-
Conceptual cement for environmental and durability
requirementsrequirements
Kazuo YamadaR&D CenterR&D Center
Taiheiyo Cement Corp.
-
Conceptual cementConceptual cement• Conceptual cement
d ’ l i j d l id i– Today’s proposal is just under personal
consideration. – There is no quantification for environmental
impacts.– Sales persons in our company disagree with this kind of
new cement!p p y g
• High C3A cement is really bad?– Why high C3A cement is
important,– The method how we can improve the negative parts will
be explained.
• A proposal to produce a new type of cementIt has to satisfy
the requirements from environments– It has to satisfy the
requirements from environments
– It must have at least standard performance as conventional
cement including durability. It is nonsense, if the performance of
new
i t l f i dl t i i f ienvironmental friendly cement is
inferior.– This is a story of hybridization of our knowledge but
not innovative.
-
Taiheiyo CementPlants and Blanches overseasPlants and Blanches
overseas
T ih i P ifiTaiheiyo = Pacific ocean
California Portland CementTaiheiyo USA
•Japan (24 Mton/y, 37 %-share)•Abroad (24 Mton/y)
There is no need to think about localization of materials at
least in this part of world.
-
Indispensable cement for buildings or road constructions.Our
business is to supply materials to active societies.
W th A t i d tWe are the Artery industry
Enormous amount of wastes produced from active societies.Our
business is to recycle them for the protection of environments.
Taiheiyo Cement Corp.
-
If I could live life over again I want to be a buildingIf I
could live life over again, I want to be a building.Incinerator ash
of municipal wastes treated as landfill comes back life again as
cement.
-
Waste material managementg
• Cement industry has already been an indispensable C y y
pprocess to accept significant amounts of wastes in the human
society at least in Japan.
• Without cement industry, it is impossible to keep our
life!
Example of Japan, 2004Remained capacity of final landfill site
for industrial wastes: 184 Mm3Its remained life: 7 2 yIts remained
life: 7.2 y Annual amount of industrial wastes: 25 Mm3/y Annual
amount of wastes received by cement plants 20 Mm3/y Cement industry
save almost half size of landfill site.
-
Waste Materials Used in Cement Industry kton/y
Item 2001 2002 2003 2004 2005 2006 2007f ( )
fiscal year
Blast furnace slag (mainly blended) 11,915 10,474 10,173 9,231
9,214 9,711 9,304Coal ash (mainly raw meal) 5,822 6,320 6,429 6,937
7,185 6,995 7,256Gypsum by-product 2,568 2,556 2,530 2,572 2,707
2,787 2,636Dirt, Sludge 2,235 2,286 2,413 2,659 2,526 2,965 3,175,
g , , , , , , ,Soil f rom construc t ion 0 269 629 1,692 2,097
2,589 2,643Non-ferrous slag 1,236 1,039 1,143 1,305 1,318 1,098
1,028Unburned ash, soot, dust 943 874 953 1,110 1,189 982
1,173Molding sand 492 507 565 607 601 650 610Molding sand 492 507
565 607 601 650 610Steel manufacture slag 935 803 577 465 467 633
549Wood chips 20 149 271 305 340 372 319Waste plastic 171 211 255
283 302 365 408Coal tailing 574 522 390 297 280 203 155Recycled oil
204 252 238 236 228 249 279Waste oil 149 100 173 214 219 225
200Used t ire 284 253 230 221 194 163 148Used t ire 284 253 230 221
194 163 148Used clay 82 97 97 16 173 213 200Bone-meal feed 2 92 122
90 85 74 7Others 428 435 378 452 468 615 565Total 27,359 28,061
27,238 27,566 28,782 29,593 30,890 30,720Rat io: kg/ t -cement 332
355 361 375 401 400 423 436Cement production 82,407 79,045 75,451
73,504 71,771 73,931 73,931 70,600
-
Role of cement industryy• We are the Artery industry
– Binder in concrete– Corrosion inhibitor for steel
reinforcement
• and also the Vein industry– Utilization of various and
enormous solid wastes– Thermal recycle of combustible wastes
• under a control of environmental impacts– Less CO2 and
hazardous materials emissions– Purification of pollutants such as
dioxins and recovery
of heavy metals as resources
-
More wastes!
We have• Economical reasonEconomical reason.• Environmental
reason.
-
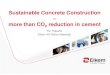
Using more wastes result in higher Al2O3 contentSiO2
g g 2 3
● Portland cement◇ Crashed concrete powder○ Steel slag*
Incinerator ash of urban waste
*
+
Incinerator ash of urban waste+ Sewage sludge× Coal ash- City
water sludge
*
*
**+
Al2O3
*
*CaO
-
Typical example of high C3A cement: Japanese ecocementJapanese
ecocement
• Ecocement: Portland cement but more than half is wastes
origin.g
• It satisfies CEM I 42.4N by EN197-1:2000.• Compared with JIS,
Cl content is over.
0.05% in ecocement vs. 0.035% by standard.• At present, two
plants are in commercial
operation in large Tokyo area to produce around 250 kton/y.
-
Comparison of chemical and mineral compositions of ecocementof
ecocement
compared to normal and low heat portland cements
ig.loss SiO2 Al2O3 Fe2O3 CaO SO3 Na2Oeq ClEC 0 3 17 0 8 0 4 4 61
0 3 7 0 26 0 053
TypeChemical Composition (%)
EC 0.3 17.0 8.0 4.4 61.0 3.7 0.26 0.053NPC 0.6 21.2 5.2 2.8 64.2
2.0 0.65 0.005LC 0.6 26.3 2.8 3.1 62.4 2.3 0.45 0.004
C3S C2S C3A C4AFType
Mineral Composition (%)3 2 3 4
EC 47 15 13 13NPC 59 15 8 9LC 31 53 3 8LC 31 53 3 8
-
Compressive Strength Development
100
120(M
Pa)
80
reng
th(
40
60
ssiv
e St
r
20
Com
pres NPC55 EC55
LHPC55 NPC30EC30 LHP30
00 20 40 60 80 100
Age (days)
C EC30 LHP30
Age (days)Strength development is acceptable.
-
Chloride ingress
8 50 N
gby immersion test in 3% NaCl solution
W /C =50% 20℃
6
8
/ye
ar)
50-N
50-E
2
4
Da(cm2/
0
0 10 20 30Tim e(m onths)Tim e(m onths)
Apparent diffusion coefficient of Cl is higher in ecocement than
NPC.Problem is the no time reduction of Da for ecocement possibly
dueProblem is the no time reduction of Da for ecocement, possibly
due to the perfect hydration at early ages.
-
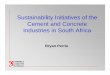
Sulfate attackASTM C1012, 5%Na2SO4
OPC
0.20
0.24
0.28
(%)
OPCSRPCSL
OPC: JapaneseSRPC: Canadian
0.12
0.16
Exp
ansi
on SL: Japanese 40% blast
furnace slag (Al2O3=15%)
0 00
0.04
0.08E High reactive alumina content is basically bad.Ecocement
will be worse!0.00
0 20 40 60 80 100 120Immersion duration (weeks)
Ecocement will be worse!
Under a collaboration with Prof. D. Hooton
-
Conflicting requirements
• For durability– Lower C3A & C3SLower C3A & C3S
• For waste materials utilization• For waste materials
utilization– More Al2O3
-
DurabilityW k bili li i d f d i l L C A?• Workability to
eliminate defects during placement: Lower C3A? Ultra-high strength
more than 100-200 MPa is only possible with low heat cement with
low C3A.
• Hydration heat: Lower C3A? For mass concrete, belite-rich and
low C3A cement is preferable.
• Early age strength development of cover concrete: Belite-rich
cement or y g g pblended cement is questionable because of the
lower early age strength.
• Crack by autogeneous and drying shrinkage?• Chloride
ingress?Chloride ingress?• Sulfate attack: High Al slag is
deteriorative?• Carbonation?• ASR: In Japan, it is better to assume
every aggregate is reactive.• F/T• LeachingLeaching
Checking and proposing improvement!
-
Effects of Ca sulfate on fluidity for different C A
contentdifferent C3A content
Mortar flow with polycarboxylateCli k
350
400
mm)
■ No.3 (0.70, 9.15, 19.34)
ClinkerSO3 (%)
250
300
flow (m
▲ NO.2 (0.96, 10.17, 19.29)● No.1 (1.25, 10.27, 19.30)
C3A (%)
150
200
Mortar C3A (%)
C3A+C4AF (%)
Adequate amount of Ca sulfate
100
1.8 2.0 2.2 2.4 2.6 2.8
qenable to enhance the fluidity even for high C3A cement.
SO3 in cement (%)
-
Chloride ingressW /C =50% 20℃
6
8
/ye
ar)
50-N
50-E W /C =40% 20℃3
4
/year)
40-N
40-E
0
2
4
Da(cm2/
0
1
2
Da(cm2/
0
0 10 20 30Tim e(m onths)
0
0 10 20 30Tim e(m onths)
4 50-NW /C =50% 20℃
2
3
4
2/year)
50 N50-L40%slag15%FA25%FA50%Sl FA
• Ecocement is inferior to NPC in relatively high W/C.
• Lowering W/C is one way
0
1
2
Da(cm2 50%Slag-FA • Lowering W/C is one way
to enhance the durability.• SCM addition is a very
0
0 10 20 30 40Tim e(m onths)
effective way to reduce Da.
-
Hydration heat60℃
)
Slag40%60℃)
Slag40%
30
40
50
emp rise(
Slag40%
EC OPC30
40
50
emp rise(
Slag40%
EC OPC
• Temperature rise of ecocement is slightly higher than OPC.
• Slag is not a good way to
0
10
20
30
diabatic te
0
10
20
30
diabatic te Slag is not a good way to
reduce temperature rise in hot climate.
• Other pozzolans such as fly ash00 2 4 6 8 10 12 14
Age (day)
Ad 0
0 2 4 6 8 10 12 14Age (day)
Ad • Other pozzolans such as fly ash
are indispensable.80
OPCBS40) 80OPCBS40) 80)
50
60
70BS70BS40+FA30
p rise (℃)
50
60
70BS70BS40+FA30
p rise (℃)
50
60
70
p rise (℃)
20
30
40
iabatic tem
Unit C:327kgPlacing T:20℃20
30
40
iabatic tem
Unit C:327kgPlacing T:20℃ 20
30
40
abatic temp
Unit C:327kgPlacing T:30℃
Age (day)
100 1 2 3 4 5
Adi
Age (day)
100 1 2 3 4 5
Adi
100 1 2 3 4 5
Adi
Age (day)
-
SCM seems indispensable• FA?
– Yes, it is effective to reduce hydration heat, ASR, sulfate
& Cl attacks. But controlling the carbon content and reactivity
is the problemBut controlling the carbon content and reactivity is
the problem.
– Electricity company says “We are producing electricity but not
fly ash. We can not pay much attention for the quality of
wastes.”Wh t t k h d f h l t i it ?– Who want to work so hard for
such electricity company?
• Blast furnace slag?– A specialist of Nippon steel says “If the
blast furnace is designed byA specialist of Nippon steel says If
the blast furnace is designed by
Japanese companies, it means the quality of slag is perfectly
designed and controlled as SCM. Quality of slag is equal to that of
steel”
– Every slag from various blast furnace has equivalent
chemicalEvery slag from various blast furnace has equivalent
chemical compositions and shows compatible strength developments
and effectiveness for durability. But hydration heat and cracking
resistance are the problems.
• Are there other candidates?
-
LSP 0%
Surprising effect of limestone
50
60
70
h (N
/mm2
)
28dLSP 0%LSP 5%
50
60
70
h (N
/mm2
)
7d
28dLSP-0%LSP-5%
30
40
sive
stre
ngt
3d
7d
30
40
ive
stre
ngth
3d
7d
0
10
20
Com
pres
s
1d
0
10
20
Com
pres
si
1d
00 20 40
BFS (%)
0 20 40BFS (%)
Base cement: OPC Base cement: Ecocement
-
Analysis of the effect of LS addition
60
N/m
m2 ) 28days
7days3d
7d
3d
0d MsEttCHC-S-H
OPC
OPC
40
ment Paste (N 3days
7d
3d
0d
28d
HcMcEttCH
LSP
C-S-H
OPC
C-LSP O
20
trength of Cem
7d
3d
0d
28d
7d
MsEttCHC-S-H
BFSOPC
-BFS OPC
OPC
-LSP
-BFS
-LSP
0
ompressive St
3d
0d
28d
7d
EttCHC-S-H
LSPBFSOPC
S-LSP OPC
OPC-
OPC-
OPC-B
FS-
Co
28d
7d
0 20 40 60
Mc Hc
Theoretical Volum e O ccupancy (Vol%)
OPC-BFS
XRD/Rietveld analysis with selective dissolution method
-
Mechanism is simple!80
/mm
2 ) OPCOPC -LSPOPC BB
60
ngth
(N
/ OPC -BBOPC -BB-LSP
40
ive
stre
n
20
ompr
ess
35 40 45 500
Co
Theoretical porosity by Rietveld method (%)
-
Effect of limestone addition onEffect of limestone addition on
the optimum sulfate content
80 8080
● : NPS system ○ : LSP ● : NPS system ○ : LSP ● : NPS system ○ :
LSP
40
60st
reng
th (M
Pa)
40
60
stren
gth
(MPa
)
40
60
stren
gth
(MPa
)
3.4
3.4
4.4
3.64 87day
28day7day
28day
7day
28day
20
40
Com
pres
sive
s
20
Com
pres
sive
20
40
Com
pres
sive
3.4
2.83.2
4.6
1da
3day
7day
1da
3day
1da
3day
y
01 2 3 4 5 6 7
SO3 cont ent (mass%)
01 2 3 4 5 6 7
SO3 content (mass%)
01 2 3 4 5 6 7
SO3 content (mass%)
C3A=2.5% C3A=8.8% C3A=12.5%3 C3A 8.8% 3
-
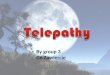
Impressive effect of LS for sulfate resistance
0.28 OPCSRPC
OPC: JapaneseSRPC: Canadian
p
0 16
0.20
0.24
ion
(%) SL
HSRSLC1SL: Japanese 40% blast furnace slag (Al2O3=15%)HSRSLC1:
Modified SL by
0.08
0.12
0.16
Exp
ansi HSRSLC1: Modified SL by
several % addition.
Hi h ti l i t t
0.00
0.04
0 20 40 60 80 100 120
High reactive alumina content is basically bad.By the addition
of small 0 20 40 60 80 100 120
Immersion duration (weeks) amount of calcite, it is possible to
improve sulfate resistance drasticallyUnder a collaboration with
Prof. D. HootonM ll i i hi i H Chi drastically.My colleague is
presenting this in Ho Chi
Minh City this week at ACF conference.
-
Early strength enhancement by fine limestone
30h) 30h)
15
20
25
n ra
te (J
/g ・
0.3μmSL5%
0.3μmSL10%
202530
n ra
te (J
/g ・h
0.3μmSL5%
5
10
15
at e
volu
tion
Blank
51015
t evo
lutio
n
Blank
8μmLSP5%
OPC
00 10 20 30 40 50 60
Time (hr)
Hea 0
0 10 20 30 40 50 60Time (hr)
Hea
tOPC pasteW/C=0.30Polycarboxylate superplasticizer
( ) ( )
Fine calcite activate the early hydration of C3S.
-
For ASR: Siliceous shale
80.090.0
/mm
2 )
80.0
mm
2 )
40 050.060.070.0
stre
ngth
(N
50.060.070.0
reng
th (N
/m
10 020.030.040.0
mpr
essi
ve s NC no add
SF-5%SF-10%SF-20%
10 020.030.040.0
pres
sive
str
NC no addKw-2.5-5%Kw-2.5-10%Kw 2 5 20%
0.010.0
0 7 14 21 28Age (day)
Com
0.010.0
0 7 14 21 28Age (day)
Com
p Kw-2.5-20%
g ( y)
Close to silica fume!
Main component: Opal-CTHuge amount of resource. Some are used as
silica source for cement production Close to silica fume!as silica
source for cement production.Superplasticizer is required because
of the large absorption caused by SSA 120m2/g.
-
Effect on ASR expansion0 60
0.50
0.60)
Highly reactive andesite aggregate.Kw: siliceous shale.
0.40
0.50
M C
1260
) Kw: siliceous shale.
0.30
(%, A
STM
0.20
pans
ion
(
K 2 50.10Exp Kw-2.5
Kw-8SFFA
0.000% 5% 10% 15% 20%
Replacement ratio
-
Proposal of new cement under the balance of requirements from
environmental and
performance in concreteperformance in concrete
• High C3A cement base,• With the addition of
– Blast furnace slag,– Fine limestone,– and Siliceous shale.
• Calcite has a great function only for high alumina
conditions.
d i i h f l• In order to optimize the formula….
-
Thermodynamic calculation will be a good way.OPC 40% slag
Immersion into NaCl
250
500Cl-
OH-
[液相]
Na+ Cl-
Na+
OPC 40% slag
c. m
ol/m
3
1 5 Na KOPC 40% slag
Total amountImmersion into NaCl
0
250K+
Ca2+
0.6
OH-NaK+
Ca2+Ion
con
0.5
1
1.5
Cl
SO3
[全量] Cl
SO3lem
ent
mol
/kg-
cem
0.2
0.4
C4AH13
MsFr
[固相] C4AH13
Ms
Fr
Hyd
rate
sm
ol/k
g-ce
m
0 2 4 60
3
0 2 4 6
3
深さ(cm)
E m
0C4AH13
Ett
0.1
-SiO- ①-SiONa ②-SiOK ③-SiOCa+ ④-SiOCaCl ⑤-SiOCaSO4
-
Ett
H m
0.6[OPC] [BB]Cl
EPMA Measurement(Same mix and immersion cond.)
m
0.05
0.1[CSH吸着]
①
②③④
⑤①
②
③④
⑤
ilano
l gro
upm
ol/k
g-ce
m
0
0.2
0.4 ClSO3
Na
[OPC] [BB]ClSO3
NaElem
ent
mol
/kg-
cem
0 2 4 60
①
0 2 4 6
①
Depth from the surface (cm)
Si m 0 2 4 60
0 2 4 6Depth(cm)
-
Conclusions
• We have to use Al2O3 rich waste in some way.• High C3A cement
is a candidate.g 3• Combining slag, limestone, and siliceous
materials seems a reasonable solution for durable concrete
material.
• Thermodynamic calculation will be an effective ytool to
estimate the performance.
• Al behaviors in C-S-H is the next topic of study.p y