Embed Size (px)
Citation preview
CONTROL OF SULFUR DIOXIDE AND SULFUR TRIOXIDE USING MAGNESIUM-ENHANCED LIME
Joseph Potts and Erich LochCinergy Corporation
Lewis Benson, Robert Roden and Kevin SmithCarmeuse North America
Control of SO2 and SO3 Using Magnesium-enhanced Lime
Overview Of Talk
• Background on control of SO3 with Mg(OH)2 and Ca(OH)2
• Magnesium-enhanced lime FGD process with byproduct Mg(OH)2
• Results of 800 MW and 1300 MW demonstrations of SO3 control with byproduct Mg(OH)2
• Description of 1300 MW byproduct Mg(OH)2 and SO3 control system
• SO3 control costs – byproduct Mg(OH)2 vs. commercial Mg(OH)2
Control of SO2 and SO3 Using Magnesium-enhanced Lime
SO3 Emission from Coal-fired Plants
• From oxidation of SO2 in furnace and SCR Up to 3% oxidation, 70 ppmv SO3
• Can foul heat transfer surfaces• Can cause visible plume• TRI substance
Control of SO2 and SO3 Using Magnesium-enhanced Lime
Background on SO3 control with Mg(OH)2
• Furnace injection of magnesium hydroxide to control SO3
Reacts selectively with SO3 to form water-soluble MgSO4, but not with SO2
Decades of experience in oil-fired units Some use in coal-fired units Increases melting point of slag
Control of SO2 and SO3 Using Magnesium-enhanced Lime
Magnesium-Enhanced Lime FGD Process Description
• Wet FGD process (Thiosorbic® process)• Uses lime reagent with 3-6 wt.% MgO,
balance CaO
• Mg increases SO2 removal and allows low L/G 21 L/G (3 l/Nm3) for 91% removal with 4% sulfur
coal
• Low chemical scaling potential Liquid in absorber only 10% gypsum-saturated
• Lime is source of Mg for byproduct Mg(OH)2
Control of SO2 and SO3 Using Magnesium-enhanced Lime
800 MW and 1300 MW Demonstrations of Furnace Injection of Mg(OH)2
• DOE/NETL program by URS co-sponsored by EPRI, First Energy, AEP, TVA, and Carmeuse
• Objectives 90% SO3 removal Reduce plume opacity Study balance-of-plant effects on:
Slag accumulation SCR catalyst ESP Fly ash composition
Control of SO2 and SO3 Using Magnesium-enhanced Lime
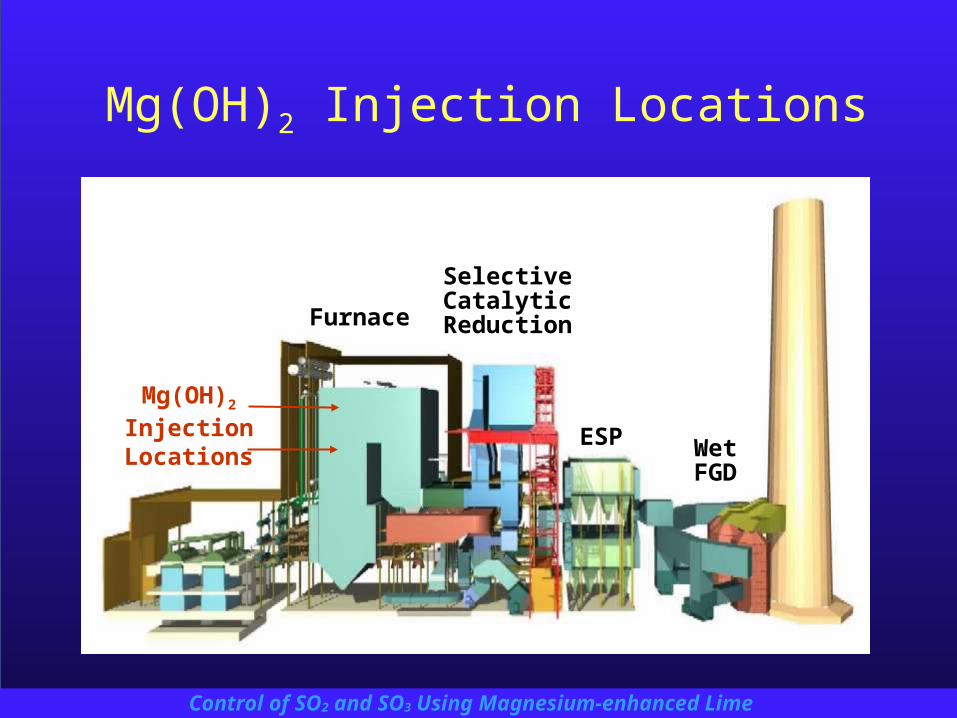
Mg(OH)2 Injection Locations
Mg(OH)2 Injection
Locations
Furnace
Selective Catalytic
Reduction
ESP WetFGD
Control of SO2 and SO3 Using Magnesium-enhanced Lime
800 MW and 1300 MW Demonstrations of Furnace Injection of Mg(OH)2
• 800 MW unit AH, ESP (100 SCA), magnesium-enhanced
lime wet FGD Baseline SO3 32-39 ppmv at ESP outlet
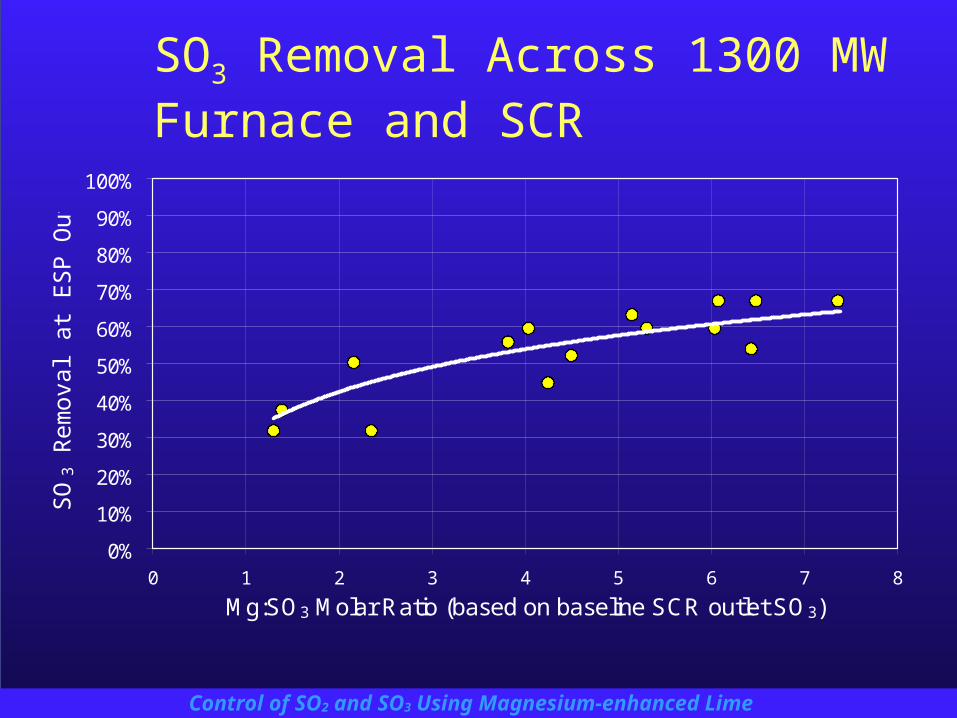
• 1300 MW unit SCR, AH, ESP (400 SCA), magnesium-
enhanced lime wet FGD Baseline SO3 37 ppmv at economizer
outlet, 65 ppmv at SCR outlet
Control of SO2 and SO3 Using Magnesium-enhanced Lime
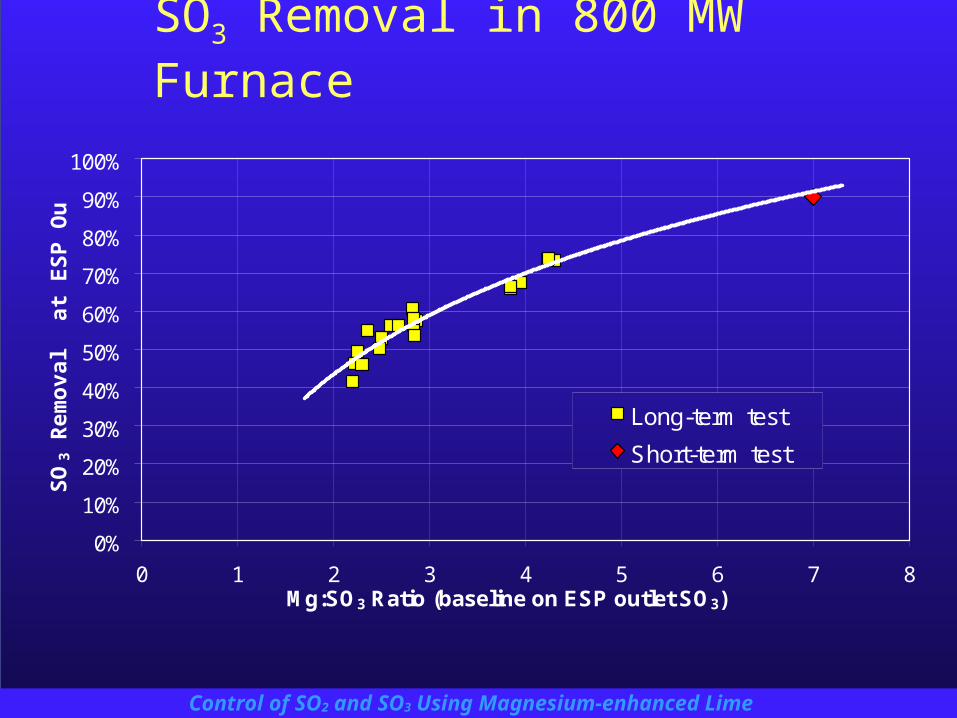
SO3 Removal in 800 MW Furnace
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
0 1 2 3 4 5 6 7 8Mg:SO3 Ratio (baseline on ESP outlet SO3)
SO
3 R
em
ov
al
at
ES
P O
utl
et
Long-term test
Short-term test
Control of SO2 and SO3 Using Magnesium-enhanced Lime
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
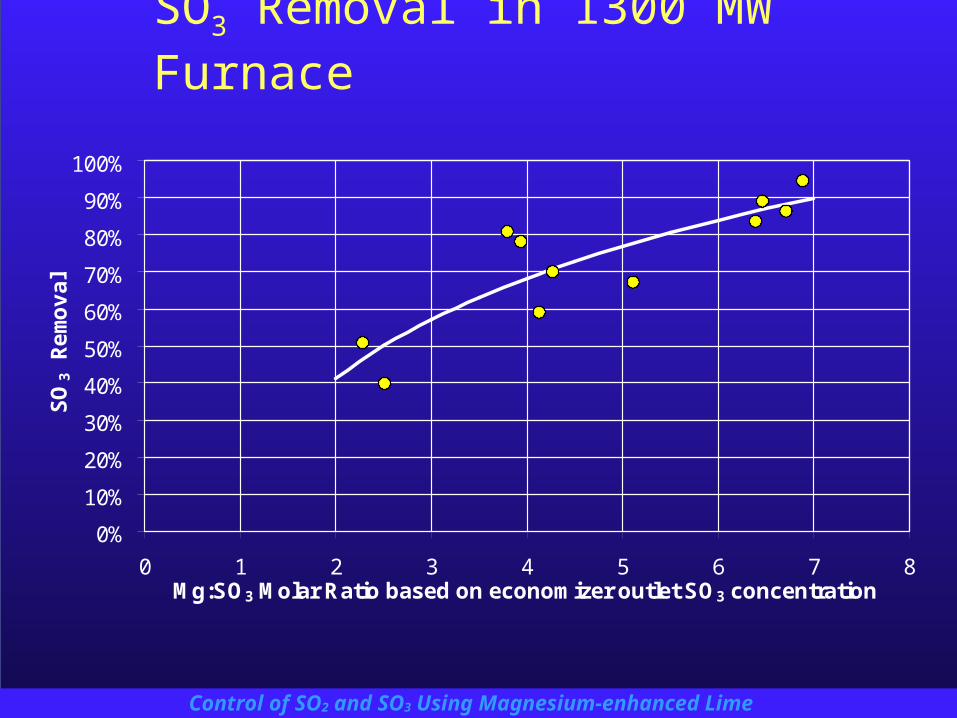
0 1 2 3 4 5 6 7 8Mg:SO3 Molar Ratio based on economizer outlet SO3 concentration
SO
3 R
emo
val
SO3 Removal in 1300 MW Furnace
Control of SO2 and SO3 Using Magnesium-enhanced Lime
SO3 Removal Across 1300 MW Furnace and SCR
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
0 1 2 3 4 5 6 7 8
Mg:SO3 Molar Ratio (based on baseline SCR outlet SO3)
SO
3 R
emov
al a
t E
SP
Out
let
Control of SO2 and SO3 Using Magnesium-enhanced Lime
800 MW and 1300 MW Demonstrations of Furnace Injection of Mg(OH)2
• No adverse impact on SCR catalyst or slagging
• ESP impact 800 MW – adverse when SO3 reduced to 3-
4 ppmv 1300 MW - no adverse impact
Opacity monitor readings reduced from 16-20% to 10-15%
• Byproduct and commercial Mg(OH)2 gave similar results
Control of SO2 and SO3 Using Magnesium-enhanced Lime
800 MW and 1300 MW Demonstrations of Furnace Injection of Mg(OH)2
• Visible opacity significantly reduced• Flyash composition within spec for
sulfate
Control of SO2 and SO3 Using Magnesium-enhanced Lime
Hydrated Lime [Ca(OH)2] Injection for SO3 Control
• 12 micron avg. particle size, 16 m2/gram• Demonstrated at 1300 MW for control of
SO3 following SCR Injected after air heater
• Demonstrated at 1300 MW (Zimmer station) with post-SCR SO3 concentrations Injected after ESP Captured in FGD absorber and completely
utilized

Control of SO2 and SO3 Using Magnesium-enhanced Lime
Control of SO2 and SO3 Using Magnesium-enhanced Lime
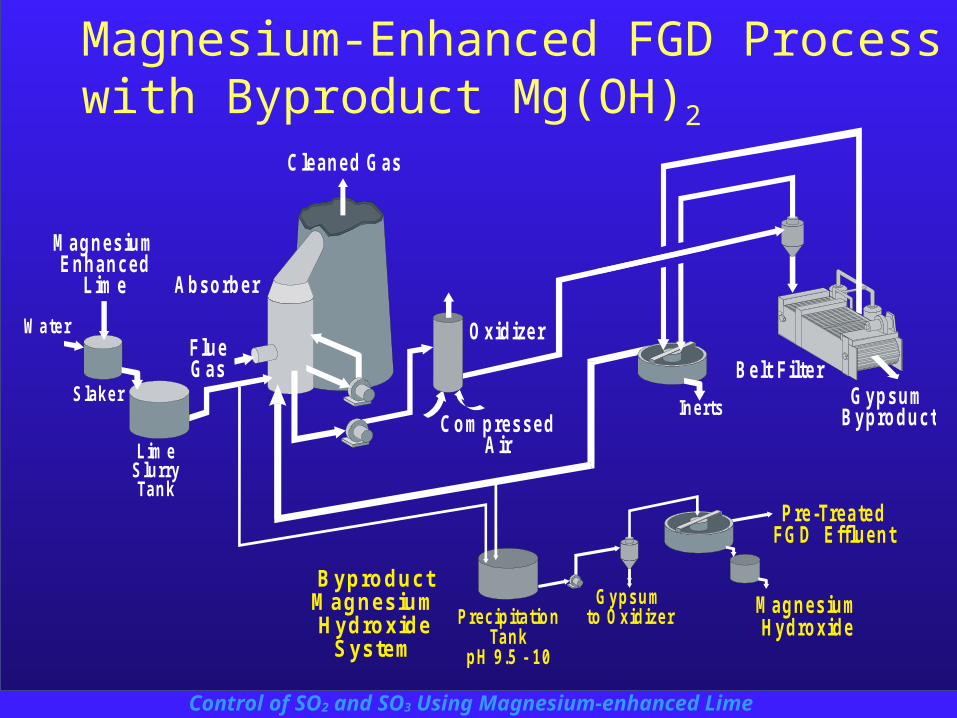
MagnesiumHydroxide
Gypsumto Oxidizer
Pre-TreatedFGD Effluent
GypsumByproduct
PrecipitationTank
pH 9.5 - 10
InertsCompressed
Air
FlueGas
Absorber
Belt Filter
LimeSlurryTank
Slaker
Water
Cleaned Gas
MagnesiumEnhanced
Lime
Oxidizer
ByproductMagnesiumHydroxide
System
Magnesium-Enhanced FGD Processwith Byproduct Mg(OH)2
Control of SO2 and SO3 Using Magnesium-enhanced Lime
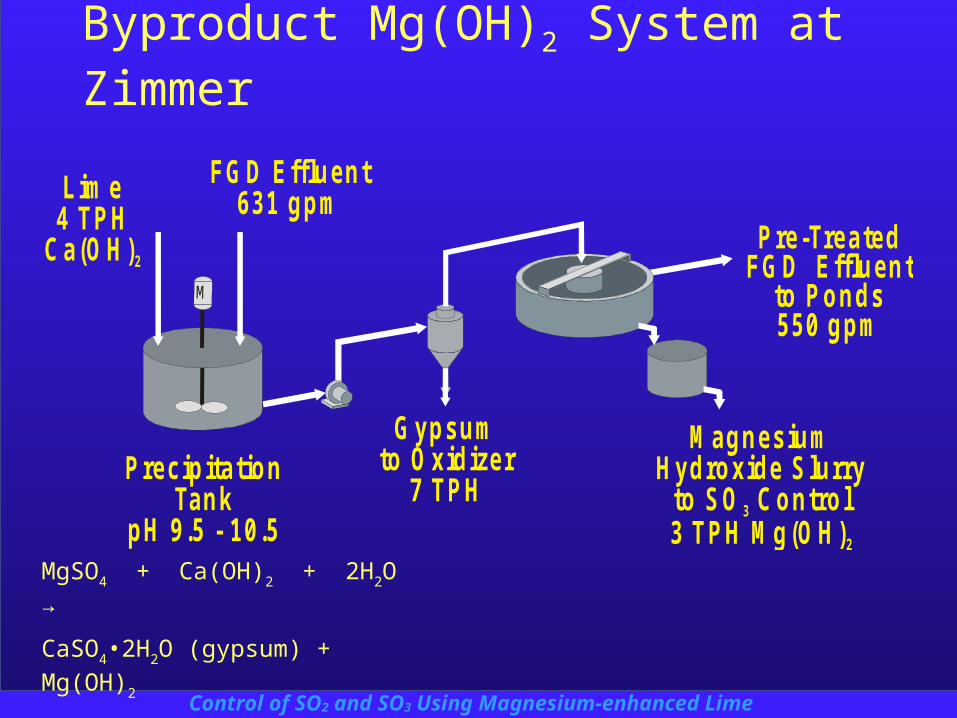
Byproduct Mg(OH)2 System at Zimmer
MgSO4 + Ca(OH)2 + 2H2O →
CaSO4•2H2O (gypsum) + Mg(OH)2
MagnesiumHydroxide Slurry
to SO Control3 TPH Mg(OH)
3
2
Gypsumto Oxidizer
7 TPH
Pre-TreatedFGD Effluent
to Ponds550 gpm
PrecipitationTank
pH 9.5 - 10.5
FGD Effluent631 gpmLime
4 TPHCa(OH)2
M
Control of SO2 and SO3 Using Magnesium-enhanced Lime
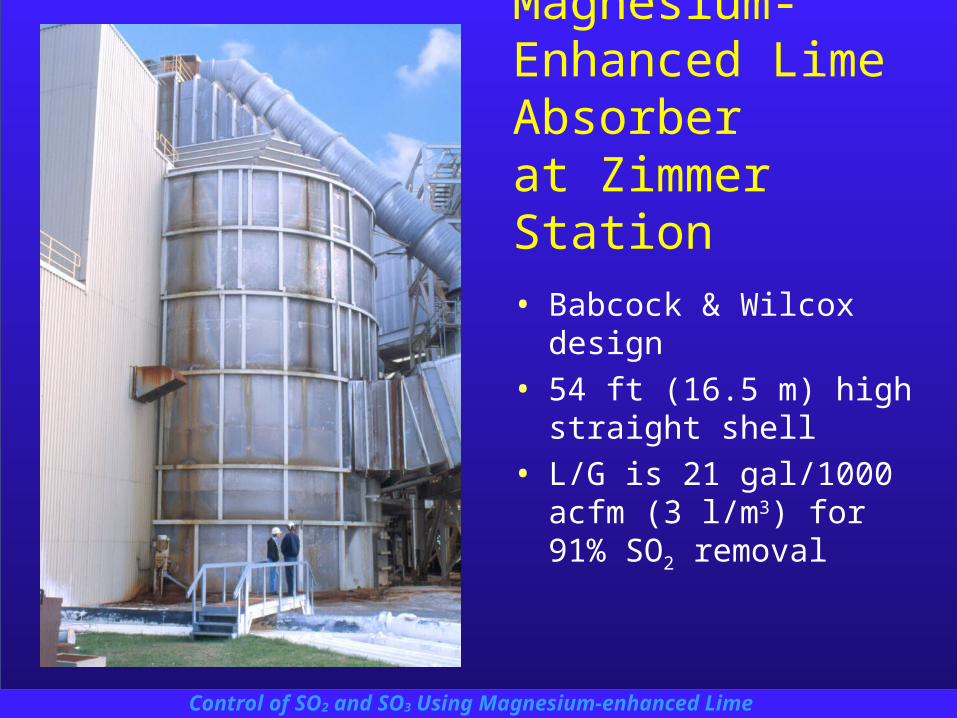
• Babcock & Wilcox design
• 54 ft (16.5 m) high straight shell
• L/G is 21 gal/1000 acfm (3 l/m3) for 91% SO2 removal
Magnesium-Enhanced Lime Absorberat Zimmer Station
Control of SO2 and SO3 Using Magnesium-enhanced Lime
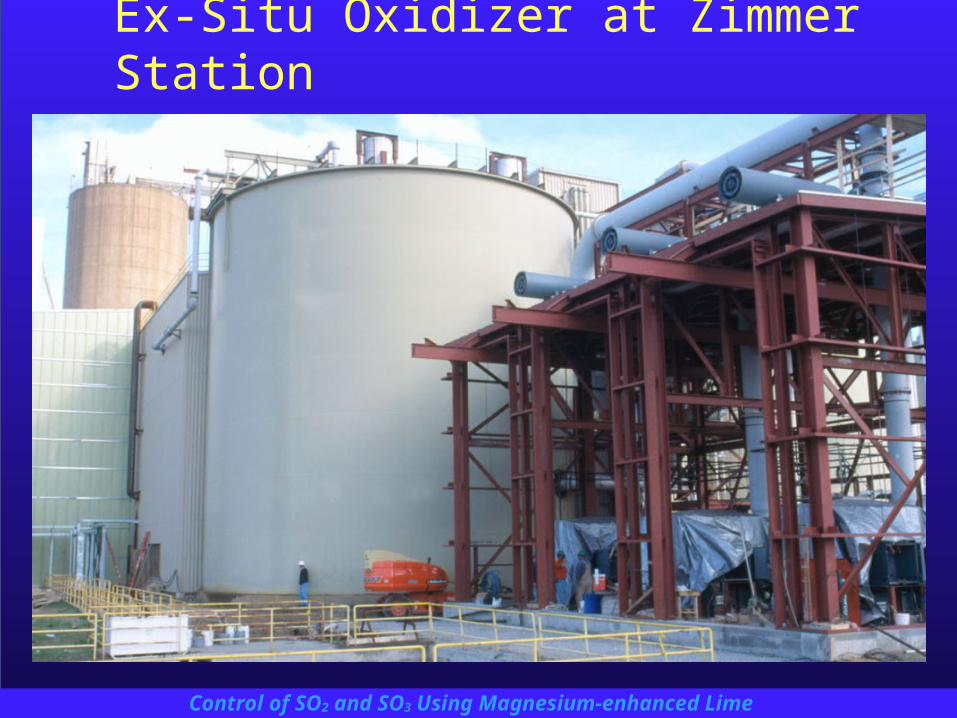
Ex-Situ Oxidizer at Zimmer Station
Control of SO2 and SO3 Using Magnesium-enhanced Lime
Byproduct Mg(OH)2 from Magnesium-Enhanced Lime Wet FGD Process
• Byproduct process developed by Carmeuse
• Piloted in 1995 at Cinergy’s Zimmer station with support of EPRI, Ohio Coal Development Office and Cinergy
• Two plants currently producing byproduct Mg(OH)2
• Pre-treats FGD wastewater Reduces dissolved solids by 80%, metals
Control of SO2 and SO3 Using Magnesium-enhanced Lime
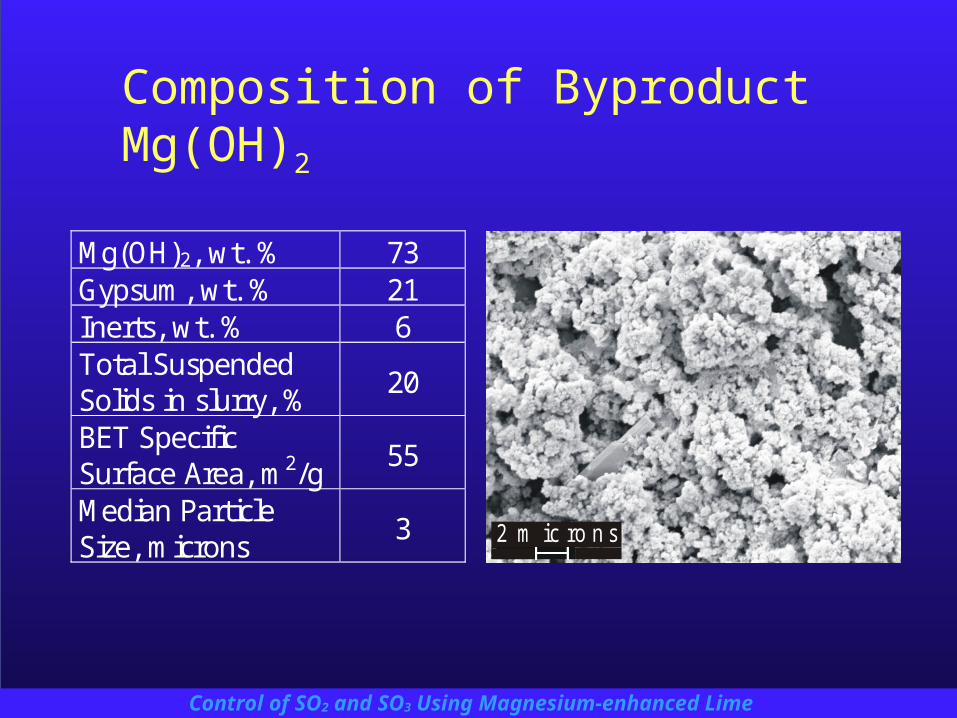
Composition of Byproduct Mg(OH)2
Mg(OH)2, wt. % 73 Gypsum, wt. % 21 Inerts, wt. % 6 Total Suspended Solids in slurry, %
20
BET Specific Surface Area, m2/g
55
Median Particle Size, microns
3
2 m ic ro n s
Control of SO2 and SO3 Using Magnesium-enhanced Lime
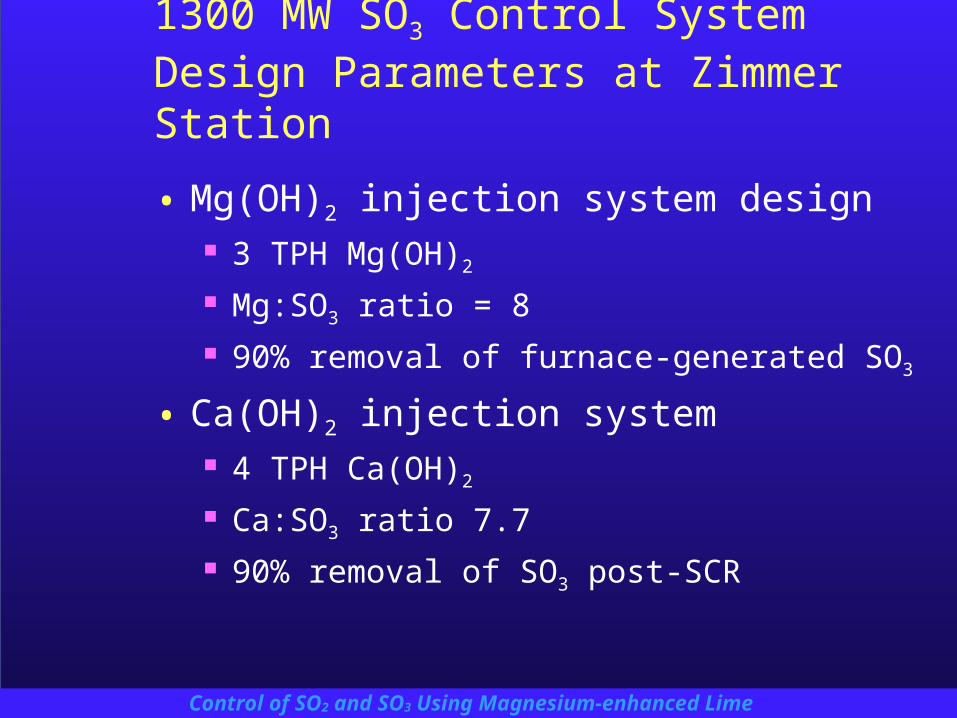
1300 MW SO3 Control System Design Parameters at Zimmer Station
• Mg(OH)2 injection system design 3 TPH Mg(OH)2
Mg:SO3 ratio = 8
90% removal of furnace-generated SO3
• Ca(OH)2 injection system 4 TPH Ca(OH)2
Ca:SO3 ratio 7.7
90% removal of SO3 post-SCR
Control of SO2 and SO3 Using Magnesium-enhanced Lime
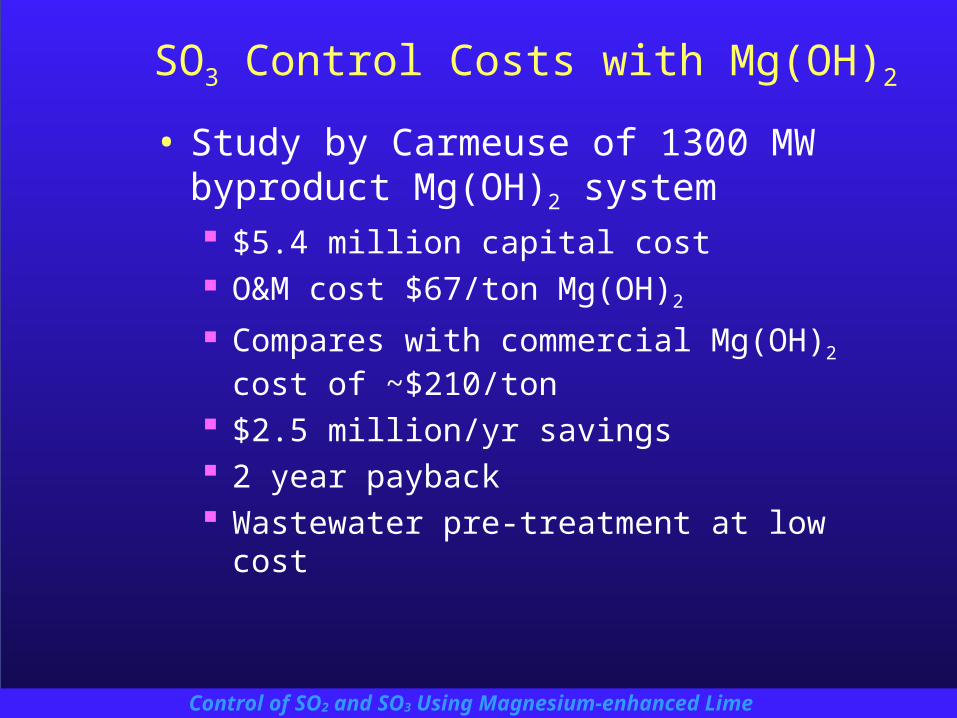
SO3 Control Costs with Mg(OH)2
• Study by Carmeuse of 1300 MW byproduct Mg(OH)2 system $5.4 million capital cost O&M cost $67/ton Mg(OH)2
Compares with commercial Mg(OH)2 cost of ~$210/ton
$2.5 million/yr savings 2 year payback Wastewater pre-treatment at low cost
Control of SO2 and SO3 Using Magnesium-enhanced Lime
Conclusions
• Injection of byproduct Mg(OH)2 demonstrated at 800 and 1300 MW for 90% capture of furnace-generated SO3
• Byproduct Mg(OH)2 system being installed in 1300 MW plant, start-up 1st quarter 2004
• Byproduct process pre-treats FGD wastewater
• Byproduct Mg(OH)2 cost compares favorably with cost of commercial Mg(OH)2
• Hydrated lime controls SO3 formed during SCR