Embed Size (px)
Citation preview

GPA-664, Fabrication Assistée par Ordinateur 1École de technologie supérieureGénie de la production automatiséeRoland Maranzana
GPA-664, Fabrication Assistée Par Ordinateur
Plan du cours
Introduction à l’usinage par commande numérique et à la FAOProgrammation manuelle des Machines-Outils à Commande Numérique
Analyse de fabricationLangage conversationnelProgrammation graphique des MOCN (FAO)
Macro programmation

GPA-664, Fabrication Assistée par Ordinateur 2École de technologie supérieureGénie de la production automatiséeRoland Maranzana
Programmation Manuelle (norme 6983/1)
Plan du chapitre : Programmation manuelle des Machines-Outils à Commande Numérique
IntroductionFormat de programmeListe des caractères utilisés
Mots de programmationInterpolationsFonctions auxiliaires
Compensation d’outilDiversLes cycles fixes
Exemples de programmes

GPA-664, Fabrication Assistée par Ordinateur 3École de technologie supérieureGénie de la production automatiséeRoland Maranzana
Introduction
Programmation en code GLe code G est un langage proche du langage machine Les MOCN se programment de manière similaireChaque directeur de commande numérique utilise un code G avec des variantesUn programme pour la machine X ne marche pas forcément sur la machine Y
Normalisation du code GLa norme 6983/1 décrit le format des programmes pour les machines àcommande numérique indépendamment du type de machines.6983/1 remplace un ensemble de normes plus anciennes (ISO 840, 1056,1057, 1058, 1059, 2539).Cette norme est adaptée pour les systèmes de commande de type:
mise en positionmouvement linéaire (paraxial)contournage
Le respect de cette norme ne garantie pas l’interchangeabilité des programmesLa norme 6983/1 fait référence à d’autres normes:
646: Jeu de caractères codés sur 7 éléments (ASCII)841: Nomenclature des axes et des mouvements2806: Commande numérique des machines: Vocabulaire6983/2: Commande numérique des machines: format et définition des mots adresse

GPA-664, Fabrication Assistée par Ordinateur 4École de technologie supérieureGénie de la production automatiséeRoland Maranzana
% 1234<FDB>(exemple de programme) <FDB>N010 G71<FDB>/N020 G90<FDB>N030 G92 X-100. Y100. Z93.45<FDB>N040 M03 S1200<FDB>........N180 G00 G52 X0 Y0 Z0 M05<FDB>N185 M02<FDB>%
G52
G
52
N180 G00 G52 X0 Y0 Z0 M05<FDB>
Format de programme
Règles principalesCaractère début, fin %
Caractère Fin De Bloc ASCII 10 <LF> en généralN° programme 4 chiffresBloc optionnel /
N° de bloc est le premier mot du bloc et est facultatifOrdre préféré:G XYZUVWABCIJK SF TD MFormat libre
Mot actif jusquà la Fin De Bloc ou Modal (annulé par un mot)
Ces règles ne s’appliquent pas à toutes les machines
Programme
Mot
Adresse
Valeur
Bloc

GPA-664, Fabrication Assistée par Ordinateur 5École de technologie supérieureGénie de la production automatiséeRoland Maranzana
Liste des caractères utilisés
Jeux de caractèresCodage sur 7 bits.Pas de caractères en minusculeTous les caractères non imprimables sont ignorés, sauf <Fin De Bloc>
Contrôle de paritéAssurer l’intégrité du transfert dans un environnement d’atelierParité paire sur le 8ième bit pour la norme 6983/1 et ISO en général
Parité impaire sur le 8ième bit pour la norme EIA (plus rare aujourd’hui)
Mémoire CN réduiteÉviter les commentaires trop longsSi nécessaire les espaces et tous les caractères inutiles seront supprimésexemple:
N180 G00 G52 X0 Y0 Z0 M05 <=> N180GG52XYZM5

GPA-664, Fabrication Assistée par Ordinateur 6École de technologie supérieureGénie de la production automatiséeRoland Maranzana
Liste des caractères utilisés (suite)
Caractère SignificationA,B,C mouvement angulaire des axes primaires de
rotation autour de X, Y et ZD numéro du registre du correcteur outilE non-attribuéF première vitesse d'avanceG fonction opératoireH numéro du registre du correcteur outilI,J,K coordonnées du centre du cercle en interpolation
circulaireL nombre de répétition de certains cycles
préprogrammésM fonction auxiliaireN numéro de blocO numéro de programmeP,Q référence au numéro de ligne d'un cycle
préprogrammé de tournageR point de retrait en cycle de perçageS vitesse de rotation de la brocheT numéro d'outilU,V,W adresses relatives des axes primaires X, Y et Z en
tournageX,Y,Z mouvement des axes primaires X, Y et Z

GPA-664, Fabrication Assistée par Ordinateur 7École de technologie supérieureGénie de la production automatiséeRoland Maranzana
Liste des caractères utilisés (suite)
Caractère Signification normalisée0...9 chiffres de données% début et fin de programme( ) début et fin de commentaire+ - signes algébriques. signe décimal (point)/ saut de bloc optionnel: subdivision de programmeTAB tabulationLF fin de blocCR retour du chariotSP espaceDEL annulation de caractère
Remarques:Même dans les commentaires les autres caractères ne peuvent pas être utilisés (en particulier les minuscules et la virgule)
Un commentaire ne doit pas contenir les caractères : et %

GPA-664, Fabrication Assistée par Ordinateur 8École de technologie supérieureGénie de la production automatiséeRoland Maranzana
Mots de programmation
GénéralitésAdresse: Le premier caractère est toujours une lettre majuscule et donne la signification du mot
Valeur numérique: entière ou réelle signéeLe signe décimal est implicite (les valeurs sont en µm ou 1/10 000”)Le signe décimal est supporté en option
Attention: 1. et 1 sont deux valeurs très différentes. Il est préférable de ne pas mélanger les formats explicite et implicite
Le signe +, les zéros non significatifs, les espaces et les TAB sont facultatifs
Numéro de blocAdresse N suivi par un nombre entier
Facultatif C ’est un label (l’ordre croissant ne doit pas être respecté)Utilisé : suivi d’un nombre pour les points d ’entrée dans le programme

GPA-664, Fabrication Assistée par Ordinateur 9École de technologie supérieureGénie de la production automatiséeRoland Maranzana
Mots de programmation (suite)
UnitésCertains équipements supportent 2 systèmes d’unitésG20 Système International (mm)G21 Système Impérial (po.)
Pour une même machine, les données introduites en mm permettent une meilleure résolution (1/10000in. = 0,00254mm).
Attention au système d’unité associé aux correcteurs d’outils!
CoordonnéesG90 Coordonnées absolues (modal)
G91 Coordonnées relatives (modal)Dans le même programme, les deux modes peuvent être utilisés en alternance
Les programmes sont plus simples à éditer en mode absoluLes sous-programmes sont plus simples à utiliser en mode relatif

GPA-664, Fabrication Assistée par Ordinateur 10École de technologie supérieureGénie de la production automatiséeRoland Maranzana
Mots de programmation (suite)
Vitesse d’avanceG93 Inverse du temps (vitesse/distance) (modal)G94 Avance par minute (plus souvent G98) (modal)G95 Avance par tour (plus souvent G99) (modal)
Si les vitesses de coupe et d’avance ne sont pas indépendantes, il est recommandé d’utiliser G95
L’utilisation de G93 n’est recommandée que lors de déplacement en interpolations linéaire et circulaire simultanéesL’adresse F suivi d’un entier ou un réel exprime la valeur de la vitesse
Vitesse de coupeG96 Vitesse de coupe constante (modal)G97 Vitesse de rotation constante (modal)
En tournage G96 est souvent préférableL’adresse S suivi d’un entier exprime la valeur de la vitesse

GPA-664, Fabrication Assistée par Ordinateur 11École de technologie supérieureGénie de la production automatiséeRoland Maranzana
Interpolation
PrincipeL’outil suit une courbe d’interpolation dont la description peut s’étendre sur plusieurs blocs
Un code G définit le type de déplacementLe point de départ est la position courante de l’outil (le point d’arrivée précédent), seules les coordonnées du point d’arrivée sont données
Interpolation point à pointG00 Déplacement rapide jusqu’au point d’arrivée (modal)La vitesse de déplacement n’est pas programmableUtilisé pour la mise en position rapide de l’outil
Attention la trajectoire n’est pas contrôlée
X
YZ

GPA-664, Fabrication Assistée par Ordinateur 12École de technologie supérieureGénie de la production automatiséeRoland Maranzana
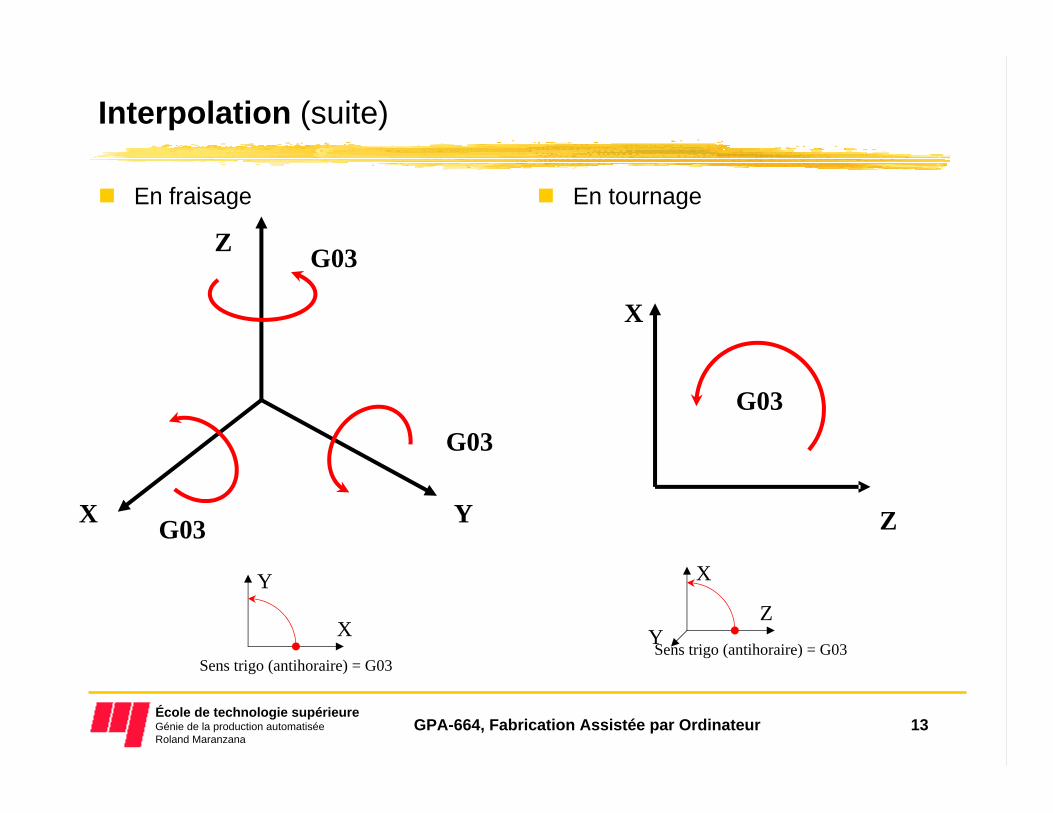
Interpolation (suite)
Interpolation linéaireG01 Interpolation linéaire à vitesse contrôlée (modal)La vitesse d’avance doit être introduite avant ou dans le même bloc
Interpolation circulaireG02 Interpolation circulaire dans le sens horaire (modal)G03 Interpolation circulaire dans le sens anti-horaire (modal)Déplacement suivant un arc de cercle dans un plan parallèle aux axes
G17 Plan XY (modal et par défaut en fraisage)G18 Plan ZX (modal et par défaut en tournage)
G19 Plan YZ (modal)
Les déplacements se font à la vitesse programméeEn plus des coordonnées du point d’arrivée, il faut introduire les coordonnées du centre du cercle avec les adresses I, J, K, relativement du point de départ au centre de l’arcCertaines CN utilisent le rayon avec l’adresse R (pour arc < 180°)
GPA-664, Fabrication Assistée par Ordinateur 13École de technologie supérieureGénie de la production automatiséeRoland Maranzana
Interpolation (suite)
En fraisage En tournage
YX
ZG03
G03
G03
X
Z
G03
Z
X
Y
Y
XSens trigo (antihoraire) = G03
Sens trigo (antihoraire) = G03
GPA-664, Fabrication Assistée par Ordinateur 14École de technologie supérieureGénie de la production automatiséeRoland Maranzana
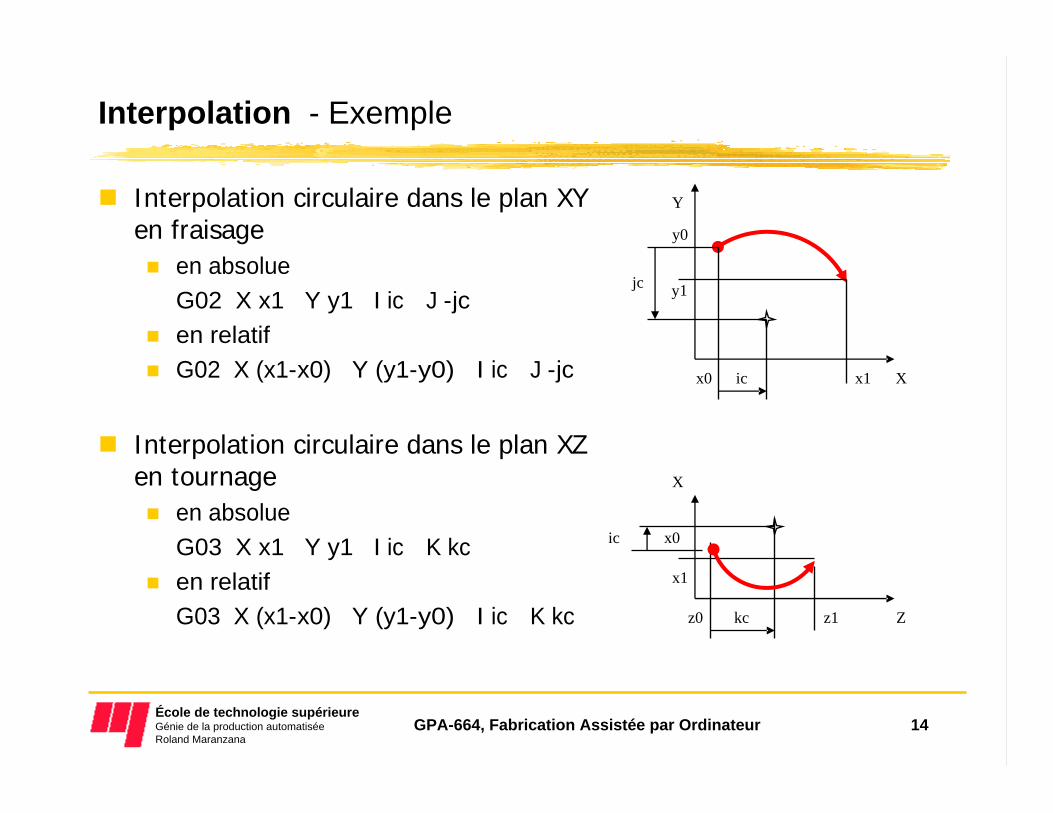
Interpolation - Exemple
Interpolation circulaire dans le plan XY en fraisage
en absolueG02 X x1 Y y1 I ic J -jcen relatif
G02 X (x1-x0) Y (y1-y0) I ic J -jc
Interpolation circulaire dans le plan XZ en tournage
en absolue
G03 X x1 Y y1 I ic K kcen relatifG03 X (x1-x0) Y (y1-y0) I ic K kc
X
Y
ic
jc
x1
y1
x0
y0
X
Zkc
ic
z1
x1
z0
x0

GPA-664, Fabrication Assistée par Ordinateur 15École de technologie supérieureGénie de la production automatiséeRoland Maranzana
Interpolation (suite)
Interpolation circulaire avec la valeur du rayon
G02 X xa Y ya R r
La machine exécute la trajectoire la plus courte.
Une valeur de rayon négative désigne parfois la trajectoire de plus de 180°
r
r
xa, ya

GPA-664, Fabrication Assistée par Ordinateur 16École de technologie supérieureGénie de la production automatiséeRoland Maranzana
Interpolation (suite)
Interpolation circulaire (suite)G02 X 125. Y 70. I 100. J -40. G03 X 5 Y 65 I - 20 J - 45
G03 X 125. Y 70. I 100. J -40. G02 X 5 Y 65 I - 20 J - 45
X
YZ
I=100
J=40
X=125
Y=70
X
YZ
I=-20
J=-45
X=5
Y=65
X
YZ
I=100
J=40
X=125
Y=70
X
YZ
I=-20
J=-45
X=5
Y=65

GPA-664, Fabrication Assistée par Ordinateur 17École de technologie supérieureGénie de la production automatiséeRoland Maranzana
Fonctions auxiliaires
Codes M : Fonctions technologiques de la MOCN
CODE Exécution Révocation Signification 00 fin de bloc fin de bloc arrêt programmé 01 fin de bloc fin de bloc arrêt facultatif 02 fin de bloc fin de bloc fin de programme 03 immédiate 04, 05, 02, 30, 14, 19 Rotation de la broche, sens anti-trigonométrique 04 immédiate 03, 05, 02, 30, 13, 19 Rotation de la broche, sens trigonométrique 05 fin de bloc 03, 04, 13, 14 arrêt de la broche 06 non définie
fin de bloc changement d’outil 07 immédiate 09 mise en marche arrosage broche (through coolant) 08 immédiate 09 mise en marche arrosage 09 fin de bloc 07, 08 arrêt de l’arrosage 10 non définie
11 serrage mandrin 11 non défnie 10 déserrage mandrin 13 immédiate 04, 05, 02, 30, 14, 19 Rotation de la broche, sens anti-trigo et arrosage 14 immédiate 03, 05, 02, 30, 13, 19 Rotation de la broche, sens trigo et arrosage 15 immédiate fin de bloc déplacement sens positif 16 immédiate fin de bloc déplacement sens négatif 19 fin de bloc 03, 04, 13, 14 arrêt de la broche, orientation déterminée (indexer) 30 fin de bloc fin de bloc fin de programme 31 non définie
fin de bloc suspension de verrouillage 36....39 immédiate 39....36 gamme de vitesse d’avance 40....45 immédiate 45....40 gamme de vitesse de coupe

GPA-664, Fabrication Assistée par Ordinateur 18École de technologie supérieureGénie de la production automatiséeRoland Maranzana
Les repères
Repère normaliséeAxe Z:
Orientation: Axe de la brocheDirection: Positif (Z+) dans la direction qui éloigne la pièce ou l’outil de la broche
Axe X: Orientation: Normal à Z suivant l’orientation du plus grand déplacement de la pièce ou de l’outilDirection: Positif (X+) dans la direction qui éloigne la pièce de l’outil
Axe Y:Orientation: Normal à X et ZDirection: Positif (Y+) de manière à former un repère orthonormé direct
Axe A, B, C:Axe de rotation respectivement autour de X, Y, Z.Sens positif dans le repère orthonormé
Y
C+X
Z
GPA-664, Fabrication Assistée par Ordinateur 19École de technologie supérieureGénie de la production automatiséeRoland Maranzana
Les repères
Repères DAO – CodeG – MOCNOrigine Machine Om :
Définit par le manufacturier et non modifiableHabituellement en début de course des axes X et YHabituellement à la position de changement d’outil pour l’axe Z
Origine Pièce Op (zéro pièce) :Définit l’origine du repère utilisé par le programmeur
Origine liant la pièce à la machineDépendant de la mise en position isostatique de la pièce sur la machine
Décalage Outils Od :Définit la position de l’outils par rapport à l’origine machineInscrite dans les registres de décalage (offset) par l’opérateur machine lors du réglage
GPA-664, Fabrication Assistée par Ordinateur 20École de technologie supérieureGénie de la production automatiséeRoland Maranzana
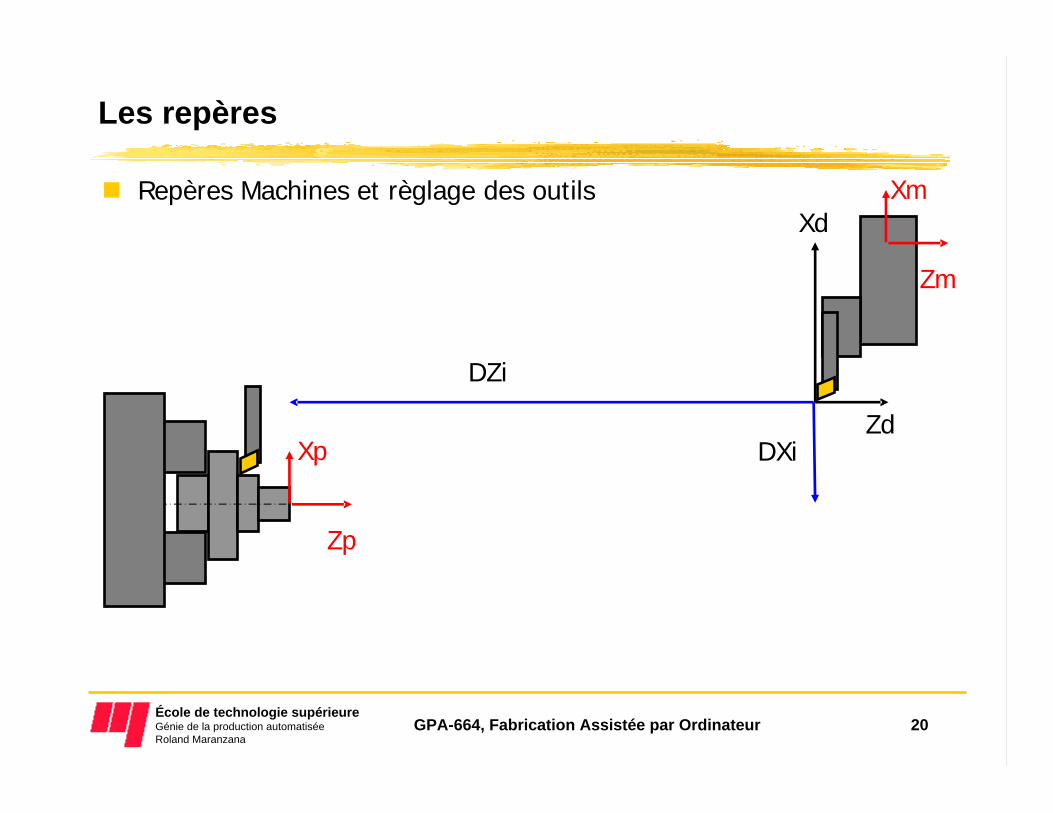
Les repères
Repères Machines et règlage des outils
Xp
Zp
Xm
Zm
DZi
DXi
Xd
Zd

GPA-664, Fabrication Assistée par Ordinateur 21École de technologie supérieureGénie de la production automatiséeRoland Maranzana
Compensation de rayon d’outil
Sélection d’un outil et des correcteurs associésIl existe deux formatsAdresse T suivi du numéro de l’outil suivi de l’adresse D et des numéros des registres des correcteurs de l ’outil
Exemple: T02 D12
Adresse T suivi du numéro de l’outil suivi des numéros des registres des correcteurs de l’outil (outil et registres sont inséparables)
Exemple: T0212
Compensation du rayon de l’outilModifie la position réelle de l’outil par rapport à la trajectoire programméeG40 Annulation de toutes les compensations (modal)
G41 Décalage de l’outil à gauche de la trajectoire (modal)G42 Décalage de l’outil à droite de la trajectoire (modal)G43 Correction en longueur de l’outil (modal)

GPA-664, Fabrication Assistée par Ordinateur 22École de technologie supérieureGénie de la production automatiséeRoland Maranzana
Compensation de rayon d ’outil (suite)
Exemple de correction de rayon de la trajectoire
G41 à gauche de la trajectoire
programmée
G42à droite de la trajectoire
programmée

GPA-664, Fabrication Assistée par Ordinateur 23École de technologie supérieureGénie de la production automatiséeRoland Maranzana
Compensation de rayon d’outil (suite)
Exemple en fraisage
….N100 G41 G01 X60. Y50. D11N110 X40. Y50.
N120 G02 X30. Y60. I0. J10.N130 G01 Y100.
….
x
y
40
6030
50
R10

GPA-664, Fabrication Assistée par Ordinateur 24École de technologie supérieureGénie de la production automatiséeRoland Maranzana
Compensation de rayon d’outil (suite)
Exemple en tournage
….N100 G41 G01 X100. Z40.N110 X60.
N120 G03 X40. Z50. I0 K10.N130 G01 Z70.N140 X30. Z90.
N150 X-2.N160 G40 Z100.….
Programmation des X au diamètre
Rayon de pointe de l ’outil 1mm
z
x
R10
40
20
15
9070
40

GPA-664, Fabrication Assistée par Ordinateur 25École de technologie supérieureGénie de la production automatiséeRoland Maranzana
Programmation de la Fraiseuse Enshu / Fanuc OM (1)
Les axes4 axes X, Y, Z, C3 axes simultanés
Les codes GG00 G01 G02 G03 G17 G18 G19G40 G41 G42 G43 (associé au mot d ’adresse H désignant le registre contenant la valeur du rayon de compensation)G90 G91G94 G95
G20 Sélection des unités du système impérialeG21 Sélection des unités du système international

GPA-664, Fabrication Assistée par Ordinateur 26École de technologie supérieureGénie de la production automatiséeRoland Maranzana
Programmation de la Fraiseuse Enshu / Fanuc OM (2)
Les codes supplémentairesArrêt temporisé (Dwell) G04 (non modal)
La valeur de la temporisation est exprimée en seconde par le mot d’adresse P.
Retour au Repère machine G28 (non modal)Les coordonnées du bloc sont exprimés dans le repère machine. Un point
intermédiaire peut être donné. G28 est surtout utilisé pour les changements d’outil.
À utilisé avec le mode d’instruction incrémentale (relative) G91

GPA-664, Fabrication Assistée par Ordinateur 27École de technologie supérieureGénie de la production automatiséeRoland Maranzana
Programmation de la Fraiseuse Enshu / Fanuc OM (3)
Les codes supplémentaires (suite)
Annulation des compensations de longueur G49 (modal)Appel d’un bloc dans un autre programme G65
(pas traité dans ce cours)
Annulation des cycles de perçages G80 (modal)Déclaration d’un nouveau repère G92 (modal)
Retour au point initial (cycles de perçage) G98 (modal)Retour au point de dégagement (cycle de perçage) G99 (modal)
À noter que ces 2 derniers codes ont une fonction différente en tournage…

GPA-664, Fabrication Assistée par Ordinateur 28École de technologie supérieureGénie de la production automatiséeRoland Maranzana
Programmation de la Fraiseuse Enshu / Fanuc OM (4)
Les cycles de perçageFormat général:G _ X _ Y _ Z _ R _ Q _ P _ F _ K _
G Code du cycle (73, 74, 76, 81, 82, 83, 84, 85, 86, 87, 88, 89)X, Y Position du perçage (absolue/relative)
Z Cote du fond (absolue/relative)R Cote du point de dégagement (Retract point)
Q Valeur de l’incrément pour le perçage par étapesValeur du dégagement latéral avant retrait avec arrêt indexé
P Valeur de l’arrêt temporisé en ms
F Vitesse d’avance en usinageK Nombre total de perçages
Remarque: Dépendant du cycle sélectionné, seuls les mots nécessaires sont déclarés

GPA-664, Fabrication Assistée par Ordinateur 29École de technologie supérieureGénie de la production automatiséeRoland Maranzana
Programmation de la Fraiseuse Enshu / Fanuc OM (5)
Cycle de perçage de base (Drill cycle) G81Avec arrêt temporisé en fond de perçage G82
Point InitialX,Y
Point initialX,Y
Point de dégagementR
Fond du perçageZ
Fond du perçageZ
G98: retour au Point initial G99: retour au Point de dégagement
Position courante
Position 1ier perçage (X,Y) G91 (RELATIF)G81 X _ Y _ Z _ R _ K 5 F _
Arrêt temporiséG82 P _
Arrêt temporiséG82 P _

GPA-664, Fabrication Assistée par Ordinateur 30École de technologie supérieureGénie de la production automatiséeRoland Maranzana
Programmation de la Fraiseuse Enshu / Fanuc OM (6)
Cycle de perçage par étapes (peck cycle) G73Cycle de perçage à percussion (deep cycle) G83
G98
Position initiale X,Y Point de dégagement
R
Fond du perçageZ
G99
Q
Q
Q
(d)
(d)
(d)
G98
Position initiale X,Y Point de dégagement
R
Fond du perçageZ
G99
Q
Q
Q
(d)
(d)
G73 G83

GPA-664, Fabrication Assistée par Ordinateur 31École de technologie supérieureGénie de la production automatiséeRoland Maranzana
Programmation de la Fraiseuse Enshu / Fanuc OM (7)
Cycles de taraudage G84Cycle de taraudage à gauche G74
Remarques:
L’avance F est fonction du pas du filet et de la vitesse de rotation de la broche
Point InitialX,Y
Arrêt temporiséP
Broche TrigoM04 (CCW)
Broche Anti-trigoM03 (CW)
Fond du taraudageZ
G74 G84
Point de dégagementR
Avec G98
Broche TrigoM04 (CCW)
Broche Anti-trigoM03 (CW)
Arrêt temporiséP

GPA-664, Fabrication Assistée par Ordinateur 32École de technologie supérieureGénie de la production automatiséeRoland Maranzana
Programmation de la Fraiseuse Enshu / Fanuc OM (8)
Cycles d’alésage de base (ream cycle) G85Avec arrêt temporisé G89Avec retour manuel G88Avec arrêt de la broche au fond de l’alésage G86
Point InitialX,Y
Arrêt broche après arrêt temporiséP
Fond de l ’alésageX,Y
G88
Redémarrage de la broche
Retour avance manuelle
Arrêt temporiséP (avec G89)
Point de dégagementR
Avec G98
G86Point de
dégagement
Point InitialX,Y
Fond de l ’alésageX,Y
G85G89
Arrêt de la broche
Redémarrage de la broche
Point InitialX,Y
Fond de l ’alésageX,Y
Avec G98
GPA-664, Fabrication Assistée par Ordinateur 33École de technologie supérieureGénie de la production automatiséeRoland Maranzana
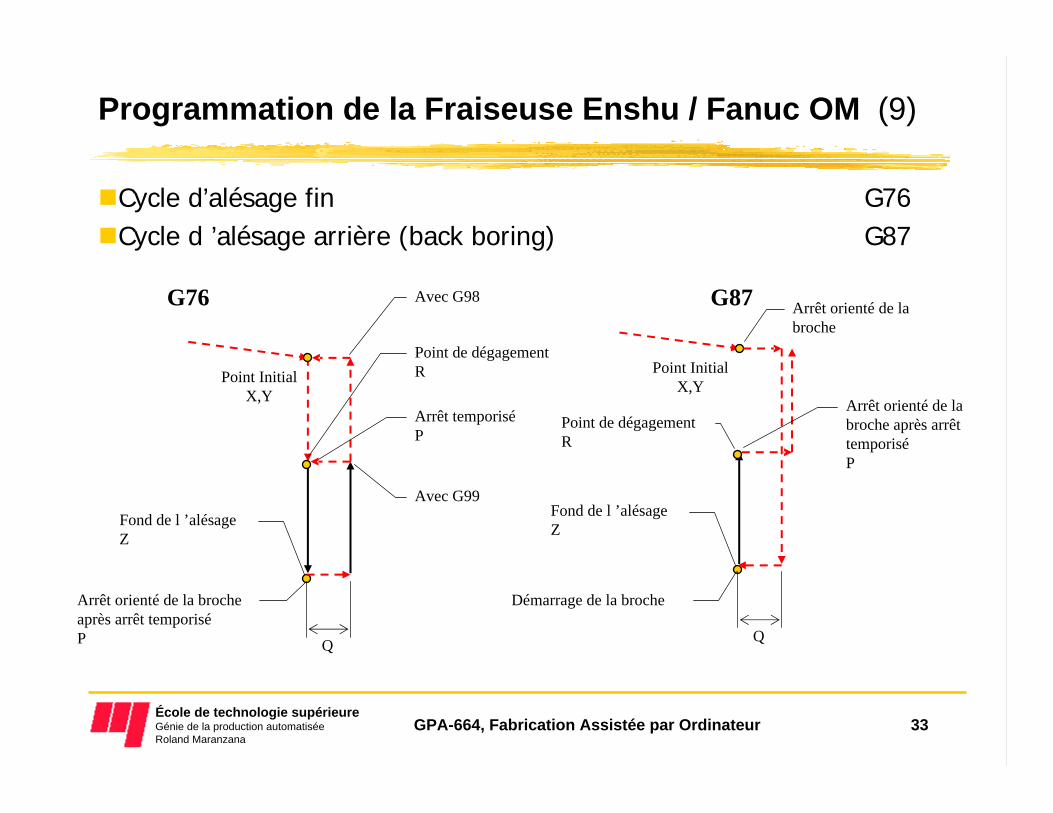
Programmation de la Fraiseuse Enshu / Fanuc OM (9)
Cycle d’alésage fin G76Cycle d ’alésage arrière (back boring) G87
Point InitialX,Y
Arrêt orienté de la broche après arrêt temporiséP
Fond de l ’alésageZ
Point de dégagementR
Avec G98
Arrêt temporiséP
Avec G99
Q
Point InitialX,Y
Démarrage de la broche
Fond de l ’alésageZ
Point de dégagementR
Arrêt orienté de la broche après arrêt temporiséP
Q
G76 G87 Arrêt orienté de la broche

GPA-664, Fabrication Assistée par Ordinateur 34École de technologie supérieureGénie de la production automatiséeRoland Maranzana
Programmation de la Fraiseuse Enshu / Fanuc OM (10)
Les codes M respectant la normeM00 M01 M03 M04 M05 M06 M08 M09 M19 M30Tous les codes supportés correspondent à la norme.
Autres codes MM98 appel d ’un sous programme
Exemple:
….M98 P1001 O1001;
…. ….…. ….
M99

GPA-664, Fabrication Assistée par Ordinateur 35École de technologie supérieureGénie de la production automatiséeRoland Maranzana
Programmation de la Fraiseuse Enshu / Fanuc OM (11)
Remarques:Un bloc peut contenir jusqu’à 9 codes G mais un seul code M et TLe mot d’adresse N est facultatifLa vitesse de coupe est toujours exprimée en tours par minute (RPM)
Vc max 4800t/mn, Va/x et Va/y max 18m/mn, Va/z 12m/mn en rapideLes registres de compensation de longueur et de rayon d’outil sont exprimés avec le mot d’adresse H associé à G41, G42, G43Les valeurs des mots d’adresse X,Y,Z,C doivent TOUJOURS avoir un point décimal
Le mot d’adresse T présélectionne un outil dans le magasin, le changement d’outil est réalisé avec M06 Le caractère de fin de bloc est le ;

GPA-664, Fabrication Assistée par Ordinateur 36École de technologie supérieureGénie de la production automatiséeRoland Maranzana
Exemple: Fraisage
25
25
R30
75
25
40
R20
100
15
Outil 1: Fraise 2 tailles en bout ø40mmcorrecteur associé 1 et 11
Outil 2: Fraise 2 tailles en bout ø8mmcorrecteur associé 2 et 22
O0027
G80 G54 G40 G0
G28 G91 Z0.
G28 Y0.
T1
M6
T2
G90 G0 X-30. Y-30. S2500 M3
G43 Z10. H1 M8
Z0.
G1 G41 X0. D11 F300.
Y75.
X80.
G02 X100. Y55. J-20.
G1 Y40.
X55.
G03 X25. Y10 J-30.
G1 Y0.
X-30.
G40 Y-30.
G28 G91 Z0.
G28 Y0.
M6
T0
G90 G0 X20. Y80. S6000 M3
G43 Z10. H2 M8
Z0.
G1 G42 X25. D22 F300.
Y50.
G02 X15. I-5.
G1 Y80.
G40 X20.
G91 G28 Z0
G28 Y0
M6
M30

GPA-664, Fabrication Assistée par Ordinateur 37École de technologie supérieureGénie de la production automatiséeRoland Maranzana
Exercice (1/6)
Usiner la pièce suivante la Enshu
100,00
100,
00
50,0
0
50,00
R25,00 G
G
25,0
010,0
0
10,0
0
COUPE G-GOpération 1: Contournage extérieur (départ point A)Outil : Fraise 2 tailles ø50, poste 1Vc: 250m/mnVa: 0,08mm/t
Opération 2: Contournage de la poche intérieure (départ point B)Outil : Fraise 2 tailles ø20, poste 2Vc: 300m/mnVa: 0,06mm/t
Remarque: Toutes les opérations en avanlant et avec lubrification
Origine outil
Origine outil
ZX
XY
A
B

GPA-664, Fabrication Assistée par Ordinateur 38École de technologie supérieureGénie de la production automatiséeRoland Maranzana
Programmation du tour Hardinge / Fanuc OT (1)
Les axes2 axes X, Z avec tourelle arrière à 10 postes outil2 axes simultanés (+ la broche pour les filetages)
Les codes GG00 G01 G02 G03 (avec R, arc <180º )
G40 G41 G42 G43 G20 Sélection des unités du système impériale
G21 Sélection des unités du système internationalG90 Cycle (canned cycle) à la place de coordonnées absoluesG94 Cycle (canned cycle) à la place de Va en Unité/mn
G98 Vitesse d’avance en unité par minute, à la place de G94G99 Vitesse d’avance en unité par tour, à la place de G95Programmation en relatif suivant X et Z en utilisant les mots U et W
Z
X

GPA-664, Fabrication Assistée par Ordinateur 39École de technologie supérieureGénie de la production automatiséeRoland Maranzana
Programmation du tour Hardinge / Fanuc OT (2)
Les codes supplémentairesArrêt temporisé (Dwell) G04 (non modal)
Exemple: G04 X2.5 (temporisation de 2.5s)G04 U2.5G04 P2500 (à 16ms près!)
Définition des compensations d’outil G10 (modal)(traité ultérieurement)
Détection de variation de la vitesse de broche G25 / G26 ON/OFF(pas utilisé à l’ÉTS)
Contrôle du retour au point de référence G27 (non modal)(pas utilisé à l’ÉTS)
Retour au Repère machine G28 (non modal)Les coordonnées du bloc sont exprimés dans le repère machine. Un point intermédiaire peut être spécifié.
Deuxième point de référence G30 (non modal)(pas utilisé)

GPA-664, Fabrication Assistée par Ordinateur 40École de technologie supérieureGénie de la production automatiséeRoland Maranzana
Programmation du tour Hardinge / Fanuc OT (3)
Les codes supplémentaires (suite)Interruption de trajectoire (Skip cutting) G31 (non modal)(pas couvert dans ce cours)
Compensation automatique d’outil en X G36 (modal)Compensation automatique d’outil en Z G37 (modal)(pas utilisé à l’ETS)
Vitesse maximale de rotation de la broche (T/mn) G50 (modal)Exemple: G50 S5500;
Définition d’une nouvelle origine G50 (modal)Exemple: G50 X24.68 Z123.56; La position courante de l’outil a les coordonnées (24.68, 23.56) dans le nouveau repère.
Appel d’une Macro G65
Image miroir pour deuxième tourelle G68 / G69(pas couvert dans ce cours, pas de deuxième tourelle sur le tour)

GPA-664, Fabrication Assistée par Ordinateur 41École de technologie supérieureGénie de la production automatiséeRoland Maranzana
Programmation du tour Hardinge / Fanuc OT (4)
Remarques:Un bloc peut contenir plusieurs codes G (mais un seul code M et T)Les coordonnées relatives et absolues peuvent être utilisées dans le même bloc (X/U et Z/W)Les valeurs suivant X sont programmées au diamètre (vrai pour U aussi!)
Le mot d’adresse N est facultatifLes codes suivants sont actifs à la mise sous tension:G00 G25 G40 G69 G97 G99
Le contrôleur possède 32 registres de compensation d’outilsLes valeurs des mots d’adresse X,Z doivent TOUJOURS avoir un point décimalLe mot d’adresse T réalise immédiatement un changement d’outil sans attendre un M06 Le caractère de fin de bloc est le ;Attention au G00
G00 X xa Z za
xa,za

GPA-664, Fabrication Assistée par Ordinateur 42École de technologie supérieureGénie de la production automatiséeRoland Maranzana
Programmation du tour Hardinge / Fanuc OT (5)
Particularités:G43/G49 sans signification: registre de compensation en longueurinclus dans l’appel de l’outil (Tnnnn)
G90/91 différent du fraisage. Utiliser les mots U(X) et W(Z) pour fonctionner en coordonnées relativesG98 et G99 utilisés pour définir le mode et la vitesse d’avance
G71-G73 sont des cycles préprogrammés de tournageG32/92 sont des cycles préprogrammés de filetage

GPA-664, Fabrication Assistée par Ordinateur 43École de technologie supérieureGénie de la production automatiséeRoland Maranzana
Programmation du tour Hardinge / Fanuc OT (6)
Décalage et compensation d’outilsIntroduction préalable par l’opérateurIntroduction par programmationG10 P _ X _ Z _ R _ Q _P: Numéro du registre (1 à 32)
X, Z: Décalage de position en X et ZR: Rayon de la pointe de l’outil
Q: Position de la pointe théorique de l’outil
G10 P _ U _ W _ C _ Q _P: Numéro du registre (1 à 32)
U, W: Décalage de position en X et Z relatifC: Variation du Rayon de la pointe de l’outil
Q: Position de la pointe théorique de l’outil
83
7
2
61
5
4
0/9Z
X
Z
XR3

GPA-664, Fabrication Assistée par Ordinateur 44École de technologie supérieureGénie de la production automatiséeRoland Maranzana
Programmation du tour Hardinge / Fanuc OT (7)
Décalage et compensation d’outil (suite)
Usinage avec et sans compensation de rayon
Trajectoire du centre du centre de pointe de l’outil
Trajectoire programmée et réalisée avec compensation de rayon
Trajectoire obtenue sans compensation au rayon
G42
Point en contact avec la trajectoire si programmation en G40
Point décalé d’un rayon d’outil par rapport à la trajectoire programmée avec G42
Z
X

GPA-664, Fabrication Assistée par Ordinateur 45École de technologie supérieureGénie de la production automatiséeRoland Maranzana
Programmation du tour Hardinge / Fanuc OT (8)
Filetage à pas constant G32G32 X _ Z _ F _X, Z: Coordonnées de fin du filetF: Pas du filetage suivant l’axe principal (Z si ß < 45, X sinon)
Remarque: Ce n’est pas un cycle.
X, Z
d
d
F
Pas du filetage
Distance pour synchronisation de Vc et Va
ß

GPA-664, Fabrication Assistée par Ordinateur 46École de technologie supérieureGénie de la production automatiséeRoland Maranzana
Programmation du tour Hardinge / Fanuc OT (9)
Cycle simple de chariotage G90 (modal)G90 X _ Z _ R _ F _ X, Z: Coordonnées du point diagonalement opposé au point de départR: Valeur radiale (projection sur X) de la pente dans le cas d’une surface conique
(dans le sens point d’arrivée - point de départ)F: Valeur de la vitesse d’avance
G90 U _ W _ R _ F _ U, W: Coordonnées du point diagonalement
opposé au point de départ en relatif
X
Z
R
G90

GPA-664, Fabrication Assistée par Ordinateur 47École de technologie supérieureGénie de la production automatiséeRoland Maranzana
Programmation du tour Hardinge / Fanuc OT (10)
Cycle simple de filetage G92 (modal)G92 X _ Z _ R _ F _ X, Z: Coordonnées du point diagonalement opposé au point de départR: Valeur radiale (projection sur X) de la pente dans le cas d’une surface conique
(dans le sens point d’arrivée - point de départ)F: Valeur de la vitesse d’avance (le pas du filetage)
G92 U _ W _ R _ F _ U, W: Coordonnées du point diagonalement
opposé au point de départ en relatif
X
Z
R
G92
F
GPA-664, Fabrication Assistée par Ordinateur 48École de technologie supérieureGénie de la production automatiséeRoland Maranzana
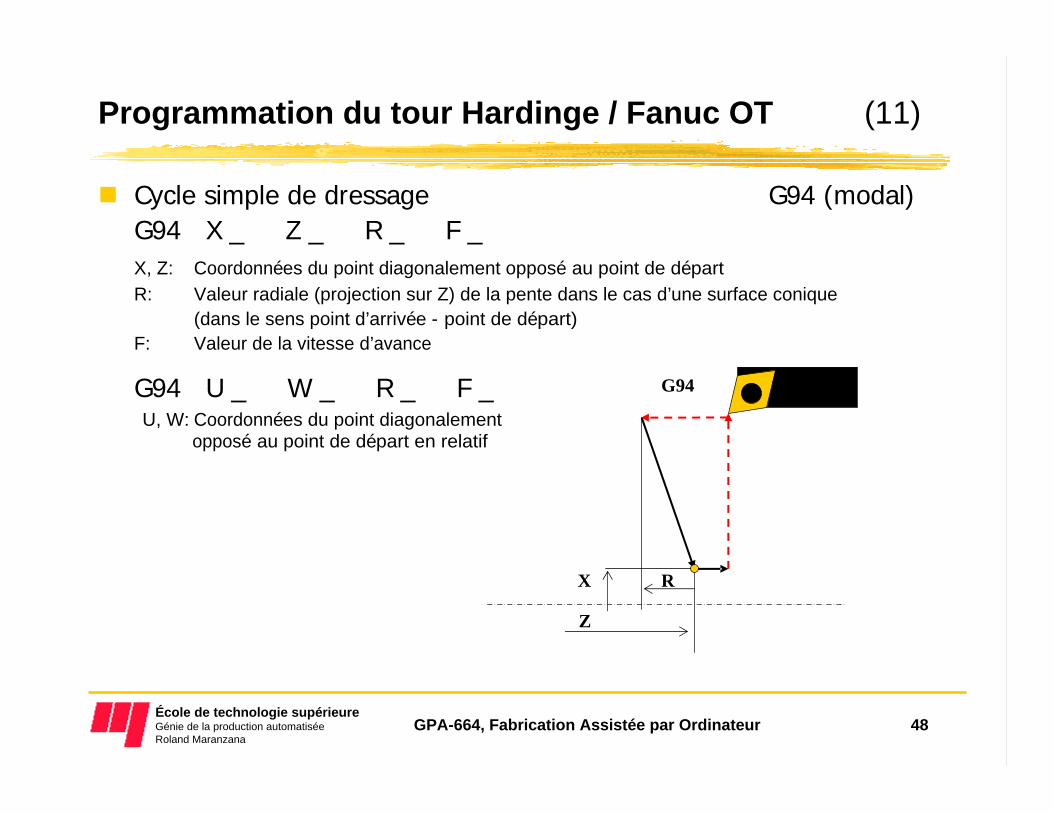
Programmation du tour Hardinge / Fanuc OT (11)
Cycle simple de dressage G94 (modal)G94 X _ Z _ R _ F _ X, Z: Coordonnées du point diagonalement opposé au point de départR: Valeur radiale (projection sur Z) de la pente dans le cas d’une surface conique
(dans le sens point d’arrivée - point de départ)F: Valeur de la vitesse d’avance
G94 U _ W _ R _ F _U, W: Coordonnées du point diagonalement
opposé au point de départ en relatif
X
Z
R
G94

GPA-664, Fabrication Assistée par Ordinateur 49École de technologie supérieureGénie de la production automatiséeRoland Maranzana
Programmation du tour Hardinge / Fanuc OT (12)
Cycle d’ébauche en chariotage G71G71 U1 _ R _ ;G71 P _ Q _ U2 _ W _ F _ ;U1: Profondeur des passes radiales
R: Distance de retrait après chaque passeP: Numéro du bloc de début de la description du profil finiQ: Numéro du bloc de fin de description du profil finiU2: Surépaisseur de matière en X pour la finitionW: Surépaisseur de matière en Z pour la finitionF: Vitesse d’avance
Remarque:Le profil doit être monotone croissantLe cycle réalise la passe de demi - finition U2
W
U1
P numéro du bloc de début
Q numéro du bloc de fin
R

GPA-664, Fabrication Assistée par Ordinateur 50École de technologie supérieureGénie de la production automatiséeRoland Maranzana
Programmation du tour Hardinge / Fanuc OT (13)
Cycle d’ébauche en dressage G72G72 U1 _ R _ ;G72 P _ Q _ U2 _ W _ F _ ;U1: Profondeur des passes radialesR: Distance de retrait après chaque passeP: Numéro du bloc de début de la description du profil finiQ: Numéro du bloc de fin de description du profil finiU2: Surépaisseur de matière en X pour la finitionW: Surépaisseur de matière en Z pour la finitionF: Vitesse d’avance
Remarque:Le profil doit être monotone croissantLe cycle réalise la passe de demi-finition
U2
W
U1
P numéro du bloc de début
Q numéro du bloc de fin
R

GPA-664, Fabrication Assistée par Ordinateur 51École de technologie supérieureGénie de la production automatiséeRoland Maranzana
Programmation du tour Hardinge / Fanuc OT (14)
Cycle d’ébauche suivant le profil G73G73 U1 _ W1 _ R _ ;G73 P _ Q _ U2 _ W2 _ F _ ;U1: Profondeur des passes en XW1: Profondeur de passe en ZR: Nombre de passesP: Numéro du bloc de début de la description du profil finiQ: Numéro du bloc de fin de description du profil finiU2: Surépaisseur de matière en X pour la finitionW2: Surépaisseur de matière en Z pour la finitionF: Vitesse d’avance
Remarque:Le profil doit être monotone croissantLe cycle réalise la passe de demi-finition U2
W2
P numéro du bloc de début
Q numéro du bloc de fin
U1
W1
GPA-664, Fabrication Assistée par Ordinateur 52École de technologie supérieureGénie de la production automatiséeRoland Maranzana
Programmation du tour Hardinge / Fanuc OT (15)
Cycle de finition G70G70 P _ Q _ F _ ;
P: Numéro du bloc de début de la description du profil finiQ: Numéro du bloc de fin de description du profil finiF: Vitesse d’avance
Remarque:Le profil doit être monotone croissant
U2

This document was created with Win2PDF available at http://www.win2pdf.com.The unregistered version of Win2PDF is for evaluation or non-commercial use only.This page will not be added after purchasing Win2PDF.





























