Embed Size (px)
Citation preview
Collaboratlve Productlon on the Bask of ObJect Orlented Software Englneerlng Prlnclples
G. Schuh’, M. Berghoh’ ’Laboratory for Machlne Tools and Productlon Englneerlng,
Aachen Technlcal University, Aachen, Germany Submitted by E. Westkernper (I), Stuttgart. Germany
Abstract One of the maln challenges for productlon enterprlses 1s succeedlng In the dynamlc competitive envlronment Wth tts rapldly changlng requlrements. A strategy for the IndMdual factory to cope wlth these turbulent market and technologlcal developments Is to focus itself on a specltlc set of competencles and capacitles and to M e r these Athln the framemrrk of temporary produdlon networks whlch can be rapldly conflgured to meet changlng requlrements. Therefore, the IndMdual factory must be able to Integrate itself Into temporary partnershlps for changlng pmductlon tasks krt at the same tlme retaln a stable basls for the emclent utlllsatlon and sustdnable development of its OM capacity and competence. The developed oued orlented explanatlm model Is based on ob]ect orlented s o w r e englneerlng prlnclples and descrlbes an approach for the lnitlal conflguratlon and reconflguratlon of factorles wlthh the framework of collaborative produdlon networks.
Keywords: F&ory, Deslgn, Network
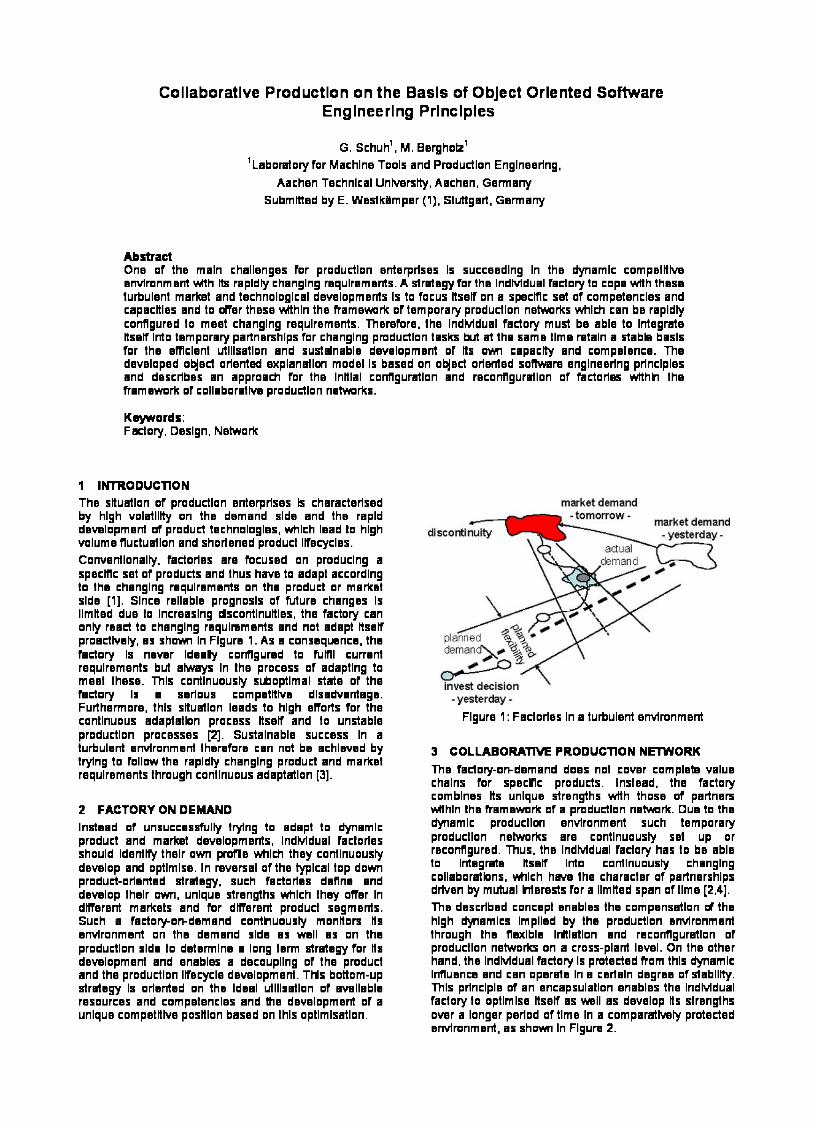
I INTRODUCTION The situatlon of produdlon enterprlses b characterlsed by hlgh volatlllty on the demand slde and the rapld development of product technologles, whlch lead to hlgh volume fluctuation and shortened product IKecycles. Conventlonally, factorles are focused on produclng a specltlc set of products and thus h w e to adapt accordlng to the changlng requlrements on the product or market slde [I]. Slnce rellable prognosls of M u r e changes Is llmited due to Increaslng dscontlnuitles, the factory can only react to changlng requlrements and not adapt Bsetf proactively, as shDrm In Flgure 1. As a consequence, the factory 1s never Idealy conflgured to fultll current requlrements but always In the process of adaptlng to meet these. Thls contlnuously sboptlmal state of the factory Is a serlous competitive dlsadvantage. Furthermore, thls situatlon leads to hlgh elTorts for the contlnuous adaptatbn process itself and to unstable productlon processes [2]. Sustalnable success In a turbulent envlronment therefore can not be achleved by trylng to follow the rapldly changlng product and market requlrements through contlnuous adaptatlon [3].
2 FACTORY ON DEMAND Instead of unsuccessfully trylng to adapt to dynamlc product and market developments, IndMdual factorles should Identify thelr own pone whlch they contlnuously develop and optlmlse. In reversal of the typlcal top down product-orlentad strategy. such hctorles deRne and develop thelr own, unlque strengths whlch they olTer In dlllerent markets and for dlllerent product segments. Such a factory-owdemand conthuously monitors its envlronment on the demand slde as well as on the produdlon slde to determlne a long term strategy for its development and enables a decoupllng of the product and the produdlon IKecycle development. TMs bottom-up strategy 1s orlented on the Ideal utlllsatlon of wallable resources and cornpetenelas and the development of a unlque cornpetithe positlon based on thls optlmlsatlon.
Flgure 1 : Factorles In a turbulent envlronment
3 COLLABORATIW PRODUCTION NEmORK The factoly-owdemand does not cover complete value chalns for s p e c k products. Instead, the factory comblnes its unlque strengths wlth those of partners Wthln the framework of a productlon network. Due to the dyamlc productlm envlronment such temporary productlon networks are contlnuously set up or reconflgured. Thus, the IndMdual factory has to be able to Integrate itself Into contlnuously changlng collaboratbns, M c h hiwe the character of partnershlps drtven by mutual Merests for a llmited span of tlme [2,4]. The descrlbed concept enables the compensdlon d the hlgh dyamlcs lmplled by the productlon envlronment through the flexlble lrrltlatlon and reconflguratlon of productlon networks on a cross-plant level. On the other hand. the IndMdual factory Is protected from thls dynamlc Influence and can operate In a certaln degree of stabllity. Thls prlnclple of an encapsulatlon enables the IndMdual factory to optlmlse itsen as wll as develop its strengths over a longer perlod of tlme In a comparatively protected envlronment, as shorm In Flgure 2.
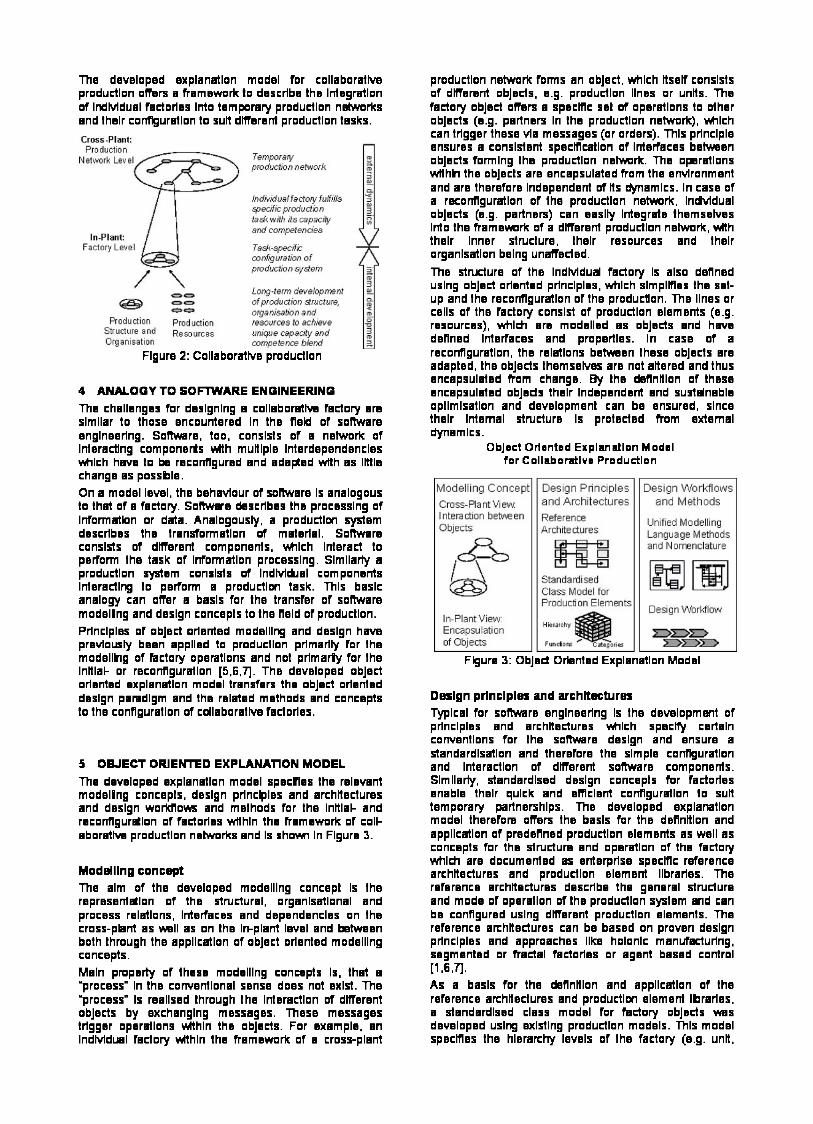
The developed explanatlon model for collaborative produdlon offers a framework to descrlbe the Integratlon of IndMdual fadorles Into temporary productlon nadworks and thelr contlguratlon to suit dlllerent produdlon tasks.
Flgure 2: Collaborative produdlon
4 ANALOGY TO SOFIWARE ENGINEERING The challenges for deslgnlng a collaborative factory are slmllar to those encountered In the Re# of s o M r e englneerlng. S o w r e , too, conslsts of a network of Interadng componerts M h muitlple lnterdependencles M l c h have to be reconflgured and adaped wlth as little change as possble. On a model level, the b e h d o u r of s o w r e Is analogous to that of a factory. Softwire descrlbes the processlng of Informatbn or data. Analogously, a productlm system descrlbes the transformatlon of materlal. S o M r e conslsts of dlllerent components, Mlch Interad to perform the task of Informatlon processlng. Slmllarly a produdlon H e m conslsts of IndMdual components Interadlng to perfonn a produdlm task. Thls bask analogy can offer a bai ls for the transfer of s o m r e modeling and deslgn concepts to the Reid of produdlon. Prlnclplw of object orlentad modelllng and deslgn have previously been applled to produdlon prlmarlly for the modellhg of hctory opemtlons and not prlmariy for the lnitlal- or reconflguratlon [5,6,7]. The developed object orlanted explanatlon model transfers the object orlanted deslgn pandlgm and the related methods and concepts to the conflguratlon of collaborative fadorles.
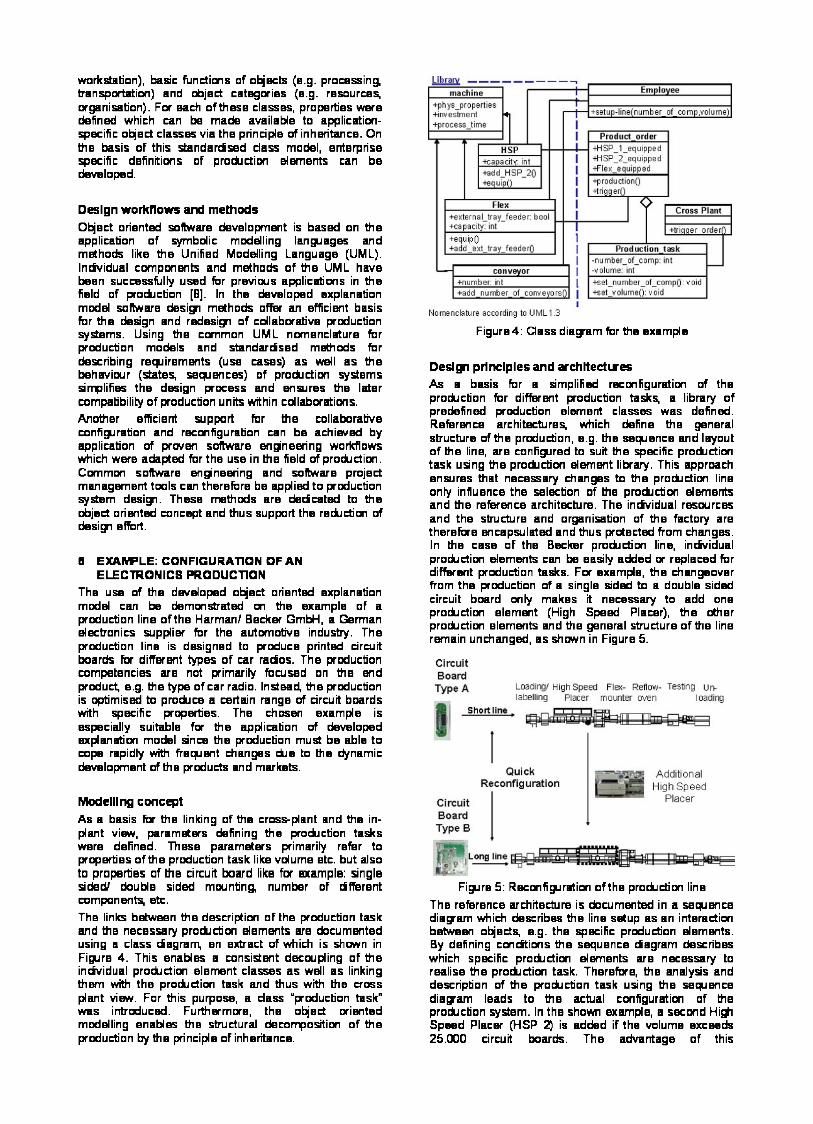
5 OBJECT ORIENTED EXPLANATION MODEL The developed explanatlon model specmes the relevant modeling concepts, deslgn prlnclples and architectures and deslgn w o r k f l ~ and methods for the InitIaC and reconflgurdlon of factorles wlthln the framework of coll- aborative produdlon networks and Is s h m In Flgure 3.
Modelllng concept The alm of the developed modelllng concept Is the representdlon of the structural, organlsatlonal and process relatlons, Interfaces and dependencles on the cross-plant as wll as on the In-plant level and between both through the appllcatlon of object orlanted modelllng concepts. Maln property of these modelllng concepts Is, that a "process" In the conventlonal sense does not exlst. The "process" Is reallsed through the Interactlon of dlllerent objeds by exchanglng messages. These messages trlgger operatlons M h l n the objects. For example, an IndMdwl factory M h l n the framework of a cross-plant
productlon network forms an obled, whlch itsen conslsts of dlllerenl objects, e.g. produdlon Ilnes or units. The factory object offers a specltlc set of operatlons to other objects (8.9. partners In the produdlon network), M l c h can trlgger these vla messages (or orders). Thls prlnclple ensures a conslstent specmwtlon of Interfaces between objects formlng the produdlon netwrk. The operatlons wlthh the oblects are encapsulated from the envlronment and are therefore Independent of its dynamlcs. In case of a reconflguratlon of the produdlon ne twrk , Indvldual objects (e.g. partners) can easlly Integrate themselves Into the framework of a dlllerent produdlon network, M h thelr Inner structure, thelr resources and thelr organlsatlon belng unflected. The structure of the IndMdud factory Is also deRned uslng object orlanted prlnclples, whlch slmplmes the set- up and the reconflguratlon of the produdon. The llnes or cells of the factory conslst of produdlon elements (8.9. resources), whlch are modelled as oblects and hiwe deRned Interfaces and propertles. In case of a reconflguratlon, the relatlons between these objects are adapted, the obleds themselves are not altered and thus encapsulated from change. By the dennitlon of these encapsulated objeds thelr Independent and susttdnable optlmlsatlon and development can be ensured, slnce thelr Internal structure Is protected from external dynamlcs.
Object Oriented Explanntlon Model for Collaboratlvn Produdlon
Flgure 3: Objed Orlented Explanatlon Model
Deslgn prlnclples and architectures Typlcal for s o w r e englneerlng Is the development of prlnclples and architectures M l c h specify certaln conventlons for the s o h a r e deslgn and ensure a standardlsatlon and therefore the slmple conflquratlon and lnteractlon of dlllerent s o m r e components. Slmllariy, standardlsed deslgn concepts for fadorles enable thelr qulck and emclent conflguratlon to suit temporary prtnershlps. The developed explamtlon model therefore offers the basls for the deflnitlon and appllcatlon of predefined productlon elements as well as concepts for the structure and operatlon of the factory whlch are documented rn enterprlse specmc reference architectures and produdlon element Ilbrarles. The reference architectures descrlbe the general structure and mode of operatlon of the productlon system m d can be conflgured uslng dlllerenl produdlon elements. The reference architectures can be based on proven deslgn prlnclples and approaches llke holonlc manulfxturlng, segmented or fractal fadorles or agent based control [I ,6,7]. As a bai ls for the deRnitlon and appllcatlon of the reference architectures and productlm element Ibrarles, a standardlsed class model for factory objects w s developed uslng exlstlng produdlon models. Thls model specmes the hlerarchy levels of the factory (8.9. unit,
workstation), h s i c functions of objects (8.9. processing, banspwtation) and object categwies (8.9. resources, wgianisation). Fw each of these classes, properties w e defined which can be made available to application- specific object classes via the principle of inheritance. On the h s i s of this standardsed dass model, enterprise specific definitions of production elements can be developed.
Deslgn workflows and methods Object oriented soitware development is based on the application of symbdic modelling languages and medhods like the Unified Modelling Language (UML). lndvidual cmponents and medhods of the UML have been successfully used for previous applications in the field of production [El. In the developed explanation model soitware desigr methods offer M efficient basis for the design and redesigr of cdlabwative production systems. Using the common UML nomenclature for production models and shndardsed methods for describing requirements (use cases) as well as the behwiwr (states, sequences) of production systems Einplifies the design p # m s and ensures the later compatibility of production units within cdlabwations. Another efficient support for the collaborative configuration and reconfiguration can be achieved by application of proven soitware engneering workflows which were adapted for the use in the field of production. Cmmon soitware engneering and soitware project management t w l s CM therefore be applied to production system desigr. These methods are dedcated to the object oriented concept and thus support the reduction of desigr effort.
6 EXAWLE: CONFIGURATION OF AN
The use of the developed object oriented explanation model CM be demoneated on the a m p l e of a production line of the Harmannl Becker GmW, a German electronics supplier for the autmotive industry. The production line is designed to produce printed circuit boards fw different types of car rados. The production competencies are not primarily focused on the end product e.g. the type of car radio. Instead, the production is optimised to produce a certain range of circuit boards with specific properties. The chosen example is especially suitable for the application of developed a p l ~ h t i o n model since the production must be able to cope mpidly with frequent changes due to the dynamic development of the products and markets.
ELECTRONICS PRODUCTION
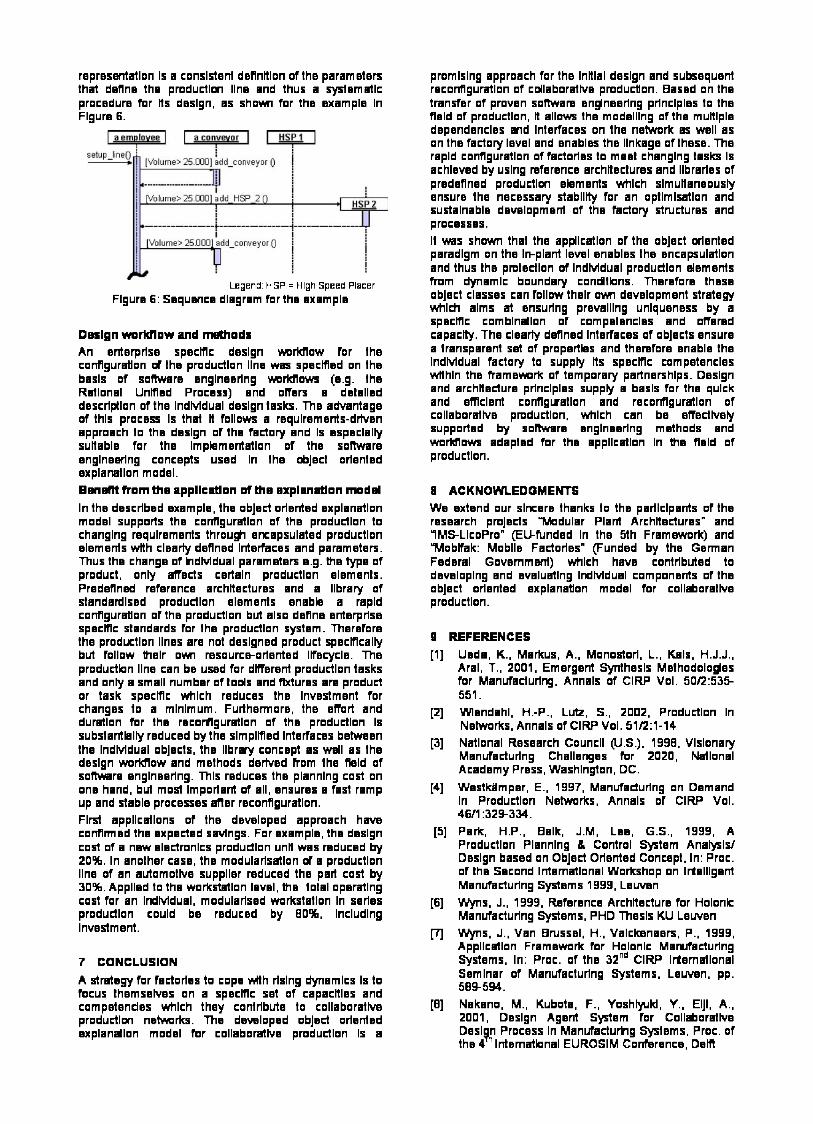
Modelling concept As a basis fw the linking of the crossplant and the in- plant v im , parameters defining the production hsks were defined. These pmmeders primarily refer to properties of the production task like vdume etc. but also to properties of the arwa board like fw wmple: single sided double sided mwnting, number of dfferent components, etc. The links b d n the description of the production task and the necessary production elements are documented using a class dagram, en extract of which is shown in Figure 4. This enables a consistent decwpling of the indvidual production element classes as well as linking them with the production h s k and thus with the cross plant vim. For this purpose, a dass "production hsk" was introduced. Furthermwe, the object wiented modelling enables the shctural deconposition of the production by the principle of inheritance.
Figure 4: Class diagiam for the example
Deslgr primlples and arehltedrrw As a basis for a simplified reconfiguration of the production for different production hsks, a library of predefined production element classes was defined. Reference architechrres, which define the general struchrre of the production, e.g. the sequence and layout of the line, are configured to suit the specific production task using the production element libary. This apprmch ensures that necessary changes to the production line only influence the selection of the production elements and the reference architechrre. The indvidual reswrces and the shuchrre and orgianisation of the factory are therefwe encapsulated and thus protected from changes. In the case of the Becker production line, indvidual production elements CM be easily added w replaced for different production hsks. F w example, the changeover from the production of a single sided to a double sided circuit board only makes it necessary to add one production element (High Speed Placer), the other production elements and the general shcture of the line remain unchanged, as s h w n in Figure 5.
Figure 5: Reconfiguration ofthe production line The reference architecture is documented in a sequence d i a g m which describes the line setup as an interaction between objects, e.g. the specific production elements. By defining condtions the sequence d a g m describes which specific production elements are necessary to realise the production task. Therefwe, the ~ a l y s i s and description of the production task using the sequence d i a g m leads to the actual configuration of the production system. In the shown a m p l e , a second Hi# Speed Placer (HSP 2) is added if the volume exceeds 25.000 circuk boards. The advantage of this
representatlon Is a conslstent definitlon of the parameters that define the productlm llne and thus a systematlc procedure for its deslgn, as shprm for the example In Flgure 6.
Legend HSP = Hlgh Speed Placer
Flgure 6: Sequence dlagram for the example
Dezlgn workflow and m o d s An enterprlse specltlc deslgn mrrldlow for the conflgurdon d the produdlon llne wm specmad on the basls of s o m r e englneerlng wrldlows @.g. the Ratlonal Unmed Process) and ewers a detalled descrlpllon of the IndMdual deslgn tasks. The advantage of thls process Is that tt follows a requlrements-driven approach to the deslgn of the factory and Is especlally suitable for the lmplementatlon of the s o M r e englneerlng concepts used In the object orlented explamtlon model. BmdW from the appllcatlon of the explanatlon model In the descrlbed example, the object orlented explanatlon model supports the conflguratlon of the produdlon to changlng requlrements throum encapsulated productlon elements wHh clearly defined Interfaces and parameters, Thus the change of hdMdual parameters e.g. the type of product, only af7ects certaln productlon elements. Predefined reference architectures and a Ilbrary of standardlsed productlon elements enable a rapld conflgurdon of the produdlon but also define enterprlse specmc standards for the productlon system. Therefore the produetlon llnes are not deslgned product specltlcally but follow thelr M resourceorlentad lifecycle. The produdbn llne can be used for dwerent productlon tasks and only a small number of tods and fixtures are product or task specltlc whlch reduces the Investment for changes to a mlnlmum. Furthermore, the ewort and duratlon for the recomguratlon of the produdlon Is substanthlly reduced by the slmplmed Interfaces between the IndMdual objects, the Ilbriwy concept as well as the deslgn worldlow and methods derived from the Reld of s o w r e englneerlng. Thls reduces the plannlng cost on one hand, but most Important of all, ensures a fast ramp up and stable processes f l e r reconflguratlon. Flrst appllcatlons of the developed approach have confirmed the expected s d n g s . For example, the deslgn cost of a new electronlcs produdlon unit was reduced by 20%. In another case, the modularlsatlon d a productlon llne of an automotke suppller reduced the part cost by 30%. Applled to the workshtlon level, the total operatlng cost for an IndMdual, modularlsed worksttalon In serles produdlon could be reduced by 8096, lncludlng Investment.
7 CONCLUSION A strategy for fadorles to cope Ath rlslng dynamlcs Is to focus themselves on a specme set of capacitles and competendes whlch they contrlbute to collaboratke produdlm networks. The developed object orlented explandlon model for collaboratke produdlon Is a
promlslng approach for the Initlal deslgn and subsequent reconflguratlon of cdlaboratke productlon. Based on the transfer of proven soMiare endneerlng prlnclples to the Reid of productlon, it allom the modelllng of the muitlple dependencles m d Interfaces on the network ~B!S well as on the factory level and enables the Ilnkage of these. The rapld conflguratlon of fadorles to meet changlng tasks Is achleved by uslng reference architectures and Ilbrarles of predefined productlm elements whlch slmuitaneously ensure the necessary stablllty for an optlmlsmtlon and sustalnable development of the factory structures and processes. It w s shown that the appllcatlon of the object den ted paradlgm on the In-plant level enables the encapsuldlon and thus the protectlon of IndMdual produdlon elements from dynamlc boundary condtbns. Therefore these ob]ect classes can follow thelr OM development strategy whlch alms at ensurlng prevalllng unlqueness by a specltlc comblndlon of competencles and owered capacity. The clearly defined Interfaces of objects ensure a transparent set of propertles and therefore enable the IndMdual factory to supply its specltlc mmpetencles wlthln the framemrrk of temporary partnershlps. Deslgn and architecture prlnclples supply a basls for the qulck and emclent conflguatlon and reconflguratlon of collaboratke productlon, whlch can be efTectkety supported by s o w r e englneerlng methods and worlblows adapted for the appllcatlon In the Reid of productlon.
8 ACKNOWLEDGMENTS We extend our slncere thanks to the partlclpants of the research projects Wodular Plant Architectures" and 'SMSLlcoPro" (EUfunded In the 5th Framework) and WobKak: Moblle Factorles" (Funded by the German Federal Government) whlch have contributed to developlng and evaluatlng IndMdual components of the ob]ect orlanted explandon model for colli&oratke productlon.
g REFERENCES
111
121
131
141
151
161
m
181
Ueda, K., Markus, A,. Monostorl, L., Kals, H.J.J., Aral, T., 2001, Emergent Synthesis Methodolodes for Manulacturlng, Annals of ClRP Vol. 50/2:535 551. Wlendahl, H.-P., Luh. S., 2002, Produdlon In Networks, Annals of ClRP Vol. 51/2:1-14 Natlonal Research Councll (US.). 1998, Vlslonary Manulacturlng Challenges for 2020, M l o n a l Academy Press, Washlngton, DC. Westkimper, E., 1997, Manuladurlng on Demand In Produdlon Networks, Annals of ClRP Vol. 4611 3 2 9 4 3 4 . Park, H.P., Balk. J.M, Lee, G.S., 1999, A Produdlon Plannlng & Control System Analyslsl Deslgn based on Object Orlanted Concept, In: Proc. of the Second Internatlonal Workshop on lrtelllgent Manulacturlng Systems 1999, Lewen Wyns, J.. 1999, Reference Architecture for Holonk Manulacturlng Systems, PHD Thesls KU Lewen Wyns, J., Van Brussel, H., Valckenaers, P., 1999, Appllcatlon Framework for Holonlc Mamfacturlng Systems, In: Proc. of the Xnd ClRP Irternatlonal Semlnar of Manulacturlng Systems, Lewen, pp. 589-594. Nakano, M., Kubota, F., Yoshlykl, Y., EIjI, A., 2001, Deslgn Agent system for Colli&oratke Dasl n Process In Manulacturhg Systems, Proc. of the 4 Internatbnal EUROSIM Conference, DeM #I





























