Embed Size (px)
Citation preview

CONTROL VALVESOURCEBOOK
OIL & GAS

© 2013 Fisher Controls International LLC. All rights reserved.
Fisher, Cavitrol, Control‐Disk, easy‐e, easy‐Drive, ENVIRO‐SEAL, FIELDVUE, High‐Seal, NotchFlo, WhisperFlo, Whisper Trim, andVee‐Ball are marks owned by one of the companies in the Emerson Process Management business unit of Emerson Electric Co.Emerson Process Management, Emerson, and the Emerson logo are trademarks and service marks of Emerson Electric Co. All othermarks are the property of their respective owners. The contents of this publication are presented for informational purposes only, andwhile every effort has been made to ensure their accuracy they are not to be construed as warranties or guarantees, express orimplied, regarding the products or services described herein or their use or applicability. All sales are governed by our terms andconditions, which are available upon request. We reserve the right to modify or improve the designs or specifications of such productsat any time without notice. Neither Emerson, Emerson Process Management, nor any of their affiliated entities assumes responsibilityfor the selection, use, or maintenance of any product. Responsibility for proper selection, use, and maintenance of any product remainssolely with the purchaser and end user.
This publication may not be reproduced, stored in a retrieval system, or transmitted in whole or in part, in any form or by any means,electronic, mechanical, photocopying, recording or otherwise, without the written permission of Fisher Controls International LLC.
Printed in U.S.A.

Table of Contents
Preface: Oil and Gas Value Stream
Section 1: Control Valve Sizing and Selection
Chapter 1: Control Valve Selection
Chapter 2: Actuator Selection
Chapter 3: Liquid Valve Sizing
Chapter 4: Gas Valve Sizing
Chapter 5: Control Valve Noise
Chapter 6: Control Valve Cavitation and Flashing
Section 2: Oil and Gas Control Valve Applications
Chapter 7: Onshore Oil and Gas Production
Chapter 8: Offshore Oil and Gas Production
Chapter 9: Natural Gas Treatment
Chapter 10: Fractionation
Chapter 11: Oil and Gas Transportation
Chapter 12: Natural Gas Storage
Chapter 13: LNG Liquefaction
Chapter 14: LNG Receiving Terminals

www.Fisher.com
Preface
This Oil and Gas Control Valve Sourcebook is in-tended to be a resource to aid in the understand-ing of control valve applications for the oil and gasindustry. Under no circumstances should this in-formation alone be used to select a control valve.All valve considerations should be reviewed withyour Fisher® sales office or representative as partof any valve selection or specification activity.
Section I of this book covers control valve sizing
and selection basics. If not familiar with controlvalve terminology it is recommended that this sec-tion be reviewed before moving on to Section II.Section II covers the basics of oil and gas produc-tion and transportation processes with a focus oncommon control valve applications. Below is ageneral flow diagram of the major topics coveredwithin this section in this edition, and where they fitwithin the oil and gas value chain:
Oil and Gas Value Chain
E1542
GASTREATMENT
WELLHEAD
FLUID
OIL
REFINERY
CHAPTERS7, 8, & 9
CHAPTER11
CHAPTERS12 & 13
CHAPTER10
CHAPTER14
NGL
END USE
GAS
END USE
WATERINJECTION
OR DISPOSAL
WATERTREATMENT
OILTREATMENT
OILTRANSPORTATION
GASTRANSPORTATION
GASLIQUEFACTION
GASSTORAGE
LNGRECEIVING
LNGTRANSPORTATION
GASFRACTIONATION
OIL, GAS, & WATERSEPARATION

Section II starts where all oil and gas starts, thewellhead. For any given well a combination of oil,water, and natural gas is produced among otherminor constituents. After production the fluid needsto be processed in order to meet customer spe-cifications. The first process is the separation ofthe components. Descriptions of separation pro-cesses in onshore and offshore production facilit-ies can be found in Chapters 7 and 8. Not coveredin this edition are secondary and tertiary produc-tion processes, including heavy oil and bitumenproduction. Look for this information in a futureedition.
After separation, the oil, gas, and water streamsneed further processing before they are ready forsale, disposal, or reinjection into a reservoir.Chapter 9 is dedicated to gas treatment pro-cesses, including dehydration and sulfur removal.Brief oil treatment process descriptions can befound in Chapters 7 and 8. After the oil is treated itis transported to a refinery. For details on controlvalves for refining applications please refer to theFisher Refining Control Valve Sourcebook. Notcovered in this edition are water treatment pro-cesses. Look for this and more information on oiltreatment in a future edition.
After separation, dehydration, and sulfur removal(if needed) natural gas is usually sold as is to anend user. Often, however, higher value natural gasliquids such as ethane, propane, and butane canbe separated out of the natural gas and sold indi-vidually. Chapter 11 covers the natural gas frac-tionation process.
After treatment the oil and gas is ready for trans-portation. Chapter 10 covers traditional onshoretransportation of both oil and gas. Because thereare seasonal fluctuations in demand for naturalgas, natural gas storage is required (Chapter 12).Liquefying natural gas (Chapter 13) is performedto reduce its volume (1/600th) in order to easilytransport it around the globe. Once at its end des-tination the LNG needs to be re-gasified beforesale to an end user (Chapter 14).
The content in this sourcebook is continually awork in progress, with future editions intended toexpand upon, amend, and add to existing content.For further information, or to answer any ques-tions, please contact your local Fisher sales officeor representative.

Section 1:
Control Valve Sizing and Selection

www.Fisher.com
Chapter 1
Control Valve Selection
Picking a control valve for a particular applicationused to be straightforward. Usually only one gen-eral type of valve was considered, a sliding-stemvalve. Each manufacturer offered a product suit-able for the job, and the choice among them de-pended upon such obvious matters as cost, deliv-ery, vendor relationships and user preference.
Today, control valve selection is considerablymore complex, especially for engineers with limit-ed experience or those who have not kept up withchanges in the control valve industry.
For many applications, an assortment of sliding-stem and rotary valve styles are available. Someare touted as “universal” valves for almost any sizeand service, while others are claimed to be opti-mum solutions for narrowly defined needs. Eventhe most knowledgeable user may wonder wheth-er they are really getting the most for their moneyin the control valves they have been specifying.
Like most decisions, selection of a control valveinvolves a great number of variables. Presentedhere is an overview of the selection process. Thediscussion includes categorization of availablevalve types and a set of criteria to be considered inthe selection process.
General Categories of Control Valves“Control valve” in this discussion means any pow-er-operated valve, whether used for throttling orfor on-off control. Other valve varieties such asmotorized gate valves, louvers, pinch valves andself-operated regulators are not considered here.
Figure 1-1. Modern control valve combines actuator, valve assembly and digital valve
controller to provide maximum performance in awide variety of control applications.
W8119-2
The major valve types, sliding-stem and rotary, arefurther divided within Table 1-2 into a total of ninesubcategories according to relative performanceand cost. Despite variations found within eachcategory, such as cage-guiding versus stem-guid-ing, all valves within a given subcategory may beconsidered very much alike in the early stages ofthe selection process.
Selecting a valve involves narrowing down to oneof these nine subcategories and then comparingspecific valves in that group.

1−2
Figure 1-2. Standard globe sliding-stem valve design is typified by the ET. A broad range of sizes, materials and endconnections is available. The balanced plug reduces plug force and allows use of smaller actuators. These valves are
the first choice for applications less than NPS 3 size.
Figure 1-3. Severe service capability in globe valves demonstrated by this Large ET. The drilled hole cage providesattenuation of flow noise by splitting the flow into multiple passages. Spacing of the holes is carefully controlled to
eliminate jet interaction and higher resultant noise levels.
W0992-4
X0215-1
BONNET GASKET
CAGEGASKET
SPIRALWOUNDGASKET
GROOVEPIN
SEAT RINGGASKET
METALDISK SEAT PTFE DISK
METAL DISKRETAINER
VALVE PLUG
SEAL RING
BACKUP RING
TFE V-RING

1−3
Sliding-Stem ValvesThe most versatile of control valves are the sliding-stem designs. Globe, angle, and Y-pattern valvescan be purchased in sizes ranging from NPS 1/2 -36. More choices of materials, end connectionsand control characteristics are included here thanin any other product family.
Globe valves are available in cage-guided, post-guided and stem-guided designs, with flanged,screwed or weld ends. Economical cast iron aswell as carbon steel, stainless steel and otherhigh-performance body materials are available.Available valve body pressure ratings range toASME CL4500 or API 10,000.
The globe valve’s precise throttling capabilities,overall performance and general sturdiness makethem a bargain despite their slight cost premium.With the globe valve, the buyer gets a rugged, de-pendable unit intended for long, trouble-free ser-vice.
Sliding-stem valves are ruggedly built to handlefield conditions such as piping stress, vibration,and temperature changes. In sizes through NPS 3- 4, incremental costs over rotary valves are low incontrast to the increments in benefits received.
For many extreme service conditions, sliding-stemvalves are the only suitable choice. These situa-tions include high pressures and temperatures,excessive noise, and the potential for cavitation.Due to process demands, these applications re-quire the rugged construction of the sliding-stemdesign.
Barstock valves are small, economical sliding-stem valves featuring bodies machined from barstock. Body sizes range from fractions of NPS 1 −3; flow capacities generally are lower than those ofgeneral purpose valves. End connections usuallyare flangeless (for mounting between pipingflanges) or screwed.
The main advantage of the barstock valve is thatfar more materials are readily available in bar formthan in cast form. Consequently, these valves areoften used where there are special corrosion con-siderations.
Also, the compactness and general high-qualityconstruction of barstock valves make them attrac-tive for low flow rate applications. Overall, they arean economical choice when they can be used.
Figure 1-4. EHD is typical of high-pressure globevalves. Rated at ASME CL2500, it provides throt-
tling control of high-pressure steam and fluids.Anti-noise and anti-cavitation trims are available
to handle flow problems.
W3379
Figure 1-5. NPS 1 Baumann 24000 Little Scottyvalve with a size 32 actuator and
a FIELDVUE DVC6200
X0184
The third subcategory, which involves the lowestcost products among sliding-stem valves, utilizes“economy” bodies (Figure 1-5). These valves areused for low-pressure steam, air and water ap-plications that are not demanding. Sizes availablerange from NPS 1/2 - 4. Body materials includebronze, cast iron, steel and SST. Pressure classesgenerally stop at ASME CL300. Compared to reg-ular sliding-stem valves, these units are very sim-ple; their actuators are smaller, and their construc-

1−4
Figure 1-6. High-pressure ball valves feature heavy shafts and full ball designs. This V250 is suitable for pressure drops to 2220 psig. ASME CL600 and CL900 bodies are available—sizes range to NPS 24.
W7169
BODY OUTLET
VALVE BODY
FOLLOWER SHAFT
SEAL PROTECTORRING OR FLOW RING
VALVE BALLINLET SEAL
VALVE BALLOUTLET
THRUSTWASHER
MAIN SHAFTBEARING
SEALCARRIER
DRIVE SHAFT
O-RING
SHIM SEALS
Figure 1-7. Applications to ASME CL600 can be handled by the V150/V200/V300 Vee-Ball�. This product incorporates many features to improve throttling performance and rangeability. Tight shutoff is
achieved by using either heavy-duty metal seals or composition seals.
W7435
tion is economical. Severe service trims for noiseand cavitation service are not available in theseproducts.
Ball ValvesThere are two subcategories of ball valves. Thethrough-bore or full-ball type illustrated in Figure1-6 is used typically for high pressure drop throt-tling and on-off applications in sizes to NPS 24.Full port designs exhibit high flow capacity and lowsusceptibility to wear by erosive streams. Howev-er, sluggish flow response in the first 20% of balltravel may make full-bore ball valves unsuitable forsome throttling applications.
Another popular kind of ball valve is the seg-mented-ball style (Figure 1-7). This subcategoryutilizes a reduced bore, and the edge of the ballsegment has a contoured notch shape for betterthrottling control and higher rangeability. Intendedprimarily for modulating service, segmented-ballvalves are generally higher in overall control per-formance than full-ball products.
Segmented-ball valves with their splined shaft con-nections are engineered to eliminate lost motion,which is detrimental to performance. The use ofheavy-duty metal and fluoroplastic sealing ele-ments allows wide temperature and fluid applica-bility. Their straight-through flow design achieveshigh capacity with sizes ranging through NPS 24and pressure ratings to ASME CL600. Price isgenerally lower than that of globe valves.

1−5
Figure 1-8. The V500 eccentric plug valve is specially designed for severe rotary applications. Since the valve plug“cams” into the seat ring upon closure, it features tight shutoff with globe valve style seating. It also offers excellent
resistance to abrasive wear and flashing induced erosion.
RETAINER
FACE SEALS
BEARING
VALVE PLUG
SEAT RING
PACKING
VALVE SHAFT
BEARING STOP
VALVE BODYTHRUST WASHERTAPER ANDEXPANSION PINS
W4170-3 / IL
Eccentric Plug ValvesThis class of valves combines many features ofsliding-stem and rotary products. Eccentric plugvalves feature rotary actuation. But, unlike mostrotary valves, this product utilizes a massive, rigidseat design.
Eccentric-plug valves (Figure 1-8) exhibit excellentthrottling capability and resistance to erosion.Thus, many of the good aspects of both rotary andsliding-stem designs are combined.
Sizes generally range through NPS 8; pressureratings go to ASME CL600. Both flanged andflangeless body styles are available in a variety ofmaterials.
The requirement for zero or low leakage gave riseto new designs such as the lined and high perfor-mance butterfly valves (BFV’s).
Lined butterfly valves feature an elastomer or fluo-ropolymer (TFE) lining that contacts the disk toprovide tight shutoff. Since this valve design de-pends on interference between the disc and linerfor shutoff, it is more limited in pressure drop.Temperature ranges typically are limited due to theelastomer disk seal.
In addition to serving as the disk seal, the lineralso protects the inner bore of the valve body fromthe process fluid, which allows these valves to beused in many corrosive situations. Elastomer-linedBFV’s are generally the lowest price productsavailable as control valves in medium to largesizes.
Heavy shafts and discs, full-rated bodies and so-phisticated seals that allow tight shutoff againsthigh pressures characterize high performance but-

1−6
Figure 1-9. High performance butterfly valves provide excellent performance and value. High-pressure capability, tightshutoff and excellent control are featured as standard. This 8560 design is made for ASME CL150 applications.
SPRINGSEALRING
TAPER PINSAND HOLLOWPINS PACKING FOLLOWER
VALVE BODY DISK BEARING PTFE V-RINGPACKING
SPLINED SHAFTW6235-2 / IL
terfly valves such as the one in Figure 1-9. Thesevalves provide an excellent combination of perfor-mance features, lightweight and very reasonablepricing.
In offset disc designs, eccentric shaft mountingallows the valve disc to swing clear of its seal tominimize wear and torque. The offset disc allowsuninterrupted sealing and a seal ring that can bereplaced without removing the disc. High perfor-mance butterfly valves come in sizes from NPS 2through NPS 72, with flangeless, lugged, doubleflanged connections, carbon steel or stainlesssteel bodies, and pressure ratings to ASMECL2500. Tight metal-to-metal seals, made pos-sible with advanced eccentric design, provide tightshutoff in applications that are too hot for elasto-mer lined valves. Considering this tight shutoffcapability and heavy-duty construction, high per-formance butterfly valves can be a suitable optionto many applications where sliding-stem valvesare normally specified.
General Selection CriteriaMost of the considerations that guide the selectionof valve type and brand are rather basic. However,there are some matters that may be overlooked byusers whose familiarity is mainly limited to just oneor a few valve types. Table 1-1 below provides achecklist of important criteria; each is discussed atlength following the table.
Pressure RatingsBody pressure ratings ordinarily are consideredaccording to ASME pressure classes—the mostcommon ones for steel and stainless steel being
Classes 150, 300 and 600. (Source documentsare ASME/ANSI Standards B16.34, “Steel Valves,”and ANSI/ASME B16.1, “Cast Iron Pipe Flangesand Flanged Fittings.”) For a given body material,each ASME Class corresponds to a prescribedprofile of maximum pressures that decrease withtemperature according to the strength of the mate-rial. Each material also has a minimum and maxi-mum service temperature based on loss of ductilityor loss of strength. For most applications, the re-quired pressure rating is dictated by the applica-tion. However, since all products are not availablefor all ASME Classes, it is an important consider-ation for selection.
Table 1-1. Suggested General Criteria for Selecting Typeand Brand of Control Valve
Body pressure rating
High and low temperature limits
Material compatibility and durability
Inherent flow characteristic and rangeability
Maximum pressure drop (shutoff and flowing)
Noise and cavitation
End connections
Shutoff leakage
Capacity versus cost
Nature of flowing media
Dynamic performance
Temperature ConsiderationsRequired temperature capabilities are also a fore-gone conclusion, but one that is likely to narrowvalve selection possibilities. The considerationsinclude the strength or ductility of the body materi-al as well as relative thermal expansion of variousparts.
Temperature limits also may be imposed due todisintegration of soft parts at high temperatures or

1−7
loss of resiliency at low temperatures. The softmaterials under consideration include various elas-tomers, plastics, and PTFE. They may be found inparts such as seat rings, seal or piston rings, pack-ing, rotary shaft bearings and butterfly valve liners.Typical upper temperature limits for elastomersare in the 200-350°F (93-176°C) range, and thegeneral limit for PTFE is 450°F (232°C).
Temperature affects valve selection by excludingcertain valves that do not have high- or low-tem-perature options. It also may have some effect onthe valve’s performance. For instance, going fromPTFE to metal seals for high temperatures gener-ally increases the shutoff leakage flow. Similarly,high temperature metal bearing sleeves in rotaryvalves impose more friction on the shaft than doPTFE bearings, so that the shaft cannot withstandas high a pressure-drop load at shutoff. Selectionof valve packing is also based largely on servicetemperature.
Material SelectionThe third criterion in Table 1-1, material compati-bility and durability, is a more complex consider-ation. At issue may be corrosion by the processfluid, erosion by abrasive material, flashing, cavita-tion or simply a matter of process pressure andtemperature. The piping material usually indicatesthe body material. However, since velocity is high-er in valves other factors must be considered.When these items are included, often valve andpiping materials will differ. The trim materials, inturn, are usually a function of the body material,temperature range and qualities of the fluid.
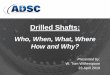
Flow CharacteristicThe next selection criterion, inherent flow charac-teristic, refers to the pattern in which the flow atconstant pressure drop changes according tovalve position.
Typical characteristics are quick-opening, linearand equal-percentage. The choice of characteristicmay have a strong influence on the stability orcontrollability of the process (see Table 1-3), sinceit represents the change of valve gain relative totravel.
Most control valves are carefully ”characterized”by means of contours on a plug, cage, or ball ele-
Figure 1-10. Many control valves offer a choiceof characteristic. Selection to match process
requirements is guided by simple rules. Adherence to these guidelines will help assure
stable operation.
100
100
80
80
60
60
40
40
20
200
PE
RC
EN
T O
F M
AX
IMU
M F
LO
W
PERCENT OF RATED TRAVEL
QUICKOPENING
EQUALPERCENTAGE
LINEAR
E1541
ment. Some valves are available in a variety ofcharacteristics to suit the application, while othersoffer little or no choice. To quantitatively determinethe best flow characteristic for a given application,a dynamic analysis of the control loop can be per-formed.
The accompanying drawing illustrates typical flowcharacteristic curves (Figure 1-10). The quickopening flow characteristic provides for maximumchange in flow rate at low valve travels with a fairlylinear relationship. Additional increases in valvetravel give sharply reduced changes in flow rate,and when the valve plug nears the wide open posi-tion, the change in flow rate approaches zero. In acontrol valve, the quick opening valve plug is usedprimarily for on-off service.
The linear flow characteristic curve shows that theflow rate is directly proportional to the valve travel.This proportional relationship produces a charac-teristic with a constant slope so that, with constantpressure drop, the valve gain will be the same atall flows. The linear valve plug is commonly speci-fied for liquid level control and for certain flow con-trol applications requiring constant gain.
In the equal percentage flow characteristic, equalincrements of valve travel produce equal percent-age changes in the existing flow. The change inflow rate is always proportional to the flow rate justbefore the change in valve plug, disc, or ball posi-tion is made. When the valve plug, disc, or ball isnear its seat and the flow is small, the change in

1−8
flow rate will be small; with a large flow, thechange in flow rate will be large.
An equal percentage flow characteristic is usedgenerally on pressure control applications and onother applications where a large percentage of thepressure drop is normally absorbed by the systemitself with only a relatively small percentage avail-able at the control valve. Valves with an equal per-centage characteristic should also be consideredwhere highly varying pressure drop conditionscould be expected.
RangeabilityAnother aspect of a valve’s flow characteristic is itsrangeability, which is the ratio of its maximum andminimum controllable flow rates. Exceptionallywide rangeability may be required for certain ap-plications to handle wide load swings or a com-bination of start-up, normal and maximum workingconditions. Generally speaking, rotary valves—es-pecially partial ball valves—have greater range-ability than sliding-stem varieties.
Use of PositionersA positioner is an instrument that helps improvecontrol by accurately positioning a control valveactuator in response to a control signal. They areuseful in many applications and are required withcertain actuator styles in order to match actuatorand instrument pressure signals or to provide op-erating stability. To a certain extent, a valve withone inherent flow characteristic can also be madeto perform as though it had a different characteris-tic by using a nonlinear (i.e., characterized) posi-tioner-actuator combination. The limitation of thisapproach lies in the positioner’s frequency re-sponse and phase lag compared to the character-istic frequency of the process.
Although it is common practice to use a positioneron every valve application, each application shouldbe reviewed carefully.
Pressure DropThe maximum pressure drop a valve can tolerateat shutoff or when partially or fully open is an im-portant selection criteria. Sliding-stem valves aregenerally superior in both regards because of the
rugged nature of their moving parts. Many rotaryvalves are limited to pressure drops well below thebody pressure rating, especially under flowing con-ditions, due to dynamic stresses that high velocityflow imposes on the disk or ball segment.
Noise and CavitationNoise and cavitation are two considerations thatoften are grouped together because both may res-ult from high pressure drops and large flow rates.They are treated by special modifications to stan-dard valves. Chapter 5 discusses noise genera-tion and abatement, while Chapter 6 discusses thecavitation phenomenon and its impact and treat-ment.
End ConnectionsThe three common methods of installing controlvalves in pipelines are by means of screwed pipethreads, bolted flanges, and welded end connec-tions. At some point in the selection process, thevalve’s end connections must be considered withthe question simply being whether the desiredconnection style is available in the valve beingconsidered. Maintenance, weight, size, and ser-vice conditions all contribute to what end connec-tion is used.
In some situations, this matter can limit the selec-tion rather narrowly. For instance, if a piping speci-fication calls for welded connections only, thechoice usually is limited to sliding-stem valves.
Screwed end connections, popular in small controlvalves, offer more economy than flanged ends.The threads usually specified are tapered femaleNPT (National Pipe Thread) on the valve body.They form a metal-to-metal seal by wedging overthe mating male threads on the pipeline ends.This connection style is usually limited to valvesnot larger than NPS 2, and is not recommendedfor elevated temperature service.
Valve maintenance might be complicated byscrewed end connections if it is necessary to takethe body out of the pipeline. Screwed connectionsrequire breaking a flanged joint or union connec-tion to permit unscrewing the valve body from thepipeline.
Flanged end valves are easily removed from thepiping and are suitable for use through the range

1−9
Figure 1-11. Popular varieties of bolted flangeend connections.
A7098
FLAT‐FACE RAISED‐FACE
RING‐TYPE JOINT
BUTT WELDING ENDS
Figure 1-12. Common welded end connections.
A7099
SOCKET WELDING ENDS
of working pressures that most control valves aremanufactured (Figure 1-11).
Flanged end connections can be used in a temper-ature range from absolute zero (−273�F) toapproximately 1500�F (815�C). They are used onall valve sizes. The most common flanged endconnections include flat face, raised face, and ringtype joint.
Welded ends on control valves are leak tight at allpressures and temperatures and are economicalin initial cost (Figure 1-12). Welded end valves aremore difficult to remove from the line and are ob-viously limited to weldable materials. Welded
ends come in two styles, socket weld and butt-weld.
Shutoff CapabilitySome consideration must be given to a valve’sshutoff capability, which usually is rated in terms ofClasses specified in ANSI/FCI70-2 (Table 1-4). Inservice, shutoff leakage depends on many factors,including but not limited to, pressure drop, temper-ature, the condition of the sealing surfaces, andactuator force.
Since shutoff ratings are based on standard testconditions that can be very different from serviceconditions, service leakage cannot be predictedaccurately. However, the shutoff Class provides agood basis for comparison among valves of similarconfiguration. It is not uncommon for valve usersto overestimate the shutoff class required.
Since tight shutoff valves generally cost more bothin initial cost as well as in later maintenance ex-pense, serious consideration is warranted. Tightshutoff is particularly important in high-pressurevalves, considering that leakage in these applica-tions can lead to the ultimate destruction of thetrim. Special precautions in seat material selection,seat preparation and seat load are necessary toensure success.
Flow CapacityFinally, the criterion of capacity or size can be anoverriding constraint on selection. For very largelines, sliding-stem valves are more expensive thanrotary types. On the other hand, for very smallflows, a suitable rotary valve may not be available.
If future plans call for significantly larger flow, thena sliding-stem valve with replaceable restrictedtrim may be the answer. The trim can be changedto full size trim to accommodate higher flow ratesat less cost than replacing the entire valve bodyassembly.
Rotary style products generally have much highermaximum capacity than sliding-stem valves for agiven body size. This fact makes rotary productsattractive in applications where the pressure dropavailable is rather small. However, it is of little orno advantage in high-pressure drop applicationssuch as pressure regulation or letdown.
ConclusionWe may simplify the process of selection as fol-lows:

1−10
For most general applications, it makes senseboth economically as well as technically to usesliding-stem valves for lower flow ranges, ballvalves for intermediate capacities, and high perfor-mance butterfly valves for the very largest requiredflows.
For sizes less than NPS 3, general-purpose slid-ing-stem valves provide an exceptional value. Fora minimal price premium over rotary products, theyoffer unparalleled performance, flexibility and ser-vice life. In NPS 3 size and larger, the premium forthese devices over rotary products is warranted.For severe service applications the most frequent-ly used and often the only available product is thesliding-stem valve.
Applications ranging from NPS 4 to NPS 6 arebest served by such transitional valve styles as theeccentric plug valve or the ball valve. These prod-ucts have minimal body material and thereforelower cost. They also offer higher capacity levelsthan globe designs.
In sizes NPS 8 and larger, applications tend tohave lower pressures and pressure drops than insmaller valve sizes. This gives rise to the possibil-ity of using high-performance butterfly valves.These valves are economical, can offer tight shut-off as well as provide good control capability, notto mention capacity benefits well beyond those ofglobe and high-performance rotary valves.
Special considerations may require out of the ordi-nary valve solutions. There are valve designs andspecial trims available to handle high noise ap-plications, cavitation, high pressure, high tempera-ture and combinations of these conditions.
After going through all the criteria for a given ap-plication, the selection process may point to sever-al types of valves. From there on, selection be-comes a matter of price versus capability asdiscussed here, coupled with the inevitable per-sonal and institutional preferences. Since no singlecontrol valve package is cost-effective over the fullrange of applications, it is important to keep anopen mind to alternative choices.
Table 1-2. Major Categories and Subcategories of Control Valves, with Typical General Characteristics
Valve Style MainCharacteristics
Typical SizeRange, NPS
TypicalStandard Body
Materials
Typical StandardEnd Connection
TypicalPressureRatings
RelativeFlow
Capacity
RelativeShutoff
Capability
RegularSliding-stem
Heavy DutyVersatile
1 to 24Carbon Steel
Cast IronStainless
ASME FlangedWeldedScrewed
To ASMECL2500
Moderate Excellent
Bar Stock Machined from BarStock
½ to 3 Variety of Alloys FlangelessScrewed
To ASMECL600
Low Excellent
EconomySliding-stem
Light DutyInexpensive
½ to 2Bronze
Cast IronCarbon Steel
Screwed To ASMECL125
Moderate Good
Thru-Bore Ball On-Off Service 1 to 24 Carbon SteelStainless
Flangeless To ASMECL900
High Excellent
SegmentedBall
Characterized forThrottling
1 to 24 Carbon SteelStainless
FlangelessFlanged
To ASMECL600
High Excellent
Eccentric Plug Erosion Resistance 1 to 8 Carbon SteelStainless
Flanged To ASMECL600
Moderate Excellent
Swing-ThruButterfly
No Seal 2 to 96Carbon Steel
Cast IronStainless
FlangelessLuggedWelded
To ASMECL2500
High Poor
Lined Butterfly Elastomer orTFE Liner
2 to 96Carbon Steel
Cast IronStainless
FlangelessLugged
To ASMECL300
High Good
HighPerformance
Butterfly
Offset DiskGeneral Service
2 to 72 Carbon SteelStainless
FlangelessLugged
To ASMECL600
High Excellent

1−11
Table 1-3. Control Valve Characteristic Recommendations
Liquid Level Systems
Control Valve Pressure Drop Best InherentCharacteristic
Constant ΔP Linear
Decreasing ΔP with increasing load, ΔP at maximum load > 20% of minimum load ΔP Linear
Decreasing ΔP with increasing load, ΔP at maximum load < 20% of minimum load ΔP Equal-percentage
Increasing ΔP with increasing load, ΔP at maximum load < 200% of minimum load ΔP Linear
Increasing ΔP with increasing load, ΔP at maximum load > 200% of minimum load ΔP Quick Opening
Pressure Control Systems
Application Best InherentCharacteristic
Liquid Process Equal-Percentage
Gas Process, Large Volume (Process has a receiver, Distribution System or Transmission Line Exceeding 100 ft. ofNominal Pipe Volume), Decreasing ΔP with Increasing Load, ΔP at Maximum Load > 20% of Minimum Load ΔP Linear
Gas Process, Large Volume, Decreasing ΔP with Increasing Load, ΔP at Maximum Load < 20% of Minimum Load ΔP Equal-Percentage
Gas Process, Small Volume, Less than 10 ft. of Pipe between Control Valve and Load Valve Equal-Percentage
Flow Control Processes
Application Best Inherent Characteristic
Flow Measurement Signal toController
Location of Control Valve in Relationto Measuring Element
Wide Range of Flow Set PointSmall Range of Flow but
Large ΔP Change at Valvewith Increasing Load
Proportional to Flow In Series Linear Equal-Percentage
In Bypass* Linear Equal-Percentage
Proportional to Flow Squared In Series Linear Equal-Percentage
In Bypass* Equal-Percentage Equal-Percentage
*When control valve closes, flow rate increases in measuring element.
Table 1-4. Control Valve Leakage StandardsANSI /
FCI 70-2 and IEC 60534-4Maximum Leakage Test Medium Pressure and Temperature
Class II 0.5% valve capacity at full travel Air Service ΔP or 50 psig (3.4 bar differential),whichever is lower, at 50� or 125�F (10� to 52�C)
Class III 0.1% valve capacity at full travel Air Service ΔP or 50 psig (3.4 bar differential),whichever is lower, at 50� or 125�F (10� to 52�C)
Class IV 0.01% valve capacity at full travel Air Service ΔP or 50 psig (3.4 bar differential),whichever is lower, at 50� or 125�F (10� to 52�C)
Class V 5 x 10-4 mL/min/psig/inch port dia. (5x 10-12 m3/sec/Δbar/mm port dia)
Water Service ΔP at 50� or 125�F (10� to 52�C)
Class VI Nominal PortDiameter
Bubbles perMinute
mL per Minute TestMedium
Pressure & Temperature
In1
1-1/22
2-1/23468
mm2538516476
102152203
12346112745
0.150.300.450.600.901.704.006.75
AirService ΔP or 50 psig (3.4 bar
differential), whichever is lower, at 50�or 125�F (10� to 52�C)
Copyright 1976 Fluid Controls Institute, Inc. Reprinted with permission.

1−12
Packing Materials and SystemsThis section provides information and insight tohelp in selection of packing systems. Applicationguidelines for each packing selection have beendeveloped to aid in the packing selection process.These guidelines were developed based on testresults of various packing systems conducted inFisher’s technical center. Exceeding these guide-lines may result in reduced service life.
The ratings for these systems do not affect thevalve pressure/temperature class rating. Tradition-al valve selection entails selecting a valve designbased on pressure and temperature capabilities,flow characteristics, and material compatibility. Anadditional factor—packing selection—is now a crit-ical factor in the valve selection process.
Proper packing selection is being driven in theUnited States by the Clean Air Act Amendments,subsequent Environmental Protection Agency(EPA) regulations, and our customers’ increasingconcern for improved packing performance (lessmaintenance and longer service life.)
In recent years, packing selection has been pri-marily based on process temperature; that is,PTFE was selected for temperatures below 450°F(232°C), and graphite was selected for tempera-tures above 450°F (232°C). Considerations nowinclude the effect of packing friction on processcontrol, hysteresis, seal quality, and cycle life.
Given the variety of process applications andinstallation conditions, these variables are difficultto quantify. A relative packing performance com-parison can be made that provides an engineeredapproach to the packing selection process.
Clarification of trade names is required for properunderstanding of the Table 1-5 shown in this publi-cation. From the perspective of Fisher, ENVIRO-SEAL� packing is defined as an advanced systemusing a “compact”, live-load spring design. From auser perspective, ENVIRO-SEAL packing is most
typically thought of as an emission-reducing pack-ing system; however, as shown in the followingchart and graphs, it is highly useful in non-environ-mental applications as well.
Although other packing materials and combina-tions of packing materials are available, the rec-ommendations for nearly all applications are listedin Table 1-5. Simply select the appropriate packingbased on pressure, temperature, leakage require-ments, service life required, etc. Use the charts foradditional guidance.
The packing selection guidelines in Table 1-5present two categories of service conditions. Thefirst category defines those packing systems de-signed for environmental or fugitive emission ap-plications where 500 parts per million volume(ppmv) seal performance is required.
The second category defines application guide-lines for non-environmental services. Dependingon category requirements, different pressure/tem-perature guidelines have been established for thepacking systems.
In addition, a given packing design has certaincharacteristics concerning seal performance, ser-vice life, and friction. The pressure and tempera-ture guidelines and the relative comparison ofthese characteristics are defined in Table 1-5 andthe supporting charts.
Keep in mind that for non-environmental applica-tions these are guidelines and are not intended asthe ultimate limit. Exceeding the pressure guide-lines for packing may be required; however, de-pending on how much the guidelines are exceed-ed, a reduction in total life span can be expected.
With flexible graphite packing this same logic ap-plies to temperature. The recommended pressure/ temperature limits for environmental applicationsusing Fisher ENVIRO-SEAL packing cannot beexceeded without compromising sealing integrity.

1−13
Table 1-5. Packing Selection Guidelines for Sliding-Stem Valves
Packing System
Maximum Pressure &Temperature Limits for
500 PPM Service(1)
Application Guideline forNonenvironmental
Service(1)
SealPerformance
Index
ServiceLife
Index
PackingFriction(2)
Customary U.S. Metric Customary U.S. Metric
Single PTFE V-Ring300 psig
0 to 200�F
20.7 bar
−18 to 93�C
See figure 1-16
−50 to 450�F
See figure 1-16
−46 to 232�CBetter Long Very low
ENVIRO-SEAL PTFESee figure 1-15
−50 to 450�F
See figure 2
−46 to 232�C
See figure 1-16
−50 to 450�F
See figure 1-16
−46 to 232�CSuperior Very long Low
ENVIRO-SEAL Duplex750 psig
−50 to 450�F
51.7 bar
−46 to 232�C
See figure 1-16
−50 to 450�F
See figure 1-16
−46 to 232�CSuperior Very long Low
KALREZ� with PTFE(KVSP 400)(3)
350 psig40 to 400�F
24.1 bar4 to 204
See figure 1-16−40 to 400�F
See figure 1-16−40 to 204�C
Superior Long Low
ENVIRO-SEAL Graphite ULF 1500 psig20 to 600�F
103 bar−7 to 315�C
3000 psig−325 to 700�F
207 bar−198 to 371�C
Superior Very long High
HIGH-SEAL Graphite withPTFE
1500 psig20 to 600�F
103 bar−7 to 315�C
4200 psig(4)
−325 to 700�F290 bar(4)
−198 to 317�CSuperior Very long High
HIGH-SEAL Graphite − − −− − −
− − −− − −
4200 psig(4)
−325 to 1200�F(5)290 bar(4)
−198 to 649�C(5) Better Very long Very high
Braided Graphite Filament − − −− − −
− − −− − −
1500 psig−325 to 1000�F(5)
103 bar−198 to 538�C(5) Acceptable Acceptable High
1. The values shown are only guidelines. These guidelines can be exceeded, but shortened packing life or increased leakage might result. The temperature ratings apply to theactual packing temperature, not to the process temperature.2. See Catalog 14 for actual friction values.3. The KALREZ pressure/temperature limits referenced in this bulletin are for Fisher Controls valve applications only. DuPont may claim higher limits.4. Except for the 3/8-inch (9.5 mm) stem, 1600 psig (110 bar).5. Except for oxidizing service, −325 to 700�F (−198 to 371�C).
Packing Set Possibilities
Single PTFE V-Ring Packing(Sliding-Stem and Rotary Valves)The single PTFE V-ring arrangement uses a coilspring, as in the easy-e� valves, and meets theEPA 500 ppmv criteria, assuming that the pres-sure does not exceed 300 psig (20.7 bar) and thetemperature is between 0°F and 200°F (−18 and93°C). This packing arrangement offers very goodseal performance with the lowest packing frictionand usually the lowest cost.
ENVIRO-SEAL PTFE Packing(Sliding-Stem and Rotary Valves)The ENVIRO-SEAL PTFE arrangement is suitablefor environmental applications on services up to750 psig and 450°F (51.7 bar and 233°C). Thesealing capability is superior. The ENVIRO-SEALPTFE packing system is designed to operate at anearly constant high stress. This design approachresults in an increase in stem friction. Typically,the slight increase in stem friction does not causeproblems with actuator sizing or process control,such as hysteresis. It is always recommended thatactuator sizing be verified whenever you select adifferent packing material.
Flexible Graphite Packing Material(Sliding-Stem Only)It is important to understand some of the issuesassociated with the base material that is commonto all high temperature graphite packing systems.The single most important issue is the potential forgalvanic corrosion in valves in storage that havegraphite packing system installed.
Fisher uses only the highest grades of base flex-ible graphite material that contain a non-metallic,inorganic, passivating inhibitor for galvanic corro-sion resistance. All Fisher graphite packing sys-tems (with the exception of nuclear applications)also include sacrificial zinc washers to prevent gal-vanic corrosion.
However, even with these preventive measures,under humid conditions, in the presence of chlo-rides, with air or oxygen present, there is potentialfor galvanic corrosion of the valve stem. Becausethere are numerous variables associated with gal-vanic corrosion it is near impossible to predictwhen it may occur.
The best policy is to remove the packing if thevalve is to be stored for a long period. This, how-ever, may create a safety issue if someone wereto use the valve not realizing that there was nopacking in the valve. For this exact reason all Fish-er valves are supplied with the packing installed.

1−14
ENVIRO-SEAL Graphite ULF(Sliding-Stem and Rotary Valves)
ENVIRO-SEAL Graphite ULF packing is designedfor environmental applications from 300 to 600°F (149 to 316°C), or for those applications where firesafety is a concern and graphite packing is de-sired. The ENVIRO-SEAL Graphite ULF arrange-ment can also be used with higher pressures up to1500 psig (103 bar) and still maintain the 500ppmv EPA leakage criteria.
ENVIRO-SEAL Graphite ULF packing systemswere developed by utilizing the benefits of bothPTFE and graphite components. These specialpacking systems provide the firesafe capability ofgraphite packing along with reduced friction ad-vantages of PTFE packing. Thus, ENVIRO-SEALGraphite ULF packing systems provide a lowerfriction, lower emission, fire-tested solution for ap-plications with process temperatures up to 316�C(600�F). ENVIRO-SEAL Graphite ULF packingsystems were tested in accordance with API Stan-dard 589, “Fire Test Evaluation of Valve StemPacking”, second edition. See Figure 1-14 for ap-plications guidelines for 500 ppm service. Figure1-17 shows the ENVIRO-SEAL Graphite ULFpacking system.
HIGH-SEAL� Graphite with PTFE forEnvironmental Applications(Sliding-Stem Only)
The HIGH-SEAL packing system features live-loading and unique packing ring arrangements forconsistent, long-term sealing performance. It isoffered without PTFE washers for nuclear servicewhere PTFE is prohibited and with PTFE washersfor all other applications.
The primary advantage of the HIGH-SEAL pack-ing system arrangement is the use of large Belle-ville springs, which can be calibrated with a loadscale. The load scale provides a visual indicationof packing load, making it easier to determinewhen additional torque might be required.
HIGH-SEAL packing systems have a disadvan-tage, from an installation perspective. This disad-vantage is that the actuator cannot be removedfrom the valve without removing the Bellevillesprings.
The HIGH-SEAL graphite packing system providesa service life that is very long compared to othergraphite packing arrangements.
Non-Environmental ServicesFor the non-environmental pressure/temperatureguidelines, using ENVIRO-SEAL and HIGH-SEALpacking systems can extend service life.
As service pressures and temperatures increase,the ENVIRO-SEAL packing systems provide a sig-nificant step change in performance, compared tothe traditional single PTFE V-ring or braidedgraphite filament arrangements. For example, anASME CL1500 (HP valve) application at 2000 psigand 200°F (137 bar and 93°C) frequently requiredpacking maintenance. The HIGH-SEAL packingsystem with PTFE washers was installed, signifi-cantly reducing maintenance requirements. Thissystem is rated to 420 psig and 700°F (290 barand 371°C). The ENVIRO-SEAL packing systemor compact Belleville spring arrangement is ratedto 3000 psig and 700°F (20.7 bar and 371°C).
Table 1-5 shows that the braided graphite filamentarrangement is limited to 1500 psig (103 bar). Dueto its construction, braided graphite filament can-not sustain high packing stress levels. Over time,the braided graphite filament will break down andcompress, and sealing force will be lost. Due tothese characteristics, braided graphite filament willnot provide the required seal performance for envi-ronmental services. The braided graphite filamentarrangement is also susceptible to stick-slip action,which might cause process control deviations.
Rotary Valve ConsiderationsThe basic principles of sealing a rotary shaft arethe same as sealing a sliding stem. However, ex-perience shows that sealing the shaft on a rotaryvalve is less difficult than on sliding stem applica-tions. The rotary motion does not tend to removematerial from the packing box as does the slidingstem motion. Also, many of the rotary valve ap-plications tend to be lower pressure applicationsthan sliding stem valve services. As with slidingstem valves, the basic material recommendationfor rotary valve packing is either PTFE or flexiblegraphite.

1−15
Single Packing ArrangementsUsed in most applications for a durable, yet eco-nomical package.
Double Packing ArrangementsWhere an especially tight seal is required, doublepacking is available. Consisting of two stacks ofpacking and a spacer, double packing arrange-ments have more packing on the actuator side if alubricating connection is used.
Leak-Off Packing ArrangementsCertain rotary valve applications require that anyleakage from the inner set of packing be detectedand channeled away before it can leak through theouter set to the atmosphere. Leak-off packing ar-rangements are designed for this purpose.
Some standard packing arrangements, such asdouble PTFE V-ring, that have packing on eitherside of a lubricator connection can also be usedfor leak-off applications. However, standard pack-ing arrangements are not specifically designed forleak-off applications and do not have a suitableratio of packing on either side of the lubricator.
Purged Packing ArrangementCertain rotary valve applications require that a lan-tern gland and a tapped pipe connection be pro-vided inboard of the packing itself to permit purg-ing of any accumulated deposits around the valveshaft and bushing. This arrangement is recom-mended for handling fluids with entrained solidsand where fluids condense or solidify with loss oftemperature.
Process Fluid Compatibility andTemperature RangesFisher’s published literature lists packing typesthat are used with various process fluids. Howev-er, some process fluids may not be compatiblewith the packing throughout the entire temperaturerange. If in doubt about the compatibility of Fish-er’s packing material with a process fluid of a spe-cific concentration and temperature, consult yourFisher Representative sales office.
Published temperature ranges refer to tempera-tures in the packing box. When using any packingat low temperatures, frost allowed to form on theshaft can damage the packing. For a given pro-cess temperature, the packing box temperaturedepends on several factors. Contact the Fishersales representative for information on packingbox temperatures.
ConclusionIt is important to recognize that many parametersaffect seal performance and service life. Even ifthe optimum design is selected, other factors suchas stem finish, packing bore finish, and installationpractices will have an effect on performance.
The knowledge gained by Fisher as a result of theENVIRO-SEAL and HIGH-SEAL packing develop-ment program has provided an opportunity to helpyou “engineer” the packing selection. Properselection has a bottom line result; that is, in-creased service life and reduced maintenance.
If you need a more detailed engineering discus-sion of the design principles affecting packing sealdesign, contact your Fisher sales office or salesrepresentative.

1−16
Figure 1-13. Application Guidelines Chart for 500 PPM Service
ÍÍÍÍ
ENVIRO−SEAL DUPLEX
(KVSP 400)
A6158−2 / IL
ÍÍÍÍ
KALREZWITHZYMAXX(KVSP 500)
ENVIRO−SEAL Graphite ULFHIGH-SEAL Graphite with PTFE
Figure 1-14. Application Guidelines Chart for Non-Environmental Service
and DUPLEX
A6159−2 / IL
KALREZWITHZYMAXX(KVSP 500)
KALREZwith PTFE (KVSP400)
ENVIRO−SEAL Graphite ULF

1−17
Figure 1-15. Typical Packing Examples for Sliding-Stem Valves
SINGLE PTFE V-RING
DOUBLE PTFE V-RING
ENVIRO-SEAL PTFE
ENVIRO-SEAL DUPLEX PACKING
A6161
A6162
A6163
PTFE−CAR-BON/PTFEPACKING SET
LANTERNRING
PACKING RING(COMPOSITE)
PACKINGBOX RING
SPRINGPACKASSEMBLY
BUSHING(CARBON)
BUSHING(CARBON)
PACKINGWASH-ERS(PTFE)
BUSHING(CARBON)
NOTE: LEAD−OFF TAPPING AND PIPE PLUG ARE OPTIONAL 24B9310
A6844

1−18
Figure 1-16. Typical Packing Examples for Sliding-Stem Valves
E0818
A6167
A6166
A6168
ENVIRO-SEAL GRAPHITE ULF
HIGH-SEAL GRAPHITE WITH PTFE
BRAIDED GRAPHITE FILAMENT
HIGH-SEAL GRAPHITE
NOTE: LEAD−OFF TAPPING AND PIPE PLUG ARE OPTIONAL
PACKING STUD
PACKING NUT
PACKING FLANGE
PACKING RING
PACKING BOXRING
LUBRICANT
SPRING PACKASSY
BUSHING
BUSHING
PACKING WASHER

1−19
Figure 1-17. Typical ENVIRO-SEAL Packing Arrangements for Rotary Valves
PACKINGBOX STUD
ACTUATORMOUNTINGYOKE
VALVESHAFT
YOKEBEARING
PACKINGFLANGE
PACKINGFOLLOWER
SPRINGS
VALVEBODY
ANTI−EXTRUSIONRINGS
PACKINGBOX RING
PTFEPACKINGV−RINGSSHOWN
VALVESHAFT
PACKINGFLANGE PACKING
BOXRING
GRAPHITPACKINGSET
PACKINGFOLLOWER
SPRINGS
SINGLE PTFE PACKING GRAPHITE PACKING
W6125−1 / IL
W5806−1 / IL

www.Fisher.com
Chapter 2
Actuator Selection
The actuator is the distinguishing element that dif-ferentiates control valves from other types ofvalves. The first actuated valves were designed inthe late 19th Century. However, today they wouldbe better described as regulators since they oper-ated directly from the process fluid. These “auto-matic valves” were the mainstay of industrythrough the early 1930s. 2-
It was at this time also that the first pneumaticcontrollers were used. Development of valve con-trollers and the adaptation of standardized controlsignals stimulated design of the first, true, controlvalve actuators.
The control valve industry has evolved to fill a vari-ety of needs and desires. Actuators are availablewith an array of designs, power sources and capa-bilities. Proper selection involves process knowl-edge, valve knowledge and actuator knowledge.
A control valve can perform its function only aswell as the actuator can handle the static and dy-namic loads placed on it by the valve. Therefore,proper selection and sizing are very important.Since the actuator can represent a significant por-tion of the total control valve price, careful selec-tion of actuator and accessory options can lead tosignificant dollar savings.
The range of actuator types and sizes on the mar-ket today is so great that it seems the selectionprocess might be highly complex. It is not! With afew rules in mind and knowledge of fundamentalneeds, the selection process can be very simple.
The following parameters are key as they quicklynarrow the actuator choices:
� Power Source Availability
� Fail-safe Requirements
� Torque or Thrust Requirements
� Control Functions
Power Source AvailabilityThe power source available at the location of avalve often can point directly to what type of ac-tuator to choose. Typically, valve actuators arepowered either by compressed air or by electricity.However, pipeline pressure is often used in thenatural gas transmission industry.
Fail-safe RequirementsThe overall reliability of power sources is quitehigh. However, many loops demand specific valveaction should the power source ever fail. Desiredaction upon a signal failure may be required forsafety reasons or for protection of equipment.
Fail-safe systems store energy, either mechanical-ly in springs, pneumatically in volume tanks, or inhydraulic accumulators. When power fails, the fail-safe systems are triggered to drive the valves tothe required position and to then maintain thisposition until returned to normal operation. Inmany cases the process pressure is used to en-sure or enhance this action.
Actuator designs are available which allow achoice of failure mode between failing open, failingclosed, or holding in the last position. Many actua-tor systems incorporate failure modes at no extracost. For example, spring-and-diaphragm typesare inherently fail open or closed, while electricoperators typically hold their last position.

2−2
Torque or Thrust RequirementsAn actuator must have sufficient thrust or torquefor the prescribed application. In some cases thisrequirement can dictate actuator type as well aspower supply requirements.
For instance, large valves requiring a high thrustmay be limited to only electric or electro-hydraulicactuators due to a lack of pneumatic actuatorswith sufficient thrust capability. Conversely,electro-hydraulic actuators would be a poor choicefor valves with very low thrust requirements.
The matching of actuator capability with valvebody requirements is best left to the control valvemanufacturer as there are considerable differ-ences in frictional and fluid forces from valve tovalve.
Control FunctionsKnowledge of the required actuator functions willmost clearly define the options available for selec-tion. These functions include the actuator signal(pneumatic, electric, etc.), signal range, ambienttemperatures, vibration levels, operating speed,frequency, and quality of control that is required.
Generally, signal types are grouped as being ei-ther:
� Two-position (on-off) or
� Analog (throttling).
� Digital
Two-position electric, electro-pneumatic, or pneu-matic switches control on-off actuators. This is thesimplest type of automatic control and the leastrestrictive in terms of selection.
Throttling actuators have considerably higher de-mands put on them from both a compatibility andperformance standpoint. A throttling actuator re-ceives its input from an electronic or pneumaticinstrument that measures the controlled processvariable. The actuator must then move the finalcontrol element in response to the instrument sig-nal in an accurate and timely fashion to ensureeffective control. The two primary additional re-quirements for throttling actuators are:
� Compatibility with instrument signal
� Better static and dynamic performance toensure loop stability.
Compatibility with instrument signals is inherent inmany actuator types, or it can be obtained withadd-on equipment. But, the high-performancecharacteristics required of a good throttling actua-tor cannot be bolted on; instead, low hysteresisand minimal deadband must be designed into ac-tuators.
Stroking speed, vibration, and temperature resist-ance must also be considered if critical to the ap-plication. For example, on liquid loops fast-strokingspeeds can be detrimental due to the possibility ofwater hammer.
Vibration or mounting position can be a potentialproblem. The actuator weight, combined with theweight of the valve, may necessitate bracing.
It is essential to determine the ambient tempera-ture and humidity that the actuator will experience.Many actuators contain either elastomeric or elec-tronic components that can be subject to degrada-tion by high humidity or temperature.
EconomicsEvaluation of economics in actuator selection is acombination of the following:
� Cost
� Maintenance
� Reliability
A simple actuator, such as a spring-and-dia-phragm, has few moving parts and is easy to ser-vice. Initial cost is low. Maintenance personnelunderstand and are comfortable working withthem.
An actuator made specifically for a control valveeliminates the chance for a costly performancemismatch. An actuator manufactured by the valvevendor and shipped with the valve will eliminateseparate mounting charges and ensure easiercoordination of spare parts procurement. Inter-changeable parts among varied actuators are alsoimportant to minimize spare-parts inventory.

2−3
Actuator DesignsThere are many types of actuators on the market,most of which fall into four general categories:
� Spring-and-diaphragm
� Pneumatic piston
� Electric motor
� Electro-hydraulic.
Each actuator design has weaknesses, strongpoints and optimum uses. Most actuator designsare available for either sliding stem or rotary valvebodies. They differ only by linkages or motiontranslators; the basic power sources are identical.
Most rotary actuators employ linkages, gears, orcrank arms to convert direct linear motion of a dia-phragm or piston into the 90-degree output rota-tion required by rotary valves. The most importantconsideration for control valve actuators is the re-quirement for a design that limits the amount oflost motion between internal linkage and valvecoupling.
Rotary actuators are now available that employtilting pistons or diaphragms. These designs elimi-nate most linkage points (and resultant lost mo-tion) and provide a safe, accurate and enclosedpackage.
When considering an actuator design, it is alsonecessary to consider the method by which it iscoupled to the drive shaft of the control valve.Slotted connectors mated to milled shaft flats gen-erally are not satisfactory if any degree of perfor-mance is required. Pinned connections, if solidlyconstructed, are suitable for nominal torque ap-plications. A splined connector that mates to asplined shaft end and then is rigidly clamped to theshaft eliminates lost motion, is easy to disas-semble and is capable of high torque.
Sliding-stem actuators are rigidly fixed to valvestems by threaded and clamped connections.Since they don’t have any linkage points, and their
connections are rigid, they exhibit no lost motionand have excellent inherent control characteristics.
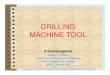
Spring-and-Diaphragm ActuatorsThe most popular and widely used control valveactuator is the pneumatic spring-and-diaphragmstyle. These actuators are extremely simple andoffer low cost and high reliability. They normallyoperate over the standard signal ranges of 3 to 15psig (0.2 to 1 bar) or 6 to 30 psig (0.4 to 2.1 bar),and therefore, they are often suitable for throttlingservice using instrument signals directly.
Many spring-and-diaphragm designs offer eitheradjustable springs and/or wide spring selections toallow the actuator to be tailored to the particularapplication. Since they have few moving parts thatmay contribute to failure, they are extremely reli-able. Should they ever fail, maintenance is ex-tremely simple. Improved designs now includemechanisms to control the release of spring com-pression, eliminating possible personnel injury dur-ing actuator disassembly.
Use of a positioner or booster with a spring-and-di-aphragm actuator can improve control, but whenimproperly applied, can result in very poor control.Follow the simple guidelines available for position-er applications, and look for:
� Rugged, vibration-resistant construction
� Calibration ease
� Simple, positive feedback linkages
The overwhelming advantage of the spring-and-di-aphragm actuator is the inherent provision for fail-safe action. As pneumatic supply is loaded on theactuator casing, the diaphragm moves the valveand compresses the spring. The stored energy inthe spring acts to move the valve back to its origi-nal position as air is released from the casing.Should there be a loss of signal pressure to theinstrument or the actuator, the spring can move

2−4
DIAPHRAGM
DIAPHRAGM CASING
DIAPHRAGMPLATE
ACTUATOR SPRING
ACTUATOR STEM
SPRING SEAT
SPRING ADJUSTOR
STEM CONNECTOR
YOKE
TRAVEL INDICATOR DISK
INDICATOR SCALE
W0363-1
LOWER DIAPHRAGM CASING
W0364-1
Figure 2-1. Spring-and-diaphragm actuators offer an excellent first choice for most control valves. They are inexpensive, simple and have built-in, fail-safe action. Pictured above are cutaways of the popular
667 (left) and 657 (right) actuators.
Figure 2-2. Spring-and-diaphragm actuators canbe supplied with a top-mounted handwheel. The
handwheel allows manual operation and also actsas a travel stop or means of emergency operation.
W0368-2
the valve to its initial (fail-safe) position. Actuatorsare available for either fail-open or fail-closed ac-tion. Fail-lock is also available by utilizing a pneu-matic switching valve such as a Fisher 164A,piped as a lock valve.
The only real drawback to the spring-and-dia-phragm actuator is a relatively limited output capa-bility. Much of the thrust created by the diaphragmis taken up by the spring and thus does not resultin output to the valve. Therefore, the spring-and-diaphragm actuator is used infrequently for highforce requirements. It is not economical to buildand use very large spring-and-diaphragm actua-tors because the size, weight and cost grow expo-nentially with each increase in output force capa-bility.
Piston ActuatorsPiston actuators are generally more compact andprovide higher torque or force outputs than spring-and-diaphragm actuators. Fisher piston styles nor-mally work with supply pressures between 50 and150 psig (3.4 and 10.3 bar) and can be equippedwith spring returns (however, this construction haslimited application).
Piston actuators used for throttling service mustbe furnished with double-acting positioners, whichsimultaneously load and unload opposite sides ofthe piston. The pressure differential createdacross the piston causes travel toward the lowerpressure side. The positioner senses the motion,and when the required position is reached, the

2−5
Figure 2-3. The 2052 is a spring-and-diaphragmactuator that has many features to provide precisecontrol. The splined actuator connection features
a clamped lever and single-joint linkage to helpeliminate lost motion.
W9421-1
Figure 2-4. Double-acting piston actuators such as1061 rotary actuator are a good choice when thrust
requirements exceed the capability of spring-and-diaphragm actuators. Piston actuators require a higher supply pressure, but have benefits
such as high stiffness and small size.
W3827-1
positioner equalizes the pressure on both sides ofthe piston.
The pneumatic piston actuator is an excellentchoice when a compact unit is required to producehigh torque or force. It is also easily adapted toservices where high ambient temperatures are aconcern.
The main disadvantages of piston actuators arehigh supply pressures required for positioners
Figure 2-5. Spring fail-safe is present in this pistondesign. The 585C actuator is an example of a
spring-bias piston actuator. Process pressure canaid fail-safe action, or the actuator can be config-
ured for full spring-fail closure.
W7447
when used in throttling service and the lack of fail-safe systems.
There are two types of spring-return piston actua-tors available. The variations are subtle, but signif-icant. It is possible to add a spring to a piston ac-tuator and operate it much like a spring-and-diaphragm. These designs use a single-acting po-sitioner that loads the piston chamber to move theactuator and compress the spring. As the pneu-matic supply is unloaded, the spring forces thepiston back. These designs use large, high outputsprings that are capable of overcoming the fluidforces in the valve.
The alternative design uses a much smaller springand relies on valve fluid forces to help provide thefail-safe action. In normal operation they act like adouble action piston. In a fail-safe situation thespring initiates movement and is helped by unbal-ance forces on the valve plug. These actuatorsalso can be sized and set up to provide full springclosure action without process assistance.
An alternative to springs is a pneumatic trip sys-tem, which often adds complexity to the design.While a trip system is completely safe, any fail-safe requirement consideration should be givenfirst to spring-and-diaphragm operators if they arefeasible.
Special care should be given during the selectionof throttling piston actuators to specify a designthat has minimal hysteresis and deadband. As thenumber of linkage points in the actuator increases,

2−6
Figure 2-6. This 1061 actuator is a double-actingrotary piston actuator for throttling service.
W3827
so does the deadband. As the number of slidingparts increases, so does the hysteresis. An actua-tor with high hysteresis and deadband can bequite suitable for on-off service; however, cautionis necessary when attempting to adapt this actua-tor to throttling service by merely bolting on a posi-tioner.
The cost of a spring-and-diaphragm actuator isgenerally less than a comparable piston actuator.The inherent provision for fail-safe action in thespring-and-diaphragm actuator is also a consider-ation.
Electric ActuatorsElectric actuators can be applied successfully inmany situations. Most electric operators consist ofmotors and gear trains and are available in a widerange of torque outputs, travels and capabilities.They are suited for remote mounting where no
Figure 2-7. Since the requirements for accuracyand minimal lost motion are unnecessary for on-off
service, cost savings can be achieved by simplifying the actuator design. The 1066SR
incorporates spring-return capability.
W4102
other power source is available, for use wherethere are specialized thrust or stiffness require-ments or when highly precise control is required.
Electric operators are economical versus pneu-matic actuators for applications in small sizeranges only. Larger units operate slowly andweigh considerably more than pneumatic equiva-lents. Available fail action is typically lock in lastposition.
One very important consideration in choosing anelectric actuator is its capability for continuousclosed-loop control. In applications where frequentchanges are made in control-valve position, theelectric actuator must have a suitable duty cycle.High performance electric actuators using continu-ous rated DC motors and ball screw output de-

2−7
Figure 2-8. Fisher D4 Control Valve witheasy-Drive Electric Actuator
W9933-2
vices are capable of precise control and 100%duty cycles.
Compared to other actuator designs, the electricactuator generally provides the highest outputavailable within a given package size. Additionally,electric actuators are very stiff, that is, resistant tovalve forces. This makes them an excellent choicefor good throttling control of large, high-pressurevalves.
Electro-hydraulic ActuatorsAn electro-hydraulic actuator internally pumps oilat high pressure to a piston, which in turn createsan output force. The electro-hydraulic actuator isan excellent choice for throttling due to its highstiffness, compatibility with analog signals, excel-lent frequency response and positioning accuracy.
Most electro-hydraulic actuators are capable ofvery high outputs, but they are handicapped byhigh initial cost, complexity and difficult mainte-nance. Fail-safe action on electro-hydraulic actua-tors can be accomplished by use of a return springor a hydraulic accumulator and by shutdown sys-tems.
Like electric actuators, the electro-hydraulic actua-tors are suitable for remote mounting where noother power source is available (such as pipe-lines).
Electro-hydraulic actuators from Fisher are avail-able in two basic configurations: self-contained,and externally powered. The self-contained unit
includes its own motor, pump, fluid reservoir, etc.(this type of unit can be available with spring-re-turn fail mode.) The external power supply unitrequires a separate motor, pump, reservoir, hy-draulic hoses and other accessories. This typerequires an accumulator to achieve a fail mode.
Actuator SizingThe last step in the selection process is to deter-mine the required actuator size. Fundamentally,the process of sizing is to match as closely aspossible the actuator capabilities to the valve re-quirements.
In practice, the mating of actuator and valve re-quires the consideration of many factors. Valveforces must be evaluated at the critical positions ofvalve travel (usually open and closed) andcompared to actuator output. Valve force calcula-tion varies considerably between valve styles andmanufacturers. In most cases it is necessary toconsider a complex summation of forces including:
� Static fluid forces
� Dynamic fluid forces and force gradients
� Friction of seals, bearings and packing
� Seat loading
Although actuator sizing is not difficult, the greatvariety of designs on the market and the readyavailability of vendor expertise (normally at nocost) make detailed knowledge of the proceduresunnecessary.
A. Unbalance Force
The unbalance force is that resulting from fluidpressure at shutoff and in the most general sensecan be expressed as:
Unbalance force = net pressure differential X netunbalance area
Frequent practice is to take the maximum up-stream gauge pressure as the net pressure differ-ential unless the process design always ensures aback pressure at the maximum inlet pressure. Netunbalance area is the port area on a single seatedflow up design. Unbalance area may have to takeinto account the stem area depending on configu-ration. For balanced valves there is still a smallunbalance area. This data can be obtained fromthe manufacturer. Typical port areas for balanced

2−8
valves flow up and unbalanced valves in a flowdown configuration are listed in Table 2-1.
B. Force to Provide Seat Load
Seat load, usually expressed in pounds per linealinch or port circumference, is determined by shut-off requirements. Use the guidelines in Table 2-2to determine the seat load required to meet thefactory acceptance tests for ANSI/FCI 70-2 andIEC 534-4 leak classes II through VI.
Because of differences in the severity of serviceconditions, do not construe these leak classifica-tions and corresponding leakage rates as indica-tors of field performance. To prolong seat life andshutoff capabilities, use a higher than recom-mended seat load. If tight shutoff is not a primeconsideration, use a lower leak class.
C. Packing Friction
Packing friction is determined by stem size, pack-ing type, and the amount of compressive loadplaced on the packing by the process or the bolt-ing. Packing friction is not 100% repeatable in itsfriction characteristics. Newer live loaded packingdesigns can have significant friction forces espe-cially if graphite packing is used. Table 2-3 liststypical packing friction values.
D. Additional Forces
Additional forces to consider may include bellowsstiffness, unusual frictional forces resulting fromseals or special seating forces for soft metal seals.
Table 2-1. Typical Unbalance Areas of Control Valves
Port Diameter,Inches
Unbalance AreaSingle-SeatedUnbalancedValves, In2
Unbalance AreaBalanced Valves,
In2
1/4 0.049 – – –
3/8 0.110 – – –
1/2 0.196 – – –
3/4 0.441 – – –
1 0.785 – – –
1-5/16 1.35 0.04
1-7/8 2.76 0.062
2-5/16 4.20 0.27
3-7/16 9.28 0.118
4-3/8 15.03 0.154
7 38.48 0.81
8 50.24 0.86
Table 2-2. Recommended Seat Load Per Leak Class forControl Valves
Class I As required by customerspecification, no factory leak testrequired
Class II 20 pounds per lineal inch of portcircumference
Class III 40 pounds per lineal inch of portcircumference
Class IV Standard (Lower) Seat only—40pounds per lineal inch of portcircumference (up through a 4–3/8inch diameter port)Standard (Lower) Seat only—80pounds per lineal inch of portcircumference (larger than 4–3/8inch diameter port)
Class V Metal Seat—determine pounds perlineal inch of port circumferencefrom Figure 2-9
The manufacturer should either supply this infor-mation or take it into account when sizing an ac-tuator.
Actuator Force CalculationsPneumatic spring-and-diaphragm actuators pro-vide a net force with the additional air pressureafter compressing the spring in air-to-close, or withthe net pre-compression of the spring in air-to-open. This may be calculated in pounds persquare inch of pressure differential.

2−9
Figure 2-9. Recommended seat load.
A2222-4
For example: Suppose 275 lbf. is required to closethe valve as calculated per the process describedearlier. An air-to-open actuator with 100 squareinches of diaphragm area and a bench set of 6 to15 psig (0.4 to 1 bar) is one available option. Theexpected operating range is 3 to 15 psig (0.2 to 1bar). The pre-compression can be calculated asthe difference between the lower end of the benchset, 6 psig (0.4 bar) and the beginning of the oper-ating range, 3 psig (0.2 bar). This 3 psig is used toovercome the pre-compression so the net pre-compression force must be:
3 psig X 100 sq. in. = 300 lbf.
This exceeds the force required and is an ade-quate selection.
Piston actuators with springs are sized in thesame manner.
The thrust from piston actuators without springscan be calculated as:
Piston Area X Minimum Supply Pressure= Minimum Available Thrust
(Be careful to maintain compatibility of units)
Table 2-3. Typical Packing Friction Values (Lb)
Stem Size(Inches)
ASMEClass
PTFE Packing GraphiteRibbon/FilamentSingle Double
5/16 All 20 30 – – –
3/8 125150250300
38 56 – – –125
– – –190
600900
1500
250320380
1/2 125150250300
50 75 – – –180
– – –230
600900
15002500
320410500590
5/8 125150250300600
63 95 – – –218
– – –290400
3/4 125150250300
75 112.5 – – –350
– – –440
600900
15002500
66088011001320
1 300600900
15002500
100 150 610850
106013001540
1–1/4 300600900
15002500
120 180 8001100140017002040
2 300600900
15002500
200 300 12251725225027503245
Values shown are frictional forces typically encountered when using standardpacking flange bolt-torquing procedures.
In some circumstances an actuator could supplytoo much force and cause the stem to buckle, tobend sufficiently to cause a leak, or to damagevalve internals.
The manufacturer normally takes responsibility foractuator sizing and should have methods docu-mented to check for maximum stem loads.Manufacturers also publish data on actuatorthrusts, effective diaphragm areas, and springdata.

2−10
Table 2-4. Typical Rotary Shaft Valve Torque Factors V-Notch Ball Valve with Composition Seal
Valve Size,NPS
Valve Shaft A B CMaximum T
Valve ShaftDiameter,
InchesComposition
Bearings60 Degrees 70 Degrees
Maximum TD,Lbf•In.
23468
1/23/43/41
1–1/4
0.150.100.10
8280380500750
0.110.151.101.103.80
0.603.8018.036.060.0
5152120212041409820
101214161820
1–1/41–1/21–3/4
22–1/82–1/2
1.804.004260
125030002400280028005200
3.8011.075105105190
125143413578578
1044
982012,00023,52523,52555,76255,762
Tabel 2-5. Typical High Performance Butterfly Torque Factors for Valve with Composition SealValveSize,NPS
ShaftDiameterInches
A B C Maximum Torque,Inch–Pounds
60� 75� 90� Breakout TB Dynamic TD
3 1/2 0.50 136 0.8 1.8 8 280 515
4 5/8 0.91 217 3.1 4.7 25 476 225
6 3/4 1.97 403 30 24 70 965 2120
8 1 4.2 665 65 47 165 1860 4140
10 1–1/4 7.3 1012 125 90 310 3095 9820
12 1–1/2 11.4 1422 216 140 580 4670 12,000
Actuator Sizing for Rotary Valves
In selecting the most economical actuator for arotary valve, the determining factors are the torquerequired to open and close the valve and thetorque output of the actuator.
This method assumes the valve has been properlysized for the application and the application doesnot exceed pressure limitations for the valve.
Torque Equations
Rotary valve torque equals the sum of a numberof torque components. To avoid confusion, a num-ber of these have been combined, and a numberof calculations have been performed in advance.Thus, the torque required for each valve type canbe represented with two simple and practicalequations.
Breakout Torque
TB=A(�Pshutoff)+B
Dynamic Torque
TD=C(�Peff)
Specific A, B, and C factors for example rotaryvalve designs are included in tables 2-4 and 2-5.
Maximum RotationMaximum rotation is defined as the angle of valvedisk or ball in the fully open position.
Normally, maximum rotation is 90 degrees. Theball or disk rotates 90 degrees from the closedposition to the wide-open position.
Some of the pneumatic spring-return piston andpneumatic spring-and-diaphragm actuators arelimited to 60 or 75 degrees rotation.
For pneumatic spring-and-diaphragm actuators,limiting maximum rotation allows for higher initialspring compression, resulting in more actuatorbreakout torque. Additionally, the effective lengthof each actuator lever changes with valve rotation.Published torque values, particularly for pneumaticpiston actuators, reflect this changing lever length.

2−11
The Selection ProcessIn choosing an actuator type, the fundamental re-quirement is to know your application. Control sig-nal, operating mode, power source available,thrust/torque required, and fail-safe position canmake many decisions for you. Keep in mind sim-plicity, maintainability and lifetime costs.
Safety is another consideration that must never beoverlooked. Enclosed linkages and controlledcompression springs available in some designsare very important for safety reasons. Table 2-6below lists the pros and cons of the various actua-tor styles.
Table 2-6 Actuator Feature Comparison
Actuator Type Advantages Disadvantages
Spring-and-Diaphragm Lowest costAbility to throttle without positionerSimplicityInherent fail-safe actionLow supply pressure requirementAdjustable to varying conditionsEase of maintenance
Limited output capabilityLarger size and weight
Pneumatic Piston High thrust capabilityCompactLightweightAdaptable to high ambienttemperaturesFast stroking speedRelatively high actuator stiffness
Higher costFail-safe requires accessories or addition of a springPositioner required for throttlingHigh supply pressure requirement
Electric Motor CompactnessVery high stiffnessHigh output capability
High costLack of fail-safe actionLimited duty cycleSlow stroking speed
Electro-Hydraulic High output capabilityHigh actuator stiffnessExcellent throttling abilityFast stroking speed
High costComplexity and maintenance difficultyLarge size and weightFail-safe action only with accessories

2−12
Figure 2-10. The 3620JP is an electro-pneumaticpositioner that combines the functions of transduc-
er and positioner into one unit. The combustionunit generally is more economical but may not be
as flexible as separate units.
W4920
Actuator Selection Summary� Actuator selection must be based on a bal-
ance of process requirements, valve requirementsand cost.
� Simple designs such as the spring-and-dia-phragm are simpler, less expensive and easier tomaintain. Consider them first in most situations.
� Piston actuators offer many of the advan-tages of pneumatic actuators with higher thrustcapability than spring-and-diaphragm styles. Theyare especially useful where compactness is de-sired or long travel is required.
� Electric and electro-hydraulic actuators pro-vide excellent performance. They are, however,much more complex and difficult to maintain.
� Actuator sizing is not difficult, but the widevariety of actuators and valves make it difficult tomaster. Vendor expertise is widely available.
� Systems such as control valves are best pur-chased, assembled and tested by one source.Use of actuators and accessories of the samemanufacture will eliminate many problems.
Figure 2-11. The standard pneumatic positionerfor spring-and-diaphragm actuators is Fisher 3582.This time-proven design features ease for reversaland calibration as well as availability of character-
izing cams to alter its input/output relationship.
BYPASSLEVER
BELLOWSADJUSTINGSCREWNOZZLE
ROTARYSHAFTARM
OPERATINGCAM
FLAPPER SCREENED VENTW6366
Figure 2-12. The FIELDVUE digital valve controllerbrings increased control accuracy and flexibility. When
utilized with AMS ValveLink� software, FIELDVUEinstruments provide valuable diagnostic data that
helps avoid maintenance problems.
W8119-2

2−13
Figure 2-13. Electro-pneumatic transducers are acommon actuator accessory. They take a milliampsignal and produce a proportional pneumatic out-put. The i2P-100 is compact, accurate and has
low air consumption.
W8710
Figure 2-14. On fast control loops, a positionermay not be able to react quickly enough to be ofuse. In these situations, performance of spring-
and-diaphragm actuators can be improved by useof pneumatic boosters such as the SS-263.
X0206
Figure 2-15. Pneumatic controllers comparesensed process pressure (or differential pressure)
with an operator-adjusted set point, and send apneumatic signal to an adjacent control valve thatmaintains the process pressure at or near the setpoint. Fisher C1 controllers and transmitters con-tinue the tradition of durable and dependable Fish-er pressure instrumentation while addressing air or
gas consumption concerns.
W9262-1
Figure 2-16. In the upstream oil and gas industrydisplacer type liquid level controllers along with
on/off dump valves are used for controlling liquidlevel in oil and gas production separators.
The controllers use a displacer sensor to detectliquid level or the interface of two liquids of differ-ent specific gravities. The output signal from thecontroller is either electric or pneumatic and sent
to an on/off dump valve to open or close it. The L2e shown is the electric output version
of this controller.
X0214-1

2−14
Figure 2-17. The FIELDVUE DLC3010 digital levelcontroller is used with level sensors to measure
liquid level, the level of the interface between twoliquids, or liquid specific gravity (density). Changesin level or specific gravity exert a buoyant force ona displacer, which rotates a torque tube shaft. The
digital level controller converts this rotationalmotion to an electronic signal that is used by a
control valve to maintain the level orspecific gravity set point.
W9954-1

www.Fisher.com
Chapter 3
Liquid Valve Sizing
Valve SizingStandardization activities for control valve sizingcan be traced back to the early 1960s when atrade association, the Fluids Control Institute, pub-lished sizing equations for use with both com-pressible and incompressible fluids. The range ofservice conditions that could be accommodatedaccurately by these equations was quite narrow,and the standard did not achieve a high degree ofacceptance. In 1967, the ISA established a com-mittee to develop and publish standard equations.The efforts of this committee culminated in a valvesizing procedure that has achieved the status ofAmerican National Standard. Later, a committeeof the International Electrotechnical Commission(IEC) used the ISA works as a basis to formulateinternational standards for sizing control valves.(Some information in this introductory material hasbeen extracted from ANSI/ISA S75.01 standardwith the permission of the publisher, the ISA.) Ex-cept for some slight differences in nomenclatureand procedures, the ISA and IEC standards havebeen harmonized. ANSI/ISA Standard 75.01 isharmonized with IEC Standards 60534-2-1.3-
In the following sections, the nomenclature andprocedures are explained, and sample problemsare solved to illustrate their use.
Sizing Valves for LiquidsFollowing is a step-by-step procedure for the siz-ing of control valves for liquid flow using the IECprocedure. Each of these steps is important andmust be considered during any valve sizing proce-dure. Steps 3 and 4 concern the determination ofcertain sizing factors that may or may not be re-quired in the sizing equation depending on the ser-vice conditions of the sizing problem. If one, two,or all three of these sizing factors are to be in-cluded in the equation for a particular sizing prob-
lem, refer to the appropriate factor determinationsection(s) located in the text after the sixth step.
1. Specify the variables required to size the valveas follows:
� Desired design
� Process fluid (water, oil, etc.), and
� Appropriate service conditions q or w, P1, P2or ΔP, T1, Gf, Pv, Pc, and υ
The ability to recognize which terms are appropri-ate for a specific sizing procedure can only be ac-quired through experience with different valve siz-ing problems. If any of the above terms appears tobe new or unfamiliar, refer to the Abbreviationsand Terminology Table 3-1 for a complete defini-tion.
2. Determine the equation constant, N.
N is a numerical constant contained in each of theflow equations to provide a means for using differ-ent systems of units. Values for these variousconstants and their applicable units are given inthe Equation Constants table 3-2.
Use N1, if sizing the valve for a flow rate in volu-metric units (gpm or m3/h).
Use N6 if sizing the valve for a flow rate in massunits (lb/h or kg/h).

3−2
3. Determine Fp, the piping geometry factor.
Fp is a correction factor that accounts for pressurelosses due to piping fittings such as reducers, el-bows, or tees that might be attached directly to theinlet and outlet connections of the control valve to
be sized. If such fittings are attached to the valve,the Fp factor must be considered in the sizing pro-cedure. If, however, no fittings are attached to thevalve, Fp has a value of 1.0 and simply drops outof the sizing equation.
Table 3-1. Abbreviations and TerminologySymbol Symbol
Cv Valve sizing coefficient P1 Upstream absolute static pressure
d Nominal valve size P2 Downstream absolute staticpressure
D Internal diameter of the piping Pc Absolute thermodynamic criticalpressure
Fd Valve style modifier,dimensionless
Pv Vapor pressure absolute of liquid atinlet temperature
FF Liquid critical pressure ratio factor,dimensionless
ΔP Pressure drop (P1-P2) across thevalve
Fk Ratio of specific heats factor,dimensionless
ΔPmax(L) Maximum allowable liquid sizingpressure drop
FL Rated liquid pressure recoveryfactor, dimensionless
ΔPmax(LP) Maximum allowable sizing pressuredrop with attached fittings
FLP Combined liquid pressure recoveryfactor and piping geometry factorof valve with attached fittings(when there are no attachedfittings, FLP equals FL),dimensionless
q Volume rate of flow
FP Piping geometry factor,dimensionless
qmax Maximum flow rate (choked flowconditions) at given upstreamconditions
Gf Liquid specific gravity (ratio ofdensity of liquid at flowingtemperature to density of water at60�F), dimensionless
T1 Absolute upstream temperature(degree K or degree R)
Gg Gas specific gravity (ratio ofdensity of flowing gas to density ofair with both at standardconditions(1), i.e., ratio ofmolecular weight of gas tomolecular weight of air),dimensionless
w Mass rate of flow
k Ratio of specific heats,dimensionless
x Ratio of pressure drop to upstreamabsolute static pressure (ΔP/P1),dimensionless
K Head loss coefficient of a device,dimensionless
xT Rated pressure drop ratio factor,dimensionless
M Molecular weight, dimensionless Y Expansion factor (ratio of flowcoefficient for a gas to that for aliquid at the same Reynoldsnumber), dimensionless
N Numerical constant Z Compressibility factor,dimensionless
γ1 Specific weight at inlet conditions
υ Kinematic viscosity, centistokes
1. Standard conditions are defined as 60�F (15.5�C) and 14.7 psia (101.3kPa).

3−3
Table 3-2. Equation Constants(1)
N w q p(2) � T d, D
N1
0.08650.8651.00
- - -- - -- - -
m3/hm3/hgpm
kPabarpsia
- - -- - -- - -
- - -- - -- - -
- - -- - -- - -
N20.00214
890- - -- - -
- - -- - -
- - -- - -
- - -- - -
- - -- - -
mminch
N50.00241
1000- - -- - -
- - -- - -
- - -- - -
- - -- - -
- - -- - -
mminch
N6
2.7327.363.3
kg/hkg/hlb/h
- - -- - -- - -
kPabarpsia
kg/m3
kg/m3
lb/ft3
- - -- - -- - -
- - -- - -- - -
N7(3)
Normal ConditionsTN = 0�C
3.94394
- - -- - -
m3/hm3/h
kPabar
- - -- - -
deg Kdeg K
- - -- - -
Standard ConditionsTs = 15.5�C
4.17417
- - -- - -
m3/hm3/h
kPabar
- - -- - -
deg Kdeg K
- - -- - -
Standard ConditionsTs = 60�F
1360 - - - scfh psia - - - deg R - - -
N8
0.94894.819.3
kg/hkg/hlb/h
- - -- - -- - -
kPabarpsia
- - -- - -- - -
deg Kdeg Kdeg R
- - -- - -- - -
N9(3)
Normal ConditionsTN = 0�C
21.22120
- - -- - -
m3/hm3/h
kPabar
- - -- - -
deg Kdeg K
- - -- - -
Standard ConditionsTs = 15.5�C
22.42240
- - -- - -
m3/hm3/h
kPabar
- - -- - -
deg Kdeg K
- - -- - -
Standard ConditionsTS = 60�F
7320 - - - scfh psia - - - deg R - - -
1. Many of the equations used in these sizing procedures contain a numerical constant, N, along with a numericalsubscript. These numerical constants provide a means for using different units in the equations. Values for thevarious constants and the applicable units are given in the above table. For example, if the flow rate is given in U.S.gpm and the pressures are psia, N1 has a value of 1.00. If the flow rate is m3/hr and the pressures are kPa, the N1constant becomes 0.0865.2. All pressures are absolute.3. Pressure base is 101.3 kPa (1.013 bar)(14.7 psia).
For rotary valves with reducers (swaged installa-tions), and other valve designs and fitting styles,determine the Fp factors by using the procedurefor Determining Fp, the Piping Geometry Factor,page 3-4.
4. Determine qmax (the maximum flow rate atgiven upstream conditions) or �Pmax (the allow-able sizing pressure drop).
The maximum or limiting flow rate (qmax), com-monly called choked flow, is manifested by noadditional increase in flow rate with increasingpressure differential with fixed upstream condi-tions. In liquids, choking occurs as a result of va-porization of the liquid when the static pressurewithin the valve drops below the vapor pressure ofthe liquid.
The IEC standard requires the calculation of anallowable sizing pressure drop (ΔPmax), to accountfor the possibility of choked flow conditions withinthe valve. The calculated ΔPmax value iscompared with the actual pressure drop specifiedin the service conditions, and the lesser of thesetwo values is used in the sizing equation. If it isdesired to use ΔPmax to account for the possibility
of choked flow conditions, it can be calculated us-ing the procedure for determining qmax, the Maxi-mum Flow Rate, or ΔPmax, the Allowable SizingPressure Drop. If it can be recognized that chokedflow conditions will not develop within the valve,ΔPmax need not be calculated.
5. Solve for required Cv, using the appropriateequation:
� For volumetric flow rate units—
C� �q
N1FpP1�P2
Gf�
� For mass flow rate units—
Cv � wN6Fp (P1 � P2)��
In addition to Cv, two other flow coefficients, Kvand Av, are used, particularly outside of NorthAmerica. The following relationships exist:
Kv = (0.865)(Cv)
Av = (2.40 X 10−5)(Cv)

3−4
6. Select the valve size using the appropriate flowcoefficient table and the calculated Cv value.
Determining Piping GeometryFactor (Fp)Determine an Fp factor if any fittings such as re-ducers, elbows, or tees will be directly attached tothe inlet and outlet connections of the controlvalve that is to be sized. When possible, it is rec-ommended that Fp factors be determined experi-mentally by using the specified valve in actualtests.
Calculate the Fp factor using the following equa-tion.
Fp � �1 � �KN2�Cv
d2�2�12
where,
N2 = Numerical constant found in the EquationConstants table
d = Assumed nominal valve size
Cv = Valve sizing coefficient at 100-percenttravel for the assumed valve size
In the above equation, the �K term is the algebra-ic sum of the velocity head loss coefficients of allof the fittings that are attached to the controlvalve.
�K = K1 + K2 + KB1 − KB2
where,
K1 = Resistance coefficient of upstream fittings
K2 = Resistance coefficient of downstream fit-tings
KB1 = Inlet Bernoulli coefficient
KB2 = Outlet Bernoulli coefficient
The Bernoulli coefficients, KB1 and KB2, are usedonly when the diameter of the piping approachingthe valve is different from the diameter of the pip-ing leaving the valve, whereby:
KB1 or KB2 = 1 − �dD�4
where,
d = Nominal valve size
D = Internal diameter of piping
If the inlet and outlet piping are of equal size, thenthe Bernoulli coefficients are also equal, KB1 =KB2, and therefore they are dropped from theequation.
The most commonly used fitting in control valveinstallations is the short-length concentric reducer.The equations for this fitting are as follows:
� For an inlet reducer—
K1 � 0.5�1 � d2
D2�2
� For an outlet reducer—
K2 � 1.0�1 � d2
D2�2
� For a valve installed between identical reduc-ers—
K1 � K2 � 1.5�1 � d2
D2�2
Determining Maximum Flow Rate (qmax)Determine either qmax or �Pmax if it is possible forchoked flow to develop within the control valvethat is to be sized. The values can be determinedby using the following procedures.
qmax � N1FLCvP1 � FF Pv
Gf�
Values for FF, the liquid critical pressure ratio fac-tor, can be obtained from figure 3-1, or from thefollowing equation:
FF � 0.96 � 0.28Pv
Pc�

3−5
Figure 3-1. Liquid critical pressure ratio factor for water.
Values of FL, the recovery factor for rotary valvesinstalled without fittings attached, can be found inpublished coefficient tables. If the given valve is tobe installed with fittings such as reducer attachedto it, FL in the equation must be replaced by thequotient FLP/Fp, where:
FLP ��K1
N2�Cv
d2�2
� 1FL
2�12
and
K1 = K1 + KB1
where,
K1 = Resistance coefficient of upstream fittings
KB1 = Inlet Bernoulli coefficient
(See the procedure for Determining Fp, the PipingGeometry Factor, for definitions of the otherconstants and coefficients used in the aboveequations.)
Determining Allowable SizingPressure Drop ��Pmax�
�Pmax (the allowable sizing pressure drop) can bedetermined from the following relationships:
For valves installed without fittings—
�Pmax(L) � FL2�P1 � FF Pv�
For valves installed with fittings attached—
�Pmax(LP) � �FLP
FP�2
�P1 � FF PV�
where,
P1 = Upstream absolute static pressure
P2= Downstream absolute static pressure
Pv = Absolute vapor pressure at inlet tempera-ture

3−6
Figure 3-2. Liquid critical pressure ratio factor for liquids other than water.
Values of FF, the liquid critical pressure ratio fac-tor, can be obtained from figure 3-1 or from thefollowing equation:
FF � 0.96 � 0.28Pv
Pc�
An explanation of how to calculate values of FLP,the recovery factor for valves installed with fittingsattached, is presented in the preceding procedureDetermining qmax (the Maximum Flow Rate).
Once the �Pmax value has been obtained from theappropriate equation, it should be compared withthe actual service pressure differential (�P = P1 −P2). If �Pmax is less than �P, this is an indicationthat choked flow conditions will exist under theservice conditions specified. If choked flow condi-tions do exist (�Pmax < P1 − P2), then step 5 ofthe procedure for Sizing Valves for Liquids mustbe modified by replacing the actual service pres-sure differential (P1 − P2) in the appropriate valvesizing equation with the calculated �Pmax value.
Note
Once it is known that choked flowconditions will develop within thespecified valve design (�Pmax is cal-culated to be less than �P), a furtherdistinction can be made to deter-
mine whether the choked flow iscaused by cavitation or flashing.The choked flow conditions arecaused by flashing if the outlet pres-sure of the given valve is less thanthe vapor pressure of the flowingliquid. The choked flow conditionsare caused by cavitation if the outletpressure of the valve is greater thanthe vapor pressure of the flowingliquid.
Liquid Sizing Sample Problem
Assume an installation that, at initial plant start-up,will not be operating at maximum design capabili-ty. The lines are sized for the ultimate system ca-pacity, but there is a desire to install a controlvalve now which is sized only for currently antici-pated requirements. The line size is NPS 8, andan ASME CL300 globe valve with an equal per-centage cage has been specified. Standard con-centric reducers will be used to install the valveinto the line. Determine the appropriate valve size.
1. Specify the necessary variables required tosize the valve:
� Desired valve design—ASME CL300 globevalve with equal percentage cage and an as-sumed valve size of NPS 3.

3−7
� Process fluid—liquid propane
� Service conditions—q = 800 gpm
P1 = 300 psig (21 bar) = 314.7 psia
P2 = 275 psig (19 bar) = 289.7 psia
�P = 25 psi (1.7 bar)
T1 = 70�F (21�C
Gf = 0.50
Pv = 124.3 psia
Pc = 616.3 psia
2. Use an N1 value of 1.0 from the EquationConstants table.
3. Determine Fp, the piping geometry factor.
Because it is proposed to install a NPS 3 valve inan NPS 8 line, it will be necessary to determinethe piping geometry factor, Fp, which corrects forlosses caused by fittings attached to the valve.
Fp ��1 � �KN2�Cv
d2�2�12
where,
N2 = 890, from the Equation Constants table
d = 3 inches, from step 1
Cv = 121, from the flow coefficient table for anASME CL300, NPS 3 globe valve with equal per-centage cage
To compute �K for a valve installed between iden-tical concentric reducers:
�K � K1 � K2
� 1.5�1 � d2
D2�2
� 1.5�1 �(3)2
(8)2�2
� 1.11
where,
D = 8 inches, the internal diameter of the pipingso,
Fp ��1 � 1.11890�121
32�2�12
� 0.90
4. Determine �Pmax (the Allowable Sizing Pres-sure Drop.)
Based on the small required pressure drop, theflow will not be choked (�Pmax > �P).
5. Solve for Cv, using the appropriate equation.
Cv �q
N1FP
P1�P2�Gf
� 800
(1.0)(0.90) 250.5�
� 125.7
6. Select the valve size using the flow coefficienttable and the calculated Cv value.
The required Cv of 125.7 exceeds the capacity ofthe assumed valve, which has a Cv of 121. Al-though for this example it may be obvious that thenext larger size (NPS 4) would be the correctvalve size, this may not always be true, and a re-peat of the above procedure should be carried out.
Assuming a NPS 4 valve, Cv = 203. This valuewas determined from the flow coefficient table foran ASME CL300, NPS 4 globe valve with an equalpercentage cage.

3−8
Recalculate the required Cv using an assumed Cvvalue of 203 in the Fp calculation.
where,
�K � K1 � K2
� 1.5�1 � d2
D2�2
� 1.5�1 � 1664�2
� 0.84
and
Fp ��1.0 � �KN2�Cv
d2�2�12
��1.0 � 0.84890�203
42�2�12
� 0.93
and
Cv �q
N1FpP1�P2
Gf�
� 800
(1.0)(0.93) 250.5�
� 121.7
This solution indicates only that the NPS 4 valve islarge enough to satisfy the service conditions giv-en. There may be cases, however, where a moreaccurate prediction of the Cv is required. In suchcases, the required Cv should be redeterminedusing a new Fp value based on the Cv value ob-tained above. In this example, Cv is 121.7, whichleads to the following result:
Fp ��1.0 � �KN2�Cv
d2�2�12
��1.0 � 0.84890�121.7
42�2�12
� 0.97
The required Cv then becomes:
Cv �q
N1FpP1�P2
Gf�
� 800
(1.0)(0.97) 250.5�
� 116.2
Because this newly determined Cv is very close tothe Cv used initially for this recalculation (116.2versus 121.7), the valve sizing procedure is com-plete, and the conclusion is that a NPS 4 valveopened to about 75-percent of total travel shouldbe adequate for the required specifications.

www.Fisher.com
Chapter 4
Gas Valve Sizing
Sizing Valves for CompressibleFluidsFollowing is a six-step procedure for the sizing ofcontrol valves for compressible flow using the ISAstandardized procedure. Each of these steps isimportant and must be considered during anyvalve sizing procedure. Steps 3 and 4 concern thedetermination of certain sizing factors that may ormay not be required in the sizing equation de-pending on the service conditions of the sizingproblem. If it is necessary for one or both of thesesizing factors to be included in the sizing equationfor a particular sizing problem, refer to the ap-propriate factor determination section(s), which isreferenced and located in the following text.4-
1. Specify the necessary variables required tosize the valve as follows:
� Desired valve design (e.g. balanced globewith linear cage)
� Process fluid (air, natural gas, steam, etc.)and
� Appropriate service conditions—q, or w, P1, P2 or �P, T1, Gg, M, k, Z, and �1
The ability to recognize which terms are appropri-ate for a specific sizing procedure can only be ac-quired through experience with different valve siz-ing problems. If any of the above terms appear tobe new or unfamiliar, refer to the Abbreviationsand Terminology Table 3-1 in Chapter 3 for acomplete definition.
2. Determine the equation constant, N.
N is a numerical constant contained in each of theflow equations to provide a means for using differ-ent systems of units. Values for these various
constants and their applicable units are given inthe Equation Constants Table 3-2 in Chapter 3.
Use either N7 or N9 if sizing the valve for a flowrate in volumetric units (scfh or m3/h). Which ofthe two constants to use depends upon the speci-fied service conditions. N7 can be used only if thespecific gravity, Gg, of the following gas has beenspecified along with the other required serviceconditions. N9 can be used only if the molecularweight, M, of the gas has been specified.
Use either N6 or N8 if sizing the valve for a flowrate in mass units (lb/h or kg/h). Which of the twoconstants to use depends upon the specified ser-vice conditions. N6 can be used only if the specificweight, �1, of the flowing gas has been specifiedalong with the other required service conditions.N8 can be used only if the molecular weight, M, ofthe gas has been specified.
3. Determine Fp, the piping geometry factor.
Fp is a correction factor that accounts for anypressure losses due to piping fittings such as re-ducers, elbows, or tees that might be attacheddirectly to the inlet and outlet connections of thecontrol valves to be sized. If such fittings are at-tached to the valve, the Fp factor must be consid-ered in the sizing procedure. If, however, no fit-tings are attached to the valve, Fp has a value of1.0 and simply drops out of the sizing equation.
Also, for rotary valves with reducers and othervalve designs and fitting styles, determine the Fpfactors by using the procedure for Determining Fpthe Piping Geometry Factor, which is located onpage 3-4 in Chapter 3.

4−2
4. Determine Y, the expansion factor, as follows:
Y � 1 � x3Fk xT
where,
Fk = k/1.4, the ratio of specific heats factor
k = Ratio of specific heats
x = �P/P1, the pressure drop ratio
xT = The pressure drop ratio factor for valvesinstalled without attached fittings. More defin-itively, xT is the pressure drop ratio requiredto produce critical, or maximum, flow throughthe valve when Fk = 1.0
If the control valve to be installed has fittings suchas reducers or elbows attached to it, then theireffect is accounted for in the expansion factorequation by replacing the xT term with a new fac-tor xTP. A procedure for determining the xTP factoris described in the following section for Determin-ing xTP, the Pressure Drop Ratio Factor.
Note
Conditions of critical pressure dropare realized when the value of x be-comes equal to or exceeds the ap-propriate value of the product of ei-ther Fk xT or Fk xTP at which point:
y � 1 � x3Fk xT
� 1 � 1�3 � 0.667
Although in actual service, pressure drop ratioscan, and often will, exceed the indicated criticalvalues, this is the point where critical flow condi-tions develop. Thus, for a constant P1, decreasingP2 (i.e., increasing �P) will not result in an in-crease in the flow rate through the valve. Valuesof x, therefore, greater than the product of eitherFkxT or FkxTP must never be substituted in theexpression for Y. This means that Y can never beless than 0.667. This same limit on values of xalso applies to the flow equations that areintroduced in the next section.
5. Solve for the required Cv using the appropriateequation:
For volumetric flow rate units—
� If the specific gravity, Gg, of the gas hasbeen specified:
Cv �q
N7 Fp P1 Y xGg T1 Z�
� If the molecular weight, M, of the gas hasbeen specified:
Cv �q
N9 Fp P1 Y xM T1 Z�
For mass flow rate units—
� If the specific weight, �1, of the gas has beenspecified:
Cv � wN6FpY x P1 �1
�
� If the molecular weight, M, of the gas hasbeen specified:
Cv � w
N8 Fp P1 Yx M
T1 Z�
In addition to Cv, two other flow coefficients, Kvand Av, are used, particularly outside of NorthAmerica. The following relationships exist:
Kv � (0.865)(Cv)
Av � �2.40 X 10�5�(Cv)
6. Select the valve size using the appropriate flowcoefficient table and the calculated Cv value.

4−3
Determining xTP, the PressureDrop Ratio FactorIf the control valve is to be installed with attachedfittings such as reducers or elbows, then their ef-fect is accounted for in the expansion factor equa-tion by replacing the xT term with a new factor,xTP.
xTP �xT
Fp2�1
xT Ki
N5�Cv
d 2�2
�1
where,
N5 = Numerical constant found in the EquationConstants table
d = Assumed nominal valve size
Cv = Valve sizing coefficient from flow coeffi-cient table at 100 percent travel for the as-sumed valve size
Fp = Piping geometry factor
xT = Pressure drop ratio for valves installedwithout fittings attached. xT values are in-cluded in the flow coefficient tables
In the above equation, Ki, is the inlet head losscoefficient, which is defined as:
Ki � K1 KB1
where,
K1 = Resistance coefficient of upstream fittings(see the procedure for Determining Fp, thePiping Geometry Factor, which is containedin the section for Sizing Valves for Liquids).
KB1 = Inlet Bernoulli coefficient (see the proce-dure for Determining Fp, the piping Geometryfactor, which is contained in the section forSizing Valves for Liquids.)
Compressible Fluid Sizing SampleProblem No. 1Determine the size and percent opening for aFisher V250 ball valve operating with the followingservice conditions. Assume that the valve and linesize are equal.
1. Specify the necessary variables required tosize the valve:
� Desired valve design—Fisher V250 valve
� Process fluid—Natural gas
� Service conditions—
P1 = 200 psig (14 bar) = 214.7 psia
P2 = 50 psig (3.4 bar) = 64.7 psia
�P = 150 psig (10.3 bar)
x = �P/P1 = 150/214.7 = 0.70
T1 = 60�F (15.5�C) = 520�R
M = 17.38
Gg = 0.60
k = 1.31
q = 6.0 x 106 scfh
2. Determine the appropriate equation constant,N, from the Equation Constants Table 3-2 inChapter 3.
Because both Gg and M have been given in theservice conditions, it is possible to use an equationcontaining either N7 or N9. In either case, the endresult will be the same. Assume that the equationcontaining Gg has been arbitrarily selected for thisproblem. Therefore N7 = 1360.
3. Determine Fp, the piping geometry factor.Since valve and line size are assumed equal, Fp =1.0.
4. Determine Y, the expansion factor.
Fk �k
1.40
� 1.311.40
� 0.94
It is assumed that an NPS 8 Vee-Ball V250 valvewill be adequate for the specified service condi-tions. From the flow coefficient table 4-1, xT for anNPS 8 V250 valve at 100-percent travel is 0.137.
x = 0.70 (This was calculated in step 1.)
Since conditions of critical pressure drop are real-ized when the calculated value of x becomes

4−4
equal to or exceeds the appropriate value of FkxT,these values should be compared.
FkxT � (0.94) (0.137)
� 0.129
Because the pressure drop ratio, x = 0.70 exceedsthe calculated critical value, FkxT = 0.129, chokedflow conditions are indicated. Therefore, Y =0.667, and x = FKXT = 0.129.
5. Solve for required Cv using the appropriateequation.
Cv �q
N7 Fp P1 Y xGg T1 Z�
The compressibility factor, Z, can be assumed tobe 1.0 for the gas pressure and temperature givenand Fp = 1 because valve size and line sizeare equal.
So,
Cv �6.0 x 106
�1360��1.0��214.7��0.667� 0.129(0.6)(520)(1.0)�
� 1515
6. Select the valve size using the flow coefficienttable and the calculated Cv value.
The above result indicates that the valve is ade-quately sized (rated Cv = 2190). To determine thepercent valve opening, note that the required Cvoccurs at approximately 83 degrees for the NPS 8V250 valve. Note also that, at 83 degrees open-ing, the xT value is 0.252, which is substantiallydifferent from the rated value of 0.137 used initiallyin the problem. The next step is to rework theproblem using the xT value for 83 degrees travel.
The Fk xT product must now be recalculated.
x � Fk xT
� (0.94) (0.252)
� 0.237
The required Cv now becomes:
Cv �q
N7 Fp P1 Y xGg T1 Z�
�6.0 x 106
�1360��1.0��214.7��0.667� 0.237(0.6)(520)(1.0)
�
� 1118
The reason that the required Cv has dropped sodramatically is attributable solely to the differencein the xT values at rated and 83 degrees travel. ACv of 1118 occurs between 75 and 80 degreestravel.
The appropriate flow coefficient table indicatesthat xT is higher at 75 degrees travel than at 80degrees travel. Therefore, if the problem were tobe reworked using a higher xT value, this shouldresult in a further decline in the calculated requiredCv.
Reworking the problem using the xT value corre-sponding to 78 degrees travel (i.e., xT = 0.328)leaves:
x � Fk xT
� (0.94) (0.328)
� 0.308
and,
Cv �q
N7 Fp P1 Y xGg T1 Z�
�6.0 x 106
(1360)(1.0)(214.7)(0.667) 0.308(0.6)(520)(1.0)
�
� 980
The above Cv of 980 is quite close to the 75 de-gree travel Cv. The problem could be reworkedfurther to obtain a more precise predicted opening;however, for the service conditions given, an NPS8 V250 valve installed in an NPS 8 line will beapproximately 75 degrees open.
Compressible Fluid Sizing SampleProblem No. 2Assume steam is to be supplied to a process de-signed to operate at 250 psig (17 bar). The supplysource is a header maintained at 500 psig (34 bar)and 500�F (260�C). A 6-inch line from the steammain to the process is being planned. Also, makethe assumption that if the required valve size isless than NPS 6, it will be installed using concen-tric reducers. Determine the appropriate ED valvewith a linear cage.

4−5
1. Specify the necessary variables required tosize the valve:
a. Desired valve design—ASME CL300 De-sign ED valve with a linear cage. Assume valvesize is NPS 4.
b. Process fluid—superheated steam
c. Service conditions—
w = 125,000 lb/h
P1 = 500 psig (34 bar) = 514.7 psia
P2 = 250 psig (17 bar) = 264.7 psia
�P = 250 psig (17 bar)
x = �P/P1 = 250/514.7 = 0.49
T1 = 500�F (260�C)
�1 = 1.0434 lb/ft3 (from Properties of Satu-rated Steam table)
k= 1.28 (from Properties of Saturated Steamtable)
2. Determine the appropriate equation constant,N, from the Equation Constants Table 3-2 inChapter 3.
Because the specified flow rate is in mass units,(lb/h), and the specific weight of the steam is alsospecified, the only sizing equation that can beused is that which contains the N6 constant.Therefore,
N6 � 63.3
3. Determine Fp, the piping geometry factor.
Fp ��1 �KN2�Cv
d2�2�1�2
where,
N2 = 890, determined from the EquationConstants table
d = 4 in.
Cv = 236, which is the value listed in the flowcoefficient Table 4-2 for a NPS 4 ED valve at100-percent total travel.
and
�K � K1 K2
� 1.5�1 � d2
D2�2
� 1.5�1 � 42
62�2
� 0.463
Finally:
Fp ��� 1 0.463
890�(1.0)(236)
(4)2�2
���
�1�2
� 0.95
4. Determine Y, the expansion factor.
Y � 1 � x3Fk xTP
where,
Fk �k
1.40
� 1, 281.40
� 0.91
x � 0.49 (As calculated in step 1.)
Because the NPS 4 valve is to be installed in aNPS 6 line, the xT term must be replaced by xTP.
xTP �xT
Fp2�1
xT Ki
N5�Cv
d2�2�1
where,
N5 = 1000, from the Equation Constants table
d = 4 inches
Fp = 0.95, determined in step 3
xT = 0.688, a value determined from the ap-propriate listing in the flow coefficient table
Cv = 236, from step 3
and

4−6
Ki � K1 KB1
� 0.5�1 � d2
D2�2
�1 ��dD�4
� 0.5�1 � 42
62�2
�1 ��46�4
� 0.96
where D = 6 inches
so:
XTP � 0.690.952�1
�0.69��0.96�
1000�236
42�2�1
� 0.67
Finally:
Y � 1 � x3 Fk xTP
� 1 � 0.49(3) (0.91) (0.67)
� 0.73
5. Solve for required Cv using the appropriateequation.
Cv � wN6 FP Y x P1 �1
�
Cv � 125, 000
(63.3)(0.95)(0.73) (0.49)(514.7)(1.0434)�
� 176
6. Select the valve size using flow coefficienttables and the calculated Cv value.
Refer to the flow coefficient Table 4-2 for EDvalves with linear cage. Because the assumedNPS 4 valve has a Cv of 236 at 100-percent traveland the next smaller size (NPS 3) has a Cv of only148, it can be surmised that the assumed size iscorrect. In the event that the calculated requiredCv had been small enough to have been handledby the next smaller size, or if it had been largerthan the rated Cv for the assumed size, it wouldhave been necessary to rework the problem againusing values for the new assumed size.

4−7
Table 4-1. Representative Sizing Coefficients for Rotary Shaft ValvesValveSize
(NPS)Valve Style
Degrees ofValve
OpeningCv FL XT FD
1 V−Notch Ball Valve 6090
. 15.634.0
0.860.86
0.530.42
1 1/2 V−Notch Ball Valve 6090
28.577.3
0.850.74
0.500.27
2 V−Notch Ball Valve
High Performance Butterfly Valve
60906090
59.213258.980.2
0.810.770.760.71
0.530.410.500.44
0.490.70
3 V−Notch Ball Valve
High Performance Butterfly Valve
60906090
120321115237
0.800.740.810.64
0.500.300.460.28
0.920.990.490.70
4 V−Notch Ball Valve
High Performance Butterfly Valve
60906090
195596270499
0.800.620.690.53
0.520.220.320.19
0.920.990.490.70
6 V−Notch Ball Valve
High Performance Butterfly Valve
60906090
3401100664
1260
0.800.580.660.55
0.520.200.330.20
0.910.990.490.70
8 V−Notch Ball Valve
High Performance Butterfly Valve
60906090
518182011602180
0.820.540.660.48
0.540.180.310.19
0.910.990.490.70
10 V−Notch Ball Valve
High Performance Butterfly Valve
60906090
1000300016703600
0.800.560.660.48
0.470.190.380.17
0.910.990.490.70
12 V−Notch Ball Valve
High Performance Butterfly Valve
60906090
1530398025005400
0.780.63
0.490.25
0.920.990.490.70
16 V−Notch Ball Valve
High Performance Butterfly Valve
60906090
2380827038708600
0.800.370.690.52
0.450.130.400.23
0.921.00

4−8
Table 4-2. Representative Sizing Coefficients for Design ED Single−Ported Globe Style Valve Bodies
Valve Size(NPS)
Valve Plug Style Flow Characteristic Port Dia.(in.)
RatedTravel(in.)
CV FL XT FD
1/2 Post Guided Equal Percentage 0.38 0.50 2.41 0.90 0.54 0.61
3/4 Post Guided Equal Percentage 0.56 0.50 5.92 0.84 0.61 0.61
1
Micro Form�
Cage Guided
Equal Percentage
LinearEqual Percentage
3/81/23/4
1 5/161 5/16
3/43/43/43/43/4
3.074.918.84
20.617.2
0.890.930.970.840.88
0.660.800.920.640.67
0.720.670.620.340.38
1 1/2
Micro−Form�
Cage Guided
Equal Percentage
LinearEqual Percentage
3/81/23/4
1 7/81 7/8
3/43/43/43/43/4
3.205.18
10.239.235.8
0.840.910.920.820.84
0.650.710.800.660.68
0.720.670.620.340.38
2 Cage Guided LinearEqual Percentage
2 5/162 5/16
1 1/81 1/8
72.959.7
0.770.85
0.640.69
0.330.31
3 Cage Guided LinearEqual Percentage
3 7/16 1 1/2 148136
0.820.82
0.620.68
0.300.32
4 Cage Guided LinearEqual Percentage
4 3/8 2 236224
0.820.82
0.690.72
0.280.28
6 Cage Guided LinearEqual Percentage
7 2 433394
0.840.85
0.740.78
0.280.26
8 Cage Guided LinearEqual Percentage
8 3 846818
0.870.86
0.810.81
0.310.26

www.Fisher.com
Chapter 5
Control Valve Noise
Noise ControlIn closed systems (not vented to atmosphere),any noise produced in the process becomes air-borne only by transmission through the valves andadjacent piping that contain the flowstream. Thesound field in the flowstream forces these solidboundaries to vibrate. The vibrations cause distur-bances in the ambient atmosphere that propagateas sound waves.5-
Noise control employs either source treatment,path treatment, or both. Source treatment, pre-venting or attenuating noise at its source, is themost desirable approach, if economically andphysically feasible.
Recommended cage-style source treatment ap-proaches are depicted in Figure 5-1. The upperview shows a cage with many narrow parallel slotsdesigned to minimize turbulence and provide afavorable velocity distribution in the expansionarea. This economical approach to quiet valve de-sign can provide 15 to 20 dBA noise reduction withlittle or no decrease in flow capacity.
The lower view in Figure 5-1 illustrates flowthrough a two-stage, cage-style trim designed foroptimum noise attenuation where pressure dropratios (�P/P1) are high.
This trim design can reduce the valve noise asmuch as 40 dBA by utilizing a combination of sev-eral noise reduction strategies:
� Unique passage shape that reduces the con-version of total stream power generated by thevalve into noise power.
� Multistage pressure reduction that divides thestream power between stages and further reducesthe acoustic conversion efficiency.
Figure 5-1. Valve Trim Designs for Reducing Aerodynamic Noise
W1257
E0863
� Frequency spectrum shifting that reducesacoustic energy in the audible range by capitaliz-ing on the transmission loss of the piping.
� Exit jet independence that avoids noise re-generation due to jet coalescence.
� Velocity management is accomplished withexpanding areas to accommodate the expandinggas.
� Complementary body designs that avoid flowimpingement on the body wall and secondarynoise sources.
For control valve applications operating at highpressure ratios (�P/P1 > 0.8) the series restriction

5−2
Figure 5-2. Valve and Inline Diffuser Combination
W2618
approach, splitting the total pressure drop betweenthe control valve and a fixed restriction (diffuser)downstream of the valve can be effective in mini-mizing noise. To optimize the effectiveness of adiffuser, it must be designed (special shape andsizing) for each given installation so that the noiselevels generated by the valve and diffuser areequal. Figure 5-2 shows a typical installation.
Control systems venting to atmosphere are gener-ally very noisy because of the high pressure ratiosand high exit velocities involved. Dividing the totalpressure drop between the actual vent and an up-stream control valve, by means of a vent diffuser,quiets both the valve and the vent. A properlysized vent diffuser and valve combination, such asthat shown in Figure 5-3, can reduce the overallsystem noise level as much as 40 dBA.
Source treatment for noise problems associatedwith control valves handling liquid is directed pri-marily at eliminating or minimizing cavitation. Be-cause flow conditions that will produce cavitationcan be accurately predicted, valve noise resultingfrom cavitation can be eliminated by application ofappropriate limits to the service conditions at thevalve by use of break-down orifices, valves in se-ries, etc. Another approach to source treatment isusing special valve trim that uses the series re-striction concept to eliminate cavitation as shownin Figure 5-4.
A second approach to aerodynamic noise controlis that of path treatment. The fluid stream is anexcellent noise transmission path. Path treatmentconsists of increasing the impedance of the trans-
Figure 5-3. Valve and Vent Diffuser CombinationW2672
mission path to reduce the acoustic energy com-municated to the receiver.
Dissipation of acoustic energy by use of acousticalabsorbent materials is one of the most effectivemethods of path treatment. Whenever possible theacoustical material should be located in the flowstream either at or immediately downstream of thenoise source. In gas systems, inline silencers ef-fectively dissipate the noise within the fluid streamand attenuate the noise level transmitted to thesolid boundaries. Where high mass flow rates and/or high pressure ratios across the valve exist, in-line silencers, such as that shown in Figure 5-5,are often the most realistic and economical ap-proach to noise control. Use of absorption-typeinline silencers can provide almost any degree ofattenuation desired. However, economic consider-

5−3
Figure 5-4. Special Valve Designto Eliminate Cavitation
W2673
W1304
Figure 5-5. Typical Inline Silencer
ations generally limit the insertion loss to approxi-mately 25 dBA.
Noise that cannot be eliminated within the bound-aries of the flow stream must be eliminated by ex-ternal treatment. This approach to the abatementof control valve noise suggests the use of heavywalled piping, acoustical insulation of the exposedsolid boundaries of the fluid stream, use of insu-lated boxes, buildings, etc., to isolate the noisesource.
Path treatment such as heavy wall pipe or externalacoustical insulation can be an economical andeffective technique for localized noise abatement.However, noise is propagated for long distancesvia the fluid stream and the effectiveness of theheavy wall pipe or external insulation ends wherethe treatment ends.
Aerodynamic Noise PredictionIndustry leaders use the International Electrotech-nical Commission standard IEC 60534-8-3-2010:Industrial-process control valves—Part 8: NoiseConsiderations—Section 3: Control valve aerody-namic noise prediction method. This method con-sists of a mix of thermodynamic and aerodynamictheory and some empirical information. The designof the method allows a noise prediction for a valve
based only on the measurable geometry of thevalve and the service conditions applied to thevalve.
The method defines five basic steps to a noiseprediction:
1. Calculate the total stream power in the processat the vena contracta. The noise of interest is generated by the valve inand downstream of the vena contracta. If the totalpower dissipated by throttling at the vena contrac-ta can be calculated, then the fraction that is noisepower can be determined. Since power is the timerate of energy, a form of the familiar equation forcalculating kinetic energy can be used. The kineticenergy equation is 1/2 mv2 where m is mass and vis velocity. If the mass flow rate is substituted forthe mass term, then the equation calculates thepower. The velocity is the vena contracta velocityand is calculated with the energy equation of theFirst Law of Thermodynamics.
2. Determine the fraction of total power that isacoustic power. The method considers the process conditions ap-plied across the valve to determine the particularnoise generating mechanism in the valve. Thereare five defined regimes dependent on the rela-tionship of the vena contracta pressure and thedownstream pressure. For each of these regimesan acoustic efficiency is defined and calculated.This acoustic efficiency establishes the fraction ofthe total stream power, as calculated in Step 1,which is noise power. In designing a quiet valve,lower acoustic efficiency is one of the goals.
3. Convert acoustic power to sound pressure. The final goal of the IEC prediction method is de-termination of the sound pressure level at a refer-ence point outside the valve where human hearingis a concern. Step 2 delivers acoustic power,which is not directly measurable. Acoustic orsound pressure is measurable and therefore hasbecome the default expression for noise in mostsituations. Converting from acoustic power to thesound pressure uses basic acoustic theory.
4. Account for the transmission loss of the pipe-wall and restate the sound pressure at the outsidesurface of the pipe.
Steps 1 through 3 are involved with the noise gen-eration process inside the pipe. There are timeswhen this is the area of interest, but the noise lev-els on the outside of the pipe are the prime re-quirement. The method must account for thechange in the noise as the reference locationmoves from inside the pipe to outside the pipe.

5−4
The pipe wall has physical characteristics, due toits material, size, and shape, that define how wellthe noise will transmit through the pipe. The fluid-borne noise inside the pipe must interact with theinside pipe wall to cause the pipe wall to vibrate,then the vibration must transmit through the pipewall to the outside pipe wall, and there the outsidepipe wall must interact with the atmosphere togenerate sound waves. These three steps of noisetransmission are dependent on the noise frequen-cy. The method determines the pipe transmissionloss as a function of frequency. The method thencompares the internal noise spectrum and thetransmission-loss spectrum to determine howmuch the external sound pressure will be atte-nuated by the pipe wall.
5. Account for distance and calculate the soundpressure level at the observer’s location.
Step 4 delivers the external sound pressure levelat the outside surface of the pipe wall. Again, ba-sic acoustic theory is applied to calculate thesound pressure level at the observer’s location.Sound power is constant for any given situation,but the associated sound pressure level varieswith the area the power is spread over. As the ob-server moves farther away from the pipe wall, thetotal area the sound power is spread over in-creases. This causes the sound pressure level todecrease.
Hydrodynamic
Noticeable hydrodynamic noise is usually associ-ated with cavitation. The traditional description ofthe sound is as if rocks were flowing inside thepipe. This association of hydrodynamic noise withcavitation is reflected in the various predictionmethods available today. The methods account forone noise characteristic for liquids in non-chokedflow situations and another characteristic inchoked, cavitating flow situations.
There are a variety of situations where the fluid isa two-phase mixture. These include liquid-gastwo-phase fluids at the inlet of the valve, flashingfluids, and fluids that demonstrate out-gassing dueto throttling. Noise prediction methods for thesecases are not yet well established. Test resultsand field surveys of installed multi-phase systemsindicate these noise levels do not contribute tooverall plant noise levels or exceed worker expo-sure levels.
Figure 5-6. Globe-Style Valve with NoiseAbatement Cage for Aerodynamic Flow
W6851
Figure 5-7. Ball-Style Valve with Attenuator to Reduce Hydrodynamic Noise
W6343
Noise SummaryThe amount of noise that will be generated by aproposed control valve installation can be quicklyand reasonably predicted by use of industry stan-dard methods. These methods are available incomputer software for ease of use. Such sizingand noise prediction tools help in the proper selec-tion of noise reduction equipment such as shownin Figures 5-6 and 5-7. Process facility require-ments for low environmental impact will continueto drive the need for quieter control valves. Theprediction technologies and valve designs that de-liver this are always being improved. For the latestin either equipment or prediction technology, con-tact the valve manufacturer’s representative.

www.Fisher.com
Chapter 6
Control Valve Cavitation and Flashing
Cavitation and a related issue, flashing, are hydro-dynamic flow phenomena that began to receiverecognition as technical engineering problems inthe early 1900s. At that time, observations led tothe conclusion that vaporization of water in thevicinity of high-speed propellers was responsiblefor a decrease in their effectiveness. This liquidvaporization was defined later as cavitation. 6-
Cavitation and flashing are a concern to the con-trol valve industry not only because they decreaseflow capability through control valves, but also be-cause they create noise, vibration, and materialdamage.
This chapter will define cavitation and flashing andwill discuss the negative effects of both flow phe-nomena. Control valves designed to prevent cavi-tation and flashing damage will be discussed alongwith other considerations in choosing controlvalves for cavitating and flashing services.
Cavitation and FlashingCavitation and flashing are purely liquid flow phe-nomena. Gases and vapors can neither cavitatenor flash. While there are three recognized typesof cavitation, the most significant type, as appliedto control valves, is vaporous cavitation.
Vaporous cavitation consists of explosive vaporcavity growth within a liquid resulting from localliquid vaporization. Cavity formation is followed byrapid cavity collapse due to vapor re-condensa-tion. The phase change sequence is caused bylocal pressure fluctuations in the liquid.
To understand the conditions in a control valvethat can cause cavitation or flashing, consider thesimple restriction shown in Figure 6-1. In this fig-ure the pressure of the liquid, P, is plotted as afunction of the distance, x, through the simple re-striction shown at the top of the figure. Figure 6-2is a plot of the velocity, V, of the liquid versus thedistance, x, as it relates to the pressure profile.
There is a point called the vena contracta wherethe flow area of the liquid will be at a minimum.The vena contracta will be downstream some dis-tance of the minimum flow area. This distance willvary with pressure conditions and actual type ofrestriction.
Figure 6-2 shows that at the vena contracta point,the pressure will hit a minimum that will be definedas the vena contracta pressure, Pvc. After thevena contracta pressure occurs, the liquid pres-sure will recover to the downstream pressure.Note that the downstream pressure is less thanthe upstream pressure because some of the avail-able energy is converted into heat.
To maintain a constant flow rate through the re-striction, the flow velocity must increase to offsetthe effect of the decreased cross-sectional flowarea. As the energy due to fluid velocity (kineticenergy) increases, other forms of fluid energymust be offset accordingly, which accounts for thepressure drop of the liquid through the restriction.

6−2
Figure 6-1. Pressure profile of flow through a re-striction
P2P1
P2HIGH RECOVERY
P2LOW RECOVERY
FLOW
A3444
Figure 6-2. Pressure versus velocity curves illus-trate that the highest flow rate occurs at the vena
contracta.
E0109
This relationship can be shown in equation formby looking at Bernoulli’s Equation (equation 6-1).Bernoulli’s Equation between point P1 and thevena contracta may be written as:
�V12
2gc� P1 �
�Vvc2
2gc� Pvc (6-1)
An increase in the fluid velocity (kinetic energy)must be offset by a decrease in the static pres-sure.
To clearly define flashing and cavitation and alsothe difference between the two, it is best to look at
the pressure profile (Figure 6-1) of flow through afixed restriction in relationship to the vapor pres-sure of the liquid. Figure 6-3 shows this relation-ship and graphically defines the difference be-tween cavitation and flashing.
A liquid that cavitates or flashes behaves in thesame manner from the inlet to the vena contracta.As the pressure falls from the inlet pressure, apoint is reached where the local fluid pressure isequal to the vapor pressure. When the fluid pres-sure falls below the vapor pressure, the fluid be-comes unstable, and it begins to turn to vapor.This phase change from a liquid to a vapor showsup as bubbles in the flow stream and is very simi-lar to the bubbles that form in a boiling pan of wa-ter.
When the water hits a temperature (212�F,100�C) where its vapor pressure is equal to theatmospheric pressure, bubbles will form. Boilingoccurs when the vapor pressure increases toequal atmospheric pressure.
Conversely, in cavitation, the velocity change atthe restriction lowers the fluid pressure to equalthe vapor pressure. Cavitation is a much fastertransition than boiling and produces much morevigorous results.
Flashing is another liquid phenomenon that is re-lated to cavitation. In fact, the onset of flashing isidentical to that of cavitation. It is only when thefluid passes the restriction and its pressure recov-ers that the two phenomena separate.
A fluid is said to flash when the downstream pres-sure of that fluid is less than its vapor pressure.The vapor bubbles that are formed when the pres-sure falls below the vapor pressure continue togrow, and eventually the liquid changes, or flashesto a vapor. It should be noted that flashing is de-termined by the vapor pressure of the liquid andthe downstream pressure. Therefore, it is a sys-tem phenomenon, and no control valve can pre-vent flashing unless the system conditions (P2, Pv)are changed.
Cavitation occurs when the pressure downstreamof the valve rises back above the vapor pressure.The bubble can no longer exist as a vapor, and itimmediately turns back to a liquid. Since the vaporbubble mass had a larger volume than the equiva-lent liquid mass, the bubble is said to implode.Note that cavitation is a liquid-vapor-liquid phasechange. Unlike flashing, a correctly chosen controlvalve can prevent cavitation. This will be coveredin detail in the upcoming sections.

6−3
Figure 6-3. Pressure recovery above the vaporpressure of the liquid results in cavitation.
Remaining below the vapor pressureincures flashing.
Bubble CycleThe bubble cycle refers to the phase changesfrom a liquid to a vapor and back to a liquid thatoccur when a liquid cavitates. The behavior ofthese bubbles has a direct bearing on the degreeof the negative side effects that will result. Thereare four primary events in the bubble cycle: nucle-ation, growth, collapse, and rebound.
In order for a liquid to cavitate at or near the vaporpressure of the liquid, it is necessary to have aplace for the cavity to form. Often this is a smallbubble of an entrained noncondensible gas in theliquid. These nuclei must be of a certain minimumsize in order to explosively grow or cavitate. Thisprocess of initiating bubble formation is known asnucleation.
Once the bubble is formed, it proceeds across thereduced pressure region and grows in response tothe continually decreasing pressure and increasingliquid vaporization. This portion of the bubble cycleis known as the growth portion. Eventually, thepressure recovery halts the growth of the bubbleand forces it to collapse which is the third event inthe bubble cycle.
Under certain circumstances, several growth andcollapse cycles can occur in a series of rebounds.
There are four primary negative side effects ofcavitation: excessive noise, excessive vibration,material damage, and deterioration of flow effec-
Figure 6-4. The ΔPallowable equation will predictthe occurrence of fully choked flow
E0110
tiveness. The flow through a restriction is normallyproportional to the square root of the pressuredrop. The constant of proportionality is the liquid-flow coefficient of the restriction, Cv, divided by thesquare root of the specific gravity, G.
Therefore,
Q � CvP1 � P2
G� (6-2)
This relationship suggests that increasing thepressure differential across the restriction can con-tinually increase the flow rate. However, in prac-tice the relationship begins to break down when asufficient amount of the vapor phase (produced inthe cavitation process) is formed. Less of a flowincrease is realized for the same pressure differ-ential increase (at a given P1), until finally the flowremains constant despite an increase in the pres-sure drop. Figure 6-4 portrays this choking phe-nomenon graphically.
The exact mechanisms of liquid choking are notfully confirmed, although there are parallels be-tween it and critical flow in gas applications. Ingas flows, the flow chokes when the flow velocityis equal to the acoustic wave speed (sonic veloc-ity).
For pure liquids (incompressible fluids) the acous-tic wave speed is very high. In liquids that partiallyvaporize, however, the fluid is actually a two-phase mixture and typically has a very low acous-tic wave speed (actually lower than that of a puregas). Therefore, it is possible for the mixture ve-

6−4
locity to become equal to the sonic velocity andchoke the flow.
Material DamageCavitation damage is usually the most trouble-some negative side effect plaguing the controlvalve industry. It does not take many examples ofsuch damage to fully demonstrate the destructivecapabilities of cavitation.
Typically, cavitation damage is characterized by avery irregular, rough surface. The phrase “cinder-like appearance” is used frequently to describecavitation damage. It is discernible from othertypes of flow damage such as erosion and flashingdamage, which are usually very smooth and shinyin appearance. This next section will deal with cav-itation damage, although most of the commentsalso can apply to flashing damage. Figure 6-6 il-lustrates these differences.
While the results of cavitation damage are all toofamiliar, the events and mechanisms of the cavita-tion damage process are not known or understoodcompletely in spite of extensive study over theyears. There is general agreement, however, on anumber of aspects of the process and a consisten-cy in certain observations.
Cavitation damage has been consistently ob-served to be associated with the collapse stage ofthe bubble dynamics. Furthermore, this damageconsists of two primary events or phases: (1) anattack on a material surface as a result of cavita-tion in the liquid, and (2) the response or reactionof the material to the attack. Any factor that in-fluences either of these events will have some sortof final effect on the overall damage characteris-tics.
The attack stage of the damage process has beenattributed to various mechanisms, but none ofthem account for all the observed results. It ap-pears that this attack involves two factors that in-teract in a reinforcing manner: (1) mechanical at-tack and (2) chemical attack.
There is evidence indicating the almost universalpresence of a mechanical attack component whichcan occur in either of two forms:
1. Erosion resulting from high-velocity microjetsimpinging on the material surface.
Figure 6-6. The top plug shows the characteristicrough texture of cavitation damage, which differsgreatly from the polished appearance of damagedue to flashing (lower photo). The two damage
mechanisms vary greatly.
W2843
W2842
2. Material deformation and failure resulting fromshock waves impinging on the material surface.
In the first type of mechanical attack, a small,high-velocity liquid jet is formed during the asym-metrical collapse of a vapor bubble. If orientationand proximity of the jets is proper, a damagingattack occurs on the metal surface, as shown inFigure 6-7. This is the most probable form of me-chanical attack, and high-speed cinematography,

6−5
Figure 6-7. The implosion of cavitation vapor cavities is rapid, asymmetric and very energetic. The mechanics of collapse give rise to high velocity liquid jets, which impinge on metallic surfaces. Ultimately, the metal fatigues
and breaks away in small pieces.
E0111
liquid drop impingement comparisons, and variousanalytical studies support its presence.
The second type of mechanical attack—shockwave impingement—does not appear to be asdominant. Analytical estimations of vapor bubblecollapse pressures do not suggest that the shockwaves are on a damaging order of magnitude—atleast during the initial collapse. Experimental stud-ies bear this out. They also reveal that resultingcollapse pressures increase in magnitude withsubsequent rebound collapses and become poten-tially damaging.
The other primary component of attack, chemicalattack, is perhaps more significant since it inter-acts with the mechanical component, rather thanacting by itself. After a period of mechanical attackmany of the protective coatings of a material,(films, oxides, etc.) are physically removed, mak-ing the base material more vulnerable to chemicalattack.
Just as a number of variables have an effect onthe behavior of individual cavities, so too there areinfluences affecting the degree and extent of ma-terial damage. The principal influences includesuch variables as air content, pressure, velocity,and temperature.
Air content impacts cavitation damage primarilythrough its effect on cavity mechanics, as pre-viously discussed. Again, two opposing trends areevident on increasing the amount of air. Adding airsupplies more entrained air nuclei, which in turnproduce more cavities that can increase the totaldamage. After a point, however, continued in-creases in air content disrupt the mechanical at-
tack component and effectively reduce the totaldamage.
Pressure effects also exhibit two opposing trends.Given a fixed inlet pressure P1, decreasing thebackpressure P2 tends to increase the number ofcavities formed, which creates a worse situation.However, a lower backpressure also creates alower collapse pressure differential (P2 - Pv), re-sulting in a decrease in the intensity of the cavita-tion.
An additional pressure effect unrelated to theabove concerns the location of damage. As thebackpressure is changed, the pressure required tocollapse the cavities moves upstream or down-stream, depending on whether the pressure is in-creased or decreased, respectively. In addition toa change in the severity of the total damage, theremay be an accompanying change in the physicallocation of the damage when pressure conditionsare altered.
It should now be apparent that the cavitation andflashing damage process is a complex function of:
1. Intensity and degree of cavitation (cavitationattack)
2. Material of construction (material response)
3. Time of exposure
While the above-mentioned influences have beenobserved, they remain to be quantified. Often, ex-perience is the best teacher when it comes to try-ing to quantify cavitation damage.

6−6
NoiseAlthough the noise associated with a cavitatingliquid can be quite high, it is usually of secondaryconcern when compared to the material damagethat can exist. Therefore, high intensity cavitationshould be prevented to decrease the chance ofmaterial damage. If cavitation is prevented, thenoise associated with the liquid flow will be lessthan 90 dBA.
For a flashing liquid, studies and experience haveshown that the noise level associated with thevalve will be less than 85 dBA, regardless of thepressure drop involved to create the flashing.
Hardware Choices for FlashingApplicationsIt was stated previously that flashing is a liquidflow phenomenon that is defined by the system,and not by the valve design. Therefore, sinceflashing cannot be prevented by the control valve,all that can be done is to prevent flashing damage.
There are three main factors that affect theamount of flashing damage in a control valve.
� Valve Design
� Materials of Construction
� System Design
Valve DesignWhile valve design has no bearing on whetherflashing does or does not occur, it can have alarge impact on the intensity of flashing damage.Generally, there are two valve designs that aremore resistant to flashing damage than the gener-ally accepted globe body.
An angle valve with standard trim in the flow downdirection and with a downstream liner is perhapsthe best solution to preventing flashing damage.Figure 6-8 shows a typical angle valve for flashingservice.
The reason this construction is an excellent choiceis that flashing damage occurs when high velocityvapor bubbles impinge on the surface of a valve.An angle valve reduces the impingement by direct-ing flow into the center of the downstream pipe,not into the valve body. If damage does occur, the
Figure 6-8. Design EAS valve with outlet liner isused for flashing service. The liner resists erosion
and protects the body.
W0970
RESTRICTED-TRIM ADAPTOR
LINER
downstream liner can be replaced much moreeconomically than the valve body.
A rotary plug style of valve is also an excellentchoice for medium to low pressure flashing ap-plications. This valve can be installed with the plugfacing the downstream side of the body (Figure6-9) so when flashing occurs, it does so down-stream of the valve. In some cases, a spool pieceof sacrificial pipe is used to absorb the flashingdamage.
Materials of ConstructionThere are several factors which determine the per-formance of a given material in a particular flash-ing and/or cavitating situation, including the mate-rials’ toughness, hardness, and its corrosion-resistance in the application environment. Withina given material family (for example, the400-series stainless steels), hardness is a fairlyaccurate method for ranking materials. However,when comparing materials from different families,hardness doesn’t correlate with overall resistanceto damage. For example, cobalt-chromium-tungsten based Alloy 6 has much more resistanceto cavitation and flashing than either hardenedtype 410 or 17-4 stainless steels, even though

6−7
Figure 6-9. Rotary plug valves, such as the Design V500 (reverse flow trim direction, trim level 3) have excellent erosion resistance and perform well in flashing service.
W8359
they all exhibit roughly the same hardness. Infact, Alloy 6 equals or exceeds the performanceof many materials with hardnesses of 60 HRC andhigher. The superior performance of Alloy 6 isattributed to a built-in “energy-absorbing” mecha-nism shared by a number of cobalt-base alloys.However, Alloy 6 is not without its weaknesses; inmany amine-treated feedwater applications, Alloy6 suffers accelerated attack by an erosion-corro-sion mechanism (see “Alloy 6 Corrosion” in Chap-ter 10 for more information).
Materials commonly used for flashing and cavitat-ing services are Alloy 6 (solid and overlays), nick-el-chromium-boron alloys (solid and overlays),hardened 440C stainless steel, hardened 17-4stainless steel, and hardened 410/416 stainlesssteel.
Since the standard materials used in valve bodiesare relatively soft, selection for cavitation andflashing resistance must rely on factors other thanhardness. In general, as the chromium and mo-lybdenum contents increase, the resistance todamage by both cavitation and flashing increases.Thus the chromium-molybdenum alloy steels havebetter resistance than the carbon steels, and thestainless steels have even better resistance thanthe chromium-molybdenum alloy steels.
In the past, ASME SA217 grade C5 was the mostcommonly specified chromium-molybdenum alloysteel. However, because of the poor casting,welding, and manufacturing characteristics of C5,ASME SA217 grade WC9 has become a more
popular alternative. Experience indicates that WC9performs on par with C5 in cavitation and flashingservices despite its lower chromium content(2-1/4% vs. 5%). This is apparently because itshigher molybdenum content (1% vs 1/2%) makesup for the lower chromium content.
While angle bodies are a better choice for flashingapplications than globe bodies, they are also amore economical choice in most cases. The rea-son is that carbon steel bodies can be used in anangle valve with an optional hardened downstreamliner, (17-4PH SST, Alloy 6,etc.) since only thedownstream portion of the valve will experiencethe flashing liquid. See Figure 6-8. If a globe valveis used, it is better to use a chromium-molyb-denum alloy steel body since the flashing will oc-cur within the body itself.
Hardware Choices for CavitatingApplicationsThe design of a control valve greatly affects theability of a valve to control cavitation. This sectiondiscusses the theories behind each type of trimdesign that is used for cavitation control and alsoreviews each type of trim that Fisher Controlsuses to control cavitation.
The design theories or ideas behind the varioustrim designs include:
� Tortuous path
� Pressure drop staging

6−8
� Expanding flow area
� Drilled hole design
� Characterized cage
� Separation of seating and throttling locations
� Cavitation control in lieu of prevention
Pressure Drop StagingThis approach to damage control routes flowthrough several restrictions in series, as opposedto a single restriction. Each restriction dissipates acertain amount of available energy and presents alower inlet pressure to the next stage.
A well-designed pressure-staging device will beable to take a large pressure differential, yet main-tain the vena contracta pressure above the vaporpressure of the liquid, which prevents the liquidfrom cavitating.
For the same pressure differential then, the venacontracta pressure in conventional trim will be low-er than for the staged trim, and the liquid will bemore prone to cavitate.
Trims that dissipate available energy have anadditional advantage. If the design pressure differ-ential is exceeded and cavitation does occur, theintensity will be less. This is because the pressurethat causes the collapse of cavities (i.e., the re-covered pressure) will be less.
Expanding Flow AreasThe expanding flow area concept of damage con-trol is closely related to the pressure drop stagingconcept. Figure 6-10 shows a pressure versusdistance curve for flow through a series of fixedrestrictions where the area of each succeedingrestriction is larger than the previous. Notice thatthe first restriction takes the bulk of the pressuredrop and the pressure drop through successivesections decreases.
In the last restriction, where cavitation is most like-ly to occur, the pressure drop is only a small per-centage of the total drop, and the pressure recov-ery is substantially lowered.
Figure 6-10. In Cavitrol� trim, the pressure dropis staged in two or more unequal steps. Staging is
accomplished by increasing the flow area fromstage to stage. This stepped reduction allows full
pressure drop without the vena contracta pressurefalling below the vapor pressure of the liquid.
A2149-1
The expanding flow area concept requires fewerpressure drop stages to provide the same cavita-tion protection as the equal area concept. Sincethe pressure drop of the last stage is rather lowcompared to the total pressure drop, if cavitationdoes occur, the intensity and cavitation damagewill be much less.
Drilled Hole DesignFisher Controls uses drilled hole cages to providea tortuous path, pressure drop staging, and ex-panding flow area in its Cavitrol� line of cavitationcontrol trims. The design of each particular drilledhole has a significant impact on the overall pres-sure recovery of the valve design.
Figure 6-11 shows a cross section of three typesof drilled holes that could be used in a cavitationcontrol cage. The thin plate design is a very ineffi-cient flow device, but it does provide a high FL
2
and therefore a low pressure recovery. The thickplate design provides an efficient design, but also

6−9
Figure 6-11. By combining the geometric effectsof thick plates and thin plates, it is possible to
design a flow passage that optimizes capacity andrecovery coefficient values. These carefully
designed passages are used exclusivelyin Cavitrol cages.
E0113-1
provides a high pressure recovery as denoted by alow FL
2 value.
The Cavitrol trim hole design is a balance betweenthe thick plate and the thin plate hole designs. Itprovides a relatively high flow efficiency while stillmaintaining a high FL
2, which results in a low pres-sure recovery. This design represents the optimalchoice between capacity and cavitation control.
Other benefits of this type of drilled hole design isthat the vena contracta point is further from theexit of the hole when compared to a straightthrough drilled hole. Therefore, if pressure recov-ery above the vapor pressure occurs (cavitation),it will do so further away from the external wall ofthe cage, and the amount of damage will besmaller.
One disadvantage of cavitation control trims is thepotential for flow passages to become plugged.The flowing media often times contains small par-ticulate such as sand that can plug the passages,restricting or totally stopping flow through thevalve. If this potential exists, the particles must beremoved from the flow stream, usually by filtration,or an alternative approach to cavitation should betaken.
An alternative is to use a trim that is designed toallow the particulate to pass, but still control cavi-tation. The Fisher Dirty Service Trim (DST) hasbeen designed to allow particles up to 3/4‐inch to
be passed and to control cavitation up to pressuredrops of 4000 psig (275 bar).
Characterized CagesThe characterized cage design theory has evolvedfrom the fact that “capacity is inversely related to adesign’s ability to prevent cavitation.” In those ap-plications where the pressure drop decreases asthe flow rate increases, characterized cages canbe used to optimize cavitation prevention and ca-pacity.
For a Cavitrol� III characterized trim design, asthe travel increases, the cage design changes. Itbegins as a pressure-staging design and then to astraight-through hole design. Consequently, thecavitation control ability of this trim design is great-est at low travels and decreases with increasingvalve plug travel.
Care should be taken to employ characterizedcages only in applications where the pressuredrop decreases as travel increases.
Separate Seating and ThrottlingLocationsMost cavitating applications require a control valveto not only provide cavitation control, but also pro-vide tight shutoff. The best way to accomplish thisis to separate the throttling location from the seat-ing location as shown in Figure 6-12. The seatingsurface of the plug is upstream of the throttlinglocation, and the upper cage is designed such thatit takes very little pressure drop. The seating sur-face experiences relatively low flow velocitiessince velocity is inversely related to pressure. Arecent technological advancement has been toimplement the use of a softer seating material rel-ative to the material of the plug. This allows for aslight deformation of the seating material, whichprovides much better plug/seat contact and hencegreatly enhanced shutoff capability. Valves utiliz-ing this soft seating material are capable of provid-ing Class VI shutoff.
Cavitation Control HardwareAlternativesThe previous section dealt with the theories be-hind modern types of cavitation control hardware.

6−10
Figure 6-12. Cavitrol IV trim provides cavitationprotection at pressures to 6500 psig. It uses expanding flow areas to affect a four-stage
pressure drop. All significant pressure drop is taken downstream of the shutoff seating surface.
W3668-1
This section presents alternatives to the some-times-costly cavitation hardware. Guidelines arealso presented to help determine when cavitationcontrol hardware is required or when other alterna-tives can be employed.
System DesignCorrect liquid system design is the most economi-cal way to prevent the damaging effects that arecaused by cavitation without applying cavitationprevention control valves. Unfortunately, even thebest system design is likely to need cavitation typecontrol valves, but by applying certain design fea-tures, the complexity of these control valves maybe simplified.
The most common and oldest method of design-ing a liquid flow system where large pressure
drops must occur is to use a standard trim controlvalve with a downstream backpressure device.Although these devices come in various sizes,shapes, and designs, they all perform the samefunction of lowering the pressure drop across thecontrol valve by raising its downstream pressure.
Since the downstream pressure of the valve isincreased, the vena contracta pressure is in-creased. If the backpressure device is sized cor-rectly, the vena contract pressure will not fall be-low the vapor pressure, and cavitation will notoccur.
While this is a simple and cost effective way toprevent cavitation damage in the control valve,there are several serious considerations to look atbefore using a downstream backpressure device.
� A larger valve may be required to pass therequired flow since the pressure drop is lowered.
� Although cavitation may not occur at thecontrol valve, it may occur at the backpressuredevice.
� The backpressure device can only be sizedfor one condition. If other conditions exist, thebackpressure provided may allow cavitation to oc-cur.
� If the backpressure device becomes worn,the backpressure will decrease and cavitation inthe valve may occur.
Another disadvantage that is rarely mentioned oc-curs when a valve is opened against a high up-stream pressure. Until the flow reaches the back-pressure device and stabilizes, the valve willexperience the entire pressure drop of the system.Although this may only occur for a short period oftime, a potential for damage exists.
Cavitation is an interesting but destructive phe-nomenon. Preventing cavitation is the most ac-ceptable way of limiting potential for damage.Proper application of available products based onsizing equations and field experience will providelong term success.
Cavitation Control Summary� Cavitation is a phenomenon arising from a
liquid-vapor-liquid phase change. This phasechange occurs when liquids are throttled throughcontrol valves.

6−11
� Cavitation must be controlled because it po-tentially damages valves and piping and createsnoise and vibration in piping systems.
� Flashing is a related liquid phenomenon aris-ing from similar circumstances. With flashing,however, vapor bubbles remain in the fluid streamrather than collapsing.
� Flashing is a system situation that cannot beprevented by valve selection. Use of designs andmaterials that resist erosion will generally solveproblems related to flashing.
� Either system changes or valve hardwarechanges can solve cavitation. Prevention and con-trol by use of specialized valve designs is mosteffective. Material substitutions are helpful, butlimited in long term effectiveness.
� Valve recovery coefficients are used alongwith system and fluid parameters to predict thepresence of cavitation and choked flow. Experi-ence gives guidance on sizing and how to avoidproblems.

Section 2:
Oil and GasControl Valve Applications

www.Fisher.com
Chapter 7
Onshore Oil and Gas Production
Crude oil and natural gas are naturally occurringhydrocarbons found in rock formations below theearth’s surface, called reservoirs. Crude oil is aliquid fossil fuel that is a mixture of many differenthydrocarbon liquids. Natural gas is also a fossilfuel that is a mixture of compressible hydrocarbongases.
Conventional onshore production simply consistsof bringing trapped oil and gas located in reser-voirs that can be accessed on land to the surfacein order to be further processed. The natural gasproduced leads to further processing in a naturalgas plant (discussed in Chapter nine), and the oilproduced leads to additional downstream pro-cessing in a refinery (refinery processes and ap-plication reviews can be found in the refinerysourcebook).
There are numerous production geographies, mul-tiple recovery methods, and many processing
techniques for the production of oil and gas. Thischapter, however, will solely discuss the methodsused for conventional onshore production; includ-ing well head production, initial separation, gather-ing, and gas compression.
Also discussed are the control valve selections inconventional onshore production. Onshore pro-duction scale and scope varies widely betweensites, however, the methods and equipment usedat each site are very similar, so control valve se-lection is largely independent of site scale andscope.
Onshore Production ProcessFigure 7-1 shows the general process flow typicalof onshore production.
Figure 7-1. Production Process Flow Diagram

7−2
Firstly, oil and gas is removed from a reservoir viaa well site. The fluid produced, called raw fluid, iscomprised of oil, gas, water, and varying amountsof undesired products. The produced mixture isthen gathered through a manifold system andtransported to a separation site. The mixtureenters the separation facility through separatorvessels that use simple gravity driven technologyto separate the gas, oil, and water mixture. Theseparated gas is commonly compressed andtransported to a nearby gas plant and the crude oilis transported to a refinery. Oil and gas transporta-tion is discussed in Chapter ten. Specific details ofthe entire well to pipeline process will be examinedin the following sections.
Well Site and Gathering SystemProduction at a well site involves a pressurizedwell’s release of fluid. A varying number of produ-cing wells, when lumped together, form a well padand many well pads feed the gathering and separ-ation systems. Also known as a trunk and lateralsystem, this system is located relatively close tothe individual well sites and is more or less used tocollect the raw production into one pipeline systemfor advancement to the separation site.
Separation SiteThe main purpose of the separation site is for theseparation of the constituents in the fluid producedat the well sites. A separation site may be used fora single well or serve multiple wells. It may also bereferred to as a gas oil separation plant (GOSP),among other broad terms such as gathering cen-ter, flow station, and central processing facility.
A separation site can utilize varying amounts ofprocess equipment (type and quantity) dependingon production scale, fluid behavior, fluid character-istics, and/or selection preference. Equipment caninclude gravity separators, emulsion heater treat-ers, storage tanks, and test separator units toname a few. Depending on total well recovery,customer preference, etc., a single well site mayinclude all of the before mentioned equipment.
Despite the differences in separation sites, thefinal goal of each facility is very similar; to separ-ate oil and natural gases from the raw fluid andprepare it for the distribution to oil refineries andgas processing plants respectively. This typicallyinvolves four main processes:
1. Oil, gas, and water separation
2. Crude oil treatment and preparation for distri-bution
3. Gas dehydration and compression
4. Water treatment and injection
Oil, Gas, and Water SeparationSeparation of the fluid produced from the produc-tion wells and gathered can be accomplished by acombination of slug catchers, KO drums, scrub-bers, and gravity separators. The majority of sep-aration, however, is performed by standard gravityassisted equipment. For the purposes of thischapter, we will discuss only this type ofseparator.
Commonly there are two or more separators inseries that allow for optimal separation of naturalgas, oil, and water. The separator pressure classi-fication for a given vessel is defined by the pres-sure rating capabilities of the separator. High pres-sure vessels are typically rated to ASME CL600,intermediate pressure vessels are typically ratedto ASME CL300 and low pressure vessels are typ-ically rated to ASME CL150. The first separator inthe series will always be rated the highest, witheach one thereafter typically reducing to a lowerpressure rating until the fluids reach ambient pres-sures. The number of stages depends on thepressure of the production field, however, mostwill have a high, intermediate, and low pressureseparator.
The inlet separator provides a significant cut in theplant’s inlet pressure. This separator is ideal forsmoothing out surging liquid flows. In virtually allinstances, unprocessed raw production media,including its multiple unwanted components, willenter the first stage separator. The process equip-ment, including inlet and outlet valves must besuited for handling production that contains sandand other sediment. First stage outlet oil flow willthen enter the second stage separation area.
The second stage separation will follow a similarprocess flow to that of the first stage separation,but will simply work from a reduced inlet pressure.Most second stage flow is via the outlet of the firststage separation process, but may also have in-corporated low pressure manifold flow that hasbypassed initial stage separation. The secondstage process will follow similar control valve se-lection criteria to that of the first stage.
The final, low pressure separation stage is com-monly a two phase (oil and gas) separator.

7−3
Note, test separators, in terms of conditions andvalve selection, are similar to that of standardgravity separation equipment. Please referencethe below separation application review for associ-ated valve selection.
Crude Oil Treatment and PreparationIn general, the crude treatment process, or stabil-ization process, completes three important tasks:
1. The removal of hydrogen sulfide
2. The removal of light hydrocarbons such asmethane, ethane, propane, and butane
3. The removal of water
The combined result is a safe, transportable crudeoil at atmospheric pressure that can be transferredto a refinery via existing pipeline infrastructure.Two common methods for oil treatment are elec-trostatic coalescers and hydrocyclones.
Electrostatic coalescers expose the crude oilstream to a high voltage electrostatic field, causingany water to coalesce into droplets and fall freefrom the oil. This process also helps to removeany dissolved salts left in the stream. Oncetreated, the crude is routed to storage or a separ-ate export system. Hydrocyclones use centrifugalforce to remove oil droplets from oily water. Centri-fugal force causes the lighter density droplets tomove toward the low-pressure central core whereaxial reverse flow occurs. Clean water is removedthrough the downstream outlet. Floatation cellsemploy a process in which fine gas bubbles aregenerated and dispersed in water where they at-tach themselves to oil droplets or solid particles.Gas bubbles then help to lift the oil to the watersurface for collection.
Gas Dehydration and CompressionIn most separation sites, the separated gasstream will be dried and compressed for export toa gas processing plant.
There are a number of factors taken into accountby compressor skid manufacturers to determine apackage that is flexible enough to work in multiplefields with the appropriate Horse Power (Hp). TheHp of a given skid is the driving factor in the sizeof the equipment required. Compressor skids canhave Hp ranging from 50 Hp for the smallest ofpackages up to 8,000 Hp for the largest of pack-ages. These skids can have reciprocating or rotary
screw compressors that use natural gas enginesor turbines, or electric motor drives. The com-pressor’s capacity and Hp is largely determinedfrom the following three factors:
1. Suction pressure and temperature
2. Discharge pressure and temperature
3. Speed
This allows the compressors to be designed toutilize the engine Hp as fully loaded and efficientlyas possible for specified conditions. These condi-tions will change over the life of a project, whichrequires a suction control valve and recycle valveto allow for the required flexibility of the skids.
Compressors play a large role in the productionand sale of gas. They are responsible for aidingthe transmission of gas from the production wellhead to gathering systems, from gathering sys-tems to midstream pipelines and from midstreaminfrastructure to large interstate pipelines that de-liver gas to far stretching regions.
Water Treatment and InjectionWellhead quality production normally contains sig-nificant amounts of water (free or entrained). Typ-ical gravity separation will result in a water phasethat needs to be removed from the separator sys-tem and eventually directed away from the site.The separated water may be subjected to treat-ment to remove dispersed gases, oil droplets, en-trained solids and other undesirable constituents.In most cases, the separation site is the means bywhich the water is prepared for dispersal. Thisbook will solely focus on water injection dispersalmethods. An in depth discussion on water injectionis presented in Chapter eight.
Application ReviewThe below applications discussed are intended togive an outline of the typical range of process con-ditions and valves applied in conventional onshoreproduction. The pressure of each specific field willvary based on age, region, formation and depth ofthe field. Additionally, each field will have a uniqueratio of oil, gas, and water. In either case, mainprocess equipment will follow similar guidelinesthat will lead to common valve type selections.The materials noted below are found in many pro-duction fields, but given the nature of sour produc-tion areas globally, a shift to high alloy materialsmay be necessary. NACE MR0175/ISO 15156metallurgical considerations are the most commonuser applied guidelines.

7−4
Well Site & Gathering System
Figure 7-2. Well Site & Gathering System
1. Well Site Choke: Produced oil and gas willhit ground level entering production well tree units.Production well tree units include production header valves. These on/off choke valves are themeans to maintain production rates. A typical tree
Figure 7-3. Product Catalog − High Pressure − Dor DA; Oil and Gas − D or DA
W7859-1
choke valve needs to be reliable, while providingvarying flow restriction. Production pressures canbe upwards of 3000 psig (207 bar) in some producing fields. The production choke reduces the wellpressure to the manifold gathering system andfirst stage separator pressures, which are typically450750 psig (3152 bar). Angle valve selection isthe primary choice in order to handle erosive, highpressure flows. A common large scale well includes sour gases and particulates, presentingpossible corrosion or erosion damage. Thus, material selection is important in well site applications.
Table 7-1. Well Site Choke ValveParameter Typical Value
Inlet Pressure 5 - 3000 psig (1 - 207 bar)
Pressure Drop 0 - 2500 psi (0 - 172 bar)
Inlet Temp. 100 - 190� F (38 - 88� C)
Valve Type and Pressure Class D, DA
Valve Material and Trim Material WCC with Hardened
Shutoff Requirement ANSI Class V
Trim Type Standard
2. Manifold Control: The producing wells areinitially gathered to form one pad flow outlet. Wellpad production flow is then gathered into a mani-fold type configuration, consisting of a trunk andlateral system. This system requires flow controland pressure control valves in order to adequatelycombine and pipe production flow. This valve con-trols the flow to the main line piping network.Gathering flow will include sour gases and particu-lates, as processing has not yet taken place,presenting possible corrosion and/or erosion valvedamage. Thus, corrosion and erosion resistantmaterials must be selected. Erosive service valvesare typical in gathering applications. A standardlarge scale manifold will consist of six to ten con-trol valves.
Table 7-2. Manifold Control ValveParameter Typical Value
Inlet Pressure 800 - 2400 psig (55 - 165 bar)
Pressure Drop 300 - 1000 psi (20 - 70 bar)
Inlet Temp. 100 - 190� F (38 - 88� C)
Valve Type and Pressure Class EHT/V500, ASME CL600/900
Valve Material and Trim Material WCC/316SST withStandard/316SST/Hardened
Shutoff Requirement Class IV or V
Trim Type Standard

7−5
Figure 7-4. Process Fluid Separation System
Separation Site
Produced Fluid Separation
Separator Inlet Control
This valve is the first control valve in the high andintermediate pressure systems. This control valveprovides the final pressure cut before the fluidenters the separator vessel. Many times this is apressure control valve that can utilize the pressuredrop across it to jump start the separation of thewater, oil, and gas. In some systems this valve isa level control valve used to help control the fluidlevel in the tank. In these situations the controlvalve is linked to a level controller in the tank. Ingas streams, where the feed gas has not receivedinitial separation, this valve may be presented as a“slug catcher”. “Slug catchers” handle thegathered fluid, which may consist of a gas, oil andwater (could form a liquid slug) and solids, comingout of the pipeline. Full bore ball valves with throt-tling capability are standard selections for this ap-plication. The full bore, high recovery valve will
allow slugs to pass though without restriction. Therugged trunnion mounted ball valve providesheavy and stable guiding for handling of this ser-vice.
1. Separator Inlet Control:
Table 7-3. High Pressure Separator Inlet Control ValveParameter Typical Value
Inlet Pressure 600 - 1800 psig(41 - 124 bar)
Pressure Drop 10 - 300 psi (1 - 21 bar)
Inlet Temp. 100 - 190� F (38 - 88� C)
Valve Type and Pressure Class V260C/Vee-Ball, ASMECL600/900
Valve Material and Trim Material WCC with Standard (NACE)
Shutoff Requirement ANSI Class IV
Trim Type Standard
Gas Outlet Back Pressure Control
This back pressure control valve is located on thetop most area of the separator. Its primary func-tion is to control the pressure of the separator ves-sel by controlling the amount of gas flow out of the

7−6
Figure 7-5. V260 Valve Exterior.
W6539-1
vessel. This gas stream is either sent to the com-pression skid or directly to export. The intent ofthis valve is to keep the separator operating in theoptimal separation pressure range. The gas flow-ing through this valve will contain all of the pro-duced gas constituents that were present at wellsite. Depending on location, this valve may besubject to both low and high pressure drops, res-ulting in the need for noise attenuating trim. Themajority of solutions include globe style construc-tions.
2. High Pressure Separator Gas Outlet Pres-sure Control:
Table 7-4. High Pressure SeparatorGas Outlet Control Valve
Parameter Typical Value
Inlet Pressure 500 - 1,500 psig(35 - 103 bar)
Pressure Drop 10 - 1,150 psi (1 - 80 bar)
Inlet Temp. 150 - 190�F (65 - 88�C)
Valve Type and Pressure Class D4/easy-Drive/e-body/Vee-Ball, ASME CL600
Valve Material and Trim Material WCC with Standard (NACE)
Shutoff Requirement ANSI Class IV
Trim TypeStandard, Whisper III Trim,WhisperFlo Trim or Vee-Ball
Attenuator
3. Intermediate Pressure Separator GasOutlet Pressure Control:
Table 7-5. Intermediate Pressure SeparatorGas Outlet Control Valve
Parameter Typical Value
Inlet Pressure 75 - 300 psig (5 - 21 bar)
Pressure Drop 0 - 200 psi (0 - 14 bar)
Inlet Temp. 150 - 190�F (65 - 88�C)
Valve Type and Pressure Class D4/easy-Drive/e-body/Vee-Ball, ASME CL300
Valve Material and Trim Material WCC with Standard (NACE)
Shutoff Requirement ANSI Class IV
Trim Type Standard
4. Low Pressure Separator Gas Outlet Pres-sure Control:
Table 7-6. Low Pressure SeparatorGas Outlet Control Valve
Parameter Typical Value
Inlet Pressure 20 - 100 psig (1 - 7 bar)
Pressure Drop 0 - 80 psi (0 - 6 bar)
Inlet Temp. 150 – 190�F (65 – 88�C)
Valve Type and Pressure Class D4/easy-Drive/e-body, ASME CL150
Valve Material and Trim Material WCC with Standard (NACE)
Shutoff Requirement ANSI Class IV
Trim Type Standard
Separator Liquid Level Control
These valves are liquid level dump valves that arestrategically placed based on the gravity separat-ors design. The dump valves are controlled by alevel system (controller coupled to a displacer).One valve controls the level of the water in theseparator. When the level system senses a waterlevel higher than what is desired, it sends a signalto the control valve to open, therefore lowering thewater level. The separated water is then sent towater treatment and injection, which is discussedin Chapter eight. The other valve controls the levelof oil in the separator. It also receives a signalfrom its corresponding level controller to open andreduce the level of oil in the separator. The separ-ated oil is sent to storage tanks for holding until itis delivered for eventual shipment to a refinery forprocessing. Both level control valves may be sub-jected to conditions that result in flashing or cavita-tion, which may result in the need for hardenedvalve trim and/or Cavitrol III Trim.

7−7
Figure 7-6. easy-Drive Actuatoron D4 Control Valve
W9934-2
5. High Pressure Separator Water LevelControl:
Table 7-7. High Pressure SeparatorWater Level Control Valve
Parameter Typical Value
Inlet Pressure 500 - 1,500 psig(35 - 103 bar)
Pressure Drop 0 - 200 psi (0 - 14 bar)
Inlet Temp. 20 - 100�F (−7 - 38�C)
Valve Type and Pressure Class D2/D3/D4/easy-Drive/e-body/Vee-Ball, ASME CL600
Valve Material and Trim Material WCC with Standard/Hardened (flashing) (NACE)
Shutoff Requirement ANSI Class IV
Trim Type Standard or Cavitrol III Trim(depending on dP)
6. High Pressure Separator Oil Level Control:
Table 7-8. High Pressure SeparatorOil Level Control Valve
Parameter Typical Value
Inlet Pressure 500 - 1,500 psig(35 - 103 bar)
Pressure Drop 0 - 200 psi (0 - 14 bar)
Inlet Temp. 100 - 190�F (38 - 88�C)
Valve Type and Pressure Class D2/D3/D4/easy-Drive/e-body/Vee-Ball, ASME CL600
Valve Material and Trim Material WCC with Standard/Hardened (flashing) (NACE)
Shutoff Requirement ANSI Class IV
Trim Type Standard or Cavitrol III Trim(depending on dP)
7. Intermediate Pressure Separator WaterLevel Control:
Table 7-9. Intermediate Pressure SeparatorWater Level Control Valve
Parameter Typical Value
Inlet Pressure 75 - 300 psig (5 - 21 bar)
Pressure Drop 0 - 200 psi (0 - 14 bar)
Inlet Temp. 20 - 100�F (−7 - 38�C)
Valve Type and Pressure Class D2/D3/D4/easy-Drive/e-body/Vee-Ball, ASME CL300
Valve Material and Trim Material WCC with Standard (NACE)
Shutoff Requirement ANSI Class IV
Trim Type Standard or Cavitrol III Trim(depending on dP)
8. Intermediate Pressure Separator OilLevel Control:
Table 7-10. Intermediate Pressure SeparatorOil Level Control Valve
Parameter Typical Value
Inlet Pressure 75 - 300 psig (5 - 21 bar)
Pressure Drop 0 - 200 psi (0 - 14 bar)
Inlet Temp. 100 - 190�F (38 - 88�C)
Valve Type and Pressure Class D2/D3/D4/easy-Drive/e-body/Vee-Ball, ASME CL300
Valve Material and Trim Material WCC with Standard (NACE)
Shutoff Requirement ANSI Class IV
Trim Type Standard or Cavitrol III Trim(depending on dP)

7−8
9. Low Pressure Separator Water LevelControl:
Table 7-11. Low Pressure SeparatorWater Level Control Valve
Parameter Typical Value
Inlet Pressure 20 - 100 psig (1 - 7 bar)
Pressure Drop 0 - 80 psi (0 - 6 bar)
Inlet Temp. 20 - 100�F (−7 - 38�C)
Valve Type and Pressure Class D2/D3/D4/easy-Drive/e-body,ASME CL150
Valve Material and Trim Material WCC with Standard (NACE)
Shutoff Requirement ANSI Class IV
Trim Type Standard
10. Low Pressure Separator Oil Level Con-trol:
Table 7-12. Low Pressure SeparatorOil Level Control Valve
Parameter Typical Value
Inlet Pressure 20 - 100 psig (1 - 7 bar)
Pressure Drop 0 - 80 psi (0 - 6 bar)
Inlet Temp. 100 - 190�F (38 - 88�C)
Valve Type and Pressure Class D2/D3/D4/easy-Drive/e-body,ASME CL150
Valve Material and Trim Material WCC with Standard (NACE)
Shutoff Requirement ANSI Class IV
Trim Type Standard
Separator Vent to Flare
This valve is a high pressure vent to flare headervalve that is operated under emergency condi-tions. If the pressure in the separator increasesabove the set point, it’s relieved to safeguard theseparator. These valves are subjected to very highpressure drops, resulting in high levels of aerody-namic noise. Globe style valves with attenuatingtrims are commonly required to mitigate noise andpotential vibration.
11. High Pressure Separator Vent to Flare:
Table 7-13. High Pressure SeparatorVent to Flare Control Valve
Parameter Typical Value
Inlet Pressure 300 - 1,350 psig(21 - 93 bar)
Pressure Drop 150 - 1,100 psi(10 - 76 bar)
Inlet Temp. 140 - 190�F (60 - 88�C)
Valve Type and Pressure Class E-body, ASME CL300/600
Valve Material and Trim Material WCC with Standard (NACE)
Shutoff Requirement ANSI Class V
Trim Type Standard, Whisper Trim I,Whisper Trim III
12. Intermediate Pressure Separator Vent toFlare:
Table 7-14. Intermediate Pressure SeparatorVent to Flare Control Valve
Parameter Typical Value
Inlet Pressure 75 - 300 psig (5 - 21 bar)
Pressure Drop 0 - 200 psi (0 - 14 bar)
Inlet Temp. 150 - 190� F (66 - 88�C)
Valve Type and Pressure Class D4/easy-Drive/e-body/Vee-Ball, ASME CL300
Valve Material and Trim Material WCC with Standard (NACE)
Shutoff Requirement ANSI Class IV
Trim Type Standard, Whisper Trim I,Whisper Trim III
13. Low Pressure Separator Vent to Flare:
Table 7-15. Low Pressure SeparatorVent to Flare Control Valve
Parameter Typical Value
Inlet Pressure 20 - 100 psig (1 - 7 bar)
Pressure Drop 0 - 80 psi (0 - 6 bar)
Inlet Temp. 150 - 190� F (66 - 88�C)
Valve Type and Pressure Class D4/easy-Drive/e-body, ASME CL150
Valve Material and Trim Material WCC with Standard (NACE)
Shutoff Requirement ANSI Class V
Trim Type Standard, Whisper Trim I,Whisper Trim III
Gas Compression
Compressor applications in the oil and gas in-dustry can vary substantially depending on pro-cess location, wellhead pressures, gas properties(specific gravity), gas quality (wet or dry), temper-ature and vibration. Please consider that depend-ing on the inlet and discharge pressures, a singlecompressor station can contain anywhere fromone to three stages of compression. We will focussolely on single stage systems for the purposes ofthis review.
Proper sizing and selection of these four controlvalves is essential for allowing the compressorskid to operate as efficiently as possible. The nextsection will contain a review of the typical processconditions and valves used in the above applica-tions.

7−9
Figure 7-7. Compressor System
Figure 7-8. 657 easy-e EZ Low Angle NPS 2CL150 67AFR DVC6010
W9244
1. Compression Suction Throttle Control:This valve is located on the inlet of the first stagescrubber and needs to be sized based on deplet-ing field pressure over time. The purpose of thisvalve is to maintain the flow at which the com-pressor operates the most efficiently. In a majorityof applications, the valve is sized so that undernormal operating conditions, it never operatesabove 85% open and below 15% open. It is ini-tially sized so that the normal operating conditions
are between 50% open and 70% open. This isdone to ensure a minimum pressure drop acrossthe valve once upstream and downstream pres-sures equalize. This minimum pressure drop isdesired when the pressures equalize because ittakes more power to draw gas through a restrict-ive valve opening, which is an inefficient use of theavailable compressor Hp. The less energy that isrequired to move the gas through the compressor,the more likely the compressor will be running atthe maximum Hp with best compression and fuelefficiency. Regardless of the number of stages ofcompression required, there is always only onesuction control valve located at the inlet of the firststage scrubber. The pressure drop taken acrossthis valve depends on the field pressure and op-timal operating pressure of the compression skid.
Table 7-16. Compression Suction Throttle Control ValveParameter Typical Value
Inlet Pressure 20 - 600 psig (1 - 41 bar)
Pressure Drop 0 - 300 psi (0 - 21 bar)
Inlet Temp. 100 - 150�F (38 - 66�C)
Valve Type and Pressure Class e-body/Vee-Ball, ASME CL150/300/600
Valve Material and Trim Material WCC with Standard
Shutoff Requirement ANSI Class IV
Trim Type Standard

7−10
2. Compression Suction Scrubber LevelControl: The compressor scrubber system isused to remove the unwanted particulates fromthe gas. The pure, dry gas leaves the top of thescrubber toward the compressor, protecting thecompressor from damage caused by condensateimpurities present in the separated gas stream.The purpose of the scrubber level control valve isto regulate the level of the hydrocarbon / watermixture. The level control valve is typically a dumpvalve that empties the water at the bottom of thescrubber. This valve is tied to a level controllerthat senses the water level in the vessel.
Table 7-17. Compression Suction ScrubberLevel Control Valve
Parameter Typical Value
Inlet Pressure 20 - 600 psig (1 - 41 bar)
Pressure Drop Up to 500 psi (35 bar)
Inlet Temp. 100 - 150�F (38 - 66�C)
Valve Type and Pressure Class D-body/e-body/Vee-Ball,ASME CL150/300/600
Valve Material and Trim Material WCC with Standard
Shutoff Requirement ANSI Class IV
Trim Type Standard
3. Compressor Anti-surge: The purpose ofthis valve is to prevent the compressor from shut-ting down when low suction pressure or high dis-charge pressure is experienced. When either ofthese conditions occur, the recycle valve opens upuntil the pressures normalize, allowing the com-pressors to run continuously, without being dam-aged. The recycle valve is typically on the outlet ofthe discharge before the discharge check valve. Itcan either be coming off of the cooler section ordirectly off the compressor cylinders. Dependingon where it is located, temperatures can result inthe need for an ASME CL900 rated valve. Due tothe large pressure drops across this valve it typic-ally requires a noise abatement trim.
Anti-surge valves, also known as recycle valves,must be able to respond quickly and accurately tochanges in set point with minimal travel overshootand must be able to provide throttling capability atvarious travel ranges. Trip systems associatedwith the valve assembly are configured to respondto a trip case by opening the valve to full travel inless than one second in most cases. Performancecriteria for the compressor system drive the re-quirements associated with this control valve.Please reference Chapter 13 for additional inform-ation on compressor surge control applications.
Figure 7-9. 12x8 EW Antisurge Valve, 585C Size130 Actuator, DVC6200 Instrument,
and 2625 Boosters
X0202-1
Table 7-18. Compressor Anti-surge Control ValveParameter Typical Value
Inlet Pressure 100 - 1800 psig (7 - 124 bar)
Pressure Drop Up to 1380 psi (95 bar)
Inlet Temp. 70 - 150�F (21 - 66�C)
Valve Type and Pressure Class e-body/FB/HP, ASMECL150/300/600/900
Valve Material and Trim Material WCC/316SST with Standard
Shutoff Requirement ANSI Class IV or V
Trim Type Whisper Trim III orWhisperFlo Trim
4. Compressor Export Control: This valve iscommon to a compressor system that is directlyexporting to a metering station. This valve controlsthe gas export flow of gas that is being com-pressed. This valve may be responsible for exportof multiple initial compression sites. If this valve isnot operating, there is no output to the pipelinesystem. The export valve is typically a high capa-city construction to account for the large flow ratespresent.

7−11
Figure 7-10. Oil Treatment System
E1485
3
1
4
2
MAINPUMP
DRY OILTANK BULK TREATER
Table 7-19. Compressor Export Control ValveParameter Typical Value
Inlet Pressure 900 - 1700 psig (62 - 117 bar)
Pressure Drop Up to 400 psi (28 bar)
Inlet Temp. 70 - 150�F (21 - 66�C)
Valve Type and Pressure Class V250/EH, ASME CL600/900
Valve Material and Trim Material WCC/316SST withStandard/316SST
Shutoff Requirement ANSI Class IV
Trim Type Standard
Oil Processing
The crude oil is dehydrated utilizing a bulk treateror electrostatic coalescers. The bulk treater furtherseparates any water from the crude oil product.The coalescer subjects the crude oil stream to ahigh voltage electrostatic field, causing any waterto coalesesce into droplets, which then fall freefrom the oil. This process helps to remove anydissolved salts left in the stream.
Bulk Treater
1. Bulk Treater Produced Water: This valvecontrols the produced water level in the bulk treat-er and will experience relatively low pressure dropratios, which can be handled by a globe valve. Aball valve may be used depending upon pressurerecovery characteristics of the valve.
Table 7-20. Bulk Treater Produced Water ValveParameter Typical Value
Inlet Pressure 50 - 350 psig (3 - 24 bar)
Outlet Pressure 25 - 300 psig (2 - 21 bar)
Flow Rate 8,000 - 70,000 bpd (50 - 465 m3/h)
Inlet Temp. 120 - 200�F (49 - 93�C)
Valve Type and Pressure Class NPS 6 - 10 ET/EWT, ASME CL150
Valve Material and Trim Material WCC with Standard
Shutoff Requirement ANSI Class IV
Trim Type Equal Percentage
2. Bulk Treater Oil Out: This valve controlsflow of oil out of the bulk treater. The oil will thenflow into the dry oil storage tank to be pumpedonshore. A globe valve is the most common solu-tion for this application.
Table 7-21. Bulk Treater Oil Out ValveParameter Typical Value
Inlet Pressure 50 - 350 psig (3 - 24 bar)
Outlet Pressure 40 - 340 psig (3 - 23 bar)
Flow Rate 10,000 - 150,000 bpd (65 - 995 m3/h)
Inlet Temp. 140 - 200�F (60 - 93�C)
Valve Type and Pressure Class 6 - 16 ET/EWT, ASME CL150
Valve Material and Trim Material WCC with Standard
Shutoff Requirement ANSI Class IV
Trim Type Cavitrol III Trim 1 stage orEqual Percentage
3. Dry Oil Pump Recirculation Valve: Thisvalve recycles flow around the main dischargepump to prevent the pump from cavitating. It willexperience high pressure drops and the potentialfor damaging cavitation. A globe valve withanti-cavitation trim is typically used.

7−12
Table 7-22. Dry Oil Pump Recirculation ValveParameter Typical Value
Inlet Pressure 2,500 - 3,700 psig(172 - 255 bar)
Outlet Pressure 125 - 200 psig (9 - 14 bar)
Flow Rate5,000 ‐ 60,000 bpd
(30 ‐ 400 m3/h)
Inlet Temp. 120 - 180� F (49 - 82�C)
Valve Type and Pressure Class NPS 2 - 4 HPT, ASMECL1500
Valve Material and Trim Material WCC with Standard
Shutoff Requirement ANSI Class V
Trim Type Cavitrol III Trim 3 or 4 stage
4. Crude Oil Discharge Valve: Here, the flowform the platform to the pipeline network is con-trolled. It will be delivered to the onshore pipelineand processing network.
Table 7-23. Crude Oil Discharge ValveParameter Typical Value
Inlet Pressure 2,500 - 3,700 psig(172 - 255 bar)
Outlet Pressure 125 - 3,200 psig(9 - 221 bar)
Flow Rate30,000 ‐ 150,000 bpd
(195 ‐ 995 m3/h)
Inlet Temp. 120 - 180�F (49 - 82�C)
Valve Type and Pressure Class NPS 4 - 14 HPT/EHT, ASME CL1500
Valve Material and Trim Material WCC with Standard
Shutoff Requirement ANSI Class IV
Trim Type Equal Percentage
Electrostatic Coalescer
Figure 7-11. Electrostatic CoalescerOil Treatment System
E1486
2
1
TO CARGO
STORAGE
ELECTROSTATIC
COALESCER
1. Electrostatic Treater Oil Out: Here, theflow of oil out of the electrostatic coalescer is con-trolled. This valve may be located before or afterthe crude pumps to storage. The conditions notedbelow are those with the valve placed after thecrude pump. In situations where there is a valvelocated upstream of the pump, the conditions willbe similar to those noted in the produced waterlevel control valve. A globe valve is the most com-mon solution for this application.
Table 7-24. Electrostatic Treater Oil Out ValveParameter Typical Value
Inlet Pressure 100 - 125 psig (7 - 9 bar)
Outlet Pressure 30 - 35 psig (2 - 3 bar)
Flow Rate5,000 ‐ 35,000 ft3/hr
(140 ‐ 995 m3/h)
Inlet Temp. 120 - 160�F (49 - 93�C)
Valve Type and Pressure Class NPS 6 - 8 ET, ASMECL150/300
Valve Material and Trim Material WCC with Standard
Shutoff Requirement ANSI Class IV
Trim Type Cavitrol III Trim 1 stage orEqual Percentage
2. Electrostatic Treater Produced Water:This valve controls the produced water level in theelectrostatic coalescer, and will experience relat-ively low pressure drop ratios which can behandled by a globe valve. A ball valve may beused depending upon the pressure recovery char-acteristics of the valve.
Table 7-25. Electrostatic Treater Produced Water ValveParameter Typical Value
Inlet Pressure 65 - 115 psig (4 - 8 bar)
Outlet Pressure 30 - 85 psig (2 - 6 bar)
Flow Rate25,000 ‐ 40,000 ft3/hr
(705 ‐ 1135 m3/h)
Inlet Temp. 120 - 250�F (49 - 121�C)
Valve Type and Pressure Class NPS 3 - 4 ET/EWT, ASME CL150
Valve Material and Trim Material WCC with Standard
Shutoff Requirement ANSI Class IV
Trim Type Equal Percentage

www.Fisher.com
Chapter 8
Offshore Oil and Gas Production
Offshore oil and gas production, as defined in thischapter, is the production of oil and gas fromreservoirs located off land. There are several off-shore technologies used including:
� Fixed Leg Platforms (FLP)
� Tension Leg Platforms (TLP)
� Floating Production Storage and Offloading (FPSO) units
� Spars
� Semi-submersible units
Each type of production unit has unique character-istics that are described in detail below. The oiland gas production methods, however, are com-mon to nearly all units. The subsequent sectionswill discuss the commonalities in processing andequipment in these units.
Offshore Production Units
Fixed Leg PlatformsFixed Leg Platforms (FLP) consist of concrete andor steel legs that are anchored to the seabed thatsupport a deck above sea level where productionequipment and other facilities are located. Theyare some of the tallest structures in the world, pro-ducing from depths of up to 1,700 feet. The feas-ibility of these units depends on the depth of wa-ter, distance from the shoreline the platform will bebuilt, and the length of time production will occur.Both oil and gas can be produced by these units,
with gas production being dependent on availabledistribution pipelines to shore. Fixed platforms areeconomically feasible for installation in waterdepths up to about 1,700 feet.
Tension Leg PlatformTension leg platforms (TLP) are floating platformstethered to the seabed in a manner that eliminatesmost vertical movement of the structure. TLPs areused in water depths up to about 6,000 feet. ATLP is a 4-column design and looks similar to asemi-submersible. Mini TLPs can also be used asutility, satellite, or early production platforms forlarger deepwater discoveries.
Floating Production Storage andOffloading (FPSO) UnitsFPSOs are essentially hull-based vessels that canbe either constructed from converted crude oil car-riers or from new builds. The mooring systems onmodern FPSOs are built upon a geostationary tur-ret mounted inside the hull that allows the vesselto rotate to head into prevailing weather. FPSOstypically produce only crude oil, as it is uneconom-ical to store and transport natural gas to land frommost of these units. The natural gas produced,therefore, is either injected back into the reservoir,used for energy production on the vessel, orflared. The range of production capacity of anFPSO varies from 30,000 barrels per day to250,000 barrels per day. The storage capacity of atypical FPSO varies between 1,000,000 and2,000,000 barrels of crude oil, which allows forthree to ten days of production before unloading isrequired. FPSOs can be used in depths up to8,500 feet.

8−2
Spar
Spars are cylindrical, vertical hulls supporting adeck structure. In addition to production equip-ment and living quarters, spars can also featuredrilling and/or workover facilities. Spars aremoored to the seabed by means of a semi-tautmooring system. Spars are classified by theirdesign and production capability.
There are three types of commonly used spartechnologies. These include:
1. Conventional2. Truss3. Cell spars
The oil production rates of existing spars rangesfrom 30,000 b/d to 200,000 b/d. Unlike FPSOs,none of the spars in operation or under construc-tion have storage capabilities. This limits their us-age to areas where infrastructure already exists tobring produced oil and gas to shore. Spars can beused in depths up to 8,000 feet.
Semi-Submersible
Semi-submersible platforms are multi-legged float-ing structures containing a large deck. The legsare interconnected at the bottom with horizontalbuoyant members called pontoons. Most units aretypically square containing four columns with boxor cylinder shaped pontoons connecting thesecolumns. The range of production capacity ofsemi-submersibles varies from 30,000 barrels perday to 250,000 barrels per day. Semi-submers-ibles can be used in depths up to 8,000 feet.
Offshore TopsidesEach of the four technologies listed has an oil and/or gas production unit commonly called the “top-sides”. Upstream of the oil and gas processingequipment, each type of production unit typesuses similar processing technologies, mainly forthe initial separation of the oil, gas, and water inthe fluid produced from the reservoir. Downstreamequipment will depend on if both oil and gas areproduced or just oil, and if water and/or gas injec-tion methods are used to increase production fromthe reservoir. All major units that can be found inthe four most common production unit types willbe discussed in detail in the following sections.
Offshore Production ProcessFigure 8-1 shows a general process flow diagramof the topsides of an offshore production facility.
SeparationWhen reservoir fluids arrive at the topsides theyenter the separation train. There may be multipletrains depending upon the production capacity ofthe vessel. A slug catcher may also be needed toprotect the separation system from variations inthe production streams. Slugging is the partialseparation of gas and liquid phases in a mul-tiphase flow line. Slugging is characterized by sud-den drops and surges in liquid and gas volumes.These variations can be highly problematic for top-sides processing facilities. Large and rapid vari-ations in flow can induce excessive gas flaring,reduction of operating capacity and can triggerplant shutdowns. In situations where frequent
Figure 8-1. Process Flow Diagram of Topsides in Offshore Production

8−3
slugging problems are anticipated, a dedicatedslug catcher may be installed.
After the fluids pass through the slug catcher, theywill be exposed to a series of separation vesselsreferred to as the high and low pressure separa-tion units. As they enter the high pressure separat-or, the momentum of the stream is dissipated al-lowing the liquids to fall free from the gas. At thispoint, the liquid phase is heated and undergoesadditional separation to flash off the remaining gasand separate the crude oil from the produced wa-ter.
High Pressure Separation
The high pressure separation phase will be splitbetween a test separator and a high pressure sep-arator. In cases where a slug catcher is present,some initial separation has already occurred. It isnot uncommon to have the high pressure separat-or sized large enough to act as both the separatorand the slug catcher.
Low Pressure Separation
After the high pressure separation step, the oilproduct is heated and further separated in the lowpressure separator. The off gas will be com-pressed in the low pressure compression system,if present, and move to the high pressure com-pression and dehydration system. The crude oilstream will be sent to the bulk oil treater, andsometimes to an electrostatic coalescer, to re-move any additional water. The produced waterwill be sent to the free water knockout drum.
Oil Treatment
After completion of low pressure separation, thecrude oil is dehydrated. Electrostatic coalescersexpose the crude oil stream to a high voltage elec-trostatic field, causing any water to coalesce intodroplets and fall free from the oil. This processalso helps to remove any dissolved salts left in thestream. Once treated, the crude is routed to stor-age or a separate export system. Hydrocyclonesuse centrifugal force to remove oil droplets fromoily water. Centrifugal force causes the lighterdensity droplets to move toward the low-pressurecentral core where axial reverse flow occurs.Clean water is removed through the downstreamoutlet. Floatation cells employ a process in whichfine gas bubbles are generated and dispersed inwater where they attach themselves to oil droplets
or solid particles. Gas bubbles then help to lift theoil to the water surface for collection.
Gas Compression, Treatment, andInjectionAfter separation, the gas produced in the vesselswill be dried, compressed, potentially treated, andsent back into the formation or onshore for addi-tional processing. If the gas is treated equipmentis used to remove H2S and CO2. At a minimum,this will consist of a high pressure compressionunit and a dehydration package. Some gas exitingthe dehydration unit will be used for fuel gas topower the vessel. On larger production vessels,there will likely be a low pressure compressionsystem. If the vessel can be tied back to a pipelinenetwork the gas may be compressed and sentonshore. In instances where the pipeline networkis not available, the gas will be compressed andreinjected into the formation to be disposed of andto enhance oil recovery.
Low Pressure CompressionNot every floating technology will incorporate lowpressure compression, and is more common onlarger production vessels (150,000 b/d and great-er). The low pressure compression system typic-ally consists of a two-stage compressor used toboost the gas pressure from the secondary separ-ators for additional compression in the high pres-sure compression system. If there are multipleseparation trains, there will likely be multiple com-pression trains. After compression, the gas can beexported for additional use. Some of the gas maybe injected for secondary oil recovery or involvedin gas lift for tertiary oil recovery, both to improvethe flow of fluids from the well to the vessel.
In some installations, there may not be a low pres-sure compression system though a vapor recoverysystem may be present. This system is designedto capture vapors off the free water knockout drumand bulk treater among a number of other vessels.These off-gasses are compressed and sent to thehigh pressure compression system, potentiallytaking the place of a low pressure compressionsystem.
High Pressure CompressionThe gas from low pressure compression, ifpresent, combines with the gas from the test andhigh pressure separator prior to high pressurecompression. At this point, the gas is compressedto be used for gas lift, gas injection or sent to the

8−4
pipeline network for additional processing onshore.At a minimum, the high pressure compressionsystem will consist of two 50% capacity three orfour-stage compression trains. Units operating inmore shallow waters will likely utilize a three-stagecompressor train while units operating in deeperwater will utilize additional staging. On larger pro-duction units, there may be up to three high pres-sure compression trains.
Midway through high pressure gas compression,the gas is routed to dehydration to remove anyremaining water in the stream. The gas is dehyd-rated using conventional methods employingtri-ethylene glycol (TEG) as an absorption medi-um. This unit is typically located upstream of thefinal compression stages with a separate contact-or for each compression train. Some gas will beremoved at the outlet of the dehydrator, com-pressed, and used for fuel gas to power the ves-sel.
Gas Injection and Gas Lift
Similar to water injection, produced gas from thewell may be reinjected to raise the reservoir pres-sure. This is done through low and high pressurecompression onboard the vessel. Even without theneed to maintain well pressure, the overwhelmingmajority of areas in the world now limit the amountof gas flaring that can occur. It is often less costlyto reinject the gas rather than to install a pipelineto transport the gas from the vessel. Nearly everyFPSO will have gas compression systems spe-cifically used for gas injection. Those that do notutilize gas injection will still have compression sys-tems for transporting gas off the vessel. Most ex-isting fixed and tension leg platforms, semi-sub-mersibles, and spars are used for both oil and gasproduction, with both components being sent on-shore for further processing.
The produced gas can be used to improve productflow up the well bore to the surface. This is re-ferred to as gas lift. In these applications, the pro-duced gas is compressed and routed into the out-er annulus of the well bore. It enters thewellstream through a series of gas inlets in theinner production conduit. This reduces the densityand the hydrostatic head of the wellstream fluids,increasing recovery. Gas lift is used where reser-voir pressure is relatively low and in deepwaterdevelopments where reservoir drive pressure iscountered by high hydrostatic head.
Water Treatment and Water Injection
Water TreatmentThe level of produced water treatment dependsupon whether it is to be disposed overboard orre-injected into the reservoir. Water disposedoverboard is subjected to additional cleaningversus water injected back into the formation. Itmust be cleaned to an acceptable oil-in-water spe-cification, typically below 40 ppm. This is donewith hydrocyclones or floatation cells. Hydrocyc-lones utilize centrifugal technology while floatationcells utilize microscopic bubbles of compressed airthat are forced through the contaminate water. Asthe bubbles rise through the liquid, they carry oiland other contaminants with them to the surfacefor collection and removal. The valves used in thisprocess will not be discussed in this chapter, butcan range from NPS 1-14 globe, ball, or butterflyvalves. The size and type of valves vary dramatic-ally depending upon pressure and flow con-straints.
Water InjectionWater injection is often used to ensure continuedreservoir productivity. In typical applications, pro-duced water is separated and cleaned on the top-sides of the vessel and then injected into the low-est portion of the reservoir via separate injectionwells. This raises the level of the oil, moving it to-ward the producing areas. The need for water in-jection increases over time as the reservoir be-comes depleted. This method of oil recovery,known as secondary recovery, helps improve yieldrates.
Other Systems and ApplicationsThere are a number of other systems on boardthese floating technologies that have similar char-acteristics to the applications previously noted, ormay or may not be present on the vessel. Some ofthe systems noted below may be present basedupon the infrastructure and the reservoir charac-teristics. Valve application details are not coveredunder the scope of this sourcebook at this time.
Fuel Gas SystemAfter dehydration, some of the gas is removedfrom the outlet stream to be compressed and usedfor fuel gas on the vessel. Fuel gas is used topower the vessel and for other utility purposes in-cluding firing of boilers used to generate steam forthe aforementioned processes. Main applicationsassociated with the fuel gas system are tied to the

8−5
fuel gas compression system. The fuel gas is typ-ically compressed using a multi-train, two-stagecompression system.
Chemical Injection
Chemical treatment is the traditional method ofpreventing the build up of hydrates and waxes aswell as other deposits such as scale in the risers.Deploying chemical treatments is costly and with itcomes certain environmental issues. Methanoland glycol systems are the most common chemic-als used for injection cleaning.
Acid Gas Removal Unit
If there is a pipeline network to transport the gasonshore for additional processing and fractiona-tion, there may be an acid gas removal unit onboard the vessel. The acid removal units are typic-ally amine treatment units that utilize a lean aminein a contactor to absorb the acid gases present inthe flow stream. The rich amine is then removedfrom the bottom of the tower and the acid gasesare flashed off to flare or for additional sulfur re-covery. After regeneration of the amine, it is thenpassed through the contactor again and the cycleis complete. For more details on this processplease see Chapter 9.
Application Review
An application review of the control valve applica-tions, process data, and recommended valve se-lection for the floating production units we dis-cussed are broken out below. These processesinclude separation, oil treatment, gas treatment,water injection, gas injection, and gas lift.
Figure 8-2. Common Slug Catcher Valves
E1491
2
3
1
4
GAS/WATER
INJECTION
TO WELL
FROM
WELL
FLARE
SLUG CATCHER
TURRET
Slug CatcherIn most cases slug catchers are found only inFPSO units. Figure 8-2 shows the common valvesaround the slug catcher.
1. Slug Catcher Gas to Flare: This valve con-trols the pressure in the slug catcher vessel bydirecting gas to the flare knockout drum. Depend-ing upon the design of the unit, this valve mayfeed into the low pressure gas compression sec-

8−6
tion versus going to the flare knockout drum. Aswith most flare valves, noise generation is a con-cern. A globe valve with low noise trim is the mostcommon solution.
Figure 8-3. Large ET Valve with Whisper III Trimand D3 Cage and Baffle
X0215-1
Table 8-1. Spar Slug Catcher Gas to Flare ValveParameter Typical Value
Inlet Pressure 135 - 250 psig (9 - 17 bar)
Outlet Pressure 50 - 85 psig (3 - 6 bar)
Flow Rate 60 - 120 MSCFD(65 - 135 m3/h)
Inlet Temp. 90 - 120� F (32 - 49� C)
Valve Type and Pressure Class NPS 10 - 16 EWT, ASMECL150
Valve Material and Trim Material 316 SST with 316 SST
Shutoff Requirement ANSI Class IV or V
Trim Type Whisper Trim III orWhisperFlo trim
2. Slug Catcher Level Control Valve: The liquidinterface level in the slug catcher is controlled bythis valve. Appropriate level control is necessaryto prevent any drastic fluctuations in oil and gaslevels going to the High Pressure Separator. Thisvalve does not experience high pressure differen-tials, eliminating the need for severe service trim.A ball valve is the most common solution for thisapplication.
Figure 8-4. Vee-Ball V150 NPS 3 with 2052 Size 1 Actuator and DVC6200
X0187
Table 8-2. Spar Slug Catcher Level Control ValveParameter Typical Value
Inlet Pressure 135 - 250 psig (9 - 17 bar)
Outlet Pressure 120 - 225 psig (8 - 16 bar)
Flow Rate 35,000 - 65,000 ft3/h(990 - 1840 m3/h)
Inlet Temp. 90 - 140� F (32 - 60� C)
Valve Type and Pressure Class NPS 10 - 16 Vee-Ball V150,ASME CL150
Valve Material and Trim Material WCC with Standard
Shutoff Requirement ANSI Class IV
Trim Type Equal Percentage
3. HP Flare Scrubber: This valve controls thehydrocarbon/water stream after the flare gas hasbeen scrubbed to remove some undesirable con-stituents. A globe valve is most commonly used inthis application, but a ball valve would be an ac-ceptable solution.
Table 8-3. Spar HP Flare Scrubber ValveParameter Typical Value
Inlet Pressure 50 – 85 psig (3 – 7 bar)
Outlet Pressure 3 – 6 psig (1 bar)
Flow Rate 3,000 – 6,000 ft3/h(85 – 170 m3/h)
Inlet Temp. 90 - 140� F (32 - 60� C)
Valve Type and Pressure Class NPS 3 Vee-Ball V150,ASME CL150
Valve Material and Trim Material WCC with Standard
Shutoff Requirement ANSI Class IV
Trim Type Equal Percentage
4. Slug Catcher to Test Separator Heating Me-dium Control Valve: Here, the heating fluid usedto warm the fluids to improve separation is con-trolled. This heating medium can be condensate or

8−7
the final oil product being cooled before going tostorage. A butterfly valve is most commonly ap-plied.
Figure 8-5. 8580 Rotary Valve with 2052 Actuatorand DVC6000
W9498
Table 8-4. Spar Slug Catcher to Test Separator HeatingMedium Control Valve
Parameter Typical Value
Inlet Pressure 120 - 150 psig (8 - 10 bar)
Outlet Pressure 100 - 120 psig (7 - 8 bar)
Flow Rate 8,000 - 12,000 ft3/hr(225 - 340 m3/h)
Inlet Temp. 225 - 275�F (107 - 135�C)
Valve Type and Pressure Class NPS 6 - 10 8580 rotary valve,ASME CL150
Valve Material and Trim Material WCC with Standard
Shutoff Requirement ANSI Class IV
Trim Type Equal Percentage
Separation
High Pressure Separation
1. Test Separator Gas Outlet Pressure Con-trol: This valve controls the pressure in the test
Figure 8-6. High Pressure Separation Process Diagram
E1492
6
8
1
4
5
7
2
3
TO GAS SCRUBBERS
AND COMPRESSION
FROM
WELL
FLARE
HP SEPARATOR
TEST SEPARATOR
TOCOMPRESSION

8−8
separator and directs the gas to the high pressurecompression section. Depending upon the designof the compression system, this valve may seerelatively high pressure drops or minimal pressuredrops. In applications with high pressure drops,this may be due to a lack of a low pressure com-pression system. When present, the low pressuregas compression system will boost the gas pres-sure eliminating the need for low pressures at theinlet to the high pressure compression system. Inapplications with low pressure drops, it is likelythat there is a low pressure compression system.
Table 8-5. Test Separator Gas OutletPressure Control Valve
Parameter Typical Value
Inlet Pressure 300 - 1,350 psig (21 - 93 bar)
Outlet Pressure 275 - 1,250 psig (19 - 86 bar)
Flow Rate 8 - 35 MSCFD (8 - 40 m3/h)
Inlet Temp. 150 - 190�F (66 - 88�C)
Valve Type and Pressure Class NPS 4 - 8 EWT,ASME CL150/300/600
Valve Material and TrimMaterial
WCC/316 SST/Duplex SSTwith Standard/316 SST/DuplexSST (depending on gas quality)
Shutoff Requirement ANSI Class IV
Trim Type Equal Percentage
2. Test Separator Oil Interface Level ControlValve: Here, the oil interface level in the test sep-arator is controlled. Appropriate level control isnecessary for proper separation of the gas, oil andwater. This valve does not experience high pres-sure differential, eliminating the need for severeservice trim. A ball valve is the most commonsolution for this application.
Table 8-6. Test Separator Oil Interface Level Control Valve
Parameter Typical Value
Inlet Pressure 300 - 1,350 psig (21 - 93 bar)
Outlet Pressure 250 - 400 psig (17 - 28 bar)
Flow Rate 10,000 - 80,000 bpd (65 - 530m3/h)
Inlet Temp. 120 - 190�F (49 - 88�C)
Valve Type and Pressure ClassNPS 2 - 4 ET/Vee-Ball
V150/V200/V300,ASME CL150/300/600
Valve Material and TrimMaterial
WCC with Standard
Shutoff Requirement ANSI Class IV
Trim Type Equal Percentage
3. Test Separator Produced Water InterfaceLevel Control Valve: This valve controls the pro-duced water interface level in the test separator.Appropriate level control is necessary for properseparation of the gas, oil and water. This valve willexperience moderately high pressure drops creat-ing the potential for cavitation damage. Dependingupon the pressure drop, Cavitrol III trim may benecessary.
Figure 8-7. Cavitrol III TrimW8295
Table 8-7. Test Separator Produced Water Interface Level Control Valve
Parameter Typical Value
Inlet Pressure 300 - 1,350 psig (21 - 93 bar)
Outlet Pressure 250 - 400 psig (17 - 28 bar)
Flow Rate 10,000 - 30,000 bpd(65 - 200 m3/h)
Inlet Temp. 140 - 190�F (60 - 88�C)
Valve Type and Pressure Class NPS 2 - 6 ET,ASME CL150/300/600
Valve Material and TrimMaterial
WCC with Standard
Shutoff Requirement ANSI Class IV
Trim Type Equal Percentage or Cavitrol IIItrim (depending on dP)
4. HP Flare Scrubber: The hydrocarbon/waterstream is controlled here after the flare gas hasbeen scrubbed to remove some of the undesirableconstituents. A globe valve is most commonlyused in this application, but a ball valve would bean acceptable solution.

8−9
Table 8-8. HP Flare Scrubber ValveParameter Typical Value
Inlet Pressure 10 - 25 psig (1 - 2 bar)
Outlet Pressure 2 - 5 psig (1 bar)
Flow Rate 6,000 - 15,000 bpd(40 - 100 m3/h)
Inlet Temp. 100 - 200�F (38 - 93�C)
Valve Type and Pressure ClassNPS 2 - 4 ET/Vee-Ball
V150/V300, ASMECL150/300
Valve Material and Trim Material WCC with Standard
Shutoff Requirement ANSI Class IV
Trim Type Equal Percentage
5. HP Separator Vent to Flare: While it may notbe present on every semi-submersible platform orspar, the HP separator vent to flare valve is inten-ded to operate only under emergency situations.The pressure in the high pressure separator iscontrolled by the high pressure gas outlet pressurecontrol valve. This valve will experience moderatepressure drops that can lead to requirements fornoise attenuating trim.
Figure 8-8. EWT Metal Seat Valve with WhisperTrim I Cage
W9038
Table 8-9. HP Separator Vent to Flare ValveParameter Typical Value
Inlet Pressure 300 - 1,350 psig (21 - 93 bar)
Outlet Pressure 150 - 250 psig (10 - 17 bar)
Flow Rate 10 - 20 MSCFD (10 - 25 m3/h)
Inlet Temp. 140 - 190�F (60 - 88�C)
Valve Type and Pressure Class NPS 2 - 4 ET,ASME CL150/300/600
Valve Material and TrimMaterial
WCC/316 SST/Duplex SSTwith Standard/316 SST/DuplexSST (depending on gas quality)
Shutoff Requirement ANSI Class V
Trim Type Whisper Trim I, Whisper TrimIII, or WhisperFlo trim
6. HP Separator Oil Interface Level ControlValve: The oil interface level in the high pressureseparator is controlled by this valve. The flow fromthis valve will go to the low pressure separator.Appropriate level control is necessary for properseparation of the gas, oil and water. This valvedoes not experience high pressure differentials,eliminating the need for severe service trim. A ballvalve is ideal for this application.
Table 8-10. HP Separator Oil Interface Level Control Valve
Parameter Typical Value
Inlet Pressure 300 - 1,350 psig (21 - 98 bar)
Outlet Pressure 290 - 350 psig (20 - 24 bar)
Flow Rate 50,000 - 210,000 bpd(330 - 1,400 m3/h)
Inlet Temp. 120 - 190�F (49 - 88�C)
Valve Type and Pressure Class NPS 4 - 8 EWT,ASME CL150/300/600
Valve Material and TrimMaterial
WCC/316 SST/Duplex SSTwith Standard/316 SST/
Duplex SST
Shutoff Requirement ANSI Class V
Trim Type Whisper Trim I, Whisper TrimIII, or WhisperFlo trim
7. HP Separator Produced Water InterfaceLevel Control Valve: This valve controls the pro-duced water interface level in the HP separator.Appropriate level control is necessary for properseparation of the gas, oil, and water. This valvemay experience moderate pressure drops and aglobe valve may be utilized. In applications withlow pressure drops, a butterfly valve is an accept-able option.

8−10
Table 8-11. HP Separator Produced Water InterfaceLevel Control Valve
Parameter Typical Value
Inlet Pressure 300 - 1,350 psig (21 - 93 bar)
Outlet Pressure 35 - 50 psig (3 - 4 bar)
Flow Rate 10,000 - 75,000 bpd(65 - 500 m3/h)
Inlet Temp. 120 - 190�F (49 - 88�C)
Valve Type and Pressure Class NPS 2 - 6 ET,ASME CL150/300/600
Valve Material and TrimMaterial
WCC with Standard
Shutoff Requirement ANSI Class IV
Trim Type Equal Percentage or Cavitrol III2-stage trim (depending on dP)
8. HP Separator Gas Outlet Pressure Control:This valve controls the pressure in the HP separ-ator and directs the gas to the high pressure com-pression section. Depending upon the design ofthe compression system, this valve may see relat-ively high pressure drops. In applications with highpressure drops, this is likely due to a lack of a lowpressure compression system. In these systems,a globe valve with noise attenuating trim is likelyrequired. When present, the low pressure gascompression system will boost the gas pressure,eliminating the need for low pressures at the inletto the high pressure compression system. In ap-plications with low pressure drops, it is likely thatthere is a low pressure compression system.Globe valves are the most common solution,though butterfly valves are also acceptable inthese situations.
Table 8-12. HP Separator Gas Outlet Pressure ControlParameter Typical Value
Inlet Pressure 300 - 1,350 psig (21 - 93 bar)
Outlet Pressure 150 - 300 psig (10 - 21 bar)
Flow Rate 25 - 80 MSCFD (25 - 90 m3/h)
Inlet Temp. 150 - 190�F (66 - 88�C)
Valve Type and Pressure Class NPS 6 - 10 EWT,ASME CL150/300/600
Valve Material and TrimMaterial
WCC/316 SST/Duplex SSTwith Standard/316 SST/DuplexSST (depending on gas quality)
Shutoff Requirement ANSI Class IV
Trim Type Whisper Trim I, Whisper TrimIII, or WhisperFlo trim
Low Pressure Separation
1. Low Pressure (LP) Separator Vent to Flare:While it may not be present in every floating unit,the LP separator vent to flare valve is intended tooperate only under emergency situations. The
Figure 8-9. Low Pressure SeparationProcess Diagram
E1493
2
3
4
1
5
FLARE
LP SEPARATOR
TO LPCOMPRESSION
LP FLARE
KO DRUM
pressure in the low pressure separator is con-trolled by the low pressure separator gas outletpressure control valve. This valve will experiencemoderate pressure drops that may lead to require-ments for noise attenuating trim.
Table 8-13. Low Pressure (LP) Separator Vent to Flare Valve
Parameter Typical Value
Inlet Pressure 45 - 250 psig (3 - 17 bar)
Outlet Pressure 20 - 25 psig (1 - 2 bar)
Flow Rate 10 - 45 MSCFD(10 - 50 m3/h)
Inlet Temp. 150 - 250�F (66 - 121�C)
Valve Type and Pressure Class NPS 4 - 8 ET, ASME CL150
Valve Material and Trim Material WCC with Standard
Shutoff Requirement ANSI Class IV
Trim Type Whisper Trim I, Whisper TrimIII, or WhisperFlo trim
2. LP Separator Oil Interface Level ControlValve: This valve controls the oil interface level inthe low pressure separator. Appropriate level con-trol is necessary for separation of the gas and oil.This valve does not experience high pressure dif-

8−11
ferentials, eliminating the need for severe servicetrim, although valves may be used because of thelow pressure recovery factor.
Table 8-14. LP Separator Oil Interface Level Control ValveParameter Typical Value
Inlet Pressure 40 - 250 psig (3 - 17 bar)
Outlet Pressure 5 - 20 psig (1 bar)
Flow Rate 50,000 - 180,000 bpd(330 - 1,200 m3/h)
Inlet Temp. 150 - 250�F (66 - 121�C)
Valve Type and Pressure Class NPS 8 - 12 ET/EWT/Vee-BallV150, ASME CL150
Valve Material and Trim Material WCC with Standard
Shutoff Requirement ANSI Class IV
Trim Type Equal Percentage
3. LP Separator Gas Outlet Pressure Control:This valve controls the pressure in the low pres-sure separator and directs the gas to the low pres-sure compression section, if present or the highpressure compression system if no low pressurecompression is present. High pressure drops arenot common in this application and butterfly valvesmay be selected.
Table 8-15. LP Separator Gas Outlet Pressure Control Valve
Parameter Typical Value
Inlet Pressure 35 - 250 psig (3 - 17 bar)
Outlet Pressure 34 - 245 psig (3 - 17 bar)
Flow Rate 9 - 15 MSCFD (10 - 20 m3/h)
Inlet Temp. 150 - 250�F (66 - 121�C)
Valve Type and Pressure Class NPS 6 - 10 EWT,ASME CL150
Valve Material and Trim Material
WCC/316 SST/Duplex SSTwith Standard/316
SST/Duplex SST (dependingon gas quality)
Shutoff Requirement ANSI Class IV
Trim Type Equal Percentage
4. LP Flare Scrubber: The hydrocarbon/waterstream is controlled here after the flare gas hasbeen scrubbed to remove some of the undesirableconstituents. A globe valve is commonly used inthis application, but a ball valve is also an accept-able solution.
Table 8-16. LP Flare Scrubber ValveParameter Typical Value
Inlet Pressure 40 - 50 psig (3 - 4 bar)
Outlet Pressure 2 - 3 psig (1 bar)
Flow Rate 1,000 - 4,500 bpd(5 - 300 m3/h)
Inlet Temp. 100 - 200�F (38 - 93�C)
Valve Type and Pressure ClassNPS 1 - 3 ET/Vee-Ball
V150/V300, ASMECL150/300
Valve Material and Trim Material WCC with Standard
Shutoff Requirement ANSI Class IV
Trim Type Equal Percentage
5. LP Separator Produced Water InterfaceLevel Control Valve: This valve controls the pro-duced water interface level in the LP Separator.Appropriate level control is necessary for properseparation of the gas, oil and water. This valvemay experience moderate pressure drops, whichmay lead to a globe valve selection. In applica-tions with low pressure drops, a butterfly valve isan acceptable solution.
Table 8-17. LP Separator Produced Water Interface Level Control Valve
Parameter Typical Value
Inlet Pressure 40 - 1,350 psig (3 - 93 bar)
Outlet Pressure 150 - 250 psig (10 - 17 bar)
Flow Rate 10 - 20 MSCFD(10 - 25 m3/h)
Inlet Temp. 140 - 190�F (60 - 88�C)
Valve Type and Pressure Class NPS 3 - 6 ET, ASME CL150
Valve Material and Trim Material WCC with Standard
Shutoff Requirement ANSI Class IV
Trim Type Equal Percentage
Oil TreatmentOil Treatment occurs after the low pressure stage.The crude oil is dehydrated utilizing a bulk treateror electrostatic coalescers. The bulk treater furtherseparates any water from the crude oil product.The coalescer subjects the crude oil stream to ahigh voltage electrostatic field, causing any waterto coalesesce into droplets that then fall free fromthe oil. This process helps to remove any dis-solved salts left in the stream.
Bulk Treater1. Bulk Treater Produced Water: This valvecontrols the produced water level in the bulk treat-er and will experience relatively low pressure drop

8−12
Figure 8-10. Oil Treatment System
E1485
3
1
4
2
MAIN
PUMP
DRY OIL
TANKBULK TREATER
ratios, which can be handled by a globe valve. Aball valve may be used depending upon pressurerecovery characteristics of the valve.
Table 8-18. Bulk Treater Produced Water ValveParameter Typical Value
Inlet Pressure 50 - 350 psig (3 - 24 bar)
Outlet Pressure 25 - 300 psig (2 - 21 bar)
Flow Rate 8,000 - 70,000 bpd(50 - 465 m3/h)
Inlet Temp. 120 - 200�F (49 - 93�C)
Valve Type and Pressure Class NPS 6 - 10 ET/EWT,ASME CL150
Valve Material and Trim Material WCC with Standard
Shutoff Requirement ANSI Class IV
Trim Type Equal Percentage
2. Bulk Treater Oil Out: This valve controls flowof oil out of the bulk treater. The oil will then flowinto the dry oil storage tank to be pumped on-shore. A globe valve is the most common solutionfor this application.
Table 8-19. Bulk Treater Oil Out ValveParameter Typical Value
Inlet Pressure 50 - 350 psig (3 - 24 bar)
Outlet Pressure 40 - 340 psig (3 - 24 bar)
Flow Rate 10,000 - 150,000 bpd(65 - 995 m3/h)
Inlet Temp. 140 - 200�F (60 - 93�C)
Valve Type and Pressure Class NPS 6 - 16 ET/EWT,ASME CL150
Valve Material and Trim Material WCC with Standard
Shutoff Requirement ANSI Class IV
Trim Type Cavitrol III 1-stage trim orEqual Percentage
3. Dry Oil Pump Recirculation Valve: Thisvalve recycles flow around the main dischargepump to prevent the pump from cavitating. It willexperience high pressure drops and the potentialfor damaging cavitation. A globe valve withanti-cavitation trim is typically used.
Table 8-20. Dry Oil Pump Recirculation ValveParameter Typical Value
Inlet Pressure 2,500 - 3,700 psig(172 - 255 bar)
Outlet Pressure 125 - 200 psig (9 - 14 bar)
Flow Rate 5,000 - 60,000 bpd(30 - 400 m3/h)
Inlet Temp. 120 - 180�F (49 - 82�C)
Valve Type and Pressure Class NPS 2 - 4 HPT,ASME CL1500
Valve Material and Trim Material WCC with Standard
Shutoff Requirement ANSI Class V
Trim Type Cavitrol III 3- or 4-stage trim
4. Crude Oil Discharge Valve: Here, the flowform the platform to the pipeline network is con-trolled. It will be delivered to the onshore pipelineand processing network.
Figure 8-11. 667 HP Control Valve
W9050

8−13
Table 8-21. Crude Oil Discharge ValveParameter Typical Value
Inlet Pressure 2,500 - 3,700 psig (172 - 255 bar)
Outlet Pressure 125 - 3,200 psig (9 - 221 bar)
Flow Rate 30,000 - 150,000 bpd(200 - 995 m3/h)
Inlet Temp. 120 - 180�F (49 - 82�C)
Valve Type and PressureClass
NPS 4 - 14 HPT/EHT,ASME CL1500
Valve Material and TrimMaterial
WCC with Standard
Shutoff Requirement ANSI Class IV
Trim Type Equal Percentage
Electrostatic Coalescer1. Electrostatic Treater Oil Out: Here, the flowof oil out of the electrostatic coalescer is con-trolled. This valve may be located before or afterthe crude pumps to storage. The conditions notedbelow are those with the valve placed after thecrude pump. In situations where there is a valvelocated upstream of the pump, the conditions willbe similar to those noted in the produced waterlevel control valve. A globe valve is the most com-mon solution for this application.
Figure 8-12. Electrostatic CoalescerOil Treatment System
E1486
2
1
TO CARGO
STORAGE
ELECTROSTATIC
COALESCER
Table 8-22. Electrostatic Treater Oil Out ValveParameter Typical Value
Inlet Pressure 105 - 125 psig (7 - 9 bar)
Outlet Pressure 30 - 35 psig (2 - 3 bar)
Flow Rate 5,000 - 35,000 ft3/h(140 - 1,000 m3/h)
Inlet Temp. 120 - 160�F (49 - 71�C)
Valve Type and Pressure Class NPS 6 - 8 ET,ASME CL150/300
Valve Material and Trim Material WCC with Standard
Shutoff Requirement ANSI Class IV
Trim Type Cavitrol III 1-stage trim orEqual Percentage
2. Electrostatic Treater Produced Water: Thisvalve controls the produced water level in the elec-
Figure 8-13. Low Pressure Compression System
E1494
3
2
4
1
trostatic coalescer, and will experience relativelylow pressure drop ratios, which can be handled bya globe valve. A ball valve may be used depend-ing upon the pressure recovery characteristics ofthe valve.
Table 8-23. Electrostatic Treater Produced Water ValveParameter Typical Value
Inlet Pressure 65 - 115 psig (4 - 8 bar)
Outlet Pressure 30 - 85 psig (2 - 6 bar)
Flow Rate 25,000 - 40,000 ft3/h(700 - 1,135 m3/h)
Inlet Temp. 120 - 250�F (49 - 121�C)
Valve Type and Pressure Class NPS 3 - 4 ET/EWT,ASME CL150
Valve Material and Trim Material WCC with Standard
Shutoff Requirement ANSI Class IV
Trim Type Equal Percentage
Gas CompressionAfter separation takes place in each of the floatingunits, the produced gas streams will be com-pressed, dried, potentially treated, and sent backinto the formation or onshore for additional pro-cessing.
Low Pressure CompressionFigure 8-13 shows the typical low pressure com-pression system and its related valves.
1. Low Pressure Compression Suction Scrub-ber Level Control Valve: Here, the level of the

8−14
hydrocarbon/water mixture in the upstream scrub-ber is controlled. The upstream scrubber is usedto separate liquids from the gas and clean the gasprior to compression. A small globe valve is thetypical solution.
Table 8-24. Low Pressure Compression Suction ScrubberLevel Control Valve
Parameter Typical Value
Inlet Pressure 85 - 180 psig (6 - 12 bar)
Outlet Pressure 75 - 115 psig (5 - 8 bar)
Flow Rate 1,500 - 2,000 bpd(10 - 15 m3/h)
Inlet Temp. 150 - 180�F (66 - 82�C)
Valve Type and Pressure Class NPS 1 - 2 EZ/ET,ASME CL150
Valve Material and Trim Material WCC with Standard
Shutoff Requirement ANSI Class IV
Trim Type Equal Percentage
2. Low Pressure Compression DischargeScrubber Level Control Valve: This valve con-trols the level of the hydrocarbon/water mixture inthe upstream scrubber, which is used to separateliquids from the gas and clean the gas prior tocompression. A small globe valve is the typicalsolution.
Table 8-25. Low Pressure Compression DischargeScrubber Level Control Valve
Parameter Typical Value
Inlet Pressure 250 - 325 psig (17 - 22 bar)
Outlet Pressure 150 - 175 psig (10 - 12 bar)
Flow Rate 3,000 - 4,000 bpd(20 - 25 m3/h)
Inlet Temp. 120 - 140�F (49 - 60�C)
Valve Type and Pressure Class NPS 1 - 2 EZ/ET,ASME CL300
Valve Material and Trim Material WCC with Standard
Shutoff Requirement ANSI Class IV
Trim Type Equal Percentage
3. Low Pressure Compressor Anti-surgeValve: This valve recycles discharge flow from thecompressor to protect it from damage due tosurge. Flow is recycled from the compressor dis-charge to the upstream scrubber/knockout drum.Depending upon the type of compressor and oper-ator of the vessel, this may be a one or two valvesolution. The typical solution is a one valve solu-tion that protects the compressor from the effectsof surge. When two valves are utilized, one will actas a control valve and the other will act as an on/off recycle valve. The latter approach minimizesthe valve size while the former solution combinesboth functions into one valve, but increases thevalve size. A globe valve with noise attenuatingtrim is the most common solution for theanti-surge/control solution. When a separate re-cycle valve is used, it may or may not have noiseattenuating trim. The solution noted below as-sumes a single valve is utilized.
Table 8-26. Low Pressure Compressor Anti-surge ValveParameter Typical Value
Inlet Pressure 100 - 325 psig (7 - 22 bar)
Outlet Pressure 60 - 120 psig (4 - 8 bar)
Flow Rate 220,000 - 290,000 lb/h(100,000 - 130,000 kg/h)
Inlet Temp. 130 - 150�F (54 - 66�C)
Valve Type and Pressure Class NPS 4 - 6 ET, ASME CL300
Valve Material and Trim Material WCC with Standard
Shutoff Requirement ANSI Class IV or V
Trim Type Whisper I Trim, Whisper IIITrim, or WhisperFlo trim

8−15
Figure 8-14. High Pressure Compression Train, Four stages
4. Low Pressure Discharge Cooling ControlValve: This valve controls the flow on cooling wa-ter to lower the temperature at the discharge ofthe compressor. The cooling fluid is typically sea-water. Depending upon treatment of the seawateronboard, the materials of selection will vary. Themost commonly used material is 316 StainlessSteel, but various grades of duplex are also used.A butterfly valve provides adequate control in thisapplication.
Table 8-27. Low Pressure DischargeCooling Control Valve
Parameter Typical Value
Inlet Pressure 30 - 100 psig (2 - 7 bar)
Outlet Pressure 20 - 40 psig (1 - 3 bar)
Flow Rate 7,500 - 11,000 bpd (50 - 75 m3/h)
Inlet Temp. 110 - 130�F (43 - 54�C)
Valve Type and PressureClass
NPS 3 - 4 8580 rotary valve,ASME CL150
Valve Material and TrimMaterial
WCC/316 SST/Duplex SST withStandard/316 SST/Duplex SST
Shutoff Requirement ANSI Class IV
Trim Type Equal Percentage
High Pressure CompressionThe gas from low pressure compression, ifpresent, combines with the gas from the test andhigh pressure separator prior to high pressurecompression. At this point, the gas is compressedto be used for gas lift, gas injection, or sent to thepipeline network for additional processing onshore.Figure 8-14 below shows the high pressure com-pression system with four stages. Refer to

8−16
Chapters 7 and 13 for additional information oncompression systems.
1. First Stage Compression Suction ScrubberLevel Control: This valve controls the level ofhydrocarbon/water mixture in first stage scrubber,which is used to separate liquids from the gas andto clean the gas prior to compression. This need ismet by using small globe or ball valves.
Figure 8-15. EZ Control Valve Sectional
W7027-3
Table 8-28. First Stage Compression Suction ScrubberLevel Control Valve
Parameter Typical Value
Inlet Pressure 130 - 310 psig (9 - 21 bar)
Outlet Pressure 15 - 130 psig (1 - 9 bar)
Flow Rate 50 - 80 gpm (10 - 20 m3/h)
Inlet Temp. 100 - 125�F (38 - 52�C)
Valve Type and Pressure Class NPS 1 - 2 EZ/Vee-BallV150/V300 ASME CL150/300
Valve Material and Trim Material 316 SST/317 SST Body andTrim
Shutoff Requirement ANSI Class IV
Trim Type Equal Percentage
2. First Stage Discharge Cooler TemperatureControl: This valve controls the cooling mediumused to lower the discharge temperature of thegas exiting the compressor. The cooling mediumis typically seawater, which will require varyingmaterials depending on the chloride levels. Materi-
als ranging from carbon steel to 316 SST to alu-minum bronze are the most common. Butterflyvalves typically address the need of this applica-tion.
Table 8-29. First Stage Discharge CoolerTemperature Control Valve
Parameter Typical Value
Inlet Pressure 35 - 65 psig (3 - 4 bar)
Outlet Pressure 25 - 50 psig (2 - 3 bar)
Flow Rate 12,000 - 25,000 ft3/h(335 - 710 m3/h)
Inlet Temp. 115 - 120�F (46 - 49�C)
Valve Type and Pressure Class NPS 6 - 8 8560 rotary valve,ASME CL150
Valve Material and Trim Material WCC, 316 SST, or AluminumBronze Body and Trim
Shutoff Requirement ANSI Class IV
Trim Type Equal Percentage
3. First Stage Compressor Antisurge and/orRecycle: This valve recycles discharge flow fromthe first stage compressor to protect it from dam-age due to surge. Flow is recycled from the com-pressor discharge to the upstream scrubber/knockout drum. Depending on the type ofcompressor and operator of the vessel, this maybe a one- or two-valve solution. The most com-mon solution is a one-valve solution that protectsthe compressor from the effects of surge. Whentwo valves are utilized, one will act as a controlvalve and the other will act as an on/off recyclevalve. The latter approach minimizes the valvesize while the former solution combines both func-tions into one valve, but increases the valve size.A globe valve with noise attenuating trim is themost common solution for the antisurge/controlsolution. When a separate recycle valve is used, itmay or may not have noise attenuating trim. Thetwo-valve arrangement is noted below.
Table 8-30. First Stage Compressor Antisurge ValveParameter Typical Value
Inlet Pressure 350 - 950 psig (24 - 66 bar)
Outlet Pressure 120 - 350 psig (8 - 24 bar)
Flow Rate 295,000 - 520,000 lb/h(135,000 - 235,000 kg/h)
Inlet Temp. 100 - 150�F (38 - 66�C)
Valve Type and Pressure Class NPS 6 - 10 ET/EWT,ASME CL300
Valve Material and Trim Material WCC or 316 SSTBody and Trim
Shutoff Requirement ANSI Class V
Trim Type Whisper Trim I, Whisper TrimIII, or WhisperFlo trim

8−17
Table 8-31. First Stage Compressor Recycle ValveParameter Typical Value
Inlet Pressure 350 - 950 psig (24 - 66 bar)
Outlet Pressure 120 - 350 psig (8 - 24 bar)
Flow Rate 165,000 - 300,000 lb/h(75,000 - 135,000 kg/h)
Inlet Temp. 100 - 150�F (38 - 66�C)
Valve Type and Pressure Class NPS 6 - 10 ET/EWT or 8560rotary valve, ASME CL300
Valve Material and Trim Material WCC or 316SST Body andTrim
Shutoff Requirement ANSI Class V
Trim Type Whisper Trim I, Whisper TrimIII, or WhisperFlo trim
4. Second Stage Compression Suction Scrub-ber Level Control: This valve controls the level ofhydrocarbon/water mixture in second stage scrub-ber, which is used to separate liquids from the gasand to clean the gas prior to compression. Thisneed is met by using small globe or ball valves.
Table 8-32. Second Stage Compression Suction ScrubberLevel Control Valve
Parameter Typical Value
Inlet Pressure 350 - 900 psig (24 - 62 bar)
Outlet Pressure 15 - 130 psig (1 - 9 bar)
Flow Rate 50 - 80 gpm (10 - 20 m3/h)
Inlet Temp. 100 - 125�F (38 - 52�C)
Valve Type and Pressure Class NPS 1 - 2 EZ/HPS,ASME CL300/600/900
Valve Material and Trim Material WCC or 316 SST Body andTrim
Shutoff Requirement ANSI Class IV
Trim Type Cavitrol III 1- or 2-stage orEqual Percentage
5. Second Stage Discharge Cooler Temperat-ure Control: This valve controls the cooling medi-um used to lower the discharge temperature of thegas exiting the compressor. The cooling mediumis typically seawater, which will require varyingmaterials depending on the chloride levels. Materi-als ranging from carbon steel to 316 SST to alu-minum bronze are the most common. Butterflyvalves typically address the need of this applica-tion.
Table 8-33. Second Stage Discharge Cooler Temperature Control Valve
Parameter Typical Value
Inlet Pressure 35 - 65 psig (3 - 4 bar)
Outlet Pressure 25 - 50 psig (2 - 3 bar)
Flow Rate 10,000 - 14,000 ft3/h(280 - 400 m3/h)
Inlet Temp. 115 - 120�F (46 - 49�C)
Valve Type and Pressure Class NPS 4 - 6 8560 rotary valve,ASME CL150
Valve Material and Trim Material WCC, 316 SST or AluminumBronze Body and Trim
Shutoff Requirement ANSI Class IV
Trim Type Equal Percentage
6. Second Stage Compressor Antisurge and/or Recycle Valve: This valve recycles dischargeflow from the second stage compressor to protectit from damage due to surge. Flow is recycledfrom the compressor discharge to the upstreamscrubber/knockout drum. Depending on the typeof compressor and operator of the vessel, thismay be a one- or two-valve solution. The mostcommon solution is a one-valve solution that pro-tects the compressor from the effects of surge.When two valves are utilized, one will act as acontrol valve and the other will act as an on/offrecycle valve. The latter approach minimizes thevalve down while the former solution combinesboth functions into one valve, but increases thevalve size. A globe valve with noise attenuatingtrim is the most common solution for the anti-surge/control solution. When a separate recyclevalve is used, it may or may not have noise atten-uating trim. The two-valve arrangement is notedbelow.
Table 8-34. Second Stage Compressor Antisurge ValveParameter Typical Value
Inlet Pressure 950 - 2000 psig (66 - 138 bar)
Outlet Pressure 350 - 1100 psig (24 - 76 bar)
Flow Rate 220,000 - 450,000 lb/h(100,000 - 200,000 kg/h)
Inlet Temp. 100 - 150�F (38 - 66�C)
Valve Type and Pressure Class NPS 3 - 4 ET/HPT,ASME CL600/900/1500
Valve Material and TrimMaterial
WCC or 316 SST Body andTrim
Shutoff Requirement ANSI Class V
Trim Type Whisper Trim I, Whisper TrimIII, or WhisperFlo trim

8−18
Table 8-35. Second Stage Compressor Recycle ValveParameter Typical Value
Inlet Pressure 950 - 2000 psig (66 - 138 bar)
Outlet Pressure 350 - 1100 psig (24 - 76 bar)
Flow Rate 110,000 - 220,000 lb/h(50,000 - 100,000 kg/h)
Inlet Temp. 100 - 150�F (38 - 66�C)
Valve Type and Pressure Class NPS 4 - 6 ET/EWT/HPSASME CL600/900/1500
Valve Material and TrimMaterial
WCC or 316 SST Body andTrim
Shutoff Requirement ANSI Class V
Trim Type Whisper Trim I, Whisper TrimIII, or WhisperFlo trim
7. Third Stage Compression Suction ScrubberLevel Control: This valve controls the level ofhydrocarbon/water mixture in third stage scrubber,which is used to separate liquids from the gas andto clean the gas prior to compression. This need ismet by using small globe or ball valves.
Table 8-36. Third Stage Compression Suction ScrubberLevel Control Valve
Parameter Typical Value
Inlet Pressure 950 - 2100 psig (66 - 145 bar)
Outlet Pressure 15 - 1800 psig (1 - 124 bar)
Flow Rate 50 - 80 gpm (10 - 20 m3/h)
Inlet Temp. 100 - 125�F (38 - 52�C)
Valve Type and Pressure Class NPS 1 - 2 HPS,ASME CL1500/2500
Valve Material and TrimMaterial
WCC or 316 SST Body andTrim
Shutoff Requirement ANSI Class IV
Trim Type Cavitrol III 2-stage trim orEqual Percentage
8. Third Stage Discharge Cooler TemperatureControl: This valve controls the cooling mediumused to lower the discharge temperature of thegas exiting the compressor. The cooling mediumis typically seawater, which will require varyingmaterials depending on the chloride levels. Materi-als ranging from carbon steel to 316 SST to alu-minum bronze are the most common. Butterflyvalves typically address the need of this applica-tion.
Table 8-37. Third Stage Discharge Cooler TemperatureControl Valve
Parameter Typical Value
Inlet Pressure 35 - 65 psig (3 - 4 bar)
Outlet Pressure 25 - 50 psig (2 - 3 bar)
Flow Rate 10,000 - 14,000 ft3/h(280 - 400 m3/h)
Inlet Temp. 115 - 120�F (46 - 49�C)
Valve Type and Pressure Class NPS 4 - 6 8560 rotary valve,ASME CL150
Valve Material and Trim Material WCC, 316SST or AluminumBronze Body and Trim
Shutoff Requirement ANSI Class IV
Trim Type Equal Percentage
9. Third Stage Compressor Antisurge and/orRecycle: This valve recycles discharge flow fromthe third stage compressor to protect it from dam-age due to surge. Flow is recycled from the com-pressor discharge to the upstream scrubber/knockout drum. Depending on the type ofcompressor and operator of the vessel, this maybe a one- or two-valve solution. The most com-mon solution is a one-valve solution that protectsthe compressor from the effects of surge. Whentwo valves are utilized, one will act as a controlvalve and the other will act as an on/off recyclevalve. The latter approach minimizes the valvesize while the former solution combines both func-tions into one valve, but increases the valve size.A globe valve with noise attenuating trim is themost common solution for the antisurge/controlsolution. When a separate recycle valve is used, itmay or may not have noise attenuating trim. Thetwo-valve arrangement is noted below.
Table 8-38. Third Stage Compressor Antisurge ValveParameter Typical Value
Inlet Pressure 3,200 - 4,300 psig (221 - 296 bar)
Outlet Pressure 950 - 2,000 psig (66 - 138 bar)
Flow Rate 220,000 - 450,000 lb/h(100,000 - 200,000 kg/h)
Inlet Temp. 100 - 150�F (38 - 66�C)
Valve Type and PressureClass
NPS 3 - 4 HPT/EHT,ASME CL1500/2500
Valve Material and TrimMaterial
WCC or 316 SST Body and Trim
Shutoff Requirement ANSI Class V
Trim Type Whisper Trim III

8−19
Table 8-39. Third Stage Compressor Recycle ValveParameter Typical Value
Inlet Pressure 3,200 - 4,300 psig (221 - 296 bar)
Outlet Pressure 950 - 2,000 psig (66 - 138 bar)
Flow Rate 95,000 - 200,000 lb/h(45,000 - 90,000 kg/h)
Inlet Temp. 100 - 150�F (38 - 66�C)
Valve Type and PressureClass
NPS 3 - 4 HPT/EHT,ASME CL1500/2500
Valve Material and TrimMaterial
WCC or 316 SST Body and Trim
Shutoff Requirement ANSI Class V
Trim Type Whisper Trim III
10. Fourth Stage Compression Suction Scrub-ber Level Control: This valve controls the level ofhydrocarbon/water mixture in the fourth stagescrubber, which is used to separate liquids fromthe gas and to clean the gas prior to compression.This need is met by using small globe or ballvalves.
Table 8-40. Fourth Stage Compression Suction ScrubberLevel Control Valve
Parameter Typical Value
Inlet Pressure 3,800 - 4,200 psig (262 - 290 bar)
Outlet Pressure 3,700 - 3,900 psig (255 - 269 bar)
Flow Rate 50 - 80 gpm (10 - 20 m3/h)
Inlet Temp. 100 - 125�F (38 - 52�C)
Valve Type and PressureClass
NPS 1 - 2 HPS, ASME CL2500
Valve Material and TrimMaterial
WCC or 316 SST Body and Trim
Shutoff Requirement ANSI Class IV
Trim Type Equal Percentage
11. Fourth Stage Discharge Cooler Temperat-ure Control: This valve controls the cooling medi-um used to lower the discharge temperature of thegas exiting the compressor. The cooling mediumis typically seawater, which will require varyingmaterials depending on the chloride levels. Materi-als ranging from carbon steel to 316 SST to alu-minum bronze are the most common. Butterflyvalves typically address the need of this applica-tion.
Table 8-41. Fourth Stage Discharge Cooler Temperature Control Valve
Parameter Typical Value
Inlet Pressure 35 - 65 psig (3 - 4 bar)
Outlet Pressure 25 - 50 psig (2 - 3 bar)
Flow Rate 10,000 - 14,000 ft3/h(280 - 400 m3/h)
Inlet Temp. 115 - 120�F (46 - 49�C)
Valve Type and Pressure Class NPS 4 - 6 8580 rotary valve,ASME CL150
Valve Material and Trim Material WCC, 316 SST or AluminumBronze Body and Trim
Shutoff Requirement ANSI Class IV
Trim Type Equal Percentage
12. Fourth Stage Compressor Antisurge and/or Recycle: This valve recycles discharge flowfrom the fourth stage compressor to protect it fromdamage due to surge. Flow is recycled from thecompressor discharge to the upstream scrubber/knockout drum. Depending on the type of com-pressor and operator of the vessel, this may be aone- or two-valve solution. The most commonsolution is a one-valve solution that protects thecompressor from the effects of surge. When twovalves are utilized, one will act as a control valveand the other will act as an on/off recycle valve.The latter approach minimizes the valve size whilethe former solution combines both functions intoone valve, but increases the valve size. A globevalve with noise attenuating trim is the most com-mon solution for the antisurge/control solution.When a separate recycle valve is used, it may ormay not have noise attenuating trim. Thetwo-valve arrangement is noted below. .
Table 8-42. Fourth Stage Compressor Antisurge ValveParameter Typical Value
Inlet Pressure 5500 - 7000 psig (379 - 483 bar)
Outlet Pressure 3800 - 4500 psig (262 - 310 bar)
Flow Rate 220,000 - 450,000 lb/h(100,000 - 200,000 kg/h)
Inlet Temp. 100 - 150�F (38 - 66�C)
Valve Type and PressureClass
NPS 2 - 3 EHT,ASME CL2500 or API 10000
Valve Material and TrimMaterial
WCC or 316 SST Body and Trim
Shutoff Requirement ANSI Class V
Trim Type Whisper Trim III

8−20
Table 8-43. Fourth Stage Compressor Recycle ValveParameter Typical Value
Inlet Pressure 5500 - 7000 psig (379 - 483 bar)
Outlet Pressure 3800 - 4500 psig (262 - 310 bar)
Flow Rate 220,000 - 450,000 lb/h(100,000 - 200,000 kg/h)
Inlet Temp. 100 - 150�F (38 - 66�C)
Valve Type and PressureClass
NPS 2 - 3 EHT,ASME CL2500 or API 10000
Valve Material and TrimMaterial
WCC or 316 SST Body and Trim
Shutoff Requirement ANSI Class V
Trim Type Whisper Trim III
Gas Treatment
Gas DehydrationMidway through high pressure gas compression,the gas is routed to dehydration to remove anyremaining water in the stream. The gas is dehyd-rated using conventional methods employingtri-ethylene glycol (TEG). Please refer to Chapter9 for additional details regarding gas treatment.Figure 8-16 shows the common valves associatedwith a TEG dehydration unit.
Figure 8-16. TEG Gas Dehydration Unit
E1496
1
3
2
1. Lean Glycol to Glycol Contactor ControlValve: The flow of lean glycol from the glycol re-generation unit to the contactor is controlled by thelean glycol to glycol contactor valve. The glycol willenter the top of the contactor and as it movesdown the column will strip the water from the gasstream that is flowing up through the bottom of thecolumn. This valve may not be present if a vari-able speed pump is used. A globe valve is the typ-ical solution for this application.
Table 8-44. Lean Glycol to Glycol Contactor Control ValveParameter Typical Value
Inlet Pressure 1,100 - 2,300 psig (76 - 159 bar)
Outlet Pressure 900 - 1,900 psig (62 - 131 bar)
Flow Rate 100 - 500 bpd (0 - 4 m3/h)
Inlet Temp. 100 - 125�F (38 - 52�C)
Valve Type and PressureClass
NPS 1 EZ/HPS, ASME CL600/900
Valve Material and TrimMaterial
WCC with Standard
Shutoff Requirement ANSI Class IV
Trim Type Equal Percentage
2. Gas Dehydration Inlet Separator Level Con-trol Valve: This valve controls the glycol-waterinterface level in the glycol contactor. This valvewill experience a relatively high pressure drop re-quiring anti-cavitation trim. A globe valve withCavitrol III 2-stage trim is typically used.
Table 8-45. Gas Dehydration Inlet Separator Level Control Valve
Parameter Typical Value
Inlet Pressure 1,100 - 2,300 psig (76 - 159 bar)
Outlet Pressure 250 - 350 psig (17 - 24 bar)
Flow Rate 50 - 1,000 bpd (0 - 7 m3/h)
Inlet Temp. 100 - 125�F (38 - 52�C)
Valve Type and PressureClass
NPS 1 - 2 EZ/ET/HPS/HPT,ASME CL300/600/900
Valve Material and TrimMaterial
WCC with Standard
Shutoff Requirement ANSI Class IV
Trim Type Equal Percentage
3. Glycol Contactor Level Control Valve: Theglycol-water interface level in the glycol contactoris controlled here. This valve will experience a rel-atively high pressure drop requiring anti-cavitationtrim. A globe valve with Cavitrol III 2-stage trim istypically used.

8−21
Figure 8-17. Notchflo DST Trim
W8538-1
Table 8-46. Glycol Contactor Level Control ValveParameter Typical Value
Inlet Pressure 1,100 - 1,600 psig (76 - 110 bar)
Outlet Pressure 30 - 200 psig (2 - 14 bar)
Flow Rate 100 - 500 gpm (20 - 115 m3/h)
Inlet Temp. 100 - 125�F (38 - 52�C)
Valve Type and PressureClass
NPS 1 - 2 ET/HPS,ASME CL300/600/900
Valve Material and TrimMaterial
WCC with Standard
Shutoff Requirement ANSI Class V
Trim Type Cavitrol III 2 stage trim orNotchFlo 4-stage trim
Gas TreatmentThe first step in treatment of the natural gas is toremove the sour gas components. Amine ab-sorbers are most commonly used for this process.Figure 8-18 below shows the layout of an aminetreatment unit and the common control valves inthe process.
1. Rich Amine Letdown Control Valve: Liquidlevel in the bottom of the contactor is controlled bythis valve. Given the low downstream pressureneeded to drive off the gases, this valve may ex-
E1497
8
4
3
5
6
12
11
9
10
2
1
LEAN AMINEMAIN PUMP
7
LEAN AMINEBOOSTER PUMP
RE
GE
NE
RA
TIO
N
CO
NT
AC
TO
R
RICH/LEAN AMINEEXCHANGER
FLASH TANK
TOFLARE
FLASH GAS
TO DEHYDRATION
TO FLARETO ACID GASTREATMENT
Figure 8-18. Amine Treatment Unit

8−22
perience severe outgassing effects. Therefore, thetrim selection will vary depending upon the pres-sure drop and the amount of gas entrained in thesolution. While the recommendation in the guidesummary below is commonly seen, it is importantthat each application be reviewed in detail to en-sure proper valve selection.
Table 8-47. Rich Amine Letdown Control ValveParameter Typical Value
Inlet Pressure 300 - 1020 psig (21 - 70 bar)
Outlet Pressure 20 - 120 psig (1 - 8 bar)
Flow Rate 20,000 - 4,200,000 lb/h(9,000 - 1,905,000 kg/h)
Inlet Temp. 100 - 160�F (38 - 71�C)
Valve Type and Pressure Class NPS 1 - 20 ET/EWT,ASME CL150/300/600
Valve Material and Trim Material WCC-HT/316 SST withStandard/316 SST
Shutoff Requirement ANSI Class V
Trim Type Whisper Trim I, Whisper TrimIII, or NotchFlo DST trim
2. Flash Drum Lean Solvent Control Valve:This valve controls the flow of lean solvent into theflash drum. The introduction of lean solvent is util-ized to facilitate the removal of the acid gases en-trained in the rich amine. A small globe valve isgenerally used.
Table 8-48. Flash Drum Lean Solvent Control ValveParameter Typical Value
Inlet Pressure 40 - 165 psig (3 - 11 bar)
Outlet Pressure 30 - 135 psig (2 - 9 bar)
Flow Rate 3,000 - 55,000 lb/h(1,350 - 25,000 kg/h)
Inlet Temp. 100 - 120�F (38 - 49�C)
Valve Type and Pressure Class NPS 1 - 3 ET/EZ,ASME CL150/300/600
Valve Material and Trim Material WCC-HT with Standard
Shutoff Requirement ANSI Class IV
Trim Type Linear
3. Flash Drum Water Control Valve: Here, theflow of water to the flash drum is controlled. Thishelps to drive off the acid gases entrained in therich amine. A small globe valve may be used inthis application.
Table 8-49. Flash Drum Water Control ValveParameter Typical Value
Inlet Pressure 40 - 165 psig (3 - 11 bar)
Outlet Pressure 30 - 135 psig (2 - 9 bar)
Flow Rate 500 - 12,000 lb/h(225 - 5,500 kg/h)
Inlet Temp. 90 - 120�F (32 - 49�C)
Valve Type and Pressure Class NPS 1 - 2 EZ,ASME CL150/300/600
Valve Material and Trim Material WCC-HT with Standard
Shutoff Requirement ANSI Class IV
Trim Type Equal Percentage
4. Flash Drum Level Control Valve: The liquidlevel in the flash drum is controlled here. Similar tothe rich amine letdown valve, this valve may ex-perience varying degrees of outgassing. There-fore, it is necessary that each application is appro-priately reviewed to determine the proper bodyand trim selection.
Table 8-50. Flash Drum Level Control ValveParameter Typical Value
Inlet Pressure 40 - 165 psig (3 - 11 bar)
Outlet Pressure 30 - 135 psig (2 - 9 bar)
Flow Rate 500 - 12,000 lb/h(225 - 5,500 kg/h)
Inlet Temp. 90 - 120�F (32 - 49�C)
Valve Type and Pressure Class NPS 1 - 2 EZ,ASME CL150/300/600
Valve Material and Trim Material WCC-HT with Standard
Shutoff Requirement ANSI Class IV
Trim Type Equal Percentage
5. Flash Drum Pressure Control Valve: Thisvalve controls pressure in the flash drum, which iscritical to driving off the acid gases entrained inthe rich amine. The sour gases driven off at thispoint may be subjected to additional treatment. Aglobe valve with standard trim is commonly usedhere.
Table 8-51. Flash Drum Pressure Control ValveParameter Typical Value
Inlet Pressure 30 - 105 psig (2 - 7 bar)
Outlet Pressure 20 - 90 psig (1 - 6 bar)
Flow Rate 500 - 11,000 lb/h(225 - 5,000 kg/h)
Inlet Temp. 90 - 120�F (32 - 49�C)
Valve Type and Pressure Class NPS 2 - 6 ET,ASME CL150/300/600
Valve Material and Trim Material WCC-HT/316 SST withStandard/316 SST
Shutoff Requirement ANSI Class IV
Trim Type Linear

8−23
6. Flash Gas to Flare Control Valve: Flash gasto the flare header is controlled here in the eventof an upset in the process. This valve will normallyremain closed during operation and can experi-ence relatively high pressure drops that may leadto high noise and vibration if not properly attenu-ated. A globe valve with Whisper Trim may beused in this application.
Table 8-52. Flash Gas to Flare Control ValveParameter Typical Value
Inlet Pressure 30 - 105 psig (2 - 7 bar)
Outlet Pressure 5 - 15 psig (1 bar)
Flow Rate 500 - 11,000 lb/h(225 - 5,000 kg/h)
Inlet Temp. 90 - 120�F (32 - 49�C)
Valve Type and Pressure Class NPS 1 - 2 ET/EWT,ASME CL150/300/600
Valve Material and Trim Material WCC-HT/316 SST withStandard/316 SST
Shutoff Requirement ANSI Class IV
Trim Type Whisper Trim I or WhisperTrim III
7. Lean Amine Booster Pump RecirculationControl Valve: This valve bypasses flow aroundthe lean amine booster pump to protect the pumpfrom cavitation damage. Because of the high pres-sure drop across the valve, cavitation protection isrequired. A globe valve with Cavitrol III anti-cavita-tion trim can typically be found in this application.
Table 8-53. Lean Amine Booster Pump Recirculation Control Valve
Parameter Typical Value
Inlet Pressure 150 - 225 psig (10 - 16 bar)
Outlet Pressure 40 - 60 psig (3 - 4 bar)
Flow Rate 20,000 - 650,000 lb/h(9,000 - 300,000 kg/h)
Inlet Temp. 90 - 120�F (32 - 49�C)
Valve Type and Pressure Class NPS 2 - 8 ET/EWT,ASME CL300/600
Valve Material and Trim Material WCC-HT/316 SST withStandard/316 SST
Shutoff Requirement ANSI Class V
Trim Type Cavitrol III trim
8. Lean Amine Main Pump Recirculation Con-trol Valve: This valve bypasses flow around themain lean amine pump to protect the pump fromcavitation damage. Because of the high pressuredrop across the valve, cavitation protection is re-quired. A globe valve with Cavitrol III anti-cavita-tion trim is commonly used.
Table 8-54. Lean Amine Main Pump Recirculation Control Valve
Parameter Typical Value
Inlet Pressure 400 - 1,600 psig (28 - 110 bar)
Outlet Pressure 150 - 225 psig (10 - 16 bar)
Flow Rate 20,000 - 650,000 lb/h(9,000 - 300,000 kg/h)
Inlet Temp. 90 - 120�F (32 - 49�C)
Valve Type and Pressure Class NPS 2 - 8 ET/EWT/HPT,ASME CL300/600/900
Valve Material and TrimMaterial
WCC-HT/316 SST withStandard/316 SST
Shutoff Requirement ANSI Class V
Trim Type Cavitrol III trim
9. Lean Amine to Contactor Control Valve:Here, flow of lean amine to the top of the contact-or is controlled. Proper flow control is critical toensure the proper ratio of amine to gas arriving inthe contactor. A globe valve is typically utilized inthis application.
Table 8-55. Lean Amine to Contractor Control ValveParameter Typical Value
Inlet Pressure 400 - 1,600 psig (28 - 110 bar)
Outlet Pressure 350- 1,080 psig (24 - 74 bar)
Flow Rate 20,000 - 4,200,000 lb/h(9,000 - 1,900,000 kg/h)
Inlet Temp. 90 - 120�F (32 - 49�C)
Valve Type and Pressure Class NPS 2 - 20 ET/EWT,ASME CL300/600/900
Valve Material and TrimMaterial
WCC-HT/316 SST withStandard/316 SST
Shutoff Requirement ANSI Class IV
Trim Type Linear
10. Lean Gas to Flare Control Valve: This valvecontrols the flow of lean gas to the flare header inthe event of an upset in the process. It will remainclosed during normal operation and may experi-ence relatively high pressure drops that can leadto high noise and vibration if not properly attenu-ated. A globe valve with Whisper trim may beused.
Table 8-56. Lean Gas to Flare Control ValveParameter Typical Value
Inlet Pressure 300 - 1,020 psig (21 - 70 bar)
Outlet Pressure 30 - 45 psig (2 - 3 bar)
Flow Rate 30,000 - 1,300,000 lb/h(13,000 - 590,000 kg/h)
Inlet Temp. 110 - 155�F (43 - 68�C)
Valve Type and PressureClass
NPS 3 - 24 ET/EWT/FBT,ASME CL300/600
Valve Material and TrimMaterial
WCC-HT/316 SST withStandard/316 SST
Shutoff Requirement ANSI Class V
Trim Type Whisper Trim I or Whisper Trim III

8−24
11. Lean Gas Separator Level Control Valve:Because the gas leaving the contactors is gener-ally saturated, a downstream separator is used tocapture any carry over liquids (hydrocarbons andwater) prior to dehydration. This valve is used tocontrol the liquid level in the separator. A smallglobe valve is generally used.
Table 8-57. Lean Gas Separator Level Control ValveParameter Typical Value
Inlet Pressure 300 - 1,200 psig (21 - 83 bar)
Outlet Pressure 45 - 405 psig (3 - 28 bar)
Flow Rate 500 - 5,500 lb/h(225 - 2,500 kg/h)
Inlet Temp. 110 - 155�F (43 - 68�C)
Valve Type and Pressure Class NPS 1 - 2 ET/ES,ASME CL300/600
Valve Material and TrimMaterial
WCC-HT/316 SST withStandard/316 SST
Shutoff Requirement ANSI Class V
Trim Type Linear or Cavitrol III trim
12. Lean Gas Separator Sour Water LetdownControl Valve: Because the gas leaving the con-tactors is generally saturated, a downstream sep-arator is used to capture any carry over liquids(hydrocarbons and water) prior to dehydration.This valve is used to control the liquid level in theseparator. A small globe valve is typically used.
Table 8-58. Lean Gas Separator Sour Water Letdown Control Valve
Parameter Typical Value
Inlet Pressure 300 - 1020 psig (21 - 70 bar)
Outlet Pressure 45 - 150 psig (3 - 10 bar)
Flow Rate 500 - 5,500 lb/h(225 - 2,500 kg/h)
Inlet Temp. 110 - 155�F (43 - 68�C)
Valve Type and Pressure Class NPS 1 - 2 ET/ES,ASME CL300/600
Valve Material and Trim Material WCC-HT/316 SST withStandard/316 SST
Shutoff Requirement ANSI Class V
Trim Type Linear or Cavitrol III trim
As previously noted, this process is extremelyscalable and can be found in many gas treatmentunits of varying sizes.
The tail gas driven from the amine during regener-ation must be further treated prior to sulfur recov-ery. The process is very similar to that previouslydiscussed, but typically utilizes a different set ofamine derivatives such as MDEA. Figure 8-19shows the tail gas treatment process and the as-sociated control valves.
1. Rich Amine Recirculation to Acid Gas En-richment Control Valve: This valve is used tobypass flow around the rich amine pump to pre-vent the pump from the potential for cavitation. Itmay experience relatively high pressure drops,increasing the potential for the formation of dam-aging cavitation. To eliminate this potential, aglobe valve with Cavitrol III trim may be used.
Table 8-59. Rich Amine Recirculation to Acid GasEnrichment Control Valve
Parameter Typical Value
Inlet Pressure 75 - 135 psig (5 - 9 bar)
Outlet Pressure 20 - 30 psig (1 - 2 bar)
Flow Rate 20,000 - 1,000,000 lb/h(9,000 - 455,000 kg/h)
Inlet Temp. 100 - 140�F (38 - 60�C)
Valve Type and Pressure Class NPS 2 - 8 ET/EWT,ASME CL150/300
Valve Material and Trim Material WCC-HT/316 SST withStandard/316 SST
Shutoff Requirement ANSI Class V
Trim Type Equal Percentage

8−25
E1498
2
LEANAMINE
RE
GE
NE
RA
TIO
N
AC
ID G
AS
EN
RIS
HM
EN
TA
BS
OR
BE
R
RICH AMINEFLASH DRUM
FREE ACIDGAS DRUM
TO SULFURREACTOR
TAIL GASKO DRUM
TO INCINERATOR
3
5
4
1
TA
IL G
AS
QU
EN
CH
6 TA
IL G
AS
AB
SO
RB
ER
7
8
8
Figure 8-19. Tail Gas Treatment System
2. Regeneration Lean Amine Pump Recircula-tion Control Valve: This valve is bypasses thelean amine from the bottom of the regenerationtower. Bypassing the flow around the pump pre-vents the pump from cavitating. This requires thevalve to take a relatively high pressure drop, whichcan lead to the formation of damaging cavitation.This valve must be able to eliminate the formationof cavitation. A globe valve with anti-cavitation trimis generally used.
Table 8-60. Regeneration Lean Amine Pump RecirculationControl Valve
Parameter Typical Value
Inlet Pressure 150 - 240 psig (10 - 17 bar)
Outlet Pressure 30 - 45 psig (2 - 3 bar)
Flow Rate 20,000 - 1,320,000 lb/h(9,000 - 600,000 kg/h)
Inlet Temp. 125 - 175�F (52 - 79�C)
Valve Type and Pressure Class NPS 2 - 12 ET/EWT,ASME CL150/300
Valve Material and Trim Material WCC-HT/316 SST withStandard/316 SST
Shutoff Requirement ANSI Class V
Trim Type Cavitrol III trim

8−26
3. Rich Amine Pump Discharge to Regenera-tion Control Valve: Here, the flow of amine backto the regeneration tower is controlled here. Giventhe lower pressure drop, a globe valve with equalpercentage trim may be utilized.
Table 8-61. Rich Amine Pump Discharge to RegenerationControl Valve
Parameter Typical Value
Inlet Pressure 75 - 105 psig (5 - 7 bar)
Outlet Pressure 60 - 75 psig (4 - 5 bar)
Flow Rate 5,000 - 135,000 lb/h(2,000 - 65,000 kg/h)
Inlet Temp. 95 - 125�F (35 - 52�C)
Valve Type and Pressure Class NPS 1 - 4 ET/EWT,ASME CL150/300
Valve Material and Trim Material WCC-HT/316 SST withStandard/316 SST
Shutoff Requirement ANSI Class IV
Trim Type Equal Percentage
4. Free Acid Gas Drum Level Control Valve:The level of liquid in the free acid gas drum is con-trolled by this valve. It will experience relatively lowpressure drops and a globe valve is a commonlyused solution.
Table 8-62. Free Acid Gas Drum Level Control ValveParameter Typical Value
Inlet Pressure 90 - 105 psig (6 - 7 bar)
Outlet Pressure 75 - 85 psig (5 - 6 bar)
Flow Rate 5,000 - 50,000 lb/h(2,000 - 25,000 kg/h)
Inlet Temp. 95 - 125�F (35 - 52�C)
Valve Type and Pressure Class NPS 1 - 2 ET/EWT,ASME CL150/300
Valve Material and Trim Material WCC-HT/316 SST withStandard/316 SST
Shutoff Requirement ANSI Class IV
Trim Type Equal Percentage
5. Lean Amine Flow Control Valve: This valvecontrols the flow of lean amine to the acid gas en-richment absorber. Similar to other applications,this valve experiences relatively low pressuredrops, but with the potential of relatively high flowrates. A globe valve is generally used in this ap-plication.
Table 8-63. Lean Amine Flow Control ValveParameter Typical Value
Inlet Pressure 150 - 240 psig (10 - 17 bar)
Outlet Pressure 30 - 60 psig (2 - 4 bar)
Flow Rate 20,000 - 3,500,000 lb/h(9,000 - 1,600,000 kg/h)
Inlet Temp. 125 - 175�F (52 - 79�C)
Valve Type and Pressure Class NPS 2 - 16 ET/EWT,ASME CL150/300
Valve Material and Trim Material WCC-HT/316 SST withStandard/316 SST
Shutoff Requirement ANSI Class V
Trim Type Equal Percentage orCharacterized Cavitrol III trim
6. Tail Gas Quench Water Control Valve: Thegas leaving the acid gas enrichment absorber issubjected to a water quench prior to additionaltreatment. This valve controls the quench waterflow to the quench tank. A globe valve is com-monly used with the potential for anti-cavitationtrim dependent upon the pressure drop.
Table 8-64. Tail Gas Quench Water Control ValveParameter Typical Value
Inlet Pressure 50 - 140 psig (3 - 10 bar)
Outlet Pressure 30 - 45 psig (2 - 3 bar )
Flow Rate 50,000 - 1,750,000 lb/h(20,000 - 800,000 kg/h)
Inlet Temp. 90 - 120�F (32 - 49�C)
Valve Type and Pressure Class NPS 2 - 12 ET/EWT,ASME CL150/300
Valve Material and Trim Material WCC-HT/316 SST withStandard/316 SST
Shutoff Requirement ANSI Class V
Trim Type Linear or Cavitrol III trim

8−27
7. Lean Amine to Tail Gas Absorber ControlValve: This valve controls the flow of lean amineto the tail gas absorber in order to scrub the gasone last time prior to use as fuel or incineration.The valve and trim combination will depend uponthe pressure drop, but a globe valve with linear oranti-cavitation trim is typically used.
Table 8-65. Lean Amine to Tail Gas Absorber Control Valve
Parameter Typical Value
Inlet Pressure 75 - 195 psig (5 - 14 bar)
Outlet Pressure 60 - 75 psig (4 - 5 bar)
Flow Rate 30,000 - 1,550,000 lb/h(13,000 - 705,000 kg/h)
Inlet Temp. 90 - 120�F (32 - 49�C)
Valve Type and Pressure Class NPS 3 - 16 ET/EWT,ASME CL150/300
Valve Material and Trim Material WCC-HT/316 SST withStandard/316 SST
Shutoff Requirement ANSI Class V
Trim Type Linear or Cavitrol III trim
8. Tail Gas Treater Semi-lean Amine LetdownControl Valve: Here, the level of amine in the tailgas absorber is controlled. There is potential forrelatively light outgassing in this application de-pending upon the amount of gas entrained in thesolution. A globe valve is generally used in thisapplication.
Table 8-66. Tail Gas Treater Semi-lean Amine LetdownControl Valve
Parameter Typical Value
Inlet Pressure 75 - 195 psig (5 - 14 bar)
Outlet Pressure 65 - 160 psig (4 - 11 bar)
Flow Rate 30,000 - 1,550,000 lb/h(13,000 - 705,000 kg/h)
Inlet Temp. 65 - 160 psig (18 - 71 bar)
Valve Type and Pressure Class NPS 2 - 16 ET/EWT,ASME CL150/300
Valve Material and Trim Material WCC-HT/316 SST withStandard/316 SST
Shutoff Requirement ANSI Class IV
Trim Type Linear
9. Tail Gas Knockout Drum Level ControlValve: This valve controls the level of liquid in thetail gas knockout drum. A small globe valve maybe used.
Table 8-67. Tail Gas Knockout Drum Level Control ValveParameter Typical Value
Inlet Pressure 45 - 165 psig (3 - 11 bar)
Outlet Pressure 40 - 150 psig (3 - 10 bar)
Flow Rate 2,000 - 25,000 lb/h(900 - 12,000 kg/h)
Inlet Temp. 90 - 125�F (32 - 52�C)
Valve Type and Pressure Class NPS 1 - 2 EZ,ASME CL150/300
Valve Material and Trim Material WCC-HT/316 SST withStandard/316 SST
Shutoff Requirement ANSI Class IV
Trim Type Equal Percentage
Water InjectionFigure 8-20 below shows the most commonvalves associated with the water injection system.Each will be discussed in further detail below.
Figure 8-20. Water Injection System, FPSO Unit
E1499
3
4
MAINPUMP
2
BOOSTERPUMP
VESSEL
TO WI OROVERBOARD
1

8−28
These will be high pressure valves, some of whichwill require anti-cavitation trim due to high pres-sure drops.
1. Water Injection Surge Vessel Level ControlValve: This valve controls the level of producedwater in the water injection surge vessel.
Table 8-68. Water Injection Surge Vessel Level Control Valve
Parameter Typical Value
Inlet Pressure 85 - 100 psig (6 - 7 bar)
Outlet Pressure 75 - 85 psig (5 - 6 bar)
Flow Rate 20,000 - 35,000 ft3/hr(550 - 1,000 m3/h)
Inlet Temp. 80 - 100�F (27 - 38�C)
Valve Type and Pressure Class NPS 6 - 8 ET,ASME CL150/300
Valve Material and Trim Material 316 SST/Duplex SST with316 SST/Duplex SST
Shutoff Requirement ANSI Class IV or V
Trim Type Cavitrol III 1 stage trim orEqual Percentage
2. Booster Pump Recirculation Valve: Notevery unit will have a booster pump. This is donein certain situations to minimize the size of themain injection pump. This valve will experiencehigh pressure differentials requiring a globe valvewith the appropriate level of anti-cavitation trim.
Table 8-69. Booster Pump Recirculation ValveParameter Typical Value
Inlet Pressure 85 - 250 psig (6 - 17 bar)
Outlet Pressure 1 - 10 psig (1 bar)
Flow Rate 17,000 - 25,000 ft3/hr(480 - 710 m3/h)
Inlet Temp. 80 - 120�F (27 - 49�C)
Valve Type and Pressure Class NPS 4 - 6 ET, ASME CL150
Valve Material and Trim Material 316 SST/Duplex SST with316 SST/Duplex SST
Shutoff Requirement ANSI Class IV
Trim Type Equal Percentage
3. Water Injection Pump Recirculation Valve:Some units will use produced water for injectionpurposes while others will use seawater. Regard-less of the media, this valve will be exposed toextremely high pressure differentials, which willdepend upon the reservoir characteristics. Theflow will also vary depending upon the character-istic of the reservoir. Globe or angle valves withCavitrol III trim, Cavitrol IV trim, or DST trim aretypically required. It should be noted that the pres-sures below are based upon past experience.Higher pressures can be expected with deeperoperating water depths.
Figure 8-21. DST TrimW6787
Table 8-70. Water Injection Pump Recirculation ValveParameter Typical Value
Inlet Pressure 2,000 - 8,000 psig (138 - 552 bar)
Outlet Pressure 10 - 150 psig (1 - 10 bar)
Flow Rate 10,000 - 30,000 ft3/hr(280 - 850 m3/h)
Inlet Temp. 80 - 120�F (27 - 49�C)
Valve Type and PressureClass
NPS 3 - 6 EHT/EHAT,ASME CL2500 or API 10000
Valve Material and TrimMaterial
316 SST/Duplex SST with 316SST/Duplex SST
Shutoff Requirement ANSI Class V
Trim Type Cavitrol III trim, Cavitrol IV trim, orNotchFlo DST or DST trim

8−29
4. Water Injection Discharge Pressure ControlValve: Not all units will incorporate the use of apressure discharge control valve. It is intended tocontrol the pressure of the water injected into thereservoir. Depending upon the need, the pres-sures may vary to enhance oil recovery. NPS 4 -12 high pressure globe or angle valve with Cavitroltrim or DST trim is the typical solution.
Figure 8-22. Cavitrol IV TrimW9983-2
Table 8-71. Water Injection Discharge Pressure Control Valve
Parameter Typical Value
Inlet Pressure 2,000 - 8,000 psig (138 - 552 bar)
Outlet Pressure Minimal (dependant on reservoirrequirements)
Flow Rate 10,000 - 30,000 ft3/hr(280 - 850 m3/h)
Inlet Temp. 80 - 120�F (27 - 49�C)
Valve Type and PressureClass
NPS 4 - 12 EHT/EHAT,ASME CL2500 or API 10000
Valve Material and TrimMaterial
316 SST/Duplex SST with 316SST/Duplex SST
Shutoff Requirement ANSI Class V
Trim Type Cavitrol III trim, Cavitrol IV trim,NotchFlo DST or DST trim

www.Fisher.com
Chapter 9
Natural Gas Treatment
Most natural gas contains contaminants that mustbe removed before it can be safely delivered to itsintended source. Its pressures, BTU content, orwater content can also cause operational prob-lems with downstream units or pipeline deteriora-tion and potential failure. Natural gas treatmentplants are used to remove the contaminants andwater and ensure proper pressures and BTU con-tent.
Natural gas treatment facilities consist of a num-ber of different units, but all will typically contain areceiving area, a treatment area, a unit to removewater from the treated natural gas, a sulfur recov-ery unit, and a discharge compression unit.Though not discussed further in this chapter, nat-ural gas treatment units may also be combinedwith gas fractionation units used to separate natur-al gas liquids.
The capacity of a natural gas treatment facilityvaries in North America between 50 MMSCFDand 500 MMSCFD. Where large reserves of natur-al gas are located, like the Middle East, it is com-mon to find facilities that can handle between 800MMSCFD and 1 BSCFD.
Natural Gas Treatment ProcessFigure 9-1 is a process flow diagram of a commonnatural gas treatment plant:
Inlet SeparationDepending upon plant design, an initial separatoror slug catcher will be present at the inlet of theplant. The separator is designed to allow any con-densate to fall out prior to further treatment. Nomatter the type, the upstream separator is criticalto operation of the plant as it prevents the intro-duction of liquids in the downstream treatmentprocess. A compressor may be utilized after initialseparation to boost the gas pressure to the appro-priate level for treatment. In most cases, however,the gas is compressed before arriving at the plant.
Gas TreatmentGas treatment involves the reduction or elimina-tion of acid gases in the flowstream, the mostcommon of which are hydrogen sulfide (H2S) andcarbon dioxide (CO2). Others include Nitrogen andHelium. It is necessary to remove these compon-ents as they can damage downstream piping andequipment, especially in the presence of water. Ifwater is introduced into the system, weak acidscan form and may corrode piping systems andtreatment equipment.
Figure 9-1. Natural Gas Treatment Process Flow Diagram
E1511
INLET SEPARATIONRAW
NATURALGAS
ELEMENTAL SULFUR
TREATEDNATURAL
GAS
DEHYDRATIONGAS TREATMENT
SULFUR RECOVERY

9−2
There are a number of different means of remov-ing acid gases from the flow stream. Solvent ab-sorption is typically utilized and involves a combin-ation of both chemical and physical absorptionmethods. Other viable techniques include solidabsorption, membrane, direct conversion, andcryogenic fractionation. Because it is more com-monly used, this chapter will place focus onsolvent absorption techniques utilizing amines.
Amines used in gas treatment include monoethan-olamine (MEA), diethanolamine (DEA) and methyl-diethanolamine (MDEA). Each can be used tomeet different natural gas quality specifications.For example, MEA is generally used when com-plete removal of H2S and CO2 is required. DEA isslightly less reactive than MEA, but can operate athigher acid gas loadings. MDEA can selectivelyremove H2S to pipeline specifications, while notcapturing all of the CO2.
In an amine absorber, called a contactor, sour gasenters the bottom of the unit where it flows coun-tercurrent to a “lean” amine (amine absent of sourcomponents) that enters at the top. The treatedgas will then leave as a saturated gas (gas withwater still present) at the top of the unit to be de-hydrated, while the “rich” amine (amine plus sourcomponents) leaves the bottom of the unit.
After the rich amine leaves the bottom of the ab-sorber unit the acid gases must be separated fromthe amine. Initial separation begins when the richamine enters a flash tank where the pressure isreduced to remove, or flash off, any dissolved hy-drocarbons. The hydrocarbons removed can beused for fuel gas or subjected to additional treat-ment to further remove any impurities. The addi-tional treatment process will be a smaller scaleversion of that previously discussed.
After the flash tank the rich amine passes througha heat exchanger and enters a solvent stripper.The solvent stripper utilizes low pressure steam to“strip” the acid gases away from the rich amine toreturn it to its “lean” amine state. The lean amineat the bottom of the stripper is then cooled in andflows to the top of the amine absorber, or contact-or, where the process will begin again.
The acid gas that is driven from the amine duringregeneration in the “stripper” must be furthertreated prior to sulfur recovery. The process issimilar to that previously discussed, but typicallyutilizes a different set of amine derivatives such asMDEA.
DehydrationThe treated gas stream leaving the contactor mustbe dried to meet either pipeline or other productionspecifications. There are a number of approachesto removing any water from the gas, which willvary depending upon the downstream uses of thetreated natural gas. The two methods of removalinvolve absorption or adsorption techniques.
The most commonly used method is absorption, inwhich the natural gas stream is contacted with aliquid that absorbs water vapor. Ethylene glycol,diethylene glycol, and triethylene glycol are themost commonly used liquids, with triethyleneglycol (TEG) being the most popular. The use ofTEG typically provides a natural gas product withless than 10 ppm of water vapor.
The adsorption approach utilizes molecular sievesthat use solids with a high surface contact areathat attract water molecules. This approach, whilemore costly, does yield a greater degree of dehyd-ration than can be achieved with absorbents. Thisprocess is typically seen in LNG and other cryo-genic processes. While there are control valvesused with molecular sieves (regeneration pro-cess), this section will focus on the absorptiontechnology.
In the glycol absorption process, the wet gas willpass through an inlet scrubber to remove anysolids and free liquids from the process. After-wards the gas enters the bottom of the glycol con-tactor where the gas flows countercurrent to thelean glycol that flows down through the contactor.The lean glycol absorbs the water and leaves atthe bottom of the tower while the dry gas exits atthe top of the tower.
The rich glycol solution is warmed and then flowsinto a flash tank where the dissolved gases (wa-ter) are flashed and removed. The solution is thenfurther heated in a boiler to remove any residualwater vapor. Lean glycol is removed from the bot-tom of the boiler, cooled, and pumped back to thecontactor to repeat the process.
Sulfur RecoveryAfter removal from the natural gas in the gas treat-ment unit the H2S must be properly disposed. Twomethods frequently utilized include injection intounderground formations, which enhances productrecovery by maintaining well pressure, and con-version to elemental sulfur. The majority of ele-mental sulfur produced is used in the production ofsulfuric acid. This section will place focus on the

9−3
recovery of elemental sulfur, as this method ismore commonly used in many large treatmentunits.
The Claus process, or a modification of such, isthe most common method of conversion of H2S toelemental sulfur. There are several variations ofthe process, but all Claus units involve an initialcombustion step in a furnace. The combustionproducts then pass through a series of catalyticconverters. At the exit of the converters, the gas iscondensed to remove the sulfur that is formed.The vapor leaving the condenser is at the sulfurdew point requiring reheating before passing toadditional converters that may be present.
Discharge CompressionAfter treatment, the natural gas will be com-pressed and injected into a high pressure gas dis-tribution network at pressures ranging from 1,200to 1,700 psig. The gas will then be used for indus-trial or residential purposes.
Application ReviewDepending upon the treatment capacity of theplant, the number of control valves will varybetween 50 for a smaller plant (100 MMCFD) andup to 300 for larger units (1000 MMCFD). Themajority of the valves utilized will be CL600 andless, but the sizes will vary from small to largeconstructions based upon the throughput capacityof the unit. The materials noted below are foundin many plants, but given the greater emphasis onthe development of sour gas fields globally, thereis a shift to high nickel alloy materials. Below is asummary of each of the key areas of the plant andthe critical valves associated with each area. Thetypical service conditions and valve selections willbe outlined.
Inlet SeparationFrom the wellhead and gathering systems, the rawnatural gas will flow into the natural gas treatmentplant. Prior to treatment of the natural gas, anyliquids and solids in the flow stream must be re-moved. This is accomplished via a large inlet sep-arator or slug catcher. Figure 9-2 shows the keyvalves associated with the inlet separation systemand will be discussed in the following text.
Figure 9-2. Inlet Separation System
E1512
2
3
1
INLETSEPARATOR
Figure 9-3. A11 with 2052 Actuator andFIELDVUE DVC6000
W9571
1. Feed Gas Inlet Pressure Control Valve: Inletpressure of the gas into the inlet separator is con-trolled here. Pressure drop across the valve will beminimal, but the flow may be high depending onthe capacity of the plant. A high performance but-terfly valve may be used in this application.
Table 9-1. Feed Gas Inlet Pressure Control ValveParameter Typical Value
Inlet Pressure 300 - 1,050 psig (21 - 72 bar)
Outlet Pressure 285 - 1,035 psig (20 - 71 bar)
Flow Rate 500,000 - 4,000,000 lb/h(225,000 - 1,900,000 kg/h)
Inlet Temp. 20 - 100�F (−7 - 38�C)
Valve Type and Pressure ClassNPS 10 – 30 8532/8580
rotary valve/A31A/A11 HPBV,ASME CL150/300/600
Valve Material and Trim Material WCC-HT/316 SST withStandard/316 SST
Shutoff Requirement ANSI Class IV or V
Trim Type Equal Percentage

9−4
2. Inlet Separator Level Control Valve: Here,the liquid level in the inlet separator is controlled.Depending upon the inlet pressure to the facility,this valve may experience high pressure drops. Itis common to find multiple level valves on a givenseparator. A globe or angle valve with anti-cavita-tion trim is typically used in this application.
Table 9-2. Inlet Separator Level Control ValveParameter Typical Value
Inlet Pressure 300 - 1,050 psig (21 - 72 bar)
Outlet Pressure 50 - 400 psig (3 - 28 bar)
Flow Rate 50 - 2,000 lb/h (20 - 910 kg/h)
Inlet Temp. 20 - 100�F (−7 - 38�C)
Valve Type and Pressure Class NPS 1 – 2 ET,ASME CL150/300/600
Valve Material and Trim Material WCC-HT/316 SST withStandard/316 SST
Shutoff Requirement ANSI Class V
Trim Type Cavitrol III trim
3. Heat Exchanger Temperature Control Valve:This valve controls the flow of steam to the inletheat exchanger, thus controlling outlet temperat-ure of the feed gas. There is not a tremendousamount of heat added to the system, thus valvesizes are not typically large. A globe valve is asuitable solution for this application.
Figure 9-4. NPS 1-6 Design ET with Plug Open forDynamic Action
W3162-3
Table 9-3. Heat Exchanger Temperature Control ValveParameter Typical Value
Inlet Pressure 100 - 225 psig (7 - 16 bar)
Outlet Pressure 90 - 215 psig (6 - 15 bar)
Flow Rate 2,000 - 25,000 lb/h(900 – 12,000 kg/h)
Inlet Temp. 250 - 350�F (121 - 177�C)
Valve Type and Pressure Class NPS 2 - 6 ET,AMSE CL150/300
Valve Material and Trim Material WCC with Standard
Shutoff Requirement ANSI Class IV or V
Trim Type Linear
Gas Treatment
The first step in treatment of the natural gas is toremove the sour gas components. Amine ab-sorbers are most commonly used for this process.Figure 9-5 shows the layout of an amine treatmentunit and the common control valves in the pro-cess.
1. Rich Amine Letdown Control Valve: Liquidlevel in the bottom of the contactor is controlled bythis valve. Given the low downstream pressureneeded to drive off the gases, this valve may ex-perience severe outgassing effects. Therefore, thetrim selection will vary depending upon the pres-sure drop and the amount of gas entrained in thesolution. While the recommendation in the guidesummary below is commonly seen, it is importantthat each application be reviewed in detail to en-sure proper valve selection.
Table 9-4. Rich Amine Letdown Control ValveParameter Typical Value
Inlet Pressure 300 - 1020 psig (21 - 70 bar)
Outlet Pressure 20 - 120 psig (1 - 8 bar)
Flow Rate 20,000 - 4,200,000 lb/h(9,000 - 1,910,000 kg/h)
Inlet Temp. 100 - 160�F (38 - 71�C)
Valve Type and Pressure Class NPS 1 - 20 ET/EWT,ASME CL150/300/600
Valve Material and Trim Material WCC-HT/316 SST withStandard/316 SST
Shutoff Requirement ANSI Class or V
Trim Type Whisper Trim I, Whisper TrimIII, or NotchFlo DST trim
2. Flash Drum Lean Solvent Control Valve:This valve controls the flow of lean solvent into theflash drum. The introduction of lean solvent is util-ized to facilitate the removal of the acid gases en-trained in the rich amine. A small globe valve isgenerally used.

9−5
E1497
8
4
3
5
6
12
11
9
10
2
1
LEAN AMINEMAIN PUMP
7
LEAN AMINEBOOSTER PUMP
RE
GE
NE
RA
TIO
N
CO
NT
AC
TO
R
RICH/LEAN AMINEEXCHANGER
FLASH TANK
TOFLARE
FLASH GAS
TO DEHYDRATION
TO FLARE TO ACID GASTREATMENT
Figure 9-5. Amine Treatment Unit
Table 9-5. Flash Drum Lean Solvent Control ValveParameter Typical Value
Inlet Pressure 40 - 165 psig (3 - 11 bar)
Outlet Pressure 30 - 135 psig (2- 9 bar)
Flow Rate 3,000 - 55,000 lb/h(1,000 - 25,000 kg/h)
Inlet Temp. 100 - 120�F (38 - 49�C)
Valve Type and Pressure Class NPS 1 - 3 ET/EZ,ASME CL150/300/600
Valve Material and Trim Material WCC-HT with Standard
Shutoff Requirement ANSI Class IV
Trim Type Linear
3. Flash Drum Water Control Valve: Here, theflow of water to the flash drum is controlled. Thishelps to drive off the acid gases entrained in therich amine. A small globe valve may be used inthis application.
Table 9-6. Flash Drum Water Control ValveParameter Typical Value
Inlet Pressure 40 - 165 psig (3 - 11 bar)
Outlet Pressure 30 - 135 psig (2 - 9 bar)
Flow Rate 500 - 12,000 lb/h(225 - 5,500 kg/h)
Inlet Temp. 90 - 120�F (32 - 49�C)
Valve Type and Pressure Class NPS 1 - 2 EZ,ASME CL150/300/600
Valve Material and Trim Material WCC-HT with Standard
Shutoff Requirement ANSI Class IV
Trim Type Equal Percentage
4. Flash Drum Level Control Valve: The liquidlevel in the flash drum is controlled here. Similar tothe rich amine letdown valve, this valve may ex-perience varying degrees of outgassing. There-fore, it is necessary that each application is appro-priately reviewed to determine the proper bodyand trim selection.

9−6
Figure 9-6. NPS 6 Class 600 NotchFlo Cast Globe Body
W9711-2
Table 9-7. Flash Drum Level Control ValveParameter Typical Value
Inlet Pressure 40 - 165 psig (3 - 11 bar)
Outlet Pressure 30 - 135 psig (2 - 9 bar)
Flow Rate 500 - 12,000 lb/h(225 - 5,500 kg/h)
Inlet Temp. 90 - 120�F (32 - 49�C)
Valve Type and Pressure Class NPS 1 - 2 EZ,ASME CL150/300/600
Valve Material and Trim Material WCC-HT with Standard
Shutoff Requirement ANSI Class IV
Trim Type Equal Percentage
5. Flash Drum Pressure Control Valve: Thisvalve controls pressure in the flash drum, which iscritical to driving off the acid gases entrained inthe rich amine. The sour gases driven off at thispoint may be subjected to additional treatment. Aglobe valve with standard trim is commonly usedhere.
Table 9-8. Flash Drum Pressure Control ValveParameter Typical Value
Inlet Pressure 30 - 105 psig (2 - 7 bar)
Outlet Pressure 20 - 90 psig (1 - 6 bar)
Flow Rate 500 - 11,000 lb/h(225 - 5,000 kg/h)
Inlet Temp. 90 - 120�F (32 - 49�C)
Valve Type and Pressure Class NPS 2 - 6 ET,AMSE CL150/300/600
Valve Material and Trim Material WCC-HT/316 SST withStandard/316SST
Shutoff Requirement ANSI Class IV
Trim Type Linear
6. Flash Gas to Flare Control Valve: Flash gasto the flare header is controlled here in the eventof an upset in the process. This valve will normallyremain closed during operation and can experi-ence relatively high pressure drops that may leadto high noise and vibration if not properly attenu-ated. A globe valve with Whisper Trim may beused in this application.
Figure 9-7. Whisper Trim III
W2629

9−7
Table 9-9. Flash Gas to Flare Control ValveParameter Typical Value
Inlet Pressure 30 - 105 psig (2 - 7 bar)
Outlet Pressure 5 - 15 psig (1 bar)
Flow Rate 500 - 11,000 lb/h(225 - 5,000 kg/h)
Inlet Temp. 90 - 120�F (32 - 49�C)
Valve Type and Pressure Class NPS 1 - 2 ET/EWT,ASME CL150/300/600
Valve Material and Trim Material WCC-HT/316 SST withStandard/316SST
Shutoff Requirement ANSI Class IV
Trim Type Whisper Trim I or WhisperTrim III
7. Lean Amine Booster Pump RecirculationControl Valve: This valve bypasses flow aroundthe lean amine booster pump to protect the pumpfrom cavitation damage. Because of the high pres-sure drop across the valve, cavitation protection isrequired. A globe valve with Cavitrol III anti-cavita-tion trim can typically be found in this application.
Table 9-10. Lean Amine Booster Pump RecirculationControl Valve
Parameter Typical Value
Inlet Pressure 150 - 225 psig (10 - 16 bar)
Outlet Pressure 40 - 60 psig (3 - 4 bar)
Flow Rate 20,000 - 650,000 lb/h(9,000 - 300,000 kg/h)
Inlet Temp. 90 - 120�F (32 - 49�C)
Valve Type and Pressure Class NPS 2 - 8 ET/EWT,ASME CL300/600
Valve Material and Trim Material WCC-HT/316 SST withStandard/316SST
Shutoff Requirement ANSI Class V
Trim Type Cavitrol III trim
8. Lean Amine Main Pump Recirculation Con-trol Valve: This valve bypasses flow around themain lean amine pump to protect the pump fromcavitation damage. Because of the high pressuredrop across the valve, cavitation protection is re-quired. A globe valve with Cavitrol III anti-cavita-tion trim is commonly used.
Table 9-11. Lean Amine Main Pump Recirculation ControlValve
Parameter Typical Value
Inlet Pressure 400 - 1,600 psig(28 - 110 bar)
Outlet Pressure 150 - 225 psig (10 - 16 bar)
Flow Rate 20,000 - 650,000 lb/h(9,000 - 300,000 kg/h)
Inlet Temp. 90 - 120�F (32 - 49�C)
Valve Type and Pressure Class NPS 2 - 8 ET/EWT/HPT,ASME CL300/600/900
Valve Material and Trim Material WCC-HT/316 SST withStandard/316SST
Shutoff Requirement ANSI Class V
Trim Type Cavitrol III trim
9. Lean Amine to Contactor Control Valve:Here, flow of lean amine to the top of the contact-or is controlled. Proper flow control is critical toensure the proper ratio of amine to gas arriving inthe contactor. A globe valve is typically utilized inthis application.
Table 9-12. Lean Amine to Contractor Control ValveParameter Typical Value
Inlet Pressure 400 - 1,600 psig(28 - 110 bar)
Outlet Pressure 350 - 1,080 psig (24 - 74 bar)
Flow Rate 20,000 - 4,200,000 lb/h(9,000 - 1,900,000 kg/h)
Inlet Temp. 90 - 120�F (32 - 49�C)
Valve Type and Pressure Class NPS 2 - 20 ET/EWT,ASME CL300/600/900
Valve Material and Trim Material WCC-HT/316 SST withStandard/316SST
Shutoff Requirement ANSI Class IV
Trim Type Linear
10. Lean Gas to Flare Control Valve: This valvecontrols the flow of lean gas to the flare header inthe event of an upset in the process. It will remainclosed during normal operation and may experi-ence relatively high pressure drops that can leadto high noise and vibration if not properly attenu-ated. A globe valve with Whisper Trim may beused.

9−8
Table 9-13. Lean Gas to Flare Control ValveParameter Typical Value
Inlet Pressure 300 - 1020 psig (21 - 70 bar)
Outlet Pressure 30 - 45 psig (2 - 3 bar)
Flow Rate 30,000 - 1,300,000 lb/h(13,000 - 590,000 kg/h)
Inlet Temp. 110 - 155�F (43 - 68�C)
Valve Type and Pressure Class NPS 3 - 24 ET/EWT/FBT,ASME CL300/600
Valve Material and Trim Material WCC-HT/316 SST withStandard/316SST
Shutoff Requirement ANSI Class V
Trim Type Whisper Trim I or WhisperTrim III
11. Lean Gas Separator Level Control Valve:Because the gas leaving the contactors is gener-ally saturated, a downstream separator is used tocapture any carry over liquids (hydrocarbons andwater) prior to dehydration. This valve is used tocontrol the liquid level in the separator. A smallglobe valve is generally used.
Table 9-14. Lean Gas Separator Level Control ValveParameter Typical Value
Inlet Pressure 300 - 1,200 psig(21 - 83 bar)
Outlet Pressure 45 - 405 psig (3 - 28 bar)
Flow Rate 500 - 5,500 lb/h(225 - 2,500 kg/h)
Inlet Temp. 110 - 155�F (43 - 68�C)
Valve Type and Pressure Class NPS 1 - 2 ET/ES,ASME CL300/600
Valve Material and Trim Material WCC-HT/316 SST withStandard/316SST
Shutoff Requirement ANSI Class V
Trim Type Linear or Cavitrol III trim
12. Lean Gas Separator Sour Water LetdownControl Valve: Because the gas leaving the con-tactors is generally saturated, a downstream sep-arator is used to capture any carry over liquids(hydrocarbons and water) prior to dehydration.This valve is used to control the liquid level in theseparator. A small globe valve is typically used.
Table 9-15. Lean Gas Separator Sour Water LetdownControl Valve
Parameter Typical Value
Inlet Pressure 300 - 1020 psig (21 - 70 bar)
Outlet Pressure 45 - 150 psig (3 - 10 bar)
Flow Rate 500 - 5,500 lb/h(225 - 2,500 kg/h)
Inlet Temp. 110 - 155�F (43 - 68�C)
Valve Type and Pressure Class NPS 1 - 2 ET/ES,ASME CL300/600
Valve Material and Trim Material WCC-HT/316 SST withStandard/316SST
Shutoff Requirement ANSI Class V
Trim Type Linear or Cavitrol III trim
As previously noted, this process is extremelyscalable and can be found in many gas treatmentunits of varying sizes.
The tail gas driven from the amine during regener-ation must be further treated prior to sulfur recov-ery. The process is very similar to that previouslydiscussed, but typically utilizes a different set ofamine derivatives such as MDEA. Figure 9-8shows the tail gas treatment process and the as-sociated control valves.
1. Rich Amine Recirculation to Acid Gas En-richment Control Valve: This valve is used tobypass flow around the rich amine pump to pre-vent the pump from the potential for cavitation. Itmay experience relatively high pressure drops,increasing the potential for the formation of dam-aging cavitation. To eliminate this potential, aglobe valve with Cavitrol III trim may be used.
Table 9-16. Rich Amine Recirculation to Acid GasEnrichment Control Valve
Parameter Typical Value
Inlet Pressure 75 - 135 psig (5 - 9 bar)
Outlet Pressure 20 - 30 psig (1 - 2 bar)
Flow Rate 20,000 - 1,000,000 lb/h(9,000 - 460,000 kg/h)
Inlet Temp. 100 - 140�F (38 - 60�C)
Valve Type and Pressure Class NPS 2 - 8 ET/EWT,ASME CL150/300
Valve Material and Trim Material WCC-HT/316 SST withStandard/316SST
Shutoff Requirement ANSI Class V
Trim Type Equal Percentage

9−9
E1498
2
LEANAMINE
RE
GE
NE
RA
TIO
N
AC
ID G
AS
EN
RIS
HM
EN
TA
BS
OR
BE
R
RICH AMINEFLASH DRUM
FREE ACIDGAS DRUM
TO SULFURREACTOR
TAIL GASKO DRUM
TO INCINERATOR
3
5
4
1
TA
IL G
AS
QU
EN
CH
6 TA
IL G
AS
AB
SO
RB
ER
7
8
8
Figure 9-8. Tail Gas Treatment System
2. Regeneration Lean Amine Pump Recircula-tion Control Valve: This valve bypasses the leanamine from the bottom of the regeneration tower.Bypassing the flow around the pump prevents thepump from cavitating. This requires the valve totake a relatively high pressure drop, which canlead to the formation of damaging cavitation. Thisvalve must be able to eliminate the formation ofcavitation. A globe valve with anti-cavitation trim isgenerally used.
Table 9-17. Regeneration Lean Amine Pump RecirculationControl Valve
Parameter Typical Value
Inlet Pressure 150 - 240 psig (10 - 17 bar)
Outlet Pressure 30 - 45 psig (2 - 3 bar)
Flow Rate 20,000 - 1,320,000 lb/h(9,000 - 600,000 kg/h)
Inlet Temp. 125 - 175�F (52 - 79�C)
Valve Type and Pressure Class NPS 2 - 12 ET/EWT,ASME CL150/300
Valve Material and Trim Material WCC-HT/316 SST withStandard/316 SST
Shutoff Requirement ANSI Class V
Trim Type Cavitrol III trim

9−10
3. Rich Amine Pump Discharge to Regenera-tion Control Valve: Here, the flow of amine backto the regeneration tower is controlled here. Giventhe lower pressure drop, a globe valve with equalpercentage trim may be utilized.
Table 9-18. Rich Amine Pump Discharge to RegenerationControl Valve
Parameter Typical Value
Inlet Pressure 75 - 105 psig (5 - 7 bar)
Outlet Pressure 60 - 75 psig (4 - 5 bar)
Flow Rate 5,000 - 135,000 lb/h(2,000 - 62,000 kg/h)
Inlet Temp. 95 - 125�F (35 - 52�C)
Valve Type and Pressure Class NPS 1 - 4 ET/EWT,ASME CL150/300
Valve Material and Trim Material WCC-HT/316 SST withStandard/316 SST
Shutoff Requirement ANSI Class IV
Trim Type Equal Percentage
4. Free Acid Gas Drum Level Control Valve:The level of liquid in the free acid gas drum is con-trolled by this valve. It will experience relatively lowpressure drops and a globe valve is a commonlyused solution.
Table 9-19. Free Acid Gas Drum Level Control ValveParameter Typical Value
Inlet Pressure 90 - 105 psig (6 - 7 bar)
Outlet Pressure 75 - 85 psig (5 - 6 bar)
Flow Rate 5,000 - 50,000 lb/h(2,000 - 25,000 kg/h)
Inlet Temp. 95 - 125�F (35 - 52�C)
Valve Type and Pressure Class NPS 1 - 2 ET/EWT,ASME CL150/300
Valve Material and Trim Material WCC-HT/316 SST withStandard/316 SST
Shutoff Requirement ANSI Class IV
Trim Type Equal Percentage
5. Lean Amine Flow Control Valve: This valvecontrols the flow of lean amine to the acid gas en-richment absorber. Similar to other applications,this valve experiences relatively low pressuredrops, but with the potential of relatively high flowrates. A globe valve is generally used in this ap-plication.
Table 9-20. Lean Amine Flow Control ValveParameter Typical Value
Inlet Pressure 150 - 240 psig (10 - 17 bar)
Outlet Pressure 30 - 60 psig (2 - 4 bar)
Flow Rate 20,000 - 3,500,000 lb/h(9,000 - 1,600,000 kg/h)
Inlet Temp. 125 - 175�F (52 - 79�C)
Valve Type and Pressure Class NPS 2 - 16 ET/EWT,ASME CL150/300
Valve Material and Trim Material WCC-HT/316 SST withStandard/316 SST
Shutoff Requirement ANSI Class V
Trim Type Equal Percentage orCharacterized Cavitrol III trim
6. Tail Gas Quench Water Control Valve: Thegas leaving the acid gas enrichment absorber issubjected to a water quench prior to additionaltreatment. This valve controls the quench waterflow to the quench tank. A globe valve is com-monly used with the potential for anti-cavitationtrim dependent upon the pressure drop.
Table 9-21. Tail Gas Quench Water Control ValveParameter Typical Value
Inlet Pressure 50 - 140 psig (3 - 10 bar)
Outlet Pressure 30 - 45 psig (2 - 3 bar )
Flow Rate 50,000 - 1,750,000 lb/h(20,000 - 800,000 kg/h)
Inlet Temp. 90 - 120�F (32 - 49�C)
Valve Type and Pressure Class NPS 2 - 12 ET/EWT,ASME CL150/300
Valve Material and Trim Material WCC-HT/316 SST withStandard/316 SST
Shutoff Requirement ANSI Class V
Trim Type Linear or Cavitrol III trim
7. Lean Amine to Tail Gas Absorber ControlValve: This valve controls the flow of lean amineto the tail gas absorber in order to scrub the gasone last time prior to use as fuel or incineration.The valve and trim combination will depend uponthe pressure drop, but a globe valve with linear oranti-cavitation trim is typically used.
Table 9-22. Lean Amine to Tail Gas Absorber Control Valve
Parameter Typical Value
Inlet Pressure 75 - 195 psig (5 - 13 bar)
Outlet Pressure 60 - 75 psig (4 - 5 bar)
Flow Rate 30,000 - 1,550,000 lb/h(13,000 - 705,000 kg/h)
Inlet Temp. 90 - 120�F (32 - 49�C)
Valve Type and Pressure Class NPS 3 - 16 ET/EWT,ASME CL150/300
Valve Material and Trim Material WCC-HT/316 SST withStandard/316 SST
Shutoff Requirement ANSI Class V
Trim Type Linear or Cavitrol III trim

9−11
8. Tail Gas Treater Semi-lean Amine LetdownControl Valve: Here, the level of amine in the tailgas absorber is controlled. There is potential forrelatively light outgassing in this application de-pending upon the amount of gas entrained in thesolution. A globe valve is generally used in thisapplication.
Table 9-23. Tail Gas Treater Semi-lean Amine LetdownControl Valve
Parameter Typical Value
Inlet Pressure 75 - 195 psig (5 - 13 bar)
Outlet Pressure 65 - 160 psig (4 - 11 bar)
Flow Rate 30,000 - 1,550,000 lb/h(13,000 - 705,000 kg/h)
Inlet Temp. 100 - 130�F (38 - 54�C)
Valve Type and Pressure Class NPS 2 - 16 ET/EWT,ASME CL150/300
Valve Material and Trim Material WCC-HT/316 SST withStandard/316 SST
Shutoff Requirement ANSI Class IV
Trim Type Linear
9. Tail Gas Knockout Drum Level ControlValve: This valve controls the level of liquid in thetail gas knockout drum. A small globe valve maybe used.
Table 9-24. Tail Gas Knockout Drum Level Control ValveParameter Typical Value
Inlet Pressure 45 - 165 psig (3 - 11 bar)
Outlet Pressure 40 - 150 psig (3 - 10 bar)
Flow Rate 2,000 - 25,000 lb/h(900 - 12,000 kg/h)
Inlet Temp. 90 - 125�F (32 - 52�C)
Valve Type and Pressure Class NPS 1 - 2 EZ,ASME CL150/300
Valve Material and Trim Material WCC-HT/316 SST withStandard/316 SST
Shutoff Requirement ANSI Class IV
Trim Type Equal Percentage
Dehydration
After the initial treatment step, the gas needs to bedehydrated. As previously mentioned, the methodof dehydration depends upon the type of plant andany additional treatment that may occur. Figure9-9 below shows the conventional method of em-ploying tri-ethylene glycol (TEG). The primaryvalves associated with the system are those con-trolling the glycol solution into and out of the de-hydration unit.
E1496
1
3
2
GL
YY
CO
LC
ON
TA
CT
OR
KO
DR
UM
DRY GAS
TOREBOILER
FROMCONTACTOR
Figure 9-9. TEG Gas Dehydration Unit
1. Lean Glycol to Glycol Contactor ControlValve: Here, the flow of lean glycol from the glycolregeneration unit to the contactor is controlled.The glycol will enter the top of the contactor andas it moves down the column will strip the waterfrom the gas stream flowing up through the bottomof the column. This valve may not be present if avariable speed pump is used. A globe valve is thetypical solution for this application.
Table 9-25. Lean Glycol to Glycol Control ValveParameter Typical Value
Inlet Pressure 600 - 1100 psig (41 - 76 bar)
Outlet Pressure 500 - 900 psig (35 - 62 bar)
Flow Rate 10 - 250 lb/h (4 - 115 kg/h)
Inlet Temp. 100 - 125�F (38 - 52�C)
Valve Type and Pressure Class NPS 1 - 3 EZ/ET,ASME CL300
Valve Material and Trim Material WCC with Standard
Shutoff Requirement ANSI Class IV
Trim Type Equal Percentage
2. Gas Dehydration Inlet Separator Level Con-trol Valve: The inlet separator valve is utilized toremove as much water and other liquids as pos-sible prior to glycol dehydration. It controls the li-quid level in the separator. A globe valve is themost common solution.

9−12
Table 9-26. Gas Dehydration Inlet Separator Level ControlValve
Parameter Typical Value
Inlet Pressure 600 - 1100 psig (41 - 76 bar)
Outlet Pressure 150 - 350 psig (10 - 24 bar)
Flow Rate 100 - 750 lb/h(45 - 340 kg/h)
Inlet Temp. 100 - 125�F (38 - 52�C)
Valve Type and Pressure Class NPS 1 - 3 EZ/ET,ASME CL300
Valve Material and Trim Material WCC with Standard
Shutoff Requirement ANSI Class IV
Trim Type Equal Percentage
3. Glycol Contactor Level Control Valve: Thisvalve controls the glycol-water interface level inthe glycol contactor. It will experience relativelyhigh pressure drops requiring anti-cavitation trim.A globe valve with Cavitrol III 2-stage trim is gen-erally used.
Table 9-27. Glycol Contactor Level Control ValveParameter Typical Value
Inlet Pressure 30 - 1050 psig (2 - 72 bar)
Outlet Pressure 30 - 200 psig (2 - 14 bar)
Flow Rate 100 - 750 lb/h(45 - 340 kg/h)
Inlet Temp. 100 - 125�F (38 - 52�C)
Valve Type and Pressure Class NPS 1 - 3 ET,ASME CL300/600
Valve Material and Trim Material WCC with Standard
Shutoff Requirement ANSI Class IV
Trim Type Cavitrol III trim
Sulfur Recovery
Figure 9-10 below shows a common Claus pro-cess that is used to produce elemental sulfur fromthe H2S produced in the gas treatment section,and the associated control valves.
Figure 9-10. Sulfur Recovery System
E1514
2
7 9
5
1
3AIR
TO
INCINERATOR
AIR
PREHEATER
SULFUR
4
FREE ACID
GAS DRUMKO DRUM
#1 SULFUR
CONDENSER
REACTION
FURNACE / WHB
6
#2 SULFUR
CONDENSER
TAIL GAS
SCRUBBER
8
#1 REACTOR /
REHEATER
SULFUR
DEGASSER /
SUMP
#2 REACTOR /
REHEATER
1. Acid Gas Knockout Drum Level ControlValve: Here, the liquid level in the upstreamknockout drum is controlled. A globe valve withstandard trim is typically used in this application.
Table 9-28. Acid Gas Knockout Drum Level Control ValveParameter Typical Value
Inlet Pressure 20 - 30 psig (1 - 2 bar)
Outlet Pressure 15 - 18 psig (1 bar)
Flow Rate 5,000 - 55,000 lb/h(2,000 - 25,000 kg/h)
Inlet Temp. 100 - 125�F (38 - 52�C)
Valve Type and Pressure Class NPS 2 EZ, ASME CL150/300
Valve Material and Trim Material WCC-HT/316 SST withStandard/316 SST
Shutoff Requirement ANSI Class V
Trim Type Equal Percentage

9−13
2. Acid Gas Preheater Temperature ControlValve: This valve controls the flow of steam to inturn control the discharge temperature of the acidgas leaving the preheater. Flow rates are com-monly low, but inlet pressures may be high de-pending upon the source of steam in the plant. Asmall globe valve is generally used.
Table 9-29. Acid Gas Preheater Temperature ControlValve
Parameter Typical Value
Inlet Pressure 450 - 675 psig (31 - 47 bar)
Outlet Pressure 50 - 125 psig (3 - 9 bar)
Flow Rate 1,000 - 16,500 lb/h(450 - 7,500 kg/h)
Inlet Temp. 400 - 500�F (204 - 260�C)
Valve Type and Pressure Class NPS 1 - 2 EZ, ASME CL600
Valve Material and Trim Material WCC with Standard
Shutoff Requirement ANSI Class IV
Trim Type Equal Percentage
3. Air Preheater Temperature Control Valve:This valve controls the flow of steam, which in turncontrols the discharge temperature of the combus-tion air leaving the preheater. Flow rates are typic-ally low, but inlet pressures may be high depend-ing upon the source of steam in the plant. A smallglobe valve is commonly used.
Table 9-30. Air Preheater Temperature Control ValveParameter Typical Value
Inlet Pressure 450 - 675 psig (31 - 47 bar)
Outlet Pressure 50 - 125 psig (3 - 9 bar)
Flow Rate 1,000 - 16,500 lb/h(450 - 7,500 kg/h)
Inlet Temp. 400 - 500�F (204 - 260�C)
Valve Type and Pressure Class NPS 1 - 2 EZ, ASME CL600
Valve Material and Trim Material WCC with Standard
Shutoff Requirement ANSI Class IV
Trim Type Equal Percentage
4. Waste Heat Boiler (WHB) Boiler FeedwaterLevel Control Valve: Drum level in the wasteheat boiler downstream of the reaction furnace iscontrolled by this valve. Depending upon startupconditions, a globe valve with equal percentage orcharacterized anti-cavitation trim is used.
Table 9-31. Waste Heat Boiler (WHB) Feedwater LevelControl Valve
Parameter Typical Value
Inlet Pressure 550 - 1,000 psig(38 - 69 bar)
Outlet Pressure 475 - 675 psig (33 - 47 bar)
Flow Rate 20,000 - 200,000 lb/h(9,000 - 91,000 kg/h)
Inlet Temp. 225 - 275�F (107 - 135�C)
Valve Type and Pressure Class NPS 2 - 4 ET, ASME CL600
Valve Material and Trim Material WCC with Standard
Shutoff Requirement ANSI Class V
Trim Type Equal Percentage orCavitrol III trim
5. Reaction Furnace Waste Heat Boiler SteamPressure Control Valve: Here, the steam pres-sure in the WHB is controlled. The valve selectionwill depend upon the intended use of the steam,but a globe valve is typically used.
Table 9-32. Reaction Furnace Waste Heat Boiler SteamPressure Control Valve
Parameter Typical Value
Inlet Pressure 475 - 675 psig (33 - 47 bar)
Outlet Pressure 150- 240 psig (10 - 17 bar)
Flow Rate 20,000 - 200,000 lb/h(9,000 - 91,000 kg/h)
Inlet Temp. 400 - 500�F (204 - 260�C)
Valve Type and Pressure Class NPS 2 - 8 ET, ASME CL600
Valve Material and Trim Material WCC with Standard
Shutoff Requirement ANSI Class V
Trim Type Linear or Whisper III Trim
6. Sulfur Condenser Boiler Feedwater ControlValve #1: This valve controls boiler feedwater flowto the sulfur heat exchanger/condenser to facilitatefallout of sulfur from the flowstream. This is thesame boiler feedwater used in the WHB, but typic-ally experiences much higher pressure drops cre-ating the need for anti-cavitation trim.
Table 9-33. Sulfur Condenser Boiler Feedwater ControlValve #1
Parameter Typical Value
Inlet Pressure 550 - 1,000 psig(38 - 69 bar)
Outlet Pressure 50 - 75 psig (3 - 5 bar)
Flow Rate 2,000 - 35,000 lb/h(900 - 16,000 kg/h)
Inlet Temp. 225 - 275�F (107 - 135�C)
Valve Type and Pressure Class NPS 2 - 3 ET, ASME CL600
Valve Material and Trim Material WCC with Standard
Shutoff Requirement ANSI Class V
Trim Type Cavitrol III trim

9−14
7. Reactor/Reheater Steam Temperature Con-trol Valve #1: Because the gas leaving the #1sulfur condenser is at its dew point, it must be re-heated for further sulfur separation. This valvecontrols the flow of steam to control dischargetemperature from the reheater. A globe valve iscommonly used in this application.
Table 9-34. Reactor/Reheater Steam Temperature ControlValve #1
Parameter Typical Value
Inlet Pressure 475 - 675 psig (33 - 47 bar)
Outlet Pressure 400 - 650 psig (28 - 45 bar)
Flow Rate 1,000 - 15,000 lb/h(450 - 7,000 kg/h)
Inlet Temp. 400 - 500�F (204 - 260�C)
Valve Type and Pressure Class NPS 2 - 6 ET, ASME CL600
Valve Material and Trim Material WCC with Standard
Shutoff Requirement ANSI Class IV
Trim Type Linear
8. Sulfur Condenser Boiler Feedwater ControlValve #2: This valve controls boiler feedwater flowto the sulfur heat exchanger/condenser to facilitatefallout of sulfur from the flowstream. This is thesame boiler feedwater used in the WHB, but typic-ally experiences much higher pressure drops cre-ating the need for anti-cavitation trim.
Table 9-35. Sulfur Condenser Boiler Feedwater ControlValve #2
Parameter Typical Value
Inlet Pressure 550 - 1,000 psig(38 - 69 bar)
Outlet Pressure 50 - 75 psig (3 - 5 bar)
Flow Rate 2,000 - 35,000 lb/h(900 - 16,000 kg/h)
Inlet Temp. 225 - 275�F (107 - 135�C)
Valve Type and Pressure Class NPS 2 - 3 ET, ASME CL600
Valve Material and Trim Material WCC with Standard
Shutoff Requirement ANSI Class V
Trim Type Cavitrol III trim
9. Reactor/Reheater Steam Temperature Con-trol Valve #2: Since the gas leaving the #2 sulfurcondenser is at its dew point, it must be reheatedfor further sulfur separation. This valve controlsthe flow of steam to control discharge temperaturefrom the reheater. A globe valve is generally usedin this application.
Figure 9-11. Design ED
W0451
Table 9-36. Reactor/Reheater Steam Temperature ControlValve #2
Parameter Typical Value
Inlet Pressure 475 - 675 psig (33 - 47 bar)
Outlet Pressure 400 - 650 psig (28 - 45 bar)
Flow Rate 1,000 - 15,000 lb/h(450 - 7,000 kg/h)
Inlet Temp. 400 - 500�F (204 - 260�C)
Valve Type and Pressure Class NPS 2 - 6 ED, ASME CL600
Valve Material and Trim Material WCC with Standard
Shutoff Requirement ANSI Class V
Trim Type Linear

www.Fisher.com
Chapter 10
Oil and Gas Transportation
To move a fluid through a pipe, whether it is a gasor liquid, one needs simply to increase the fluid’spressure above that of the final destination ofwhere it is going to. For gases, a compressor isused to perform this task; for liquids, a pump. Inthe upstream oil and gas industry, pumps andcompressors are used to move oil and naturalgas, respectively, through pipelines.
Natural gas transportation, as defined in thischapter, will be the transportation of gas through apipeline between a natural gas processing plantand to and from interconnects, where natural gasis metered and distributed to end users throughlocal utility lines. Compressor stations along thepipeline are used to move the gas between thesepoints.
Crude oil transportation, as defined in this chapter,will be the transportation of crude oil throughpipelines between production wells, oil terminals,and oil refineries. Pump stations along thesepipelines are used to move the oil to and fromthese points.
Gas Transportation ProcessFigure 10-1 shows a general process flow diagramof a gas transportation network.
Compressor Station:The compressor station is the engine that powersa gas pipeline. As the name implies, thecompressor station compresses the natural gas(increases its pressure) thereby providing energyto move the gas through the pipeline. Pipelinecompanies install compressor stations along apipeline typically every 40 to 100 miles. The size
Figure 10-1. Gas Transportation ProcessFlow Diagram
E1515
COMPRESSORSTATION
GAS FROMPRODUCTION
FIELD
GAS TOLOCAL
DISTRIBUTIONOR END USER
GAS TO NEXTMETERINGSTATION
COMPRESSORSTATION
METERINGSTATION
of the station and the number of compressorsvaries, and is dependent on the diameter of thepipe and the volume of gas to be moved.Nevertheless, the basic components of a stationare similar.
Gas Filters:As the pipeline enters the compressor station thenatural gas passes through a unit that removesany free liquids or dirt particles from the gasbefore it enters the compressors. This may alsobe called the liquid separators, scrubbers, orstrainers. Though the pipeline is carrying dry gas,some water and hydrocarbon liquids maycondense out of the gas stream as the gas coolsand moves through the pipeline. Any liquids thatmay be produced by these units are collected andstored for sale or disposal.
Compressors and Drivers:There are three typical compressor styles:
1. Centrifugal
2. Reciprocating
3. Screw compressors.
Each style can be driven with either an electricmotor, a gas engine, or turbine. Centrifugalcompressors typically don’t provide high

10−2
compression ratios, but can move large volumesof gas. As such they are typically used on largecapacity mainline compression. Reciprocatingcompressors have a limited compression ratio,typically 2:1 or 3:1 per stage, but can use as manyas four stages on a single engine. They aretypically used on production lines from thewellhead to processing plant. Finally, a third styleis the screw compressor. They have traditionallybeen smaller compressors, but are getting to beas large as capacities of 18 MMSCFD. They canproduce extremely high compression ratios ashigh as 100:1.
Metering Stations:For a pipeline company to manage its gas pipelinesystem efficiently, it must know how much gas isin the system at all times. This can be a dauntingtask, as pipeline systems often extend overthousands of miles. To accomplish this, pipelinecompanies use metering stations to measure allnatural gas entering or exiting the pipeline system.Metering stations found at any point in the pipelinewhere gas is removed for local distribution arecalled an interconnect.
Oil Transportation ProcessFigure 10-2 shows a general process flow diagramof an oil transportation network.
Pump Station:Like the compressor station for a gas pipeline, thepump station is the engine that powers an oilpipeline. As the name implies, the pump stationincreases the pressure of the oil thereby providingenergy to move the oil through the pipeline.Pipeline companies install pump stations along apipeline typically every 25 to 50 miles. The size ofthe station and the number of pumps varies, andis dependent on the diameter of the pipe and thevolume of oil to be moved. Nevertheless, the basiccomponents of a station are similar.
There are two types of pumps commonly used forpump stations, centrifugal or reciprocating, withcentrifugal being the most common. They aremost commonly electricity driven, and sometimesinclude a variable speed drive (VSD) to throttle theoutlet pressure. In this case a “control” valve is notneeded to control the outlet pressure during
Figure 10-2. Oil Transportation ProcessFlow Diagram
E1516
PUMPSTATION
CRUDE OILFROM
PRODUCTIONFIELD
CRUDE OIL TOSTORAGE OR
REFINERY
CRUDE OILTO NEXT
TERMINAL
PUMPSTATION
OILTERMINAL
normal operation of the station; however, one istypically specified to control the outlet pressurewhen the outlet pressure required is outside thecontrol range of the VSD.
Oil Terminal:At the end of each oil pipeline exists a breakoutstation where personnel can perform finalmetering and distribute products to variousstorage tanks, redirect them to a different pipeline,or load them directly to truck transports or vesselsfor additional transport to points of use. These aretypically located within or adjacent to oil terminals.
Gas Transportation ApplicationReview
Metering Station:1. Worker Valve: This is a flow control valve.There is a high pressure drop that often requiresnoise attenuating trim.
Table 10-1. Worker ValveParameter Typical Value
Inlet Pressure 200 - 1500 psig (14 - 103 bar)
Outlet Pressure 1 - 150 psig (1 - 10 bar)
Inlet Temp. 60�F (16�C)
Valve Type and Pressure Class Globe, ASME CL600
Valve Material and Trim Material WCC/416 SST
Shutoff Requirement ANSI Class IV
Trim Type Equal Percentage or Whisper Trim III
2. Monitor Valve: This valve is normally wideopen until worker is in fail mode. When operating,it is under the same conditions as the worker.Typically noise isn’t a concern because thesevalves will operate only when the worker is in failmode.

10−3
GAS FROMPIPELINE
GAS TOLOCAL
DISTRIBUTION
E1517
21
FLOW METER
Figure 10-3. Metering Station Control Valve Diagram
Figure 10-4. Compressor System
GAS FROMSEPARATORS
NATURAL GAS COMPRESSOR
TO NATURAL GASPIPELINE
E1484
SCRUBBER
1
2
3
4
Table 10-2. Monitor ValveParameter Typical Value
Inlet Pressure 200 - 1500 psig (17 - 103 bar)
Outlet Pressure 1 - 150 psi (1 - 10 bar)
Inlet Temp. 60�F (16�C)
Valve Type and Pressure Class Globe, ASME CL600
Valve Material and Trim Material WCC/416 SST
Shutoff Requirement ANSI Class IV
Trim Type Equal Percentage
Compressor Station:Depending on the inlet and discharge pressures, asingle compressor station can contain anywherefrom one to three stages of compression. We willfocus solely on single stage systems for thepurposes of this review.
1. Compression Suction Throttle Control: Thepurpose of this valve is to maintain the flow atwhich the compressor operates the mostefficiently. In a majority of applications, the valve issized so that under normal operating conditions, itnever operates above 85% open and below 15%open. It is initially sized so that the normaloperating conditions are between 50% open and70% open. This is done to ensure a minimumpressure drop across the valve once upstreamand downstream pressures equalize. Thisminimum pressure drop is desired when the
pressures equalize because it takes more powerto draw gas through a restrictive valve openingwhich is an inefficient use of the availablecompressor Hp. The less energy that is requiredto move the gas through the compressor, themore likely the compressor will be running at themaximum Hp with best compression and fuelefficiency. Regardless of the number of stages ofcompression required, there is always only onesuction control valve located at the inlet of the firststage scrubber.
Table 10-3. Compression Suction Throttle Control ValveParameter Typical Value
Inlet Pressure 20 - 600 psig (1 - 41 bar)
Pressure Drop 0 - 300 psi (0 - 21 bar)
Inlet Temp. 100 - 150�F (38 - 66�C)
Valve Type and Pressure Class E-body/Vee-Ball,ASME CL150/300/600
Valve Material and Trim Material WCC with Standard
Shutoff Requirement ANSI Class IV
Trim Type Standard
2. Compression Suction Scrubber LevelControl: The compressor scrubber system isused to remove the unwanted particulates and orliquids from the gas to protect the compressor.The purpose of the scrubber level control valve isto regulate the level of the liquid mixture. The levelcontrol valve is typically a dump valve that emptiesthe water at the bottom of the scrubber. This valve

10−4
is tied to a level controller that senses the waterlevel in the vessel.
Table 10-4. Compression Suction Scrubber Level Control Valve
Parameter Typical Value
Inlet Pressure 20 - 600 psig (1 - 41 bar)
Pressure Drop Up to 500 psi (35 bar)
Inlet Temp. 100 - 150�F (38 - 66�C)
Valve Type and Pressure Class D-body/E-body/Vee-Ball,ASME CL150/300/600
Valve Material and Trim Material WCC with Standard
Shutoff Requirement ANSI Class IV
Trim Type Standard
3. Compressor Anti-surge: The purpose of thisvalve is to prevent the compressor from shuttingdown when low suction pressure or high dischargepressure is experienced. When either of theseconditions occur, the recycle valve opens up untilthe pressures normalize, allowing thecompressors to run continuously, without beingdamaged. The recycle valve is typically on theoutlet of the discharge before the discharge checkvalve. It can either be coming off of the coolersection or directly off the compressor cylinders.Depending on where it is located, temperaturescan result in the need for an ASME CL900 ratedvalve. Due to the large pressure drops across thisvalve it typically requires a noise abatement trim.
Anti-surge valves, also known as recycle valves,must be able to respond quickly and accurately tochanges in set point with minimal travel overshootand must be able to provide throttling capability atvarious travel ranges. Trip systems associatedwith the valve assembly are configured to respondto a trip case by opening the valve to full travel inless than one second in most cases. Performancecriteria for the compressor system drive therequirements associated with this control valve.Please reference Chapter 13 for additionalinformation on compressor surge controlapplications.
Table 10-5. Compressor Anti-surge Control ValveParameter Typical Value
Inlet Pressure 100 - 1800 psig (7 - 124 bar)
Pressure Drop Up to 1380 psi (95 bar)
Inlet Temp. 70 - 150�F (21 - 66�C)
Valve Type and Pressure Class E-body/FB/HP,ASME CL150/300/600/900
Valve Material and Trim Material WCC/316 SST with Standard
Shutoff Requirement ANSI Class IV or V
Trim Type Whisper Trim III orWhisperFlo trim
Figure 10-5. ET Class 300 with WhisperFlo trimand Spoked Plug
X0265
4. Compressor Export Control: This valve controlsthe gas export flow of gas that is beingcompressed. It is typically a high capacityconstruction to account for the large flow ratespresent.
Table 10-6. Compressor Anti-surge Control ValveParameter Typical Value
Inlet Pressure 900 - 1700 psig(62 - 117 bar)
Pressure Drop Up to 400 psi (28 bar)
Inlet Temp. 70 - 150�F (21 - 66�C)
Valve Type and Pressure Class V250/EH, ASME CL600/900
Valve Material and Trim Material WCC/316 SST withStandard/316 SST
Shutoff Requirement ANSI Class IV
Trim Type Standard
Oil Transportation ApplicationReview
Pump Station:
OIL FROMPIPELINE
OIL TOPIPELINE
E1518
1
Figure 10-6. Pump Station Control Valve Diagram
1. Pump Discharge Valve: A pump station mayhave multiple pumps in series and/or parallel, but

10−5
OILTO
TERMINAL
E1519
2
3
FLOW METER
FLOW METER
FLOW METER
FLOW METER
OIL FROMPIPELINE
1
Figure 10-7. Oil Terminal Receiving Unit Control Valve Diagram
usually only has one discharge valve. This valve isheld wide open during normal operating conditionsin order to minimize the amount of energy lostacross the valve. This minimizes the energy spentby the pumps in order to maintain appropriatepressure in the pipeline. During startup, however,this valve is used to maintain a constant backpressure on the pump while the pipelinedownstream builds pressure. During these startupconditions cavitation of the fluid may be present.While not seen as an issue from an erosionstandpoint, the resultant noise and vibration maybe damaging to components in the pipeline.Hydrodynamic noise attenuating trims such ashydrodomes may be used to minimize or eliminatethe cavitation and the resultant noise andvibration.
Table 10-7. Pump Discharge ValveParameter Typical Value
Inlet Pressure 720 - 1480 psig(50 - 102 bar)
Outlet Pressure 10 - 150 psig (1 - 10 bar)
Inlet Temp. 40 - 100�F (4 - 38�C)
Valve Type and Pressure Class NPS 12 - 24 V250 or V260,ASME CL600
Valve Material and Trim Material LCC
Shutoff Requirement None
Trim Type Standard Flow Ring/Full Boreor Hydrodome
Oil Terminal:1. Delivery: This valve takes the initial pressurecut from the pipeline. The pressure drops seen for
Figure 10-8. V260B with Hydrodome Attenuator
X0082-2
this valve will often cause cavitation that is notdamaging to the valve, but may cause excessivenoise and vibration. A full port ball valve withhydrodynamic noise attenuating hydrodome trim istypically required.
Table 10-8. Delivery ValveParameter Typical Value
Inlet Pressure 150 - 400 psig(10 - 28 bar)
Outlet Pressure 80 psig (6 bar)
Inlet Temp. 40 - 100�F (4 - 38�C)
Valve Type and Pressure Class NPS 8 - 20 V260,ASME CL600
Valve Material and Trim Material LCC or WCC
Shutoff Requirement Class IV
Trim Type Hydrodome

10−6
2. Flow Balancing: These valves are used toensure each flow meter has approximately thesame flow rate.
Table 10-9. Inlet Pressure Control ValveParameter Typical Value
Inlet Pressure 70 psig (5 bar)
Outlet Pressure 60 psig (4 bar)
Inlet Temp. 40 - 100�F (4 - 38�C)
Valve Type and Pressure Class Line size A81, NPS 6 - 8,ASME CL150
Valve Material and Trim Material LCC or WCC
Shutoff Requirement None
Trim Type Standard
3. Meter Backpressure: This valve is used tomaintain the appropriate pressure needed withinthe flow meter.
Figure 10-9. Cutaway of Vee-Ball V150/2052 Size3 Actuator and DVC6200
X0334
Table 10-10. Outlet Pressure Control ValveParameter Typical Value
Inlet Pressure 60 psig (4 bar)
Outlet Pressure 35 - 55 psig (3 - 4 bar)
Inlet Temp. 40 - 100�F (4 - 38�C)
Valve Type and Pressure Class Vee-Ball V150, ASME CL150
Valve Material and Trim Material LCC or WCC
Shutoff Requirement None
Trim Type Attenuator

www.Fisher.com
Chapter 11
Fractionation
Natural gas at the wellhead is primarily composedof four hydrocarbon constituents; Methane (C1),Ethane (2), Propane (C3), and Butane (C4).Though composition will vary by reservoir, meth-ane commonly accounts for 80% or more of theraw stream that is produced from a gas-producingwell. Fields that produce gas that are high inC2+(1) constituents are described as “high BTU” or“liquids-rich” fields.
(1) For a list of the makeup of hydrocarbons,please refer to the chart below:
Name Chemical Formula
C1 Methane CH4
C2 Ethane C2H6
C3 Propane C3H8
C4 Butane C4H10
C5 Pentane C5H12
C6 Hexane C6H14
C7 Heptane C7H16
C8 Octane C8H18
C9 Nonane C9H20
C10 Decane C10H22
C11 Undecane C11H24
C12 Dodecane C12H26
Traditionally, fields have been developed to mon-etize the methane present in the reservoir by de-livering it to a local gas treatment plant for pro-cessing and injection into the local natural gasgrid. If the BTU content of the produced gasstream was under sales pipeline specifications,the C2+ hydrocarbons would commonly be left inthe gas as it flowed into the grid. If the BTU con-tent exceeded specifications, a portion of theheavier hydrocarbons would be separated fromthe methane in the gas treatment plant through alow temperature NGL recovery process. This pro-cess produces a mixed stream of C2+ hydrocar-bons, commonly referred to as “y-grade” or “rawmix”. With the widening oil-to-gas price spread,
the economics of recovering NGLs at the gastreatment facility have improved significantly inrecent years, and production has increased.
While the composition of mixed NGL streams canvary significantly depending on the reservoir, atypical breakdown of hydrocarbon fractions hasbeen established for marketing purposes. Thistypical NGL stream consists of 45% ethane, 30%propane, 10% butane, and 15% C5+ hydrocar-bons.
Fractionation ProcessThis process overview is based on a typical frac-tionation facility that is designed to separate andrecover ethane, propane, butane, and gas con-densates. As such, it will encompass the deethan-izer, depropanizer, and debutanizer towers (seeFigure 11-1 below for a simplified block diagram ofthis process). The number of towers that an actualplant will have is dependent on the products that itis designed to recover. Regional demand and eco-nomics will dictate which hydrocarbons are re-covered at each particular fractionation plant.
Initial gas treatment and NGL recovery occur up-stream of the fractionation process, and will not becovered in this process overview. Gas treatmentplants located upstream of a fractionation unit re-move impurities such as moisture, H2S, and CO2,in addition to recovering C2+ hydrocarbons fromthe natural gas stream. Stand-alone fractionationfacilities receive this mixed NGL stream consistingof C2+.
The fractionation process operates based on thevarying boiling points of the different hydrocarbonconstituents present in the mixed NGL stream.Each stage in the fractionation process separatesout one hydrocarbon constituent by boiling it off

11−2
E1520
DE−ETHANIZERMIXEDNGL
BUTANE (C4)PROPANE (C3)ETHANE (C2)
STABILIZEDCONDENSATE
(C5+)
DE−BUTANIZERDE−PROPANIZER
Figure 11-1. Typical Fractionation Process Recovering C2, C3, and C4
from the mixed stream and then recovering thepure product stream via an overhead condenser.These stages are named purposefully for the con-stituent that is boiled off. Hence, the first stage ofthe process is the deethanizer, followed by thedepropanizer and debutanizer. The fluid leavingthe debutanizer primarily consists of pentanes andother heavier hydrocarbons, and is commonly re-ferred to as stabilized gas condensate or naturalgasoline.
DeethanizerThe deethanizer separates ethane from the heav-ier components in the NGL mixture. The resultingproduct stream is typically 95% ethane or greater.The deethanizer tower is typically a trayed designthat increases residence time of the NGL streamand promotes higher overall ethane recovery. TheNGL mixture typically enters the deethanizer atambient temperature (<100�F or 38�C) and apressure of 200 - 300 psig (14 - 21 bar).
The ethane vapor boiling off overhead is sent toan overhead condenser to lower the temperatureof the vapor and force the ethane to condense intoits liquid form. The condenser lowers the temper-ature of the vapor down to nearly 0�F (−18�C). Asthe condensing temperature of ethane is relativelylow (20 - 50�F or −7 - −10�C), a deethanizer typ-ically requires a refrigerant chiller to achieve con-densation. This change in temperature forces theethane component to condense as it enters thereflux accumulator, where the liquid product isdrawn off and pumped to metering or storage. Anyheavier hydrocarbons are pumped back to the toptray of the deethanizer.
The remaining NGL liquid reaching the bottom trayof the deethanizer tower goes to the deethanizerreboiler. The reboiler utilizes a hot oil supply to boiloff ethane vapor from the liquid, which rises upthrough the tower and promotes additional boiloffby increasing the liquid temperature as it passesupward to the overhead. Net liquid from the reboil-er compartment overflows into the column net bot-toms compartment, and ultimately flows down-stream to the depropanizer.
DepropanizerThe remaining C3+ NGL stream is fed into the topof the depropanizer tower. The process stream’spressure and temperature is typically at about 200psig (14 bar) and 170�F (77�C) as it enters. As itserves the same function of boiling off a singlehydrocarbon from the stream, the depropanizershares a number of characteristics with the deeth-anizer previously described. It is a trayed towerthat feeds vapor to an overhead condenser andliquid to a bottom reboiler. However, it is also com-mon for a heat pump compressor to be used over-head to boost the pressure of the propane vaporexiting the depropanizer. Since the propane vaporundergoes adiabatic heating as it passes throughthe compressor, it must be cooled before it willcondense into the reflux accumulator. As such, itis passed through one of two heat exchangerslocated in either the deethanizer or in the depro-panizer side reboiler. The propane vapor gives upheat and ultimately condenses down into its liquidform in the reflux accumulator before it is pumpedto propane product storage. The waste heat givenup increases the efficiency of the deethanizer and/or depropanizer towers. In plants where butanewill be separated out, the net C4+ liquid streamfrom the depropanizer bottoms flows to a debutan-izer tower.
Debutanizer
The debutanizer functions in a nearly identicalmanner to the deethanizer. The bottom reboilerdrives heated butane vapor up through the towerand the overhead condenser produces liquid bu-tane that is recovered in the reflux accumulator.The liquid product is comprised of isobutane andnormal butane. Typically, a mixed butane productcontains 97% of butanes with small amounts ofpropane and heavier components. Hot oil entersthe debutanizer reboiler at about 325�F (163�C).Net liquid leaving the debutanizer bottoms (C5+) iscooled through a condensate cooler, and thenpumped to storage. This product stream is com-monly referred to as stabilized condensate or nat-ural gasoline.

11−3
Figure 11-2. Process Diagram of Typical Deethanizer Unit
E1521
4
8
7
1
6
5
2
3
MIXED
NGL
HOT OIL
RETURN
C3+ NGL MIX TO
DE-PROPANIZER
ETHANE
PRODUCT TO
METERING
REFLUX
ACCUMULATOR
DE
−ET
HA
NIZ
ER
Though the process outlined here is typical for aplant recovering ethane, propane, and butane, thedesign of each plant will vary depending on nu-merous factors. In certain cases, an ethane andpropane mix is the primary product, so only onetower is required. Some plants will require sulfurremoval from the propane product. Others will re-quire an additional butane splitter to produce sep-arate streams of isobutane and normal butane.
Fractionation Application Review
At some sites, fractionation units will be integratedinto a gas treatment plant that is capable of recov-ering NGLs from the natural gas supply. However,most large-scale fractionation units are standaloneand receive their NGL stream from other gastreatment plants that recover NGL from producednatural gas and pipe it offsite for fractionating. Thefollowing application review is based on frac-tionators with a rated capacity of 50,000 to
100,000 bbl/d, which encompasses the vast ma-jority of units in operation today.
Deethanizer
A typical deethanizer is featured in Figure 11-2. Asthe lightest component in the mixed NGL stream,ethane is the first hydrocarbon to be boiled off.Ethane vapor boiled off into the deethanizer over-head is cooled, condensed, and captured in thereflux accumulator. The remaining liquid hydrocar-bons in the deethanizer tower are heated throughthe bottom reboiler to boil off any residual ethane,and then flow to the depropanizer.
1. Deethanizer Inlet Control: This valve controlsthe flow of mixed NGL into the deethanizer tower.Accurate control is required to maintain the propervolume of mixed NGL feeding into the tower andoptimize ethane recovery. CoCr-A hardfacing isrequired on the trim, as this valve may experiencemild to moderate flashing depending on the pres-sure drop. Use of an angle body with hardenedliner is suggested if flashing is expected to besevere.

11−4
Table 11-1. Deethanizer Inlet Control ValveParameter Typical Value
Inlet Pressure 400 - 500 psig (28 - 35 bar)
Outlet Pressure 200 - 300 psig (14 - 21 bar)
Inlet Temp. 80 - 100�F (27 - 38�C)
Flow Rate 20,000 - 100,000 bpd(130 - 665 m3/h)
Valve Type andPressure Class
NPS 4 - 8 ET, ASME CL300
Valve Material andTrim Material
WCC body, 316 SST / CoCr-A trim
Shutoff Requirement ANSI Class IV
Trim Type Equal Percentage
2. Deethanizer Reflux Pump to DeethanizerControl: This valve controls discharge flow of li-quid ethane from the deethanizer reflux pumpback to the deethanizer tower. A segmented ballvalve is used to provide accurate flow control andrangeability with minimal pressure drop across thevalve. Low temperature carbon steel (LCC) bodymay be required if excursions below −20�F(−29�C) are expected.
Table 11-2. Deethanizer Reflux Pump to DeethanizerControl Valve
Parameter Typical Value
Inlet Pressure 300 - 320 psig (21 - 22 bar)
Outlet Pressure 280 - 300 psig (19 - 21 bar)
Inlet Temp. 0 - 10�F (−18 - −12�C)
Flow Rate 10,000 - 45,000 bpd (65 - 300 m3/h)
Valve Type andPressure Class
NPS 4 - 10 Vee-Ball V300,ASME CL300
Valve Material andTrim Material
WCC/LCC body, 317 SST / CrPl ball
Shutoff Requirement ANSI Class IV
Trim Type Equal Percentage
3. Deethanizer Reflux Pump Recycle Control:This valve recycles flow through the deethanizerreflux pump when needed to prevent cavitation. Itis used most commonly in commissioning andstartup as the unit is brought up to full capacity.Due to the small pressure drop across this valve,a globe with standard trim is usually sufficient.Low temperature carbon steel (LCC) body may berequired if excursions below −20�F (−29�C) areexpected.
Table 11-3. Deethanizer Reflux PumpRecycle Control Valve
Parameter Typical Value
Inlet Pressure 300 - 320 psig (21 - 22 bar)
Outlet Pressure 250 psig (17 bar)
Inlet Temp. 0 - 10�F (−18 - −12�C)
Flow Rate 5,000 - 20,000 bpd (30 - 135 m3/h)
Valve Type and Pressure Class
NPS 2 - 6 ET, ASME CL300
Valve Material andTrim Material
WCC or LCC body,316 SST / CoCr-A trim
Shutoff Requirement ANSI Class V
Trim Type Equal Percentage
4. Ethane Booster Pump Recycle Control: Thisvalve recycles flow through the ethane boosterpump when needed to prevent cavitation. It isused most commonly in commissioning and star-tup as the unit is brought up to full capacity. Aglobe body with standard or anti-cavitation trim ismost common in this application.
Table 11-4. Ethane Booster PumpRecycle Control Valve
Parameter Typical Value
Inlet Pressure 600 - 700 psig (41 - 48 bar)
Outlet Pressure 250 - 300 psig (17 - 21 bar)
Inlet Temp. 10 - 20�F (−12 - −7�C)
Flow Rate 4,000 - 30,000 bpd (25 - 200 m3/h)
Valve Type and Pressure Class
NPS 1 - 4 ET, ASME CL600
Valve Material andTrim Material
WCC or LCC body,316 SST / CoCr-A trim
Shutoff Requirement ANSI Class V
Trim Type Equal Percentage/Cavitrol III trim
5. Ethane Pump Recycle Control: This valverecycles flow through the primary ethane pumpwhen needed to prevent cavitation. It is used mostcommonly in commissioning and startup as theunit is brought up to full capacity. Anti-cavitationtrim is nearly always required due to the elevatedpressure drop across the primary pump. Mi-cro-Trim may be required as well to address lowflow requirements.
Table 11-5. Ethane Pump Recycle Control ValveParameter Typical Value
Inlet Pressure 1600 - 1800 psig (110 - 124 bar)
Outlet Pressure 1100 - 1250 psig (76 - 86 bar)
Inlet Temp. 60 - 80�F (16 - 27�C)
Flow Rate 4,000 - 30,000 bpd (25 - 200 m3/h)
Valve Type and Pressure Class
NPS 1 - 3 HPT, ASME CL900
Valve Material andTrim Material
WCC body, 17-4 SST trim
Shutoff Requirement ANSI Class V
Trim Type Cavitrol III trim

11−5
Figure 11-3. NPS 4 EH or HP Control Valve and657 Actuator Size 80 with DVC6010
W8917-1
6. Ethane to Product Meter Control: This valvecontrols the flow of ethane from the pump dis-charge to metering. The pressure drop across thisvalve is intended to be minimal. A globe withstandard trim is the most common selection.
Table 11-6. Ethane to Product Meter Control ValveParameter Typical Value
Inlet Pressure 1600 - 1800 psig (110 - 124 bar)
Outlet Pressure 1580 - 1780 psig (109 - 123 bar)
Inlet Temp. 80 - 100�F (27 - 38�C)
Flow Rate 15,000 - 50,000 bpd (95 - 335 m3/h)
Valve Type and Pressure Class
NPS 4 - 8 HPT/EHT, ASME CL900
Valve Material andTrim Material
WCC body, 316 SST/CoCr-A trim
Shutoff Requirement ANSI Class IV
Trim Type Equal Percentage
7. Deethanizer Reboiler Hot Oil Return Con-trol: This valve controls the flow of hot oil from thebottom reboiler heat exchanger back to the hot oilheater.
Table 11-7. Deethanizer ReboilerHot Oil Return Control Valve
Parameter Typical Value
Inlet Pressure 60 psig (4 bar)
Outlet Pressure 25 - 35 psig (2 - 3 bar)
Inlet Temp. 200 - 250�F (93 - 121�C)
Flow Rate 250 - 300 gpm (55 - 70 m3/h)
Valve Type and Pressure Class
NPS 2 - 4 Vee-Ball V300,ASME CL300
Valve Material andTrim Material
WCC body, 317 SST/CrPl ball
Shutoff Requirement ANSI Class IV
Trim Type Equal Percentage
8. Deethanizer Reboiler to Depropanizer Con-trol: This valve controls the flow of liquid C3+mixed NGL from the deethanizer bottom reboilerto the depropanizer. Accurate control is requiredto maintain the proper volume of NGL feeding intothe depropanizer to ensure optimal propane recov-ery.
Table 11-8. Deethanizer Reboiler to Depropanizer Control Valve
Parameter Typical Value
Inlet Pressure 260 psig (18 bar)
Outlet Pressure 180 - 210 psig (12 - 14 bar)
Inlet Temp. 170�F (77�C)
Flow Rate 20,000 - 75,000 bpd (130 - 500 m3/h)
Valve Type and Pressure Class
NPS 3 - 8 ET, ASME CL300
Valve Material andTrim Material
WCC body, 316 SST/CoCr-A trim
Shutoff Requirement ANSI Class IV
Trim Type Equal Percentage
DepropanizerFigure 11-4 features a typical depropanizer. Pro-pane vapor boiled off into the depropanizer over-head is cooled, condensed, and captured in thereflux accumulator. A heat pump compressor isutilized to boost the pressure of the propane va-por. Heat input from the compression process isrecovered via two heat exchangers, which allowthe propane to cool and condense into the refluxaccumulator. The remaining liquid hydrocarbons inthe depropanizer tower are heated through thebottom reboiler to boil off any residual propane,and then flow to the debutanizer.
1. Depropanizer Heat Pump Compressor Re-cycle Control: This valve is used to recycle theflow of propane gas back through the heat pump

11−6
Figure 11-4. Process Diagram of Typical Depropanizer Unit
E1522
8
7
6
5
C3+ NGL MIX
FROM DE-
ETHANIZER
TO DE-ETH
HEAT
EXCHANGER
FROM DE-ETH
HEAT
EXCHANGER
HOT OIL
RETURN
C4+ NGL MIX TO
DE-BUTANIZER
ETHANE
PRODUCT TO
METERING
REFLUX
ACCUMULATOR
DE
−PR
OP
AN
IZE
R
1
3
4
2
compressor. It is most commonly used in startupand commissioning to bring the compressor up tocapacity. Fast stroking requirements commonwhen this valve is used in anti-surge service.Quote the Fisher Optimized Digital Valve (ODV)on larger valves when needed to meet strokespeed and throttling requirements.
Table 11-9. Depropanizer Heat Pump CompressorRecycle Control Valve
Parameter Typical Value
Inlet Pressure 500 - 600 psig (35 - 41 bar)
Outlet Pressure 180 - 200 psig (12 - 14 bar)
Inlet Temp. 200 - 225�F (93 - 107�C)
Flow Rate 12,000 - 108,000 MSCFD(13,000 - 120,000 m3/h)
Valve Type and Pressure Class
NPS 6 - 12 ET/EWT, ASME CL300
Valve Material andTrim Material
WCC body, 316 SST/CoCr-A trim
Shutoff Requirement ANSI Class IV
Trim Type Equal Percentage
Figure 11-5. NPS 10-24 EWT or EWD
W6022-2
2. Depropanizer Heat Pump Compressor toDeethanizer Control: This valve controls the flowof compressed propane vapor back to the deeth-anizer heat exchanger. This valve typically takes aminimal pressure drop and a butterfly valve is usu-

11−7
Figure 11-6. 8580 Valve with2052 Actuator and DVC6000
W9498-2
ally sufficient. Tight shutoff will be specified insome cases.
Table 11-10. Depropanizer Heat Pump Compressorto Deethanizer Control Valve
Parameter Typical Value
Inlet Pressure 500 - 600 psig (35 - 41 bar)
Outlet Pressure 480 - 580 psig (33 - 40 bar)
Inlet Temp. 200 - 225�F (93 - 107�C)
Flow Rate 28,000 - 58,000 MSCFD(32,000 - 65,000 m3/h)
Valve Type and Pressure Class
NPS 6 - 12 8580, ASME CL300
Valve Material andTrim Material
WCC body, 316 SST/CrPl disc,PTFE seal
Shutoff Requirement ANSI Class VI
Trim Type Linear
3. Depropanizer Heat Pump Compressor toReflux Accumulator Control: This valve controlsthe flow of compressed propane vapor directly intothe reflux accumulator. Pressure drop across thisvalve is minimal, and a segmented ball valve istypically used to provide rangeability and accuratecontrol.
Table 11-11. Depropanizer Heat Pump Compressorto Reflux Accumulator Control Valve
Parameter Typical Value
Inlet Pressure 500 - 600 psig (36 - 41 bar)
Outlet Pressure 480 - 580 psig (33 - 40 bar)
Inlet Temp. 200 - 225�F (93 - 107�C)
Flow Rate 12,000 - 24,000 MSCFD(13,000 - 25,000 m3/h)
Valve Type and Pressure Class
NPS 4 - 12 Vee-Ball V300,ASME CL300
Valve Material andTrim Material
WCC body, 317 SST/CrPl ball
Shutoff Requirement ANSI Class IV
Trim Type Equal Percentage
4. Depropanizer Heat Pump Compressor toDepropanizer Side Reboiler: This valve controlsthe flow of compressed propane vapor to the sidereboiler heat exchanger. Pressure drop is minimaland a butterfly valve is typically used. Tight shutoffwill be required in some cases.
Table 11-12. Depropanizer Heat Pump Compressorto Depropanizer Side Reboiler Valve
Parameter Typical Value
Inlet Pressure 500 - 600 psig (35 - 41 bar)
Outlet Pressure 480 - 580 psig (33 - 40 bar)
Inlet Temp. 200 - 225�F (93 - 107�C)
Flow Rate 24,000 - 48,000 MSCFD(25,000 - 55,000 m3/h)
Valve Type and Pressure Class
NPS 6 - 14 8580/8532, ASME CL300
Valve Material andTrim Material
WCC body, 316 SST/CrPl disc,PTFE seal
Shutoff Requirement ANSI Class VI
Trim Type Linear
5. Propane Pump Recycle Control: This valverecycles flow through the primary propane pump,when needed, to prevent cavitation. It is usedmost commonly in commissioning and startup asthe unit is brought up to full capacity. Anti-cavita-tion trim is nearly always required due to the elev-ated pressure drop across the primary pump. Mi-cro-Trim may be required, as well, to addresslow-flow requirements.

11−8
Table 11-13. Propane Pump Recycle Control ValveParameter Typical Value
Inlet Pressure 1400 - 1600 psig (97 - 110 bar)
Outlet Pressure 400 - 500 psig (28 - 35 bar)
Inlet Temp. 80 - 100�F (27 - 38�C)
Flow Rate 5000 - 12,000 bpd (30 - 80 m3/h)
Valve Type and Pressure Class
NPS 1 - 3 HPT, ASME CL900
Valve Material andTrim Material
WCC body, 17-4 SST trim
Shutoff Requirement ANSI Class V
Trim Type Cavitrol III trim
6. Propane to Product Meter Control: Thisvalve controls the flow of propane from the pumpdischarge to metering. The pressure drop acrossthis valve is intended to be minimal. A globe withstandard trim is the most common selection.
Table 11-14. Propane to Product Meter Control ValveParameter Typical Value
Inlet Pressure 1400 - 1600 psig (97 - 110 bar)
Outlet Pressure 1380 - 1580 psig (95 - 109 bar)
Inlet Temp. 80 - 100�F (27 - 38�C)
Flow Rate 10,000 - 35,000 bpd (65 - 235 m3/h)
Valve Type and Pressure Class
NPS 3 - 6 HPT, ASME CL900
Valve Material andTrim Material
WCC body, 316 SST/CoCr-A trim
Shutoff Requirement ANSI Class IV
Trim Type Equal Percentage
7. Depropanizer Bottom Reboiler Hot Oil Re-turn Control: This valve controls the flow of hotoil from the bottom reboiler heat exchanger backto the hot oil heater.
Table 11-15. Depropanizer Bottom Reboiler Hot OilReturn Control Valve
Parameter Typical Value
Inlet Pressure 60 psig (4 bar)
Outlet Pressure 45 - 50 psig (3 bar)
Inlet Temp. 250 - 275�F (121 - 135�C)
Flow Rate 900 - 2,000 gpm (200 - 455 m3/h)
Valve Type and Pressure Class
NPS 4 - 8 Vee-Ball V300,ASME CL300
Valve Material andTrim Material
WCC body, 317 SST/CrPl ball
Shutoff Requirement ANSI Class IV
Trim Type Equal Percentage
8. Depropanizer Bottom Reboiler to Debutan-izer Control: This valve controls the flow of liquidC4+ mixed NGL from the depropanizer bottomreboiler to the debutanizer. Accurate control is re-quired to maintain the proper volume of NGL feed-
ing into the debutanizer to ensure optimal recoveryof butanes.
Table 11-16. Depropanizer Bottom Reboiler toDebutanizer Control Valve
Parameter Typical Value
Inlet Pressure 190 psig (13 bar)
Outlet Pressure 150 - 170 psig (10 - 12 bar)
Inlet Temp. 230�F (110�C)
Flow Rate 15,000 - 50,000 bpd (95 - 335 m3/h)
Valve Type and Pressure Class
NPS 3 - 8 ET, ASME CL300
Valve Material andTrim Material
WCC body, 316 SST/CoCr-A trim
Shutoff Requirement ANSI Class IV
Trim Type Equal Percentage
DebutanizerThe debutanizer operates in a similar manner asthe deethanizer and depropanizer, but producesbutane product. With the lighter products alreadyremoved (ethane and propane), the remaining li-quid C4+ mixed NGL stream enters the debutan-izer tower. Butane product boils off to the over-head, is condensed, and collected in the refluxaccumulator. The remaining C5+ liquid condens-ate at the tower bottom is reboiled to recover anyresidual butane, and then eventually cooledthrough the condensate cooler and piped to stor-age.
1. Debutanizer Reflux Pump to DebutanizerControl: This valve controls discharge flow of li-quid butane from the debutanizer reflux pumpback to the debutanizer tower. A segmented ballvalve is used to provide accurate flow control andrangeability with minimal pressure drop across thevalve.
Table 11-17. Debutanizer Reflux Pump to DebutanizerControl Valve
Parameter Typical Value
Inlet Pressure 180 psig (12 bar)
Outlet Pressure 150 - 170 psig (10 - 12 bar)
Inlet Temp. 160 - 180�F (71 - 82�C)
Flow Rate 15,000 - 35,000 bpd (100 - 230 m3/h)
Valve Type and Pressure Class
NPS 3 - 8 ET, ASME CL300
Valve Material andTrim Material
WCC body, 316 SST/CoCr-A trim
Shutoff Requirement ANSI Class IV
Trim Type Equal Percentage
2. Debutanizer Reflux Pump Recycle Control:This valve recycles flow through the debutanizerreflux pump when needed to prevent cavitation. It

11−9
Figure 11-7. Process Diagram of Typical Debutanizer Unit
E1523
3
5
4
6
1
2
C4+ NGL MIX
FROM DE-
PROPANIZER
HOT OIL
RETURN
STABILIZED C5+
CONDENSATE
TO METERING
ETHANE
PRODUCT TO
METERING
REFLUX
ACCUMULATOR
DE
−BU
TA
NIZ
ER
7
is used most commonly in commissioning andstartup as the unit is brought up to full capacity.Due to the small pressure drop across this valve,a globe with standard trim is usually sufficient.
Table 11-18. Debutanizer Reflux Pump to Recycle Control Valve
Parameter Typical Value
Inlet Pressure 180 psig (12 bar)
Outlet Pressure 160 psig (11 bar)
Inlet Temp. 160 - 180�F (71 - 82�C)
Flow Rate 4000 - 12,000 bpd (25 - 80 m3/h)
Valve Type and Pressure Class
NPS 1 - 3 ET, ASME CL300
Valve Material andTrim Material
WCC or LCC body, 316 SST/CoCr-A trim
Shutoff Requirement ANSI Class V
Trim Type Equal Percentage
3. Butane Pump Recycle Control: This valverecycles flow through the primary butane pumpwhen needed to prevent cavitation. It is used most
commonly in commissioning and startup as theunit is brought up to full capacity. Pressure drop isrelatively low across this valve and standard trimis usually sufficient.
Table 11-19. Butane Pump Recycle Control ValveParameter Typical Value
Inlet Pressure 300 - 350 psig (21 - 24 bar)
Outlet Pressure 100 - 150 psig (7 - 10 bar)
Inlet Temp. 100 - 120�F (38 - 49�C)
Flow Rate 6,000 - 10,000 bpd (40 - 70 m3/h)
Valve Type and Pressure Class
NPS 1 - 3 ET, ASME CL300
Valve Material andTrim Material
WCC body, 316 SST/CoCr-A trim
Shutoff Requirement ANSI Class V
Trim Type Standard
4. Butane to Product Meter Control: This valvecontrols the flow of butane from the pump dis-charge to metering. The pressure drop across thisvalve is intended to be minimal. A globe withstandard trim is the most common selection.

11−10
Figure 11-8. Vee-Ball V150 NPS 3 with 2052 Size 1 Actuator and DVC6200
X0187
Table 11-20. Butane to Product Meter Control ValveParameter Typical Value
Inlet Pressure 300 - 350 psig (21 - 24 bar)
Outlet Pressure 280 - 330 psig (19 - 23 bar)
Inlet Temp. 80 - 100�F (27 - 38�C)
Flow Rate 6,000 - 20,000 bpd (40 - 135 m3/h)
Valve Type and Pressure Class
NPS 3 - 6 ET, ASME CL300
Valve Material andTrim Material
WCC body, 316 SST/CoCr-A trim
Shutoff Requirement ANSI Class IV
Trim Type Equal Percentage
5. Debutanizer Reboiler Hot Oil Return Con-trol: This valve controls the flow of hot oil from thebottom reboiler heat exchanger back to the hot oilheater.
Table 11-21. Debutanizer ReboilerHot Oil Return Control Valve
Parameter Typical Value
Inlet Pressure 60 psig (4 bar)
Outlet Pressure 45 - 50 psig (3 bar)
Inlet Temp. 325�F (163�C)
Flow Rate 1,400 - 3,200 gpm (300 - 725 m3/h)
Valve Type and Pressure Class
NPS 6 - 12 Vee-Ball V150,ASME CL150
Valve Material andTrim Material
WCC body, 317 SST/CrPl ball
Shutoff Requirement ANSI Class IV
Trim Type Equal Percentage
6. Debutanizer Bottoms Pump Recycle Con-trol: This valve recycles flow through the bottomspump when needed to prevent cavitation. It isused most commonly in commissioning and star-tup as the unit is brought up to full capacity. Pres-sure drop is relatively low across this valve andstandard trim is usually sufficient.
Table 11-22. Debutanizer BottomsPump Recycle Control Valve
Parameter Typical Value
Inlet Pressure 300 - 350 psig (21 - 24 bar)
Outlet Pressure 100 - 150 psig (7 - 10 bar)
Inlet Temp. 80 - 100�F (27 - 38�C)
Flow Rate 1,000 - 8,000 bpd (5 - 55 m3/h)
Valve Type and Pressure Class
NPS 1 - 3 ET, ASME CL300
Valve Material andTrim Material
WCC body, 316 SST/CoCr-A trim
Shutoff Requirement ANSI Class V
Trim Type Standard
7. Condensate Product Meter Control: Thisvalve controls the flow of stabilized C5+ condens-ate from the pump discharge to metering. Thepressure drop across this valve is intended to beminimal. A globe with standard trim is the mostcommon selection.
Table 11-23. Condensate Product Meter Control ValveParameter Typical Value
Inlet Pressure 300 - 350 psig (21 - 24 bar)
Outlet Pressure 280 - 330 psig (19 - 23 bar)
Inlet Temp. 80 - 100�F (25 - 40�C)
Flow Rate 5,000 - 15,000 bpd (27 - 38 m3/h)
Valve Type and Pressure Class
NPS 3 - 6 ET, ASME CL300
Valve Material andTrim Material
WCC body, 316 SST/CoCr-A trim
Shutoff Requirement ANSI Class IV
Trim Type Equal Percentage

www.Fisher.com
Chapter 12
Natural Gas Storage
In regions that utilize natural gas for residentialand commercial heating, gas storage facilities arerequired to accommodate the seasonal surge indemand during the winter months. Excess gasproduced during the summer months is put intostorage as demand is relatively low during thistime. Storage facilities also serve as a buffer tosupply gas during interruptions brought about byaccidents, natural disasters, or other unforeseencauses.
The total gas in storage at such a facility is dividedinto two categories; base gas and working gas.Base gas, also called “cushion gas”, is the volumeof gas that is required to maintain a minimum well-head pressure. In order to properly operate thefacility, this volume can never leave the formation.Working gas is the volume of gas that can be ex-tracted in the normal operation of the reservoir.Smaller peak load facilities may only have 0.1 Bcfof working gas volume, with larger base load facil-ities up to 100 Bcf.
There are three types of formations that are usedfor underground gas storage:
1. Depleted reservoirs
2. Aquifers
3. Salt caverns
Most existing storage facilities make use of de-pleted natural gas or oil reservoirs. These loca-tions provide the benefit of existing wells and gastransportation infrastructure. Another primary be-nefit is that depleted reservoirs typically havemuch larger storage volumes than other types ofstorage facilities.
Despite their relatively low storage capacities, saltcaverns have grown in popularity due to their high-er relative injection and withdrawal rates. Naturally
occurring domes within salt formations are not of-ten large enough to provide sufficient storage ca-pacity. Nearly all caverns used for storage requirea solution mining process upfront to remove addi-tional salt from the formation and create sufficientstorage volume. This process is commonly re-ferred to as leaching.
Naturally occurring aquifers are the least commontype of storage facility due to the relatively highbase gas requirements and low permeability inher-ent to these formations.
Natural Gas Storage Process
Underground Storage ProcessWhile the type of formation used for storage mayvary, the basic processes employed at under-ground storage facilities are common to nearly allsites. All facilities will contain two straightforwardprocesses; gas injection, and gas withdrawal andexport. In addition, salt dome formations will com-monly require that a brine plant be employed up-front to leach out additional storage volume beforethe facility will begin gas storage operations. Fig-ure 12-1 shows a process flow diagram of this pro-cess.
Water Injection and Brine DisposalThe brine plant facilitates the leaching process,which creates salt caverns of sufficient storagevolume. This is a relatively straightforward pro-cess. Fresh water injected into the existing saltdome removes solid salt from the formation as itdissolves. This process results in a salt-ladenbrine solution that flows to the surface through anextraction well. Depending on the location of thesite, this brine is either injected into a different

12−2
Figure 12-1. Underground Storage Process
E1524
GAS WITHDRAWALAND EXPORT
UNDERGROUNDRESERVOIR
IMPORT GAS
SALT CAVERNS ONLY
BRINEDISPOSAL
WATER INJECTION
GAS INJECTION
EXPORT GAS
FEEDWATER
BRINE
formation nearby for disposal or sold to a chemicalfacility for use as a feedstock.
Depending on the size of the salt cavern required,the leaching process will take anywhere from sixmonths to three years to remove a sufficientvolume of salt from the formation. The leachingprocess is not required when other types of forma-tions are used for storage, as they already haveenough storage volume to be considered econom-ically feasible.
Gas InjectionGas injection facilities are used to fill the storagefacility with gas. This gas will be metered at aninterconnect exiting the pipeline and piped directlyto the injection sites. The pressure of gas enteringthis unit will depend on the operating pressure ofthe nearby pipeline from which it is sourced. Inmost facilities, additional compression is requiredto boost the pressure of the gas before injection.Since the gas has already been processed topipeline specifications, no further processing isrequired prior to injection into the storage forma-tion.
The number and capacity of each gas injectionwell will vary depending on the physical footprint of
the storage formation, and the injection capacity ofthe facility. Injection wells are commonly spreadout over a large footprint and operated remotely. Itis common for gas injection wells to be designedfor bi-directional flow for withdrawal.
Gas Withdrawal and ExportThe gas withdrawal and export facilities extractgas from the formation and export it back to thepipeline system for distribution, and ultimate con-sumption. Due to changes in the gas that can oc-cur while it resides in storage there is typically aneed for processing to remove contaminants, andrestore the gas to pipeline specifications beforeexport.
Gas that is extracted from the storage formationwill first enter a separator vessel where any freeliquids or solids that have exited with the gas willfall out. Liquids from this vessel are injected into adisposal formation or pumped to a nearby holdingtank. The gas exiting the withdrawal separator willrequire additional dehydration to remove moisturebefore export to the pipeline. Dehydration pro-cesses utilizing glycol absorbents to remove theremaining moisture are most common in storagefacilities. See Chapter nine for more details on thisprocess.

12−3
Figure 12-2. Water Injection System Valve Diagram
E1525
2
4
1
3
FEEDWATERTANK
FEEDWATER
LEACHINGWATER TOCAVERN
Natural Gas Storage ApplicationReview
Underground Storage
Water Injection and Brine Disposal1. Water Injection System Control: Entrainedsolids are possible, but not common in this applic-ation.
Table 12-1. Water Injection System Control ValveParameter Typical Value
Fluid Fresh Well Water
Inlet Pressure 35 - 110 psig (3 - 8 bar)
Outlet Pressure 25 - 100 psig (2 - 7 bar)
Flow Rate 500 - 1,500 gpm (110 - 340 m3/h)
Inlet Temp. 60 - 100�F (16 - 38�C)
Valve Type andPressure Class
NPS 6 - 8 Vee-Ball V150, ASME CL150
Valve Material andTrim Material
WCC with 316 SST
2. Water Injection Pump Minimum Flow Recir-culation Control: Recycles flow during startup tocontrol dP across pump. Cavitrol 2-stage trim istypically required to prevent cavitation damage inthis high-dP service.
Table 12-2. Feedwater Injection Pump Minimum FlowRecirculation Control Valve
Parameter Typical Value
Fluid Fresh Well Water
Inlet Pressure 200 - 750 psig (14 - 52 bar)
Outlet Pressure 180 - 730 psig (12 - 50 bar)
Flow Rate 180 gpm (40 m3/h)
Inlet Temp. 60 - 100�F (16 - 38�C)
Valve Type andPressure Class
NPS 1 - 4 ET, ASME CL600
Valve Material andTrim Material
WCC with Standard
Trim Type Cavitrol III trim
3. Feedwater Injection Pump Discharge Min-imum Flow Control: This valve provides flowcontrol of leaching water into the cavern. It is usedduring startup and process upsets to control lowflow, high dP conditions. Cavitrol 2-stage trim istypically required to prevent cavitation damagefrom high dP service.
Table 12-3. Feedwater Injection Pump DischargeMinimum Flow Control Valve
Parameter Typical Value
Fluid Fresh Well Water
Inlet Pressure 200 - 750 psig (14 - 52 bar)
Outlet Pressure 10 psig (1 bar)
Flow Rate 200 - 350 gpm (45 - 80 m3/h)
Inlet Temp. 60 - 100�F (16 - 38�C)
Valve Type andPressure Class
NPS 1 - 4 ET, ASME CL600
Valve Material andTrim Material
WCC with Standard
Trim Type Cavitrol III trim
4. Feedwater Injection Pump Discharge Max-imum Flow Control: This valve provides flowcontrol of leaching water into the cavern. It is usedin normal operating conditions for high flow, lowdP service and operates in tandem with minimumflow injection valve. When minimum flow injectionvalve is not present, a Vee-Ball V200 with rotaryattenuator or a V260B is required to mitigate star-tup cavitation.
Table 12-4. Feedwater Injection Pump DischargeMaximum Flow Control Valve
Parameter Typical Value
Fluid Fresh Well Water
Inlet Pressure 200 - 750 psig (14 - 52 bar)
Outlet Pressure 190 - 740 psig (13 - 51 bar)
Flow Rate 300 - 1,500 gpm (65 - 340 m3/h)
Inlet Temp. 60 - 100�F (16 - 38�C)
Valve Type andPressure Class
NPS 6 - 8 Vee-Ball V200, ASME CL600
Valve Material andTrim Material
WCC with Standard

12−4
E1526
2
1
3
BRINESTORAGE
TANK
HYDRO−CYCLONE
RAW BRINEFROM CAVERN
BRINE TODISPOSAL
WELLS
SOLIDSSLURRY
DISPOSAL
Figure 12-4. Brine Disposal System Valve Diagram
Figure 12-3. Vee-Ball V200 NPS 3 with a 2052Size 1 Actuator and DVC6200
X0188
1. Brine Storage Tank Level Control: Brineenters this valve directly from the cavern and en-trained solids are likely. A rotary solution is re-quired here due to high capacity, low dP condi-tions. A Vee-Ball V500 valve is recommendedwhen solids erosion is possible. The WCC bodywill suffer general corrosion, but this is typicallyacceptable due to the relatively short service life ofthe brine plant.
Table 12-5. Brine Storage Tank Level Control ValveParameter Typical Value
Fluid Raw Brine from Cavern
Inlet Pressure 20 - 110 psig (1 - 8 bar)
Outlet Pressure 5 - 30 psig (1 - 2 bar)
Flow Rate 800 - 4,000 gpm (180 - 910 m3/h)
Inlet Temp. 60 - 100�F (16 - 38�C)
Valve Type andPressure Class
NPS 6 - 10 Vee-Ball V250/V500,ASME CL600
Valve Material andTrim Material
WCC with Standard/316 SST Ball
2. Brine Injection Pump Min Flow Recirculation Control: This valve is used during pumpstartup and normal operation to maintain appropriate upstream and downstream pressure. Solidsand particulate may be present in some installations. Cavitrol III trim is recommended if clean andNotchFlo Trim if significant solids are present. Fullstroke requirements of one to two seconds aretypical for this valve. The WCC body will suffergeneral corrosion, but this is typically acceptabledue to the relatively short service life of the brineplant.

12−5
Figure 12-5. NotchFlo DST Trim
W8433
Table 12-6. Brine Injection Pump Min Flow RecirculationControl Valve
Parameter Typical Value
Fluid Brine
Inlet Pressure 1000 - 1200 psig (69 - 83 bar)
Outlet Pressure 50 psig (3 bar)
Flow Rate 600 - 1,000 gpm (135 - 230 m3/h)
Inlet Temp. 60 - 100�F (16 - 38�C)
Valve Type andPressure Class
NPS 2 - 6 ET/HPT, ASME CL600/900
Valve Material andTrim Material
WCC with 316 SST
Trim Type Cavitrol III trim or NotchFlo Trim
3. Brine Disposal Flow Control: Potential forcavitation damage exists depending on the dura-tion of high dP operation. Solids and particulateare present in some installations. Cavitrol trim isrecommended if clean and NotchFlo Trim if signi-ficant solids are present. The WCC body will suffergeneral corrosion, but this is typically acceptabledue to the relatively short service life of the brineplant. Electric actuators may be specified in someinstances due to the remote location of disposalwells. In this instance, it is recommended that EIMis quoted.
Table 12-7. Brine Disposal Flow Control ValveParameter Typical Value
Fluid Brine
Inlet Pressure 650 - 1550 psig (45 - 107 bar)
Outlet Pressure 10 - 1450 psig (1 - 100 bar)
Flow Rate 900 - 1,200 gpm (200 - 275 m3/h)
Inlet Temp. 60 - 100�F (16 - 38�C)
Valve Type andPressure Class
NPS 4 - 6 ET/HPT, ASME CL600/900
Valve Material andTrim Material
WCC with 316 SST
Trim Type Equal Percentage, Cavitrol III trim orNotchFlo Trim
Gas Injection System
Figure 12-6. Gas Injection System Valve Diagram
E1527
1
2
GAS TOCAVERN
IMPORTGAS
1. Injection Compressor Anti-surge Control:An anti-surge valve is used during compressorstartup and during normal operation to preventdamaging surge event. Full open stroke require-ments of less than one second are common torecycle flow and prevent surge event. Ball valveswill be specified by the compressor vendor insome instances.

12−6
E1528
6
1
2
3
4
5
RAW GASFROM
CAVERN
DRY GASTO EXPORT
RICH GLYCOLTO REBOILER
WATER TODISPOSAL
LEANGLYCOL
WIT
HD
RA
WA
LS
EP
AR
AT
OR
GL
YC
OL
CO
NT
AC
TO
TR
Figure 12-8. Gas Withdrawal & Export System Valve Diagram
Table 12-8. Injection CompressorAnti-surge Control Valve
Parameter Typical Value
Fluid Natural Gas
Inlet Pressure 1000 - 2000 psig (69 - 138 bar)
Outlet Pressure 250 - 1000 psig (17 - 69 bar)
Flow Rate 50,000 - 300,000 MSCFD(56,000 - 335,000 m3/h)
Inlet Temp. 60 - 100�F (16 - 38�C)
Valve Type andPressure Class
NPS 4 - 6 ET/HPT, ASME CL600/900
Valve Material andTrim Material
WCC with 316 SST
Trim Type Whisper III Trim or WhisperFlo Trim
Figure 12-7. WhisperFlo Trim
W7065
2. Cavern Injection Control: This valve controlsthe flow of gas into the storage cavern. Capacityrequirements will vary greatly based on the num-
ber of wells and rated injection capacity of the fa-cility. This valve is commonly used for gas with-drawal, as well. In those cases, bi-directional flowcapability is required. When bi-directional use isrequired for withdrawal, turndown requirementscan be extreme. Low dP drives high Cv require-ments during injection. High dP drives low Cv re-quirement during withdrawal. A specially charac-terized cage is commonly required.
Table 12-9. Cavern Injection Control ValveParameter Typical Value
Fluid Natural Gas
Inlet Pressure 1000 - 3000 psig (69 - 207 bar)
Outlet Pressure 700 - 2000 psig (48 - 138 bar)
Flow Rate 5,000 - 250,000 MSCFD(5,500 - 280,000 m3/h)
Inlet Temp. 80 - 150�F (27 - 66�C)
Valve Type andPressure Class
NPS 6 - 20 ET/HPT,ASME CL600/900/1500
Valve Material andTrim Material
WCC with 316 SST
Trim Type Whisper III Trim or WhisperFlo Trim
Gas Withdrawal and Export1. Cavern Withdrawal Control: This valve con-trols the flow of gas out of the storage cavern. Ca-pacity requirement will vary greatly based on thenumber of wells and rated delivery capacity of thefacility. This valve is commonly used for gas injec-

12−7
tion as well. In those cases, bi-directional flowcapability is required. When bi-directional use isrequired for injection or withdrawal, turndown re-quirements can be extreme. A low dP drives highCv requirements during injection. A high dP driveslow Cv requirements during withdrawal. A speciallycharacterized cage is commonly required. Thisvalve will be specified as a full-bore ball valve insome instances. Quote a Vee-Ball V250/260 asneeded. Sand content in withdrawn gas will varyby site. Confirm the presence of sand beforeproviding drilled-hole trim.
Table 12-10. Cavern Withdrawal Control ValveParameter Typical Value
Fluid Natural Gas
Inlet Pressure 500 - 2500 psig (35 - 172 bar)
Outlet Pressure 300 - 1500 psig (21 - 103 bar)
Flow Rate 5,000 - 250,000 MSCFD(5,500 - 280,000 m3/h)
Inlet Temp. 40 - 150�F (4 - 66�C)
Valve Type andPressure Class
NPS 6 - 20 ET/EHT,ASME CL600/900/1500
Valve Material andTrim Material
WCC with 316 SST
Trim Type Whisper III Trim or WhisperFlo Trim
2. Separator Pressure Control: This valve con-trols the flow of gas out of the withdrawal separat-or and maintains vessel pressure. A D4 can bequoted to improve competitiveness where pos-sible. Two-stage separation is common in higherpressure facilities. HP and LP separator vesselswill be present. Applications are similar other thanpressure of the vessel.
Table 12-11. Separator Pressure Control ValveParameter Typical Value
Fluid Natural Gas
Inlet Pressure 300 - 1500 psig (21 - 103 bar)
Outlet Pressure 200 - 1200 psig (14 - 83 bar)
Flow Rate 50,000 - 500,000 MSCFD(56,000 - 560,000 m3/h)
Inlet Temp. 40 - 150�F (4 - 66�C)
Valve Type andPressure Class
NPS 2 - 8 ET/ED/EHT,ASME CL600/900/1500
Valve Material andTrim Material
WCC with 316 SST
3. Separator Level Control: This valve main-tains water level in the withdrawal separator. Par-ticulate will typically fall out with the liquids.Erosion can be a concern in this application. AD2, D3, or D4 may be used when possible to im-prove competitiveness.
Table 12-12. Separator Level Control ValveParameter Typical Value
Fluid Water
Inlet Pressure 300 - 1500 psig (21 - 103 bar)
Outlet Pressure 50 - 75 psig (3 - 5 bar)
Flow Rate 5 - 50 gpm (1 - 12 m3/h)
Inlet Temp. 40 - 150�F (4 - 66�C)
Valve Type andPressure Class
NPS 1 - 3 ET/ED/EHT,ASME CL600/900
Valve Material andTrim Material
WCC with 316 SST
4. Glycol Contactor Pressure Control:
Table 12-13. Glycol Contactor Pressure Control ValveParameter Typical Value
Fluid Dry Natural Gas
Inlet Pressure 500 - 1200 psig (35 - 83 bar)
Outlet Pressure 300 - 500 psig (21 - 35 bar)
Flow Rate 50,000 - 500,000 MSCFD(56,000 - 560,000 m3/h)
Inlet Temp. 40 - 150�F (4 - 66�C)
Valve Type andPressure Class
NPS 2 - 8 ET/HPT, ASME CL600/900
Valve Material andTrim Material
WCC with 316 SST
Trim Type Equal Percentage or Whisper III Trim
5. Glycol Contactor Level Control Valve: Con-trols the level of rich glycol in the glycol contactor.Cavitrol III trim is typically required due to highpressure drops. NotchFlo Trim may be required ifany sand carryover from separator or particulatedue to glycol degeneration is present.
Table 12-14. Glycol Contactor Level Control ValveParameter Typical Value
Fluid Rich Glycol
Inlet Pressure 500 - 1200 psig (35 - 83 bar)
Outlet Pressure 50 - 200 psig (3 - 14 bar)
Flow Rate 10 - 250 gpm (2 - 60 m3/h)
Inlet Temp. 40 - 150�F (4 - 66�C)
Valve Type andPressure Class
NPS 1 - 4 ET/HPT, ASME CL600/900
Valve Material andTrim Material
WCC with 316 SST
Trim Type Cavitrol III Trim
6. Export Compressor Anti-Surge Control: Thecompressor boosts gas pressure for export topipeline interconnect and metering. An anti-surgevalve should be used during compressor startupand during normal operation to prevent damagingsurge events. Full open stroke requirements ofless than one second are common to recycle flowand prevent a surge event. Ball valves will be spe-cified by the compressor vendor in some in-stances.

12−8
Table 12-15. Export Compressor Anti-Surge Control ValveParameter Typical Value
Fluid Natural Gas
Inlet Pressure 1000 - 2000 psig (69 - 138 bar)
Outlet Pressure 300 - 500 psig (21 - 35 bar)
Flow Rate 50,000 - 300,000 MSCFD(56,000 - 335,000 m3/h)
Inlet Temp. 100 - 200�F (38 - 93�C)
Valve Type andPressure Class
NPS 4 - 12 ET/EHT,ASME CL600/900/1500
Valve Material andTrim Material
WCC with 316 SST
Trim Type Whisper III Trim or WhisperFlo Trim

www.Fisher.com
Chapter 13
LNG Liquefaction
Liquefied Natural Gas (LNG) is a mixture of lighthydrocarbons (86-99% methane) that is in a liquidstate at cryogenic temperatures (−258°F/−161°C).LNG occupies approximately 1/600 of the volumeof natural gas at atmospheric pressure. Thisdrastic reduction in volume is the primary benefitof the LNG process. When natural gas reservesexist in remote locations and pipelines are notfeasible, LNG production becomes an option.
Because LNG is composed mainly of liquid meth-ane, it is made from natural gas feedstock. Thisnatural gas originates from a number of sources. Itmay come from offshore platforms, onshore gaswells or a combination of both. The natural gas isbulk separated from the hydrocarbon liquids atthese production sites and then compressed tohigh pressures (1000-1400 psig/69-97 bar) andtransported through a large bore pipeline(s) to theLNG plant. When the gas arrives at the plant, itenters the slug catchers where condensates areremoved. These condensates are sometimes soldas light end crude oil if there is a large enoughvolume. LNG plants recover around 50,000 bpd ofcondensates. These oils are light and low in sulfurand may have a high market value. As a result,this can be one of the more profitable by-productsof the plant.
Today, there are a number of different commer-cially patented LNG technologies. The majority ofthe plants in the world use Air Products’ liquefac-tion technology. This is commonly referred to asthe Air Products Mixed Refrigerant (APCI - MR)process. There are other technologies used to alesser extent, including the Phillips Optimized Cas-cade Process and the Shell Double Mixed Refri-gerant (DMR) process. These processes use thesame basic philosophies to make LNG, i.e. gasproduction, treating, dehydration, heavy ends re-moval, liquefaction, and storage for shipment. The
differences in the process are primarily in the refri-gerant cycle, or in the type of heat exchangersused in the cryogenic section. In this chapter, theAPCI-MR will be discussed in detail as it currentlyrepresents the largest percentage of worldwideinstalled base load LNG production capacity.
LNG Process OverviewFigure 13-1 shows a general process flow diagramof an LNG facility. The front end of an LNG facilitywill have almost identical processing units asthose seen in Chapters nine and eleven. Pleaserefer to those chapters for information on theseunits. After dehydration, the natural gas is cooledto (−40°F/−40°C) using propane as a refrigerant,and then moves to a scrub column. Oncescrubbed of heavy hydrocarbons, the light gasfrom the overhead is then further cooled and fedto the main heat exchanger (MHE). The liquid bot-toms of the scrub column are further cooled andfed to demethanizer, depropanizer, and debutan-izer fractionation columns. These remove NGLsthat are used for refrigerant and possible sale.This chapter will focus only on the refrigerantcycles and liquefaction units as they are found inthe APCI-MR process. Figure 13-2 shows a pro-cess flow diagram of these processes.
One thing to note is that the dehydration section ofthe plant removes water from the natural gas bythe application of molecular sieves instead of tradi-tional glycol absorbers. Molecular sieves removemore water than glycol absorbers, which is criticalin protecting downstream cryogenic equipmentfrom ice buildup. The dehydration section of theplant will not be discussed in this chapter, as themajority of the valves used for this process areon/off valves.

13−2
E1529
RAWNATURAL
GAS
LNG
ELEMENTALSULFUR
CHAPTER 9
CHAPTER 11
DEHYDRATION
SULFUR RECOVERY
INLET FACILITIES GAS TREATING
FRACTIONATIONREFRIGERANTCYCLES AND
LIQUEFACTION
NGL’s
Figure 13-1. LNG Process Flow Diagram
E1530
PROPANE FROMFRACTIONATION
LNG
MR HPSEPA−RATOR
MAINHEAT
EXCHANG−ER
MRCOMPRESSION
NATURAL GASSCRUBBER
PROPANE HEATEXCHANGE
PROPANECOMPRESSION
NATURAL GAS FROMFRACTIONATION
MIXED REFRIGERANTFROM FRACTIONATION
Figure 13-2. Refrigerant Cycles and Liquefaction
Inlet Facilities
When the gas arrives at the plant, it enters theslug catchers where condensates are removed.These condensates are sometimes sold as lightend crude oil if there is a large enough volume.LNG plants recover around 50,000 bpd of con-densates. These oils are light and low in sulfur andmay have a high market value. As a result, thiscan be one of the more profitable by-products ofthe plant. The gas that comes off the top of theslug catcher is reduced in pressure by the mainplant/pipeline pressure letdown valves that supplygas to the inlet of each train in the LNG plant.
Refrigerant Cycles
Propane CycleThe propane refrigerant cycle is a closed loop sys-tem that is periodically fed propane produced fromthe fractionation columns. Starting at the outlet ofthe compressor(s) the propane discharge is con-densed with cooling water. It then passes throughevaporators throughout the process to providecooling, although it is not used in the MHE. In theevaporators, heat from the feed natural gas andgaseous mixed refrigerant is transferred to thepropane, which is vaporized. Once the propane isvapor, it returns to flash drums where any liquids

13−3
are separated and sent back to the evaporatorsfor further heat transfer. The gaseous portion ofthe propane removed from the flash drums is sentto the propane compressor for recompression.
Mixed Refrigerant Cycle
The refrigerant used in the MHE to liquefy the nat-ural gas is called mixed refrigerant (MR). This is amixture of N2, methane, ethane, and propane. Themixed refrigerant cycle is a closed loop process,and refrigerants are supplied by the fractionationcolumns as needed. Starting at the outlet of thecompressor(s) cooling water and propane from thepropane cycle cools and partially condenses theMR. The partially condensed MR is separated intoMR vapor and MR liquid in a separator. Both MRliquid from the bottom of the separator and MRgas from the top of the separator pass through thetube side of the MHE for further cooling. Its pres-sure is then reduced by passing it throughJoule-Thomson valves or expanders, which par-tially vaporizes the mixture and further cools it viathe Joule Thomson effect. The partially vaporizedMR then enters the shell side of the MHE and con-tacts the tubes that contain natural gas and MR.This contact provides enough heat exchange toliquefy the natural gas feed to −231�F (–146�C).The MR vapor from the shell side of the MHE isthen returned to the MR compressors suction forrecycle.
Liquefaction
Liquefaction and sub-cooling of the natural gastakes place in the MHE. The overhead vapor fromthe scrub column, which contains mostly methaneat −112�F (–80�C), is the feed to the MHE. Bythe time the feed gas gets to the top of the MHE itis at approximately −240�F (–151�C) and is ahigh percentage of pure LNG. The LNG exiting theMHE passed through a valve to reduce its pres-sure and enters the product/N2 rejection drum.The expansion through the valve reduces the li-quid to the storage temperature of −250�F to−260�F (–157�C to –161�C) and boils off the lightend gasses. These are usually nitrogen and lighthydrocarbons and only represent about one tothree percent of the total mass flow exiting thevalve. The flash gasses from the N2 rejectiondrum are then sent to the fuel gas compressor.
E1531
SLUGCATCHERS
NGPIPELINE
LIQUIDCONDENSATE
TO PROCESSING
PLANT / PIPELINEPRESSURE LETDOWN
VALVES
Figure 13-3. Feed Gas Pressure Letdown Valves
LNG Application Review
Inlet FacilitiesWhen the gas arrives at the plant, it enters theslug catchers where condensates are removed.The gas that comes off the top of the slug catcheris reduced in pressure by the main plant/pipelinepressure letdown valves. This valve(s) suppliesgas at about 1000 psig (69 bar) to the inlet of eachtrain in the LNG plant.
Feed Gas Inlet Pressure Letdown: The feed gasinlet letdown valves provide the first substantialpressure reduction of the feed gas when it entersthe plant inlet receiving facilities.
There are two valves at the inlet to the plant redu-cing station, providing 100% operational redund-ancy. The inlet piping to the plant may be NPS 24to 48 piping and hundreds of millions of standardcubic feet of gas will flow each day to meet thetotal LNG plant demand. This, coupled with atleast a 218 psig (15 bar) differential pressure dropacross the inlet letdown valves, can result in highnoise and vibration generation. Noise attenuationtrim is a requirement. Because of the line size, theflow, and the trim, the valve size may be anywherefrom NPS 16 to 24 and rated at ASME CL600 orCL900. It will almost always be a fail-close valve.
In addition to having stringent noise attenuationrequirements, inlet letdown valve reliability is critic-al to the operation of the plant. These valves sup-ply the feedstock to the entire LNG plant. If one ofthe valves in the LNG trains fails, then the train isshutdown. The plant can try to make up the LNGproduction with other trains. However, if the plant

13−4
Figure 13-4. EWT with Whisper Trim III Cage
W9518-1
inlet valve fails, the whole plant must shut down.This can jeopardize the plant’s abilities to maketheir quota of LNG to meet the requirements oflong-term contracts.
Controllability of the inlet valve is also critical. It isa true throttling control valve that throttles basedupon the pressure downstream of the valve. It isusually controlled by the DCS with pressure read-ings from transmitters in a triple voting configura-tion. If the valve cannot accurately maintain theinlet pressure to the plant, the pressure swingscan cause cycling of the whole plant. This processinstability can reduce the amount of throughput ofLNG and affect the ability for the plant to meet itsquota. Additionally, cycling can cause excessivetrips throughout the plant. This can reduce the lifeof the mechanical equipment due to frequent start-ing and stopping. Consequently, the sizing andapplication of these control valves is critical to thewhole plant. These valves are configured in theplant ESD systems.
Table 13-1. Feed Gas Pressure Letdown ValveParameter Typical Value
Inlet Pressure 1200 - 1305 psig (83 - 90 bar)
Pressure Drop 220 - 435 psi (15 - 30 bar)
Inlet Temp. 110�F (43�C)
Valve Type andPressure Class
NPS 16 - 20 EWT-2 or EUT-2,ASME CL600 / 900
Valve Material andTrim Material
WCC with 316 SST / Alloy 6 (NACE)
Shutoff Requirement ANSI Class IV or V
Trim Type WhisperFlo Trim or Whisper III Trim
Figure 13-5. Typical Compressor Map
PROCESS LIMIT
MAXIMUM SPEED
POWERLIMIT
STONEWALL ORCHOKE LIMIT
STABLE ZONEOF OPERATION
ACTUAL AVAILABLEOPERATING ZONE
MINIMUM SPEED
SURGE LIMIT
ADDING CONTROLMARGINS
Rc
Qs, volE1532
Refrigerant CyclesFor both the propane and MR cycles, only the an-tisurge valves protecting the refrigerant com-pressors are the most critical applications. Thecompressor can be the most expensive and critic-al component of a process system; capital costs ofa single refrigerant compressor in an LNG facilitycan be upwards of $50 million. One of the moreprevalent concerns of compressor operators arethe damaging effects of the surge cycle. Surgecycles typically occur very fast and pose seriousrisk of damage to compressor components.
Compressor surge occurs when the compressorreaches a point where it can no longer produceenough pressure head to overcome the down-stream resistance. This is due to either a lack ofsuction flow to the inlet of the compressor or asudden reduction in process demand, both ofwhich result in greater discharge pressure down-stream of the unit. Once surge conditions havebeen met, process will flow backwards through thecompressor up until enough pressure head is de-veloped to initiate forward flow. This change indirection puts stress on the thrust bearings andother components inside the compressor causingexcessive wear and eventually damage. Com-pressor surge is a cyclic process that will occur aslong as the aforementioned conditions are met.
Figure 13-5 shows the relationship between dis-charge pressure head and suction flow through acompressor. The surge line is the point wheresurge occurs and the stonewall, or “choke” line isthe point where there is not enough pressure headto force process through the compressor at a giv-en suction flow. As seen from the figure com-pressors should be operated at conditions repres-entative with operation between the surge andstonewall lines. Operation as close as possible to

13−5
the surge line is desired to obtain peak efficiency.Today’s control systems and antisurge valve tech-nology allow for this operation to take place in asafe and effective way.
To allow this type of operation to take place anti-surge valves must act in a throttling mode morethan the on/off mode that was required in the pastwhen stroke time was the only specification.Today antisurge valves are required to not onlyprovide fast stroke times, but are also required toeffectively throttle the process and respond accur-ately to small step changes.
Fisher Optimized Digital Valve (ODV) packagesmeet the stringent performance requirements ofantisurge applications by providing a completepackaged solution. These packages are subjectedto rigorous factory testing per Factory AcceptanceTest FGS4L11 to ensure the necessary perform-ance requirements are met before the assembly isshipped. In retrofit cases where the valve body isnot present at the time of testing the Site Accept-ance Test FGS4L12 can be performed at the cus-tomer’s location in select locations by our highlytrained Instrument & Valve Services technicians.These tests are only a starting point though, if ne-cessary, additional testing and engineering canand has been performed in the past to meet spe-cific customer specifications.
Every antisurge control valve includes an ODVpackage, which provides the necessary compon-ents to ensure fast, stable operation of the controlvalve. These packages are only available withdouble acting piston actuators, including the Fish-er 585C and 585CLS, which are capable of provid-ing travels of up to 24 inches in bore diameters ofup to 18 inches. If more thrust or longer travel isrequired an ATI actuator can be used.
The ODV package provides the following compon-ents as shown below; depending on the applica-tion some components may not be applicable orrequired such as dump valves, solenoid valves, orvolume tanks.
Figure 13-6. ODV Package with FB NPS 16x20,585CLS Actuator, DVC6200, and SS−263 Booster
X0210
Table 13-2. Antisurge Valve ComponentsPackage
ComponentDescription
Regulator: Controls system air pressure.
Filter: Ensures air supply is clean and free of debristhat could clog ports or cause other problems.
Trip Valve: Provides a pneumatically controlled fail modein the event of a loss of plant air pressure.
Volume Booster:Amplifies DVC instrument air output and
exhausts air from the actuator providing forfast stroking.
Dump Valve(ASCO valvemodel 8290):
Quickly exhausts air from the actuator uponsolenoid trip ensuring fast stroke to the
required fail mode.
Solenoid Valve:Provides an electronically controlled fail modethat can be controlled by the control system or
be configured to trip on a loss of voltage.
Volume Tank:
Prevents pressure droop ensuring allpneumatic devices have an adequate supplyof air. In the event of the loss of plant air, the
volume tank supplies the necessary volume ofair required to move the valve to the fail mode.
ODV TieredDVC6200:
Includes all of the features with the PD tierplus several specialized control and tuningalgorithms not available in the other tiers
including:Endpoint Pressure Control
Lead/Lag FilteringStabilize/Optimize Tuning
Double ActingPiston Actuator:
Provides thrust required to quickly andaccurately stroke the valve.

13−6
E1533
1
TO EVAPORATORS,HEAT SINK FOR MR,
FEED GAS, ETC.
PROPANEFLASH DRUM
2 3
PROPANEFLASH DRUM
PROPANEFLASH DRUM
PROPANECOMPRESSOR
PROPANECOMPRESSOR
PROPANECOMPRESSOR
Figure 13-8. Propane Compressor
Figure 13-7. DVC6200 Instrument for ODVPackage
X0204-1
Propane Cycle
The propane antisurge valves are located at thedischarge of the compressor or its stages. Thesevalves provide a path for the compressed gas tobe returned back to the suction side of the com-pressor.
1. 1st Stage Propane Compressor AntisurgeValve: This valve encounters high pressure drops.Noise abatement trim is necessary to reducenoise and associated vibration. The OptimizedAntisurge System is also recommended.
Table 13-3. C3 1st Stage Compressor Antisurge ValveParameter Typical Value
Inlet Pressure 20 - 200 psig (1 - 14 bar)
Pressure Drop Up to 100 psi (7 bar)
Inlet Temp. 140�F (60�C)
Valve Type andPressure Class
NPS 16 - 36 FB, ASME CL300 / 600
Valve Material andTrim Material
WCC with Standard
Shutoff Requirement ANSI Class IV or V
Trim Type Whisper III Trim or WhisperFlo Trim
Actuation Optimized Antisurge System
2. 2nd Stage Propane Compressor AntisurgeValve: This valve encounters high pressure drops.Noise abatement trim is necessary to reducenoise and associated vibration. The OptimizedAntisurge System is also recommended.
Table 13-4. C3 2nd Stage Compressor Antisurge ValveParameter Typical Value
Inlet Pressure 50 - 200 psig (3 - 14 bar)
Pressure Drop Up to 150 psi (10 bar)
Inlet Temp. 140�F (60�C)
Valve Type andPressure Class
NPS 16 - 36 FB, ASME CL300 / 600
Valve Material andTrim Material
WCC with Standard
Shutoff Requirement ANSI Class IV or V
Trim Type Whisper III Trim or WhisperFlo Trim
Actuation Optimized Antisurge System
3. 3rd Stage Propane Compressor AntisurgeValve: This valve encounters high pressure drops.Noise abatement trim is necessary to reducenoise and associated vibration. The OptimizedAntisurge System is also recommended.
Table 13-5. C3 3rd Stage Compressor Antisurge ValveParameter Typical Value
Inlet Pressure 100 - 200 psig (7 - 14 bar)
Pressure Drop Up to 185 psi (13 bar)
Inlet Temp. 140�F (60�C)
Valve Type andPressure Class
NPS 16 - 24 FB, ASME CL300 / 600
Valve Material andTrim Material
WCC with Standard
Shutoff Requirement ANSI Class IV or V
Trim Type Whisper III Trim or WhisperFlo Trim
Actuation Optimized Antisurge System
Mixed Refrigerant Cycle: IndividualStage CompressionThe MR antisurge valves are located at the dis-charge of the compressor or its stages. These

13−7
E1534
1
TO HP MRSEPARATOR
MR FROMBOTTOMOF MHE
KODRUM
2
KO DRUM
MRCOMPRESSOR
MRCOMPRESSOR
1STSTAGE
2NDSTAGE
3
Figure 13-9. Mixed Refrigerant Compressor
Figure 13-10. WhisperFlo Trim Disk Stack
X0266
valves provide a path for the compressed gas tobe returned back to the suction side of the com-pressor.
1. 1st Stage Mixed Refrigerant CompressorAntisurge Valve: This valve encounters highpressure drops. Noise abatement trim is neces-sary to reduce noise and associated vibration.Fisher’s Optimized Antisurge System is also re-commended.
Table 13-6. MR 1st Stage Compressor Antisurge ValveParameter Typical Value
Inlet Pressure 195 psig (13 bar)
Pressure Drop 150 psi (10 bar)
Inlet Temp. 90�F (32�C)
Valve Type andPressure Class
NPS 16 - 30 FB, ASME CL300 / 600
Valve Material andTrim Material
WCC with Standard
Shutoff Requirement ANSI Class IV or V
Trim Type Whisper III Trim or WhisperFlo Trim
Actuation Optimized Antisurge System
2. 2nd Stage Mixed Refrigerant CompressorAntisurge Valve: This valve encounters highpressure drops. Noise abatement trim is neces-
sary to reduce noise and associated vibration. TheOptimized Antisurge System is also recommen-ded.
Table 13-7. MR 2nd Stage Compressor Antisurge ValveParameter Typical Value
Inlet Pressure 650 psig (45 bar)
Pressure Drop 450 psi (31 bar)
Inlet Temp. 250�F (121�C)
Valve Type andPressure Class
NPS 16 - 24 FB, ASME CL600
Valve Material andTrim Material
WCC with Standard
Shutoff Requirement ANSI Class IV or V
Trim Type Whisper III Trim or WhisperFlo Trim
Actuation Optimized Antisurge System
Mixed Refrigerant Cycle: Hot GasBypassIn order to provide additional protection for thecompressors, some installations will utilize a hotgas bypass system. This bypass recycles gasaround the entire group of compressors, not justthe single stage. It is not always a design featurein every LNG plant. This is intended to operatewhen there is a shut down of the whole refrigera-tion unit and all the flow has to be recycled aroundthe compressors so that they don’t shut down.This is only built into a plant if the individual re-cycle loops and valves were not designed tohandle the entire load in a major shut-in.
3. Hot Gas Bypass Valve: Due to the normalcapacity requirements of the compressors, the hotgas bypass valves need to be very large to ac-commodate the flow. Typically valves are NPS20-24. However, sizes could be up to NPS 48 andlarger. These valves have the same requirementsand solutions as the propane and MR antisurge

13−8
valves with respect to quick opening times withminimal to no throttling service being required. TheOptimized Antisurge System is also recommen-ded.
Table 13-8. Hot Gas Bypass ValveParameter Typical Value
Inlet Pressure 650 psig (45 bar)
Pressure Drop 600 psi (41 bar)
Inlet Temp. 250�F (121�C)
Valve Type andPressure Class
NPS 20 - 48 FB, ASME CL600
Valve Material andTrim Material
WCC with Standard
Shutoff Requirement ANSI Class IV or V
Trim Type Whisper III Trim or WhisperFlo Trim
Actuation Optimized Antisurge System
LiquefactionThere are three critical valves that will be dis-cussed in this section:
1. Warm Joule-Thomson valves
2. Cold Joule-Thomson valves
3. LNG temperature valve
The LNG temperature valve controls the temperat-ure of the LNG coming out of the MHE as well asreduces the pressure of the LNG so light endproducts bubble out of the solution. The primaryfunction of the Joule-Thomson valves are to sprayMR coolant onto the heat exchanger bundles thatcarry the feed gas and the MR liquid and vaporfrom the MR separator. The drop through thevalves lowers the temperature of the MR via theJoule-Thompson effect. This refers to the coolingof a fluid by a pressure drop and expansion of thatfluid. It is important to have both a reliable andaccurate throttling control valve to maintain effi-cient cooling of the feed gas and MR.
Note that in some process designs, expanders areused as the main pressure drop mechanism ratherthan the JT and LNG temperature valves. In thisdesign, the energy of the high pressure fluid canbe recovered and generate auxiliary power. Theexpanders are also more efficient at expanding thefluid and have a greater cooling effect than a
valve. If the expander is used in the process, theJT valve will be in a bypass/backup role. If the ex-pander must shut down, the valve has to take overand throttle the fluid. It is beneficial to have a CVwith this valve similar to the expander CV forsmooth transitions from the expander to the valve.
1. Warm Joule-Thomson Valve: When the MRmoves up the tubes between the inlet to the MHEand the warm JT valve, it loses its heat to thecolder MR fluids moving countercurrent throughthe shell. Therefore, when the MR reaches theinlet to the warm JT valve in the lower section ofthe MHE, it is typically at cryogenic temperatures,around −200�F (−130�C). The MR fluid that flowsthrough the valve may turn into a liquid and vapormix as it exits the valve. The proper trim must beselected. Balanced cryogenic valves are preferred.If a large percentage of refrigerant by volume isconverted to a vapor when the valve takes itspressure drop to spray the bundles, then thedrilled-hole or slotted trim in a flow up direction isused to eliminate flashing related noise, vibrationand erosion.
Table 13-9. Warm Joule-Thomson ValveParameter Typical Value
Inlet Pressure 500 psig (35 bar)
Pressure Drop 450 psi (31 bar)
Inlet Temp. −200�F (−129�C)
Valve Type andPressure Class
NPS 6 - 12 EW-C and E-C,ASME CL600
Valve Material andTrim Material
316 SST with 315 SST / Alloy 6
Shutoff Requirement 150 ml/min/NPS at 7 bar
Trim Type Drilled-hole flow up
2. Cold Joule-Thomson Valve: The inlet tem-perature of the MR entering the cold JT valve islower than the temperature of the MR entering thewarm JT valve, approximately −240�F (−150�C).This is due to the longer pass through the heatexchanger. The MR fluid that flows through thevalve may turn into a liquid/vapor mix as it exitsthe valve. The proper trim must be selected. Bal-anced cryogenic valves are preferred. If a largepercentage of refrigerant by volume is convertedto a vapor when the valve takes its pressure dropto spray the bundles, then the drilled-hole or slot-ted trim in a flow up direction is used to eliminateflashing related noise, vibration, and erosion.

13−9
E1535
1
NITROGEN ANDLIGHT ENDS
TO FUEL GAS
MR FROMTOP OF
SEPARATOR
MR FROMBOTTOM OF
HP SEPARATOR
MR TO MRCOMPRESSORS
LNG TOSTORAGE
NATURAL GASFROM
SCRUBBER
KODRUM
2
TUBE
SHELL
3
Figure 13-11. Common Valves Associated with the MHE
Table 13-10. Cold Joule-Thomson ValveParameter Typical Value
Inlet Pressure 450 psig (31 bar)
Pressure Drop 400 psi (28 bar)
Inlet Temp. −230�F (−146�C)
Valve Type andPressure Class
NPS 6 - 12 EW-C and E-C,ASME CL600
Valve Material andTrim Material
316 SST, Alloy 6
Shutoff Requirement 150 ml/min/NPS at 7 bar
Trim Type Drilled-hole flow up
3. LNG Temperature Valve: Temperatures forthis valve are full cryogenic and require 316 SSTbody and bonnet, extension bonnets, and 316/Al-loy 6 trim. When the pressure of the LNG fluiddrops across the valve, the lighter gases, such asN2, bubble out of the LNG liquid. With these smallamounts of vapor downstream, the majority of theLNG may cavitate but not flash. In these cases, itis best to use a Cavitrol trim to eliminate cavita-
tion, vibration and noise. If there is a large per-centage of N2 or other light end gasses in the feedgas stream of a particular plant, or if there is asmaller pressure drop across the valve, then themajority of the damage and vibration can be attrib-uted to flashing. A drilled-hole trim or slotted trimshould be used in the flow up direction in thiscase.
Table 13-11. LNG Temperature ValveParameter Typical Value
Inlet Pressure 400 - 800 psig (28 - 55 bar)
Pressure Drop 300 - 770 psi (21 - 53 bar)
Inlet Temp. −230�F (−146�C)
Valve Type andPressure Class
NPS 6 - 12 EW-C and E-C,ASME CL600
Valve Material andTrim Material
316 SST with 316 SST / Alloy 6or 17-4 H1150
Shutoff Requirement 150 ml/min/NPS at 7 bar
Trim Type Cavitrol trim, drilled-hole if largequantities of N2 rejection or small dP

www.Fisher.com
Chapter 14
LNG Receiving Terminals
A Liquefied Natural Gas (LNG) receiving terminalis one link in the LNG chain between the gas fieldand the residential or industrial customer. The solepurpose of this unit is to receive LNG fromocean-going cargo vessels, store it, and convertits state from the liquid phase back to the gaseousphase for injection into the local natural gas grid.
An LNG terminal consists of a deepwater port thatis used to berth and unload LNG tanks. The ter-minal has holding tanks designed to keep the LNGat −256°F (124°C). These non-pressurized tanksuse an insulated concrete and steel structure tokeep the LNG at the desired temperature. A va-porization system is used to return the LNG to agaseous state prior to distribution in a natural gaspipeline system.
The terminal is designed to deliver a specified gasrate into the distribution pipeline and to maintain areserve capacity of LNG. The amount of reservedepends upon expected shipping delays, seasonalvariations in supply, demand, and strategic re-serve requirements.
Depending upon the regasification capacity of theterminal, the number of control valves will varybetween 75 for an average size unit (1 BCFD) and150 for larger units (two BCFD). The number ofvalves can be directly correlated to the number ofstorage tanks and the vaporization technology em-ployed. As the storage and send out rates in-crease, additional tanks and vaporizers are re-quired.
The majority of the valves utilized will be cryogenicconstructions. Nearly half of the control valves util-ized will be medium to large sized butterfly valves.The other half will consist of small to mediumsized globe valves.
LNG Receiving ProcessFigure 14-1 shows the general process flow dia-gram of an LNG receiving terminal.
Figure 14-1. LNG Receiving Terminal Process Flow Diagram
E1536
VAPORIZER RECONDENSEREXPORT
GAS
LNG FROMSHIP
BOIL−OFF SYSTEM
LNG STORAGETANK
TANK UNLOADING
LNG SHIPUNLOADING

14−2
LNG Ship UnloadingFollowing the berthing of the LNG vessel and cooldown of the unloading arms, LNG is transferred tothe onshore LNG tanks by the ship’s pumps. Itmay take up to fourteen hours to unload the ves-sel. From the vessel, LNG flows through the un-loading arms and unloading lines into the storagetank(s). The loading lines are typically parallel piperuns, but may be a single line run in specific situ-ations.
During ship unloading, some of the vapor boiloffgenerated in the storage tank is returned to thevessel’s tanks via a vapor return line in order tomaintain positive pressure in the vessel’s tanks.Because of the potential for a low pressure differ-ential between the storage tank(s) and the ves-sel’s tanks, vapor return blowers may be neces-sary. LNG terminals usually have three unloadingarms and one vapor return arm.
LNG StorageUsually two above ground tanks are installed forreceiving and storing LNG, although some termin-als have been designed using only one tank. Toreduce cost, designers try to minimize the numberof tanks and maximize the amount of storage pertank.
Several low-head pumps are normally installed ineach LNG storage tank. These pumps are fullysubmerged in LNG and are located within pumpwells or columns. The pump wells also serve asthe discharge piping from the pumps and are con-nected to the tank-top piping.
These pumps usually have a discharge pressureof approximately 165 psig. There are usually twopumps per tank in an effort to minimize cost byselecting fewer, larger pumps. Each pump willhave a recirculation valve to prevent the pumpfrom low flow damage. It is also common to havea discharge pressure control valve from eachpump feeding into a header. These may not bepresent if variable speed drives are used, but mostLNG terminals utilize constant speed pumps withcontrol valves to minimize costs.
Boil-off System and RecondenserDuring normal operation, boil-off vapor is pro-duced in the storage tanks and in LNG lines byheat transfer from the surroundings. This vapor iscollected in a header that ties into a compressorsuction drum. Vapor can also be routed to the
boil-off gas blowers, if present, for return to theship. Boil-off vapors are compressed and liquefiedin a recondenser. This process helps to avoid flar-ing for most operating conditions, and alsoprovides fuel gas to the vaporizers if neeeded.The recondenser houses a packed bed that cre-ates a large surface area for vapor-liquid contact.LNG is also pumped to the recondenser from thestorage tanks before it is pumped to the vapor-izers.
LNG VaporizersSend-out gas from the facility is usually injectedinto a high pressure gas distribution system atpressures ranging from 1200 to 1700 psig. Toachieve this pressure, multi-staged send-outpumps are required from the recondenser to thevaporizers. There will be from two to four highpressure send-out pumps per tank. This is de-pendent upon the design of the plant, but regard-less of the design, there will be a bank of pumps,several acting in standby mode.
LNG terminals have multiple operating vaporizerswith several spare units. There are several com-mon vaporizers utilized including:
� Submerged Combustion Vaporizers (SCV)
� Open Rack Vaporizers (ORV)
� Shell and Tube Vaporizers
The selection of vaporizer depends heavily on ini-tial capital cost, operating cost, and environmentalimpacts.
Submerged Combustion VaporizersSubmerged combustion vaporizers (SCV) use atube bundle submerged in a water bath to vapor-ize the LNG. The water temperature is maintainedby burning natural gas. Combustion products arebubbled through a distribution tube into the waterbath, creating a two-phase frothing action. Heat istransferred from the water bath to the LNG fluidflowing inside the tube bundle. Combustionproducts, after disengaging from the gas and wa-ter mixture, are discharged to the atmospherethrough a short stack.
Open Rack VaporizersIn this method, seawater is used as the heatsource to vaporize the LNG. The seawater flowsover a series of panel coils to vaporize the LNGflowing countercurrent with the panels. These pan-

14−3
Figure 14-2. LNG Ship Unloading and Vapor Return Lines
E1537
1
31LNG
STORAGETANK
LNGFROMSHIP
VAPORRETURN TO
SHIP
els are made up of multiple LNG tubes with integ-ral fins. Seawater lift pumps raise the seawater tothe top of the ORV to flow down the outside of thepanels as a falling film. LNG flowing upwardthrough the tubes is vaporized and warmed to ap-proximately 40°F (4°C).
Seawater flows through intake screens to removedebris and marine life prior to being pumped to theORV. Intake screens are designed and operatedwith inlet velocities set to minimize impingementand entrain marine organisms. The treatedseawater is pumped to distribution troughs locatedon top of the ORV panels. The seawater flowsdownward next to the vertical panels and iscollected in a concrete basin beneath the ORV.The cooled seawater is gravity fed into a trenchand routed to the seawater outfall.
This type of vaporizer will not be covered in thevalve application section. The main valves associ-ated with this process are seawater intake controlvalves and bypass valves around each of the mainseawater pumps. Both of these application needsare met by using large butterfly valves, mainlyNPS 24 to 36 sizes.
Shell and Tube Vaporizers
Shell and Tube vaporizers are specially designedheat exchanges that utilize a variety of heatingmediums as a heat source for vaporization. Theheating mediums may be seawater, freshwater ora glycol and water mixture. A fired heater can beused to heat the circulating heating medium loop.This consumes 1.5% to 2.0% of the send out gasand results in high operating costs.
After vaporization, the natural gas is ready for dis-tribution to the pipeline network. Some of the nat-ural gas at this point is taken off for high pressurefuel gas, which is common for facilities that utilizesome type of combustion-based vaporization or if
there are onsite utilities such as boilers or com-bustion turbines.
LNG Receiving ApplicationReview
LNG Ship UnloadingFigure 14-2 shows the typical valves associatedwith the unloading system.
1. LNG Unloading Control: This valve controlsthe discharge flow from the LNG tanker into thestorage tanks. There are generally three of thesevalves per LNG terminal, but there may be moredepending upon the number of storage tanks. Thisapplication is typically handled by a butterfly valvewith cryogenic capabilities.
Table 14-1. LNG Unloading Control ValveParameter Typical Value
Inlet Pressure 4 - 70 psig (1 - 5 bar)
Outlet Pressure 3 - 69 psig (1 - 5 bar)
Flow Rate 3,000,000 - 7,500,000 lb/h(1,360,000 - 3,500,000 kg/h)
Inlet Temp. −260 - −250�F (−162 - −157�C)
Valve Type andPressure Class
NPS 20 - 30 A11-C, ASME CL150
Valve Material andTrim Material
316 SST with 316 SST
Shutoff Requirement ANSI Class V or VI
Trim Type Equal Percentage
2. Vapor Return Line Control: In order to helpfacilitate unloading of the tanker during off-loading,boil-off vapors generated in the storage tanks dur-ing filling can be routed to the tanker to maintainthe appropriate pressure differential between thetanker and the storage tanks. The inlet pressurewill depend on whether there is an upstream vaporblower (common when the distance between the

14−4
Figure 14-3. A31A Cryogenic ValveW7449
E1538
3
21LNG
STORAGETANK
21LNG
STORAGETANK
RECONDENSER
Figure 14-4. LNG Storage Send-Out System
tanks and the tanker is extensive), but it will notcause a change in the pressure class.
Table 14-2. Vapor Return Line ValveParameter Typical Value
Inlet Pressure 2 - 6 psig (0.14 - 0.4 bar)
Outlet Pressure 1 - 4 psig (0.07 - 0.3 bar)
Flow Rate 40,000 - 60,000 lb/h(18,000 - 30,000 kg/h)
Inlet Temp. −180 - −250�F (−118 - −157�C)
Valve Type andPressure Class
NPS 12 - 18 A31A-C, ASME CL150
Valve Material andTrim Material
316 SST with 316 SST
Shutoff Requirement ANSI Class V or VI
Trim Type Equal Percentage
3. Tank Fill Control: To minimize large temper-ature differences in the tank during filling opera-tions, the tank is filled from the top and bottom.This valve controls the flow of LNG from thetanker into the lower portion of the storage tank.This is typically a small, cryogenic globe valve.
Table 14-3. Tank Fill Control ValveParameter Typical Value
Inlet Pressure 4 - 6 psig (0.3 - 0.4 bar)
Outlet Pressure 2 - 4 psig (0.14 - 0.3 bar)
Flow Rate 50,000 - 80,000 lb/h(20,000 - 40,000 kg/h)
Inlet Temp. −260 - −250�F (−162 - −157�C)
Valve Type andPressure Class
NPS 3 ET-C, ASME CL150
Valve Material andTrim Material
316 SST with 316 SST
Shutoff Requirement ANSI Class IV
Trim Type Equal Percentage
LNG StorageFigure 14-4 shows the valves commonly associ-ated with LNG storage and the low pressurepumping system.
1. First Stage LNG Pump Recirculation: Thisvalve is responsible for recirculating a smallamount of flow to the pump intake to prevent thepump from overheating and potentially cavitating.As previously noted, there are typically two pumpsper tank with a recycle valve around each pump.

14−5
Figure 14-5. Design ET-C
W6397-1
This valve will experience a high pressure dropratio with low overall pressure drop. Anti-cavitationtrim is generally not required in these applications.
Table 14-4. First Stage LNG Pump Recirculation ValveParameter Typical Value
Inlet Pressure 60 - 150 psig (4 - 10 bar)
Outlet Pressure 10 - 50 psig (1 - 3 bar)
Flow Rate 300,000 - 750,000 lb/h(135,000 - 340,000 kg/h)
Inlet Temp. −260 - −250�F (−162 - −157�C)
Valve Type andPressure Class
NPS 4 - 6 ET-C, ASME CL150
Valve Material andTrim Material
316 SST with 316 SST
Shutoff Requirement ANSI Class V
Trim Type Linear
2. First Stage LNG Pump Discharge PressureControl: This valve is used to control dischargeflow into the main LNG header destined for therecondenser. There is one valve associated witheach in-tank pump. Given that there are typicallytwo pumps per storage tank, there will be two dis-charge pressure control valves per storage tank. Abutterfly valve is generally used in this application.
Table 14-5. First Stage LNG PumpDischarge Pressure Control Valve
Parameter Typical Value
Inlet Pressure 60 - 150 psig (4 - 10 bar)
Outlet Pressure 58 - 140 psig (4 - 10 bar)
Flow Rate 300,000 - 750,000 lb/h(135,000 - 340,000 kg/h)
Inlet Temp. −260 - −250�F (−162 - −157�C)
Valve Type andPressure Class
NPS 8 - 10 A31A-C, ASME CL150
Valve Material andTrim Material
316 SST with 316 SST
Shutoff Requirement ANSI Class IV
Trim Type Equal Percentage
3. Recondenser Inlet Control: This valve isused to control the flow of LNG into the recon-denser, which cools the boil- off gas. This valvemay operate at varying positions depending uponthe required outlet capacity of the facility.
Table 14-6. Recondenser Inlet Control ValveParameter Typical Value
Inlet Pressure 60 - 150 psig (4 - 10 bar)
Outlet Pressure 58 - 149 psig (4 - 10 bar)
Flow Rate 750,000 - 2,000,000 lb/h(340,000 - 910,000 kg/h)
Inlet Temp. −260 - −250�F (−162 - −157�C)
Valve Type andPressure Class
NPS 16 - 20 A31A-C, ASME CL150
Valve Material andTrim Material
316 SST with 316 SST
Shutoff Requirement ANSI Class IV
Trim Type Equal Percentage
Vapor HandlingFigure 14-6 shows the layout of the vapor handlingand boil-off gas system assuming a pipeline com-pressor is being used.
1. Boil-off Gas Compressor Anti-surge: De-pending upon the design of the system, this maybe a one- or two- valve solution. The one valvesystem combines both antisurge and recycle valvefunctions into one valve. The two valve systemutilizes an antisurge valve in combination with ahigh capacity recycle valve.
They must be of cryogenic constructions due tothe temperature of the boil-off gas. Potential forhigh pressure drop will require the use of lownoise trim. A globe valve with Whisper Trim I orWhisper Trim III is the most common solution forthis application.
If a two valve system is utilized, there will be asmaller anti-surge valve with Whisper trim installed

14−6
E1539
1 2
3LNGSTORAGE
TANK
LNGSTORAGE
TANK
LP FUEL GAS(TO VAPORIZER)
TO PIPELINE
RECONDENSER
Figure 14-6. Boil Off Gas and Pipeline Compression System
in combination with another valve with little to nonoise attenuation capabilities.
Table 14-7. Boil-off Gas Compressor Anti-surge ValveParameter Typical Value
Inlet Pressure 60 - 150 psig (4 - 10 bar)
Outlet Pressure 10 - 40 psig (1 - 3 bar)
Flow Rate 20,000 - 40,000 lb/h(9,000 - 20,000 kg/h)
Inlet Temp. −150 - −95�F (−101 - −71�C)
Valve Type andPressure Class
NPS 4 - 6 ET-C, ASME CL150
Valve Material andTrim Material
316 SST with 316 SST
Shutoff Requirement ANSI Class IV or V
Trim Type Whisper III Trim A1 / A3
2. Low Pressure Fuel Gas Control: Dependingupon the type of vaporizer and the need for lowpressure fuel gas, there may be a pressure controlvalve used to maintain low pressure fuel gasheader pressure. Valve selection will depend dir-ectly upon the type and number of vaporizers, aswell as any onsite utilities. A globe valve is usedfor this application.
Table 14-8. Low Pressure Fuel Gas Control ValveParameter Typical Value
Inlet Pressure 60 - 150 psig (4 - 10 bar)
Outlet Pressure 50 - 140 psig (3 - 10 bar)
Flow Rate 20,000 - 80,000 lb/h(9,000 - 40,000 kg/h)
Inlet Temp. −150 - −95�F (−101 - −71�C)
Valve Type andPressure Class
NPS 2 - 6 ET-C, ASME CL150
Valve Material andTrim Material
316 SST with 316 SST
Shutoff Requirement ANSI Class IV
Trim Type Linear
3. Pipeline Compressor Anti-surge: A pipelinecompressor may or may not be present in the sys-tem. They are present when there is not enoughLNG to absorb the boil-off gases generated in thetanks. This compressor compresses the boil-offgas to pipeline pressures for transmission pur-poses. The anti-surge valve will see higher pres-sures than in the boil-off gas compressors, but willstill be satisfied by a globe valve with WhisperTrim.

14−7
Figure 14-7. High Pressure Pump System
E1132
RECONDENSER VAPORIZER
1
2
1
Table 14-9. Pipeline Compressor Anti-surge ValveParameter Typical Value
Inlet Pressure 1300 - 1700 psig (90 - 117 bar)
Outlet Pressure 50 - 140 psig (3 - 10 bar)
Flow Rate 20,000 - 80,000 lb/h(9,000 - 40,000 kg/h)
Inlet Temp. −95 - −50�F (−71 - −46�C)
Valve Type andPressure Class
NPS 2 - 6 ET-C / HPT-C,ASME CL600 / 900
Valve Material andTrim Material
316 SST with 316 SST
Shutoff Requirement ANSI Class IV or V
Trim Type Whisper III Trim
Second Stage LNG Send-Out Pumps
Figure 14-7 shows the layout of the high pressurepump system.
1. Send-out Pump Recirculation: This valverecirculates a minimum flow around the pump toprotect the pump from overheating and potentiallycavitating. It will experience relatively high pres-sure drops requiring the use of anti-cavitation trimto protect the valve from damage. A globe valvewith Cavitrol III trim is the commonly used solutionin this application.
Figure 14-8. High Pressure Pump System
E1133
FUELGAS
EXHAUSTGAS
1
2
2
GAS
LNG
Table 14-10. Send-out Pump Recirculation ValveParameter Typical Value
Inlet Pressure 1500 - 1900 psig (103 - 131 bar)
Outlet Pressure 10 - 60 psig (1 - 4 bar)
Flow Rate 30,000 - 400,000 lb/h(13,000 - 185,000 kg/h)
Inlet Temp. −240 - −225�F (−151 - −143�C)
Valve Type andPressure Class
NPS 2 - 6 HPT-C,ASME CL900 / 1500
Valve Material andTrim Material
316 SST with 316 SST
Shutoff Requirement ANSI Class V
Trim Type Cavitrol III trim 2-stage
2. Vaporizer Inlet Flow Control: This valve con-trols the flow of LNG into the separate vaporizers.The number of valves in a plant will depend dir-ectly upon the number of vaporizers being utilized.These are medium sized globe valves that takeminimal pressure drops.
Table 14-11. Vaporizer Inlet Flow Control ValveParameter Typical Value
Inlet Pressure 1500 - 1900 psig (103 - 131 bar)
Outlet Pressure 800 - 1500 psig (55 - 103 bar)
Flow Rate 300,000 - 575,000 lb/h(135,000 - 265,000 kg/h)
Inlet Temp. −240 - −225�F (−151 - −143�C)
Valve Type andPressure Class
NPS 4 - 6 HPT-C,ASME CL900 / 1500
Valve Material andTrim Material
316 SST with 316 SST
Shutoff Requirement ANSI Class IV
Trim Type Linear or Equal Percentage
LNG Vaporizers
Submerged Combustion VaporizerFigure 14-8 shows the typical valves associatewith an SCV.
1. High Pressure Fuel Gas Pressure Control:This valve may or may not be present in a facility.

14−8
It is found in plants where there is not a separatelow pressure fuel gas take-off line. A globe valvewill be utilized to control downstream pressure.Because of the high pressure drops, it is likely thatnoise attenuating trim will be required.
Table 14-12. High Pressure Fuel GasPressure Control Valve
Parameter Typical Value
Inlet Pressure 1300 - 1600 psig (90 - 110 bar)
Outlet Pressure 100 - 250 psig (7 - 17 bar)
Flow Rate 20,000 - 60,000 lb/h(9,000 - 30,000 kg/h)
Inlet Temp. 80 - 150�F (27 - 66�C)
Valve Type andPressure Class
NPS 2 - 4 HPT, ASME CL900 / 1500
Valve Material andTrim Material
WCC with Standard
Shutoff Requirement ANSI Class V
Trim Type Whisper III Trim
2. Fuel Gas Pressure Control: Fuel gas controlmay be split among two valves or combined intoone. This depends upon turndown of the SCV andrequired flow rates. The conditions noted belowassume the flow is split between two valves.
Table 14-13. Fuel Gas Pressure Control ValveParameter Typical Value
Inlet Pressure 100 - 250 psig (7 - 17 bar)
Outlet Pressure 50 - 190 psig (3 - 13 bar)
Flow Rate 4,000 - 30,000 lb/h(1,800 - 15,000 kg/h)
Inlet Temp. 80 - 150�F (27 - 66�C)
Valve Type andPressure Class
NPS 2 - 4 ET, ASME CL150 / 300
Valve Material andTrim Material
WCC with Standard
Shutoff Requirement ANSI Class V
Trim Type Equal Percentage
Shell and Tube Vaporizers
Figure 14-9 shows the typical valves used in ashell and tube vaporizer.
1. High Pressure Fuel Gas Pressure Control:This valve may or may not be present in a givenfacility. It is commonly found in plants where thereis not a separate low pressure fuel gas take-offline. This will be a globe valve controlling down-stream pressure. Because of the high pressuredrops, it is likely that noise attenuating trim will berequired.
Figure 14-9. Shell and Tube Vaporizerand Associated Valves
E1134
FUELGAS
VAPORIZER
HTF
GAS
1
2
23
LNG
Table 14-14. High Pressure Fuel GasPressure Control Valve
Parameter Typical Value
Inlet Pressure 1300 - 1600 psig (90 - 110 bar)
Outlet Pressure 100 - 250 psig (7 - 17 bar)
Flow Rate 20,000 - 60,000 lb/h(9,000 - 30,000 kg/h)
Inlet Temp. 80 - 150�F (27 - 66�C)
Valve Type andPressure Class
NPS 2 - 4 HPT, ASME CL900 / 1500
Valve Material andTrim Material
WCC with Standard
Shutoff Requirement ANSI Class V
Trim Type Whisper III Trim
2. Fuel Gas Pressure Control: The fuel gascontrol may be split among two valves or com-bined into one. The conditions noted below as-sume the flow is split between two valves.
Table 14-15. Fuel Gas Pressure Control ValveParameter Typical Value
Inlet Pressure 100 - 250 psig (7 - 17 bar)
Outlet Pressure 50 - 190 psig (3 - 13 bar)
Flow Rate 4,000 - 30,000 lb/h(1,800 - 15,000 kg/h)
Inlet Temp. 80 - 150�F (27 - 66�C)
Valve Type andPressure Class
NPS 2 - 4 ET, ASME CL150 / 300
Valve Material andTrim Material
WCC with Standard
Shutoff Requirement ANSI Class V
Trim Type Equal Percentage
3. Heat Transfer Fluid Inlet to Heater: Thisvalve is used to control the flow of the heat trans-fer fluid to the heater to warm the fluid prior to va-porization. This application is typically handled bya butterfly valve.

14−9
E1540
2
1
VAPORIZER
Figure 14-10. Plant Discharge Valves
Table 14-16. Heat Transfer Fluid Inlet to Heater ValveParameter Typical Value
Inlet Pressure 150 - 250 psig (10 - 17 bar)
Outlet Pressure 140 - 240 psig (10 - 17 bar)
Flow Rate 1,000,000 - 4,000,000 lb/h(450,000 - 1,815,000 kg/h)
Inlet Temp. 150 - 210�F (66 - 99�C)
Valve Type andPressure Class
NPS 16 - 18 A31A, ASME CL300
Valve Material andTrim Material
WCC with Standard
Shutoff Requirement ANSI Class IV
Trim Type Equal Percentage
Send-out SystemFigure 14-10 shows the valves found at the end ofthe terminal.
1. High Pressure Fuel Gas Pressure Control:This valve may or may not be present in a facilityor may be supplied as part of a combustion typevaporization system. In systems with low pressurefuel gas, the high pressure fuel gas system isused for onsite utilities or combustion turbines. Inthese situations, there may be two to four valves.
Table 14-17. High Pressure Fuel GasPressure Control Valve
Parameter Typical Value
Inlet Pressure 800 - 1600 psig (55 - 110 bar)
Outlet Pressure 350 - 500 psig (24 - 35 bar)
Flow Rate 20,000 - 80,000 lb/h(9,000 - 40,000 kg/h)
Inlet Temp. 80 - 150�F (27 - 66�C)
Valve Type andPressure Class
NPS 2 - 4 HPT, ASME CL900 / 1500
Valve Material andTrim Material
WCC with Standard
Shutoff Requirement ANSI Class V
Trim Type Whisper III Trim
2. System Outlet Control: Here, the final dis-charge pressure to the pipeline network is con-trolled. Depending upon the plant’s designers, thisvalve may be of a cryogenic design in the eventthe upstream vaporizers fail. In this case, thevalve could experience cryogenic conditions. Re-gardless of materials use for construction ordesign criteria, this will be a butterfly valve.
Table 14-18. System Outlet Control ValveParameter Typical Value
Inlet Pressure 1000 - 1600 psig (67 - 110 bar)
Outlet Pressure 900 - 1400 psig (62 - 97 bar)
Flow Rate 750,000 - 5,000,000 lb/h(340,000 - 2,300,000 kg/h)
Inlet Temp. 80 - 150�F (27 - 66�C)
Valve Type andPressure Class
NPS 20 - 30 A11 / A11-C,ASME CL900
Valve Material andTrim Material
WCC / 316 SST withStandard / 316 SST
Shutoff Requirement ANSI Class IV
Trim Type Equal Percentage