over temperature exposure, leading to cracking of the component
prematurely.The variation of stress in service condition, also afTectsthe component life. The
4
.'
----

NATIONAL METALUJlU;1< 'AL LAUOltATOltY. JAI\ISllIml'UltFAILUltEMOUEANALYSIS/METALUJlU;ICALEXAMINATION(W VII'ER A.:ltOEN(;INEJKr I'll'.: n.:U.OW
ASS.:MIJI.YEx AmCItAFT U-719REPORTNo. NML/MST/IAF/I.13/5R/2005, Arril 2005.
vibration loading may promote Hltigue failure. Sudden rise in the stress value (over load) may
also result in failure, which takes place by micro-void coalescence (dimple rapture).
- EXPEIUMRNTAL RESULTS & DISCUSSIONS
From the failed component, two locations are chosen (marked by arrow in Fig.l) and
characterised. The location of failure is observed visually to find out its appearance and to
measure its dimension. The fracture surfaces are examined in secondary electron mode in
JEOL JSM 840A scanni'ng electron microscope equipped with Kevex energy dispersive
spectrometer to reveal the fracture mode. Metallography samples are prepared from the
thicknesssection as well as the surface section of the component.These samples are etched in
glycergia to reveal the microstructure and subsequently examined in optical microscope and
SEM for determining the phase dislrihillion and grain si:t.l'. Ilnnlm'ss of Ihl' IIInll'rinl is nisI!
lI1easureu in Vickers scale lIsing J0 Kgf load. The details of the investigation arc prcscnted in
the following subsections.
1. VISUAL EXAMINATION
The as received failed jet pipe bellow assembly is shown in Fig.l. Circumferential
cracking has been observed at number of locations. Besides the crack-I and 2, crack-3 is
found to be located 160mm and 180mm away from crack-2 and crack-I with the length of
140mm. On the opposite face of the component, one failed region has been found out (not
shown in figure) having the length of 160mm. Dent marks (length of dented region 300mm)
near crack (25mm length) are also observed. Out of the different cracked regions, considering
the symmetry of locations, two zones have been investigated(marked 1 and 2). Visually, the
fracture surfaces are darkened due to affect of heat. The cracked regions IA and IB of crack-I
have dull grainy appearance. The length of the crack-I is 210mm. At the middle of the
sample-I, the wall thickness is -0.48111111.which rcduccd to -0.24mll1 ncar fracturcd cnd. This
indicates a 50% reduction in thickness which may be caused by localiscJ nccking. For the---------
cracked regions 2A and 2B of crack-2, the fracture surfaces are folded with shinning
appearance. At the same crack-2 another crack formation takes place with the length of
28mm. Apparently, shinning appearance of these regions infer, that alter initial crack
formation owing to rubbing contact the features of failed region is lost. The crack length of
crack 2 is 41mm. The thicknessof this area remains uniform (-1.18mm) over the entire crack
5

NATIONAL METALLtIIU;ICAL I,AUOI{ATOIW. .IAMSIIEIH'IJI{FAILUREMOUEANALYSIS/METALLURGICALEXAMINATIONOFVIPER AEROENGINEJET I'II'E BELLOW
ASSEMBLYEx AmCRAFT U-719REPORTNo. NMLlMST/IAF/1. I3/58/2005. April 2005
is formed near the opposite surface of crack-I and 2 having the length oflength. Crack-4
35mm.
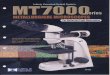
'" "",..; ".. ,.,
Figs. I(a-f): Photographs of as-received component with different types of fractureLocation (FL) and sampling locations (SL): a) failed component, b) crack-I(sample -I), c) crack-3, d) crack-4, e) crack-2 and f) dent mark. Crack-I and 3 areon corrugated part while crack-2 and 4 arc on non-corrugated part or the component.
---------(.

NA1'IONAL METALLUItGICAL LABOI{ATOH.Y, .JAMSIIIWI'UI{I'AILlIIU:Mom: ANALYSIS/METALLIIIHIICALEXAMINATIONOJ' VIPlm AF.IWENGlNt:JET PIPE nt:LLOW
ASSt:MIILYEx AmcHAFT 11-719
REPORTNu. NML/MST/IAFII.13/58/2005. April 2005CHEMICAL COMPOSITION2. ------
The chemical composition of major alloying elements present in the material is analysed by
EDS spectroscopy. The quantified data are collated in table I. Sample I is sheet metal from corrugated
portion while sample 2 is taken from outer non-corrugated region.
Table I: EDS microanalysis of bellow of jet pipe.
It indicates, that corrugated and non-corrugated regions are made of two different
types of austenitic stainless steel. The chemical composition of sample 1 has close
resemblance with type 309 austenitic stainless steel (UNS designatiun: S30900). In wruught
form the mechanical properties of the specified alloy is 0.2% yield sterngth-205MPa,
UTS-515MPa and elongation-30(Vo.Ilowever, the sample I exhibits slightly higher amount
of chromium with respect to the austenitic stainlesssteel 309.
The concentration pf alloying elements in the sample 2 indicates that the alloy
composition is close to type 329 austenitic stainless steel (UNS designation: S32900). In the
wrought form the tensile properties of the alloy is 0.2% yield sterngth-550MPa,
UTS-724MPa and elongation-25%. However, the sample 2 shows higher amount ofMn with
respect to austenitic stainless steel 329.
3. MICROSTRUCTURAL ANALYSIS
The metallographic prepared sections are examined in optical microscope. The
micrographs of surface and thickness sections of sample IA are shown in Figs. 2a & 2b
respectively while that of sample IB are shown in Figs. 3a & 3b. The optical microstructures
of lA and IB exhibits more or less polyhedral equiaxed grains and the alloy is single phase.
However, the sample IB shows lower average grain size (14Ilm) as compared to that of
sample 1A (45Ilm). Moreover, the thickness section of sample IB shows preferred orientation
of grains while that of sample IA did not reveal any preferred orientation. As the samples IA
& IB are drawn from the two ends of same crack, therefore such variation in grain size and
texture can only be accollnted ir there is local ised overheating at sample 11\.The overheating
7
.------
Sample No. Elements in wt. pet.
Si Ti Cr Mn Ni Mo FeI 0.2 0.5 26.8 2.0 15.4 0.3 Ual-- --2 1.6 0.2 29.3 4.70 5.2 1.9 Ual

NATIONAL MET ALLURG ICAL LABORATORY, JAMSII EUPlJ RFAILlJREMOUEANAL.YSIS/MKI'AI.I.IIIWICAI.EXAMINATION0... VII'.:I{ A.:nc)t:N(;IN.: J.:-I' I'll'.: IH:U.OW
ASSI':MBI.YEx AmCnAI'T lJ-719REPORTNo. NML/MST/Ii\F/ 1.13/51\/2005. i\rril 2005
caused the recrystallization and grain growth leading to the loss of original preferred
orientation and increased grain size respectively in sample IA.
The grain boundary in sample I (Fig.2 and 3) is decorated with the precipitates. These
precipitates show substantial quantity of Cr & Ti in it. During normal operatioll, the exposure
of the component at 200"C did not lead to precipitation of X and (J phases at thc austcnitic
grain boundaries. Such type of precipitation is possible only if it is overheated in temperature
range -700-950°C. Fine distribution of sccond phasc is also occurrcd within thc grains. This
type of precipitatiGnis perhaps Cr-carbide,Ti-carbide and different carbonitrides though this
type of carbides may also occur at the grain boundaries. Inclusions in the formof stringersare
also found. From all microstnll.:tural characteristics it can be inltmed, that the component is
exposed to localised overheating during its exploitation and the changes may promote
brittleness to the material.
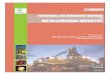
0.0344 mm 0.0344 mm
ri!~s.2(n& h):Oplicnllllicrop.rnphsorthc snnlplc 11\showing nliclOstlilclulillfeatures in (a) surface section, and (b) thickness section.
-----
8

NATIONAL METALLURGICAL LABORATORY, JAMSIIEDI'URFAILUREMODE ANALYSIS/METALUIRGICALEXAMINATIONOFVIPER AEROENGINEJET PIPE BELLOW
ASSF.MBLYEx AmcRAFT 11-719J!J~KLN()L NMJ,':Mt'I!MELLLJ!~B!200~, t\J)Jjl2()(}~
0.0344 mm 0.0344 mm
Figs. 3(a & b): Opticalmicrograrhs of the sample IB showing microstructuralfeatures in (a) surface section, and (b) thickness section.
0.0344 mm 0.0344 mm
Figs.4(a & b): Optical micrographsof the sample 2A showing microstructuralfeatures in (a) sur/ace section,and (b) thickness section.
--------
9
",

NATIONAL METALLlIl{GICAL LABOI{ATORY, JAMSIIEIH'lmFAILURE MOUE ANALYSIS/METALLUI{GICAL EXAMINATION OF VIPER AEROENGINE JET PII'E BELLOW
ASSEMBLY Ex AIRCRAFT U-719REPORT NO. NML/MST/IAF/I.13/58/2005, April 2005
0.0344 mm 0.0344 mm
Figs. 5(a & b): Optical micrographs or the sample 211showing microstructuralfeatures i.n (a) surlilCC section, and (h) thickncss st'ction.
Sample 2A and 28 show austenite grains containing annealing twins (Fig.4 and 5). The twins
are not revealed in sample-I. This indicates that precipitation on the twin boundaries in case
of the former is scanty. The volumc fraction or the sccond phasc is also grcatcr in casc or the
later. This in turn indicates the exposure of this location at much higher temperature with
respect to the previous one (sample-I). The average grain.size of 2A and 2B is 16J.lmand
30J.lmrespectively, which means though one end (2A) retains its original grainsize, other end
(28) shows the growth of the same perhaps due to localised temperature overshoot.
---
Figs. 6: SEM photographsof the thicknesssectionof the samples a) IA and b) IB showingintergranular fracture(IF) and slip band.
10

NATIONAL METALLURGICAL LABORATOH.Y, JAMSllEUl'liRFAILURE MODE ANALYSiS/METALLURGICAL EXAMINATION OF VIPER AEROENGINE JET PIPE BELLOW
ASSF:MBLY Ex AIRCI~AFT U-719REPORT No. NMLlMST/IAF/1.13/58/2005, April 2005
The precipitation of the second phase is clearly shown in Fig. 6. The volume fraction
of second phase is smaller within grain interior (intcrgranular) in comparison to grain
boundary. The size of them at grain body was very small (<1J.lm). However, quantitative
analysis of the precipitates at grain boundary reveals the presence of large amount of Cr, Ni
and Mo along with Si, Ti, Mn and Fe (bal).
Table 2: EDS microanalysis of grain boundary precipitate
The concentration of chemical species indicates the presence of brittle cr phase to which
M23C6type of precipitates may be associated. The embrittlement by the second phases at
grain boundary leads to intergranular failure, which is observed in the micrograph. Slip bands
are also found within the grain body indicating the initiation characteristics of fatigue failure.
4. IIAIWNI':SS MI':ASUHEMI':NTS
Vickers hardness of all the samples is measured on metallographic prepared sections
at 10 Kgf load. The hardness data is collated in table 3. The hardness of sample IB is higher
than the sample IA. This is consistent with microstructural observation and the reduction in
hardness is caused by overheating induced recrystallisation and grain growth. The regions of
sample 2 have very large variation in hardness.
Table 32: Vickers lumlncss of jet plpc hcllow Itsscmhly.
5. SEM FRACTOGRAPIIY
The SEM observations of the fracture surfaces are shown in Figs. 7(a, b, c & d). Both
the samples IA and IB from the crack I are examined. Considering the fractographs of the
two samples, the failure occurred prcdominantly owing to fatiguc, whcrc fracture is
transgranular in nature. However, at the vicinity of initiation, the fracture is brittle
-------
intergranular in nature. It. indicates, that the grain boundary embrittlement is mainly
II
r~\ :~~- '-'; ..i "., I .
: . ~ 2 V'\)~ - (f» i'" ..2..(f1Q~- I. . J . L, . It... "'-- .
SampleNo. Elcmcntsin wt. pet.
Si Ti Cr Mn Ni Mo Fe
1 0.3 0.2 26.5 1.6 17.5 0.7 Bal2 0.4 0.2 39.8 0.3 14.3 1.3 Bal
SIIIIIJllc I. n. IllInlncssI
1/\ 201. '--'-'---'--'-'-'" , , ..--. .... ---.
III 214f--
2/\ ISH213 263

NATIONAL METALLUH.GICAI, LABOItATOltV, JAMSllEUl'liltFAILUREMODEANALYSIS/METALLlII~GICALEXAMINATIONOFVIPER AEROENGINEJET PIPE BELLOW
ASSEMBLYEx AIRCRAFTU-719REPORTNo. NML/MST/IAF/1.13/58/2005.April 2005
responsible for the initiation of fatigue cracks which propagate in circumferential direction
over a period of time in normal vibrational loading. The crack initiation took place from the
inner surface of sheet thickness and propagate towards the outer surface of the sheet as well as- .
in circumfercntialdirection. This typc of cilibrittlcmcntmay bc causctl by scnsitisationwhich
usually occurs at and above 700°C. Therefore, localised overheating experienced by the
corrugated region is sufficient enough to cause the sensitisation leading to grain boundary
embrittlement induced cracking.
After the intergranular cracking due to overheating induced sensitisation at the
initiation site, the crack propagates in transgranular mode. In this mode the vibrational loading
has caused the growth of fatigue cracks in stepwise crack opening .manifested by fatigue
striations. Besides this, mallY secolldary cracks allJl1~ crack propagatioll directioll me nlso
observed. No overload ZUlU; (Iilst li'Helurc 01' dililple rupturc) Oil thc liuellllc slllliH:e Is
observed because cracked ends are still connected.
Microvoid coalescence i.e dimple rapture is also found having shallow depth
indicating low ductility. This feature is perhaps not the outcome of service exposure rather
mechanicaltearing during handling i.e overload generatingan artefact. The fracture surface in
this region is not darkened becausc it is not cxposctlhcat source.
The cracking in non-corrugatcd region is also examinetl. The fracture surfaces of
samples 2A and 2B reveal the abrasion marks on its surface. This abrasion mark may be
formed allcr initial cracking Hndsubscqucnt rubbing contact. Thereforc, the original fracture
morphology is lost and nothing can be conc\udetl. Ilowever; in some localisctl region
intergranularcracking is also observed.The wide variation in hardness is observed at the two
locations i.e. 2A and 2B. At one end the low hardness indicates that the material is ductile
enough and on the other end high hardness value indicates low ductility. Inhomogeneity of
material is also responsible fix the failure. The rubbing marks rUIl more or less parallel to. ------
open edges of the sample along its longitudinal direction.
12

-----
NATIONAL METALLlmGICAL LAUOI{ATOIW,JAMSIIEUI'UI{FAILURE MOl>!<: ANAL.YSIS/METALLURGICAL EXAMINATION OF VII'EI~ AEltOEN(tlN.: JKI' I'IPE Ih:LLOW
ASS.:MnLYEx AmcRAFT U-719REPORTNo. NML/MST/IAF/I.13/58/2005. Avril 2005
"- -~"'
Figs. 7(a, b, c & d): SEM fractographs of sample 1A show~ng (a) intergranularfracture at the crack initiation site, (b) transgranular fracture imprinted with
fatigue striations (FS), (Q)fatigue crack initiation location and secondary crack(SC) and (d) beach marks (13M).
13 ----------

NATIONAL METALLURG ICAL LABORATORY, JA MSIIIWI'U RFAILURE MODE ANALYSiS/METALLURGICAL EXAMINATION OF VIPER AEROENGINE JET PIPE BELLOW
ASSEMBLY Ex AIRCRAFT U-719REPORT No. NMLlMST/IAF/I.13/5H/2005. April 2005
~
----. ..
...'~1
Figs. 8(a & b): SEM fraclographs of sampic IB showing (a) fatiguc striations (FS) andsecondary cracks (SC), and (b) ductile dimple rupture.
Figs. 9: SEM fractographof fracture surfaceof sample 2A showing abrasion marks (AM).
14

NATIONAL METAI.UJlWICAI, I.AIJOI{ATOnV, JAMSIIEIWlJl{FAILUREMODEANALYSIS/METALLllltGICALEXAMINATIONOFVIPElt AEROENGINEJET PIPE BELLOW
ASSEMBLYEx AIRCRAFTU-719REPORTNo. NML/MST/IAF/1.13/58/2005. Aoril2005
.:.
~r ,:
'j~!~
Figs. lO(a & b): SEM fractographs of sample 28 showing abrasion mark (AM) andtearing.
CONCLUSIONS
1. The circumferential cracking on the component is observed at corrugated region as
well as not corrugated region. These two regions are made of two different types
of austenitic stainlcss stcel closclysimilar to 830900 (corrugated region) and
832900 (non-corrugated region).
2. Microstructural and hardness measurcments on the different regions of crack
indicated overheating induced intergranular precipitation that may induce
intergranular decohesion.
.,J. The cracking is initiated by intergral1l~lar decohcsion at the inner surlhce and
propagated by flltiglle mechanism tuwards ollter sllrlace.
4. As the crack inititation is caused by localised overheating, therefore, it is not a
material problem rather the cracking is associated with the operational problem
during service exploitation.
----
15

c:.,-,.,..- ~..". ...". 'W"'--'
~ --=--~=

![lh,lvkbZvkj vfrfFk x`g - National Metallurgical Laboratorylibrary.nmlindia.org/tp/rti/nmldir14.pdf · Head, RAB izeq[k] ,pvkjMhlh 2789882 – Head, HRDC 2788393 MkW- ukxs'k vkj v¸;j](https://img.pdfslide.us/doc/110x75/5e4c528110f39b06b653fca8/lhlvkbzvkj-vfrffk-xg-national-metallurgical-head-rab-izeqk-pvkjmhlh-2789882.jpg)