Embed Size (px)
Citation preview

CREATING FLOW THROUGH VALUE
STREAMS

Creating Flow Through Value Streams
Based on Learning to See by Mike Rother & John ShookPublished by the Lean Enterprise Institute, 1998; available at www.lean.org
Your overview for

Production ExcellenceProduction Excellence
The aim of Production Excellence is:
An approach to seeing waste, removing waste and sustaining improvements in the production processes and associated activities

Learning FrameworkLearning Framework
1. Introduction to Lean
2. The Current State Map Exercise 1: Your Current State
3. The Lean Value Stream
4. The Future State Map Exercise 2: Your Future State
5. Implementing the Future State
6. Conclusion

Value Stream Mapping WorkshopValue Stream Mapping Workshop
Objectives:
1. Teach the language of Lean.
2. Introduce Value Stream Mapping in a practical, hands-on manner.
3. Understand what really makes a Value Stream ‘Lean’.
4. Develop your ability to design future state Value Streams.
5. Develop a successful implementation plan that gets it done!

Introduction to LeanIntroduction to Lean
Introduction to LeanCurrent State
The Lean Value Stream
Future State
Implementing the Future State
Conclusion

Getting StartedGetting Started
What is Lean?
Where did it come from?
What is Value?
Who defines Value?

Types of ActivitiesTypes of Activities
Incidental Work
Pure Waste
Value

The Flow of Value -The Flow of Value -Value Stream MappingValue Stream Mapping
“A new pair of Lean glasses”

Value Stream MappingValue Stream Mapping
Enables everyone to see the waste simply and easily.
Provides a system-level view.
Snapshot from the customer’s perspective.
Identifies the current operating philosophy.
Provides a roadmap for change that yields bottom line results.

Value Stream Improvement &Value Stream Improvement &Process ImprovementProcess Improvement
Value Stream:
Learning to See, Mike Rother & John Shook, Lean Enterprise Institute, 1998
Process A Process B Process C
Raw Material
Finished Product Customer

Sample Current State MapSample Current State Map
Cut
1PT = 120 sCT = 120 sUT = 100%CO = 0
Weld
1PT = 55 sCT = 55 sUT = 100%CO = 10 m
Pack
1PT = 70 sCT = 70 sUT = 85%CO = 10 m
Ship
1I400
I450
I250
I7 days
Daily Weekly
Supplier CustomerProduction Control
Forecast
Weekly Schedule
Weekly Order
Forecast
Weekly Order

Using the Value Stream Mapping ToolUsing the Value Stream Mapping Tool
Product Family
Definition
Current State Map
Future State Map
ImplementationPlan

Identify Product FamiliesIdentify Product Families
XXXXXXXSensor Activated Arm
XXXXXS4 Servo Motor
XXXXS2 Servo Motor
XXXRadon Detector
XXXXXXXManual Activated Arm
XXXXXXXLaser Activated Arm
Co
nfig
ure
& T
est
Fin
al A
ssemb
ly
Electrical
Assem
bly
Mech
. A
ssemb
ly
Weld
ing
Stam
p
Injectio
n
Mo
ld
. . . based on similar “downstream” or dedicated processing steps. . . based on similar “downstream” or dedicated processing steps
Process Steps & EquipmentProcess Steps & Equipment
Pro
du
cts
Pro
du
cts

Levels of a Value StreamLevels of a Value Stream
Process Level
Single Plant(door to door)
Multiple Plants
Across Companies
Balance Charting and “cell” design
This Class
Macro Mapping
Global Mapping

Section 1 Quiz – True or FalseSection 1 Quiz – True or False
1. A Value Stream Map shows the people flow, material flow and information flow in a value stream.
2. A Value Stream is defined as all the Value Added activities required to bring a product from raw material to the customer.
3. Determining Process Families is the step most companies tend to skip when using Value Stream Mapping.
4. You should always start mapping at an individual process level, and work your way up.

Current StateCurrent State
Introduction to Lean
Current StateThe Lean Value Stream
Future State
Implementing the Future State
Conclusion

Current State MapCurrent State Map
Draw both the material & information flows.
Follow a “control part” from receiving dock to shipping dock.
Walk the flow to get actual data by observing: Do not use engineering or standard times Always use a pencil
Understanding how the shop floor currently operatesUnderstanding how the shop floor currently operates
Product Family
Definition
Current State Map
Future State Map
ImplementationPlan

EMC Supply Case StudyEMC Supply Case Study
The following pages contain case study information on EMC Supply.
Becoming proficient with mapping Value Streams requires practice – draw the EMC current state value stream map along with the instructor.
Be sure to ask questions, or let the instructor know if things are moving too fast.

EMC Supply Co.EMC Supply Co.Current State Data SetCurrent State Data Set
Customer Requirements:
6,000 pieces per month 2,600 “sensor-activated arms” per month 2,050 “laser-activated arms” per month 1,350 “manually-activated arms” per
monthABC Industrial Supply operates on two shifts
Shipping requirements: Palletized cartons with 10 arms per carton and up to 10 cartons per pallet. The customer orders in multiples of cases.
Shipments are made daily to the distribution facility by truck
EMC Working Time:
20 working days per month
Two shift operation in all production departments
Employees are paid for eight hours every shift
Two 15-minute breaks during each shift
Manual processes stop during breaks
Unpaid 30-minute lunch
EMC Supply Co. Data Set
The Electro-Motion Control (EMC) Supply Company builds products for the motion control and electronics industries. This case concerns one product family consisting of the following products: Sensor-Activated Arms, Laser-Activated Arms and Manually-Activated Arms. These components are sent to the ABC Industrial Supply (the customer).

EMC Supply Co.EMC Supply Co.Current State Data SetCurrent State Data Set
EMC Production Processes
At EMC, the processes for this product family involves:
Injection Molding Mechanical Assembly Electrical Assembly Final Assembly Configure & Test.
Additionally, a bracket is Stamped, moved to a Welding operation, then onto Mechanical Assembly to be attached to the housing. The finished products are then staged and shipped to the distribution center on a daily basis.
100 ft steel coils are supplied by Stanley Steel Co. Deliveries are made to EMC once per week.
500 lb. containers of plastic are supplied by Aspen Plastics, and are delivered twice per month.

EMC Supply Co.EMC Supply Co.Current State Data SetCurrent State Data Set
EMC Production Control Department:
Receives ABC Industrial Supply’s 6-week forecast via MRP.
Issues a 6-week forecast to Stanley Steel via MRP.
Issues a 12-week forecast to Aspen Plastics via MRP.
Secures coil steel via weekly fax order to Stanley Steel Co.
Secures plastic containers by monthly faxed order release to Aspen Plastics.
Receives daily firm faxed order from ABC Industrial Supply.
Generates MRP based weekly departmental schedules based upon customer orders, WIP inventory levels, F/G inventory levels, and anticipated scrap and downtime.
Issues weekly build schedules to Molding, Stamping, Welding, and Mechanical, Electrical, Final Assembly, and Testing processes
Issues daily shipping list to Shipping Department.

EMC Current State MapEMC Current State MapWalking the Value StreamWalking the Value Stream
Shipping Dept.Hmmm . . . here we go. ABC
Distribution gets daily shipments from us – Production Control gives us the daily ship
list. We ship once per day.
Some of the pallets are over there. You can see that Arm Assemblies get packed into
cartons that hold 10 each; 10 of those cartons go on each
pallet.
That’s all I have time to look up for you now – it’s our
morning break.

EMC Current State MapEMC Current State MapWalking the Value StreamWalking the Value Stream
Configure & Test Workstation
I720
Sensor
I464 Laser
I285
Manual
I perform a diagnostic test on the Arm Assemblies. It takes me about 150 seconds to do
each.
How do I know what to do next? I get a weekly schedule from Production Control (like
everyone else), and I just make sure I have all that done
by the end of the week.
Changeover? None; the test fixture is universal.
Uptime? It’ s pretty good; about 95%

EMC Current State MapEMC Current State MapWalking the Value StreamWalking the Value Stream
Final Assembly Workstation
I460
Sensor
I325
Laser
I270
Manual
I work on the Sensor-Activated, the Laser-Activated, and the
Manual ones too. They all take the same time, about 135 seconds for
each.No changeover, and the
bench is always available for work.

EMC Current State MapEMC Current State MapWalking the Value StreamWalking the Value Stream
Electrical Assembly Workstation
I380
Sensor
I265
Laser
I140
Manual
All I work on are the Sensor-Activated, the Laser-
Activated, and the Manual Arms. It doesn’t matter
which one I work on, they all take about 210 seconds for
each.No changeover, and the
bench is always available for work.

EMC Current State MapEMC Current State MapWalking the Value StreamWalking the Value Stream
Mechanical Assembly Workstation
I460
Sensor
I255
Laser
I235
Manual
I start the Assembly process for the Sensor-Activated, the Laser-
Activated, and the Manual Arms. It takes the same time, about 165 seconds
for each. I need both brackets from Stamping, and the housings from that injection Molding
machine. No changeover, and the bench is always
available for work.

EMC Current State MapEMC Current State MapWalking the Value StreamWalking the Value Stream
100 T Injection Mold
I760
Sensor
I530
Laser
I420
Manual
Of course I make the housings for those arm assemblies; I also make a few others – you can see some of my finished housings right there. They go to Mechanical assembly
when I’m done.
They’re easy to mold – they only take 30 seconds per piece after a 1
hour setup.
The molder? It’s a pretty good machine, maybe it’s down about
20% of the time.

EMC Current State MapEMC Current State MapWalking the Value StreamWalking the Value Stream
Welding Workstation
I350
Sensor
I275
Laser
I160
Manual
I’m dedicated to making brackets, for those Arm
Assemblies and can make one about every 60 seconds.
My job’s a little tougher than that of the assemblers. Takes me 5 minutes to make
a fixture change, and my welder shuts down a lot – its
uptime is about 85%.
Every once in awhile I leave some work for 2nd shift, but they have a lot to do in their
own 8 hours, so I avoid it when I can.
My parts are needed in Mechanical Assembly.

EMC Current State MapEMC Current State MapWalking the Value StreamWalking the Value Stream
150 T Stamping Press
I260
Sensor
I200
Laser
I170
Manual
I make the brackets for those arm assemblies; I also make quite a
few other parts – There are some finished brackets right there.
They go over to Mechanical Assembly next.
The press cycles at 1 second – setups take about 45-minutes.
The Press is fairly reliable; only down about 10% of the time.

EMC Current State MapEMC Current State MapWalking the Value StreamWalking the Value Stream
Receiving Dock
That’s the steel coil that we turn into brackets at
Stamping– got 7 days on hand right now. Comes to us from
Stanley Steel Company, and we get deliveries from them once
a week.
Over there are the 500 lb. containers of plastic for Injection Molding of the
housings-right now we have about 12 days worth. That
comes in from Aspen Plastics twice per month.

EMC Current State MapEMC Current State MapWalking the Value StreamWalking the Value Stream
Production Control
Supplier Questions? Okay….I guess.. Steel coil from Stanley Steel? We place orders for that
weekly via e-mail.
They get some planning notice from us as well, through a six-week forecast that we issue
directly through MRP.
Plastic containers are ordered from Aspen Plastics by a monthly
fax release.
We also provide them with a 12-week forecast electronically via
MRP.

Section 2 Quiz – True or FalseSection 2 Quiz – True or False
1. The best way to Value Stream Map is in a conference room using system data.
2. Value Stream Mapping always starts with the customer.
3. The Lead-Time Ladder depicts the ratio of Value-Added time to Non-Value Added time.

How Would You Map….How Would You Map….
1. Multiple parts competing for a shared resource like heat treat or inspection?
2. Multiple machines of the same function?
3. Parts inside the heat treat oven?
4. Rework Processes?
5. Rework loops?

Team Tips – Team Tips – Your Current State MapYour Current State Map
Everyone draws - practice is essential!
Calculate the rate of customer demand.
Be sure to draw both material and information flows.
Introduce yourself to operators and explain your task.
Combine individual efforts into one team drawing.
Remember to include the Lead-Time Ladder at the bottom.
Make an overhead transparency.
The whole team will present to the class (10 minutes).
Briefly walk the class through the flow, and highlight problems and opportunities that were identified.

The Lean Value StreamThe Lean Value Stream
Introduction to Lean
Current State
The Lean Value StreamFuture State
Implementing the Future State
Conclusion

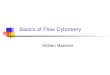
EMC Current State
MechanicalMolding
Stamping Welding
Electrical Final Testing Shipping
I12 Days
(Containers)
I7 Days
(Coils)
I260 “S”
200 “L”
170 “M”
I350 “S”
275 “L”
160 “M”
I460 “S”
255 “L”
235 “M”
I380 “S”
265 “L”
140 “M”
I460 “S”
325 “L”
270 “M”
I720 “S”
464 “L”
285 “M”
I760 “S”
530 “L”
420 “M”
ABC Industrial
Supply
Aspen
Plastics
6,000 pcs/mo
2,600 Sensor
2,050 Laser
1,350 Manual
2 Shifts
10 Arms/Ctn.
10 Ctns./Pallet
C/T=150s
C/O= 0
UP = 95%
C/T=30s
C/O=60min
UP = 80%
C/T=135s
C/O= 0
UP =100%
C/T=210s
C/O= 0
UP =100%
C/T=165s
C/O= 0
UP =100%
Production Control
MRP
6-wk Foreca
stDaily Firm Order
12-wk Forecast
Monthly Fax 6-wk
Forecast
Wkly Fax
Weekly Schedule
Daily Ship Schedule
C/T=1s
C/O=45min
UP = 90%
C/T=60s
C/O=5min
UP = 85%
1 x Daily
1 x Week
Stanley
Steel
7d
1 s 60 s
2.1d 2.6d
12d 5.7d
30 s 165 s 150 s135 s210 s4.9d3.5d2.6d3.2d 31.9 days L/TM
690 sec P/TM
25.9 days L/T S
721 sec P/T S
2x Month

Improving EMCImproving EMC
How should we improve EMC’s current state?
Where is our greatest opportunity for improvement?
Which process should we target first?
What departments will we need for Brainstorming sessions?

Lean GuidelinesLean Guidelines
Takt time
Finish goods strategy
Continuous flow
FIFO
Pull
Schedule only one point
Interval
Pitch
Learning to See Mike Rother John Shook Lean Enterprise Institute 1998

How fast should we produce?How fast should we produce?
Point Efficiency Point Efficiency vs. vs.
System System EfficiencyEfficiency

Takt TimeTakt Time
Customer demand rate
Used to synchronize the pace of production and customer demand
Takt time =Effective working time per time period
Customer demand per time period
=450 minutes
150 pieces= 3
minutes

Finished Goods StrategyFinished Goods Strategy
ShippingAssembly
Customer
supermarket
ShippingAssembly
Customer
Build to shipping . . . Build to a supermarket . . .
Learning to See Mike Rother John Shook Lean Enterprise Institute 1998

Continuous Flow ProcessingContinuous Flow Processing
A CB
Batch processing – one minute per piece
Continuous flow – make one move one
A B C
Learning to See Mike Rother John Shook Lean Enterprise Institute 1998

How do we connect separate processes? How do we connect separate processes?
ShippingAssemblyMolding
Customer
How do I know what to work on
next?
How do I know what to work on
next?
How do I know what to work on
next?
How do I know what to work on
next?
How do I know what to work on
next?
How do I know what to work on
next?

FIFO – FIFO – FFirst irst IIn n FFirst irst OOutut
FIFO is a form of flow
FIFO is similar to ping pong balls going through a pipe. They always come out in the same order, and the pipe is only so big. Once you fill it, that’s it.
FIFOFIFO
Process BProcess A

Supermarket Pull SystemSupermarket Pull System
Customer goes to supermarket and gets what they need when they need it
Supplier produces to replenish what was withdrawn
Customer Process
Supplying Process
supermarket
ABC
D
productionkanban
withdrawalkanban
newproduct
withdrawnproduct
Learning to See Mike Rother John Shook Lean Enterprise Institute 1998

customer
FIFO FIFO
pull
1 2 3 4
customer
supermarket
1 2 3 4
Try to Schedule Only One PointTry to Schedule Only One Point
Learning to See Mike Rother John Shook Lean Enterprise Institute 1998

Establishing an intervalEstablishing an interval
100Titanium ArmD
300Aluminum ArmC
600Steel ArmB
1000Plastic ArmA
Weekly Demand
Product
Production capability - 400 per dayProduction capability - 400 per day

Establishing an intervalEstablishing an interval
100Titanium ArmD
400400400400400Total:
300Aluminum ArmC
400200Steel ArmB
200400400Plastic ArmA
FriThursWedTuesMonDescriptionProduct
Interval = ?

Establishing an intervalEstablishing an interval
2020202020Titanium ArmD
400400400400400Total:
6060606060Aluminum ArmC
120120120120120Steel ArmB
200200200200200Plastic ArmA
FriThursWedTuesMonDescriptionProduct
Interval = ?

What if there are problems?What if there are problems?
. . . if a machine breaks down?
. . . if defective parts are made?
. . . if we are rowing too fast, or not fast enough?

Visual Management Time FrameVisual Management Time Frame
How much work do we schedule & take away at the single point of scheduling?
This amount is our management time frame – how quickly we identify & can react to problems.
How are we doing in terms of meeting Customer demand.
1 week
1 day
1 shift
1 hour
1 takt
Learning to See Mike Rother John Shook Lean Enterprise Institute 1998

Load Leveling BoxLoad Leveling Box
Learning to See Mike Rother John Shook Lean Enterprise Institute 1998
1st Shift 7:00 a.m 7:30 a.m 8:00 a.m. 8:30 p.m. 9:00 p.m.
2nd Shift 3:00 p.m. 3:30 p.m. 4:00 p.m. 4:30 p.m. 5:00 p.m.
A
B
C
D
. . .

Section 3 Quiz – True or FalseSection 3 Quiz – True or False
1. Takt Time is the Customer Demand Rate.
2. Continuous flow is the best way to perform work, because it moves people closer.
3. FIFO is a form of flow.
4. Pitch provides a “management time frame.”

Future State QuestionsFuture State Questions
1. What is our Takt time?
2. What is our Finished Goods strategy for this Value Stream?
3. Where can we implement continuous flow?
4. Where can we implement FIFO?
5. Where do we have to use supermarket pull systems?
6. At what single point in the Value Stream do we initiate production?
7. What interval can we support at the pacemaker?
8. What is our management time frame at the pacemaker?
9. What process improvements will be necessary? (e.g. uptime, changeover, training)
Product Family
Definition
Current State Map
Future State Map
ImplementationPlan

Future StateFuture State
Introduction to Lean
Current State
The Lean Value Stream
Future StateImplementing the Future State
Conclusion

Future State IconsFuture State Icons
Learning to See Mike Rother John Shook Lean Enterprise Institute 1998
Material Flow Information Flow
shared resource
rework process
multiple machines
supermarket
FIFO
max 50 pcs.
FIFOlane
pull
withdrawalkanban
productionkanban
kanban arrivingIn batches
OXOX loadleveling box
kanban post
signal kanban
uptimekaizen
lightningburst
General
3
manual information flow electronic
information flow
pitch
Delivery of FG to customer

Section 4 Quiz – True or FalseSection 4 Quiz – True or False
1. Pitch is always calculated by multiplying Takt time by a pack quantity.
2. A Pacemaker should be located closest to the customer in order to respond quickly.
3. A schedule must be issued when a shared resource is encountered and continuous flow is not possible.
4. EPEI stands for Every Part, Every Interval.

Future State MappingFuture State Mapping
1. Use the future state questions
2. Begin by drawing on your current state map
3. Then draw a fresh future state
4. Go to the shop floor if information is needed
5. Make two overhead transparencies One showing the answers to the 9 questions One showing your Future State Map
6. Present your transparencies (10 minutes)
7. Cover your answers to the 9 future state questions in your debrief

Implementing the Implementing the Future StateFuture State
Introduction to Lean
Current State
Lean Value Stream
Future State
Implementing the Future State
Conclusion

A Plan To Get ThereA Plan To Get There
The future state implementation plan must support organizational business objectives
Break down the future state into “loops”
Create measurable goals for your value stream plan
Relate the future state map to your layout
The value stream manager should conduct regular progress reviews with the senior person on-site
Product Family
Definition
Current State Map
Future State Map
ImplementationPlan

Value Stream ManagersValue Stream Managers
Provide cross-departmental focus on the system
Responsible for implementing the future state
Usually report to top manager onsite
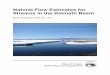
CustomerSupplier

Stamp C/O
Molding
Stamping
Shipping
3 Days
(Containers)
1.5 Days
(Coils)
ABC Industrial Supply
Aspen
Plastics
6,000 pcs/mo
2,600 Sensor
2,050 Laser
1,350 Manual
2 Shifts
10 Arms/Carton.
10 Cartons./Palle
t
C/T=30s
C/O=60min
UP = 80%
Takt = 180 sec
P C/T= 170 sec
P/T = 660 sec.
Op = 4
Production Control
MRP
6-wk Foreca
stDaily Firm Order
12-wk Forecast
Daily Fax6-wk
Forecast
Daily Fax
Daily Ship Schedule
C/T=1s
C/O=45min
UP = 90%
Stanley
Steel
1.5 days
3 days 2 days
30 sec 660 sec
2 days 7 days L/T M
690 sec P/T M
3x Week Takt=180 sec
1 x Daily
1 x Daily
30
Cartons
60
60
30
XOXO
Pitch=30 min.
SLM,SLM,…
2 Days
2 Days
60
60
Weld, Assembly
& Test Cell
2 Days
1 sec
2 days
Mold C/O
Mold Uptime
Weld C/O
Work Balancing
Weld Uptime
Stamp Uptime
661 sec P/T S
5.5 days L/T S

Implementation PlanImplementation Plan
Implementation Plan – EMC Stamping
Value Stream – Steering Brackets
Value Stream Manager – Mary Brown
Bus. Objective VS Objective Goal Respon Wk 1 Wk 2 Wk 3 Wk 4 Wk 5 Status
Value Stream Loop #1 - Pacemaker
Reduce value stream inventory and customer lead times
Improve welder uptime
UP > 90% Larry Complete
Reduce welder changeover
C/O < 1 min Mary On time
Achieve one piece flow
Zero WIP Mary Behind
Establish FG supermarket
Two days FG; no schedule
Peter
Run at pitch Load leveling box used to schedule
Peter
Value Stream Loop #2 – Molding Loop
Reduce post-Molding WIP
Establish . . .

Conducting Value Stream ReviewsConducting Value Stream Reviews
Review progress at least at a two week “pitch”
Value Stream Manager reviews with senior person on-site
Conduct the review by walking the flow with the value stream plan
Focus on those items not yet completed
Senior person enables change and provides assistance with harder items

Value Stream Manager’s ToolsValue Stream Manager’s Tools
5S TPM
Quick- Changeover
Standard Work
Process Certification
Market Feedback
MistakeProofing

Value Stream Manager’s ToolsValue Stream Manager’s Tools
ParetoAnalysis
Fishbone Diagram
Affinity Diagrams
PDCA
ProblemSolving

Section 5 Quiz – True or FalseSection 5 Quiz – True or False
1. Value Stream reviews should occur at quarterly meetings, in a conference room.
2. A Value Stream Manager has responsibility to improve the end-to-end Value Stream, and reports to the top person on-site.
3. A Value Stream should be broken into loops for implementation.
4. Until a Future State with less waste has been implemented, you haven’t created any value.

ConclusionConclusion
Introduction to Lean
Current State
The Lean Value Stream
Future State
Implementing the Future State
Conclusion

Using the Value Stream Mapping ToolUsing the Value Stream Mapping Tool
Product Family
Definition
Current State Map
Future State Map
ImplementationPlan

ImplementationImplementation
Appoint a Value Stream Manager
Walk the flow at regular “pitch” intervals
Use point kaizen at the process and value stream level
Value Stream Improvement
Process
Improvement

Value Stream MappingValue Stream Mapping
Helps you visualize flow to the customer
Links a value stream’s material and information flows
Uses a common language
Creates a Strategic Improvement plan based on a systemic process
Improvement Plan yields bottom line results

Value Stream Mapping WorkshopValue Stream Mapping Workshop
Objectives:
1. Teach the language of Lean
2. Introduce value stream mapping in a practical manner by doing it
3. Understand what really makes a Lean value stream
4. Develop your ability to design future state value streams
5. Develop a successful implementation plan that gets it done!

Based on the book, Creating Mixed Model Value Streams by Kevin J. Duggan and published by Productivity Press, this session will overview practical lean methods for building to demand. We will cover how to develop a mixed model ‘pacemaker’ that can handle a high mix of products, each with different cycle times, variable demand, and other real life challenges.
We will discuss concepts of true product families, machine loading, EPEI (Every Part Every Interval), pitch, Heijunka (load leveling) scheduling, standard work, and managing demand changes. These advanced concepts will allow the participant to understand how lean can be applied in real-life complex environments.
Learning Objectives •Defining true product families for Value Stream Flow •Creating continuous flow in a mixed-model environment •Methods for machine loading•How to determine equipment based EPEI at the pacemaker •Methods for balancing for flow•Developing pitch and scheduling the pacemaker •Leveling the schedule with Mix Logic Charts•Managing to customer demand changes
Mixed Model Value StreamsMixed Model Value Streams
For more information about this class, please call Duggan & Associates Inc. For more information about this class, please call Duggan & Associates Inc.
at (401) 826-2007, or visit our website at at (401) 826-2007, or visit our website at www.dugganinc.com. .

Online Training in Online Training in
Mixed Model Value Streams Mixed Model Value Streams This course is available online. It follows the
same standard work as the instructor used today. To take this course online,
go to
www.leantrainingonline.com
or
www.dugganinc.com

Creating Flow Through Creating Flow Through Shared Resources Shared Resources
This advanced session will cover how to create flow through processes that are shared with other value streams. The concepts of branch takt times, multiple FIFO lanes, intervals (EPEI) for shared resources, and other advanced concepts will be reviewed.
Processes such as heat treat, inspection, paint, and other monument equipment usually restrict value stream flow which result in priority lists and expediting. This session will cover concepts such as upstream scheduling, multiple FIFO lanes, Guaranteed Turnaround Times (GTT), flight schedules and other techniques to create flow through shared resources.
Learning Objectives
•Pacemaker placement in regards to shared resources•Methods for determining intervals (EPEI) for shared resources •The concepts of branch takt time and average weighted cycle times •The use of FIFO lane systems to flow through shared resources •The use of flight schedules to handle batch processes •Scheduling and sequencing upstream resources•Managing the flow through shared resources with visual systems such as EPEI wheels
For more information about this class, please call Duggan & Associates Inc. For more information about this class, please call Duggan & Associates Inc.
at (401) 826-2007, or visit our website at at (401) 826-2007, or visit our website at www.dugganinc.com..

The Practical Lean Supply Chain will provide participants with a clear understanding of the fundamental principles behind creating a lean supply chain. This includes identifying the supply chain as Vertically Integrated (V.I.) or Final Assembly and Test (F.A.T.) models. For each model, different methods for supplier connections will be covered. These methods include pull systems, milk runs, bread runs, sequenced FIFO, and others. The type of part and the type of connection will also be covered.
Once connections are established, supplier integration into your value streams will be discussed. This includes understanding supplier delivery capability, scheduling intervals, finished goods strategies, information flows, and supplier improvement techniques.
The summary of applying supplier connections and supplier integration techniques into vertically integrated or final assembly and test models will also be covered to provide a deep understanding of which model is best for your operation.
Learning Objectives
•Introduce the practical techniques to create a lean supply chain•Illustrate different supply chain models and how lean applies to them•Understand various methods for supplier connections and what parts should use which connection•Understand the differences between supplier connection and supplier integration •Introduce methods for supplier integration
For more information about this class, please call For more information about this class, please call Duggan & Associates Inc.Duggan & Associates Inc.
at (401) 826-2007, or visit our website at at (401) 826-2007, or visit our website at www.dugganinc.com. .
Lean Supply ChainLean Supply Chain

The Practical Lean Supply Chain will provide participants with a clear understanding of the fundamental principles behind creating a lean supply chain. This includes identifying the supply chain as Vertically Integrated (V.I.) or Final Assembly and Test (F.A.T.) models. For each model, different methods for supplier connections will be covered. These methods include pull systems, milk runs, bread runs, sequenced FIFO, and others. The type of part and the type of connection will also be covered.
Once connections are established, supplier integration into your value streams will be discussed. This includes understanding supplier delivery capability, scheduling intervals, finished goods strategies, information flows, and supplier improvement techniques.
The summary of applying supplier connections and supplier integration techniques into vertically integrated or final assembly and test models will also be covered to provide a deep understanding of which model is best for your operation.
Learning Objectives
•Introduce the practical techniques to create a lean supply chain•Illustrate different supply chain models and how lean applies to them•Understand various methods for supplier connections and what parts should use which connection•Understand the differences between supplier connection and supplier integration •Introduce methods for supplier integration
For more information about this class, please call For more information about this class, please call Duggan & Associates Inc.Duggan & Associates Inc.
at (401) 826-2007, or visit our website at at (401) 826-2007, or visit our website at www.dugganinc.com. .
Lean Supply ChainLean Supply Chain