Embed Size (px)
Citation preview

This document and its annexes are exclusively intellectual property of the company
PROGroup Engineering ®
Any use (copying, transcriptions, or sale) may be carried out only with the consent of the owner.
TECHNICAL CONFERENCE2016
CZECH REPUBLIC
Contribution to the issue of the influence of welding conditions of creep-resisting steels
used for technological equipment in the energy sector
PROGroup Engineering®

© PROGROUP ENGINEERING
Contribution to the issue of the influence of welding conditions of creep-resisting steels used for technological equipment in the energy sector
Josef Nejedlý 1)
Abstract
The aim of the contribution is to determine the appropriate conditions of similar
and dissimilar weld joints of creep-resisting steels T/P91 and T/P92. This experiment
examines the properties of the material from the perspective of welding technology,
heat treatment, production and assembly. Weld joints were created using
the following welding methods: gas-tungsten arc welding (GTAW) as well as gas-
metal arc welding (GMAW). Filler metals were used from the manufacturers Oerlikon
and BÖHLER. The Experiment aims to find the optimal result of the structure
and mechanical properties using five variants of heat treatment of weld joints,
which as well were examined with the help of non-destructive and destructive tests.
Furthermore, the results of the tests were compared depending on the method
of welding, the filler metals, the kind of weld joints and the type of heat treatment.
Key Words
Creep-resisting steels, gas-tungsten arc welding, gas-metal arc welding,
similar/dissimilar weld joints, heat treatment, non destructive test, destructive test
1. Introduction The industry plays a very important role in the economics and remains
one of the critical sources of gross domestic product. The growth in our country
is achieved primarily by releasing the European Union market and the influx
of foreign investment capital.
Engineering and technology businesses are investing their resources into new
progressive technologies, which guarantee the quality and functionality
of the product, which must meet European requirements for mechanical resistance
and stability, fire safety, hygiene, health and environmental protection, safety in use,
protection against noise, energy saving and heat protection, sustainability
of resources according to the CPR EU 305/2011.
The key areas of the industry development are innovative technologies as well
as related issues of sustainable production and consumption or, of course, a cleaner
production. The future development of the industry is closely linked to the global
approach to the management of non-renewable and energy sources based
on the principles of sustainable progress. Increase of energy efficiency,
i.e. installation of the equipment with higher efficiency, the introduction of best
available technologies with the maximum limitation of all wastage, is without a doubt
the most important way to reduce energy demand, emissions of substances,
which are harmful for the environment, growth of dependency on imported energy

© PROGROUP ENGINEERING
as well as increase of the competitiveness of the energy sector and the entire
economics.
Based on the mentioned issues the new creep-resisting materials are being
developed, which allow to work with the new high parameters of steam on the super-
critical and ultra super-critical levels, i.e. working pressure above 260 bar
and temperature up to 600 °C are defined as super-critical steam parameters,
whilst the working pressure above 300 bar and the temperature above 600 °C
are defined as ultra super-critical steam parameters. Therefore these parametrically
designed technological units are called ultra super-critical blocks of power plants
and thus creep-resisting materials play an important role in the designing of these
energy devices.
The aim of this contribution is to establish the appropriate conditions of similar
and dissimilar weld joints of steels T/P91 and T/P92 used for power equipment.
Evaluation of the results of the experimental part is carried out by comparing
the method of welding, the filler metals, the kind of weld joints, the type of heat
treatment and the conditions of the manufacturing plant and the assembly site where
weld joints are made.
2. Background, [1], [2], [3], [4], [5]
Creep-resisting steels are used as structural materials for technological equipment
in buildings, which are operated in high temperature conditions. They are
characterized by high strength, toughness and resistance against creep
and oxidation. The steel must have the ability to transmit long-term external stress
and comply with the value of the ultimate strength in creep for 105 to 2×105 hours.
Research and development of modified (9-12) % Cr steels were initiated
in the 1980s within the European development programmes, such as COST
(Co-operation in the field of Science and Technology). The main objective
is the development of steels for working conditions (620–650)°C. Various kinds
of organizations around the world are involved in the research of modified steels.
However, the main research activities of these materials are centralized in Japan
and the USA and are focused on the materials used for the technological equipment
in the power sector in power plants of a new generation with critical parameters
of steam.

© PROGROUP ENGINEERING
Research and development of the creep-resisting materials were focused on the fulfilment of the essential requirements, [2] • RmT/10
5 h /600°C ≥ 100 MPa;
• Rp0,2min.= 600 MPa, the application of the creep-resisting steels used for rotors;
• Rp0,2min.= 450 MPa, the application of the creep-resisting steels used for castings;
• Toughness;
• Resistance against brittleness during long-term exposure at working
temperatures;
• Hot workability;
• Foundry properties;
• Weldability;
• Hardenability;
• Resistance against oxidation in steam environment;
• Thermal conductivity;
• Low coefficient of thermal expansion.
Figure 1. A sample of the realization of the technological equipment in the energy sector
© PROGROUP ENGINEERING
PROGROUP ENGINEERING
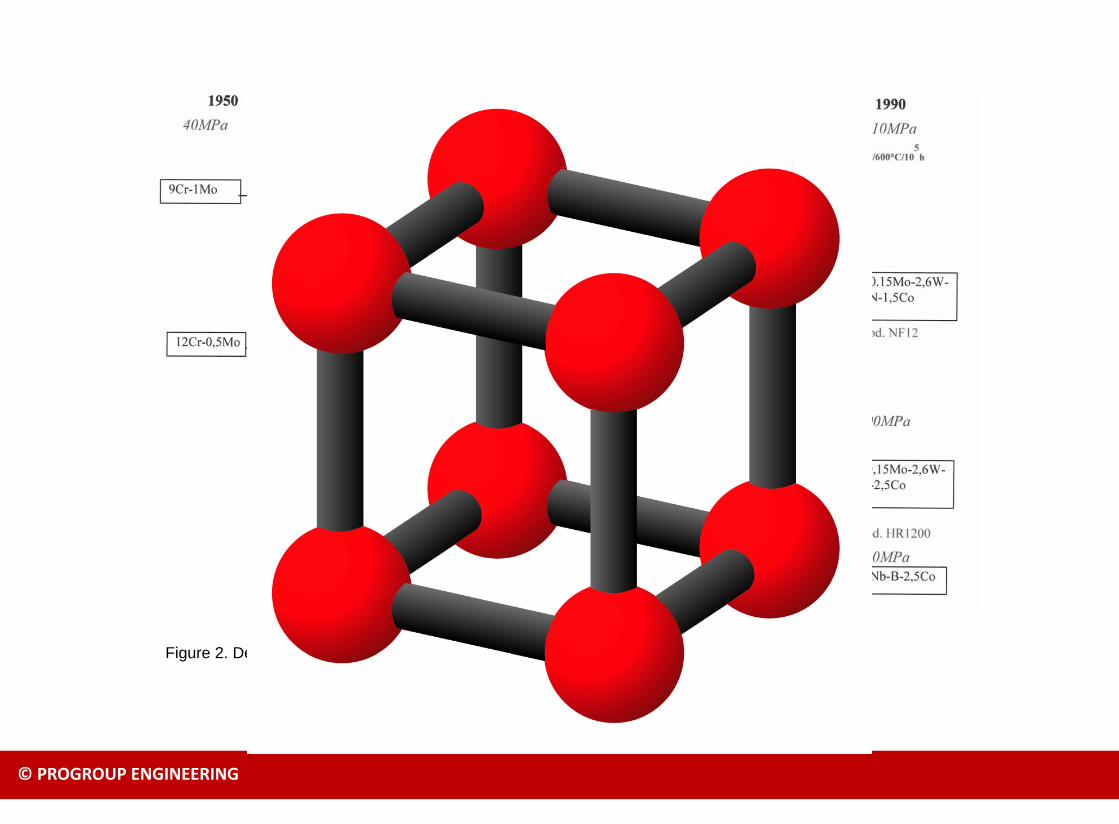
Figure 2. Development of creep-resisting steels, [1]

© PROGROUP ENGINEERING
3. Experiment of selected weld joints of creep-resisting steels P/T91 - P/T92 3.1 Determination of the experimental section
At present, there are common problems in the operation of power plants
with the critical parameters due to the cracking weld joints connections, which have
been carried out on the modified creep-resisting steels, therefore these weld joints
are critical places, which greatly affect the overall durability, functionality and security
of technological equipment.
With regards to all the mentioned problems related to weld joints of creep-resisting
materials within the construction of new blocks, we decided to carry out this
experiment in cooperation with the following research institutes and business
partners: Faculty of Mechanical Engineering, Department of Welding technology
and Surface Treatment, Foundry Department, PROGROUP ENGINEERING,
PROFLUID, TESYDO.
Figure 3. A sample of the realization of the technological equipment in the energy sector
© PROGROUP ENGINEERING
OFFER
N- 140814 3.2 Type of basic material
Properties of steel P/T91 according to EN 10222/2-99
Designation according to chemical composition: X10CrMoVNb9-1
Material number: 1.4903
The chemical composition [hm.%]
C Si Mn P S Cr Ni Mo Nb V N Al
00,8 -
0,12
max. 0,50
0,30 -
0,60
max. 0,025
max. 0,015
8,00 -
9,50
max. 0,40
0,85 -
1,05
0,06 -
0,10
0,18 -
0,25
0,030 -
0,070
max. 0,040
Mechanical properties
Status Normalized annealed and temper
Yield strength ReH or Rp02 min. [MPa] 450
Breaking strength Rm [MPa] 630 -730
Ductility A5 [%] longitudinal 19
tangential 17
The impact of work KV [J]
longitudinal 40
tangential 27
The minimum value of the yield stress Rp02 [MPa] at elevated temperatures
T [°C]
100 150 200 250 300 350 400 450 500 550 600
Rp02
[MPa]
410 395 380 370 360 350 340 320 300 270 215
Physical properties
Density ρ [kg.m-3] 7850
Resistance against degradation processes
Tensile strength in tensile creep RmT [MPa]
T [°C] 500 520 540 560 580 600 620 640 660
RmT/104 289 252 216 182 151 123 99 79 62
RmT/105 258 220 183 150 120 94 73 56 42
RmT/2.105 246 208 171 139 110 86 65 49 35
Technological data
Normalized annealed 1040 – 1090 [°C] cool down in the air
Temper 730 – 780 [°C] cool down in the air or in the oven
The method of manufacture in the electric furnace or in an oxygen converter
Desoxidation fully killed steel

© PROGROUP ENGINEERING
Properties of steel P/T92 according to EN 10216-2
Designation according to chemical composition: X10CrWMoVNb9-2
Material number: 1.4901
The chemical composition [hm.%]
C Si Mn P S Cr Ni Mo Nb V N Al
00,7 -
0,13
max. 0,50
0,30 -
0,60
max. 0,025
max. 0,010
8,50 -
9,50
max. 0,40
0,30 -
0,60
0,04 -
0,09
0,15 -
0,25
0,030 -
0,070
max. 0,040
Mechanical properties
Status Normalized annealed and temper
Yield strength ReH or Rp02 min. [MPa] 440
Breaking strength Rm [MPa] 620 -850
Ductility A5 [%] longitudinal 19
tangential 17
The impact of work KV [J]
longitudinal 40
tangential 27
The minimum value of the yield stress Rp02 [MPa] at elevated temperatures
T [°C]
100 150 200 250 300 350 400 450 500 550 600
Rp02
[MPa]
420 412 405 400 392 382 372 360 340 300 248
Physical properties
Density ρ [kg.m-3] 7850
Resistance against degradation processes
Tensile strength in tensile creep RmT [MPa]
T [°C] 520 530 540 560 580 600 620 640 650
RmT/104 272 256 240 210 181 153 126 100 88
RmT/105 235 218 202 172 142 113 87 65 56
RmT/2.105 - - - - 129 101 76 56 48
Technological data
Normalized annealed 1040 – 1090 [°C] cool down in the air
Temper 730 – 780 [°C] cool down in the air or in the oven
The method of manufacture in the electric furnace or in an oxygen converter
Desoxidation fully killed steel

© PROGROUP ENGINEERING
OFFER
N- 140814 4. Results of the experiment
Experimental weld joints were created with the following parameters in order
to determine appropriate conditions for selected similar and dissimilar weld joints
of creep-resisting steels T/P91 and T/P92:
Method of welding
• Gas-tungsten arc welding (GTAW)
• Gas-metal arc welding (GMAW)
Type of connection
• Similar weld joints
• Dissimilar weld joints
Joint type
• Butt weld (BW)
Filler metals
• Oerlikon
• BÖHLER
Heat treatment
• Variant I
• Variant II
• Variant III
• Variant IV
• Variant V
The Workplace
• The workplace at the manufacturing plant
• The workplace at the assembly site
Non-destructive and destructive tests were performed after the preparation of test
samples and subsequent heat treatment. The test results were compared, depending
on the method of welding, the filler metals, the kind of weld joints, the type of heat
treatment as well as the conditions at the manufacturing plant and the assembly site
where weld joints were made.
Although the experimental project is still in progress and not all the tests have been
performed yet, the achieved test results confirmed significant influence of the heat
treatment on structure and mechanical properties of weld joints.
© PROGROUP ENGINEERING
The results of the tests have shown that it is necessary to adhere to the following
principles:
• Always perform a Welding Procedure Qualification Record (WPQR)
for the specific geometry of a designed weld joint;
• Observe specific temperature of preheating;
• Adhere to the prescribed temperature, interpass;
• Perform the recommended welding methods;
• Comply with specific thermal input;
• Create welds in a prescribed manner and weld on a prescribed number
of layers;
• Always perform the prescribed heat treatment;
• Always observe the technological discipline at the manufacturing plant and the
assembly site.
A) B) Figure 4. A) Weld of P91 steel, B) Dissimilar weld of P91 – P92 5. Discussion
This contribution intends to point out the importance of all the relevant factors
that have a major impact on durability, functionality and safety of weld joints
of technological equipment in new buildings as well as existing energy blocks under
reconstruction.
6. Conclusion
This contribution examines the properties of the selected similar and dissimilar weld
joints that have been created by using the methods of gas-tungsten arc welding
(GTAW) as well as gas metal arc welding (GMAW).
The aim of the contribution was to determine the appropriate conditions of selected
weld joints of creep-resisting steels T/P91 and T/P92 within welding process based
on evaluation of the resulting changes in the structure and the mechanical properties
of a particular test sample after heat treatment including the different conditions
at the manufacturing plant and assembly site where weld joints were made.

© PROGROUP ENGINEERING
At present the experimental project is still in progress and not all the tests have been
carried out yet, however the results of the tests showed that heat treatment of weld
joints and compliance with the prescribed technology has a significant impact
on the final structure and mechanical properties of weld joints. The achieved test
results confirmed the significant influence of the heat treatment on structure
and mechanical properties of weld joints.
7. Acknowledgement
We would like to thank the Faculty of Mechanical Engineering, Department
of Welding technology and Surface Treatment, Foundry Department and cooperating
companies PROGROUP ENGINEERING, PROFLUID, TESYDO for cooperation
and taking part in the experiment.
8. Cooperation of research institutes
Brno University of Technology, Faculty of Mechanical Engineering
9. Cooperation of business partners
PROGROUP ENGINEERING, s.r.o.
PROFLUID, s.r.o.
TESYDO, s.r.o.
The Institute of Manufacturing Technology
Department of Welding Technology and Surface Treatment
Foundry Department
http://ust.fme.vutbr.cz
Department of Research and Development
http://www.progroup.cz
Department of Business Development
http://www.profluid.cz
Department of Technical Inspection
http://www.tesydo.cz

© PROGROUP ENGINEERING
References
[1] FUJITA T.: “Advances in 9-12%Cr heat resistants steels for power plants“. Proc.
of the 3rd EPRI conference on advances in materials technology for fossil power
plants, R. Viswanathan et al. Eds., Swansea 2001, 33
[2]
KUBOŇ Z., VODÁREK V., TOUŠLOVÁ D.: “Creep properties of heterogeneous
P91/P23 welds at 550 and 600°C”. In Materials for Advanced Power Engineering
2006. Liege, Belgium, 2006, Part III/1437, ISBN 3-89336-436-6
[3] VODÁREK V., DANIELSEN H. K., GRUMSEN F. B., HALD J., STRANG A.:
“Electron diffraction studies on (Nb, V) CrN particles in 12CrMoVNbN Steels”.
In Materials for Advanced Power Engineering 2006. Liege, Belgium, 2006, Part
III/1251, ISBN 3-89336-436-6
[4] BLUM R., WANSTONE R. W.: “Materials development for boilers and steam
turbines operating at 700 °C”. In Materials for Advanced Power Engineering 2006.
Liege, Belgium, 2006, Part I/41, ISBN 3-89336-436-6
[5] KLUEH R. L., NELSON A. T.: “Ferritic /martensitic steels for next-generation
reactors”. Journal of Nuclear Materials. September 2007 vol. 371, Issues 1-3, s.
37-52
1) Author
Josef Nejedlý Chartered Engineer AO, CKAIT/CZ International Welding Inspector IWI-C/CZ European Welding Engineer EWE/CZ





























