Embed Size (px)
Citation preview

CONSEQUENTIAL DAMAGE AND INSPECTION TECHNIQUES
FROM LACK OF LUBRICATION, STEAM TURBINE CASE
Author: Mr. Teerapat Chaocharoen
Electricity Generating Authority of Thailand, Bangkruai, Nonthaburi 11130, Thailand.
02-436-8789 ext.6958, [email protected]
Corresponding Author: Mr. Kobchai Wasuthalainan
Electricity Generating Authority of Thailand, Bangkruai, Nonthaburi 11130, Thailand.
02-436-8789 ext.6958, [email protected]
Corresponding Author: Mr. Varach Sangthongstid
Electricity Generating Authority of Thailand, Bangkruai, Nonthaburi 11130, Thailand.
02-436-8789 ext.6958, [email protected]
ABSTRACT
Lubricating Oil system in Steam turbine is one of the most important systems which use for decreasing
friction between rotors and bearings and also, for dissipating the heat occurred from the rotation of steam
turbine. The problem of insufficiency of lubricating oil usually occurs in the power plant where there lacks of
appropriate operation, inspection and maintenance processes. This kind of problem will cause the severe
damage to the major equipments such as turbine rotor crack, rotor bend etc. To solve these damages,
maintenance engineer needs to use many complicated methods which take a longtime to investigate and
complete. This paper describes the root cause of lack of lubricating oil, the damage which usually found on the
rotor and blades, processes of investigation and analysis, renovation and reparation methods base on
Electricity Generating Authority of Thailand (EGAT) experiences to deal with the situation, and finally the
recommendation for avoiding from this problem.
Keywords: Lubricating System, Steam Turbine, Maintenance, Inspection, Damages
1. Introduction
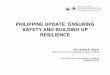
Lubricating Oil System is a unit of lube oil substance which have many advantages in
the steam turbine. There are 3 subsystems of lube oil in the steam turbine which call High
Pressure Oil, use for controlling the system when the power plant was tripped, Jacking Oil
System, use for lifting the turbine shaft about 0.10 mm and reducing torque when you need to
rotate the steam turbine and finally Bearing Oil System, use for reducing friction between
rotating surfaces and dissipating the heat which generated from steam turbine rotation as
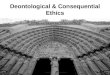
shown in figure 1. This system also have many equipment such as lube oil cooler, oil pumps,
and emergency oil pumps etc. as shown in figure 2. This paper describes about the
insufficient lubricating oil in function of Bearing Oil
Figure 1 : Lubricating Oil System
Figure 2 : Lubricating Oil Components
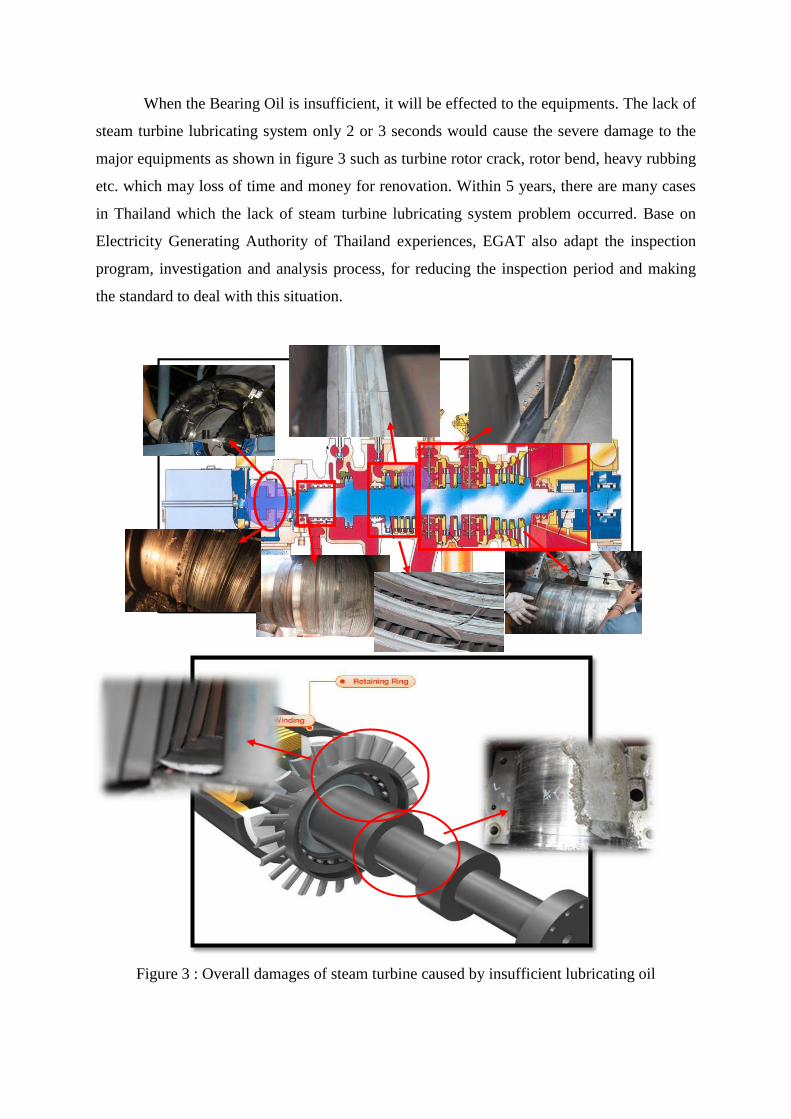
When the Bearing Oil is insufficient, it will be effected to the equipments. The lack of
steam turbine lubricating system only 2 or 3 seconds would cause the severe damage to the
major equipments as shown in figure 3 such as turbine rotor crack, rotor bend, heavy rubbing
etc. which may loss of time and money for renovation. Within 5 years, there are many cases
in Thailand which the lack of steam turbine lubricating system problem occurred. Base on
Electricity Generating Authority of Thailand experiences, EGAT also adapt the inspection
program, investigation and analysis process, for reducing the inspection period and making
the standard to deal with this situation.
Figure 3 : Overall damages of steam turbine caused by insufficient lubricating oil
2. Root Cause Analysis
The lack of steam turbine lubricating problem usually cause from the simple problem
which can be categorized into 3 main reasons. First is inappropriate design from
manufacturer. When power plant got accidents, emergency oil pump has unsuitable delay
time for starting up the equipment. It is just only 3 seconds but sometime may cause the
damages to steam turbine from insufficient lube oil. Second is inappropriate operation and
testing programs. When power plant is operated, the operator should perform the equipments
function test such as confirm the Unit Power System (UPS), and should monitor the
conditions of equipment such as temperature and vibration etc. These activities will confirm
the availability of equipment. When the power plant got the unexpected events, these
equipments must be started automatically. Finally is the inappropriate maintenance processes.
After the offline inspection period, the equipments should be able to work. Sometime, based
on the limited outage period, the power plant has been operated before the equipment testing
is completed. The equipments are unable to use and may cause of lack of lubrication
problem. In the other way, some equipments have not be planned to inspect such as lube oil
pipe. It may get accidents and effect to the system in future. Normally if these reasons have
been eliminated, the lack of steam turbine lubricating problem will not be occurred.
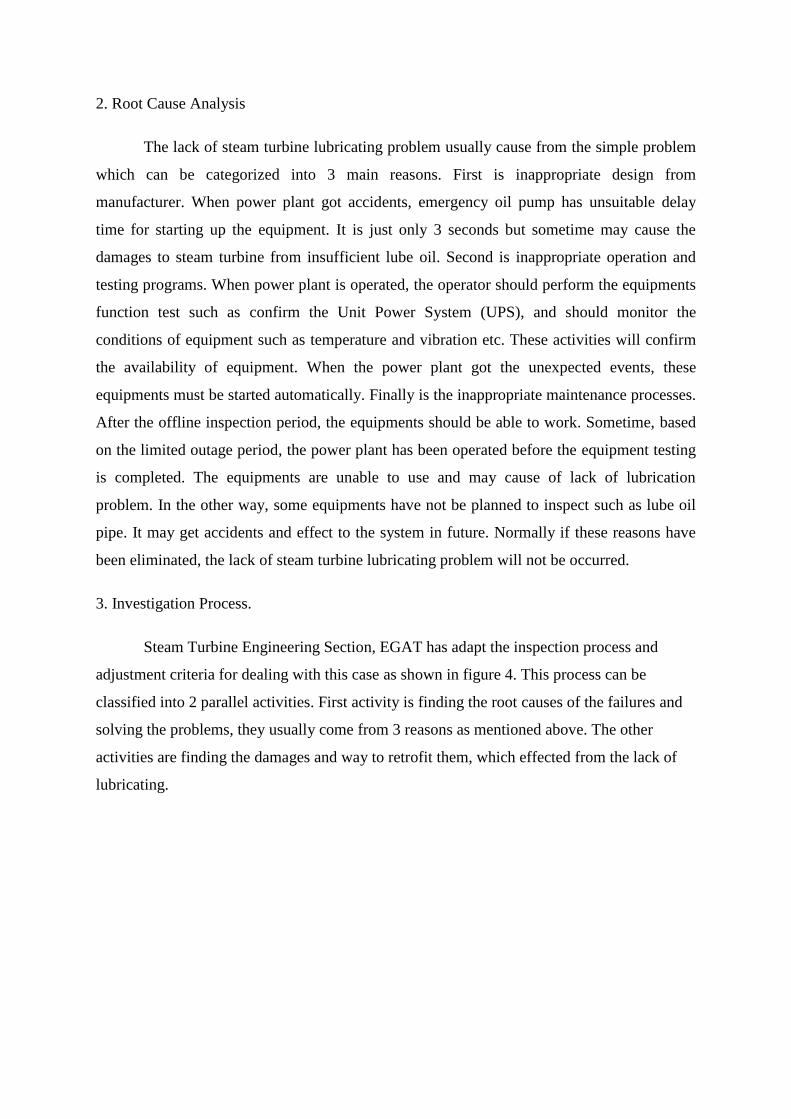
3. Investigation Process.
Steam Turbine Engineering Section, EGAT has adapt the inspection process and
adjustment criteria for dealing with this case as shown in figure 4. This process can be
classified into 2 parallel activities. First activity is finding the root causes of the failures and
solving the problems, they usually come from 3 reasons as mentioned above. The other
activities are finding the damages and way to retrofit them, which effected from the lack of
lubricating.
Visual Inspection
Solve the root causes
Yes
No
Run Out Check NDT Test
- Rubbing- Parts Damaged
- Hot spotting points- Scratch
- Rotor Bow - Cracks- Microstructure
- Hardness changed
Lack of Steam Turbine Lubrication
Find the Root Causes
Damages Inspection & Repair
Inspect - Lube Oil Strainer
- Bearing Temperature- Place on Turning Gear
Prepare for Starting Up
No Indications
Inspect- Indicated Bearings
Have some indications
Acceptable
Unacceptable
Disassembly- All unacceptable
components
Fixed Damaged Parts
Acceptable
Back to Operation
Unacceptable
Inspect- All Parts
- Operations- Designs
- Equipments Failure
Figure 4 : Lack of lubricating inspection processes
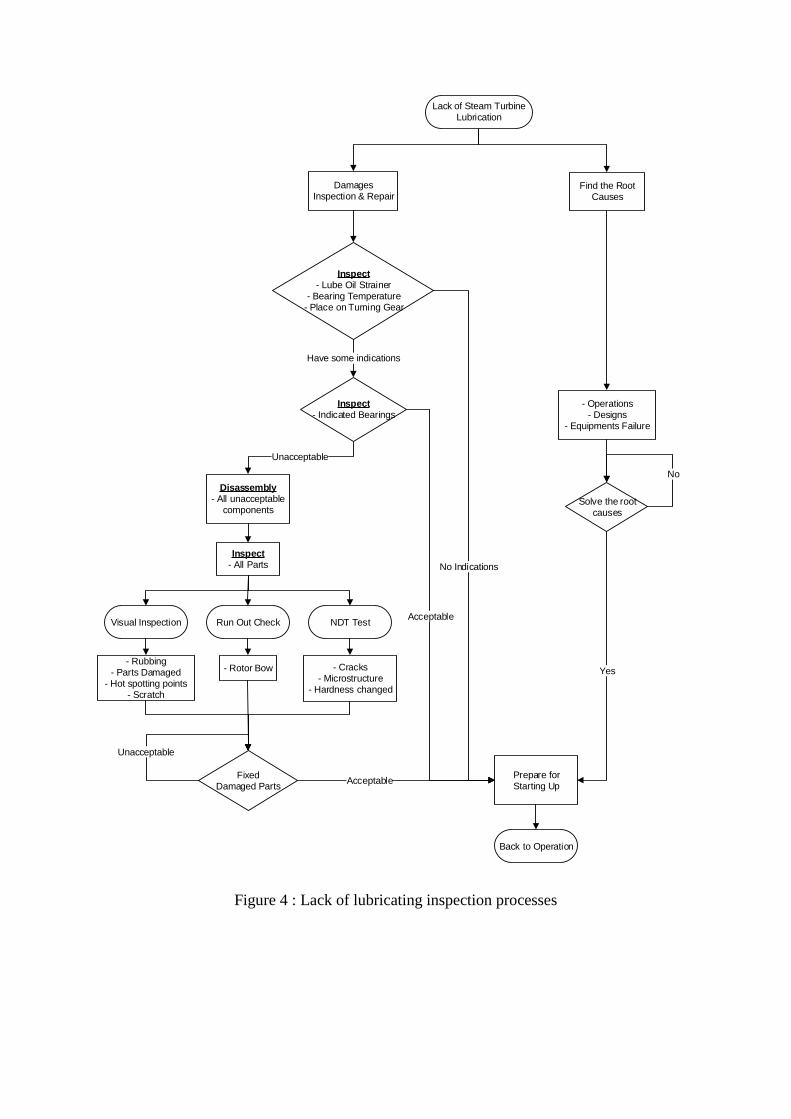
EGAT categorizes the second activity to 3 level of inspection. The first level
inspection is called “condition inspection”. This inspection should be done by operator or
power plant’s owner which inspects the lube oil strainer, trend of bearing temperature and the
condition of steam turbine rotor when placed on turning gear. The judgment criteria for
restarting the machine are 3 indicators. First, the operator should not find anything in the
strainer basket especially the white metal scraps. Second, the bearing temperature trend
should not exceed the bearing limit temperature (trip setting point). Finally, the steam turbine
rotor must be placed on the turning gear automatically or the rotor can be manual turned
smoothly. If one indicator was found, the power plant should not be start and need to be
inspected by level 2 inspection processes.
Figure 5 : First level inspection indicators
The second inspection processes are called "severity inspection". In this step,
maintenance team should inspect the bearing conditions and estimate the turbine clearances.
All turbine, generator and reduction gears bearings should be inspected and found the babbitt
melting or burnt surfaces. The judgment criteria in this step are 3 indicators as follow. If one
of the equipment's fall of the criteria, this equipment need to be checked by the last inspection
processes.
1. Journal bearing babbitt conditions : If the bearing surface was melt over than 0.2
mm, the power plant should not be start and need to be inspected by the last inspection
processes. Unless the bearing should be replaced or dressed.
2. Thrust bearing babbitt conditions : The criteria is the same as journal bearing but
after the bearing replacement or dressing, the thrust bearing clearance and the axial clearance
between moving part and stationary part must be checked by moving the rotor in axial
direction. These clearance must be in the specification. Unless the power plant should not be
start and need to be inspected by the last inspection process.
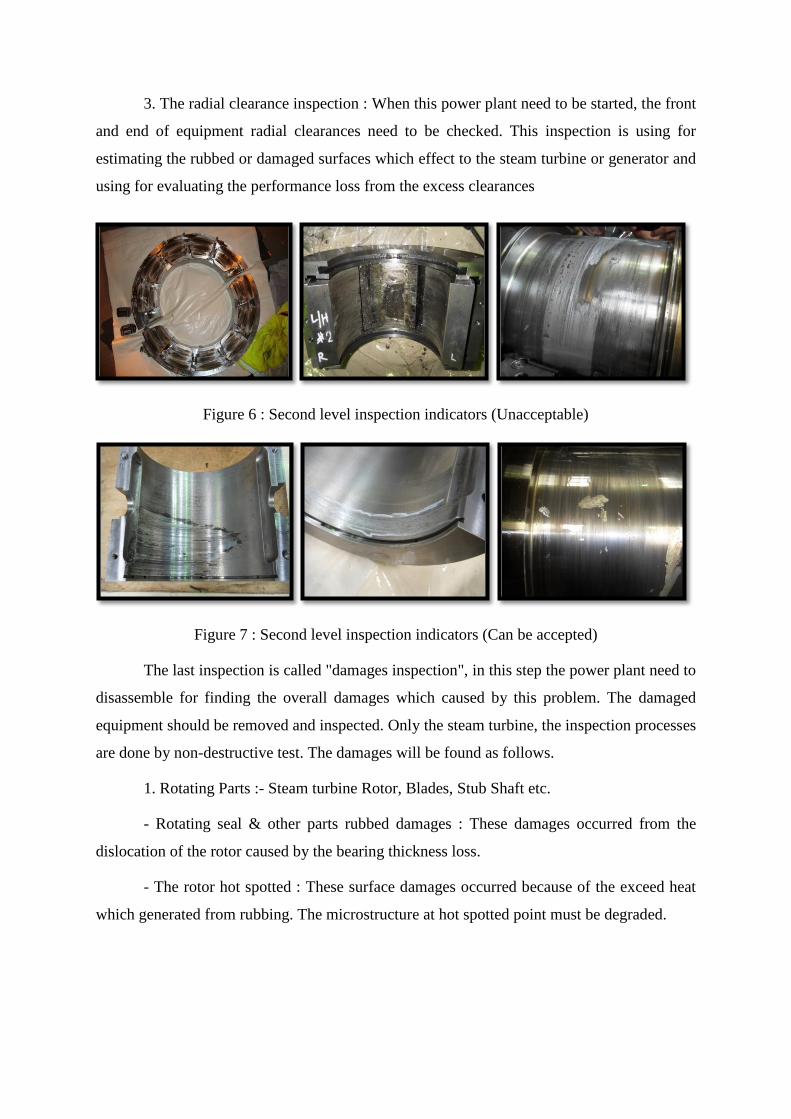
3. The radial clearance inspection : When this power plant need to be started, the front
and end of equipment radial clearances need to be checked. This inspection is using for
estimating the rubbed or damaged surfaces which effect to the steam turbine or generator and
using for evaluating the performance loss from the excess clearances
Figure 6 : Second level inspection indicators (Unacceptable)
Figure 7 : Second level inspection indicators (Can be accepted)
The last inspection is called "damages inspection", in this step the power plant need to
disassemble for finding the overall damages which caused by this problem. The damaged
equipment should be removed and inspected. Only the steam turbine, the inspection processes
are done by non-destructive test. The damages will be found as follows.
1. Rotating Parts :- Steam turbine Rotor, Blades, Stub Shaft etc.
- Rotating seal & other parts rubbed damages : These damages occurred from the
dislocation of the rotor caused by the bearing thickness loss.
- The rotor hot spotted : These surface damages occurred because of the exceed heat
which generated from rubbing. The microstructure at hot spotted point must be degraded.
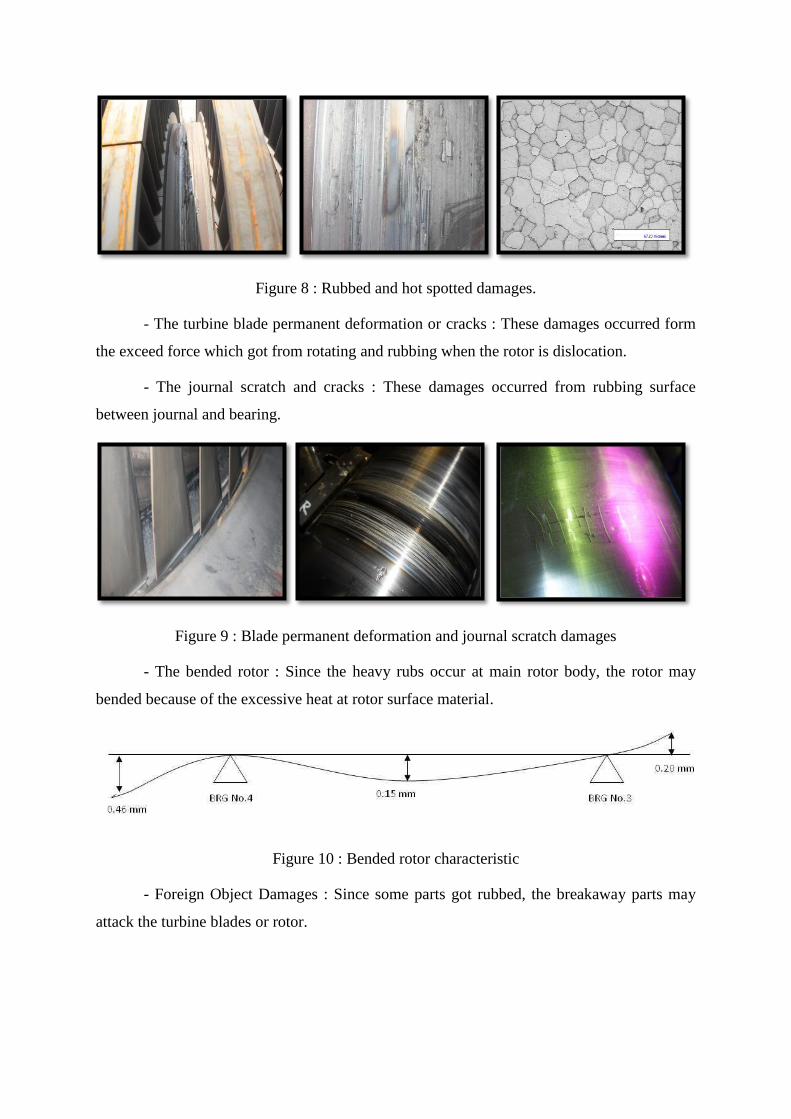
Figure 8 : Rubbed and hot spotted damages.
- The turbine blade permanent deformation or cracks : These damages occurred form
the exceed force which got from rotating and rubbing when the rotor is dislocation.
- The journal scratch and cracks : These damages occurred from rubbing surface
between journal and bearing.
Figure 9 : Blade permanent deformation and journal scratch damages
- The bended rotor : Since the heavy rubs occur at main rotor body, the rotor may
bended because of the excessive heat at rotor surface material.
Figure 10 : Bended rotor characteristic
- Foreign Object Damages : Since some parts got rubbed, the breakaway parts may
attack the turbine blades or rotor.
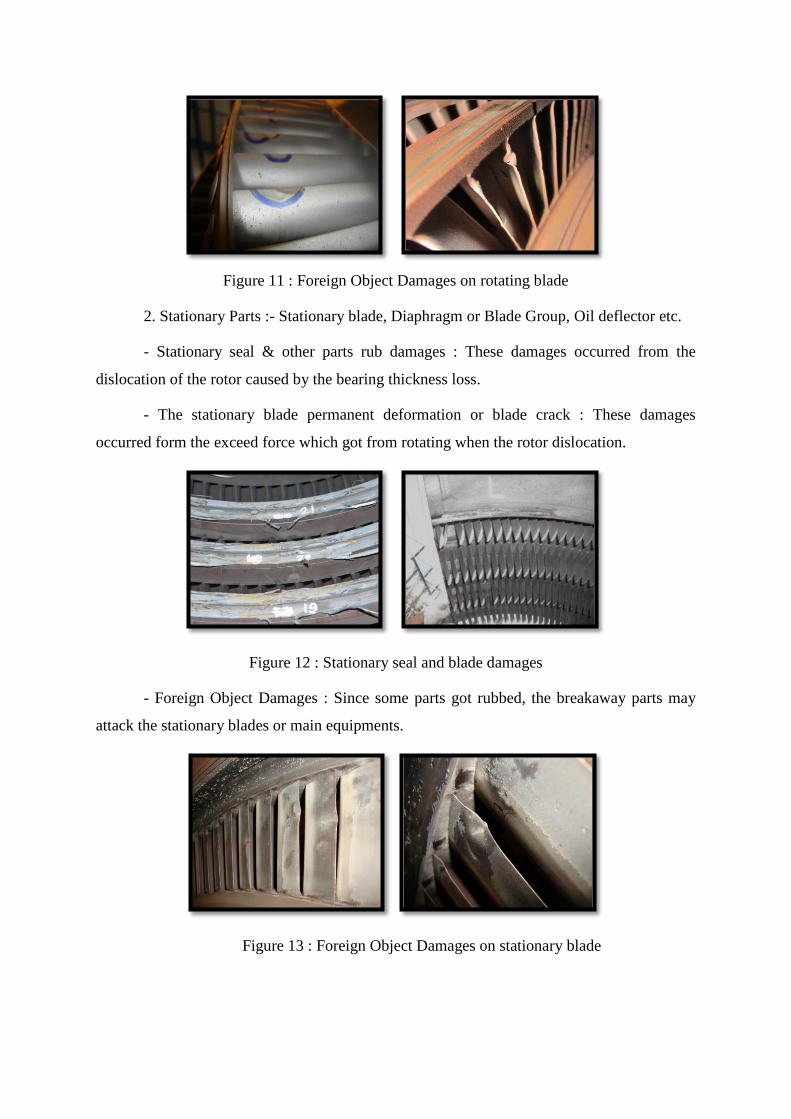
Figure 11 : Foreign Object Damages on rotating blade
2. Stationary Parts :- Stationary blade, Diaphragm or Blade Group, Oil deflector etc.
- Stationary seal & other parts rub damages : These damages occurred from the
dislocation of the rotor caused by the bearing thickness loss.
- The stationary blade permanent deformation or blade crack : These damages
occurred form the exceed force which got from rotating when the rotor dislocation.
Figure 12 : Stationary seal and blade damages
- Foreign Object Damages : Since some parts got rubbed, the breakaway parts may
attack the stationary blades or main equipments.
Figure 13 : Foreign Object Damages on stationary blade
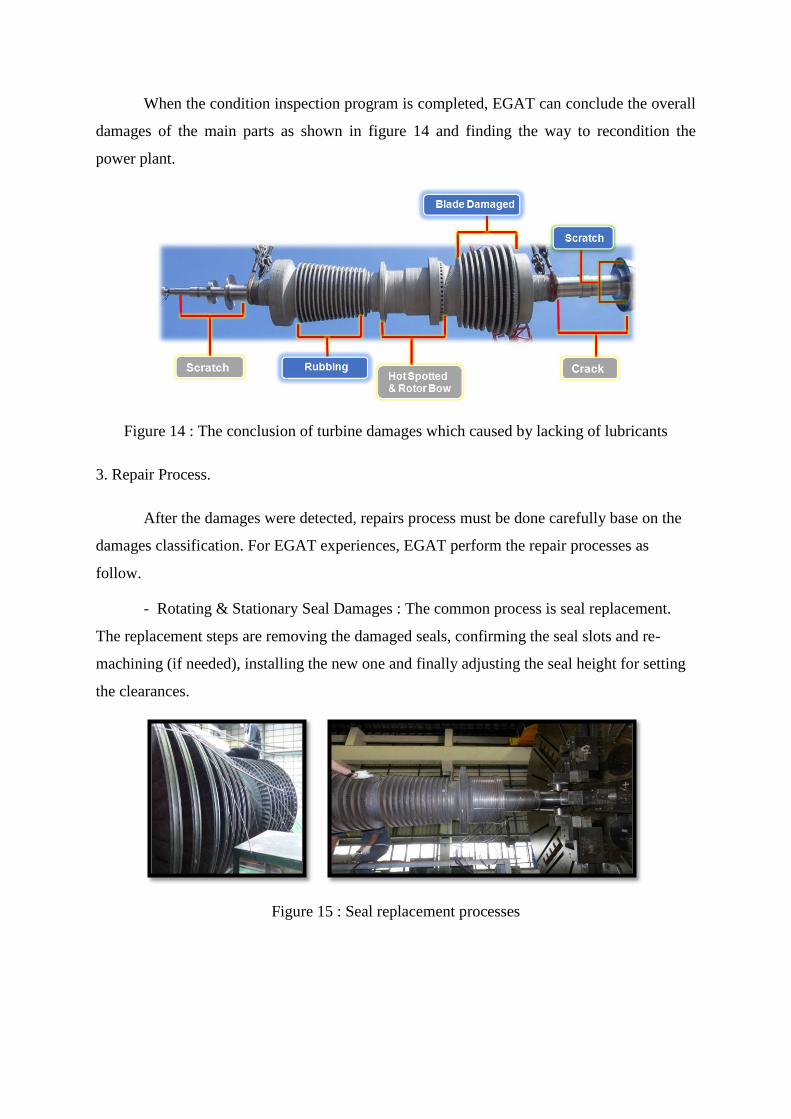
When the condition inspection program is completed, EGAT can conclude the overall
damages of the main parts as shown in figure 14 and finding the way to recondition the
power plant.
Figure 14 : The conclusion of turbine damages which caused by lacking of lubricants
3. Repair Process.
After the damages were detected, repairs process must be done carefully base on the
damages classification. For EGAT experiences, EGAT perform the repair processes as
follow.
- Rotating & Stationary Seal Damages : The common process is seal replacement.
The replacement steps are removing the damaged seals, confirming the seal slots and re-
machining (if needed), installing the new one and finally adjusting the seal height for setting
the clearances.
Figure 15 : Seal replacement processes
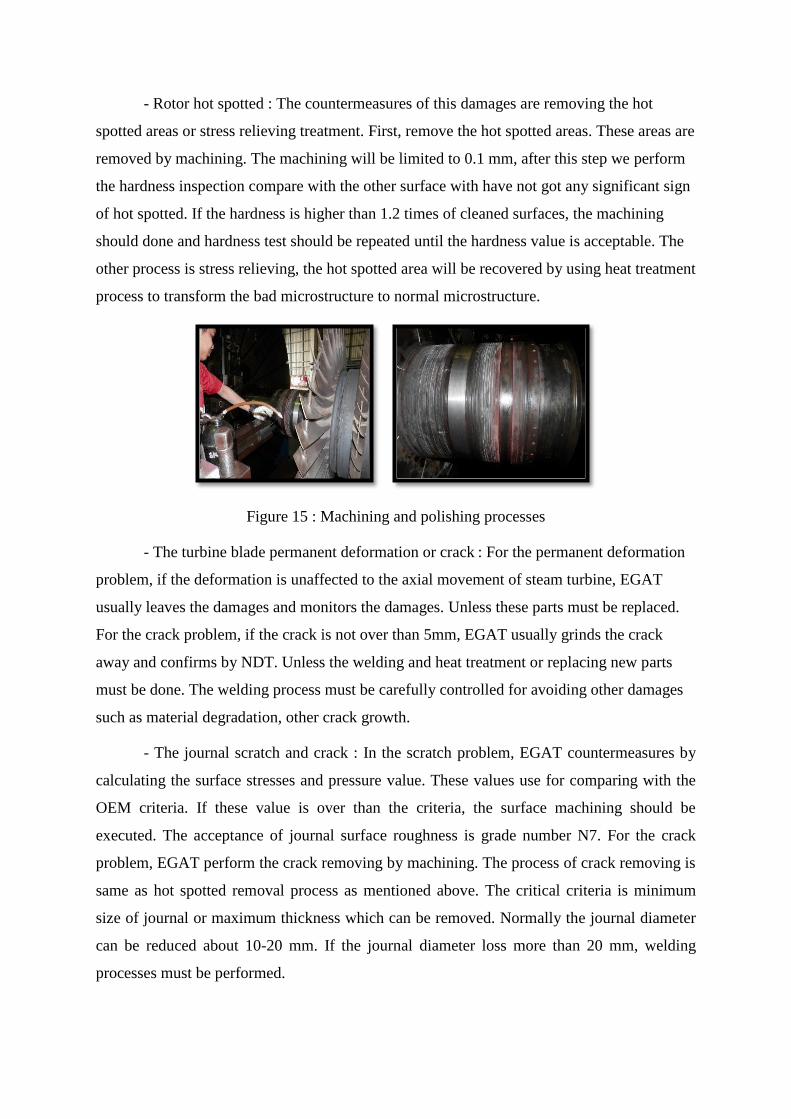
- Rotor hot spotted : The countermeasures of this damages are removing the hot
spotted areas or stress relieving treatment. First, remove the hot spotted areas. These areas are
removed by machining. The machining will be limited to 0.1 mm, after this step we perform
the hardness inspection compare with the other surface with have not got any significant sign
of hot spotted. If the hardness is higher than 1.2 times of cleaned surfaces, the machining
should done and hardness test should be repeated until the hardness value is acceptable. The
other process is stress relieving, the hot spotted area will be recovered by using heat treatment
process to transform the bad microstructure to normal microstructure.
Figure 15 : Machining and polishing processes
- The turbine blade permanent deformation or crack : For the permanent deformation
problem, if the deformation is unaffected to the axial movement of steam turbine, EGAT
usually leaves the damages and monitors the damages. Unless these parts must be replaced.
For the crack problem, if the crack is not over than 5mm, EGAT usually grinds the crack
away and confirms by NDT. Unless the welding and heat treatment or replacing new parts
must be done. The welding process must be carefully controlled for avoiding other damages
such as material degradation, other crack growth.
- The journal scratch and crack : In the scratch problem, EGAT countermeasures by
calculating the surface stresses and pressure value. These values use for comparing with the
OEM criteria. If these value is over than the criteria, the surface machining should be
executed. The acceptance of journal surface roughness is grade number N7. For the crack
problem, EGAT perform the crack removing by machining. The process of crack removing is
same as hot spotted removal process as mentioned above. The critical criteria is minimum
size of journal or maximum thickness which can be removed. Normally the journal diameter
can be reduced about 10-20 mm. If the journal diameter loss more than 20 mm, welding
processes must be performed.
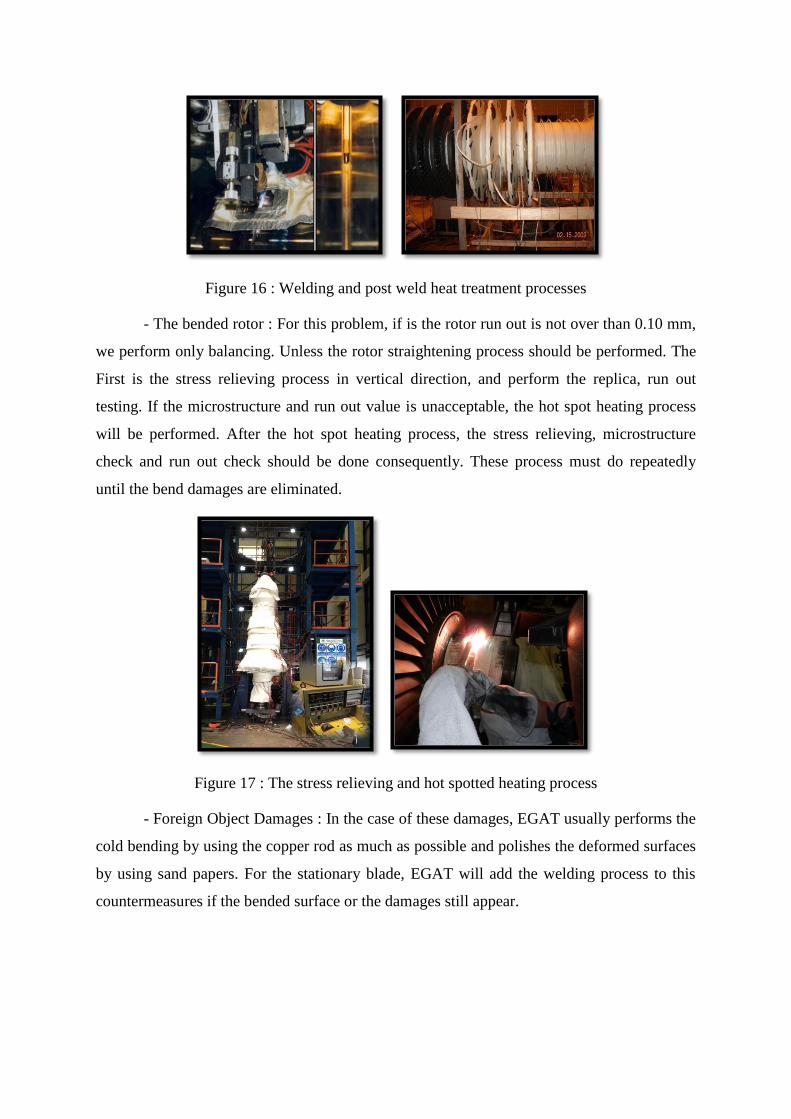
Figure 16 : Welding and post weld heat treatment processes
- The bended rotor : For this problem, if is the rotor run out is not over than 0.10 mm,
we perform only balancing. Unless the rotor straightening process should be performed. The
First is the stress relieving process in vertical direction, and perform the replica, run out
testing. If the microstructure and run out value is unacceptable, the hot spot heating process
will be performed. After the hot spot heating process, the stress relieving, microstructure
check and run out check should be done consequently. These process must do repeatedly
until the bend damages are eliminated.
Figure 17 : The stress relieving and hot spotted heating process
- Foreign Object Damages : In the case of these damages, EGAT usually performs the
cold bending by using the copper rod as much as possible and polishes the deformed surfaces
by using sand papers. For the stationary blade, EGAT will add the welding process to this
countermeasures if the bended surface or the damages still appear.
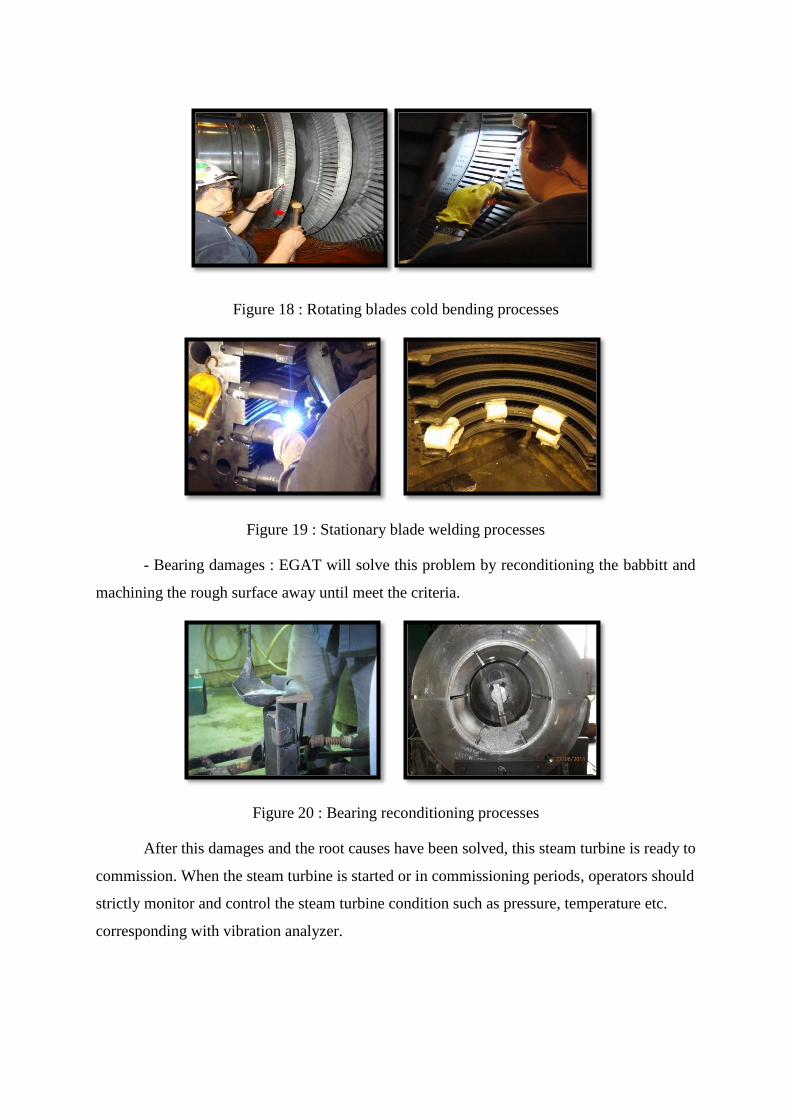
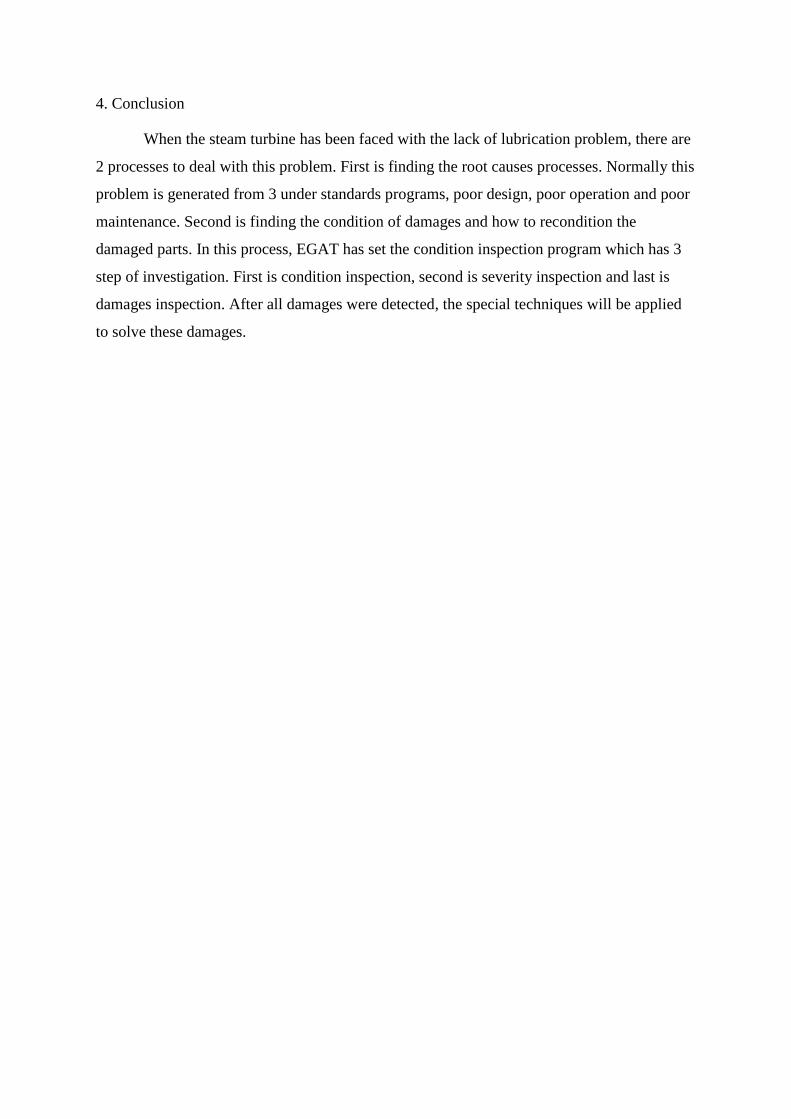
Figure 18 : Rotating blades cold bending processes
Figure 19 : Stationary blade welding processes
- Bearing damages : EGAT will solve this problem by reconditioning the babbitt and
machining the rough surface away until meet the criteria.
Figure 20 : Bearing reconditioning processes
After this damages and the root causes have been solved, this steam turbine is ready to
commission. When the steam turbine is started or in commissioning periods, operators should
strictly monitor and control the steam turbine condition such as pressure, temperature etc.
corresponding with vibration analyzer.
4. Conclusion
When the steam turbine has been faced with the lack of lubrication problem, there are
2 processes to deal with this problem. First is finding the root causes processes. Normally this
problem is generated from 3 under standards programs, poor design, poor operation and poor
maintenance. Second is finding the condition of damages and how to recondition the
damaged parts. In this process, EGAT has set the condition inspection program which has 3
step of investigation. First is condition inspection, second is severity inspection and last is
damages inspection. After all damages were detected, the special techniques will be applied
to solve these damages.