Embed Size (px)
Citation preview

lable at ScienceDirect
Intermetallics 18 (2010) 2034e2038
Contents lists avai
Intermetallics
journal homepage: www.elsevier .com/locate/ intermet
Continuously manufacturing of bulk metallic glass-coated wire composite
Xiaohua Chen a,b, Baoyu Zhang a, Guoliang Chen a,*, Yong Zhang a, Xidong Hui a, Zhaoping Lu a,Xiongjun Liu a, Yong Xu a, Xianran Xing a,b
a State Key Laboratory for Advanced Metals and Materials, University of Science and Technology Beijing, Beijing 100083, PR ChinabDepartment of Physical Chemistry, University of Science and Technology Beijing, Beijing 100083, PR China
a r t i c l e i n f o
Article history:Received 16 April 2010Received in revised form1 June 2010Accepted 11 June 2010Available online 21 July 2010
Keywords:A. CompositesB. GlassesC. CoatingD. MicrostructureF. Mechanical testing
* Corresponding author. Tel./fax: þ86 010 6233235E-mail address: [email protected] (G. Chen).
0966-9795/$ e see front matter � 2010 Elsevier Ltd.doi:10.1016/j.intermet.2010.06.005
a b s t r a c t
Continuously processing is developed for producing a novel bulk metallic glass (BMG)-coated wirecomposite. The process here yields wire composite coil with the wire diameter of several hundredmicrons. This paper shows Zr41.2Ti13.8Cu12.5Ni10.0Be22.5 (VIT1) BMG-coated tungsten wire of 200 mm and250 mm diameter as examples. The thickness of BMG coating is controllable from several to tens ofmicrons. The amorphous structure of BMG coating is proved by using X-ray diffraction and differentialscanning calorimeter (DSC) measurement. The interface is studied by using nano-indentation. Resultsshow that the interface bonding between the tungsten wire and VIT1 BMG coating is excellent. Thetension property of the wire composite is illustrated as ultimate fracture strength of 2233 MPa andelongation of 1.1%. These data are similar to the mechanical properties of the tungsten wire.
� 2010 Elsevier Ltd. All rights reserved.
1. Introduction
Bulk metallic glasses (BMGs) are a new kind of advancedmaterials which have high stability of supercooled liquid againstcrystallization and offer unique potential as structural and func-tional materials, having high strength, hardness, wear and corro-sion resistance [1e4]. For the past decades, metallic glassy alloys inbulk form produced by slow cooling from the melt [5,6] haveattracted widespread interests ranging from scientific curiosityabout the structure and the resulting properties to technologicalaspects of preparation and potential application [7]. In industry, thedevelopment of coatings on wires is an issue of great importancefor the durability and efficiency of practical applications in complexenvironments. Recently, Yu et al. reported their result to produceBMG-coated copper bar composite with a diameter of 1 mm andinvestigated the compression property of the composite bar [8].The continuous-BMG-coated wire, however, has seldom beenstudied because it is difficult to fabricate BMG-coated wirecomposite coil due to technological difficulties, such as how toobtain BMG coating, to control the interface between BMG coatingand wire, and to obtain wire composite with no decreasedmechanical properties.
0.
All rights reserved.
In this paper, a continuous processing method is developed toproduce BMG-coated wire composite coil, which was earlydesigned in our work (china patent ZL200710120355.4) in 2007 [9].The reasonwhy a tungstenwire-vit1 BMG coating has been studiedas an example is due to their importance of this kind of materials inpotential military applications. For example, Conner et al. per-formed ballistic tests using the tungsten-fiber/VIT1 metallic glass-matrix composite, and their results showed that the penetratorperformance of this material was improved significantly whencompared to tungsten heavy alloy [1]. Here, we will use thecontinuous VIT1 BMG-coated tungsten wire composite as preformto produce bulk composites for similar applications in a novelmethod (which will be described in detail in other paper). Also, theBMG-coatedwire composite producedwith this process potentiallyopen new opportunities for practical application of wear andcorrosion resistance of coating and of fiber reinforcement of BMGmatrix composite structural elements, apart from potentially usingthem directly as tension type load carrying elements in complexenvironments or combining them into sandwich structures. Theinterface of the VIT1 BMG/tungsten wire and tensile mechanicalproperty of this composite will be presented and discussed.
2. Continuous processing method
In the case of the fabrication of a continuous-BMG-coated wirecomposite coil, the liquid-metal infiltration method was very

X. Chen et al. / Intermetallics 18 (2010) 2034e2038 2035
useful. To obtain high-performance wire composite continuously,factors were considered as follows. Firstly, the new BMGs wereselected for coating material because they have lower criticalcooling velocity from several K/second to several hundreds ofK/second than the traditional amorphous alloys which have highcooling velocity to 106K/second. A cooling system in the processingwas specially designed to offer the cooling velocity which is higherthan the critical cooling velocity of the BMG coating material.Secondly, high temperature superheated melt may has a detri-mental effect on the property of bare wire thus decrease theproperty of resulting wire composite after bare wire has passedthrough the molten metal. So once wire material to be coated isselected, BMG coating alloy should have a suitable melting point tomeet the characteristics of the wire material. Finally, it is importantto control interface between wire and BMG coating. A long time isrequired to exposewire to amoltenmetal for full infiltration, whichis known to be detrimental to mechanical properties of theresulting wire composite materials due to interface reactions, sowire speed should be controlled in our continuous process tomaintain suitable wire exposure time. For wires which eitherreacted significantly with the coating material or did not wet wellenough to make wire composites with good mechanical integrity,the surface of these wires was coated to improve the wettabillity ofthe wires by molten metallic glassy alloy [10]. In addition, Wirepreheating system was designed to ensure a satisfied cohesion ofthe interface.
The continuous production unit consists of a vacuum system,temperature controller, motor-drive system and a cooling system.
Fig. 1. (a) Schematic diagram of continuous wire coating unit; (b) Appearance of obtained vi250 mm); (c) Micrograph of cross-section of wire composite shown in figure b; (d) Pattern
Fig. 1a shows schematic diagram of the vacuum system (8) in thecontinuous production unit. A crucible (3) for a molten metal witha heater (4) is equipped. The crucible has an exit orifice (5) at thebottom in order to pass fiber through the crucible. An argon coolingsystem (6) is closely equipped with the exit orifice. The wirebundles which are fed continuously from a bobbin (1) must firstpass through preheating system (2), and then, intomoltenmetal forinfiltration. After infiltration the wire pass through the argoncooling system that offer an enough cooling rate to successfullyproduce metallic glass coating. A motor-drive system can controlthe speed of the wire movement and infiltration time according tocontrol the movement of motor-drive wheel (7).
Typical technical parameters are as follows: (1) The vacuumpressure can reach 1 � 10�4Pa. (2) The temperature of the BMGmolten should slightly superheat the melting point. (3) Themaximum pressure of argon can be 3 atm (4) wire speed can reach100 mm/s.
A tungsten wire-VIT1 BMG coating has been studied as anexample. The tungsten wire was well annealed, which was manu-factured by China Qingzhou Great Wall Tungsten Molybdenum Ltd.The diameter of the tungsten wire was 200 mm or 250 mm. Thesurface of the wire was mechanically polished in order to clean thesurface. Vit1 BMG alloys with a composition of Zr41Ti14Cu12.5-
Ni10Be22.5 were prepared by arc melting in a Ti-gettered argonatmosphere. The purity range of the constituent elements is from99.5% to 99.99%.
Using the continuous production unit sketched in Fig. 1a wirecomposites with different wire diameter and different coating layer
t1 BMG-coated tungsten wire composite (using single tungsten wire with a diameter ofweaved with BMG-coated tungsten wire composite shown in figure b.
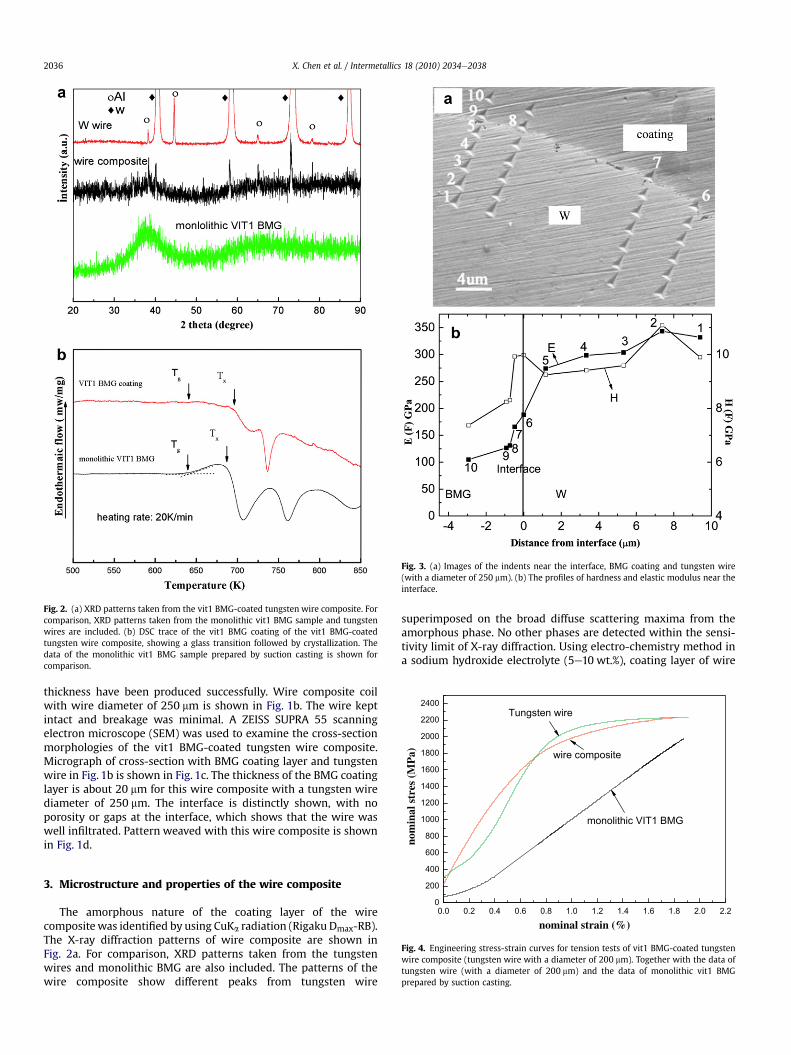
Fig. 2. (a) XRD patterns taken from the vit1 BMG-coated tungsten wire composite. Forcomparison, XRD patterns taken from the monolithic vit1 BMG sample and tungstenwires are included. (b) DSC trace of the vit1 BMG coating of the vit1 BMG-coatedtungsten wire composite, showing a glass transition followed by crystallization. Thedata of the monolithic vit1 BMG sample prepared by suction casting is shown forcomparison.
Fig. 3. (a) Images of the indents near the interface, BMG coating and tungsten wire(with a diameter of 250 mm). (b) The profiles of hardness and elastic modulus near theinterface.
600
800
1000
1200
1400
1600
1800
2000
2200
2400
nom
inal
str
es (
MP
a)
monolithic VIT1 BMG
wire composite
Tungsten wire
X. Chen et al. / Intermetallics 18 (2010) 2034e20382036
thickness have been produced successfully. Wire composite coilwith wire diameter of 250 mm is shown in Fig. 1b. The wire keptintact and breakage was minimal. A ZEISS SUPRA 55 scanningelectron microscope (SEM) was used to examine the cross-sectionmorphologies of the vit1 BMG-coated tungsten wire composite.Micrograph of cross-section with BMG coating layer and tungstenwire in Fig. 1b is shown in Fig. 1c. The thickness of the BMG coatinglayer is about 20 mm for this wire composite with a tungsten wirediameter of 250 mm. The interface is distinctly shown, with noporosity or gaps at the interface, which shows that the wire waswell infiltrated. Pattern weaved with this wire composite is shownin Fig. 1d.
0.0 0.2 0.4 0.6 0.8 1.0 1.2 1.4 1.6 1.8 2.0 2.20
200
400
nominal strain (%)
Fig. 4. Engineering stress-strain curves for tension tests of vit1 BMG-coated tungstenwire composite (tungsten wire with a diameter of 200 mm). Together with the data oftungsten wire (with a diameter of 200 mm) and the data of monolithic vit1 BMGprepared by suction casting.
3. Microstructure and properties of the wire composite
The amorphous nature of the coating layer of the wirecompositewas identified by using CuKa radiation (Rigaku Dmax-RB).The X-ray diffraction patterns of wire composite are shown inFig. 2a. For comparison, XRD patterns taken from the tungstenwires and monolithic BMG are also included. The patterns of thewire composite show different peaks from tungsten wire
superimposed on the broad diffuse scattering maxima from theamorphous phase. No other phases are detected within the sensi-tivity limit of X-ray diffraction. Using electro-chemistry method ina sodium hydroxide electrolyte (5e10 wt.%), coating layer of wire

Table 1Tension test results of the monolithic vit1 BMG sample, tungsten wire, and vit1BMG-coated tungsten wire composite.
Property VIT1 BMG Tungsten wire Wire composite
Young’s modulus (GPa) 111 276 266Ultimate strength (MPa) 1965 2235 2233Elongation (%) 0 1.2 1.1
X. Chen et al. / Intermetallics 18 (2010) 2034e2038 2037
composite was obtained by etching the tungstenwires [4]. DSC wasperformed to coating of wire composite with a NETZSCH DSC 404Cdifferential scanning calorimeter under argon atmosphere. Aconstant heating rate of 20 K/min was employed. The DSC curve ofthe coating layer of wire composite is shown in Fig. 2b, togetherwith the data of the monolithic vit1 BMG sample prepared bysuction casting. The glass transition temperature (Tg) and crystal-lization temperature (Tx) are marked with arrows. The thermo-gram of the BMG coating exhibits a glass transition endotherm(onset at Tg¼ 622 K) and two crystallization exotherm (onset atTx¼ 678 K), being in agreement with those of the monolithicsample. So XRD patterns and DSC curve confirm the fully glassystructure of the coating layer.
Cohesion of the interface was analyzed by using nano-inden-tation. The specimens for nano-indentation measurements weremechanically polished to a mirror finish and tested in a MTS NanoIndenter DCM with a Berkovich diamond tip. A fused silica wasused as a standard sample for the initial calibration. In this exper-iment, the depth of indents keeps constant of 200 nm. Test was
Fig. 5. Tensile fracture image. (a) vit1 BMG-coated tungsten wire composite (tungstenwire wfracture surface of monolithic vit1 BMG; (d) tungsten wire with necking fractural pattern.
carried out at 10 nm/s loading rate at ambient temperature. Fig. 3ashows the image distribution of the indents near the interface.Fig. 3b shows the changes of the hardness and elastic modulus nearthe interface. It illustrates that both of the hardness and elasticmodulus at the interface are higher than that in the BMG coating,which show the strong interface bond in vit1 BMG-coated tungstenwire composite.
Uniaxial tension tests were carried out to examine themechanical strength, elastic deformation and inelastic deformationof vit1 BMG-coated tungsten wire composite. Tension experimentswere performed on Instron 5848microtester with a gauge length ofw40 mm, at a strain rate of 1�10�4s�1. A special grip was designedto ensure proper specimen alignment. Tension experiments wereperformed on samples of vit1 BMG-coated tungsten wirecomposite (tungsten wire with a diameter of 200 mm, coating layerwith a thickness of 4 mm) and monolithic vit1 BMG prepared bysuction casting. There was scatter in the data, however four tensiletests were performed on each kind of samples to give confidence inthe test results. Typical tension engineering stress-strain curves areshown in Fig. 4. Tension properties measured from these curves arelisted in Table 1. The monolithic vit1 BMG is abruptly fractured atthe maximum strength of 1965 MPa, and hardly shows any plasticdeformation. To the contrary, the wire composite shows theimproved tensile fracture strength over the vit1 BMG, The wirecomposite and tungsten wire have elastic range and work hard-ening range, in which the BMG coating remains elastic until failurewhile the tungsten wire deform plastically. The ultimate fracturestrengths (sb) are about 2233 MPa, 2235 MPa, and 1965 MPa for the
ith a diameter of 200 mm); (b) enlarged zoneIin figure a; (c) Typical vein pattern on the

X. Chen et al. / Intermetallics 18 (2010) 2034e20382038
wire composite, tungsten wire and monolithic vit1 BMG, respec-tively. The wire composite exhibits an elongation of 1.1%, and thetungsten wire exhibits an elongation of 1.2%, while the value of themonolithic metallic glass sample is nearly zero. So the vit1 BMG-coated tungsten wire composite is more ductile than the mono-lithic vit1 BMG. The wire composite has almost the similar ductilityand ultimate fracture strength as the tungsten wire.
For this vit1 BMG-coated tungsten wire composite, from theideal Young’s modulus mixing rule of composite, the Young’smodulus of wire composite EW can be predicted by the empiricalequation:
EW ¼ EFVF þ ECVC (1)
where EF and EC denote the Young’s modulus for tungsten wire andcoating material, and VF and VC are the volume percentages of thetwo materials. The value of EF and EC is 276 GPa and 111 GPa,respectively. By using this equation, the predicted EW is about263 GPa, which is almost equal to the experimental value of266 GPa.
Fig. 5a shows the tensile fracture surface of vit1 BMG-coatedtungsten wire composite specimen. For comparison, a highmagnification image of the tensile fracture surface of monolithicvit1 BMG specimen is shown in Fig. 5c and a low magnificationfracture image of the tensile tungsten wire specimen shown inFig. 5d. Fig. 5c exhibits typical BMG vein pattern on the fracturesurface. Fig. 5d shows the normal “neck” deformation of baretungsten wire. Fig. 5b shows the enlarged zoneIin Fig. 5a. It showsthat vit1 BMG-coated tungsten wire composite consists of twodifferent areas: the vit1 BMG coating layer and the W wire. Thefracture surface shown in Fig. 5b is coarse and nearly vertical to theloading direction. There are short secondary cracks in vit1 BMGcoating layer. The crack was located in the tungsten wire side. Thisis attributed to the good interfacial bond. The normal “neck”deformation of bare tungstenwire disappeared since tungstenwireis tightened by surrounding BMG coating. Fracture surface of the
BMG coating layer is formed under the tensile stress. The detailedfractural mechanism will be studied further.
4. Conclusions
In summary, BMG-coated wire composite can be continuouslyproduced to form coil. There is strong interface bond in vit1 BMG-coated tungsten wire composite. The wire composite shows somework hardening and almost has similar ultimate fracture strengthand ductility as its matrix metal (bare tungsten wire) under tensileloading. The BMG-coated wire composite coil produced bycontinuously processing potentially open new opportunities forpractical application of BMG. Particularly it can be used directly orfurther to make different sandwich structures.
Acknowledgments
The authors are grateful for the financial support of the Programof Introducing Talents of Discipline to Universities (Project No.B07003) and China Post-doctoral Science Foundation(20090460207).
References
[1] Conner RD, Dandilker RB, Scruggs V, Johnson WL. Int J Imp Eng 2000;24:435.[2] Chou-Yim H, Schroers J, Johnson WL. Appl Phys Lett 2002;80:1906.[3] Yokoyama Y, Yamono K, Fukaura K, Sunada H, Inoue A. Mater Trans
1999;40:1018.[4] Chen XH, Zhang XC, Hui XD, Wei BC, Chen GL. Electrochem Solid-State Lett
2007;10. E21.[5] Peker A, Johnson WL. Appl Phys Lett 1993;63:2342.[6] Zhang T, Inoue A, Shibata T. Mater Trans 1996;36:1420.[7] Ma CL, Nishiyama N, Inoue A. Mater Sci Eng A 2005;407:201.[8] Yu P, Chan KC, Xia L, Yu BH, Bai HY. Mater Trans JIM 2009;50:2451.[9] Zhang Y, Chen XH, Chen GL, Zhang XC, Wang ZD. China patent number
ZL200710120355.4 2009.[10] Wadhwa P, Heinrich J, Busch R. Scripta Mater 2007;56:73.





























