-
Coating behaviour and nugget formation duringresistance welding
of hot forming steels
D. C. Saha1,2, C. W. Ji3,4 and Y. D. Park*1
In this work, the effects of the coating composition and the
welding parameters on the heat
generation and nugget formation during resistance spot welding
of the hot press forming steels
have been evaluated. Two types of coated steels were used,
termed as Al–Si and Zn coating.
Al–Si coated steel showed rapid nugget growth toward the
electrode direction, which is the
probable reason of the higher heat conduction from the
electrode–sheet surface toward the bulk
material. In Zn coated steel, heat was generated and localised
at the faying interface and
uniformly propagated to the steel substrate. High speed camera
images showed that the
presence of oxide at faying interface provides inhomogeneous
current flow and violent heat
generation in the Zn coated steel.
Keywords: Resistance spot welding, Hot press forming steels,
Coating layer, High speed camera, Nugget formation
IntroductionIn recent years, automotive manufacturing
companiesare embraced to use high strength steels for weight
re-duction, high impact resistance and less CO2 emissions.Hot
pressed boron steels have been developed to servethese purposes,
which provide unique properties, such asno spring back effect,
ultrahigh strength (ultimate tensilestrength>1.5 GPa), etc. To
ensure the corrosion pro-tection issue, Al–Si based precoated hot
press forming(HPF) steel was developed. Hot press forming steel
isusually austenised in a furnace maintaining temperaturebetween
900 to 930uC and hold for a period of 5–10 min;as a result, Fe
diffusion occurs, and thereby, the coatingtransformed into several
layers of intermetallic com-pounds; among these, the Fe–Al–Si layer
existingbetween the coating and steel substrate has a thicknessof
about 5–7 mm.1–3 It has been reported that there are atotal five
layers; the first layer was identified to beFe2Al5, which was
followed by FeAl2 and Fe2SiAl2.Details of the coating
microstructure can be foundelsewhere.4 Additionally, zinc based
coating has beendeveloped in Europe, which offers excellent scaling
aswell as cathodic corrosion protection.5
In the last decades, researchers have dedicated theirinterest to
develop microstructure, phase transformationdiagrams and mechanical
properties relationship of theHPF steels; limited information was
obtained regardingheat treatment, coating process, formability and
phasetransformation.1,4,6,8,9 Apart from the microstructural
analysis, proper joinability and weldability of the com-ponents
must be ensured in order to commercialise thesteel sheets. The
joining of the press hardened steel bymeans of mechanical clinching
is difficult due to thehigher base metal strength; therefore, a
short laser pulseis applied to heat up the sheets locally before or
at thesame time while clinching.10 Resistance spot welding(RSW) is
one of the fundamental joining process forautomotive components, it
being said that every auto-motive contains about 5000–8000 spot
welds. The vitalissue associated with the RSW of HPF steels is
thecomposition and properties of the existing surfacecoating and
oxides, which degrades electrode life andenhances surface and
interface expulsion.4,9,11 There-fore, it is a matter of concern to
remove the meltedcoating from the faying interface before nugget
growth.Therefore, prepulse condition is sometimes consideredto be
an effective way to get the desired weld proper-ties.11 Hwang et
al.12 proposed to use a pulse currentwaveform to reduce the
expulsion to weld Al–Si coatedHPF. Jong et al.13 evaluated the
microstructure andmechanical properties of boron containing
ultrahighstrength steel. Resistance spot weldability of
dissimilarcombination of 22MnB5 and GADP780 was investi-gated and
reported by Choi et al.14 Although surfacecoating of HPF steels
solved the surface oxidation anddecarburisation problem, the
existence of the highsurface coating introduces a high contact
resistance,therefore degrading the spot weldability.4,7,15 In order
toget the desired weld quality, a sandblasting or a dry icecleaning
process had been used to remove the coatingbefore weld.5,7,11
Therefore, it has been granted that thecoating properties are the
main spot welding issue,which needs to be understood properly to
obtain a highreliable weld properties.
In the present work, the spot welding characteristicsof Al–Si
and Zn coated HPF steels have been investi-gated by observing the
nugget formation and heatgeneration. The nugget formation was
monitored using
1Department of Advanced Materials Engineering, Dong-Eui
University,995 Eomgwangno, Busanjin-gu, Busan 614-714,
Korea2Department of Mechanical and Mechatronics Engineering,
University ofWaterloo, 200 University Avenue West, Waterloo, Ont
N2L 3G1, Canada3Department of Materials Science and Engineering,
Pusan NationalUniversity, Busan, Korea4Department of Materials
Science & Engineering, The Ohio StateUniversity, Columbus, OH
43221, USA
*Corresponding author, email [email protected]
� 2015 Institute of Materials, Minerals and MiningPublished by
Maney on behalf of the InstituteReceived 16 April 2015; accepted 27
May 2015DOI 10.1179/1362171815Y.0000000054 Science and Technology
of Welding and Joining 2015 VOL 20 NO 8 708
-
a high speed video camera, as well as by cross-sectioningthe
nugget. The coating layer melting sequences, elec-trode
degradation, elements distribution on the electrodetips and the
effect of coating on expulsion behaviourhave been evaluated.
Materials and methods
MaterialsTwo different coated HPF steels (thickness, 1.0 and1.50
mm) were used in this investigation, which aretermed as Al–Si
coated HPF and Phs-ultraform Z140(in this study, from here and
onwards, Al–Si coated HPFand Phs-ultraform Z140 will be referred as
Al–SiHPF and Zn HPF respectively). The chemical compo-sitions and
coating properties of both of the steels areshown in Table 1. It
can be noted here that all materialsused in this investigation were
in hot stamped condition.The Al–Si HPF was austenised in a furnace
to 900uC for5 min and quenched through a metallic flat dies with
acontact pressure of*40 MPa for 20 s; the temperature ofthe dies
were about 40–50uC, as measured with apyrometer. Zn HPF was
austenised by the followingsimilar procedure as of the Al–Si HPF.
In non-hardenedcondition, coating thicknesses were about 9–13
mm,which were transformed to 15–30 mm as hardenedconditions.
Cross-sectional views and coating layercomposition of both Al–Si
HPF and Zn HPF areshown in Fig. 1.
MethodsThe ISO 18728-21216 was employed to evaluate
theweldability, and detailed welding schedules are tabulatedin
Table 2. The welds were performed on a pedestal typemedium
frequency dc inverter spot welder with Cu–Crdome radius type
electrode (ISO 5821:2009)17 under aconstant water cooling rate of 6
L min21. Before weld,the Zn HPF steel undergoes a dry ice cleaning
process toremove the oxide layer from the surface of the
sheets,which lowered the contact resistance.4 Dynamic resist-ance
data between the copper electrodes were obtainedfrom the machine
readout software (Rexroth, BoschGroup, BOS6000 version: 1.35.2).
For metallographicevaluation, samples were mounted and polished by
thefollowing standard metallographic procedure; thepolished samples
were etched with 4% nital (4%HNO3on 96% ethanol) to reveal the
microstructure. Stereo-and optical microscopes were used to perform
micro-structure observation. Furthermore, an electron
probemicroanalyser was used to get elements distributioninformation
on the electrode tips as well as the fayingsurface of the welded
coupons.
A high speed camera was used to monitor the nuggetgrowth; the
monitoring system includes a processor,camera with different
lenses, power supply, lightingsources, etc. Half cross-sectioned
Cu–Cr alloy made8.0 mm electrodes (dome radius type) were used
tocapture the nugget formation sequences. The electrodeforce (2.25
kN) and weld current (3.0 kA) were reduced
to half of that of the original values (4.5 kN and 6.0 kA)as
suggested elsewhere.18,19 A 1.50 mm thickness ofAl–Si HPF and Zn
HPF steels was used to observe thenugget growth in a high speed
camera; the front faces ofthe sheets were polished with 600 grade
silicon carbidepapers before the experiment. The sheets were
placedbetween the two half sectioned electrodes, and the
elec-trodes were brought into contact of the sheets with
apredefined electrode force; afterward, a weld current wassupplied
to make the weld. To magnify and visualisethe liquid nugget
properly, a high speed camera wasequipped with series of lenses: a
combination of Nikon200 mm, 1:1.4 D 50 mm, ultraviolet lens and an
endfilter. The images were captured at a rate of 2000 fps
andshutter time of 1/6400.
Results and discussion
Effect of weld currentOwing to rich chemistry, high stiffness,
high strength andcomplex microstructure, advanced high strength
steels(including HPF steels) usually provide a narrow weldprocess
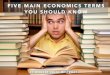
window in contrast to mild and low carbonsteels.20,21 Figure 2
indicates the proportional relation-ship between the weld current
and nugget diameter,i.e. nugget diameter increased with weld
current; similarresults were obtained elsewhere.9,21,22 An
appropriateweld current was determined according to 4t 1/2
condition(where t is the sheet thickness).16 The graph also
illustratesthe effect of coating and the sheet thickness on the
nuggetsize; a larger nugget was observed in the Al–Si HPFcompared
to the Zn HPF steel, regardless of the sheetthicknesses.
Contrariwise, the sheet thicknesses greatlyinfluences the expulsion
(i.e. ejection of themetal from thefaying interface, star symbols
in Fig. 2) condition of theAl–Si HPF steel. It was noticeable that
no weldable cur-rent range (current range between the nugget
diameterequal to 4t 1/2 to expulsion) was obtained in thinner
gaugeAl–Si coated steel. Before expulsion, Zn HPF provided alarger
nugget diameter (1.0 mm sheets) compared to theAl–Si HPF, which is
attributed to the effect of surfacecondition, as Zn HPF steel
surfaces were dry ice cleaned.It can be noted here that thinner
gauge sheets showedearlier expulsion compared to thicker gauge
sheets.Electrode tip diameter is one of the influencing
factors,which is inversely proportional to the heat input. As
asmaller electrode tip (6.0 mm) was used to weld 1.0 mmgauge
sheets, therefore, the contact diameter at the elec-trode/sheet
(E/S) interface would be smaller compared tothe larger electrode as
used for thicker gauge sheets. As aresult, the current density
(ratio of the applied current tothe contact area) will be higher;
therefore, a high currentdensity offered earlier expulsion, as
expected. Through-out the study, a larger nugget diameterwas
obtained in theAl–Si HPF compared to the ZnHPF steel, and the
nuggetsize differences were more pronounced when thickergauge and
higher weld current (above 6.0 kA) were used.The bulk resistance of
the sheets is related to its thickness,as thicker gauge sheet has a
higher bulk resistance
Table 1 Nominal chemical composition and coating properties of
used hot pressed steels
Materials C Mn Si P Ceq33 Fe Al Si Zn
Al–Si HPF 0.23 1.24 0.26 0.015 0.45 Coating ... 90 10 ...Zn HPF
0.3 2.0 0.5 0.02 0.75 40–65 0.7 ... Balance
Saha et al. Coating behaviour and nugget formation during
RSW
Science and Technology of Welding and Joining 2015 VOL 20 NO 8
709
-
compared to the thinner one. High bulk resistivity of thethicker
gauge sheet allowed more heat to be generated;therefore, the nugget
size would be larger at the samewelding condition as depicted in
Fig. 2. While heat wasgenerated at the sheet/sheet interface, the
thicker gaugesheet can sustain at a high heat; on the other hand,
thinner
sheets have less ability to withstand generated heat as
theunmelted area around the molten nugget reduced; there-fore,
early expulsion could be expected.
Weld nugget formation and growthThe presence of coating layer on
the sheet surfaces canhave adverse effects on the nugget formation.
Generally,forweldingof coated steels, a higherweld current, a
longerweld time and a higher weld force are recommended byseveral
researchers.23,24 Unlike hot dipped galvanised or ahot dipped
galvannealed, the coating layer on the HPFsteel offers an
additional resistance at the faying surface(F/S, the contact
interface between the sheets), aswell as atthe E/S interface. The
additional resistance influencesthe nugget formation and heat
generation as can be seenin Fig. 3.
Two important factors should be considered toexplain the heat
generation and nugget formationphenomenon; these are surface
coating and sheetthickness. It can be observed in Fig. 3 that heat
wasgenerated at F/S interface as well as in the E/S interfacesin
both of the steel types. In contrast to the Zn HPF,more heat was
being accumulated at the E/S interfacecompared to the F/S interface
in Al–Si HPF, as canbe compared by the contrast of the zones
affected by theheat (Fig. 3a and c, at 1 cycle). It is evident
that2 Nugget diameters as function of weld currents
Table 2 Resistance spot welding conditions used in experiments
(ISO 18278-2)16
Schedule (cycle, 60 Hz) Electrode
Materialsthickness/mm
Electrodeforce/kN Squeeze Pulse Weld Cooling Hold Materials
Tipdiameter/mm
Waterflowrate/L min21
1.0 3.5 70 1 15 ... 15 Cu–Cr 6 61.5 4.5 70 3 11 2 20 Cu–Cr 8
6
1 Optical micrographs and change of Fe, Al, Si and Zn
concentrations in thickness direction of samples a Al–Si HPF
and
b Zn HPF; all of materials considered in present study were in
hot stamped condition
Saha et al. Coating behaviour and nugget formation during
RSW
Science and Technology of Welding and Joining 2015 VOL 20 NO 8
710
http://www.maneyonline.com/action/showImage?doi=10.1179/1362171815Y.0000000054&iName=master.img-000.jpg&w=227&h=186http://www.maneyonline.com/action/showImage?doi=10.1179/1362171815Y.0000000054&iName=master.img-001.jpg&w=393&h=286
-
the current passing path (current passing width) wasnarrower in
the case of the Zn HPF; therefore, it isexpected that the nugget
would form earlier due to thehigher current density. The earlier
nugget formation wasobserved in the Zn HPF at weld cycles of 2
(Fig.3b) and4 (Fig. 3d). Although the earlier nugget formation
wasidentified in the Zn HPF, the rapid nugget growth wasobserved in
the Al–Si HPF (at 3 cycles, Fig. 3a). Figure 2also depicts same
phenomenon with respect to sheetthickness; a slower nugget growth
was observed inZn HPF. Initially, a large amount of heat was
con-centrated at the E/S interface in Al–Si HPF, which actedas a
thermal barrier to prevent heat from being dis-sipated through the
water cooled electrode and allowedlarger nugget to be formed.
Dynamic resistance (the change in resistance duringwelding,
measured between the electrodes)25 shown inFig. 4 was measured
between two electrodes duringwelding of two different steels. The
graph indicates higherinitial contact resistance26 and dynamic
resistance in theAl–Si HPF, for a specific weld time. The higher
contactresistance at the beginning of the weld is believed to be
theeffect of existing surface oxides in theAl–Si coated sample.It
has been reported that the Fe–Al intermetallic phasesexisting on
the Al–Si coating is electrically conductive;therefore, the coating
is considered to be compatible to the
RSW process.4 It should be noted here that higherdynamic
resistance during welding allows to generatemore heat, which
eventually enlarges the nugget diameteras corroborated with Figs.
2, 3 and 5. Although the otherfactors such as coating thickness,
surface roughness and
4 Comparison of dynamic resistance of Al–Si coated HPF
and Zn coated HPF at welding current of 6.0 kA
a Al–Si HPF (1.0 mm); b Zn HPF (1.0 mm); c Al–Si HPF (1.5 mm); d
Zn HPF (1.5 mm)3 Nugget cross-sections are showing heat generation
and nugget formation with respect to weld time of 1–4 cycles at 6.0
kA
weld current
Saha et al. Coating behaviour and nugget formation during
RSW
Science and Technology of Welding and Joining 2015 VOL 20 NO 8
711
http://www.maneyonline.com/action/showImage?doi=10.1179/1362171815Y.0000000054&iName=master.img-002.jpg&w=226&h=187http://www.maneyonline.com/action/showImage?doi=10.1179/1362171815Y.0000000054&iName=master.img-003.jpg&w=468&h=376
-
resistance of the base metal influences the contact resist-ance
during RSW, it was found that these factors haveinsignificant
effect in the hot stamped material, as the re-sistance of the
sheets is about half of the contact resistancebetween the electrode
and sheet. It should be reportedthat the surface oxides play an
important role forincreasing the contact resistance; the higher the
oxidelayer, the larger the contact resistance.4 Therefore,
some-time, it is recommended to optimise the heating cycle ofthe
hot stamping process to minimise the formation of thesurface
oxides; a slowheating cycle produces thinner oxidelayer compared to
the fast heating cycle. However, thesurface oxides have an adverse
effect on spot weldability;therefore, the hot stamped sheets are
always followed by
either dry ice cleaning or shot blasting process to reducethe
contact resistance within acceptable range.
A high speed camera was assisted to visualise the gen-erated
heat and the nugget formation mechanism; thecaptured images are
shown in Fig. 5. The coating meltingand nugget formation were
compared with respect to thewelding cycle. At the relatively low
welding time (1 cycle),at the start of the weld current, fume
generation wasobserved at F/S, which was due to the presence
ofimpurity and coating layer on the sheets’ surface.There were no
significant differences; both samples showsimilar behaviour. At 3
cycles, it was clearly visible thatthe bulk materials were affected
by the weld current andheat propagated from the faying interface to
the outward
Saha et al. Coating behaviour and nugget formation during
RSW
Science and Technology of Welding and Joining 2015 VOL 20 NO 8
712
http://www.maneyonline.com/action/showImage?doi=10.1179/1362171815Y.0000000054&iName=master.img-004.jpg&w=369&h=539
-
direction. Although bulk materials were heated up, thecoating
melting in the Al–Si HPF was not detected sig-nificantly;
conversely, the Zn coating was melted at F/Sand simultaneously heat
spread outwardly. This impliesthat the Zn HPF provided additional
resistance at F/Sand helps to accumulatemore heat compared to
theAl–SiHPF. At 5 cycles, Al–Si coating melted and liquidformed;
afterwards, the molten coating was squeezed outat the F/S as can be
visualised in Fig. 5a. Conversely, theearlier nugget formation was
found in the Zn HPF(Fig. 5b), at the same weld time, at 5 cycles.
This obser-vation (Fig. 5) well agreed with Fig. 3d, where the
earlynugget formation was also detected in the Zn HPF at 4cycles.
With the further progress of the weld cycle, thecontrolled nugget
formation and uniform coatingmeltingwere examined in the Al–Si HPF.
In contrast to the Al–SiHPF, inhomogeneous current flow and violent
heatgeneration were detected in the Zn HPF. Non-uniformityof the
coating layer and the violent heat generationmainly occurred due to
the presence of the oxide onthe sheets’ surface.4,27 At the end of
the weld, at 15 cycles(end of the applied weld current), a bigger
nugget can befound in the Al–Si HPF, which could be the fact of
thestable and uniform heat generation/propagation.This phenomenon
well agreed with the experimental datapresented in Fig. 2, where
Al–Si HPF provides a largernugget diameter. On the other hand, the
nugget for-mation phenomenon is completely different in the ZnHPF,
where unstable heat generation can be detected,which was the major
reason for getting earlier expulsionas shown in Fig. 2. In
addition, a lack of molten liquid inthe fusion zone (FZ) was
observed in this case (Fig. 5b, at15 cycles),27 which suggested
that the expulsion mayoccur in the full weld schedule. Dirty sheet
faces and thecoating adhesion onto the electrodes were visualised
inFig. 5 (15 cycles); conversely, the clean electrode tip canbe
identified in the Al–Si HPF.
Effects of coating on heat generationAs previously described, in
addition to the F/S interface,the presence of surface coating
influences the heat gen-eration at the E/S interface. The
combination of thesegenerated heat plays an important role on the
finalnugget size and shape. As the heat generation patternwas
different for both materials, therefore, it is quiteimportant to
take into account the thermal distributionacross the weldments.
Based on the experimental ob-servation, the predicted temperature
distributions acrossthe sheets during welding are presented in Fig.
6. Points1 and 7 represent the temperature of the electrodes
insidethe cooling water circulating system, points 2 and 6 arethe
E/S interface temperature, points 3 and 5 are thebulk materials
temperature and point 4 is the F/Sinterface temperature. In Al–Si
HPF, it was observedthat higher heat was being accumulated at the
E/Sinterface due to the presence of oxides; therefore,
thetemperature distributions between points 2 and 3, and 5and 6
were higher compared to the counterpart. This is
6 Schematic representation of temperature distribution
during resistance spot welding of Al–Si HPF and Zn HPF
a Al–Si HPF; b Zn HPF5 Nugget propagation photographs monitored
using high speed camera with respect to weld time of 1–15
cycles
Saha et al. Coating behaviour and nugget formation during
RSW
Science and Technology of Welding and Joining 2015 VOL 20 NO 8
713
http://www.maneyonline.com/action/showImage?doi=10.1179/1362171815Y.0000000054&iName=master.img-005.jpg&w=226&h=131http://www.maneyonline.com/action/showImage?doi=10.1179/1362171815Y.0000000054&iName=master.img-006.jpg&w=369&h=266
-
reasonable as the Al–Si intermetallic phases that existbetween
the steel substrate and coating layer are elec-trically less
conductive;26 therefore, Al–Si coated HPFare generally considered
to be compatible with RSWprocess.4 Another study9 reported that
Al–Si HPF steelprovided good spot weldability due to the high
meltingpoint of the Fe–Al alloy phase on the surface. Theexistence
of higher heat at the E/S interface allows heatto be soaked into
the bulk material and eventuallyfacilitates nugget growth toward
the electrode direction.According to the temperature distribution
presented inFig. 6, it can be asserted that the higher heat
build-up inthe E/S (in Al–Si HPF) will enlarge the electrode
tips.At the same time, the higher temperature will allowmore
coating to be penetrated onto the electrode tip;these issues have
been discussed in the section on ‘Effectsof electrode contact area
on heat generation’.
Figure 7 shows the coating melting sequences at theF/S interface
with respect to the weld current. The weldswere performed with
varying weld currents from 6.0 to
10.0 kAwhile keeping other parameters constant (weldingtime, t51
cycle). The melting temperature of the Al–Sicoating layer is
*600uC;9 therefore, during welding, thecoating layer melted quickly
and squeezed out from theinterface as can be seen in Fig. 7a. The
molten coatingpushed out intensely to the periphery of the
interface,which implies that melting occurred uniformly.
Therefore,a high volume of themoltenmetal can be accumulated
andejected, which made a trace on the sheet surface as can
bevisualised in Fig. 7a (at 8.0 and 10.0 kA). A close obser-vation
showed that in the Al–Si coated HPF, melting in-itiated at various
spots (Fig.7a; at 8.0 kA) rather than atthe centre of the F/S; as
the weld current increased, thenumber of spot increased; finally,
all spots combined eachother. Conversely, in the Zn HPF, heat was
concentratedat the centre of the F/S, andmolten coatingwas pushed
outslowly towards the periphery of the localised heatedarea (Fig.
7b).
To investigate the element composition distributions atF/S, the
samples were welded with a higher weld current
a Al–Si HPF; b Zn HPF7 Optical stereomicroscope images of faying
interfaces showing coating melting sequences at 1 cycle with
increasing weld
current from 6.0 to 10.0 kA
Saha et al. Coating behaviour and nugget formation during
RSW
Science and Technology of Welding and Joining 2015 VOL 20 NO 8
714
http://www.maneyonline.com/action/showImage?doi=10.1179/1362171815Y.0000000054&iName=master.img-007.jpg&w=368&h=445
-
(10.0 kA) and a lower weld time (1 cycle), so that com-plete
nugget formation can be avoided. Afterward,element distributions at
faying interface were observedusing electron probe microanalysis as
presented in Fig. 8.The results illustrate a less aluminium
concentration circleat the centre of the F/S of the Al–Si coated
sample(Fig. 8a). Conversely, iron was exposed at the centre ofthe
F/S, which is a good indication of the removal of theAl–Si layer
from the weld centre; in addition, lean oxygen(removal of oxides)
concentration annular zone wasformed, which offered a stable nugget
formation.Another noticeable feature was that silicon was
uniformlydistributed throughout the periphery of the annular
zone.
Contrariwise, even though nugget was formed at thecentre of the
F/S, still a non-uniform zinc distribution canbe found in Zn coated
sample (Fig. 8b). Rich concen-tration of oxygen was observed at the
periphery of thewelded zone, which must be removed before nugget
for-mation; otherwise, it may create a barrier to heat gener-ation
and nugget formation. Presence of oxides at theinterface suggests
inhomogeneous current flow;28 there-fore, an unstable heat
generation and propagation can beexpected as shown in Fig. 5b.
The coating removal/melting process were furtheranalysed by
observing the interface microstructureof the cross-sectioned
samples as presented in Fig. 9.
a Al–Si HPF; b Zn HPF8 Electron probe microanalysis maps of
elements distribution at faying surface (3.5 kN, 10.0 kA, 1
cycle)
Saha et al. Coating behaviour and nugget formation during
RSW
Science and Technology of Welding and Joining 2015 VOL 20 NO 8
715
http://www.maneyonline.com/action/showImage?doi=10.1179/1362171815Y.0000000054&iName=master.img-008.jpg&w=399&h=533
-
Distinguishable coating removal features were detected;coatings
were removed from the centre to the F/S andformed uniform
intermetallic coating layers (Fe–Al–Si)throughout the F/S
interface. In Al–Si HPF, a uniformcontinuous melted intermetallic
layer of *8+3 mm(zones ‘b’ and ‘c’ in Fig. 9a) was observed
throughoutthe F/S interface, and the molten coating was pushedfrom
the interface towards the two ends (corona bond
area) as indicated by zones ‘a’ and ‘d’ (Fig. 9a). At theinitial
stage of welding process, the Al–Si coating layermelted and removed
easily due to its low melting point9
and accumulated into the edge of the electrode contactarea. The
Fe–Al–Si intermetallic phase is electricallyconductive;4 therefore,
a uniform coating of this inhi-bition layer eventually helped to
maintain uniformelectrical current path.
a Al–Si HPF; b Zn HPF9 Optical microscope examination of
interface coating layer during RSW at 6.0 kA, 2 cycles
10 Electrode tips diameter and cross-sectional views for a and c
Al–Si HPF (1.0 mm) b and d Zn HPF (1.0 mm) after 20 welds at
3.0 kA weld current
Saha et al. Coating behaviour and nugget formation during
RSW
Science and Technology of Welding and Joining 2015 VOL 20 NO 8
716
http://www.maneyonline.com/action/showImage?doi=10.1179/1362171815Y.0000000054&iName=master.img-009.jpg&w=467&h=293http://www.maneyonline.com/action/showImage?doi=10.1179/1362171815Y.0000000054&iName=master.img-010.jpg&w=337&h=253
-
Conversely, in theZnHPF, theF/S coating layerwasnotremoved
uniformly, as can be seen in Fig. 9b. Althoughnugget was formed in
this case, a non-uniformly meltedcoating can be examined at F/S, as
can be seen from zonesB and C in Fig. 9b. Most importantly, the
Zn–Fe inter-metallic layer was not squeezed out as a liquid form,
as itwas in Al–Si HPF. A high electrical resistivity of thecoating
layer did not permit sufficient current (as currentalways passes
through the least resistance path) tomelt thecoating uniformly
throughout the F/S rather than tolocalise heat at the weld centre.
Another feature was thatthe coating layer was not much affected by
the electric
current at the heat affected zone (HAZ) area (zones A andD in
Fig. 9b).
Effects of electrode contact area on heatgenerationElectrode
indentation onto the surface of the sheets isanother important
feature that indicates the degree ofdeformation in the E/S
interface under a predefined elec-trode
force.Ashigherheatwasbeingconcentratedat theE/Sinterface in
theAl–SiHPF(Fig. 3aand c), therefore, ahigherdegree of plastic
deformation can be expected. The averagepenetration/indentation of
the electrodes into the sheets was
a Al–Si HPF; b Zn HPF11 Electron probe microanalysis maps of
elements distribution at electrode tips
Saha et al. Coating behaviour and nugget formation during
RSW
Science and Technology of Welding and Joining 2015 VOL 20 NO 8
717
http://www.maneyonline.com/action/showImage?doi=10.1179/1362171815Y.0000000054&iName=master.img-011.jpg&w=407&h=546
-
measured tobe*220+12 mmand170+15 mmin theAl–SiHPF andZnHPF (at
weld current of 6.0 kA, 1.5 mm sheet)respectively. As a result,
more surfaces were brought intocontact to the electrode tip, which
eventually enlarged theelectrode tip surface area as shown in Fig.
10 (contact di-ameter, 4.15 mm compared to 3.95 mm).
Figure 10 illustrates the electrode contact diameterand the
coating penetration into the electrode faces.The experiments were
carried out on 1.0 mm thicknesssteel sheets with a weld current and
time of 3.0 kA and1 cycle respectively. After 20 welds, the
electrode con-tact diameters were measured on a
stereomicroscope,and the contact diameters were found to be 4.15
and3.95 mm in the Al–Si HPF and Zn HPF respectively.It was obvious
that a larger electrode contact facewould reduce the current
density,29 hence allowing awide current passing width. Therefore,
it will requiremore time to form nugget initially as detected in
Fig. 3.After breakdown of the surface coating, a wider
currenttransient area helps to expand the nugget in all direc-tions
as examined metallographically by cross-section-ing the welded part
(Fig. 3a for 3 and 4 cycles), and itwas further confirmed by
examining the nugget growthand heat generation using a high speed
video camera,as presented in Fig. 5.
Comparing the effective contact diameter between F/Sand E/S
among the two different samples, it can befound that the E/S
contact areas (Fig. 10) were largercompared to the F/S interface
(Fig. 7) in the Al–Si HPF.In addition, this statement can be
verified by visualisingthe heat affected area in the E/S interface
(Fig. 3,1 cycle). In Fig. 1b, a lot of surface cracks were visible
inthe Zn HPF, and the cracks were extended from thecoating surface
to the coating/steel substrate interface.These surface cracks might
help to concentrate heat in alocalised place (weld centre) by quick
breakdown.Figure 2 illustrates that, to obtain the same weld size,
theZn HPF requires a higher weld current in identicalwelding
condition. Lesser heat at E/S cannot providesufficient thermal
barrier to help nugget growth in theelectrode direction.
Figure 11 indicates the element map of the electrodetip surface
for both steels. As it can be seen in Fig. 11a,aluminium, oxygen
and silicon were adhered into theelectrode tip uniformly. However,
aluminium andoxygen showed higher concentration at the centre of
theelectrode tip. Figure 11b illustrates similar element mapin Zn
HPF, and it represents a different phenomenon ascompared to the
Al–Si HPF. In this case, Zn stronglypicked up from the sheets onto
the centre of the
Saha et al. Coating behaviour and nugget formation during
RSW
Science and Technology of Welding and Joining 2015 VOL 20 NO 8
718
http://www.maneyonline.com/action/showImage?doi=10.1179/1362171815Y.0000000054&iName=master.img-012.jpg&w=368&h=419
-
electrode tip, and oxygen, iron and aluminium accu-mulated at
the annular zone around the periphery of thetip. It can be
visualised that, although zinc was pickedup at the electrode face,
it had not formed brass (Zn–Cu)alloy composition, as copper was
totally absent wherezinc was in rich concentration.
Microstructural observation of weldMicrostructure has changed
fromas received condition tothe FZ depending on the thermal
gradient experiencedduring welding. Five distinct zones can be
found in thepost-welded weldment, which were categorised as
BM,subcritical HAZ (SCHAZ), intercritical HAZ (ICHAZ),upper
critical HAZ (UCHAZ) and FZ.30–33 Microstruc-tures obtained in this
investigation are presented inFig. 12; zones inAl–SiHPFare denoted
a–e and that inZnHPF,A–E. The distinguishable features
ofmicrostructurewere not observed between the used two types of
steels, asthe microstructure of the as received materials
weresimilar and identicalwelding conditionswere applied.TheBM
consists of typical lath martensite for both of thematerials;
however, the prior c grains were larger in Al–SiHPF, as canbe
compared fromzones ‘a’ and ‘A’ inFig. 12.
The transition zone was formed between BM and HAZ,which referred
to the SCHAZ, and it is clearly visible as ablack shade in the half
section of the weld nugget. In theSCHAZ,microstructure experienced
temperature close totheAc1 temperature line, and theBMmartensite
structureundergone tempering process or softening (zones b
andB).34,36 During tempering, a virgin martensite micro-structure
was destroyed, and it was transformed intoferrite and cementite.34
The tempered martensite usuallyprovides lower mechanical properties
compared to theBM; it was reported that the reduction of hardness
in thiszone has detrimental effect on joint performance.13,35
Thezone next to the SCHAZ is called ICHAZ (zones ‘c’ and‘C’), where
temperature reached between the temperatureof Ac1 and Ac3 line, and
austenite phase is formed alongthe prior austenite grain boundary;
austenite phase istransformed into new formed martensite and/or
bainite21
upon cooling to room temperature. The zone beside theICHAZ is
the UCHAZ (zones ‘d’ and ‘D’), where tem-perature is well above
theAc3 temperature line; therefore,complete austenisation occurred.
Full austenised micro-structurewas retransformed intomartensite
structure dueto the high cooling rate involved in the RSW
process.
12 Microstructural change from base metal to weld metal for a
Al–Si HPF, base metal, b SCHAZ, c ICHAZ, d UCHAZ and
e FZ and A Zn HPF, base metal, B SCHAZ, C ICHAZ, D UCHAZ and E
FZ
Saha et al. Coating behaviour and nugget formation during
RSW
Science and Technology of Welding and Joining 2015 VOL 20 NO 8
719
http://www.maneyonline.com/action/showImage?doi=10.1179/1362171815Y.0000000054&iName=master.img-013.jpg&w=369&h=420
-
However, microstructures are coarser than that of the asreceived
materials (zone ‘a’ and ‘A’), and the finalmicrostructure in the FZ
was 100% martensite; direc-tional solidification and typical lath
type martensite wereobserved in this zone (zones e and E).30–33
ConclusionsIn this investigation, the effect of different
coating typeson nugget formation and heat generation during RSWof
hot pressed forming steels is reported. On the basis ofexperimental
results and discussion, the major con-clusions can be drawn
here.
1. Coating types of the sheets play an important role inheat
generation and nugget formation in RSW of theHPF steels. Al–Si
coating helps to grow nugget moreuniformly compared to the Zn
coating; therefore,nugget diameter was higher in the former
case.
2. Although early nugget formed in Zn HPF, thenugget growth rate
was rapid in the Al–Si HPF, atthe initial stage of welding. In the
Al–Si HPF,both faying interface and the bulk resistance
areresponsible for nugget formation and growthtoward the electrode
direction.
3. Higher heat was concentrated at E/S interface,which provides
larger electrode contact diameter aswell as larger nugget sizes for
Al–Si HPF. UnlikeZn HPF, for Al–Si HPF, heat generated
severalpoints in F/S, and finally, these points merged andformed a
larger nugget. Existence of oxide at F/Swas the main hindrance to
obtain homogeneouscurrent flow and results in violent heat
generationin Zn HPF, in contrast to Al–Si HPF, where con-trolled
heat generation was observed.
References1. A.Naganathan: ‘Hot stamping ofmanganese boron steel
(technology
review and preliminary finite element simulations)’. Master’s
thesis,
Ohio State University, Columbus, OH, USA, 2010.
2. P. Hein and J. Wilsius: ‘Status and innovation trends in
hot
stamping of USIBOR 1500P’. Steel Res. Int., 2008, 79, 85–91.
3. T. Altan: ‘Hot-stamping boron-alloyed steels for automotive
parts.
Part II: microstructure, material strength changes during
hot
stamping’, Stamp. J., 2007, 19, 14–15.
4. D.W.Fan andB.C.DeCooman: ‘State-of-the-knowledge on
coating
systems for hot stamped parts’, Steel Res. Int., 2012, 83,
412–433.
5. J. Faderl andK.Radlmayr:
‘UltraformundultraformPHS-innovation
made by Voestaplina’. Proc. 1st Erlangener Workshop Warm-
blechumformung, Erlangen, Germany, November 2007, 130–149 .
6. R. Veit, H. Hofmann, R. Kolleck and S. Sikora: ‘Investigation
of
the phase formation of Al Si-coatings for hot stamping of
boron
alloyed steel’, AIP Conf. Proc., 2011, 1315, 769–774.
7. H. Karbasian and A. E. Tekkaya: ‘A review on hot
stamping’,
J. Mater. Process. Technol., 2010, 210, 2103–2118.
8. D. W. Fan, H. S. Kim and B. C. De Cooman: ‘A review of
the
physical metallurgy related to the hot press forming of
advanced
high strength steel’, Steel Res. Int., 2009, 80, 241–248.
9. M. Suehiro, J. Maki, K. Kusumi, M. Ohgami and T.
Miyakoshi:
‘Properties of aluminum coated steels for hot-forming’,
Nippon
Steel Tech. Rep., 2003, 88, 15–20.
10. M. Reich, J. Osten, B. Milkereit, J. Kalich, U. Füssel and
O. Kessler:
‘Short-time heat treatment of press hardened steel for laser
assisted
clinching’, Sci. Technol. Weld. Join., 2014, 30, 1287–1296.
11. T. Manzenreiter, M. Rosner, T. Kurz, G. Brugger, R.
Kelsch,
D. Hartmann and A. Sommer: ‘Challenges and advantages in
usage
of zinc-coated, press-hardened components with tailored
proper-
ties’, BHM Berg- Huttenmann. Monatsh., 2012, 157, 97–101.
12. I. S. Hwang, M. J. Kang and D. C. Kim: ‘Expulsion
reduction
in resistance spot welding by controlling of welding current
wave-
form’, Procedia Eng., 2011, 10, 2775–2781.
13. Y.-S. Jong, Y.-K. Lee, D.-C. Kim, M.-J. Kang, I.-S. Hwang
and
W.-B. Lee: ‘Microstructural evolution and mechanical properties
of
resistance spot welded ultra high strength steel containing
boron’,
Mater. Trans. JIM, 2011, 52, 1330–1333.
14. H.-S. Choi, G.-H. Park, W.-S. Lim and B.-M. Kim: ‘Evaluation
of
weldability for resistance spot welded single-lap joint
between
GA780DP and hot-stamped 22MnB5 steel sheets’, J. Mech. Sci.
Technol., 2011, 25, 1543–1550.
15. M. Oldenburg, K. Steinhoff and B. Prakash: ‘Hot sheet
metal
forming of high-performance steel’, CHS2: Proc. 2nd Int. Conf.
on
‘Hot sheet metal forming of high performance steel’, 2009,
Luleå,
Sweden. Auerbach, Verlag Wissenschaftliche Scripten, June
15-17
2009, 358.
16. ‘Resistance welding – weldability. Part 2: alternative
procedures for
the assessment of sheet steels for spot welding’. ISO 18278-2,
ISO,
Geneva, Switzerland, 2004.
17. ‘Resistance welding – spot welding electrode caps’. ISO
5821-2009,
ISO, Geneva, Switzerland, 2009.
18. S.Alfaro, J.Vargas,M.Wolff andL.Vilarinho:
‘Comparisonbetween
AC andMF-DC resistance spot welding by using high speed
filming’,
J. Achiev. Mater. Manuf. Eng., June 15-17 2007, 24, 333–339.
19. Y. Cho and S. Rhee: ‘Experimental study of nugget formation
in
resistance spot welding’, Weld. J., 2003, 82, 195–201.
20. N. Scotchmer: ‘Widening the welding lobe of advanced
high
strength steels in the resistance spot welding process’, 2007,
Huys
Industries Limited, Research project report.
21. H. Oikawa, G. Murayama, T. Sakiyama, Y. Takahashi and
T. Ishikawa: ‘Resistance spot weldability of high strength steel
(HSS)
sheets for automobiles’, Nippon Steel Tech. Rep., 2007, 39,
39–45.
22. D. C. Saha, S. Han, K. G. Chin, I. Choi and Y.-D. Park:
‘Weldability evaluation and microstructure analysis of
resistance-
spot-welded high-Mn steel in automotive application’, Steel
Res.
Int., 2012, 83, 352–357.
23. M. Tumuluru: ‘The effect of coatings on the resistance spot
welding
behavior of 780MPadual-phase steel’,Weld. J., 2007, 86,
161-s–169-s.
24. M. Fisun and T. Keskinel: ‘Effect of coating thickness on
electrode
life in the spot welding of galvanized steels’, Turkish J.
Eng.
Environ. Sci., 2007, 31, 183–187.
25. H. S. Chang and H. C. Kwon: ‘In-process monitoring of
micro
resistance spot weld quality using accelerometer’, J. KWJS,
2011,
29, 115–122.
26. F. Briand, O. Dubet and C. Chovet: ‘Process for laser-ARC
hybrid
welding aluminized metal workpieces’. US patent no.
20110226746
A1, 2011.
27. C.-W. Ji, I. Jo, H. Lee, I.-D. Choi, Y. do Kim and Y.-D.
Park:
‘Effects of surface coating on weld growth of resistance
spot-welded
hot-stamped boron steels’, J.Mech. Sci. Technol., 2014, 28,
4761–4769.
28. V. Uthaisangsuk: ‘Hot stamping of ultra high strength steel:
A key
technology for lightweight automotive design’, Presentation
at
Automotive Summit 2014, 2014, Bangkok, Thailand.
29. S. Fukumoto, I. Lum, E. Biro, D. Boomer and Y. Zhou:
‘Effects of
electrode degradation on electrode life in resistance spot
welding
of aluminum alloy 5182’, Weld. J., 2003, 82, 307-s–312-s.
30. M. I. Khan, M. L. Kuntz, E. Biro and Y. Zhou:
‘Microstructure
and mechanical properties of resistance spot welded advanced
high
strength steels’, Mater. Trans., 2008, 49, 1629–1637.
31. M. Pouranvari and S. P. H. Marashi: ‘Critical review of
automotive
steels spot welding: process, structure and properties’, Sci.
Technol.
Weld. Join., 2013, 18, 361–403.
32. S.T.Wei,D.Lv,R.D.Liu,L.Lin,R. J.Xu,J.Y.GuoandK.W.Wang:
‘Similar and dissimilar resistance spot welding of advanced
high
strength steels: welding and heat treatment procedures,
structure and
mechanical properties’, Sci. Technol. Weld. Join., 2014, 19,
427–435.
33. D. S. Safanama, S. P. H. Marashi and M. Pouranvari: ‘Similar
and
dissimilar resistance spot welding of martensitic advanced
high strength steel and low carbon steel: metallurgical
character-
istics and failure mode transition’, Sci. Technol. Weld. Join.,
2012,
17, 288–294.
34. V. H. BaltazarHernandez, S. S. Nayak and Y. Zhou:
‘Tempering
of martensite in dual-phase steels and its effects on
softening
behavior’, Metall. Mater. Trans. A, 2011, 42A, 3115–3129.
35. R. Koganti, A. Elliott and D. F. Maatz: ‘Resistance spot
welding
(RSW) evaluation of 1.0 mm UsiborH 1500 P to 2.0 mm UsiborH1500
P steel for automotive body structure applications’. Proc. Int.
Mechanical Engineering Cong. and Exposition, Vancouver, BC,
Canada, November 2010, ASME, 639–645
36. V. H. B. Hernandez, S. K. Panda, Y. Okita and N. Y.
Zhou:
‘A study on heat affected zone softening in resistance spot
welded
dual phase steel by nanoindentation’, J. Mater. Sci., 2010,
45,
1638–1647.
Saha et al. Coating behaviour and nugget formation during
RSW
Science and Technology of Welding and Joining 2015 VOL 20 NO 8
720
http://www.maneyonline.com/action/showLinks?system=10.1179%2F1362171813Y.0000000120&isi=000320224700001http://www.maneyonline.com/action/showLinks?crossref=10.1016%2Fj.jmatprotec.2010.07.019&isi=000283967200002http://www.maneyonline.com/action/showLinks?crossref=10.1007%2Fs00501-012-0061-4http://www.maneyonline.com/action/showLinks?isi=000254195800003http://www.maneyonline.com/action/showLinks?system=10.1179%2F1362171812Y.0000000006&isi=000302545100006http://www.maneyonline.com/action/showLinks?isi=000246833400018http://www.maneyonline.com/action/showLinks?crossref=10.2320%2Fmatertrans.M2011005&isi=000293821000045http://www.maneyonline.com/action/showLinks?crossref=10.1002%2Fsrin.201100292&isi=000303446000002http://www.maneyonline.com/action/showLinks?crossref=10.2320%2Fmatertrans.MRA2008031&isi=000258810900022http://www.maneyonline.com/action/showLinks?isi=000343209500005http://www.maneyonline.com/action/showLinks?crossref=10.1007%2Fs12206-014-1043-0&isi=000345415300044http://www.maneyonline.com/action/showLinks?system=10.1179%2F1362171814Y.0000000211&isi=000337135500009http://www.maneyonline.com/action/showLinks?isi=000265205000009http://www.maneyonline.com/action/showLinks?crossref=10.1002%2Fsrin.201100324&isi=000302471600010http://www.maneyonline.com/action/showLinks?crossref=10.1016%2Fj.proeng.2011.04.461http://www.maneyonline.com/action/showLinks?crossref=10.1002%2Fsrin.201100324&isi=000302471600010http://www.maneyonline.com/action/showLinks?isi=000186769300011http://www.maneyonline.com/action/showLinks?isi=000186768800016http://www.maneyonline.com/action/showLinks?crossref=10.1007%2Fs11661-011-0739-3http://www.maneyonline.com/action/showLinks?crossref=10.1007%2Fs12206-011-0408-x&isi=000291619200020http://www.maneyonline.com/action/showLinks?crossref=10.1007%2Fs12206-011-0408-x&isi=000291619200020http://www.maneyonline.com/action/showLinks?crossref=10.1007%2Fs10853-009-4141-0&isi=000273668000032http://www.maneyonline.com/action/showLinks?system=10.1179%2F1362171813Y.0000000120&isi=000320224700001