-
25-03-2015
1
ByDr.Deepak Lawrence.KMechanical Engineering DepartmentNIT
Calict,Kerala,India
Electrical Discharge Machining( EDM)& Wire EDM
ME6324:Modern Machining Processes
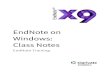
Electrical Discharge Machining
Wire EDM Die sinking EDM Hole drilling EDM
2
-
25-03-2015
2
Electrical Discharge MachiningElectrical Discharge Machining
(EDM) is theprocess of machining electrically conductivematerials
by using precisely controlled sparksthat occur between an electrode
and aworkpiece in the presence of a dielectric fluid
Close-up view of EDM machining
3
Electrical Discharge MachiningNo longer is EDM a
"non-conventional"machining method.It is claimed that EDM is now
the fourth mostpopular machining method. The first three
aremilling, turning, and grinding.Three basic EDM processes:wire
EDM,ram EDM, andsmall hole EDM drilling
4
-
25-03-2015
3
Basic EDM system.
5
Ram EDM
Ram EDM, also known as conventional EDM, sinker EDM, diesinker,
vertical EDM, and plunge EDM is generally used toproduce blind
cavities as shown in Figure.In ram EDM sparks jump from the
electrode to the workpiece.This causes material to be removed from
the work piece bymelting and vaporization.
6
-
25-03-2015
4
Wire EDM
In wire EDM, the spark jumps from the wire electrode tothe
workpiece and erodes metal both from the wireelectrode and the
workpiece. Wire EDM is used primarilyfor through hole machining as
shown in Figure
7
Hole drilling EDMSmall hole EDM drilling, also known as fast
hole EDM drilling, hole popperuses a hollow electrode to drill
holes by means of electrical dischargemachining by eroding material
from the workpieceHole drilling EDM uses low cost electrode tube
(normally brass or coppermaterial) to drill holes on a electrically
conductive material at a very highspeed, the hole depth diameter
ratio can reach up to 200.The hole diameter is normally from 0.3mm
to 3.0mm, with five axisconfiguration the machine can drill hole at
any angles on a inclined surfaceworkpiece.This technology is widely
used for hole machining in aerospace, energy,cutting tools,
automotive, medical, mold and die industries.
8
-
25-03-2015
5
Electrical Discharge MachiningElectrical Discharge Machining
(EDM) is theprocess of machining electrically conductivematerials
by using precisely controlled sparksthat occur between an electrode
and aworkpiece in the presence of a dielectric fluid
Close-up view of EDM machining
9
EDM-fundamentalsEDM can be used to machine conductive materials
of any hardness(for example steel or titanium) to an accuracy of up
to one-thousandthof a millimeter with no mechanical action.
EDM removes material by a series of rapidly recurring electric
arcingdischarges between an electrode (the cutting tool) and the
workpiece, in the presence of an energetic field.
The EDM cutting tool is guided along the desired path very close
tothe work piece but it does not touch the piece.
Consecutive sparks produce a series of micro-craters on the
workpiece and remove material along the cutting path by melting
andvaporization.
By virtue of these properties, EDM is one of the key
technologies inmold and tool making.
10
-
25-03-2015
6
EDM-fundamentalsEDM differs from most chip-making
machiningoperations in that the electrode does not makephysical
contact with the workpiece for materialremoval.Since the electrode
does not contact theworkpiece, EDM has no tool force. The
electrodemust always be spaced away from the workpiece bythe
distance required for sparking, known as thesparking gap.Should the
electrode contact the workpiece,sparking will cease and no material
will be removed
11
EDM-fundamentals
Another basic fundamental of the process is that only one spark
occurs at anyinstant. Sparking occurs in a frequency range from
2,000 to 500,000 sparks persecond causing it to appear that many
sparks are occurring simultaneously.In normal EDM, the sparks move
from one point on the electrode to another assparking takes
placeThe spark removes material from both the electrode and
workpiece, which increases thedistance between the electrode and
the workpiece at that point. This causes the nextspark to occur at
the next-closest points between the electrode and workpiece
12
-
25-03-2015
7
EDM-fundamentals
EDM is a thermal process; material is removed by heat.Heat is
introduced by the flow of electricity between theelectrode and
workpiece in the form of a spark.Material at the closest points
between the electrode andworkpiece, where the spark originates and
terminates,are heated to the point where the material vaporizes
13
EDM-fundamentalsWhile the electrode and workpiece should
neverfeel more than warm to the touch during EDM,the area where
each spark occurs is very hot.The area heated by each spark is very
small sothe dielectric fluid quickly cools the vaporizedmaterial
and the electrode and workpiecesurfaces.However, it is possible for
metallurgical changesto occur from the spark heating the
workpiecesurface.
14
-
25-03-2015
8
Dielectric fluidA dielectric material is required to maintain
the sparkinggap between the electrode and workpiece.This dielectric
material is normally a fluid.Die-sinker type EDM machines usually
use hydrocarbonoil, while wire-cut EDM machines normally use
deionizedwater.The main characteristic of dielectric fluid is that
it is anelectrical insulator until enough electrical voltage
isapplied to cause it to change into an electrical conductorWhen
the spark is turned off, the dielectric fluiddeionizes and the
fluid returns to being an electricalinsulator.
15
Dielectric fluidDielectric fluid used in EDM machines
providesimportant functions in the EDM process.These
are:controlling the sparking-gap spacing betweenthe electrode and
workpiece;cooling the heated material to form the EDMchip;
andremoving EDM chips from the sparking area.
16
-
25-03-2015
9
EDM-fundamentals
Spark occurs within a column of ionized dielectric fluid.
17
EDM-fundamentalsAs each spark occurs, a small amount of the
electrodeand workpiece material is vaporized.The vaporized material
is positioned in the spark-ing gapbetween the electrode and
workpiece in what can bedescribed as a cloud.When the spark is
turned off, the vaporized cloudsolidifies.Each spark then produces
an EDM chip or a very tinyhollow sphere of material made up of the
electrode andworkpiece material.For efficient machining, the EDM
chip must be removedfrom the sparking area. Removal of this chip
isaccomplished by flowing dielectric fluid through thesparking
gap.
18
-
25-03-2015
10
EDM-fundamentals
Spark-OFFSpark-ON
19
EDM-fundamentals
Spark-OFF: vaporized cloud solidifies to formEDM chip. 20
-
25-03-2015
11
EDM FINISHThe finish that is created by the EDM process is
theresult of tiny craters being formed by the randomimpacts of
thousands of sparks.After each cycle the rim of the created crater
formsa new high point, making it a likely target for a newcycle.The
EDM spark generated chips is of the size 2monlyDue to this
situation overlapping micro-craters areformed, accounting for the
random nature of theElectrical Discharge Machined surface.This
Surface Finish(SF) is one of the attractivefeatures of EDM in many
industries.
21
EDM Spark generatorEDM machines use different kinds of
sparksdepending on the electronic circuitry provided.Sparking is
normally produced by one of twotypes of EDM-power supplies:
resistor-capacitor power supply, and pulse-power supply
22
-
25-03-2015
12
EDM -principles
23
RAM EDM
24
-
25-03-2015
13
Basic EDM system.
In a basic, ram -type EDM system , the ram head is driven up and
down withextreme accuracy by a servo-driven system. The servo
system is controlled bya microprocessor connected to the power
supplyThe power supply is solid-state and is also microprocessor
controlled. Onelead from the power supply is connected to the work
piece , which isimmersed in a tank of dielectric oil.The dielectric
tank is connected to a dielectric pump, an oil reservoir, and
afilter system.The pump provides pressure for flushing the work
area and moving the oilwhile the filter system removes and traps
debris in the oil.The oil reservoir stores surplus oil and provides
a container for draining theoil between operations.
25
Basic EDM system.
26
-
25-03-2015
14
Basic EDM system.
The other lead from the power supply is connected to the
electrode. The power supplyprovides a pulsed DC output to the
electrode /work piece system. On-times and off-times are set
manually, along with voltage and current values.
When the EDMmachine is turned on, the servo microprocessor ,
sensing that the gapis too wide for cutting to take place, signals
the servo mechanism to lower ram head
When the first spark jumps the gap, downward travel of the ram
head stops. With thegap setting held constant, the process
gradually erodes the surface.
When enough metal has been removed to change the gap distance,
themicroprocessor senses this and signals the servo mechanism to
advance the ramhead sufficiently to maintain the proper gap width
and the process continues.
27
Basic EDM circuit
Lazarenko resistor-capacitor (R-C) EDM circuit28
-
25-03-2015
15
EDM
29
Spark-ON/OFF time for EDM RC circuit
Spark-ON/OFF time is determined using the followingT = R x
Cwhere:T = time (seconds)R = resistance (ohms)C = capacitance
(farads)
30
-
25-03-2015
16
EDM RC circuit
Variation of voltage with time using an RC generator
31
Pulse-power-supply waveform-Principle
32
-
25-03-2015
17
Pulse-power-supply waveform
ON and OFF times determine spark frequency 33
Basic transistor sparking circuit for EDM
When an electronic signal from the switch control turns the
transistor ON and OFF, itcauses the transistor to act like an
electronic switch that can be opened or closed.During spark-ON
time, the transistor is closed to let electricity flow from the
DC-powersource to the electrode, across the sparking gap to the
workpiece, and then back tothe DC-power source.During the OFF time,
the transistor is open, stopping the flow of electricity.
Spark-ONand -OFF times are set by the EDM-power-supply controls,
either manually or, if a CNC-controlled machine, by computer
program. 34
-
25-03-2015
18
EDM-MechanismApplication of voltage pulses causes
electricalbreakdown to the dielectric in a channel.The breakdown
arises from the accelerationtoward the anode of both electrons
emittedfrom the cathode by the applied field and thestray electrons
present in the gap.These electrons collide with neutral atoms ofthe
dielectric, thereby creating positive ions andfurther electrons,
which in turn are acceleratedrespectively toward the cathode and
anode.
35
EDM-Mechanism
When the electrons and the positive ions reach the anode and
cathode,theygive up their kinetic energy in the form of
heat.Temperatures of about 8000 to 12,000C and heat fluxes up to
1017 W/m2are attained.With a very short duration spark of typically
between 0.1 to 2000 s thetemperature of the electrodes can be
raised locally to more than their normalmelting points.Owing to the
evaporation of the dielectric, the pressure on the plasmachannel
rises rapidly to values as high as 200 atmospheres. Such
greatpressures prevent the evaporation of the superheated metal.At
the end of the pulse, the pressure drops suddenly and the
superheatedmetal evaporates explosively. Metal is thus removed from
the work . 36
-
25-03-2015
19
EDM-Mechanism
A charged electrode is brought near the work piece. Between them
is an insulating oil, known in EDMas dielectric fluid
37
EDM-Mechanism
As the number of ionic (charged) particles increases,
theinsulating properties of the dielectric fluid begin to
decreasealong a narrow channel centered in the strongest part of
thefield. Voltage has reached its peak, but current is still
zero.38
-
25-03-2015
20
EDM-Mechanism
A current is established as the fluid becomes lessof an
insulator . Voltage begins to decrease.39
EDM-Mechanism
Heat builds up rapidly as current increases and thevoltage
continues to drop. The heat vaporizes some ofthe fluid, work piece
, and electrode , and a dischargechannel begins to form between the
electrode and workpiece40
-
25-03-2015
21
EDM-Mechanism
A vapor bubble tries to expand outward, but its expansion is
limited by a rush of ionstowards the discharge channel l. These
ions are attracted by the extremely intenseelectromagnetic field
that has built up. Current continues to rise, voltage drops.41
EDM-Mechanism
Near the end of the Spark-ON time, current and voltage have
stabilized, heat andpressure within the vapor bubble have reached
their maximum, and some metal isbeing removed. The layer of metal
directly under the discharge column is in a moltenstate, but is
held in place by the pressure of the vapor bubble. The discharge
channelnow consists of a superheated plasma made up of vaporized
metal, dielectric oil, andcarbon with an intense current passing
through it.42
-
25-03-2015
22
EDM-Mechanism
At the beginning of the off-time, current andvoltage drop to
zero. The temperature decreasesrapidly, collapsing the vapor bubble
and causingthe molten metal to be expelled from the workpiece43
EDM-Mechanism
Fresh dielectric fluid rushes in, flushing the debrisaway and
quenching the surface of the work piece.Un expelled molten metal
solidifies to form what isknown as the recast layer
44
-
25-03-2015
23
EDM-Mechanism
The expelled metal solidifies into tiny spheres dispersed in
thedielectric oil along with bits of carbon from the
electrode.Theremaining vapor rises to the surface. Without a
sufficient off-time, debris would collect making the spark
unstable. Thissituation could create a DC arc which can damage
theelectrode and the work piece 45
CONTROLLING THE SPARK
Each cycle has an ON time and an off-time that are expressed in
units ofmicroseconds (figure).Since all the work is done during ON
time, the duration of these pulses and thenumber of cycles per
second (frequency) are important.
46
-
25-03-2015
24
CONTROLLING THE SPARK
Once the open gap voltage creates an ionizationpath for current
flow, the voltage decreases to theworking gap voltage . Current
increases until itreaches peak current during the effective ON
timeportion of the cycle.47
CONTROLLING THE SPARK
Metal removal is directly proportional to the amount of energy
applied duringthe ON timeThis energy is controlled by the peak
amperage and the length of the ONtimeThe longer the ON time pulse
is sustained the more work piece material willbe melted away.The
resulting crater will be broader and deeper than a crater produced
by ashorter ON time. These large craters will create a rougher
surface finish .Extended on-times also allow more heat to sink into
the work piece andspread, which means the recast layer will be
larger and the heat affectedzone will be deeper.
48
-
25-03-2015
25
AmperesThe amperes available for most EDM-power supplies(pulse
wave form based) range from1400 A.EDM-power-supply output is rated
in amperes. Ampereoutput indicates the material-removal capability
of theunit.The ampere output indicates the
material-removalcapabilities of the power supply.As amperes
increase, material-removal rates alsoincrease and the surface
finish becomes coarserThere are two types of amperes:1. peak
amperesdetermined by the amplitude of theamperes as shown by the
square-wave diagram and2. average amperesdetermined by peak
amperes, withconsideration for the spark-ON and -OFF time.
49
DUTY CYCLERarely are spark-ON and -OFF times equal in actualEDM
operationsTo determine average machining amperes,calculate the
ratio of spark-ON to -OFF timeDuty cycle = ON/(ON + OFF)where:ON =
spark-ON time in microsecondsOFF = spark-OFF time in microsecondsIa
= Ip duty cyclewhere:Ia = average amperesIp = peak amperes
50
-
25-03-2015
26
DUTY CYCLE
average-ampere output based on a short dutycycle, with a peak
output of 100 A
51
Average ampere output based on long duty cycle
52
-
25-03-2015
27
FrequencyFrequency is the number of cycles produced across
thegap in one second. The higher the frequency , the finerthe
surface finish that can be obtained. As the number ofcycles per
second increases, the length of the ON timedecreasesShort on-times
remove very little metal and createsmaller craters. This produces a
smoother finish with lessthermal damage to the W/P.Frequency (in
kiloHertz) is calculated by dividing 1000 bythe cycle time (on-time
+ off-time) in microseconds (s),
53
EDM Spark energySpark energy is determined by the amount
ofelectrical power contained in each spark,multiplied by the amount
of time the electricalpower is flowing.spark energy in EDM is
54
-
25-03-2015
28
Effect of duty cycle and frequency on surfacefinish
55
Electronic-switch ON/OFF and R-C-power suppliesIn comparing the
two types of power supplies, it is importantto know that both
electronic-switch ON/OFF and R-C-powersupplies are used in
die-sinker- and wire-cut-machiningapplications.The electronic
switch ON/OFF-power supply produces thegreatest efficiency for most
EDM applications and it is themost commonly used type. The
electronic-switch, ON/OFF-power supply has the capability of
machining with eithergraphite or metallic electrodes at higher
amperes.In general, the R-C-power supply is primarily considered
forapplications that require a fine surface finish or for
thedrilling of small, precise micro-holes.R-C-power supplies have
an approximate 15A maximum limitfor machining. They are also used
primarily with metallicelectrodes. R-C-power supplies, therefore,
work well forapplications that require lower ampere-sparking
output.Creating fine surfaces or drilling small precision holes
aretypical applications.
56
-
25-03-2015
29
Profile of a single EDM pulse,
a, ionization time; b, discharge time;c, deionization time; d,
rest time.
Most of the electrode wear occursduring the ionization time.
Three-dimensional schematic of the EDMspark. The spark energy
available for materialremoval is proportional to the product
ofeffective on-time, current, and spark voltage.
57
SparkEach sparking occurrence between the electrode and
workpiece isdetermined by the strength of the dielectric
fluid.Dielectric strength for a typical hydrocarbon-oil fluid is
170 volts per mil. A mil is equal to .001 in. (0.025mm)During the
electrode advance time, 170 V is applied between theelectrode and
the work piece.This voltage is called open-circuit voltage, since
there is no electricityflowing between the electrode and the work
piece.With the voltage equal to 170 V and the spacing equal to .001
in.(0.025 mm), the dielectric fluid ionizes and changes from
anelectrical insulator into an electrical conductor.Electricity
flows between the electrode and the work piece throughthe ionized
dielectric fluid.
58
-
25-03-2015
30
Spark
59
SparkWhen the power supply is turned ON, but theelectrode is not
close enough to the work piecefor sparking to occur, the voltmeter
will indicateopen-circuit voltage.Voltage indicated during sparking
is themachining voltage.Open-circuit voltage may be in a normal
range
of 100300 V. Machining voltage is normally in arange of 2050
V.
60
-
25-03-2015
31
Dielectric strengthdielectric strength is based on a voltage and
adimension; dielectric strength for dielectric fluid isexpressed as
a particular number of volts per mil(dimension); the dielectric
fluid changes from an electricalinsulator into an electrical
conductor when thevoltage and dimension equal the fluids
dielectric-strength rating; the point at which the dielectricfluid
changes from an electrical insulator into anelectrical conductor is
called the ionization point
61
Spark -basics
62
-
25-03-2015
32
Spark -basics
63
Spark -basics
64
-
25-03-2015
33
Spark -basics
65
Spark -basics
Dielectric-fluid atomic charge, without electrode-to-workpiece
voltage
66
-
25-03-2015
34
Spark -basics
67
Spark -basics
68
-
25-03-2015
35
Spark -basics
69
Spark -basics
Positive vapor cloud attracted to negative electrode.70
-
25-03-2015
36
Spark -basics
Spark OFF, vapor cloud cools to form chip.71
Spark -basics
72
-
25-03-2015
37
Spark -basics
73
OVERCUT
Overcut is the gap distance between the electrode and the
workpiecesmachined surface produced by sparking.. Overcut is
expressed as a per-side dimension.This per-side dimension must be
taken into consideration when designing theelectrode for die-sinker
machines and the programmed path for wire-cutmachines.
74
-
25-03-2015
38
Overcut
75
Overcut
The width of the EDM cavity is always larger than the electrode
andthe difference is called the overcut (see figure).The overcut
gets larger as amperage and on-times are increased.These two
parameters directly affect the size of the overcut and theroughness
of the finish .The amount of overcut has to be known in order to
properly undersizethe electrode . Most equipment manufacturers
supply accurateovercut information. 76
-
25-03-2015
39
OvercutOvercut is determined by the dielectric strength ofthe
dielectric fluid.Dielectric strength is specified as a voltage and
adimension at which the dielectric fluid changesfrom an electrical
insulator to an electricalconductor.A typical hydrocarbon oil may
have a dielectricstrength of 200 V per mil (.001 in. or 0.025
mm).EDM machines often use an open circuit voltage of100 V.The
spark-length distance for a machine using anopen-circuit voltage of
100 V may be calculated forthis particular dielectric fluid using a
ratio formula
77
Overcut
78
-
25-03-2015
40
Overcut information
79
Ionization and Electrode Wear
The spark is the electricity flowing through the ionized column
of dielectric fluid.
Within the ionized column, electrons separate from the
dielectric-fluid atoms and flowfrom the negative-polarity electrode
toward the positive-polarity work piece.
Since the dielectric-fluid atoms in the column are missing
electrons, they arepositively charged and flow from the
positive-polarity work piece toward the negativepolarity
electrode.These positively charged atoms are known as positive
ions.Within the column then, there are electrons flowing in one
direction and positive ionsflowing in the other direction. 80
-
25-03-2015
41
Ionization and Electrode Wear
The nature of electricity as it flows through thecolumn 81
Ionization and Electrode WearThe weight of a positive ion,
consisting of theatom nucleus and remaining electrons, isthousands
of times greater than the weight ofan electron.Since the positive
ion has such a heavy weight,it accelerates much slower than the
electron.Fewer positive ions than electrons arrive at
thebombardment surface during sparking, which iswhy electrons are
considered the primarysource of energy for EDM material
removal.
82
-
25-03-2015
42
Ionization and Electrode Wear
Most of the electrode wear occurs during the ionization
time.83
EDM chip
Vapor clouds combine and cool to form EDM chip.84
-
25-03-2015
43
PolarityElectrical polarity of the electrode andworkpiece
determines the direction of flow forelectrons and positive
ions.Some EDM manufacturers describe electrodeand workpiece
polarity as standard and reverse.This description is not acceptable
since not allmanufacturers use the same polarity forstandard and
reverse.It is now a practice to say the polarity ofelectrode !
(work is of opposite polarity)
85
PolarityIt is possible to use either negative or positive
electrodepolarity for machining with most die-sinker machinesEDM
researchers have determined that positiveelectrode polarity is
useful for reducing electrode wear orproviding more stable servo
operation when usingcertain electrode and workpiece
materials.Positive electrode polarity usually removes
workpiecematerial at a lower rate than negative electrode
polarity.However, positive electrode polarity reduces wear ofcopper
and graphite electrodes when settingsrecommended by the machine
manufacturer are used forspark control.
86
-
25-03-2015
44
Polarity
Polarity refers to an electrical condition determining
thedirection of the current flow relative to the electrode .The
polarity of the electrode can be either positive ornegative.
Depending on the application, some electrode/work metal
combinations give better results when thepolarity is
changed.Generally with graphite , a positive electrode givesbetter
electrode wear characteristics and a negativeelectrode gives better
speed(high MRR).
87
Polarity for various electrode-work combinations
88
-
25-03-2015
45
ELECTRODE WEARElectrode wear is a result of either electron
orpositive-ion bombardment.When the electrode is negative, it is
bombarded bypositive ions. When the electrode is positive, it
isbombarded by electrons.As electrons or positive ions crash into
the surfaceof the electrode, heat is generated.The heat vaporizes
the electrode material and asmall amount of electrode material is
removed witheach spark.This removal of material is electrode
wear.
89
Electrode wear
Electrode wear is specified in one of four ways,
1. corner wear,2. end wear,3. side wear, and4. volumetric wear.
90
-
25-03-2015
46
CORNER WEAR
The number of sparks originating from a point on the electrode
surface determines electrode wearElectromagnetic fields tend to
concentrate at the electrode corners (figure ), subjecting the
corners togreater wear.Many sparks must originate from the
electrode corner to produce the machined shape in theworkpiece.By
comparison, each spark on the flat surface of the electrode
machines a corresponding point on theworkpiece. Since each spark
removes material from the electrode, more material is removed from
thecorner than the flat surface, causing electrode wear to be
greater on the corner.
Illustrates the number of sparks required toproduce a flat
surface, as compared to theamount required to produce a 90
corner.
91
CORNER WEARCorner wear is the difference between theoriginal
electrode length and the point on theelectrode corner that still
retains the originalcorner shape.Corner wear is the standard for
determining thelength of the electrode or the number ofelectrodes
required to complete the work pieceshape in die-sinking
operations
92
-
25-03-2015
47
CORNER WEAR
Electrode with shape extending over full length 93
END WEAR
End wear is the difference between the original electrode length
and the electrodelength after machining.For the illustration, the
work piece has a hole, pre-drilled before EDM, which is usedfor
dielectric-fluid flow to remove EDM chips.As the electrode machines
the work piece, there are no sparks between the end ofthe electrode
and the work piece in the area of the pre-drilled hole. The
electrode endremains the original length of the electrodeAfter the
EDM operation is completed, the electrodes end wear is noted
bymeasuring the cylindrical extension of the electrode material
that has passed throughthe pre-drilled hole.
94
-
25-03-2015
48
SIDE WEARSide wear is the comparison between theoriginal
electrode length and the side surface ofthe electrode that shows
the full electrodeshape after the machining operation
iscomplete.Side wear is the wear used as a reference oncircular
electrodes, since corner wear is not aconsideration.
95
VOLUMETRIC WEARVolumetric wear is the comparison of
theelectrodes total volume prior to EDM, to theelectrodes volume
upon completion of machining.There are instances when this type of
wear is usedto compare the volume of electrode consumed tothe
volume of workpiece machined.EDM-research engineers often use
volumetric wearfor studying and analyzing the EDM process.Seldom is
it used for actual EDM operations inindustry
96
-
25-03-2015
49
Electrode wear
Terms used in expressing wear of EDMelectrodes 97
Corner wear ratios for different electrode materials
98
-
25-03-2015
50
EDM-Electrodes
99
ELECTRODE MATERIALelectrode materials must be electrically
conductiveShould have high melting point,an ability to be easily
machined, anda low costNo single electrode material provides all of
the desiredfeatures for any particular applicationIn the following
discussion of electrode materials, costcomparisons are made by
assigning copper a value of 1Electrode material costs are usually
less than fabricationcosts and EDM machine time. Thus, the
cheapestmaterial does not necessarily result in the lowest
overallcost.
100
-
25-03-2015
51
ELECTRODE MATERIALSThee material should possess the
essentialqualities of good metal removal,low wear, andthe ability
to be accurately machined andfabricated at low cost.The five
commonly used electrode materials arecopper, brass, zinc, tungsten,
and Graphite.These materials can fall into two maincategories:
metallics and graphite
101
GraphiteGraphite is the most commonly used electrode material
because ofgood machinability and EDM wear characteristics.Small,
flush holes are easy to drill. It is available in a great variety
ofsize and form. Commercially available EDM grades range in grain
sizesranging from 100 microns for a coarse grade, down to 1 micron
forfine-grade material.the cost factor, compared to copper, was 1.3
to 24, with most gradesfalling between 2.6 and 10. A drawback of
graphite is that it is dirty tomachine;Graphite has very good wear
qualities. Although it is very machinable,graphite dust must be
considered when machining the material.Graphite does not melt, but
rather sublimes, meaning it goes from asolid directly into a gas,
without melting and going through a liquidstate.Graphite may not be
recommended for machining tungsten carbide.It may not be
recommended for use with R-C-power-supply operations.
102
-
25-03-2015
52
Graphite Electrode
Graphites are divided into the following six classes according
to theirparticlesize:Angstrofine Ultrafine 1-5 micronsSuperfine
6-10 micronsFine 11-20 micronsMedium 21-100 micronsCoarse>100
micronsGraphites in the Coarse classification are not suitable for
EDM purposes.
Making- Graphite Electrode
103
Graphite Electrode
104
-
25-03-2015
53
Graphite Electrode
Isotropic structure.
Anisotropic structure.105
Potential electrodes for EDM
Only graphite and tungsten composites remainsolid at
temperatures remotely near gap conditions.Graphite does not change
to a liquid when heated,but sublimes.
106
-
25-03-2015
54
COPPERIt often is used for R-C-power-supply operationsCopper has
good EDM wear, good conductivity, and iseconomical.Copper is
difficult to grind but has good no-wear-machiningcharacteristics.It
does not machine as well as brass or graphite.Nonetheless, it is
used almost as much as graphite, and isespecially good for
machining tungsten carbide.Copper is preferred for finishes better
than 0.5m RaCopper is readily available and normally specified
aselectrolytic grade or tellurium-copper alloy. .Tellurium copper
is copper with the element tellurium addedand it is equivalent in
machinability to free-machining brass.It is only be slightly more
expensive than copper (costfactor, 1.2), and it is nearly as
machinable as brass.
107
BRASSBrass is readily available. The grade used isnormally
specified as free-machining brass.is inexpensive and easy to
machineIt has a fairly good wear ratio when machiningsteel, and a
very high wear ratio when machiningtungsten carbide.Brass is not
normally recommended for use with R-C-power supplies.It is often
used for tubular electrodes in specialized
small-hole EDM drilling machines where high wear
isacceptable.
108
-
25-03-2015
55
Tungsten and Tungsten CompositesTheoretically tungsten is the
best of the metallicsfor use as an electrode .With its very high
strength, density, hardness, anda melting point near 3400C,
tungsten resists thedamaging effects of the EDM process very
wellindeed.There are two main problems associated with usingpure
tungsten as an electrode material.It is very difficult to machine
and extremelyexpensive, which limits its usefulness as anelectrode
material.Tungsten is used to make small holes (
-
25-03-2015
56
Electrodes of EDMCOPPER GRAPHITECopper graphite is fine-grain
graphite that is infiltrated withcopper.It has the qualities of
graphite, plus the electrical conductivityof copper.It is 1.5 to 2
times more expensive than the same graphitewithout copper, thus
making it from 5 to 20 times moreexpensive than copperThe flexural
strength is higher than the comparable grade ofgraphite, making it
good for thin cross-section electrodes.Electrical conductivity is
greatly improved, but corner wear isnot as good as it is for the
same grade of pure graphite.This material works well on tungsten
carbide.ZINC ALLOYSZinc alloys may be used as an electrode
material, but thewear characteristics are very poor.
111
Claim by leading commercial EDM electorde OEM
USA 90 %Europe-75 %Asia-55 %
112
-
25-03-2015
57
EDM system components
113
Servo mechanism-EDM
When the EDM machine is turned on, the servo microprocessor ,
sensing thatthe gap is too wide for cutting to take place, signals
the servo mechanism tolower ram head
When the first spark jumps the gap, downward travel of the ram
head stops.With the gap setting held constant, the process
gradually erodes the surface.
When enough metal has been removed to change the gap distance,
themicroprocessor senses this and signals the servo mechanism to
advance theram head sufficiently to maintain the proper gap width
and the processcontinues.
114
-
25-03-2015
58
Servo mechanism-EDMIf the ram were allowed to move forward
unchecked,there would be direct contact between electrode
andworkpiece, causing an electrical short circuit.This is prevented
by a servo mechanism in which thepotential is monitored and
compared with a reference.If the potential is greater than the
reference, the ramadvances; if it is less, the ram retracts. The
movementmay be accomplished by a hydraulic cylinder or a
direct-drive servomotor.As the work is machined by spark erosion,
the distancebetween electrode and workpiece increases. Thepotential
goes up, and the ram advances until thepotential matches the
reference. Thus, the servomechanism maintains a constant
gap.Erosion continues until a preset depth is reached. At
thispoint, the electrode is retracted from the workpiece.
115
EDM-servo systemEDM machines require an automatic system for
proper spacing of anelectrode from the workpiece.
This maintains efficient sparking. Such a system must be
versatileenough to work with electrodes as small as (0.025 mm) in
diameter,to very large electrodes that weigh several Kg.
This automatic operation is accomplished by the EDM-servo
system.
Requirements for an EDM-servo system are:
the electrode must not touch the workpiece, and the electrode
must advance toward and retract from the workpieceto maintain the
voltage between the electrode and workpiece.
116
-
25-03-2015
59
SPARKING VOLTAGE
EDM-servo systems make use of the electrical characteristics of
thedielectric fluid for their operationThe dielectric fluid during
EDM changes from an insulator into anelectrical conductor, causing
the voltage between the electrode andworkpiece to drop from the
open circuit to sparking voltage. Thisnormally occurs in a range of
2050 VDC.
117
SERVO-REFERENCE VOLTAGE
As the machining-voltage range is constant for a particular
dielectricfluid, a voltage in this range is selected as a reference
for controllingthe servo systemThis reference voltage is compared
to the actual machining voltagemeasured between the electrode and
workpiece.The difference between the reference voltage and the
actualelectrode-to-workpiece machining voltage is that the
difference in thevoltages is used to command the electrode-servo
system to advance,hold position, or retract from the workpiece.
118
-
25-03-2015
60
Metal and graphite servo-reference-voltage range
119
Electrical connections for sparking power andservo sensing.
The servo system is controlled by wires that connect the
electrodeand work piece to the electronic assembly of the power
supply.These sensing wires allow the electrode-to-workpiece voltage
to becompared to the servo controls reference voltage
120
-
25-03-2015
61
Two servo systems in EDMThe system used primarily depends on the
size andweight of the electrodes.Large machines using heavy
electrodes normally use thehydraulic servo and those that use
smaller electrodesgenerally use the electric motor- servo
drive.Electric-motor-drive systems are preferred for
wire-cutmachines because positioning- and data-feedbackdevices are
readily availableMechanically, the electric-motor and
hydraulic-drivesystems are simple structures. In both instances,
theelectronic control commands an action to be taken.The mechanical
drive assembly advances, holds position,or retracts the
electrode.
121
Basic electric-servo system.
The electric motor is directly coupled here to a precision lead
screw.The lead-screw nut is attached to the machine axis of
movement.Any rotational movement of the motor will produce a
correspondingmovement in the machine axis and electrode
122
-
25-03-2015
62
Basic hydraulic servo system.
123
Basic hydraulic servo system
When fluid pressure is applied to one side of the
hydraulic-cylinder piston, fluid entersthat side of the cylinder
and exits the opposite side.The piston and piston rod move in
response to the fluid entering the cylinder.The fluid flowing to
and from the hydraulic cylinder is controlled by the
servovalve,which is electronically controlled by the servo-control
unit in the power-supplycabinet. 124
-
25-03-2015
63
EDM Surface topography
When inspecting an EDM surface finish, the lack of
surfacedirectionality needs to be considered.The surface resembles
a cratered surface with all craters thesame size (Fig. ).There is
no "lay" or directionality to the surface as inconventional
machining. Because the crater size depends onspark energy, and
spark energy varies widely, the EDMsurface finish surface can range
from 0.2 to 12.5 m
125
Each discharge creates a crater
An AFM view
126
-
25-03-2015
64
EDM Surface-Metallurgical and Chemical Effects
Because of the rapid quenching by the dielectricand the heat
sink effect of the workpiece, thesurface layer affected by the EDM
process is quitethin--less than 0.1 mm for roughing settings
and0.01 mm for finish settings
127
WORKPIECE METAL - Layers formed by EDM process.
The EDM process changes not only the surface of the work metal,
butalso the subsurface.Three layers (total thickness may be
0.05-0.1 mm mm only) arecreated on top of the unaffected work metal
(figure).The spattered surface layerThe recast (white) layer (2 to
50 micrometer)heat affected zone(25 micrometer)
128
-
25-03-2015
65
Layers formed by EDM process.
The spattered EDM surface layer is created when expelled molten
metal and smallamounts of electrode material form spheres and
spatter the surface of the workmetal.This spattered material is
easily removed by polishining.The next layer is the recast (white)
layer. The action of EDMing has actually alteredthe workmetal's
metallurgical structure and characteristics in the recast
layer.This layer is formed by the unexpelled molten metal
solidifying in the crater. Themolten metal is rapidly quenched by
the dielectric. Microcracks can form in this veryhard, brittle
layer.If this layer is too thick or is not reduced or removed by
polishing, the effects of thislayer can cause premature failure of
the part in some applications. Microcracks occurin the recast layer
and can act as initiation points for failure(reduced fatigue
strength)The recast layer is characterized by a rapidly quenched
structure. The structure isusually brittle and extremely hard(65
HRC) It may be porous and contain micro cracks.This can be removed
by abrasive methods or shot peening operations
129
Layers formed by EDM process-heat affected zone
The last layer is the heat affected zone which has only been
heated,not melted. Heating, cooling and diffused material are
responsible forthis zone. HAZ may contain thermal residual stress
and grainboundary cracks.The depth of the recast layer and the heat
affected zone is determinedby the heat sinking ability of the
material and the power used for thecut. This altered metal zone
influences the quality of the surfaceintegrityThe recast layer is
characterized by a rapidly quenched structure,while the
heat-affected zone has an annealed or tempered structure.
130
-
25-03-2015
66
Schematic diagram of layers on an EDMdcomponent
131
A typical specification forEDM application could include the
following items
total thickness of the re-deposited and re-solidified
layers:0.025 mm; total thickness of the re-deposited,
re-solidified, andchanged material characteristic layers: 0.05 mm);
electrode material present in re-deposited layer: none; cracks in
re-deposited and re-solidified layers: acceptable(depending on the
end use); and cracks in parent material: not acceptable.
In many instances the EDM surface finish may be used without
additionalfinishing operations, such as in plastic-injection molds
or in press tooling.But for structural components, it is a common
practice to do polishing (abrasivemethods) to remove recast layer.
Shot peening is also used to remove a small partof the recast layer
and to improve the fatigue properties.
132
-
25-03-2015
67
Process capability of EDMAccuracy-0.025 to 0.1mm (Best
possible:2.5m)Taper in deep holes: 0.005 to 0.05mm/cmAspect
ratio:100:1 (special care of flushing)Crater diameter: 5 to 12 m
and craterdepth:0.25 to 1.25 mSurface finish (usual case):08 to
3.5m (may goup to 12 microns)Best Finish using ideal CNC
EDMsetting:0.18 to0.25m
133
MRR and Finish for EDM
134
-
25-03-2015
68
Dielectric FluidsThe dielectric fluid performs several
functions:It is a spark conductor that must ionize underan applied
voltage.It is a coolant for work and electrode.cooling for the
vaporized material that becomesthe EDM chip upon solidification;It
is a flushing medium that carries away theEDM-spark debris (EDM
chips) resulting fromthe process.
135
Desirable properties of dielectriclow viscosity,High flash
point,generation of stable spark (spark gap control byacceptable
dielectric strength)low cost.Because of small working gaps at
finish spark settings, a low-viscositydielectric is especially
important.Low viscosity also helps in settling of the swarf, thus
keeping thedielectric fluid clean.The most common dielectric fluid
is petroleum-base oil (hydrocarbon oils dedicated for EDMprocess) .
Also used are kerosene, silicone oils, andwater-base
dielectrics.
136
-
25-03-2015
69
Dielectric FluidsSpark-ON time determines how long
sparkelectricity will flow after the ionization point isreached.
When spark electricity is turned OFF,electricity stops flowing.The
spark is then extinguished and the dielectricfluid is once again an
insulator. This characteristicis most important, since the
dielectric-fluid-ionization point controls each spark.These
changes, from insulator, to conductor, toinsulator, take place for
each spark. It is requiredfor this action to occur as often as
500,000 timesper second (500 kHz).
137
Dielectric FluidsDeionized water has some
desirablecharacteristics
fire safety,low cost,low viscosity, andabsence of carbon to
react with the work.
138
-
25-03-2015
70
Dielectric FluidsPetroleum products are often referred to
ashydrocarbon fluids, since they break down intohydrogen, carbon,
and other by-productswhen they are heated during sparking.Deionized
water has the impurities removed thatwould make it electrically
conductive. The heat ofsparking breaks down this water into
hydrogen andoxygen.Usually, die-sinker machines use hydrocarbon
fluidsas dielectric fluids, and wire-cut machines usedeionized
water.
139
Deionized waterDeionized water absorbs materials that makethe
water electrically conductive during thesparking process.As water
absorbs materials, the dielectriccharacteristics of the water
change.This also changes the waters ionization pointand it affects
the reliability and repeatabilityof the sparking processThus
deionized water is not an acceptabledielectric fluid for Die
sinking EDM process
140
-
25-03-2015
71
Deionized water-Wire EDMIn most instances, wire-cut-machining
operations are notperformed with the workpiece submerged.
Instead, a high-velocity flow of fresh deionized watersurrounds
the electrode and covers the workpiece in thesparking area.
It then returns immediately to the collection system
forreprocessing.
This process ensures that the deionized water passingthrough the
sparking area will stay within the acceptablerange of electrical
characteristics required for preciseEDM operations.
141
HYDROCARBON FLUIDSHydrocarbon fluids maintain their
dielectriccharacteristics during the sparking processwhen sparking
heat breaks the fluid down,and the machining process adds
debris.This electrical integrity under such conditionsmakes
hydrocarbon fluids the dielectric fluid ofchoice for submerged
machining (RAM EDM).
142
-
25-03-2015
72
RESULTS OF CHIPS REMAINING IN SPARKINGGAP
If chips are not removed from the sparking gap, the spark
electricity is forcedto pass through the chips on the workpiece
surface.As it does so, the electricity re-machines the chips into
smaller ones, whichrequires spark energy and reduces the size of
chips being removed from theworkpiece surface.This smaller than
normal amount of workpiece material being removedcreates
inefficient EDM operations.As chips are free to move about the
workpiece surface, variances are causedin the electrode-
to-workpiece voltage that cause unstable servo operations.
143
Flushing -INSIDE THE CAVITY
Flushing - Flowing dielectric through the gap to removethe
debris caused by machining with EDM.As the cut progresses through
the work metal a cavitystarts to form. The deeper this cavity
becomes, theharder it is for fresh dieletric fluid to get into the
cavityto remove debris and quench the work piece andelectrode .In
order to get smooth, even flow of dielectric throughthe gap
flushing becomes an essential part of the EDMprocess. 144
-
25-03-2015
73
Pressure flow through the electrode andworkpiece
145
Flushing- Fluid-pressure flow through electrode
146
-
25-03-2015
74
Workpiece pressure flow for chip removal.
147
Flushing -INSIDE THE CAVITY
Good flushing allows the work piece particles and eroded
electrode particles to beremoved from the gap. Flushing also allows
fresh dielectric into the gap.
It is the volume of oil moving through the gap that performs
particle removal.
Flushing at higher pressure may actually prevent the flow of
particles out of the gapand the dielectric renewal in the gap. High
pressure also tends to wear the electrode.The ideal pressure is
usually between 0.2 to 0.3 bar .
The balance of volume and pressure is important. Roughing
operations where the gapis large would require high volume and low
pressure for good oil flow. Finishingoperations where the gap is
smaller may necessitate higher pressure to improve theoil flow.
148
-
25-03-2015
75
Various methods for dielectric flushing
(a) suction through electrode, (b) suction through workpiece,
(c)pressure throughelectrode, (d) pressure through workpiece, (e)
jetflushing, (f) periodic cycling of electrode 149
Flushing-general rulesThere are three rules for good EDM
ing(1)Flush ! (2)Flush !! and (3) Flush !!!Changing from very poor
to very good flushing conditionscan improve efficiency and thus
reduce machining timeby a factor of six (6) !
Through-the-tool flushing is preferred to side flushingMany
small flush holes are preferable to a few largeones. Besides giving
better fluid distribution, smaller andmore-easily-removed spikes
(the column of metal leftfrom a flush hole) resultA steady flow of
dielectric fluid over the entire electrode-workpiece interface is
desirable
150
-
25-03-2015
76
MAKING EDM WORKThe EDMer's job is to control the
machiningparameters and predict the results.Varying the on-time
and/or off time will changethe duty cycle and the frequency .These
changes plus varying the peak currentwill affect the metal removal,
electrode wearand finish.
151
Effect of pulse current (energy)
Effect of pulse current (energy) on removal rate andsurface
roughness.
152
-
25-03-2015
77
Effect of pulse on-time (energy)
Effect of pulse on-time (energy) on removal rate and surface
roughness.
153
Basic die-sinker-EDM machine.
154
-
25-03-2015
78
Die-sinker major assemblies.
155
C-frame, die-sinker machine.
156
-
25-03-2015
79
Bridge-style, die-sinker machine
157
EDM applications
158
-
25-03-2015
80
Materials That Can Be EDMedAny material that conducts
electricity can beEDMed, either hard or soft.
EDM is particularly used to cut Stellite, Inconel, Hastelloy,
Nitralloy, Waspaloy,Nimonic, Udimet, tool steels, tungsten carbide
and titanium alloys.
159
EDM applicationsAlthough the application of electrical
dischargemachining is limited to the machining ofelectrically
conductive workpiece materials, theprocess has the capability of
cutting thesematerials regardless of their hardness
ortoughness.Nonconductors such as glass, ceramics, or
plasticscannot be machined using EDM techniques, butthe machining
of hardened steel using EDMeliminates the need for subsequent heat
treatmentwith possible distortion.
160
-
25-03-2015
81
EDM applicationsThe EDM process is most widely used by
themold-making and tool and die industries, but itis increasingly
being applied to make prototypeand production parts, especially in
theaerospace and electronics industries, in whichproduction
requirements are relatively low.Stamping ,extruding, heading,
drawing, forging,and die casting dies, as well as molds
forplastics, can be done with EDM techniques.
161
EDM applicationsElectrical discharge machining is particularly
well suitedfor parts that are made from materials that are
difficultto machine and/or contain small or odd-shaped holes,
alarge number of holes, or holes having shallow entranceangles,
intricate cavities, or intricate contours.Miniature parts and parts
made from material too thin orfragile to withstand conventional,
mechanical cuttingforces are also good applications.Round or
irregular-shape holes as small as 0.05 mm (indiameter can be
produced with length-to-diameter ratiosof about 20:1.Narrow slots
as small as 0.05 to 0.30 mm wide are cutroutinely.
162
-
25-03-2015
82
Electric Discharge Machining-Applications
163
Electric Discharge Machining-Applications
WHY?NO CONTACTNO FORCENO DEFORMATION
Wire + Sinker EXAMPLES?- SURGICAL TOOLS- SATELLITE COMPONENTS-
INERTIAL GUIDANCE- MICROWAVE HORNS- HONEYCOMB
This satellite structural component waswirecut from solid CAL-4V
titanium
WHEN?VERY THIN WALLS
164
-
25-03-2015
83
Electric Discharge Machining-Applications
WHEN?RECESSED CUTSKEYWAYSBOTTLING INDUSTRY 165
Electric Discharge Machining-Applications
166
-
25-03-2015
84
Electric Discharge Machining-Applications
WHEN?FRAIL/FRAGILE CANT TAKE STRESS OF MACHININGWATCH PARTSLEAD
FRAME DIEPRINTER HAMMER
167
Electric Discharge Machining-Applications
Medical applicationsDENTAL FIXTURES-MEDICAL CLAWS
168
-
25-03-2015
85
Electric Discharge Machining-Applications
169
Wire electrical discharge machining (Wire EDM)
170
-
25-03-2015
86
Wire EDM schematic.
Wire EDM schematic.171
Wire EDMed components
172
-
25-03-2015
87
Wire electric discharge machining (Wire EDM)In wire electric
discharge machining (wire EDM), awire (about 0.05-0.30 mm diameter)
is used as anelectrode and deionized water as dielectric.A nozzle
is employed to inject the dielectirc in themachining area in wire
EDM.Electrodes (wire and workpiece) are connected to apulsed DC
supply.Heat generated due to sparking results in themelting of
workpiece and wire material, andsometimes part of the material may
even vaporizelike in conventional EDM.
173
Wire electric discharge machining (Wire EDM)A constant gap
between tool (wire) and workpiece is maintained with the help of a
computercontrolled positioning system.This system is used to cut
through complicatedcontours specially in
difficult-to-machinematerials.This process gives a high degree of
accuracyand a good surface finish.
174
-
25-03-2015
88
Open-style wire-cut machine
175
wire EDM machine
176
-
25-03-2015
89
Enclosed-style wire-cut machine.
The enclosed wire-cut machine is a self-contained module,
designed toprotect electronic /electrical components from exposure
to dielectric fluid.Access to the work area and wire-feed unit is
gained through sealed doors. 177
Wire-cut machine major assemblies
178
-
25-03-2015
90
wire electric discharge machining
Schematic illustration of wire electric dischargemachining
179
Wire-cut machine major assembliesThere are four basic elements
of this machinetool,the power supply system,the dielectric
system,the positioning system,and the wire drive system.
180
-
25-03-2015
91
Power Supply SystemEDWC machines are equipped only with
pulsegenerators, where peak current and on-time are themajor
variables controlling spark energy.Wire EDM power supply uses pulse
frequency whichis about 1 MHz.It results in reduced crater size or
better surfacefinish.The wire has a limited current capacity, so
that thecurrent rating rarely exceeds 30 A. The potentialdifference
between the wire electrode and the WPis usually set between 50 and
60 V.However, because of very small wire size, it usuallycannot
carry current more than 20A.
181
Dielectric SystemWater is a likely substitute for hydrocarbon
oilsas dielectric in EDM.It is an attractive proposition because of
itsavailability, desirable thermal properties, lowviscosity and
pollution-free working.It gives higher MRR and better surface
finishunder the identical machining conditions.Deionized water has
low viscosity, no firehazard, high cooling rate and high MRR. That
iswhy water is used as dielectric in most of thewire EDM
systems.
182
-
25-03-2015
92
Dielectric-fluid and Filtration Unit
The wire-cut dielectric system must filter the sparking
by-productsfrom the water after it returns to the storage
reservoir.Additives are sometimes used as antirust compounds or
ethyleneglycol-based compounds to make the dielectric slippery.In
addition to the filtration, the water must be processed to
removeany dissolved materials before it is usable as an EDM
dielectric.
183
Deionized-water dielectric assembly.
Used water from the machine tool is returned to the
dielectric-unfiltered reservoir.A partition in the dielectric tank
separates the unfiltered water from the filtered anddeionized
water.Water is pumped from the unfiltered reservoir through the
filter to remove the solidEDM debris.The water is then pumped
through the resin tank and into the filtered and deionizedwater
reservoir.The filtered and deionized storage tank includes a sensor
to monitor the electricalconductivity of the deionized water
184
-
25-03-2015
93
Positioning SystemUsually positioning system is a
computerizednumerical control (CNC) two-axes table.However, it
operates in an adaptive controlmode so that in case wire approaches
very nearto the workpiece, or the gap is bridged by debrisand
causes a short circuit, the positioningsystem should be capable to
sense it.Instantaneously, it should move back to re-establish
proper cutting conditions in the gap
185
multi-axis, wire-cut servo system.
186
-
25-03-2015
94
Multi-axis, wire-cut servo system
The axes are identified as X axis, Y axis, U axis, V axis, and Z
axis.In operation, the X and U axes are parallel in the direction
ofoperation, the Y and V axes are parallel in their operation,
while the Zaxis is perpendicular to the X-U and Y-V axes.The U and
V axes offset the electrode wire from the vertical position.Z-axis
operation may be manually operated or computer controlled.
187
Moving-workpiece-and-electrode wire-cut design.
188
-
25-03-2015
95
Wire Drive System
This system serves two purposes, viz continuously delivers fresh
wire, and alwayskeeps the wire under appropriate tension so that it
moves in the machining zone as astraight wire.The latter
requirement is important from the point of view of quality of the
machinedsurface. For example, it helps to minimize taper, streaks
as well as vibration marks.It also minimizes the wire breaks during
machining.On the way while moving to the machining zone, wire is
guided by sapphire ordiamond wire guides .As it moves towards the
take up spool, the wire passes through a series of
tensioningrollers 189
Wire Drive System
The tensioned wire is used only once, traveling from a take-off
spool toa take-up spool while being guided to provide an accurate
narrow kerf.
190
-
25-03-2015
96
Wire Drive System
Large diameter (0.15-0.30 mm) wires, used in wire EDM, are made
of copper or brass while smalldiameter wires are usually made of
molybdenum steel.
The most widely used wire is brass wire. It has most of the
qualities needed for wire EDM, that is, hightensile strength, high
electrical conductivity, and good wiredrawing ability to close
tolerances.
Layered wires are also recommended, but are more expensive;
however, they cut faster than brass.
One example is steel/copper/graphite wire, with a steel core for
tensile strength, a copper layer forelectrical conductivity, and
graphite on the surface for attaining high machining speeds.
Zinc-coatedbrass, with molybdnum-core, is also available
Wire is discarded after it has been used once because the
sparking takes place at its leading surface,hence, it no longer
remains round
Wire diameters range from 5 to 300 m. It travels at a constant
velocity ranging from 0.2 to 9 m/min.
Stratified wire used in wire EDM.
191
Cutting SpeedIn EDWC, the cutting speed is generally given
interms of cross-sectional area cut per unit time.
Typical examples are 18,000 mm2/h for 50 mmthick tool steel and
45,000 mm2/h for 150 mmthick aluminum block.
This rate indicates a linear cutting speed of 6mm/min and 5
mm/min, respectively.
192
-
25-03-2015
97
PROCESS CHARACTERISTICSThis process produces accurate matte
finish. Thousands oftiny craters on the machined surface help in
retaining thelubricating oil and result in increased die
life.Surface finishes range from to 0.2 Im to 1.25 m Ra
Surfacefinish of the order of 0.1m can be achieved in finish
passNormal accuracy is about 0.013 mmSpecial measures such as
m0ultiple passes and precisetemperature control are used for a
higher accuracy of 0.005 mm
Work thickness capacity of 150 mm is average with somemachines
capable of up to 420 mmWith todays systems, machining rate for
definite materialshas gone up from 12.50 cm2/hr to about 40
cm2/hr.
193
Flushing and Dielectrics.Good flushing is as important in wire
EDM as invertical EDM.Nozzles should be as close as possible to
thework.Workpieces with large variations in thicknessprevent this
and are especially troublesome.
194
-
25-03-2015
98
Overcut
As in EDM, an overcut exists in wire EDM thatmakes the kerf
larger than the wire diameterThis overcut is in the range 0.020 to
0.050mmOnce cutting conditions have been established fora given
cut, the overcut remains fairly constant andpredictable
195
Typical products cut by EDWC
The special features of wireEDMmake it ideal for making
components forstamping ing dies, tools for lathes, electrodes for
vertical EDM, broaches,and extrusion diesBecause the kerf is so
narrow, it is often possible to fabricate punch and diein a single
cutWire EDM also has many applications in metallurgy, such as the
removal ofcore samples from castings to determine variation in
chemistry; thesectioning of welds for metallography, and the making
of mechanicalproperty specimensOther tools and parts with intricate
outline shapes, such as lathe form tools,extrusion dies, and flat
templates, are made with electric discharge wirecutting.
. (From AGIE Charmilles Group, Charmilles)
196
-
25-03-2015
99
Thank You.
197